Закалка нержавеющей стали: Страница не найдена – Интернет-журнал о металлообработке
alexxlab | 31.05.1986 | 0 | Разное
Закалка нержавейки в домашних условиях
Для чего нужна закалка стали?
Виды закалки
Технологию закаливания человечество применяет на протяжении многих веков. Орудия сельского хозяйства и холодное оружие закаляли уже в Средние века. О закалке нержавеющей стали задумались в эпоху промышленного прорыва, когда понадобились сплавы стали с антикоррозионными качествами. Именно тогда была разработана новая методика закаливания стали, позволившая придать материалам уникальные химико-физические особенности.
Нержавеющая сталь имеет игольчатую внутреннюю структуру, именуемую мартенситом, благодаря чему данные сплавы отличаются повышенной прочностью и высоким охрупчиванием. При термической обработке такой стали происходит повышение коэффициента вязкости, что раздвигает рамки их применения.
Метод проверки металла на твердость
Многие в быту используют нож из нержавейки. Если не знают, нужна ли ему термическая обработка для повышения износоустойчивости, смотрят на степень твердости металла.
Что это такое? Под твердостью металла обычно понимают его устойчивость к нагрузкам от прочных предметов. Существует специальная методика Роквелла. Она заключается во вдавливании шарика из стали. В качестве инденторов применяются прочные шарики и алмазные конусы с углом при вершине 120° со скругленным острым концом.
Из-за своей простоты этот способ является одним из наиболее распространенных методов испытания материалов.
Особенности процесса
При закалке стали требуется непрерывное наблюдение за:
Как происходит процесс закалки сталей
- равномерным нагревом края и середины изделия;
- появлением синих и чёрных пятен на поверхности нержавейки, они свидетельствуют о сильном и неравномерном нагреве;
- сохранением температурных показателей;
- однородным охлаждением в жидкости.
В качестве такой жидкости чаще применяют обычную воду либо машинное масло. Изменение цвета при закалке металла контролируется по специальной цветовой схеме.
Различия в закалке нержавеющей и углеродистой стали
Все легирующие элементы, входящие в состав коррозионностойкой стали, условно делят на две группы:
- Первая – элементы, повышающие температуру полиморфного превращения. К ним относятся медь, ванадий, вольфрам, молибден, титан, ниобий. Для нержавейки, включающей такие добавки, требуется повышение температуры закалки.
- Вторая – элементы, понижающие критическую температуру, при которой происходит изменение кристаллической решетки. Это марганец и никель. Со сталями, содержащими марганец, не рекомендуется допускать перегрева, поскольку этот элемент провоцирует рост аустенитного зерна.
Внимание! Карбидообразующие элементы – хром, молибден, вольфрам, ванадий, титан – подавляют рост аустенитного зерна. Поэтому содержащие их стали не подвержены перегреву, их обычно нагревают до более высоких температур, по сравнению с углеродистыми.
По отношению к нелегированным углеродистым нержавеющие стали требуют:
- из-за худшей теплопроводности – более длительной выдержки для качественного прогрева;
- более медленного охлаждения, для которого обычно используют масляные ванны.
Как закаливать сталь в домашних условиях?
Сельские жители часто прибегают к самостоятельной закалке металла, таким образом увеличивая эксплуатационный срок бытовых предметов: плуговых лемех, столярных и слесарных инструментов, охотничьих ножей, топоров. Городскому жителю обрабатывать нержавейку тяжелее — требуется специальная мастерская.
Необходимые инструменты
Для того чтобы закаливать сталь в домашних условиях необходимо вооружиться:
- Слесарными клещами с удлинённой рукояткой;
- Молотками разных размеров;
- Напильниками для последующей обработки;
- Электрической печью;
- Газовой горелкой;
- Паяльной лампой.
Для создания охлаждающей среды потребуется любая ёмкость, соответствующая по размерам.
Способы закаливания
Закалить нержавейку можно разными способами. Прежде всего, изделие хорошо разогревается. Для этого применяют:
- Горелку;
- Электрическую печь;
- Паяльную лампу;
- Костёр на углях.

Последний вариант станет самым лучшим, костёр сможет обеспечить гораздо более высокую температуру.
В качестве охлаждающей среды чаще всего используют:
- Машинное масло;
- Сургуч.
При охлаждении маслом деталь окунается в него дважды с коротким интервалом в пару секунд. Первое погружение занимает 3-4 секунды, а второе – 5-6 секунд. Сразу после этой процедуры сталь погружается в воду до полного остывания.
При втором методе охлаждения деталь несколько раз погружается в сургуч. Если нержавейка больше не проникает в жидкую среду, процесс охлаждения считается завершённым. Довольно очистить поверхность скипидаром.
Как выбрать температурный режим?
Выбор режима температуры играет большую роль при закалке стали. Перегрев чреват утратой присущей прочности, это происходит из-за количественного уменьшения углерода в структуре металла.
В некоторых случаях после завершения процесса закаливания нержавейки появляются остаточные напряжения, они снимаются с помощью дальнейшей механической обработки. Эту проблему можно предотвратить, если охлаждать закаливаемое изделие поэтапно, с размеренным понижением температурных условий. Данная поэтапная методика закалки применяется при изготовлении детали, обладающей очень высокими показателями прочности.
Эту проблему можно предотвратить, если охлаждать закаливаемое изделие поэтапно, с размеренным понижением температурных условий. Данная поэтапная методика закалки применяется при изготовлении детали, обладающей очень высокими показателями прочности.
Как постепенно понижать температуру охлаждающей среды? Для этого подготавливают несколько ёмкостей с разными жидкостями: солевым раствором, щелочным раствором, минеральным маслом, синтетическим маслом. Подобный способ позволяет устранить полностью внутреннее напряжение, которое негативно влияет на полезные свойства стали. Небольшой минус методики – дороговизна реализации.
Мастер-класс по закаливанию кухонного ножа
После закалки нож обретает прочность и упругость. Проведение процедуры не потребует большого количества времени.
Возьмите:
- Газовую горелку либо электрическую печь.
- Сургуч для охлаждения.
- Скипидар.
- Клещи.
Поэтапный процесс:
- Снимите рукоять с изделия.

- Поместите лезвие в отделение печки. При использовании горелки камера изготавливается собственноручно с помощью огнеупорных кирпичей.
- Включите печку (горелку). Разогревайте нож до приобретения им насыщенного красного оттенка. При возможности контролируйте нагрев, сверяя приобретаемый окрас с цветовой таблицей.
- Выдержите нержавейку до ярко-красного цвета и извлеките из отделения.
- Незамедлительно погрузите металл в подготовленный сургуч на пару секунд. Вытащите. Повторяйте процедуру многократно до тех пор, пока деталь перестанет входить в сургуч.
- Очистите нержавейку с помощью скипидара от сургучных остатков.
Мастер-класс по закаливанию топора
Иногда производитель нарушает технологию термообработки стали, и топор получается очень мягким, быстро начинает тупиться и образовывать вмятины, или хрупким, тогда лезвие покрывается трещинами и теряет цвет. Исправить ситуацию можно.
Возьмите:
- Электрическую печь;
- Проволочный круг;
- Воду;
- Машинное масло;
- 2 ёмкости для воды и масла.

Поэтапный процесс:
- Затупите режущую кромку до 0,1 см.
- Нагрейте лезвие топора до 750-760°С.
- Чтобы определить температуру нагрева, приложите к нержавейке магнит, он не притягивается к нержавеющей стали при 768°С.
- Медленно охладите до 550°С.
- Процедура охлаждения занимает до 10 часов. Специального охладителя не требуется, достаточно оставить топор в выключенной печи.
- Очистите нержавейку от окалин с помощью проволочного круга.
- Нагрейте лезвие до 800-830°С до насыщенного огненно-красного оттенка.
- Охладите вначале в воде (30°С), опустив на 3-4 секунды. Быстро двигайте нержавейку в ёмкости, это поможет избежать образования паровой подушки.
- Охладите в машинном масле.
- Нагрейте печь до 300°С. Продержите в ней деталь в течение часа.
- Охлаждайте на свежем воздухе.
Основные этапы процессы каления
Для закалки нержавейки желательно знать ее точную марку, или, по крайней мере, к какому из типов по углероду она относится (больше или меньше 0. 4 %). Это очень важно, поскольку для того, чтобы правильно закалить изделие, после самой закалки его необходимо еще и отпустить.
4 %). Это очень важно, поскольку для того, чтобы правильно закалить изделие, после самой закалки его необходимо еще и отпустить.
Марку фабричной нержавейки можно узнать у продавца заготовки, который также может посоветовать, как лучше ее закалить. Если же в качестве исходного материала используется какая-нибудь старая вещь, то на помощь придет интернет с таблицами изделий и марками сталей, из которых они изготовлены.
В общем случае полный цикл термообработки детали из нержавейки включает в себя следующие этапы:
- Подготовка оборудования, инструмента и материалов. Сюда входит проверка топлива (уголь или газ), которого должно хватить на весь цикл разогрева. Ведь для того чтобы качественно закалить нержавейку, ее следует нагревать плавно и без перерывов.
- Разогрев горна или печки. Если для того, чтобы закалить деталь, используется газопламенный нагрев, выполняется установка заготовки из нержавейки и включение газовой горелки.
- Размещение заготовки. Нередко требуется закалить только какую-то часть будущего изделия, поэтому его следует разместить так, чтобы эта часть находилась в зоне максимальной температуры.

- Нагревание до требуемой температуры. Изделие удерживают в высокотемпературной зоне, контролируя его нагрев по цвету. Для того чтобы закалить хромистую нержавейку, ее необходимо нагреть до 1050 ºC. Это соответствует цвету, который в таблицах определяют как оранжевый или темно-желтый.
- Охлаждение. После того как нагретый металл приобрел требуемый цвет, деталь охлаждают, опуская в емкость с минеральным маслом. Оно может воспламениться, поэтому рядом с емкостью следует держать кусок плотной ткани.
- Очистка. После охлаждения в масле нержавейку следует тщательно очистить. При сильном загрязнении можно использовать растворитель.
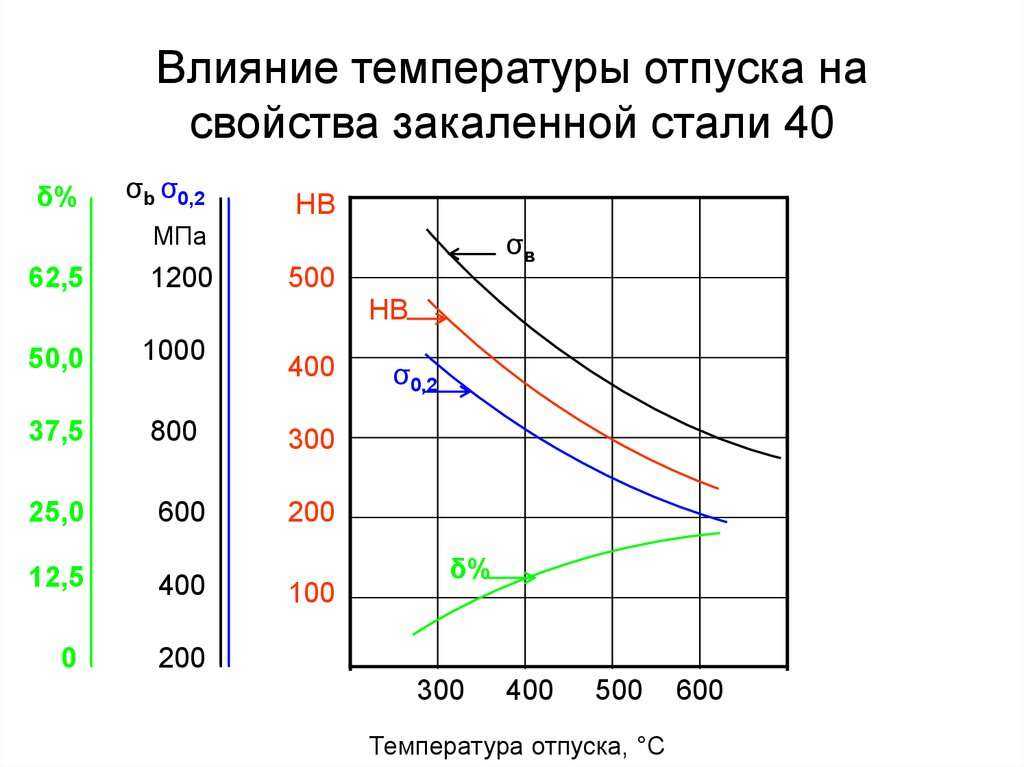
- Отпуск. Чтобы закалить свою деталь «по науке», после нагревания и охлаждения ее следует отпустить. Для сталей с содержанием углерода 0.4 % и более температура отпуска составляет 200÷250 ºC (см. табл. ниже), поэтому их достаточно на пару часов поместить в обычную кухонную духовку. При меньшем содержании углерода температура отпуска значительно выше, до 700÷750 ºC, и он выполняется с постепенным остужением на воздухе или в сухом песке.

Особое внимание следует обратить на спецодежду и все необходимое для соблюдения пожарной безопасности, особенно в процессе охлаждения детали в масле.
На заметку
После извлечения накаленной стали из печи (горелки) она будет эластичной и мягкой, поэтому велика вероятность её повреждения. Чтобы избежать неприятных последствий, погружать в охлаждающую среду нужно плавно и аккуратно.
При выборе изделий из стали обратите внимание на зарубежных производителей, в их инструментах процентная доля содержания нержавеющего металла превышает российские ГОСТы.
Долгое и сильное нагревание металла делает процесс закалки более глубоким, как следствие, — твёрдое и упругое лезвие. Оно после этого будет менее крепким и постепенно утрачивает режущие качества.
Режимы отжига углеродистых сталей
Одну и ту же нержавейку не следует закаливать много раз: металл начинает уставать и растрачивает необходимые качества.
Закалка стали в первый раз – ответственное мероприятие, требующее непрерывного контроля. Изделие при нагреве вынимается каждые 3-4 секунды, это позволяет строго наблюдать за цветом металла. В случае перегрева сталь обретает белый оттенок, в случае недогрева – тёмно-синий.
Чтобы осуществить закалку нержавеющей стали в домашних условиях, нужно обязательно вооружиться газовой горелкой, электрической печью, паяльной лампой или разжечь костёр. К тому же процесс невозможно осуществить без охлаждающей жидкости (воды, сургуча или машинного масла). Понадобятся клещи с длинной рукояткой и специальные рукавицы. Самостоятельная закалка нержавейки требует постоянного контроля за цветовыми изменениями материала.
Как закалить нержавеющую сталь с промежуточным насыщением поверхностного слоя углеродом?
- Процесс науглероживания проходит при температурах 910-950°C, в случае необходимости его ускорения – при 1000-1050°C.
- После цементации, являющейся промежуточным процессом, необходима закалка, которая обеспечивает упрочнение науглероженного слоя и исправляет структуру перегрева.
 Для корректировки дефектов структуры и уменьшения коробления металла, возникающих из-за длительной выдержки при высоких температурах науглероживания, используют двойную закалку.
Для корректировки дефектов структуры и уменьшения коробления металла, возникающих из-за длительной выдержки при высоких температурах науглероживания, используют двойную закалку.
Обязательная заключительная операция – низкий отпуск, осуществляемый при температурах 160-180°C, благодаря которому мартенсит закалки в поверхностном слое трансформируется в мартенсит отпуска.
Вырезаем нож из закаленной нержавеющей стали 63HRC
Для чего нужна закалка стали?
Виды закалки
Технологию закаливания человечество применяет на протяжении многих веков. Орудия сельского хозяйства и холодное оружие закаляли уже в Средние века. О закалке нержавеющей стали задумались в эпоху промышленного прорыва, когда понадобились сплавы стали с антикоррозионными качествами. Именно тогда была разработана новая методика закаливания стали, позволившая придать материалам уникальные химико-физические особенности.
Нержавеющая сталь имеет игольчатую внутреннюю структуру, именуемую мартенситом, благодаря чему данные сплавы отличаются повышенной прочностью и высоким охрупчиванием. При термической обработке такой стали происходит повышение коэффициента вязкости, что раздвигает рамки их применения.
При термической обработке такой стали происходит повышение коэффициента вязкости, что раздвигает рамки их применения.
Недостатки ножей из нержавейки
- Самым главным недостатком кухонного ножа из нержавеющей стали является то, что он очень быстро затупляется. Такие ножи уже после короткого времени эксплуатации приходится точить практически ежедневно. А частые заточки приводят к утончению лезвия. Однако не стоить верить рекламным слоганам о ножах, которые затачиваются сами. Любой нож, независимо от материала, из которого он изготовлен, через определенное время теряет свою остроту. Поэтому такой недостаток легко компенсируется простотой заточки, с которой может справиться каждая хозяйка.
- Также большим недостатком является частое использование производителем низкокачественной стали. Такие ножи очень сильно гнутся и повреждаются при соприкосновении с твердыми продуктами.
- Нередко производители, в целях экономии, нарушают правила крепления лезвия.
 Они лишь немного заводят лезвие в полость ручки, в то время как оно должно проходить через ручку полностью. Такие ножи обычно стоят совсем недорого, но они очень легко ломаются.
Они лишь немного заводят лезвие в полость ручки, в то время как оно должно проходить через ручку полностью. Такие ножи обычно стоят совсем недорого, но они очень легко ломаются.
Особенности процесса
При закалке стали требуется непрерывное наблюдение за:
Как происходит процесс закалки сталей
- равномерным нагревом края и середины изделия;
- появлением синих и чёрных пятен на поверхности нержавейки, они свидетельствуют о сильном и неравномерном нагреве;
- сохранением температурных показателей;
- однородным охлаждением в жидкости.
В качестве такой жидкости чаще применяют обычную воду либо машинное масло. Изменение цвета при закалке металла контролируется по специальной цветовой схеме.
Основные этапы обработки нержавеющей стали
Технология обработки изделий из нержавеющей стали включает четыре основных этапа.
На первом этапе выполняется резка нержавейки. Листы стали нужно разрезать на заготовки, из которых будет собрано готовое изделие. Для этого применяют ручные и автоматизированные методы обработки. Современные технологии позволяют добиваться высокой точности и минимального брака в процессе производства деталей.
Для этого применяют ручные и автоматизированные методы обработки. Современные технологии позволяют добиваться высокой точности и минимального брака в процессе производства деталей.
На втором этапе происходит фиксация заготовки в обрабатывающих станках. При этом важно предотвратить появление перекосов.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Затем в точках соединения элементов выполняют сварные швы. Такая методика соединения деталей обеспечивают необходимую прочность изделия и его устойчивость к механическим нагрузкам. Профессионально выполненные сварные швы выглядят аккуратно и незаметны под слоем краски.
Завершающий этап производства изделий из нержавеющей стали – шлифовка. Такая обработка производится на станке или с помощью ручных инструментов. Абразивный материал при воздействии на поверхность изделия из нержавеющей стали делает ее гладкой и блестящей.
Как закаливать сталь в домашних условиях?
Сельские жители часто прибегают к самостоятельной закалке металла, таким образом увеличивая эксплуатационный срок бытовых предметов: плуговых лемех, столярных и слесарных инструментов, охотничьих ножей, топоров. Городскому жителю обрабатывать нержавейку тяжелее — требуется специальная мастерская.
Необходимые инструменты
Для того чтобы закаливать сталь в домашних условиях необходимо вооружиться:
- Слесарными клещами с удлинённой рукояткой;
- Молотками разных размеров;
- Напильниками для последующей обработки;
- Электрической печью;
- Газовой горелкой;
- Паяльной лампой.
Для создания охлаждающей среды потребуется любая ёмкость, соответствующая по размерам.
