Задний центр токарного станка: Вращающиеся задние центры для токарного станка
alexxlab | 25.07.2023 | 0 | Разное
Центр вращающийся токарный|Торцевые захваты, поводковые патроны
OSNASTIK
Южная Корея / Индия
- Центра вращающиеся и упорные
- Вращающиеся задние центры
- Вращающиеся центры для труб
- Вращающиеся задние центры со сменными наконечниками
- Упорные центры, упорные центры для труб
WIDIN
Южная Корея
- Токарные центры WIDIN
- Вращающиеся центры для токарных станков.
 Тип LC-NC
Тип LC-NC - Вращающиеся центры для токарных станков. Тип LC-NCP
- Вращающиеся центры для тяжелой обработки. LC-NK NKD
- Вращающиеся центры для шлифовальной обработки. Тип LC-SMP
- Вращающиеся центры для высокоскоростной обработки. Тип LC-D50
- Вращающиеся центры с уплотнениями.
 Тип LC-HD
Тип LC-HD - Упорные центры. Тип LM и LM-H
- Вращающиеся центры для токарных станков.
 Тип LC-NC
Тип LC-NCЦентр вращающийся токарный
Токарные центра вращающиеся (упорные центра) используются в токарных станках. Вращающиеся центра служат для уменьшения радиального биения путём закрепления заготовок. Для закрепления вращающийся центр подводится к незакреплённой стороне заготовки и прижимает её. Таким образом, заготовка оказывается закреплена с обеих сторон: с одной стороны зажимным патроном, с другой стороны — токарным центром.
Представленные в данном разделе вращающиеся центра для токарного станка отличаются различными возможностями и преимуществами:
По конструкции наконечника:
- Вращающийся наконечник — используется при не вращающейся задней бабке станка для снижения трения между заготовкой и наконечником центра.
- Не вращающийся наконечник — обладает более низкой стоимостью и увеличенной износостойкостью, так как является цельнометаллическим.
По креплению наконечника:
- Съёмный наконечник — позволяет сменять наконечники вращающегося центра вручную или автоматически (на станках с ЧПУ), что увеличивает универсальность применения центра, а также увеличивает срок службы.
- Несъёмный наконечник — обладает более низкой стоимостью.
По виду заготовки:
- Цельнометаллическая заготовка — центра со стандартными наконечниками.
- Полые заготовки, трубы и пр.
 — т.н. “грибковые центра” с увеличенным наконечником, представляющим из себя усечённый конус.
— т.н. “грибковые центра” с увеличенным наконечником, представляющим из себя усечённый конус.
Вращающиеся центры для токарных станков
Обновлено: 06.02.2023
Автор статьи : Enex
В данной статье речь пойдет о токарных центрах, об их конструкции, разновидностях и особенностях эксплуатации.
Одна из самых распространенных заготовок обрабатываемых на токарных станках — это валы, причем валы различной длины. Для того чтобы добиться небходимого качества поверхности их нужно достаточно жестко и надежно закрепить. Делается это самым эффективным и проверенным способом – с одной стороны вал зажимается в патрон, а с другой поджимается центром. В большинстве случаев для этого используется вращающийся центр, который устанавливается в пиноль задней бабки.
В каких случаях необходимо использование вращающегося центра:
Длина заготовки в 5 раз превышает диаметр.

Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
Большая толщина снимаемой стружки.
Когда чистовая обработка будет проходить на шлифовальном станке.
Преимущества использования центров:
Длительный срок эксплуатации.
Устойчивость к высоким нагрузкам.
Возможность увеличить скорость обработки.
Повышение производительности оборудования.
Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
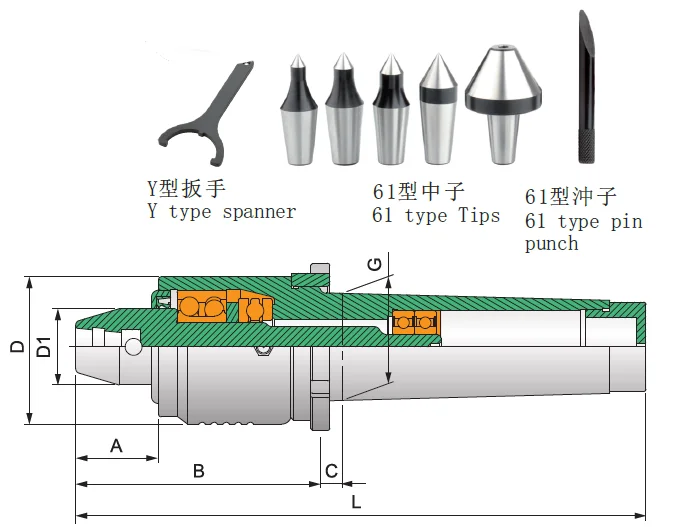
Конструкция вращающихся центров
Вращающийся центр состоит из конического наконечника, вала и подшипника, размещенного в стальном корпусе. От подшипника во многом и зависит на каких режимах может работать центр, так же он снижает трение.