Способы закаливания
Закалить нержавейку можно разными способами. Прежде всего, изделие хорошо разогревается. Для этого применяют:
- Горелку;
- Электрическую печь;
- Паяльную лампу;
- Костёр на углях.
Последний вариант станет самым лучшим, костёр сможет обеспечить гораздо более высокую температуру.
В качестве охлаждающей среды чаще всего используют:
- Машинное масло;
- Сургуч.
При охлаждении маслом деталь окунается в него дважды с коротким интервалом в пару секунд. Первое погружение занимает 3-4 секунды, а второе – 5-6 секунд. Сразу после этой процедуры сталь погружается в воду до полного остывания.
При втором методе охлаждения деталь несколько раз погружается в сургуч. Если нержавейка больше не проникает в жидкую среду, процесс охлаждения считается завершённым. Довольно очистить поверхность скипидаром.
Как выбрать температурный режим?
Выбор режима температуры играет большую роль при закалке стали. Перегрев чреват утратой присущей прочности, это происходит из-за количественного уменьшения углерода в структуре металла.
В некоторых случаях после завершения процесса закаливания нержавейки появляются остаточные напряжения, они снимаются с помощью дальнейшей механической обработки. Эту проблему можно предотвратить, если охлаждать закаливаемое изделие поэтапно, с размеренным понижением температурных условий. Данная поэтапная методика закалки применяется при изготовлении детали, обладающей очень высокими показателями прочности.
Эту проблему можно предотвратить, если охлаждать закаливаемое изделие поэтапно, с размеренным понижением температурных условий. Данная поэтапная методика закалки применяется при изготовлении детали, обладающей очень высокими показателями прочности.
Как постепенно понижать температуру охлаждающей среды? Для этого подготавливают несколько ёмкостей с разными жидкостями: солевым раствором, щелочным раствором, минеральным маслом, синтетическим маслом. Подобный способ позволяет устранить полностью внутреннее напряжение, которое негативно влияет на полезные свойства стали. Небольшой минус методики – дороговизна реализации.
Мастер-класс по закаливанию кухонного ножа
После закалки нож обретает прочность и упругость. Проведение процедуры не потребует большого количества времени.
Возьмите:
- Газовую горелку либо электрическую печь.
- Сургуч для охлаждения.
- Скипидар.
- Клещи.
Поэтапный процесс:
- Снимите рукоять с изделия.

- Поместите лезвие в отделение печки. При использовании горелки камера изготавливается собственноручно с помощью огнеупорных кирпичей.
- Включите печку (горелку). Разогревайте нож до приобретения им насыщенного красного оттенка. При возможности контролируйте нагрев, сверяя приобретаемый окрас с цветовой таблицей.
- Выдержите нержавейку до ярко-красного цвета и извлеките из отделения.
- Незамедлительно погрузите металл в подготовленный сургуч на пару секунд. Вытащите. Повторяйте процедуру многократно до тех пор, пока деталь перестанет входить в сургуч.
- Очистите нержавейку с помощью скипидара от сургучных остатков.
Мастер-класс по закаливанию топора
Иногда производитель нарушает технологию термообработки стали, и топор получается очень мягким, быстро начинает тупиться и образовывать вмятины, или хрупким, тогда лезвие покрывается трещинами и теряет цвет. Исправить ситуацию можно.
Возьмите:
- Электрическую печь;
- Проволочный круг;
- Воду;
- Машинное масло;
- 2 ёмкости для воды и масла.

Поэтапный процесс:
- Затупите режущую кромку до 0,1 см.
- Нагрейте лезвие топора до 750-760°С.
- Чтобы определить температуру нагрева, приложите к нержавейке магнит, он не притягивается к нержавеющей стали при 768°С.
- Медленно охладите до 550°С.
- Процедура охлаждения занимает до 10 часов. Специального охладителя не требуется, достаточно оставить топор в выключенной печи.
- Очистите нержавейку от окалин с помощью проволочного круга.
- Нагрейте лезвие до 800-830°С до насыщенного огненно-красного оттенка.
- Охладите вначале в воде (30°С), опустив на 3-4 секунды. Быстро двигайте нержавейку в ёмкости, это поможет избежать образования паровой подушки.
- Охладите в машинном масле.
- Нагрейте печь до 300°С. Продержите в ней деталь в течение часа.
- Охлаждайте на свежем воздухе.
Коротко о видах обработки нержавеющей стали
1.
Лазерная резка.
Наиболее технологичный вариант нарезки заготовок – резка лазером. Этот метод подразумевает нагревание поверхности нержавеющего металла тонким лазерным лучом с последующим разрезанием листа на нужные элементы. Такой способ резки может применяться не только для нержавейки, но и для других металлов. Он обеспечивает минимальный процент брака. Термическая резка не ухудшает характеристики нержавеющего металла.
Этот метод подразумевает нагревание поверхности нержавеющего металла тонким лазерным лучом с последующим разрезанием листа на нужные элементы. Такой способ резки может применяться не только для нержавейки, но и для других металлов. Он обеспечивает минимальный процент брака. Термическая резка не ухудшает характеристики нержавеющего металла.
2.
Гидроабразивная резка.
Гидроабразивная резка происходит путем подачи воды, содержащей абразивные элементы под высоким давлением. Суть такой методики в отрывании частиц металла под воздействием потока абразивных веществ. Процесс гидроабразивной резки нержавеющих металлов включает:
- Заполнение объемного резервуара водой.
- Смешивание воды с абразивными компонентами (обычно применяют песок).
- Подача полученного раствора в узкое сопло.
- Подача струи раствора на листы нержавейки.
3.
Штамповка.
Для холодной штамповки применяются специальные штампы, позволяющие получать одинаковые изделия с нужными размерами. Этот метод позволяет:
Этот метод позволяет:
- пробить отверстия в листах и деталях из нержавеющей стали;
- нарезать резьбу;
- сделать изгиб детали;
- выполнить гравировку.
С помощью штамповки на пробивных станках можно производить металлоконструкции любой формы. На таком оборудовании выпускают витрины, ограждения, стеллажи, стойки для рекламы, решетки, мебельные изделия и т. д.
4.
Токарная обработка.
Механическая обработка нержавеющей стали на токарном станке позволяет выпускать изделия сложной формы. Для этого могут использоваться различные приспособления:
- сверла для обработки нержавеющей стали;
- фрезы;
- токарные резцы;
- плашки для нарезки резьбы.
В процессе поступательного перемещения резцов по нержавейке можно разрезать листы на заготовки с нужными размерами. Обработка нержавеющих сталей резанием выполняется под контролем специалиста с учетом технического задания, размеров и формы заготовки.
5.
Фрезерование.
Фрезерная обработка нержавеющей стали используется для получения зубчатых колес, сложных отверстий и углублений. Данный метод предполагает обработку вращающейся фрезой детали, которая надежно закреплена в станке, управление которым осуществляется мастером или с помощью ЧПУ.
6.
Слесарные работы.
Слесарные работы выполняются специалистом вручную или с применением особых станков. Они по-прежнему занимают важное место в перечне работ по обработке металла. Одним из направлений слесарной обработки нержавеющей стали выступает сборка заготовок в единое изделие. Она включает:
- Разметку заготовок (может выполняться как на плоскости, так и в трехмерном пространстве).
- Удаление лишнего металла с заготовок.
- Правку и гибку изделий для придания им необходимой формы.
- Шабрение – это абразивная обработка нержавеющей стали, обеспечивающая лучшее прилегание элементов готовой конструкции.
- Сверление отверстий и нарезку резьбы.

- Сборку элементов изделия.
- Пайку и сварку деталей.
На заметку
После извлечения накаленной стали из печи (горелки) она будет эластичной и мягкой, поэтому велика вероятность её повреждения. Чтобы избежать неприятных последствий, погружать в охлаждающую среду нужно плавно и аккуратно.
При выборе изделий из стали обратите внимание на зарубежных производителей, в их инструментах процентная доля содержания нержавеющего металла превышает российские ГОСТы.
Долгое и сильное нагревание металла делает процесс закалки более глубоким, как следствие, — твёрдое и упругое лезвие. Оно после этого будет менее крепким и постепенно утрачивает режущие качества.
Режимы отжига углеродистых сталей
Одну и ту же нержавейку не следует закаливать много раз: металл начинает уставать и растрачивает необходимые качества.
Закалка стали в первый раз – ответственное мероприятие, требующее непрерывного контроля. Изделие при нагреве вынимается каждые 3-4 секунды, это позволяет строго наблюдать за цветом металла. В случае перегрева сталь обретает белый оттенок, в случае недогрева – тёмно-синий.
В случае перегрева сталь обретает белый оттенок, в случае недогрева – тёмно-синий.
Чтобы осуществить закалку нержавеющей стали в домашних условиях, нужно обязательно вооружиться газовой горелкой, электрической печью, паяльной лампой или разжечь костёр. К тому же процесс невозможно осуществить без охлаждающей жидкости (воды, сургуча или машинного масла). Понадобятся клещи с длинной рукояткой и специальные рукавицы. Самостоятельная закалка нержавейки требует постоянного контроля за цветовыми изменениями материала.
Обработка поверхности нержавеющей стали путем шлифовки
Шлифовка позволяет не только придать гладкость и эстетичный вид поверхности заготовки из нержавеющей стали, но и дает возможность устранить поверхностные дефекты материала. Наряду со шлифованием, полировку нержавейки можно выполнить вручную или на оборудовании с электро- или пневмоприводом. Наиболее распространенные виды таких устройств выглядят следующим образом:
- ленточный пневмонапильник;
- шлиф-машинка барабанно-ленточного типа;
- оборудование, оснащенное шлифовальными лентами.
При выполнении операций по шлифованию нержавеющей стали используют шлифовальные листы и специнструмент, который называют шлифками. В производственных условиях шлифование производится на особом оборудовании. Обработка с применением шлифка выполняется в такой последовательности:
- Если для соединения элементов из нержавеющей стали применяется сварка, то с поверхности деталей нужно удалить прижоги и сварные швы.
- Поверхность детали, которая будет первой подвержена шлифованию, необходимо ограничить с помощью клейкой алюминиевую ленты (ее нужно наклеить в несколько слоев).
- Часть поверхности, ограниченную лентой, обрабатывают возвратно-поступательными движениями шлифка. Нужно следить, чтобы давление на шлифовальный инструмент было умеренным.
- Когда первая часть заготовки обработана, уже ее следует оклеить алюминиевой лентой и выполнить шлифовку соседнего участка.
Если обработка нержавейки шлифком выглядит нецелесообразной, то мастера применяют специальные шлифовальные листы. Для оптимального выбора инструмента для шлифования нержавеющей стали по параметрам зернистости необходимо провести пробную обработку черновых заготовок.
Для оптимального выбора инструмента для шлифования нержавеющей стали по параметрам зернистости необходимо провести пробную обработку черновых заготовок.
Для шлифования может использоваться пескоструйная обработка нержавеющей стали или токарные станки, оборудованные соответствующими кругами. Последний вариант шлифовки может выполняться как на производстве, так и в домашней мастерской. Для этого подойдут даже самые простые модели токарных станков.
Диффузионный отжиг
Согласно отраслевым нормам, этот вид термообработки можно отнести к экстремальным. Металл нагревается до максимально возможной температуры, превышающей критические точки. Технология часто применяется для сплавов со сложными и легкоплавкими соединениями. При этом структура заэвтектоидной стали после отжига становится менее твердой и значительно пластичнее, что позволяет использовать широкий набор приемов для дальнейшей обработки. Метод требует полного контроля и соблюдения технологии, поскольку высоки риски перегрева и пережога, что может привести частично или полностью к утрате необходимых качеств и такой металл к дальнейшим операциям будет непригоден.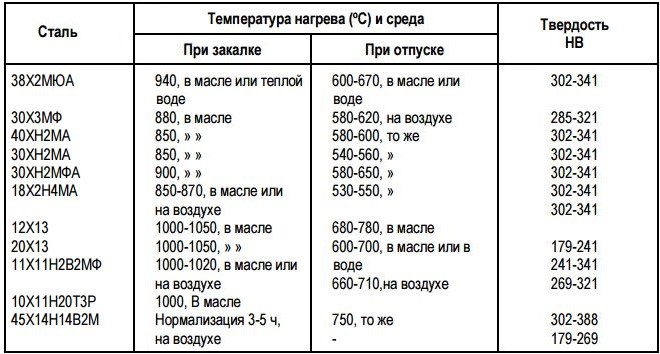 Точная температура полного отжига доэвтектоидной стали и других марок металла есть в специальных справочниках.
Точная температура полного отжига доэвтектоидной стали и других марок металла есть в специальных справочниках.
Диффузионный отжиг стали
Правильно выполненная термообработка позволяет получить:
- равновесный химический состав;
- рост зерна;
- растворение избыточных фаз;
- образование, рост пор.
Последний пункт является побочным эффектом, относится к дефектам и при производстве стараются избегать возникновения этого явления. Технология отжига стали этим методом требует навыков и знаний, понимания разницы между отдельными видами и марками металла.
Рекристаллизационный отжиг
Методика, позволяющая избавиться от многих нежелательных качеств металла. Рекристаллизационный отжиг стали проводят с целью снять наклеп и другие последствия после некоторых механических операций. Технология применяют для обработки:
- листового проката;
- проволоки;
- прутков;
- труб;
- штамповки.
После рекристаллизационного отжига стали металл приобретает необходимые характеристики для получения изделий с заданными качествами.

Выбор технологии определяется химическим составом. При процедуре материал нагревают до значений, превышающих температуру кристаллизации не менее чем на 100-200° C. Необходимые свойства появляются в разной степени в зависимости от вида обработки. Чаще используют полный отжиг. При этом структурные изменения более существенные. В ряде случаев достаточен неполный отжиг.
Температурные зоны для рекристаллизационного отжига
Изотермический отжиг
Этот вид обработки применяется главным образом для легированных сплавов. Изометрический отжиг стали заключается в нагревании металла до аустенитного состояния с последующим ускоренным охлаждением до 660-680° C. Затем заготовку выдерживают при этой температуре, пока аустенит не превратится в перлит. После этого металл охлаждают на воздухе естественным способом.
Это самый быстрый и эффективный способ повысить пластичность металлов с высоким содержанием хрома.
Высокотемпературный отжиг нержавеющей стали и некоторых других конструкционных, инструментальных сплавов делается таким способом. Подобная технология позволяет снизить твердость легированных материалов до уровня, позволяющего эффективно обрабатывать впоследствии заготовку на металлорежущем оборудовании.
Подобная технология позволяет снизить твердость легированных материалов до уровня, позволяющего эффективно обрабатывать впоследствии заготовку на металлорежущем оборудовании.
Изотермический отжиг характеризуется особым методом охлаждения. Заданное время материал выдерживается при температуре, указанной в нормах на одном уровне, а не падает постепенно, как в других вариантах обработки. Формирование однородной структуры происходит за счет полного распада аустенита и преобразований ферритов и перлитов. Таким способом обрабатывают жаростойкие сплавы.
Эффективна эта методика для обработки небольших изделий, штамповок, инструментальных заготовок.
Изотермический отжиг имеет небольшой по времени технологический цикл, однако достаточно эффективный для решения многих производственных задач.
Химический состав и структура сплава
Рассматриваемый материал 12х18н10т относится к классу конструкционных криогенных. Структуру можно охарактеризовать высокой устойчивостью к воздействию агрессивной среды. Химический состав стали 12х18н10т представлен сочетанием следующих элементов:
Химический состав стали 12х18н10т представлен сочетанием следующих элементов:
- Практически любой металл в своем составе имеет высокую концентрацию железа. Вторым наиболее важным химическим элементом является углерод, концентрация которого составляет 0,12%.
- Вторым по концентрации элементом является хром. Его концентрация составляет от 17% до 19%.
- В состав включили большую концентрацию никеля: от 9% до 11%.
- В последнее время в состав современных сплавов включается титан, концентрация которого около 0,8%.
Химический состав стали 12х18н10т
Остальные химические вещества имеют концентрацию в пределах нормы в соответствии с ГОСТ. Избежать наличие вредных примесей в составе практически не возможно, но есть возможность выдерживать низкий показатель концентрации: фосфора около 0,035% и серы не более 0,02%.
Необходимые инструменты для ковки
Инструментарий, честно сказать недовольно огромный, но каждый предмет имеет строго свое предназначение. И не окажись его вовремя под рукой, можно загубить все дело. Можно использовать, как и покупной, так и самодельный, но дрель или болгарку сам не сделаешь, лучше прикупить. Они очень упростят вашу задачу. Весь набор приблизительно выглядит, таким вот образом:
И не окажись его вовремя под рукой, можно загубить все дело. Можно использовать, как и покупной, так и самодельный, но дрель или болгарку сам не сделаешь, лучше прикупить. Они очень упростят вашу задачу. Весь набор приблизительно выглядит, таким вот образом:
- молот, желательно двух типов тяжелый 3-4 кг и легкий 1-1,5 кг;
- наковальня, если нет нормальной в наличии, как вариант использовать кувалду или кусок рельса, хотя бы на первое время тренировок;
- металлургические клещи и небольшие щипцы;
- тиски, желательно побольше, позже узнаете зачем они;
- сварочный аппарат, если его нет – запаситесь большим количеством проволоки стальной;
- печь, самодельная или горн, способные достичь температуры сварки;
- шлифовальный станок или «болгарка», наждачная бумага разной зернистости;
- крупный магнит;
- дрель со сверлами.
В принципе практически весь набор инструмента, который понадобится для изготовления клинка. Можно обратить особое внимание на печь, если ранее мастер не занимался даже закаливанием стали, то можно либо приобрести ее.
Инструменты для ковки ножей своими руками.
Но ценник будет недешевый или попробовать изготовить самому. В сети и на нашем сайте есть способы изготовления самостоятельно муфельной печи. Ее температуры в 900-1200 градусов, вполне будет достаточно для спекания металла и выковать можно будет что угодно.
Термическая обработка деталей из нержавеющей стали и алюминия Текст научной статьи по специальности «Технологии материалов»
ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩЕЙ
СТАЛИ И АЛЮМИНИЯ Карху Виктория Сергеевна, студентка (e-mail: [email protected]) Данилко Валерия Андреевна, старший преподаватель (e-mail: [email protected])
Рязанский государственный Радиотехнический университет, Россия
В статье рассмотрены основные этапы и особенности процесса термической обработки металлов (нержавеющей стали и алюминия), которые чаще всего используют в качестве материалов корпусов современной техники.
Ключевые слова: термическая обработка, сталь, алюминий, температура, отжиг, закалка, отпуск.
Сегодня мы живем в 21 веке, в котором человек уже не может представить свою жизнь без электронных приборов и устройств. При покупке товара он обращает внимание на технические параметры, а также на материал, из которого сделан корпус и детали оборудования. Все перечисленное обуславливает его выбор в пользу более качественной продукции.
Из множества видов материала изделий, представленного на рынке, покупатель обращает внимание чаще всего на такие металлы, как нержавеющая сталь и алюминий. Изготовление деталей из таких материалов включает в себя целый ряд операций, необходимых для изменения структуры и свойств металлов. В число таких операций входят отжиг, закалка, отпуск и другие (рисунок 1).
Приведем значение основных технологических процессов изготовления деталей из нержавеющей стали, представленных на рисунке 1:
Отжиг представляет собой термообработку, направленную на уменьшение прочности, твердости и повышение пластичности металлов. Температура отжига определяется его назначением и зависит от содержания углеродов стали.
Закалка – это термообработка, которая включает в себя нагрев сталей до температур выше критических, выдержку при данных температурах и резкое охлаждение с целью получения высокой прочности и твердости.
Отпуск – это дополнительная термообработка, которая предотвращает деталь при ударных нагрузках от быстрого разрушения.
Как уже упоминалось, отжиг проводится с целью понижения параметров твердости нержавеющего металла, благодаря чему он приобретает пластичность. Термообработка данным способом проводится в специальной печи с непременным соблюдением определенного температурного режима. По завершении процессов накаливания и выдержки продукцию оставляют в такой печи до ее полного остывания.
Для стали применяют рекристализационный отжиг и отжиг для снятия внутренних напряжений.
Рисунок 1 – Основные операции термической обработки
нержавеющей стали
Рекристализационный отжиг осуществляют при температуре 680 0С в течение 4-12 часов. Его применяют для малоуглеродистых сталей, содержащих менее 0,25 % углерода.
Отжиг для снятия внутренних напряжений применяют для устранения дефектов, возникающих в процессе резки, сварки, шлифования и т.д. Снятие внутренних напряжений происходит в результате процессов возврата. Продолжительность от 2 до 12 часов и температура такого отжига зависит от вида напряжений, от размеров детали, химического состава стали.
Следующим этапом технологического процесса выступает закалка нержавеющей стали, которая предусматривает доведение материала до критического уровня нагрева. Конкретный температурный режим определяется составом материала и особенностями его дальнейшего использования. Различают объемную и поверхностную закалку. В первом случае нагревают и охлаждают всю деталь, во втором – её поверхность.
Охлаждение при закалке проводят в различных средах, в том числе вода, масло, водовоздушные смеси. От скорости охлаждения зависит структура стали после закалки. Поверхностную закалку применяют для изделий, у которых должна быть твердая поверхность и вязкая внутренняя часть, например, шестеренки, валы. При этом поверхностная закалка делится на несколько видов: закалка погружением; газопламенная закалка; закалка токами высокой частоты; лазерная закалка.
При этом поверхностная закалка делится на несколько видов: закалка погружением; газопламенная закалка; закалка токами высокой частоты; лазерная закалка.
После осуществления закалки детали из нержавеющей стали подвергаются операции отпуска стали, которая производится в электропечах. Данный вид термообработки нержавеющей стали призван устранить и предотвратить различные дефекты данного металла. В
зависимости от температуры различают 3 вида отпуска: низкий (150оС -220 оС), средний (350оС – 450 оС), высокий (550оС – 650 оС).
Схожий технологический процесс термообработки имеют детали из алюминия. Он обеспечивает необходимые эксплуатационные характеристики и качество изделий в целом. К основным видам термической обработки алюминиевых сплавов относят: отжиг, закалка и старение.
Для алюминия применяют гомогенизирующий отжиг, рекристализационный отжиг, отжиг для снятия внутренних напряжений и полный отжиг.
Первому из указанных виду отжига подвергают слитки перед обработкой давлением для устранения дендритной ликвации, которая приводит к получению неоднородного твердого раствора и выделению по границам зерен между ветвями дендритов неравномерных включений CuAl2, Mg2Si, Al2CuMg, Al6CuMg4 и другие. В процессе гомогенизации состав кристаллитов твердого раствора выравнивается, а интерметаллиды растворяются. Вследствие этого пластичность литого сплава повышается, что позволяет увеличить степень обжатия при горячей обработке давлением, скорость прессования и уменьшить технологические отходы. Температура гомогенизации в пределах 450 – 520 °С, а выдержка от 4 до 40 часов.
В процессе гомогенизации состав кристаллитов твердого раствора выравнивается, а интерметаллиды растворяются. Вследствие этого пластичность литого сплава повышается, что позволяет увеличить степень обжатия при горячей обработке давлением, скорость прессования и уменьшить технологические отходы. Температура гомогенизации в пределах 450 – 520 °С, а выдержка от 4 до 40 часов.
В тоже время после полного отжига все алюминиевые сплавы получают состояние, которое является самым мягким, самым пластичным и наиболее благоприятным для пластической деформации.
При закалке алюминия происходит нагрев сплавов до температуры, при которой избыточные интерметаллидные фазы полностью или большей частью растворяются в алюминии, выдержке при этой температуре и быстром охлаждении до комнатной температуры для получения пересыщенного твердого раствора. Например, температура закалки сплавов системы Al-Си (рисунок 2) определится линией abc. При нагреве под закалку сплавов, содержащих до ~ 5 % Си, избыточная фаза СиА12 полностью растворяется, и при последующем быстром охлаждении фиксируется только пересыщенный a-твердый раствор. Время выдержки при температуре закалки зависит от структурного состояния сплава, типа печи и толщины изделия. После закалки сплавы имеют сравнительно невысокую прочность и высокую пластичность.
Время выдержки при температуре закалки зависит от структурного состояния сплава, типа печи и толщины изделия. После закалки сплавы имеют сравнительно невысокую прочность и высокую пластичность.
ш
ем
в
ш
208
С
0,5 5,1 W ZU SO Si 40 5QCut%
Рисунок 2 – Диаграмма состояния Al-Cu
После закалки следует старение, при котором сплав выдерживают при нормальной температуре несколько суток (естественное старение) или в течение 10-24 часов при повышенной температуре (искусственное старение). В процессе старения происходит распад пересыщенного твердого раствора, что сопровождается упрочнением сплава.
Распад пересыщенного твердого раствора происходит в несколько стадий в зависимости от температуры и продолжительности старения.
Таким образом, наиболее распространенными металлами и сплавами, используемыми в промышленности, в настоящее время являются сталь и алюминий. Процесс термообработки данных металлов включает в себя отжиг, закалку, отпуск (старение). Выбор термообработки зависит от свойств и назначения сплава.
Выбор термообработки зависит от свойств и назначения сплава.
Список литературы
1 Как проводится термическая обработка нержавейки [Электронный ресурс] -Режим доступа: https://www.globus-stal.ru/articles/kak-provoditsya-termicheskaya-obrabotka-nerzhaveyki/.
2 Наука: Современные технологии обработки алюминия и его сплавов [Электронный ресурс] – Режим доступа: https://stankoreport.ru/news/article_post/nauka-sovremennyye-tekhnologii-obrabotki-alyuminiya-i-yego-splavov.
3 Термическая обработка алюминиевых сплавов [Электронный ресурс] – Режим доступа: http://weldworld.ru/theory/term-obrab/termicheskaya-obrabotka-alyuminievyh-splavov.html.
4 Смоляров Н.А. Основы технологии производства / Н. А. Смоляров. – Рязань, 2017. – 115 с.
Karkhu Victoria Sergeevna, student. Direction of preparation “Standardization and Metrology” (e-mail: [email protected], 89106287291).
Danilko Valeria Andreevna, senior Lecturer (e-mail: [email protected]).
Russia, Ryazan, Ryazan State Radio Engineering University, Department of Information-measuring and Biomedical Engineering.
The Heat Treating of stainless steel and aluminum parts
Abstract: The article considers the main stages and peculiarities of the process of heat treatment of metals (stainless steel and aluminum), which are most often used as materials of modern equipment.
Keywords: heat treatment, steel, aluminum, temperature, quenching, annealing, drawback.
Марки ножевой стали | 009.ru
Новости
18.11.2016
При оценке материала, из которого изготовлен нож и его лезвие, следует учитывать, что это не единственный важный фактор качества оружия. Кроме стали, также очень важны форма и профиль лезвия (например, клинок формы танто вряд ли подойдет для того, чтобы снять шкуру с оленя). Но, вероятно, параметры закалки лезвия являются одними из важнейших. Хорошая цельная закалка даже на плохой стали может привести к тому, что такой клинок окажется лучше, чем клинок из лучшей стали, но с худшей по качеству закалкой. Плохая термическая обработка может привести к тому, что лезвие из нержавеющей стали потеряет свою устойчивость к коррозии, либо упругая сталь станет хрупкой, и так далее. К сожалению, из всех трех самых главных свойства лезвия (профиль клинка, тип стали и тип закалки), закалку нельзя оценить визуально. Как результат этого, на нее зачастую не обращают внимания, уделяя ее лишь форме клинка и типу стали.
К сожалению, из всех трех самых главных свойства лезвия (профиль клинка, тип стали и тип закалки), закалку нельзя оценить визуально. Как результат этого, на нее зачастую не обращают внимания, уделяя ее лишь форме клинка и типу стали.
Также при оценке клинка следует помнить о цели его создания и о возможном применении. Сталь типа 440А часто служит предметом насмешек, но для подводного плавания в соленой воде лучше предпочесть нож из этой стали, чем из L-6. По свойствам закаленная сталь 5160 обладает удивительной твердостью, но если нужен охотничий нож для разделки оленя, то лучше выбрать лезвие с содержанием сплава 52100, и так далее. Универсальных клинков не бывает, увы.
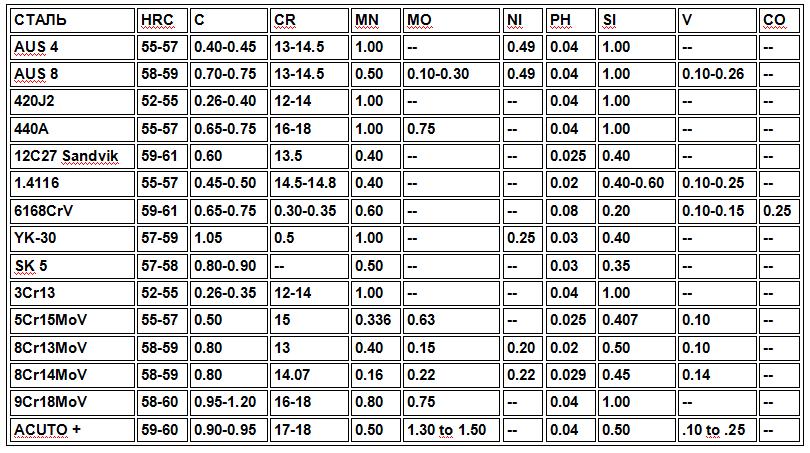
Простыми словами сталь – это сплав железа с углеродом. Если последнего вещества слишком много, то образуется чугун. Если наоборот мало, то получается жесть. А сталью называется сплав с одинаковым количеством обеих компонентов. Различные типы стали определяются в первую очередь не пропорциям углерода и железа, а легированием добавками и примесями, которые наделяют заготовку различными свойствами.
- Углерод. Есть во всех типах сталей и является основным компонентом. Придает жесткость и твердость. Чаще всего его содержание составляет более 0,5%. Такая сталь называется высокоуглеродистой.
- Хром. Делает сплав износостойким, способным к закаливанию и устойчивым к коррозии. Сталь, в составе которой имеется 13% хрома, именуется «нержавеющей». Хотя, несмотря на это, любой подобный сплав может все же корродировать, если за ним неправильно ухаживать.
- Марганец. Это важный элемент, который придает металлу зернистую структуру и способствует износостойкости, жесткости и прочности клинка. Он применяется для улучшения качеств стали в процессе проката и ковки. Есть во всех ножевых стальных сплавах, кроме L-6, A-2 и CPM 420V.
- Молибден.
 Присутствует в большинстве сплавов. Стали, которые закаливаются на воздухе, содержат минимум 1% молибдена.
Присутствует в большинстве сплавов. Стали, которые закаливаются на воздухе, содержат минимум 1% молибдена. - Никель. Применяют для устойчивости и твёрдости к коррозии, а еще для вязкости сплава. Имеется в сталях AUS-6, AUS-8 и L-6.
- Кремний. Используют для крепости клинка при его ковке.
- Вольфрам. Делает лезвие износостойким. Вольфрам, сочетаясь с молибденом или хромом, превращает сталь в «быстрорежущуюся». Подобная сталь марки М-2 содержит большое количество вольфрама. Также пригодна для изготовления танковой брони.
- Ванадий. Способствует прочности и износостойкости. Это твердоплавкий элемент, который имеет повышенную твердость и используется в изготовлении мелкозернистой стали. Во многих сталях есть ванадий, но больше всего его в марках Vascowear, M-2, 420V, CPM T440V.
Нержавеющая сталь или углеродистые стальные сплавы
В основном лезвия ножей из подобной стали кованные. Нержавеющая сталь тоже может коваться, но это делать не так-то просто. Углеродистую сталь по желанию можно закалить или опустить, чтобы сделать лезвие твердым и упругим. А нержавейку нельзя так просто обработать на свое усмотрение. Углеродистая сталь намного быстрее корродирует по сравнению с нержавеющей. К тому же она часто проигрывает нержавеющей по большинству параметров. Но ниже приведенные марки углеродистых сталей могут быть очень хорошими, особенно при качественной закалке.
Нержавеющая сталь тоже может коваться, но это делать не так-то просто. Углеродистую сталь по желанию можно закалить или опустить, чтобы сделать лезвие твердым и упругим. А нержавейку нельзя так просто обработать на свое усмотрение. Углеродистая сталь намного быстрее корродирует по сравнению с нержавеющей. К тому же она часто проигрывает нержавеющей по большинству параметров. Но ниже приведенные марки углеродистых сталей могут быть очень хорошими, особенно при качественной закалке.
В системе AISI обозначено, что стали с номерами 10хх – это углеродистые. Все остальные номера – легированные сплавы. Система SAE называет стали с буквенными индексами (например, А-2) инструментальными. Классификация ASM встречается крайне редко и мало используется на практике. Очень часто последние цифры в обозначении стали указывать на количество углерода в стали.
- O-1 – это самый популярный тип стали у кузнецов. Хорошо держит и воспринимает воронение лезвия, очень прочный, но быстро ржавеет.
 Используется в ножах Randall.
Используется в ножах Randall. - W-2 – твердый и хорошо держит заточку. Из такого сплава делают напильники. Carbon V – торговое название марки стали, которая принадлежит компании Cold Steel. Обозначает весь тип подобных сплавов, а не один определенный. На маркировке есть дополнительные индексы для того, чтобы отличать конкретные марки сплава.
- 0170-6 / 50100-B – обозначения одной марки стали по разным классификациям. Это отличный хромо-ванадиевый стальной сплав, который чем-то напоминает О-1, но при этом он значительно дешевле. A-2 – хорошая самозакаливающаяся инструментальная сталь, которая известна своей прочностью и способностью удерживать режущие свойства кромки. Самозакаливание не дает возможности дополнительно закаливать и отпускать ее. Из-за своей прочности ее часто используют для изготовления боевых ножей.
- L-6 – эта марка сталей предназначена для ленточных пил. Она прочна, хорошо держит заточку, податлива для ковки.
 Такая сталь является одной из лучших для создания прочных ножей. M-2 – это «высокоскоростная» сталь, которая сохраняет свои свойства и химический состав в том числе даже при очень высокой температуре. Поэтому ее используют в промышленности во время резки при сверхвысоких температурах. Данная сталь отлично держит заточку, прочная, но чуть уступает в этом плане выше описанным маркам. Но в то же время она гораздо прочнее нержавеющей стали и намного лучше сохраняет режущие качества. Правда, имеет серьезный недостаток – легко ржавеет.
Такая сталь является одной из лучших для создания прочных ножей. M-2 – это «высокоскоростная» сталь, которая сохраняет свои свойства и химический состав в том числе даже при очень высокой температуре. Поэтому ее используют в промышленности во время резки при сверхвысоких температурах. Данная сталь отлично держит заточку, прочная, но чуть уступает в этом плане выше описанным маркам. Но в то же время она гораздо прочнее нержавеющей стали и намного лучше сохраняет режущие качества. Правда, имеет серьезный недостаток – легко ржавеет. - 5160 – такая марка весьма популярна среди кузнецов, особенно сейчас. Она считается пружинящей и относится к числу высококачественных профессиональных сталей. Ее состав простой. Для лучшей закаливаемости в нее добавляют хром. Отлично держит заточку, но пользуется спросом в основном из-за своей выдающейся прочности. Также из нее изготавливают особо твердые ножи. 52100 – шарикоподшипниковая марка стали, которая часто используется при ковке.
 По сравнению с маркой 5160 лучше держит заточку, но не очень прочная. Ее в основном применяют в изготовлении охотничьих и других менее прочных по сравнению со стальными ножей. Но это сделано ради большей пользы и лучшего сохранения остроты лезвия.
По сравнению с маркой 5160 лучше держит заточку, но не очень прочная. Ее в основном применяют в изготовлении охотничьих и других менее прочных по сравнению со стальными ножей. Но это сделано ради большей пользы и лучшего сохранения остроты лезвия. - D-2 – иногда ее называют «полунержавеющей». В ее составе примерно 12% хрома. Это чуть меньше, чем в нержавеющей стали. Данная марка – самая стойкая к коррозии из вех углеродных сплавов. При этом хорошо держит заточку кромки лезвия. Правда, она менее прочная по сравнению с другими марками этого раздела и не поддается окончательной полировке. Vascowear – крайне редкая марка стали, которая содержит много ванадия. Она чересчур тяжела в обработке, но это не мешает ей быть очень износостойкой. В производстве почти не встречается.
- Vascowear – крайне редкая марка стали, которая содержит много ванадия. Она чересчур тяжела в обработке, но это не мешает ей быть очень износостойкой. В производстве почти не встречается.
Нержавеющая сталь
Любая сталь поддается ржавлению. Но благодаря добавлению не менее 13% хрома «нержавеющие» стали более стойкие к коррозии. Также стоит обратить внимание на то, что 1% хрома в составе не делает сталь «нержавеющей». Стандарт ножевой промышленности – это именно 13% хрома. Правда, в справочнике по металлам ASM сказано, что более 10% будет достаточно. В других источниках установлены свои количественные границы. Легирующие элементы подвергаются сильному влиянию содержанию хрома. Нержавеющий эффект может дать и сочетание более низкой доли хрома и правильно подобранных других примесей.
- 420 – по сравнению с 440-ой маркой эта сталь имеет более низкое содержание углерода и поэтому она слишком мягкая и плохо держит заточку. Ее часто используют при изготовлении ножей для подводников из-за высокой коррозийной стойкости. Также применяют для недорогих ножей. Помимо использования в соленой воде, чересчур мягкая для создания функционального лезвия.
 Из нее делают недорогие ножи, которые производятся в Юго-Восточной Азии. А американские и европейские производители используют ее разновидность 420er.
Из нее делают недорогие ножи, которые производятся в Юго-Восточной Азии. А американские и европейские производители используют ее разновидность 420er. - 440 A — 440 B — 440C – в зависимости от типа (А, В, С) возрастает содержание углерода (0,75%, 0,9%, 1,2%) и соответственно твердость стали. Марка 440С – хорошая высокотехнологическая нержавеющая сталь, с твердостью преимущественно в 56-58 единиц. Все три типа устойчивы к коррозии, но лучше всего, конечно же, 440А. Кстати, именно она отлично подходит для ежедневного использования, поскольку имеет очень качественное закаливание. Марка 440С очень распространена. Ее признали второй основной ножевой нержавеющей сталью (первая — ATS-34).
- 425M — 12C27 – эти две марки подобны 440А. Первая из них (примерно 1% углерода) используется в изготовлении ножей. Вторая – это традиционная скандинавская сталь, которую применяют для создания финских и норвежских ножей.
- AUS-6 — AUS-8 — AUS-10 (6A, 8A, 10A) – японские марки нержавеющей стали.
 Тоже похожи на 440 (А, В, С). Марка AUS-6 — 0,65% углерода, AUS-8 – 0,75% углерода, AUS-10 – 1,1% углерода. Не совсем хорошо держит закалку, если сравнивать данную сталь с ATS-34, но зато она немного прочнее и мягче. AUS-10 не так устойчива к коррозии, как 440С, но значительно тверже. У всех этих трех типах есть примесь ванадия. Это делает металл износостойким.