При стандартных режимах работы используют центра с углом наконечника 60º, при тяжелых режимах целесообразно применять с углом 90º.
Разновидности
В зависимости от особенностей решаемых задач при токарной обработке центра бывают нескольких типов:
- Упорный центр — применяется при небольших скоростях обработки. Предварительно необходимо сделать центровочное отверстие.
- Упорный со срезанным конусом — используются при подрезании торца
- Вращающийся — используется при высоких скоростях обработки, где упорный уже нельзя применить.
- Грибковый — имеет наконечник с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
- С вращающейся гайкой — для удобства извлечения из задней бабки
- Со сменными наконечниками — возможность обработки широкого спектра деталей, используя всего один центр
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси.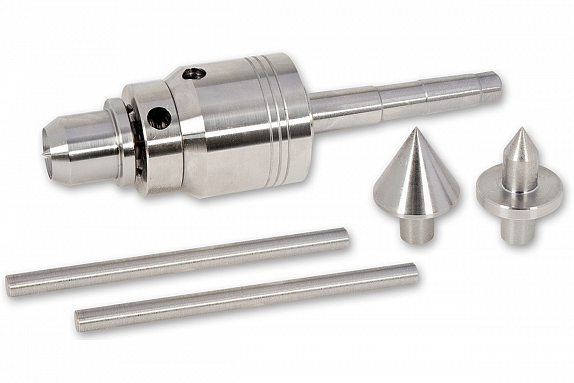 Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Источники:
1) каталог Bison-Bial 2015
2) https://vseostankah.com/tokarnye-stanki/vrashhayushhijsya-tsentr-nepodvizhnyj-gribkovyj.html
3) https://mekkain.ru/library/czentr-upornyij.html
Каталог станочной оснастки на онлайн-выставке Enex: https://enex.market/catalog/stanki_i_komplektuyushchie_k_nim/stanochnaya_osnastka/.
Токарные центры
Токарные центрыПоиск по категориям
- Клеи
- Аксессуары для воздуха
- Воздушные компрессоры
- Автомобильное оборудование
- Ленточнопильные станки по дереву
- Ленточные пилы по металлу
- Книги, чертежи и DVD
- Расточные станки
- Колесики
- Зажимы
- Комбинация токарно-фрезерных станков
- Подрядчик, Дом и Магазин
- Столовые приборы
- Режущие инструменты
- Сверлильные станки
- Сверление и растачивание
- Аксессуары для сбора пыли
- Пылесборники
- Крепеж
- Отделка
- Подарки
- Оружейное дело и стрельба
- Ручной инструмент
- Оборудование
- Приспособления и приспособления
- Фуганки
- Токарные станки
- Принадлежности для мастеров
- Аксессуары для машин
- Транспортировка материалов
- Измерительные инструменты
- Металлообрабатывающие станки-Разное
- Фрезерные станки
- Мобильные основания и стойки
- Двигатели, переключатели и электрооборудование
- Гвоздезабиватели и степлеры
- Запчасти
- Строгальные станки
- Пневматические инструменты
- Электроинструменты
- Прессы
- Фрезы
- Оборудование для обеспечения безопасности
- Пескоструйные аппараты
- Сандерс
- Пилы
- Охранное оборудование
- Формовочные фрезы
- Формирователи
- Машины для обработки листового металла
- Магазин аксессуаров
- Аксессуары Саут-Бенд
- Настольные пилы
- Ящики для инструментов
- Инструменты
- Тиски
- Принадлежности для сварки
- Колеса
- Изделия из дерева
- Деревообрабатывающие станки – Разное
- Верстаки
×
{{bucket.