Тоже похожи на 440 (А, В, С). Марка AUS-6 — 0,65% углерода, AUS-8 – 0,75% углерода, AUS-10 – 1,1% углерода. Не совсем хорошо держит закалку, если сравнивать данную сталь с ATS-34, но зато она немного прочнее и мягче. AUS-10 не так устойчива к коррозии, как 440С, но значительно тверже. У всех этих трех типах есть примесь ванадия. Это делает металл износостойким. - GIN-1 или G-2 – это отличная нержавеющая сталь, которая имеет немного меньше молибдена и углерода, но зато больше хрома, чем ATS-34.
- ATS-34 — 154-CM – одна из высокотехнологичных сталей в настоящее время. 154-СМ означает маркировку подлинного американского варианта стали. ATS-34 разработали в компании Hitachi. Она очень напоминает сталь 154-СМ. Для нее характерно высокое качество, нормальная твердость (около 60 единиц), хорошее удерживание заточки и достаточная прочность, несмотря на свою твердость. По устойчивости к коррозии уступает 400-м маркам.
- ATS-55 – довольно похожа на ATS-34, но не содержит молибден и имеет добавки некоторых других присадок.
 По этой стали не очень много информации, но о ней можно точно сказать, что она способна сохранять остроту режущей кромки так же, как и ATS-34. Но она еще и намного тверже. Молибден – это дорогое вещество, которое используют для «высокоскоростных» лезвий. Но ножам не всегда необходимы подобные свойства, поэтому есть надежда, что заменив молибден на другой элемент, можно будет значительно удешевить эту сталь, при этом сохранив все ее лучшие качества.
По этой стали не очень много информации, но о ней можно точно сказать, что она способна сохранять остроту режущей кромки так же, как и ATS-34. Но она еще и намного тверже. Молибден – это дорогое вещество, которое используют для «высокоскоростных» лезвий. Но ножам не всегда необходимы подобные свойства, поэтому есть надежда, что заменив молибден на другой элемент, можно будет значительно удешевить эту сталь, при этом сохранив все ее лучшие качества. - BG-42 – данная марка была представлена Бобом Лавлесом, как перемагниченная ATS-34. Она лишь отличается тем, что в ней в 2 раза больше магния, а ванадия в составе – 1,2% (у ATS-34 его вообще нет). Благодаря этому сталь держит заточку даже лучше, чем ATS-34.
- CPM T440V — CPM T420V – эти обе стали отлично держат заточку (лучше марки ATS-34, но уступает ей в прочности) и первый раз заточить их довольно сложно (это зависит от степени закалки). 420V является сталью компании СРМ и считается аналогом 440V.
 У этой марки удвоена доля ванадия и уменьшено содержание хрома. Такая сталь более износостойкая и немного прочнее, чем 440V. CPM T440V в производстве использует компания Spyderco и традиционный производитель ножей Sean McWilliams.
У этой марки удвоена доля ванадия и уменьшено содержание хрома. Такая сталь более износостойкая и немного прочнее, чем 440V. CPM T440V в производстве использует компания Spyderco и традиционный производитель ножей Sean McWilliams. - 400 – эту маркировку использовала компания Cold Steel перед тем, как начала использовать AUS-8. Это недорогая сталь, которую под таким названием порой применяют и другие производители ножей.
Большой выбор ножей Вы можете приобрести в нашем интернет-магазине охотничьих товаров. Также, при необходимости консультанты окажут необходимую консультацию!
Другие статьи
-
20 мая 2022, 11:07
Засидки охотничьи от Ameristep – воплощенная всеобъемлющая практичность, маскировка и комфорт
Специализация компании – производство сопутствующих товаров и аксессуаров для охоты, основанное на собственных инновационных разработках, расширена и углубленно доработана с использованием привлеченных внешних смежных инновационных компетенций и технологий компаний-партнеров, в первую очередь из сферы маскировочных материалов и ряда других.

-
02 марта 2022, 13:05
Инструменты от Wheeler Engineering (США) для обслуживания оружия: качество, точность, надежность, комплектность, деликатность, практичность.
Wheeler Engineering работает в составе корпорации Battenfeld Technologies и производит известные во всем мире качественные оружейные инструменты, приспособления и аксессуары для деликатного ухода для каждого типа огнестрельного оружия и его ремонта, как в легендарных специализированных и универсальных наборах, так и поштучно.
-
19 декабря 2021, 14:19
Обзор оружейной химии MontanaX-Treme премиум-класса – чистит эффективно, деликатно, комплексно
Статус бренда Montana X-Treme в его настоящем виде тесно связан с корпорацией Western Powders, Inc. и ее мощным производством в штате Монтана, с 1972 года ставшей ведущим дистрибьютором порохов в Северной Америке, обеспечивая их поставку для всех основных марок огнестрельного оружия.

Вы можете подписаться на наши новости
Подписываясь на новости, я принимаю пользовательское соглашение и подтверждаю, что ознакомлен и согласен с политикой конфиденциальности данного сайта
Нержавеющая сталь 20Х23Н18
5 Мар 2022 mvsteel
Описание отечественной марки стали 20Х23Н18.
Заменители и аналоги сплава 20х23н18.
Нержавеющие стали марок – 20Х23Н13, 15Х25Т.
Зарубежные аналоги 20х23н18 по AISI
Аналогом сплав 20х23н18 является нержавеющая сталь AISI 310S.
Область применения 20Х23Н18
Высоколегированная жаропрочная сталь 20Х23Н18 используется при производстве отдельных деталей для камер сгорания, например хомутов, подвесок, а также деталей крепления.
Нередко из этой марки стали производят бесшовные трубы, эксплуатация которых осуществляется при высоких температурах – до +1100 °С.
Вид поставки:
Сортовой прокат из нержавеющей стали соответствует ГОСТ 5949-75, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69.
Калиброванные прутки производятся из нержавеющей стали в соответствии с ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, а шлифованные прутки – по ГОСТ 14955-77.
Листы нержавеющие, производимые из стали этой марки, должны соответствовать 7350-77, ГОСТ 19903-74, ГОСТ 19904-74, стальные полосы – ГОСТ 4405-75, ГОСТ 103-76, а ленты – ГОСТ 4986-79.
При изготовлении кованых заготовок должно быть соответствие ГОСТ 1133-71.
Химический состав
| Химический элемент | Кремний (Si), не более | Медь (Cu), не более | Марганец (Mn), не более | Никель (Ni) | Титан (Ti), не более | Фосфор (P), не более | Хром (Cr) | Сера (S), не более |
| % | 1.0 | 0.30 | 2.0 | 17.0-20.0 | 0.2 | 0.035 | 22.0-25.0 | 0.02 |
Механические свойства.
| Термообработка, состояние поставки | Прутки. Закалка 1100-1150°С, воздух или вода | Листы горячекатаные или холоднокатаные. Закалка 1030-1130°С, вода (образцы поперечные) Закалка 1030-1130°С, вода (образцы поперечные) | Лента холоднокатаная. Закалка 1050-1080°С, вода или воздух | Лента холоднокатаная. Закалка 1050-1080°С, вода или воздух |
| Сечение, мм | 60 | >4 | <0,2 | 0,2-2,0 |
| 0,2, МПа | 196 | 264 | ||
| B, МПа | 490 | 539 | 580 | 580 |
| 5, % | 35 | 35 | ||
| 4, % | 19 | 38 | ||
| , % | 50 |
Механические свойства при повышенных температурах.
| tиспытания, °C | B, МПа | KCU, Дж/м2 | 0,2, МПа | 5, % | , % |
| Прутки диаметром 38-55 мм. Закалка 1180°С, вода. Старение 800°С, 4 ч. | |||||
| 20 | 600-660 | 137-186 | 295-320 | 29-35 | 47-54 |
| 300 | 520-540 | 147-166 | 235 | 25-28 | 45-49 |
| 400 | 540 | 147-166 | 225 | 24-32 | 39-45 |
| 500 | 520-540 | 171 | 210 | 25-31 | 41-45 |
| 600 | 440 | 176 | 195 | 24 | 46 |
| 700 | 315-330 | 171 | 185-195 | 19-24 | 35 |
| 800 | 185-205 | 176 | 165 | 19-27 | 34 |
| Образец диаметром 10 мм и длиной 50 мм, прокатанный | |||||
Скорость деформирования 20 мм/мин. | |||||
| Скорость деформации 0,007 1/с. | |||||
| 800 | 255 | 215 | 24 | 67 | |
| 900 | 135 | 135 | 37 | 77 | |
| 1000 | 71 | 64 | 49 | 77 | |
| 1100 | 44 | 39 | 51 | 70 | |
| 1200 | 27 | 22 | 27 | 31 | |
Технологические свойства.
Температура ковки.
Начальная температура ковки нержавеющей стали должна составлять +1220 °С, а конечная – около + 900 °С. Если сечение нержавеющей стали составляет менее 350 мм, то охлаждение осуществляется в воздухе.
Свариваемость.
Ограниченно свариваемая.
Обрабатываемость резанием.
В нормализованном и отпущенном состоянии при НВ 178 и B = 610 МПа, Ku б. ст. = 0,4.
Предел выносливости.
| Термообработка, состояние стали | Закалка 1100°С, вода или воздух. НВ 140-200 НВ 140-200 | |
| -1, МПа | 255 | 245 |
| B, МПа | 590 | 570 |
| 0,2, МПа | 290 |
Жаростойкость.
| Среда | Воздух | Воздух | Воздух |
| Температура, °С | 650 | 750 | 800 |
| Длительность испытания, чp> | 4500 | 1500 | |
| Глубина, мм/год | 0,0027 | 0,01 | 0,044 |
| Группа стойкости или балл | 2 | 3 | 4 |
Физические свойства.
| Температура испытания, °С | Модуль нормальной упругости, Е, ГПа | Плотность, кг/см3 | Коэффициент теплопро водности Вт/(м ·°С) | Уд. электро сопротивление (p, НОм·м) |
| 20 | 200 | 7900 | 14 | 1000 |
| 100 | 16 | |||
| 200 | ||||
| 300 | 182 | 19 | ||
| 400 | 176 | 7760 | ||
| 500 | 170 | 7720 | 22 | |
| 600 | 160 | 7670 | ||
| 700 | 150 | 7620 | ||
| 800 | 141 | |||
| 900 | 7540 |
| Температура испытания, °С | Коэффициент линейного расширения (10-6 1/°С) | Удельная теплоемкость (С, Дж/(кг·°С)) |
| 20-100 | 14. 9 9 | 538 |
| 20-200 | 15.7 | |
| 20-300 | 16.6 | |
| 20-400 | 17.3 | |
| 20-500 | 17.5 | |
| 20-600 | 17.9 | |
| 20-700 | 17.9 | |
| 20-800 | ||
| 20-900 | ||
| 20-1000 |
Углеродистая сталь 20: характеристики, применение, твердость, аналоги
Какой бывает закалка металла
О том, что воздействие высокой температуры на металл может изменить его структуру и свойства, знали еще древние кузнецы и активно использовали это на практике. В дальнейшем уже научно было установлено, что закалка изделий, изготовленных из стали, предполагающая нагрев и последующее охлаждение металла, позволяет значительно улучшать механические характеристики готовых изделий, значительно увеличивать срок их службы и даже в итоге уменьшать их вес за счет увеличения прочности детали. Что примечательно, закалка деталей из недорогих сортов стали позволяет придать им требуемые характеристики и успешно использовать вместо более дорогостоящих сплавов.
Что примечательно, закалка деталей из недорогих сортов стали позволяет придать им требуемые характеристики и успешно использовать вместо более дорогостоящих сплавов.
Смысл процесса, который называется закалка изделий из стальных сплавов, заключается в нагреве металла до критической температуры и его последующем охлаждении. Основная цель, которая преследуется такой технологией термообработки, заключается в повышении твердости и прочности металла с одновременным уменьшением его пластичности.
Существуют различные виды закалки и последующего отпуска, отличающиеся режимами проведения, которые и определяют конечный результат. К режимам закалки относятся температура нагрева, время и скорость его выполнения, время выдержки детали в нагретом до заданной температуры состоянии, скорость, с которой осуществляется охлаждение.
Наиболее важным параметром при закалке металлов является температура нагрева, при достижении которой происходит перестройка атомной решетки. Естественно, что для сталей разных сортов значение критической температуры отличается, что зависит, в первую очередь, от уровня содержания в их составе углерода и различных примесей.
После выполнения закалки повышается как твердость, так и хрупкость стали, а на ее поверхности, потерявшей значительное количество углерода, появляется слой окалины. Толщину этого слоя обязательно следует учитывать для расчета припуска на дальнейшую обработку детали.
Диаграмма состояний железо-углерод
При выполнении закалки изделий из стальных сплавов, очень важно обеспечить заданную скорость охлаждения детали, в противном случае, уже перестроенная атомная структура металла может перейти в промежуточное состояние. Между тем, слишком быстрое охлаждение тоже нежелательно, так как оно может привести к появлению на детали трещин или к ее деформации. Для того, чтобы избежать образования таких дефектов, скорость охлаждения после падения температуры нагретого металла до 200 градусов Цельсия, несколько замедляют.
Для того, чтобы избежать образования таких дефектов, скорость охлаждения после падения температуры нагретого металла до 200 градусов Цельсия, несколько замедляют.
Для нагрева деталей, изготовленных из углеродистых сталей, используют камерные печи, которые могут прогреваться до 800 градусов Цельсия. Для закалки отдельных марок стали критическая температура может составлять 1250–1300 градусов Цельсия, поэтому детали из них нагреваются в печах другого типа. Удобство закалки сталей таких марок заключается в том, что изделия из них не подвержены растрескиванию при охлаждении, что исключает необходимость в их предварительном прогреве.
Очень ответственно следует подходить к закалке деталей сложной конфигурации, имеющих тонкие грани и резкие переходы. Чтобы исключить растрескивание и коробление таких деталей в процессе нагрева, его следует проводить в два этапа. На первом этапе такую деталь предварительно прогревают до 500 градусов Цельсия и лишь затем доводят температуру до критического значения.

Нагрев стали при закалке токами высокой частоты
Для качественной закалки сталей важно обеспечить не только уровень нагрева, но и его равномерность. Если деталь отличается массивностью или сложной конфигурацией, обеспечить равномерность ее нагрева можно только в несколько подходов. В таких случаях нагревание производится с двумя выдержками, которые необходимы для того, чтобы достигнутая температура равномерно распределилась по всему объему детали. Увеличивается суммарное время нагревания и в том случае, если в печь одновременно помещаются сразу несколько деталей.
Как избежать образования окалины и обезуглероживания при закалке
Многие детали из стали проходят закалку уже после того, как была выполнена их финишная обработка. В таких случаях недопустимо, чтобы поверхность деталей была обезуглерожена или на ней образовалась окалина. Существуют способы закалки изделий из стали, которые позволяют избежать таких проблем. Закалка, выполняемая в среде защитного газа, который нагнетается в полость нагревательной печи, может быть отнесена к наиболее передовому из таких способов. Следует иметь в виду, что используют такой метод лишь в том случае, если печь для нагрева полностью герметична.
Следует иметь в виду, что используют такой метод лишь в том случае, если печь для нагрева полностью герметична.
На фото виден момент гидросбива на стане горячей прокатки — удаление окалины
Более простым способом, позволяющим избежать обезуглероживания поверхности металла при закалке, является применение чугунной стружки и отработанного карбюризатора. Для того чтобы защитить поверхность детали при нагревании, ее помещают в специальную емкость, в которую предварительно засыпаны эти компоненты. Для предотвращения попадания в такую емкость окружающего воздуха, который может вызвать процессы окисления, снаружи ее тщательно обмазывают глиной.
Если после закалки металла его охлаждают не в масле, а в соляной ванне, ее следует регулярно раскислять (не менее двух раз за смену), чтобы избежать обезуглероживания поверхности детали и появления на ней окисла. Для раскисления соляных ванн могут быть использованы борная кислота, бурая соль или древесный уголь. Последний обычно помещают в специальный стакан с крышкой, в стенках которого имеется множество отверстий.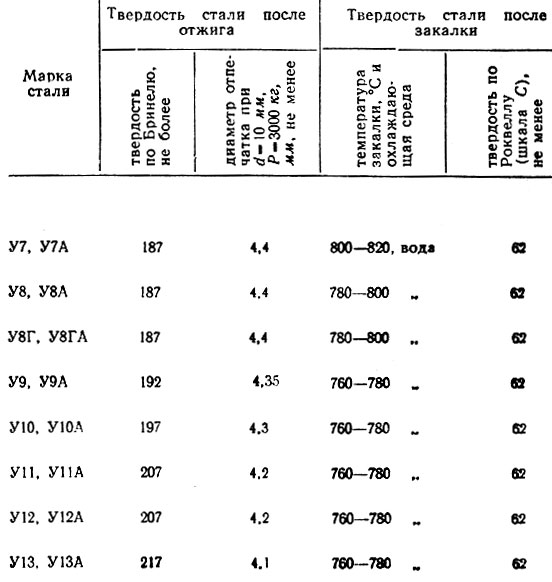 Опускать такой стакан в соляную ванну следует очень осторожно, так как в этот момент на ее поверхности вспыхивает пламя, которое затухает через некоторое время.
Опускать такой стакан в соляную ванну следует очень осторожно, так как в этот момент на ее поверхности вспыхивает пламя, которое затухает через некоторое время.
Существует простой способ, позволяющий проверить качество раскисления соляной ванны. Для этого в такой ванне нескольких минут (3–5) нагревают обычное лезвие из нержавеющей стали. После соляной ванны лезвие помещают в воду для охлаждения. Если после такой процедуры лезвие не гнется, а ломается, то раскисление ванны прошло успешно.
Объемная закалка толстостенных заготовок
Охлаждение стали при закалке
Основу большинства охлаждающих жидкостей, используемых при закалке изделий из сталей, составляет вода. При этом важно, чтобы такая вода не содержала в своем составе примесей солей и моющих средств, которые могут значительно повлиять на скорость охлаждения. Емкость, в которой содержится вода для закалки изделий из металла, не рекомендуется использовать в других целях. Важно также учитывать и то, что для охлаждения металла в процессе закалки, нельзя использовать проточную воду. Оптимальной для охлаждающей жидкости считается температура в 30 градусов Цельсия.
Оптимальной для охлаждающей жидкости считается температура в 30 градусов Цельсия.
Читать также: Проверка генератора не снимая с автомобиля
Закалка изделий из стали с использованием для их охлаждения обычной воды, имеет ряд существенных недостатков. Самый главный из них — это растрескивание и коробление деталей после их охлаждения. Как правило, таким способом охлаждения пользуются, когда выполняется цементирование металла, поверхностная закалка стали или термическая обработка деталей простой конфигурации, которые в дальнейшем будут подвергаться финишной обработке.
Для изделий сложной формы, изготовленных из конструкционных сталей, применяют другой тип охлаждающей жидкости – 50%-й раствор каустической соды, нагретый до температуры 60 градусов Цельсия. После охлаждения в таком растворе закаленная сталь приобретает светлый оттенок.
Очень важно при работе с каустической содой соблюдать технику безопасности, обязательно использовать вытяжку, размещаемую над ванной.
При опускании раскаленной детали в раствор образуются пары, очень вредные для здоровья человека.
Закалка стали в муфельной печи
Лучшей охлаждающей жидкостью для тонкостенных деталей из углеродистых сталей и изделий, выполненных из легированных сплавов, являются минеральные масла, которые обеспечивают постоянную (изотермическую) температуру охлаждения, вне зависимости от условий окружающей среды. Главное, чего следует избегать при использовании такой технической жидкости, — это попадания в нее воды, что может привести к растрескиванию деталей в процессе их охлаждения. Однако, если в такую охлаждающую жидкость все же попала вода, ее можно легко удалить из нее, нагрев масло до температуры, превышающей температуру кипения воды.
У закалки стали с использованием масла в качестве охлаждающей жидкости есть ряд существенных недостатков, о которых обязательно стоит знать. При контакте масла с раскаленной деталью выделяются пары, вредные для человеческого здоровья, кроме того, масло в этот момент может загореться. У масляной ванны есть и такое свойство: после ее использования на детали остается налет, а сама охлаждающая жидкость со временем теряет свою эффективность.
У масляной ванны есть и такое свойство: после ее использования на детали остается налет, а сама охлаждающая жидкость со временем теряет свою эффективность.
Все эти факторы следует учитывать при выполнении закалки металлов в масляной среде и принимать следующие меры безопасности:
- погружать детали в масляную ванну при помощи щипцов с длинными ручками;
- все работы выполнять в специальной маске из закаленного стекла и в перчатках, изготовленных из толстой ткани с огнеупорными свойствами или из грубой кожи;
- надежно защищать плечи, шею, грудь рабочей одеждой, изготовленной из толстой огнеупорной ткани.
Охлаждение в масляной ванне
Для закалки сталей отдельных марок охлаждение осуществляют при помощи потока воздуха, создаваемого специальным компрессором. Очень важно, чтобы охлаждающий воздух был совершенно сухим, так как содержащаяся в нем влага может вызвать растрескивание поверхности металла.
Существуют способы закалки стали, при которых используют комбинированное охлаждение. К ним обращаются для охлаждения деталей из углеродистых сталей, имеющих сложный химический состав. Суть таких способов закалки заключается в том, что сначала нагретую деталь помещают в воду, где за короткое время (несколько секунд) ее температура снижается до 200 градусов, дальнейшее охлаждение детали проводят уже в масляной ванне, куда ее следует переместить очень оперативно.
К ним обращаются для охлаждения деталей из углеродистых сталей, имеющих сложный химический состав. Суть таких способов закалки заключается в том, что сначала нагретую деталь помещают в воду, где за короткое время (несколько секунд) ее температура снижается до 200 градусов, дальнейшее охлаждение детали проводят уже в масляной ванне, куда ее следует переместить очень оперативно.
Оборудование для проведения закалки
Оборудование разделяется на две основные группы – установки для нагрева и ванны для охлаждения. На современных предприятиях для получения закалочных температур используются:
- муфельные термические печи;
- оборудование для индукционного нагрева;
- установки для нагрева в расплавах;
- аппараты лазерного нагрева;
- газоплазменные устройства.
Первые три типа установок востребованы для осуществления объемной закалки, три последние – для поверхностного процесса.
Закалочное оборудование – это стальные емкости, графитовые тигли, печи, в которых содержатся расплавленные металлы или соли. Закалочные ванны для жидких сред оборудованы системами обогрева и охлаждения. В их конструкции могут быть предусмотрены специальные мешалки для перемешивания жидких сред и устранения паровой рубашки.
Выполнение закалки и отпуска стальных деталей в домашних условиях
Термическая обработка металлических изделий, в том числе поверхностная закалка стали, не только увеличивает твердость и прочность сплава, но и значительно повышает внутренние напряжения в его структуре. Чтобы снять эти напряжения, способные в процессе эксплуатации детали привести к ее поломке, необходимо отпустить изделие из стали.
Следует иметь в виду, что такая технологическая операция приводит к некоторому снижению твердости стали, но увеличивает ее пластичность. Для выполнения отпуска, суть которого состоит в постепенном уменьшении температуры нагретой детали и ее выдерживании при определенном температурном режиме, используются печи, соляные и масляные ванны.
Закалка и отпуск стали в домашних условиях
Температуры, при которых выполняется отпуск, отличаются для различных сортов стали. Так, отпуск быстрорежущих сплавов проводится при температуре 540 градусов Цельсия, а для сталей с твердостью на уровне HRC 59-60 достаточно и 150 градусов. Что характерно, при отпуске быстрорежущих сплавов их твердость даже возрастает, а во втором случае ее уровень понижается, но значительно повышается показатель пластичности.
Закалка и отпуск изделий из стали, в том числе и нержавеющих сортов, вполне допустима (и, более того, часто практикуется) и в домашних условиях, если в этом возникла необходимость. В таких случаях для нагрева изделий из стали можно использовать электроплиты, духовки и даже раскаленный песок. Температуры, до которых следует нагревать стальные изделия в таких случаях, можно подобрать по специальным таблицам. Перед закалкой или отпуском стальных изделий, их необходимо тщательно очистить, на их поверхности не должно содержаться грязи, следов масла и ржавчины.
После очистки изделие из стали следует нагреть так, чтобы оно равномерно раскалилось докрасна. Для того чтобы раскалить его до такого состояния, необходимо выполнять нагрев в несколько подходов. После того, как требуемое состояние достигнуто, нагреваемое изделие следует охладить в масле, а затем сразу поместить в духовку, предварительно разогретую до 200 градусов Цельсия. Затем необходимо постепенно снизить температуру в духовке, доведя ее до отметки в 80 градусов Цельсия.
Данный процесс занимает обычно час. Дальнейшее охлаждение следует проводить на открытом воздухе, исключение составляют лишь изделия из хромоникелевых сталей, для снижения температуры которых используются масляные ванны. Обусловлено это тем, что стали таких марок при медленном охлаждении могут приобрести так называемую отпускную хрупкость.
Многие инструменты, с которыми приходится работать в мастерской, должны иметь определенную прочность. Домашние мастера задаются вопросом: «Как закалить сталь в домашних условиях?» От твердости режущей кромки часто зависит качество изделия. Конечно, многим известно, что для закалки требуется нагреть предмет, а потом резко охладить. При этом можно услышать, как кто-то добился подобным способом необыкновенной твердости и прочности какой-либо детали.
Попытка самостоятельно закалить изделие на огне газовой плиты или ином источнике тепла оказываются безрезультатными. Разогретая до красного свечения заготовка при резком охлаждении повышает прочность незначительно, а иногда происходит и обратное явление – твердость снижается.
Виды закалки – с полиморфным превращением и без него
Закалка сталей протекает с полиморфным превращением, цветных металлов и сплавов – без них.
Закалка сталей с полиморфным превращением
В углеродистых сталях при повышении температур выше определенного уровня происходит ряд фазовых превращений, вызывающих изменения кристаллической решетки. При критических температурах, значение которых зависит от процентного содержания углерода, происходит распад карбида железа и образование раствора углерода в железе, называемого аустенитом. При медленном остывании аустенит постепенно распадается, и кристаллическая решетка приобретает исходное состояние. Если углеродистые стали охлаждать с высокой скоростью, то в зависимости от режима закалки в них образуются различные фазовые состояния, самый прочный из них – мартенсит.
Для получения мартенситной структуры доэвтектоидные стали(до 0,8% C) нагревают до температур, лежащих выше точки Ас3 на 30-50°C, для заэвтектоидных – на 30-50° выше Ас1.По такой технологии закаливают металлорежущий инструмент и упрочняют изделия, которые в процессе эксплуатации подвергаются трению: шестерни, валы, обоймы, втулки. При нагреве до более низких температур в структуре доэвтектоидных сталей наряду с мартенситом сохраняется более мягкий феррит, снижающий твердость металла и ухудшающий его механические характеристики после отпуска. Такая закалка стали называется неполной и в большинстве случаев является браком. Но она может использоваться в некоторых случаях во избежание появления трещин.
Закалка без полиморфного превращения
Закалка без полиморфного превращения протекает в цветных металлах и сплавах, имеющих ограниченную растворимость вторичных фаз при обычных температурах, в которых при высоких температурах не происходят полиморфные превращения. При повышении температур выше линии солидус (это линия, ниже которой находится только твердая фаза) вторичные фазы полностью растворяются. При быстром охлаждении вторичные фазы не выделяются, поскольку для этого необходимо определенное время. После такой термообработки цветной сплав является термодинамически неустойчивым, поэтому со временем он начинает распадаться с постепенным выделением вторичной фазы. Такой процесс распада, происходящий в естественных условиях, называется естественным старением, а при нагреве – искусственным старением. В результате старения получают равновесную структуру. Характеристики материала зависят от выбранного режима процесса.
Закалка цветных металлов и сплавов, в отличие от углеродистых сталей, часто не приводит к повышению прочности. Сплавы на основе меди, например, после такой ТО часто становятся более пластичными. Для таких материалов обычно используют отпуск, благодаря которому снимаются напряжения после литья, прокатки, штамповки, ковки или прессования.
Введение в технологию металлов
Сталь, с которой приходится сталкиваться чаще всего, представляет сплав железа с углеродом.
Наибольшее распространение получили конструкционные стали обыкновенного качества. В них содержится незначительное количество углерода (менее 0,8 %), поэтому любые попытки закалить изделия из подобного материала обречены на неудачу. Небольшое количество углерода не образует зерна цементита (карбида железа, Fe₃C). Именно этот ингредиент отвечает за получение твердости закаленной стали.
Проверка получения аустенита при нагревании с помощью магнита:
При выпуске изделий из металла пользуются пластичными материалами. Из них методом прессования добиваются получения специальных оригинальных форм. Например, детали корпуса автомобилей штампуются в холодном состоянии на специальных штампах. Этот инструмент состоит из матрицы и пуансона. Листовая заготовка проходит обжатие между составляющими (матрицей и пуансоном), получают конечную форму.
Читать также: Турбо горелка на отработке
Для инструмента нужна твердость, поэтому при изготовлении выбирают материал, который можно закалить, чтобы в дальнейшем не происходило его деформации в процессе использования для штампования деталей.
Закаленные изделия из качественных легированных сталей:
Кроме углеродистых сталей, на практике используют сплавы с марганцем, хромом, молибденом, титаном и другими элементами. Наличие их в составе в определенном количестве характеризуется определенной маркой. Компоненты, улучшающие свойства сплава называют легирующими. Они заметно изменяют свойства:
- Повышают поверхностную прочность.
- Увеличивают твердость деталей на стадии заготовок.
- Могут закаляться при закаливании.
- Не ржавеют при нахождении в агрессивной среде.
Для маркировки легированных сталей используется свой метод, в нем определенные металлы сплава обозначены своими буквами. Цифры после букв указывают на содержание определенного компонента в десятых долях процента. Если имеет только буква, а за ней не следуют никакие цифры, значит, ингредиент может достигать до 1 % в составе сплава. Например, ХВГ характеризуется наличием в ней:
- около 1 % углерода;
- 0,8…1,2 % хрома (Х), этот компонент придает нержавеющие свойства;
- 0,9…1,1 % вольфрама (В), этот ингредиент увеличивает твердость и позволяет закалять изделия;
- 0,8…1,4 % марганца (Г, так договорились металлурги).
 Mn в составе стали придает пружинные свойства.
Mn в составе стали придает пружинные свойства.
Технология закаливания
Муфельная печь для разогрева деталей:
Чтобы понять, как правильно закалить сталь, нужно рассмотреть процесс. Он заключается в следующем:
- Заготовку разогревают до температуры 750…770 ⁰С. В этом состоянии она перестает магнититься. Металлурги называют этот режим аустенитным. Возникает высокая пластичность. Зерна металла становятся крупными, между ними разрушается связь.
- Чтобы произошел прогрев всей детали, требуется время. У сталей есть особенность, нагретым может быть только поверхностный слой, всего несколько долей миллиметра. Ниже этого слоя температура может быть на 30…50 ⁰С ниже. Если не прогревать металл по толщине, то произойдет только поверхностное закаливание. При проверке на приборе Роквелла происходит прокол закаленного слоя, твердость не гарантируется.
- Разогретый металл закаливается в воде или в масле. Выбор среды для закаливания объясняется тем, что при закалке в воде вокруг металла образуется водяной пар. Он снижает скорость охлаждения в несколько раз. Пар может иметь температуру до 200…250 ⁰С, поэтому настоящего закаливания нет. При закаливании в масляной среде (у него температура кипения составляет 350…380 ⁰С) скорость охлаждения в несколько раз выше. Опытные мастера производят не разовое опускание предмета в масло, а выполняют несколько последовательных подъемов и опусканий вверх-вниз. Эти достигается взаимодействие металла с новыми порциями масла, скорость охлаждения возрастает.
- При закаливании крупное зерно, полученное при разогреве до аустенита, превращается мелкое (уменьшается размер в тысячи раз). Именно резкое уменьшение зерновой структуры способствует повышению поверхностной твердости.
- При закаливании внутри металла возникают внутренние напряжения. Иногда можно наблюдать, как тонкие детали при небольшом нагружении лопаются. Необходимо устранить их кратковременным нагревом до температуры отпуска.
- На практике подразделяют отпуск в нескольких режимах. Самым распространенным является низкий отпуск, который протекает при температуре 200…220 ⁰С. В быту его можно выполнить в духовке обычной газовой плиты. Ее разогревают до заданной температуры, кладут детали, которые нужно частично отпустить. Потом дают остыть металлу вместе со всей плитой (примерно 1…2 часа).
- Детали с низким отпуском служат в несколько раз дольше, чем закаленные, но без последующего отпуска.
Закалка в масле:
Закалка с помощью бытовых приборов
Для закаливания некоторые мастера пытаются использовать обычную газовую плиту. Диаметр горелки мощностью 2,5 кВт составляет 130 мм. При горении прогревается круг с внутренним диаметром 85…90 и с внешним 130…170 мм. Греется только кольцо. Нагреть металл можно до температуры 800 ⁰С.
Разогрев на газовой горелке:
Чтобы равномерно прогревать деталь, нужно устанавливать ограничения. Изготавливают металлический квадратный контур, внутри которого можно выровнять температуру. Контур желательно теплоизолировать, чтобы ограничить теплообмен с окружающей средой.
Для закаливания используют емкости, в которых используют отработанное минеральное масло.
С помощью паяльной лампы можно получить температуру 850…1000 ⁰С. При такой температуре проще прогреть подходящую деталь до нужной температуры. Чтобы ограничить тепловые потери, помещают в толстостенную трубу. Туда же направляют и поток продуктов сгорания горючего.
Разогрев паяльной лампой:
Разогрев заготовки в горне на углях:
Видео: закалка стали в домашних условиях.
Термическая обработка сталей – одна из самых важных операций в машиностроении, от правильного проведения которой зависит качество выпускаемой продукции. Закалка и отпуск сталей являются одними из разнообразных видов термообработки металлов.
Тепловое воздействие на металл меняет его свойства и структуру. Это позволяет повысить механические свойства материала, долговечность и надежность изделий, а также уменьшить размеры и массу механизмов и машин. Кроме того, благодаря термообработке, для изготовления различных деталей можно применять более дешевые сплавы.
Также вам не помешает знать, как правильно варить полуавтоматом.
Как закалялась сталь
Термообработка стали заключается в тепловом воздействии на металл по определенным режимам ля изменения его структуры и свойств.
К операциям термообработки относятся:
- отжиг;
- нормализация;
- старение;
- закалка стали и отпуск стали (и пр.).
Термообработка стали: закалка отпуск – зависит от следующих факторов:
- температуры нагрева;
- времени (скорости) нагрева;
- продолжительности выдержки при заданной температуре;
- скорости охлаждения.
Какие стали подвергают закалке
Не все марки сталей могут подвергаться закалке. Марки с содержанием углерода ниже 0,4% практически не изменяют твердость при закалочных температурах, поэтому этот способ для них не применяется. Закалочную технологию чаще всего применяют для инструментальных сталей.
Таблица правильных режимов закалки и отпуска для некоторых типов инструментальных сталей
| Марка стали | Температура закалки стали | Среда охлаждения после закалочного нагрева | Температура отпуска | Среда охлаждения после отпуска |
| У7 | 800°C | вода | 170°C | вода, масло |
| У7А | 800°C | вода | 170°C | вода, масло |
| У8, У8А | 800°C | вода | 170°C | вода, масло |
| У10, У10А | 790°C | вода | 180°C | вода, масло |
| У11, У12 | 780°C | вода | 180°C | вода, масло |
| Р9 | 1250°C | масло | 580°C | воздух в печи |
| Р18 | 1250°C | масло | 580°C | воздух в печи |
| ШХ6 | 810°C | масло | 200°C | воздух |
| ШХ15 | 845°C | масло | 400°C | воздух |
| 9ХС | 860°C | масло | 170°C | воздух |
Закалка
Закалка стали – это процесс термообработки, суть которого заключается в нагреве стали до температуры выше критической с последующим быстрым охлаждением. В результате этой операции повышаются твердость и прочность стали, а пластичность снижается.
При нагреве и охлаждении сталей происходит перестройка атомной решетки. Критические значения температур у разных марок сталей неодинаковы: они зависят от содержания углерода и легирующих примесей, а также от скорости нагрева и охлаждения.
После закалки сталь становится хрупкой и твердой. Поверхностный слой изделий при нагреве в термических печах покрывается окалиной и обезуглероживается тем более, чем выше температура нагрева и время выдержки в печи. Если детали имеют малый припуск для дальнейшей обработки, то брак этот является неисправимым. Режимы закалки закалки стали зависят от ее состава и технических требований к изделию.
Охлаждать детали при закалке следует быстро, чтобы аустенит не успел превратиться в структуры промежуточные (сорбит или троостит). Необходимая скорость охлаждения обеспечивается посредством выбора охлаждающей среды. При этом чрезмерно быстрое охлаждение приводит к появлению трещин или короблению изделия. Чтобы этого избежать, в интервале температур от 300 до 200 градусов скорость охлаждения надо замедлять, применяя для этого комбинированные методы закалки. Большое значение для уменьшения коробления изделия имеет способ погружения детали в охлаждающую среду.
Читать также: Коэффициент запаса прочности стропов из стальных канатов
Общие сведения о технологии закалки стали
Основные цели, решаемые комплексом закалка + отпуск:
- повышение твердости;
- повышение прочностных характеристик;
- снижение пластичности до допустимой величины;
- возможность использования пустотелых изделий вместо полнотелых, что позволяет снизить массу металлоизделия и металлоемкость производственного процесса.
Основные этапы закалки:
- нагрев до температур, при которых осуществляется изменение структурного состояния металла;
- выдержка, установленная в технологической карте;
- охлаждение со скоростью, обеспечивающей формирование заданной кристаллической структуры.
После закалки проводят отпуск, который заключается в нагреве металла до температур, лежащих ниже линии фазовых превращений, с дальнейшим медленным понижением температуры. На результат термообработки влияют:
- температура нагрева;
- скорость роста температуры;
- период выдержки при закалочных температурах;
- охлаждающая среда и скорость снижения температуры.
Ключевым параметром является температура нагрева, от которой зависит перестройка и формирование новой структурной решетки. По глубине действия закалку разделяют на объемную и поверхностную. В машиностроении обычно используется объемная закалка, после которой твердость поверхности и сердцевины отличается незначительно. Поверхностная термообработка востребована для деталей, для которых важна высокая твердость поверхности и вязкая сердцевина.
Нагрев металла
Все способы закалки стали состоят из:
- нагрева стали;
- последующей выдержки для достижения сквозного прогрева изделия и завершения структурных превращений;
- охлаждения с определенной скоростью.
Изделия из углеродистой стали нагревают в камерных печах. Предварительный подогрев в этом случае не требуется, так как эти марки сталей не подвергаются растрескиванию или короблению.
Сложные изделия (например, инструмент, имеющий выступающие тонкие грани или резкие переходы) предварительно подогревают:
- в соляных ваннах путем двух-или трехкратного погружения на 2 – 4 секунды;
- в отдельных печах до температуры 400 – 500 градусов по Цельсию.
Нагрев всех частей изделия должен протекать равномерно. Если это невозможно обеспечить за один прием (крупные поковки), то делаются две выдержки для сквозного прогрева.