 label}}
label}}$ {{bucket.label === ‘Цена’ ? option.label[0].slice(0, option.label[0].indexOf(‘.’)).replace( /\d{1,3}(?=(\d{3})+(?! \d))/g , “$&,”) : option.label}} {{option.label[0].slice(option.label[0].indexOf(‘.’)+1)}} {{bucket.label === ‘Цена’ && option.label[1] !== ‘*’ ? ‘ to ‘ : Bucket.label === ‘Цена’ ? ‘+’ : ” }} $ {{bucket.label === ‘Цена’ && option.label[1] !== ‘*’ ? option.label[1].slice(0, option.label[1].indexOf(‘.’)).replace( /\d{1,3}(?=(\d{3})+(?! \d))/g , “$&,”) : ”}} {{option.label[1].slice(option.label[1].indexOf(‘.’)+1)}}
Показать больше…
{{result. values.instock === ‘true’ ? «Готово к отправке»: «Еще в пути»}}
{{результат.значения.название}}
parseFloat(result.values.price.replace(‘,’,”))) || (result.values.outlet === ‘true’ && parseFloat(result.values.msrp.replace(‘,’,”)) > parseFloat(result.values.price.replace(‘,’,”)) )”> $ {{result.values.onspecial === ‘true’ && parseFloat(result.values.catalogprice.replace(‘,’,”)) > parseFloat(result.values.price.replace(‘,’, ”)) ? result.values.catalogprice.slice(0, result.values.catalogprice.indexOf(‘.’)) : result.values.msrp.slice(0, result.values.msrp.indexOf(‘.’))}} {{ result.values.onspecial === ‘true’ && parseFloat(result.values.catalogprice.replace(‘,’,”)) > parseFloat(result.values.price.replace(‘,’,”) ) ? result.values.catalogprice.slice(result.values.catalogprice.indexOf(‘.’)+1) : result.values.msrp.slice(result.values.msrp.indexOf(‘.’)+1)}} $ {{result.
values.instock === ‘true’ ? «Готово к отправке»: «Еще в пути»}}
{{результат.значения.название}}
parseFloat(result.values.price.replace(‘,’,”))) || (result.values.outlet === ‘true’ && parseFloat(result.values.msrp.replace(‘,’,”)) > parseFloat(result.values.price.replace(‘,’,”)) )”> $ {{result.values.onspecial === ‘true’ && parseFloat(result.values.catalogprice.replace(‘,’,”)) > parseFloat(result.values.price.replace(‘,’, ”)) ? result.values.catalogprice.slice(0, result.values.catalogprice.indexOf(‘.’)) : result.values.msrp.slice(0, result.values.msrp.indexOf(‘.’))}} {{ result.values.onspecial === ‘true’ && parseFloat(result.values.catalogprice.replace(‘,’,”)) > parseFloat(result.values.price.replace(‘,’,”) ) ? result.values.catalogprice.slice(result.values.catalogprice.indexOf(‘.’)+1) : result.values.msrp.slice(result.values.msrp.indexOf(‘.’)+1)}} $ {{result. values.price.slice(0, result.values.price.indexOf(‘.’))}} {{result.values.price.slice(result.values.price.indexOf( ‘.’)+1)}}
values.price.slice(0, result.values.price.indexOf(‘.’))}} {{result.values.price.slice(result.values.price.indexOf( ‘.’)+1)}}
| Шаг № | Местонахождение | Описание | Инициалы | Дата |
| 10 | Инструктор | Получите трубку у своего инструктора. | * | |
| 20 | Токарный станок | Если размер патрона позволяет, слегка
внутри с помощью трехкулачкового патрона. Если размер патрона не позволяет
внутренний патрон, слегка патрон снаружи с помощью трехкулачкового патрона. | ||
| 40 | Токарный станок | Установите внутреннюю кошачью головку. Оставьте достаточно место для указания внутреннего диаметра трубы. | ||
| 50 | Токарный станок | Поднимите мертвую точку рядом с кошачьей головой. Визуально отцентрируйте голову кошки в мертвой точке. | ||
| 60 | Токарный станок | Приведите шпиндель задней бабки в нужное положение и зафиксируйте на месте. | ||
| 70 | Токарный станок | Укажите внутренний диаметр трубы как максимально близко. | ||
| 80 | Токарный станок | Установка инструмента для поворота концентрического подшипника
поверхности примерно в 3-4 дюймах от правого конца трубы. | ||