Если в печь помещается только одна деталь, то время нагрева сокращается. Так, например, одна дисковая фреза толщиной 24 мм нагревается в течение 13 минут, а десять таких изделий – в течение 18 минут.
Защита изделия от окалины и обезуглероживания
Для изделий, поверхности которых после термообработки не шлифуются, выгорание углерода и образование окалины недопустимо. Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.
Если защитная атмосфера отсутствует, то изделия перед нагревом упаковывают в тару и засыпают отработанным карбюризатором, чугунной стружкой (термисту следует знать, что древесный уголь не защищает инструментальные стали от обезуглероживания). Чтобы в тару не попадал воздух, ее обмазывают глиной.
Соляные ванны при нагреве не дают металлу окисляться, но от обезуглероживания не защищают. Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Степень раскисления соляных ванн проверяется очень просто: обычное лезвие, нагретое в ванне в течение 5 – 7 минут в качественно раскисленной ванне и закаленное в воде, будет ломаться, а не гнуться.
Охлаждающие жидкости
Основной охлаждающей жидкостью для стали является вода. Если в воду добавить небольшое количество солей или мыла, то скорость охлаждения изменится. Поэтому ни в коем случае нельзя использовать закалочный бак для посторонних целей (например, для мытья рук). Для достижения одинаковой твердости на закаленной поверхности необходимо поддерживать температуру охлаждающей жидкости 20 – 30 градусов. Не следует часто менять воду в баке. Совершенно недопустимо охлаждать изделие в проточной воде.
Недостатком водяной закалки является образование трещин и коробления. Поэтому таким методом закаливают изделия только несложной формы или цементированные.
- При закалке изделий сложной конфигурации из конструкционной стали применяется пятидесятипроцентный раствор соды каустической (холодный или подогретый до 50 – 60 градусов). Детали, нагретые в соляной ванне и закаленные в этом растворе, получаются светлыми. Нельзя допускать, чтобы температура раствора превышала 60 градусов.
Режимы
Пары, образующиеся при закалке в растворе каустика, вредны для человека, поэтому закалочную ванну обязательно оборудуют вытяжной вентиляцией.
- Закалку легированной стали производят в минеральных маслах. Кстати, тонкие изделия из углеродистой стали также проводят в масле. Главное преимущество масляных ванн заключается в том, что скорость охлаждения не зависит от температуры масла: при температуре 20 градусов и 150 градусов изделие будет охлаждаться с одинаковой скоростью.
Следует остерегаться попадания воды в масляную ванну, так как это может привести к растрескиванию изделия. Что интересно: в масле, разогретом до температуры выше 100 градусов, попадание воды не приводит к появлению трещин в металле.
Недостатком масляной ванны является:
- выделение вредных газов при закалке;
- образование налета на изделии;
- склонность масла к воспламеняемости;
- постепенное ухудшение закаливающей способности.
- Стали с устойчивым аустенитом (например, Х12М) можно охлаждать воздухом, который подают компрессором или вентилятором. При этом важно не допускать попадания в воздухопровод воды: это может привести к образованию трещин на изделии.
- Ступенчатая закалка выполняется в горячем масле, расплавленных щелочах, солях легкоплавких.
- Прерывистая закалка сталей в двух охлаждающих средах применяется для обработки сложных деталей, изготовленных из углеродистых сталей. Сначала их охлаждают в воде до температуры 250 – 200 градусов, а затем в масле. Изделие выдерживается в воде не более 1 – 2 секунд на каждые 5 – 6 мм толщины. Если время выдержки в воде увеличить, то на изделии неизбежно появятся трещины. Перенос детали из воды в масло следует выполнять очень быстро.
Вам нужно быстро и качественно нарезать металл? Воспользуйтесь плазменной резкой! Как правильно ее выполнять, читайте в этой статье.
Если вас интересует, как сделать токарную обработку металлических изделий, читайте статью по https://elsvarkin.ru/obrabotka-metalla/tokarnaya-obrabotka-metalla-obshhie-svedeniya/ ссылке.
Возможные дефекты после закалки
Нагрев, выдержку, охлаждение и отпуск стали осуществляют в соответствии с технологическими картами, разработанными специалистами. Нарушение разработанного и утвержденного техпроцесса и/или неоднородность структуры заготовки могут стать причиной появления различных дефектов. Среди них:
- Неравномерный нагрев и/или охлаждение. Приводят к деформациям и образованию трещин, неоднородному составу и неоднородным механическим характеристикам.
- Пережог. Возникает из-за проникновения кислородных молекул в металлическую поверхность. В результате образуются оксиды, изменяющие рабочие характеристики поверхностного слоя. Этот дефект возникает из-за выгорания из стали углерода, вызванного избыточным количеством кислорода в печи.
- Попадание в масляную охлаждающую ванну воды. Это нарушение техпроцесса приводит к появлению трещин на изделии.
Все перечисленные выше дефекты являются неисправимыми.
Процесс отпуска
Отпуску подвергаются все закаленные детали. Это делается для снятия внутренних напряжений. В результате отпуска несколько снижается твердость и повышается пластичность стали.
В зависимости от требуемой температуры отпуск производится :
- в масляных ваннах;
- в селитровых ваннах;
- в печах с принудительной воздушной циркуляцией;
- в ваннах с расплавленной щелочью.
Температура отпуска зависит от марки стали и требуемой твердости изделия, например, инструмент, для которого необходима твердость HRC 59 – 60, следует отпускать при температуре 150 – 200 градусов. В этом случае внутренние напряжения уменьшаются, а твердость снижается незначительно.
Быстрорежущая сталь отпускается при температуре 540 – 580 градусов. Такой отпуск называют вторичным отвердением, так как в результате твердость изделия повышается.
Изделия можно отпускать на цвет побежалости, нагревая их на электроплитах, в печах, даже в горячем песке. Окисная пленка, которая появляется в результате нагрева, приобретает различные цвета побежалости, зависящие от температуры. Прежде чем приступать к отпуску на один из цветов побежалости, надо очистить поверхность изделия от окалины, нагара масла и т. д.
Обычно после отпуска металл охлаждают на воздухе. Но хромоникелевые стали следует охлаждать в воде или масле, так как медленное охлаждение этих марок приводит к отпускной хрупкости.
Технология закалочного процесса
Нагрев и выдержка
Температура нагрева стали при закалке зависит от ее химического состава. В общем случае наблюдается закономерность – чем меньше процентное содержание углерода, тем выше должна быть температура нагрева. Понижение температуры нагрева приводит к тому, что нужная структура не успевает сформироваться. Последствия перегрева:
- обезуглероживание;
- окисление поверхности;
- увеличение внутреннего напряжения;
- изменение структурных составляющих.
Изделия сложных форм предварительно подогревают. Для этого их два-три раза опускают на несколько минут в соляные ванны или держат короткое время в печах, нагретых до температур +400…500°C. Период выдержки определяется габаритами изделия и их количеством в печи. Все части изделия должны прогреваться равномерно.
Таблица температур закалки различных марок стали
| Марка | Температура, °C | Марка | Температура, °C |
| 15Г | 800 | 50Г2 | 805 |
| 65Г | 815 | 40ХГ | 870 |
| 15Х, 20Х | 800 | 3Х13 | 1050 |
| 30Х, 35Х | 850 | 35ХГС | 870 |
| 40Х, 45Х | 840 | 30ХГСА | 900 |
| 50Х | 830 |
Температуру нагрева измеряют с помощью пирометров – контактных и бесконтактных, инфракрасных приборов.
Охлаждение
Для охлаждения используется вода – чистая или с растворенными в ней солями, щелочные растворы. Для легированных сталей используется обдув или охлаждение в минмаслах. В изотермических и ступенчатых процессах для охлаждения используются расплавы солей, щелочей и металлов. Такие среды могут чередоваться между собой.
Отпуск
В зависимости от необходимой температуры отпуск осуществляется в масляных, щелочных или селитровых ваннах, печах с принудительной циркуляцией воздушных потоков, горячем песке.
Низкий отпуск, проводимый при +150…+200°C,служит для устранения внутренних напряжений, некоторого повышения пластичности и вязкости без существенного ухудшения твердости. Низкий отпуск востребован для измерительного и металлообрабатывающего инструмента, других деталей, которые должны сочетать твердость и устойчивость к износу.
Для быстрорежущих сталей отпуск осуществляют при температурах +550…580°C. Такую процедуру называют вторичным отвердением, поскольку она приводит к дополнительному росту твердости.
Влияние термообработки и отжига нержавеющей стали на коррозионную стойкость и полировку
Технический Артикул
02.09.18
| 5 минут чтения
Нержавеющие стали высоко ценятся в промышленности за уникальные качества, которыми они обладают, от коррозионной стойкости до ударной вязкости и преимуществ, которые они привносят в область применения. Что делает их «нержавеющими»? Это минимум 10,5% хрома в их формулах.
Но термическая обработка нержавеющей стали может оказаться непростой задачей. Термические процессы улучшают одни качества за счет других. Перед термообработчиками стоит задача разработать правильный баланс. Баланс достигается, когда термическая обработка и отжиг деталей из нержавеющей стали точно соответствуют их составу и назначению.
Типы нержавеющей стали
Наиболее распространенные нержавеющие стали делятся на четыре основных класса:
Аустенитные нержавеющие стали не закаляются при термообработке. Вместо этого эти стали упрочняются (они приобретают твердость во время изготовления и формирования). Отжиг этих нержавеющих сталей смягчает их, повышает пластичность и повышает коррозионную стойкость. Наиболее популярными примерами этого типа являются нержавеющие стали серии 300. Самая популярная из сталей серии 300 — нержавеющая сталь 304 — почитается за очень хорошую коррозионную стойкость и обычно используется в кухонной посуде.
Мартенситные нержавеющие стали могут быть закалены термической обработкой; насколько твердыми они могут стать, зависит от содержания в них углерода. Чем больше углерода содержится в этих сталях, тем они более прокаливаемые. Например, винты хомутов для шлангов обычно изготавливаются из нержавеющей стали 410.
Хирургические инструменты, детали для пищевой промышленности и компоненты пресс-форм обычно изготавливаются из нержавеющей стали 420. Нержавеющая сталь 440C («C» означает более высокое содержание углерода) благодаря своей более высокой твердости хорошо подходит для изготовления инструментов и штампов в пищевой промышленности.
Ферритные нержавеющие стали нельзя упрочнять термической обработкой. Однако они обладают максимальной пластичностью, ударной вязкостью и коррозионной стойкостью; они также дешевы и очень устойчивы к образованию накипи при высоких температурах (например, в выхлопных системах). Например, типы нержавеющей стали 405 и 409 обычно используются при производстве глушителей и других автомобильных деталей. Они популярны из-за их сравнительно лучшей обрабатываемости при относительной дешевизне.
Нержавеющие стали с дисперсионным твердением обеспечивают более высокую коррозионную стойкость, чем мартенситные нержавеющие стали, но не такую высокую, как аустенитные. Наиболее распространенными марками дисперсионного твердения являются 17-4, 17-7 и Ph23-8Mo. Они могут достигать хорошей прочности и достигать хороших уровней твердости, приближаясь к 44 HRC или выше. Чаще всего они используются в строительных конструкциях, а также в огнестрельной и аэрокосмической промышленности.
Нержавеющие стали с дисперсионным твердением «состариваются» в процессе нагрева, который происходит после отжига для создания новых фаз в деталях для повышения их прочности. Марка 17-4 уникальна тем, что она дает усадку во время дисперсионного твердения, в отличие от большинства других сталей, которые подвержены риску деформации из-за расширения во время обработки.
Важные легирующие элементы
Помимо хрома, в рецептуру нержавеющей стали обычно добавляют следующие легирующие элементы:
- Никель делает аустенитную структуру более стабильной, повышает пластичность и повышает жаропрочность и коррозионную стойкость.
- Марганец также стабилизирует аустенитную структуру и улучшает свойства горячей обработки.
- Молибден повышает устойчивость к коррозии от хлоридов.
- Ниобий защищает от межкристаллитной коррозии, а также помогает предотвратить образование карбидов хрома.
- Ниобий и титан помогают углероду снизить риск межкристаллитной коррозии и действуют как измельчители зерна.
Коррозионная стойкость
Благодаря присутствию легирующих элементов нержавеющие стали имеют более высокую коррозионную стойкость, чем углеродистые стали. Но что делает нержавеющие стали «нержавеющими», так это минимум 10,5% хрома в их составе. При изготовлении этих сталей образуется богатый хромом оксидный барьер, который герметизирует поверхность и обеспечивает лучшую коррозионную стойкость, чем другие легированные стали.
Как отжигать нержавеющую сталь
Отжиг нержавеющей стали имеет решающее значение для определенных применений, где желательна дополнительная коррозионная стойкость, но также необходимы обрабатываемость и формуемость. Как правило, чем сложнее сплав, тем сложнее отжиг (однако аустенитные и некоторые ферритные типы нержавеющей стали легко отжигаются). Этот процесс снижает производственный стресс и смягчает сталь до такой степени, что с ней легче манипулировать. Это также улучшает пластичность, что является желательным свойством готовой продукции в некоторых случаях.
При отжиге нержавеющей стали требуется осторожность. Хотя он улучшает некоторые желаемые свойства, он также может «чувствить» детали, что происходит, когда скорость закалки при отжиге недостаточно высока, чтобы захватить атомы углерода в растворе. Сенсибилизация крадет часть хрома из детали и снижает ее коррозионную стойкость. С другой стороны, слишком быстрое охлаждение может привести к искажению. Эта загадка привела к разработке типов нержавеющей стали марки «L». Марки «L» включают не более 0,03% углерода, что значительно снижает риск деформации.
Полируемость
Когда мы думаем о нержавеющей стали, мы чаще всего представляем себе блестящие, чистые детали. Не все нержавеющие стали блестят — например, ваш глушитель, — но степень блеска нержавеющей стали зависит от того, насколько она твердая и «чистая». Более твердые нержавеющие стали, а также стали с меньшим количеством примесей и более мелкозернистой структурой полируются намного лучше.
Например, литейная сталь, используемая для литья под давлением, должна достаточно хорошо полироваться, чтобы ее превосходная гладкость могла привести к гладкости пластиковых компонентов, которые они помогают формировать. Для этого требуется более дорогая нержавеющая сталь, которая проходит дополнительное производство, включая переплавку.
Ваш глушитель, с другой стороны, не должен выглядеть красиво. Следовательно, он не должен быть изготовлен из более твердой нержавеющей стали или содержать столько хрома и никеля, которые придают другим нержавеющим сталям их эстетическую привлекательность. Соответственно, дешевле.
Как Paulo может помочь
Опытные металлурги Paulo могут помочь вам разработать решение для термической обработки, позволяющее получить лучшее из ваших деталей из нержавеющей стали. Мы объединяем передовые знания процессов и материалов с многолетним опытом, чтобы поделиться тем, что лучше всего работает во всех промышленных и коммерческих приложениях. Вы можете связаться с нами, чтобы проконсультироваться с экспертом или обсудить будущий проект.
Если вы хотите лучше понять термообработку в целом, вам поможет наше вводное руководство по термообработке.
Аэрокосмическая промышленность | Отжиг | Огнестрельное оружие | Еда и напитки Напиток | Термическая обработка | Осадочное твердение | Лечение раствором | Нержавеющая сталь | Вакуумная печь | Вакуумная термообработка
Предыдущая статья
Следующая статья
Подпишитесь, чтобы быть в курсе последних и лучших новостей
Подписка по электронной почте — модуль призыва к действию
Таблица термообработки нержавеющей стали
Связанные ресурсы: материалы
Таблица таблицы термообработки нержавеющей стали
Инженерные материалы
Применение и конструкция
Требования к конечному элементу. Методы термической обработки, такие как снятие напряжений, закалка и отжиг, повышают пластичность и коррозионную стойкость металла, модифицированного в процессе изготовления, или создают твердые структуры, способные выдерживать истирание и высокие механические нагрузки.
| Таблица для термообработки нержавеющих сталей
| ||||||||
Стали SAE
| AISI | Лечение | Нормализация Темп F | Подкритический отжиг Темп F | Полный отжиг 1 Темп F | Закалка Темп F | Закалка Средний |
Закалка |
С40900 | 409 | 1 | – | – | 1550-1650 | – | Воздух | – |
С41000 | 410 | 1 | – | 1300-13502 | 1550-1650 | – | Масло или воздух | До желаемой твердости |
|
| 2 | – | – |
| 1750-1850 |
|
|
С41400 | 414 | 1 | – | 1200-12502 | – | – | Масло или воздух | До желаемой твердости |
|
| 2 | – | – |
| 1750-1850 |
|
|
С41600 | 416 | 1 | – | 1300-13502 | 1550-1650 | – | Масло или воздух | До желаемой твердости |
|
| 2 | – | – |
| 1750-1850 |
|
|
С42000 | 420 | 1 | – | 1350-14502 | 1550-1650 | – | Масло или воздух | До желаемой твердости |
|
| 2 | – | – |
| 18. |
|
|
С42020 | 420Ф | 1 | – | 1350-14502 | 1550-1650 | – | Масло или воздух | До желаемой твердости |
|
| 2 | – | – |
| 18.00-18.50 |
|
|
S43000 | 430 | 1 | – | 1400-15004 | – | – | – | – |
С43020 | 430Ф | 1 | – | 1250-15004 | – | – | – | – |
С43100 | 431 | 1 | – | 1150-12252 | – | 18. | Масло или воздух | До желаемой твердости |
С43400 | 434 |
|
|
|
|
|
|
|
С43600 | 436 | 1 | – | 1400-15004 | – | – | – | – |
С44002 | 440А |
|
|
|
|
|
|
|
С44003 | 440Б |
|
|
|
|
|
|
|
С44004 | 440C3 |
| – | 1350-14402 | 1550-1650 | 1850-1950 | Масло или воздух | До желаемой твердости |
С44200 | 442 | 1 | – | 1440-15004 | – | – | – | – |
С44600 | 446 | 1 | – | 1500-16502 | – | – | – | – |
51501 | 501 |
| – | 1325-13754 | 1525-1600 | 1600-1700 | Масло или воздух | До желаемой твердости |
- Медленно охладить в печи.
- Обычно с воздушным охлаждением, но может охлаждаться печью.
- Суффиксы A, B и C обозначают три типа стали, отличающиеся только содержанием углерода. Суффикс F обозначает сталь , не требующую механической обработки.
- Быстро охладить на воздухе.
Родственный:
- Термическая обработка легированной стали
- Типовая термообработка углеродистой стали
- Термическая обработка алюминиевых сплавов
- Термообработка – Отжиг
- Обзор термообработки
- Определения терминов термообработки # 1
- Определения терминов термообработки #2 Обзор индукционной закалки
Что такое мартенситная нержавеющая сталь и на что она способна…
Нержавеющая сталь известна своей коррозионной стойкостью, термостойкостью, высокой прочностью, чистотой и многим другим. Существует пять различных типов нержавеющей стали, разница между ними заключается в химическом составе каждого. Мартенситная сталь — это разновидность нержавеющей стали, известная своей прочностью, коррозионной стойкостью и долговечностью. Эти качества делают мартенситную сталь хорошим выбором для различных применений. Ниже мы обсудим свойства мартенситной стали, ее состав, ее преимущества перед другими типами стали и ее применение в промышленности.
Что такое мартенситная сталь?
Мартенситная сталь — это разновидность нержавеющей стали, которая благодаря своему химическому составу может быть закалена и упрочнена в результате термообработки и старения. Эти методы делают мартенситную сталь более прочной, чем другие типы, что делает ее хорошим выбором для изготовления медицинских инструментов, механических клапанов, деталей турбин, механических инструментов и других различных применений.
Состав мартенситной стали
Как и во всех нержавеющих сталях, основным компонентом мартенситной стали является хром, который обычно составляет 11,5-18% ее состава. Другие распространенные компоненты включают до 1,2% углерода и никеля. Большое количество углерода придает этому типу стали прочную молекулярную структуру, но отсутствие никеля делает ее менее коррозионностойкой, чем другие типы нержавеющей стали. Также добавляют небольшие количества других легирующих элементов, таких как марганец, молибден и никель.
Обработка мартенситной нержавеющей стали
Мартенситные марки с быстрым охлаждением
Наиболее распространенными типами полос из мартенситной нержавеющей стали являются нержавеющая сталь 410, нержавеющая сталь 420 и 440A. Эти мартенситные нержавеющие стали реагируют на термическую обработку так же, как сплавы высокоуглеродистой стали. Максимальная твердость после закалки зависит в первую очередь от содержания углерода.
Они закаляются путем нагревания до высоких температур с последующим быстрым охлаждением. Поскольку прокаливаемость мартенситных сплавов очень высока, ее часто называют «закалкой на воздухе».
Поскольку мартенситная структура после закалки довольно хрупкая, материал обычно повторно нагревают при низких температурах для снятия напряжения с микроструктуры или повторно нагревают до несколько более высоких температур для размягчения (отпуска) материала до промежуточных уровней твердости. Технологический отжиг осуществляется путем нагрева сплава чуть ниже критической температуры; полный отжиг достигается при нагреве чуть выше критической температуры с более медленным охлаждением.
Типы мартенситной стали
Мартенситную сталь можно разделить на два различных типа в зависимости от содержания в ней углерода.
Низкоуглеродистая мартенситная сталь
Низкоуглеродистая мартенситная сталь имеет содержание углерода от 0,05% до 0,25%. Низкоуглеродистые версии мартенситной стали прочнее, обеспечивают более высокую коррозионную стойкость и повышенный потенциал для изготовления.
Высокоуглеродистая мартенситная сталь
Высокоуглеродистая мартенситная сталь обычно имеет содержание углерода от 0,61% до 1,50%. Повышенное содержание углерода делает сталь прочнее, потому что углерод укрепляет молекулярную структуру. Однако это также делает металл более хрупким, и его нельзя сваривать или легко формовать в другие формы.
Нержавеющая сталь типа 410
Нержавеющая сталь типа 410 представляет собой мартенситную нержавеющую сталь, которая считается мартенситной сталью общего назначения. Области применения включают крепежные детали, пружины, штифты, столовые приборы, скобяные изделия, зажимы для пистолетов, детали микрометров, лопасти турбин, угольные фильтры, насосные штанги, гайки, болты, фитинги, шарикоподшипники, валы, рабочие колеса, поршни и клапаны. Уровни твердости могут быть изменены с небольшими изменениями в термообработках закалки и отпуска.
Обычно тип 410 поставляется в отожженном состоянии, однако Ulbrich также может поставлять тип 410 с минимальной твердостью RC35 для толщин менее 0,040”. Другой вариант — холоднокатаный, с минимальной прочностью на растяжение 110 000 фунтов на квадратный дюйм.
Нержавеющая сталь типа 420
Нержавеющая сталь типа 420 охватывает широкий диапазон содержания углерода от 0,15% до 0,45% и, следовательно, имеет относительно широкий диапазон уровней твердости как в закаленном, так и в отпущенном состоянии.
Мы можем предоставить нержавеющую сталь типа 420 с различным содержанием углерода для удовлетворения определенных требований к твердости или механическим свойствам после термической обработки, включая холоднокатаную сталь с минимальной прочностью на растяжение 120 000 фунтов на квадратный дюйм.
Этот стальной сплав также закаливается до RC40-50. Универсальная твердость может быть получена с помощью циклов термообработки, что делает 420 желательными, когда для конкретных применений необходимы закаленные продукты. Некоторые области применения нержавеющей стали 420 включают крепеж, столовые приборы, детали машин, втулки, хирургические инструменты, огнестрельное оружие и отделку клапанов.
Нержавеющая сталь типа 440
Нержавеющая сталь типа 440А обладает большей способностью к закалке, чем тип 410 или тип 420, но ограниченная формуемость в отожженном состоянии. Этот сорт нержавеющей стали закаливается до RC50, что делает его очень привлекательным для заготовок лезвий. Высокая твердость этого сорта означает, что лезвия дольше остаются острыми.
Типичные области применения включают:
- Столовые приборы
- Хирургические инструменты
- Подшипники
Тип 440A также используется в других областях, где важна высокая твердость наряду с коррозионной стойкостью. Другие мартенситные марки с особыми требованиями к химическому составу и/или механическим свойствам также доступны на рынке, но когда речь идет о мартенситных марках, чаще всего упоминаются марки 410, 420 и 440.
Характеристики мартенситной стали
Помимо прочности, мартенситная сталь обладает множеством свойств, которые отличают ее от других типов нержавеющей стали. Мартенситные марки нержавеющей стали охватывают широкий спектр применений, от борьбы со сравнительно мягкими коррозионными условиями до обеспечения максимальной прочности и жесткости для деталей холодной штамповки. Марки мартенситной стали сгруппированы вместе, потому что они имеют многие из тех же характеристик, на которые обращают внимание производители при выборе стальных сплавов.
Свариваемость
Мартенситная сталь обычно хрупкая, и большинство форм плохо поддаются сварке. Однако закаленная и отпущенная мартенситная сталь снижает ее хрупкость и расширяет область применения. Процесс закалки и отпуска включает в себя нагрев металла, а затем его быстрое охлаждение для быстрой фиксации на месте. Высокоуглеродистые мартенситные нержавеющие стали, как правило, не рекомендуются для сварки, хотя нержавеющая сталь типа 410 может быть сварена относительно легко.
Магнетизм
Многие типы мартенситной стали являются магнитными. Кристаллоподобная молекулярная структура может быть магнитной, если в сплаве присутствует железо. Магнетизм может облегчить сортировку металлов, но может затруднить сварку и другие производственные процессы. Мартенситные стали обладают магнитными свойствами как в отожженном, так и в закаленном состоянии.
Способность к формованию
Способность к формованию – это способность металла принимать различные формы без разрушения или растрескивания. Способность мартенситной стали к формованию снижается по мере увеличения содержания углерода. Низкоуглеродистые формы не идеальны для формовки, но это возможно.
Высокая прочность
Мартенситные нержавеющие стали используются преимущественно, но не всегда, там, где необходимы высокие механические свойства. Их степень коррозионной стойкости является более ограничивающим фактором в их применении, чем у других сплавов семейства нержавеющих сталей.
Часто на их поверхности появляются поверхностные пятна ржавчины. Когда требуется лишь ограниченная коррозионная стойкость или стойкость к образованию окалины при повышенных температурах, их можно использовать в отожженном состоянии, но их наивысшая коррозионная стойкость достигается в закаленном или отпущенном состоянии.
Отожженная мартенситная нержавеющая сталь
Мартенситные марки обычно поставляются производителям в отожженном состоянии, поскольку это состояние обеспечивает наилучшие характеристики формовки. Упрочняющая термообработка обычно следует за формовочными операциями.
Марки 410 и 420 также могут быть получены в холоднодеформированном состоянии при относительно низком уровне прочности на растяжение по сравнению с серией 300, аустенитными нержавеющими сталями.
Чем мартенситная сталь отличается от других видов нержавеющей стали?
Как указывалось ранее, типы нержавеющей стали различаются по своей химической структуре и компонентам. Эти факторы определяют поведение сталей и возможные области применения.
Аустенитная нержавеющая сталь
Этот тип стали имеет высокое содержание хрома по сравнению с другими типами нержавеющей стали. Они также состоят из азота, марганца и никеля. Это делает их очень устойчивыми к коррозии и делает их одним из наиболее часто используемых типов нержавеющих сталей. В отличие от мартенситной стали, аустенитная сталь поддается сварке, формованию, обычно немагнитна и не поддается термообработке — ее можно упрочнить только в холодном состоянии.
Ферритная нержавеющая сталь
Ферритная сталь имеет высокое содержание хрома и низкое содержание углерода. Из-за низкого содержания углерода ферритная сталь не такая прочная, как мартенситная, но очень устойчива к коррозии и обладает магнитными свойствами. Эти стали часто используются в автомобильной промышленности, для изготовления кухонной утвари и изготовления промышленного оборудования. Ферритные стали также не поддаются термообработке и обрабатываются почти исключительно в отожженном состоянии.
Нержавеющая сталь с дисперсионной закалкой (PH) 9Нержавеющая сталь 1078
PH изготавливается путем добавления меди, молибдена, алюминия и титана (сами по себе или в любой комбинации). Эти металлы могут быть в три или четыре раза прочнее аустенитной стали и имеют относительно низкую ударную вязкость. Сталь PH обычно используется в аэрокосмической, нефтегазовой и атомной промышленности, поскольку она представляет собой уникальное сочетание прочности и хорошей формуемости.
Закаленная мартенситная нержавеющая сталь
Одним из преимуществ мартенситной стали является то, что она становится прочнее и тверже после термической обработки. Когда этот тип стали нагревают и быстро охлаждают, атомы застревают в искаженном положении, известном как четырехугольное тело с центром, что делает сталь более твердой и прочной. Существует множество процессов, которые можно использовать для упрочнения мартенситной стали.
Упрочнение старением
Этот процесс упрочняет сталь путем ее нагревания с целью образования осадков, препятствующих перемещению дефектов молекулярной структуры стали. Сдерживание этих дефектов делает металл более твердым и прочным. После нагревания его затем хранят в течение нескольких часов при повышенной температуре, пока процесс не завершится. Этот процесс часто используется для увеличения прочности мартенситной стали.
Отжиг
Отжиг — это процесс нагрева стали с целью сделать ее молекулярную структуру более однородной и снять напряжение. Это делает сталь более мягкой и удобной в обращении.
Закалка и отпуск
Закалка и отпуск — это процесс, при котором сталь упрочняется путем нагревания, быстрого охлаждения и повторного нагревания металла. После начального нагрева и охлаждения металл становится твердым, но очень хрупким. Второй нагрев предназначен для доведения стали до температуры, при которой она становится пластичной.
Резюме
Множество уникальных свойств нержавеющей стали делают ее идеальной для целого ряда различных применений. Существует несколько типов нержавеющей стали, которые можно разделить на пять основных категорий. Мартенситная нержавеющая сталь — это универсальная сталь, имеющая множество практических применений в различных отраслях промышленности. Этот тип стали очень чувствителен к различным формам термообработки, которые могут повысить прочность, твердость и коррозионную стойкость. Прочность и коррозионная стойкость мартенситной нержавеющей стали идеально подходят для морских, промышленных и медицинских применений.
Универсальность мартенситной нержавеющей стали может решить ряд проблем. Если вы хотите узнать больше о наших предложениях в области полос и проволоки из мартенситной нержавеющей стали или поговорить с экспертом по специальным металлам, который поможет вам найти правильный сплав, отвечающий вашим конкретным потребностям, свяжитесь со специалистом. Мы знаем металлургическую промышленность, и наша работа заключается в том, чтобы помочь вам выполнить свою работу.
Упрочняющая нержавеющая сталь 304 и 316 (аустенитная)
Где в мире
собрано для завершения вопросов и ответов с 1989 года
(—–)
Текущая дискуссия, начавшаяся еще в …
2004
В. У меня есть местный колледж, который хочет закалить фрезы из нержавеющей стали, изготовленные из нержавеющей стали 304, и я хотел бы знать, есть ли у вас процедура для этого.
Механический цех Дэвида М. Брауэра
– Колумбус, Огайо
2004
A. Нержавеющие стали серии 300 известны как аустенитные марки и не упрочняются термической обработкой. Некоторое упрочнение можно получить механической работой.
Guillermo Marrufo
Monterrey, NL, Mexico
2004
A. Вы можете получить упрочненный слой с помощью процесса азотирования, но коррозионная стойкость аустенитных марок, таких как 304, пострадает. Возможно, вам следует попробовать мартенситный сплав, такой как SAE 431, с более низкой коррозионной стойкостью, но способный к закалке.
Jose Roa
Термическая обработка – Лима, Перу
—-
Ed. примечание: Эта ветка быстро разрослась, поэтому:
1). мы перенесли механическое/деформационное упрочнение на резьбу 13127;
2). на резьбу 1576 переведены гальванические и наплавочные покрытия;
3). мы перенесли переключение на нержавеющую сталь 4xx или другие подложки на резьбу 48866; а также
4). мы сохранили эту нить для азотирования и аналогичных процессов цементации нержавеющей стали 3xx 🙂
2004
A. 304 — аустенитная нержавеющая сталь. Вы не можете закалить его насквозь. Возможно, вы сможете азотировать его, но это, вероятно, создаст больше проблем, чем того стоит; азотирование снижает коррозионную стойкость.
Стив Бизуб
– Сент-Луис, Миссури
2004
A. Аустенитные нержавеющие стали способны к некоторой поверхностной закалке, но не к сквозной закалке, такой как закалка и отпуск. [удалено редактором] имеет процесс, называемый кольстеризацией, который распространяет углерод и азот на поверхность для повышения твердости, износостойкости и т. д.
Я рекомендую вам связаться с ними для получения дополнительной информации.
Toby Padfield
Поставщик автомобильных модулей – Мичиган
—-
Ред. примечание. Апрель 2022 г.: Мы всегда ценим полезные и проницательные ответы Тоби! Но эта публикация спровоцировала гонку уступок: более полудюжины поставщиков написали, почему их «уникальный» процесс намного лучше, чем колстеризация или что-то еще. Мы узнали, что по многим причинам мы больше не можем публиковать рекомендации по брендам/поставщикам (почему?)
Предлагать типовые процессы (азотирование, гальванопокрытие, газопламенное напыление) — это здорово, а говорить, что собственные процессы лучше, чем общие — совершенно нормально. слишком. Но рекомендации конкретных источников, будь то ваши или чьи-то еще, здесь больше не работают.
2004
A. Если ваши фрезы тонкие, лучше всего использовать азотирование. Мы делали это раньше, успешно получив твердость 65 Rc на глубине примерно до 0,3 мм. Он также не сильно подвержен коррозии.
Раджеш Чандавале
– Пуна, Махараштра, Индия
2004
— эта запись добавлена к этой теме редактором вместо создания повторяющейся темы
В. Можно ли подвергать ASTM 304L термообработке после сварки.
Усман Хамид
студент – Исламабад, Пенджаб, Пакистан
28 декабря 2011 г.
А. Привет, Усман.
Мы приложили ваш запрос на термообработку к треду, который, надеюсь, ответит на него: он может подвергаться отжигу или может подвергаться поверхностной закалке, но не может подвергаться сквозной закалке.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com – Пайн-Бич, Нью-Джерси
<- Ред. примечание: никаких абстрактных
вопросов, пожалуйста!
Пожалуйста, сообщите нам ВАШУ
ситуацию. Какая? Хм?
8 мая 2018 г.
— эта запись добавлена к этой теме редактором вместо создания повторяющейся темы
В. Как мы можем закалить SS316 ПЛОСКИЙ ШИРИНА 50 ММ X ТОЛЩИНА 4 ММ X ДЛИНА 350 ММ?
А твердость какая будет?
GURU NIRWANI
SIDDHA ENGINEERING – Белгаум, Карнатака, Индия.
Май 2018
А. Привет, Гуру. Вместо того, чтобы спрашивать : «Какова будет твердость?» , не могли бы вы сказать, что вы строите и какая твердость, по вашему мнению, вам нужна и почему, пожалуйста?
Как вы прочтете здесь, SS316 невозможно подвергнуть термообработке для полного затвердевания; вы можете только закалить его или закалить на поверхности. Пожалуйста, расскажите нам о вашем приложении. Спасибо!
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish. com – Пайн-Бич, Нью-Джерси
5 декабря 2018 г.
В. Всем привет,
Я нашел эту ветку, просматривая обработку поверхности нержавеющей стали 304. И прежде чем кто-нибудь скажет мне не использовать 304, это не вариант. Я читал о диффузии газообразного углерода и азота в поверхность, чтобы произвести закалку на уровне поверхности.
Я хотел бы узнать больше об этой технологии…
Какие температуры задействованы?
Какое оборудование необходимо?
Что-то вроде автоклава подойдет?
Какое давление газа требуется?
Сколько времени это займет?
Любая информация о том, как применяется эта обработка поверхности, представляет большой интерес.
Фил Уэйнрайт
Домашний слесарь – Дьюсбери, Западный Йоркшир, Великобритания
6 декабря 2018 г.
A. Hi Phil,
Науглероживание, азотирование и нитронауглероживание — все это специальные виды обработки поверхности закаленных сталей. Вам лучше обратиться к местным компаниям по термообработке, которые предлагают эту услугу, а не пытаться настроить ее с самого начала.
Если вы решили попробовать это сами, я бы посоветовал на несколько дней пригласить консультанта, чтобы обсудить с вами, что для этого потребуется. Затраты на установку будут не маленькие.
Брайан Терри
Aerospace – Йовил, Сомерсет, Великобритания
6 декабря 2018 г.
A. Привет, Фил!
AISI 304 — не лучший вариант для закалки. Науглероживание НЕ подходит, если вы хотите сохранить его антикоррозионные свойства. Азотирование, однако, может быть выполнено (но это действительно сложно, так как оно обычно используется для средне- и высокоуглеродистых сталей).
Газовое азотирование включает около 500 °C, впрыск аммиака и многочасовую работу в закрытой печи. Автоклав не подойдет, я думаю, нужна печь с некоторым избыточным давлением, но в процессе не задействованы высокие давления. Вы можете обратиться к руководствам и справочникам (ASM или Metal Handbook) по этому вопросу, и я бы проверил такие статьи: br
http://www.worldstainless.org/Files/issf/non-image-files/PDF/Euro_Inox/Surface_Hardening_EN.pdf
(Я не знаю, хочешь ли ты связать это, Тед)
Вы можете поискать другие виды обработки, такие как химическое никелирование с высоким содержанием фосфора для повышения твердости поверхности, но если вам нужно, чтобы деталь не изменяла свой размер, дополнительное покрытие не подойдет.
Так что удачи в вашем проекте 🙂
Daniel Montañés
TEL – N FERRARIS – Cañuelas, Буэнос-Айрес, Аргентина
—-
Ed. примечание: Спасибо, Даниил! С техническими ссылками проблем нет, разве что они часто быстро рвутся, а это постоянная справочная площадка в эфире с 19 года.89. Нам нравится иметь заголовок и т. д., чтобы мы могли обновлять ссылки. В вашу ссылку встроен четкий заголовок, так что спасибо 🙂
7 декабря 2018 г.
A. Найдите [удалено редактором] … это, по-моему, запатентованная форма ионного азотирования. Обеспечивает корпус толщиной 33 микрона на 304 часах при 60 часах.
Робби Хьюитт
– Северная Каролина, США
—-
Изд. примечание: Спасибо, Робби. Мы обнаружили, что мы не можем публиковать предложения по брендам/поставщикам (почему?), но Фил может погуглить «ионное азотирование» и найти эту фирменную и другие (хотя это не похоже на то, что делает домашний слесарь вроде него). можно практически реализовать).
14 мая 2019 г.
— эта запись добавлена к этой теме редактором вместо создания повторяющейся темы
В. Уважаемые,
Клапанные пластины большинства компрессоров изготовлены из термообработанной нержавеющей стали 420SS.
Почему они не используют пружинную нержавеющую сталь, такую как 301?
Бабак Саррами
Мастер по ремонту компрессоров – Исфахан, Иран
май 2020 г.