| 90 | Токарный станок | Затяните патрон, будьте осторожны, чтобы не использовать чрезмерное давление патрона. Это приведет к деформации трубки. | ||
| 100 | Токарный станок | Проверьте наличие искажений с помощью индикатора на загнутый конец трубки. | ||
| 11 | Инструктор | Попросите инструктора проверить установку. | * | |
| 120 | Токарный станок | Поверните опорную поверхность настолько, чтобы очистить вверх. | ||
| 130 | Токарный станок | Торец для очистки. | ||
| 140 | Токарный станок | Потяните заднюю бабку назад. | ||
| 150 | Токарный станок | Переместите седло к задней бабке, чтобы получить это в сторону. | ||
| 160 | Токарный станок | Установите люнет на подшипник поверхность. | ||
| 170 | Токарный станок | Верните шпиндель задней бабки в положение и зафиксируйте на месте. | ||
| 180 | Токарный станок | Отрегулировать нижние кулачки люнета прижмитесь к несущей поверхности трубки и зафиксируйте на месте. | ||
| 190 | Токарный станок | Опустите верхний рычаг и зафиксируйте его на месте. | ||
| 200 | Токарный станок | Отрегулируйте верхнюю губку люнета
прижмитесь к несущей поверхности трубки и зафиксируйте на месте. | ||
| 210 | Токарный станок | Осторожно снимите кошачью голову. | ||
| 220 | Токарный станок | Настройка токарного станка для растачивания. | ||
| 230 | Инструктор | Попросите инструктора проверить настройки. | * | |
| 240 | Токарный станок | Отверстие в соответствии со спецификацией. | ||
| 250 | Токарный станок | Обработанный конец с заусенцами. | ||
| 260 | Токарный станок | Снимите трубки с машины. | ||
| 270 | Токарный станок | Сдвиньте кулачки люнета и снимите
люнет от машины.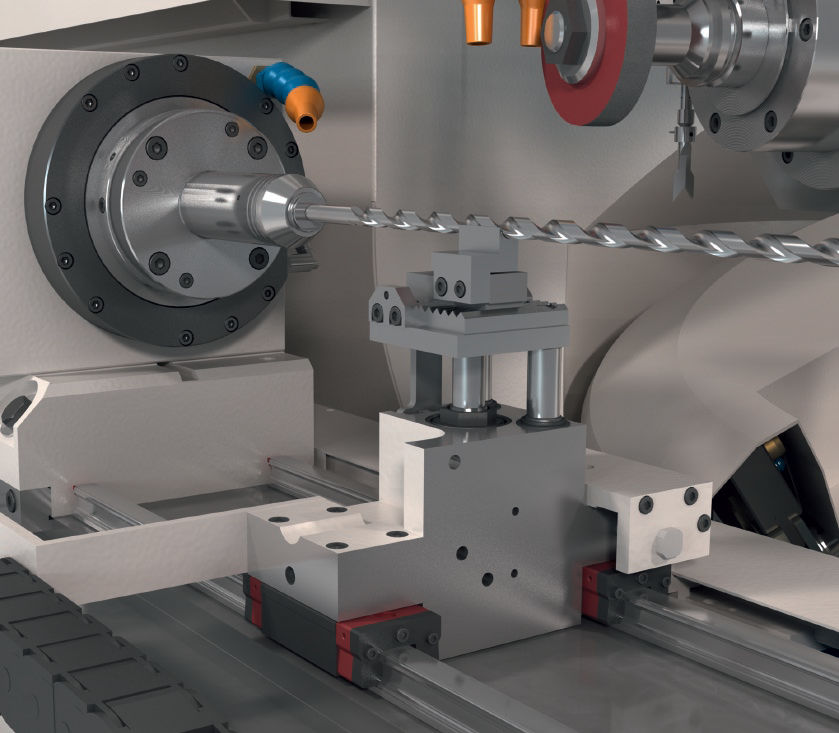 | ||
| 280 | Токарный станок | Вставьте антидеформационную заглушку в обработанный конец трубки. | ||
| 290 | Токарный станок | Затяните патрон, будьте осторожны, чтобы не использовать чрезмерное давление патрона. | ||
| 300 | Токарный станок | Установите внутреннюю кошачью головку. Оставьте достаточно место для указания внутреннего диаметра трубы. | ||
| 310 | Токарный станок | Поднимите мертвую точку рядом с кошачьей головой. Визуально отцентрируйте голову кошки в мертвой точке. | ||
| 320 | Токарный станок | Установите шпиндель задней бабки на место и зафиксируйте на месте. | ||
| 330 | Токарный станок | Укажите внутренний диаметр трубы как
максимально близко. | ||
| 340 | Токарный станок | Установка инструмента для поворота концентрического подшипника поверхности примерно в 3-4 дюймах от правого конца трубы. | ||
| 350 | Токарный станок | Поверните опорную поверхность настолько, чтобы очистить вверх. | ||
| 360 | Токарный станок | Лицевая часть по длине. | ||
| 370 | Токарный станок | Потяните заднюю бабку назад. | ||
| 380 | Токарный станок | Переместите седло к задней бабке, чтобы получить это в сторону. | ||
| 400 | Токарный станок | Установите люнет на подшипник поверхность. | ||
| 410 | Токарный станок | Верните шпиндель задней бабки в
положение и зафиксируйте на месте. | ||
| 420 | Токарный станок | Отрегулировать нижние кулачки люнета прижмитесь к несущей поверхности трубки и зафиксируйте на месте. | ||
| 430 | Токарный станок | Опустите верхний рычаг и зафиксируйте его на месте. | ||
| 440 | Токарный станок | Отрегулируйте верхнюю губку люнета прижмитесь к несущей поверхности трубки и зафиксируйте на месте. | ||
| 450 | Токарный станок | Осторожно снимите кошачью голову. | ||
| 460 | Токарный станок | Настройка токарного станка для растачивания. | ||
| 470 | Инструктор | Попросите инструктора проверить настройку. |