А. Привет Бабак. Я не разбираюсь в тарелках клапанов компрессоров и их потребностях, поэтому не знаю, ответ это или не имеет значения, но нержавеющая сталь 3xx не может подвергаться сквозной закалке путем термообработки 🙂
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
Finishing.com – Пайн-Бич, Нью-Джерси
Finishing.com стал возможным благодаря …
этот текст заменяется на bannerText
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте следующие каталоги:
О нас/Контакты – Политика конфиденциальности – Процесс
Процесс термической обработки нержавеющей стали и меры предосторожности
Нержавеющая сталь была изобретена в начале 20-го века менее ста лет назад. Однако ситуация с его разработкой и применением чрезвычайно стремительна. Тем более, что в конце 1960-е годы. Среднегодовой темп роста производства нержавеющей стали в мире составляет 4%. Область применения нержавеющей стали постепенно расширялась до различных областей народного хозяйства. Важным фактором быстрого развития нержавеющей стали является ее устойчивость к коррозии и процесс термообработки нержавеющей стали. Преимущества и недостатки процесса термической обработки нержавеющей стали оказывают большое влияние на коррозионную стойкость и термостойкость нержавеющей стали. Он также играет решающую роль в свойствах обработки нержавеющей стали.
Таким образом, процесс термообработки нержавеющей стали всегда занимал очень важное место в процессе производства нержавеющей стали.
Характеристики процесса термообработки нержавеющей стали
Нержавеющая сталь — это особый тип стали. Содержание никеля и хрома в стали высокое. Благодаря наличию легирующих элементов, таких как никель и хром, термическая обработка имеет характеристики, которых нет у обычной термической обработки стали.
Процесс термической обработки нержавеющей стали заключается в изменении ее физических свойств, механических свойств и остаточного напряжения. Восстанавливает коррозионную стойкость, на которую сильно повлияла предварительная обработка и нагрев. Цель состоит в том, чтобы получить наилучшие характеристики нержавеющей стали. Или нержавеющая сталь может быть подвергнута дальнейшей холодной и горячей обработке.
Так называемая термическая обработка заключается в проведении соответствующих отжигов, закалки и отпуска, нормализации. Это вызывает подобное для различных тканей и различных типов нержавеющей стали.
- 1. Температура нагрева выше, а время нагрева относительно больше.
- 2. Теплопроводность нержавеющей стали низкая. Равномерность температуры плохая при низких температурах.
- 3. Аустенитная нержавеющая сталь имеет высокотемпературное расширение.
- 4. Контроль атмосферы в печи очень важен. Это может предотвратить возникновение науглероживания, азотирования и обезуглероживания, а также перекисного окисления.
- 5. Блеск поверхности нержавеющей стали оказывает решающее влияние на использование и цену продукта. Оксид железа, образующийся во время термической обработки, серьезно влияет на блеск поверхности.
Следите за тем, чтобы не поцарапать поверхность из нержавеющей стали и предотвратить деформацию во время термической обработки.
Различные процессы термообработки нержавеющей стали и назначение
Типы нержавеющей стали включают аустенит, мартенсит и феррит в зависимости от ее структуры. (Кроме того, существуют типы дисперсионного твердения, ферритно-аустенитные типы и т. д.).
Термическая обработка этих трех типов нержавеющей стали отличается как методом обработки, так и целью.
1. Процесс термообработки аустенитной нержавеющей стали
Этот тип нержавеющей стали является наиболее широко используемым.
Характеризуется аустенитной структурой при нормальной температуре и отсутствием фазового перехода. Его нельзя упрочнить термической обработкой. Но его можно упрочнить холодной обработкой.
Обычным процессом термообработки аустенитной нержавеющей стали является обработка на твердый раствор.
Детали:
Типовой маркой стали для аустенитной нержавеющей стали является сталь 18-8 (304). Поскольку это аустенитная структура, он немагнитен и не обладает прокаливаемостью. Поскольку разновидности стали не претерпевают фазового перехода, термическая обработка заключается в нагреве до высокой температуры (обычно выше 1000°C). Аустенит рекристаллизуется одновременно с карбидами, образующимися в процессе обработки. Материал с фазовым разложением растворяется в твердом состоянии в аустените. Затем его быстро охлаждают, чтобы поддерживать аустенит, в котором углерод находится в состоянии твердого раствора, до нормальной температуры. Этот процесс представляет собой обработку раствором. В таблице 1 приведены эталонные температуры отжига для аустенитных нержавеющих сталей.
Температура нагрева аустенитной нержавеющей стали в основном определяется скоростью твердого раствора карбида. Было указано, что для затвердевания карбида стали 304 требуется 3 минуты при температуре 1065 ° C. Это занимает 1,5 минуты при 1176 °C и 10 минут при 1000 °C. С этой точки зрения, чем выше температура нагрева, тем лучше. Но высокая температура нагрева может вызвать такие дефекты, как чрезмерный рост зерен и утолщение окалины. Потому что аустенитная нержавеющая сталь не может измельчать зерна путем фазового превращения. Если размер зерна слишком велик, прочность материала на растяжение будет значительно снижена.
О времени нагрева, теплопроводность нержавеющей стали низкая (особенно при низких температурах). После нагревания до высоких температур (700-800°С) теплопроводность улучшается. Так, для аустенитной нержавеющей стали с большим поперечным сечением необходим предварительный нагрев до 700-800°С, а затем быстрый нагрев. Для аустенитных нержавеющих сталей с малым поперечным сечением (например, полосы). Если скорость нагрева слишком низкая, карбиды будут анализироваться, и время твердого раствора будет слишком большим. Американская компания Amcor разработала классический график отопления (см. табл. 2, табл. 3). Поскольку оксиды на основе хрома, образованные хромом в нержавеющей стали, трудно удалить при травлении. Образование оксидов на основе хрома контролируется во время термообработки. Нержавеющая сталь с особыми требованиями, может использоваться термический отжиг.
Таблица 2: Время выдержки обработки раствором аустенитной нержавеющей стали
Таблица 3: Время нагрева обработки раствора аустенитной нержавеющей стали
Для предотвращения осаждения карбидов в твердом растворе скорость охлаждения также важна. В частности, при 600—700°С происходит осаждение и сенсибилизация карбидов. Поэтому необходимо быстрое охлаждение. Из-за низкой теплопроводности аустенитной нержавеющей стали. Охлаждение центральной части еще очень медленное для материалов с большим поперечным сечением. Неважно, насколько быстро. Сенсибилизация часто вызывается большим количеством осадков карбидов. Так, в реальном производстве материалами с большими поперечными сечениями обычно считаются стабилизированные аустенитные нержавеющие стали с элементами. Например, Ti и Nb. Потому что такие элементы, как Ti и Nb, имеют высокое сродство к углероду. Такие стабилизированные аустенитные нержавеющие стали (такие как 321, 347 и др.). Его можно закалить без закалки водой или других мер быстрого охлаждения.
2. Процесс термообработки ферритной нержавеющей стали
Этот тип нержавеющей стали обычно не имеет перехода ν-α. Это ферритовая структура при высокой температуре и нормальной температуре и не имеет фазового перехода. Но, когда сталь содержит определенное количество аустенитообразующих элементов. Подобно углероду и азоту, аустенитная структура может образовываться при высокой температуре.
Ферритная нержавеющая сталь не может быть усилена термической обработкой, ее можно только отжигать для снижения внутреннего напряжения и облегчения дальнейшей обработки.
Детали
Ферритная нержавеющая сталь основана на хроме в качестве основного легирующего элемента. Его содержание составляет от 12% до 30% Cr. Этот тип стали представляет собой однофазную структуру без фазового перехода и сильного магнетизма. Типичный репрезентативный сорт стали 430.
В Соединенных Штатах в 1960-х годах была разработана дешевая нержавеющая сталь 409, чтобы снизить стоимость нержавеющей стали. Широко используется в глушителях и канализационных трубах автомобилей и мотоциклов. Это также ферритная нержавеющая сталь. Эта марка стали не имеет прокаливаемости и не может быть упрочнена термической обработкой, как аустенитная сталь. Кроме того, рост зерна из-за нагрева происходит быстрее, чем в аустенитной стали, и размер зерна больше. Так, при термообработке происходит рост зерна и превращение аустенита. Температура нагрева не должна быть слишком высокой. Максимальная температура нагрева общего отжига не превышает 850 °С. В таблице 4 показана эталонная температура отжига для ферритной нержавеющей стали.
Таблица 4: Справочная температура отжига ферритной нержавеющей стали
При отжиге ферритной нержавеющей стали необходимо сократить время пребывания в диапазоне температур от 370 до 550 °C. Специально для ферритной нержавеющей стали с высоким содержанием хрома. Если материал слишком долго находится в этом температурном диапазоне, легко может возникнуть хрупкость при температуре 475 °C. То есть твердость увеличивается, а удлинение резко снижается, вплоть до нуля. При этом снижается и коррозионная стойкость материала. Эксперименты показали, что предел прочности при растяжении материала увеличивается на 50 % при комнатной температуре после прогрева в течение 27 часов при 475 °С. Предел текучести увеличился на 150%. Удлинение равно нулю. Также данная марка стали имеет плохую свариваемость (зерно в околошовной зоне сварного шва крупное и хрупкое).
3. Процесс термической обработки мартенситной нержавеющей стали
Этот тип нержавеющей стали имеет четкую точку фазового перехода. Это аустенитная структура при высоких температурах, при охлаждении может происходить мартенситное превращение. Он переходит в мартенситную структуру и затвердевает.
Из-за высокого содержания хрома и хорошей прокаливаемости можно использовать различные методы термической обработки, такие как закалка и отпуск.
В этой статье методы термической обработки и характеристики трех широко используемых типов нержавеющей стали обсуждаются отдельно.
Deatils
Свойства мартенситной нержавеющей стали существенно отличаются от свойств ферритной нержавеющей стали и аустенитной нержавеющей стали.
Как следует из названия, он трансформируется из высокотемпературного аустенитного состояния в холодное (закалочное) мартенситное состояние. Этот тип нержавеющей стали имеет четкую точку фазового перехода. Его можно упрочнить закалкой. Кроме того, из-за высокого содержания хрома хорошая прокаливаемость. Он может регулировать свою прочность и ударную вязкость в широком диапазоне во время отпуска.
Итак, мартенситная нержавеющая сталь может использоваться как для конструкционной, так и для инструментальной стали.
Когда в качестве инструментальной стали используется мартенситная нержавеющая сталь, ее подвергают закалке. Для закалки необходимо нагреть выше критической точки. Для затвердевания карбида в аустенит. Когда температура повышается для затвердевания карбида, скорость диффузии углерода снижается. Для получения однородной аустенитной структуры температура горловины обычно на 50°С выше температуры критической точки. А также должны иметь определенное время выдержки. Для полного и равномерного растворения карбида. Конечно, если время нагрева слишком велико и температура нагрева слишком высока, мартенситная структура будет неравномерной. Структура остаточного аустенита увеличивается, так что внутреннее напряжение возникает из-за плохого расширения внутри материала.
Мартенситная сталь представляет собой разновидность стали, чувствительной к горячим трещинам. Сталь имеет низкую теплопроводность при низких температурах и склонна к растрескиванию при быстром нагреве. Таким образом, при обработке материалов большого сечения их необходимо предварительно нагревать, а затем быстро нагревать. В таблице 5 показана эталонная температура отжига для мартенситной нержавеющей стали.
Таблица 5: Справочная температура отжига мартенситной нержавеющей стали
При использовании в качестве конструкционной стали она должна быть отпущена (отпущенное состояние) на основе закалки. Мартенситная нержавеющая сталь обладает отпускной хрупкостью. Температура отпуска обычно не должна быть ниже 580°С. При охлаждении от температуры отпуска обычно используется масляное охлаждение, чтобы избежать отпускной хрупкости. Воздушное охлаждение также может быть использовано для получения более высокого предела текучести. Но важный механический показатель конструкционной стали будет иметь более низкую ударную вязкость. Следует отметить, что мартенситная нержавеющая сталь должна быть отпущена как можно быстрее после закалки. Если его нельзя закалить как можно скорее, материал склонен к растрескиванию.
4. Дисперсионное твердение Процесс термической обработки нержавеющей стали
Хотя аустенитные, ферритные и мартенситные нержавеющие стали широко используются в качестве конструкционных сталей. Есть еще некоторые непреодолимые недостатки. Аустенитная нержавеющая сталь имеет более низкий предел текучести. Всего около 200 Н/мм2. Не подходит для использования в качестве конструкционной стали. Хотя мартенситная нержавеющая сталь может получить высокий предел текучести за счет термической обработки, такой как закалка или отпуск. Но его коррозионная стойкость плохая.
Для применений, требующих наибольшей коррозионной стойкости и наибольшей прочности, был разработан новый тип хромоникелевой нержавеющей стали. Была разработана дисперсионно-твердеющая нержавеющая сталь (также известная как нержавеющая сталь PH).
Подробнее
Термическая обработка этого нового типа нержавеющей стали включает гомогенизацию, полный отжиг, термообработку на твердый раствор, старение и трансформационное охлаждение. Его характеристики:
- 1. В полностью отожженном состоянии он мягкий и легко поддается переработке.
- 2. Требуемые механические свойства могут быть получены путем соответствующей обработки старением.
- 3. Обладает такой же коррозионной стойкостью, как и аналогичная нержавеющая сталь. Улучшенные характеристики против коррозионного растрескивания под напряжением.
- 4. Переходное охлаждение подходит для охлаждения ниже определенной температуры.
Наиболее часто используемым типом дисперсионно-твердеющей нержавеющей стали является мартенситный тип, типичным представителем которого является сталь 631 (0Crl7Ni7A1). Термическую обработку стали сначала проводят обработкой на твердый раствор. После нагревания материала до 1000~1100°С его быстро охлаждают. Затем в соответствии с различными механическими свойствами проводят обработку старением при различных температурах. Например, старение при 621 ° C, 565 ° C, 510 ° C.
Заключение
Приведенный выше анализ показывает, что процесс термообработки нержавеющей стали является более сложным. Различные методы термической обработки должны быть приняты в соответствии с характеристиками различных марок стали. Это удовлетворит различные требования пользователей.
Компания JC Casting является производителем и поставщиком литья из нержавеющей стали в Китае. Мы отливаем различные типы прецизионных отливок из нержавеющей стали с различными процессами термообработки нержавеющей стали. И наши инженеры подтвердят ваше конечное использование ваших продуктов, прежде чем мы начнем производство. Если у вас есть какие-либо новые запросы, свяжитесь с нами сегодня, чтобы получить быстрый ответ в течение 12 часов.
Связанная статья:
- Разница между нормализацией, отпуском, отжигом и закалкой
Нержавеющая сталь – дисперсионное твердение
AMS 5659
Дисперсно-твердеющие нержавеющие стали представляют собой оптимальное сочетание свойств хромо- и никельсодержащих сталей. мартенситные и аустенитные марки. Как и мартенситные марки, они известны своей способностью приобретать высокую прочность в результате термообработки, а также обладают коррозионной стойкостью аустенитной нержавеющей стали.
Высокая прочность на растяжение дисперсионно-твердеющих нержавеющих сталей достигается после процесса термической обработки, который приводит к дисперсионному твердению мартенситной или аустенитной матрицы. Упрочнение достигается за счет добавления одного или нескольких элементов меди, алюминия, титана, ниобия и молибдена.
Наиболее известной сталью с дисперсионным твердением является 17-4 PH. Название происходит от добавок 17% хрома и 4% никеля. Он также содержит 4% меди и 0,3% ниобия. 17-4 PH также известна как нержавеющая сталь марки 630.
Преимущество дисперсионно-твердеющих сталей состоит в том, что они могут поставляться в «обработанном на твердый раствор» состоянии, которое легко поддается механической обработке. После механической обработки или другого метода изготовления можно применить однократную низкотемпературную термообработку для повышения прочности стали. Это известно как старение или старение. Поскольку это осуществляется при низкой температуре, деталь не подвергается деформации.
Характеристика
Стали, подвергающиеся дисперсионному твердению, подразделяются на одну из трех групп в зависимости от их конечной микроструктуры после термической обработки. Три типа: мартенситный (например, 17-4 PH), полуаустенитный (например, 17-7 PH) и аустенитный (например, A-286).
Мартенситные сплавы
Мартенситные дисперсионно-твердеющие нержавеющие стали имеют преимущественно аустенитную структуру при температурах отжига от 1040 до 1065°C. При охлаждении до комнатной температуры они претерпевают превращение аустенита в мартенсит.
Полуаустенитные сплавы
В отличие от мартенситных дисперсионно-твердеющих сталей, отожженные полуаустенитные дисперсионно-твердеющие стали достаточно мягкие, чтобы их можно было деформировать в холодном состоянии. Полуаустенитные стали сохраняют свою аустенитную структуру при комнатной температуре, но образуют мартенсит при очень низких температурах.
Аустенитные сплавы
Аустенитные дисперсионно-твердеющие стали сохраняют свою аустенитную структуру после отжига и закалки старением. При температуре отжига 1095-1120°С дисперсионно-твердеющая фаза растворима. Он остается в растворе при быстром охлаждении. При повторном нагревании до 650-760°С происходит осаждение. Это увеличивает твердость и прочность материала. Твердость остается ниже, чем у мартенситных или полуаустенитных сталей с дисперсионным твердением. Аустенитные сплавы остаются немагнитными.
Прочность
Предел текучести для дисперсионно-твердеющих нержавеющих сталей составляет от 515 до 1415 МПа. Прочность на растяжение составляет от 860 до 1520 МПа. Удлинение составляет от 1 до 25%. Холодная обработка перед старением может быть использована для повышения прочности.
Химический состав
Спецификация: AMS 5659
| Химический элемент | % Присутствует |
|---|---|
| Углерод (С) | 0,0 – 0,07 |
| Хром (Cr) | 14. 00 – 15.50 |
| Марганец (Mn) | 0,0 – 1,00 |
| Кремний (Si) | 0,0 – 1,00 |
| Фосфор (P) | 0,0 – 0,03 |
| Сера (S) | 0,0 – 0,02 |
| Никель (Ni) | 3,50 – 5,50 |
| Медь (Cu) | 2,50 – 4,50 |
| Молибден (Mo) | 0,0 – 0,50 |
| Ниобий (Колумбий) (Nb) | 0,0 – 0,45 |
| Железо (Fe) | Весы |
Свойства
Спецификация: AMS 5659
–
| Механические свойства | Значение |
|---|---|
| Испытательное напряжение | 700-1170 МПа |
| Прочность на растяжение | 930-1310 МПа |
| Удлинение A50 мм | 10-16 % |
| Твердость по Бринеллю | 277-444 НВ |
Обозначения сплавов
15/5 PH
UNS S15500
AMS 5659
Поставляемые формы
Это спецификация прутка, обычно доступного в круглом и шестигранном исполнении.
- Пруток
Области применения
Из-за высокой прочности нержавеющих сталей с дисперсионным твердением они чаще всего применяются в аэрокосмической и других высокотехнологичных отраслях.
Применение включает:
~ Шестерни
~ Клапаны и другие компоненты двигателя
~ Высокопрочные валы
~ Лопасти турбин
~ Пресс-формы
~ Контейнеры для ядерных отходов
Коррозионная стойкость
Нержавеющие стали с дисперсионным твердением обладают коррозионной стойкостью от умеренной до хорошей в различных средах. Они имеют лучшее сочетание прочности и коррозионной стойкости, чем по сравнению с термообрабатываемыми мартенситными сплавами серии 400. Коррозионная стойкость аналогична нержавеющей стали марки 304.
Изготовление
Этот сорт имеет хорошие характеристики формовки
Обрабатываемость
Этот сорт имеет удовлетворительную обрабатываемость
Термическая обработка
Ключом к свойствам дисперсионно-твердеющих нержавеющих сталей является термообработка.