Закалка ст3: Как закалить гвоздь из Ст3 – Термообработка
alexxlab | 20.03.2023 | 0 | Разное
Выбор материала и метода повышения износостойкости элементов строительных машин | Щербаков
1. Щербаков А.П., Пушкарев А.Е., Манвелова Н.Е. Рабочие механизмы строительных машин и способы технологического обеспечения прочности сварных соединений из высокопрочных сталей // Недвижимость: экономика, управление. 2020. № 1. С. 63-68.
2. Мухаметшина Р.М. Отказы дорожно-строительных машин по параметрам коррозии // Известия КазГАСУ. 2013. № 4 (26). С. 62-67.
3. Гордиенко В.Е., Абросимова А.А., Трунова Е.В. Влияние холодной пластической деформации на структурную неоднородность сварных соединений металлических конструкций строительных машин // Вестник гражданских инженеров. 2016. № 1 (54). С. 127-131.
4. Вишнякова Е.В. История развития конструкционных материалов // Холодильная техника и кондиционирование. 2016. № 1. С. 51-56.
5. Гордиенко В.Е., Трунова Е.В., Абросимова А.А., Шананина Н.В. Пассивный феррозондовый контроль длительно эксплуатируемых сварных металлоконструкций с коррозионными повреждениями // Вестник гражданских инженеров. 2016. № 3 (56). С. 193-197.
2016. № 3 (56). С. 193-197.
6. Болдырев А.М. Технология сварки в строительстве. Воронеж: ВГУ, 1987. 196 с.
7. Гордиенко В.Е., Абросимова А.А., Трунова Е.В., Щербаков А.П. К выбору конструкционных сталей для изготовления сварных металлических конструкций строительных машин // Вестник гражданских инженеров. 2017. № 6 (65). С. 233-238.
8. Floreen S., Hayden H.W. The deformation and fracture of stainlees steels having microduplex structures (Deformation characteristics and fracture strength of Cr-Ni stainless steels with fine scale twophase ferrite plus austenite microstructures) // ASM Transactions Quarterly. 1968. Vol. 61. Pp. 489–499.
9. Березина А.А. Некоторые особенности оценки структурной и механической неоднородности сварных соединений металлических конструкций строительных машин // Вестник гражданских инженеров. 2015. № 4 (51). С. 123-127.
10. Мыльников В.В. Влияние частоты нагружения на усталость конструкционных материалов // Наука и техника. 2019. № 5.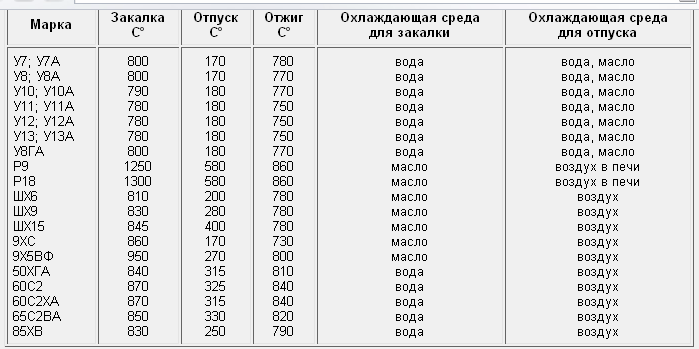 С. 52-55.
С. 52-55.
11. Прохоров В.Ю., Быков В.В. Пути повышения долговечности и износостойкости подшипника скольжения навесного технологического оборудования // НиКа. 2017. №1. С. 71-74.
12. Гордиенко В.Е., Абросимова А.А., Трунова Е.В. Влияние термоциклической обработки на структурные изменения пластически деформированных сварных соединений металлических конструкций строительных машин // Вестник гражданских инженеров. 2016. № 2 (55). С. 174-180.
13. Безлюдько Г.Я., Мужицкий В.Ф., Попов Б.Е. Магнитный контроль (по коэрцитивной силе) НДС и остаточного ресурса стальных МК // Заводская лаборатория. Диагностика материалов. 1999. Т. 65, № 9. С. 53-57.
14. Гордиенко В.Е., Абросимова А.А., Кузьмин О.В., Трунова Е.В., Щербаков А.П. Влияние термической и термоциклической обработки на механические свойства конструкционных сталей // Вестник гражданских инженеров. 2018. №1 (66). С. 128-133.
15. Зайцев А.И. Перспективные направления развития металлургии и материаловедения стали // Черная металлургия. Бюллетень научно-технической и экономической информации. 2019. Т. 75, № 4. С. 417-426.
Бюллетень научно-технической и экономической информации. 2019. Т. 75, № 4. С. 417-426.
16. Гордиенко В.Е., Абросимова А.А., Трунова Е.В., Корнеева Е.А., Щербаков А.П. Влияние структурных параметров конструкционных сталей на результаты оценки напряженно-деформированного состояния сварных металлоконструкций // Вестник гражданских инженеров. 2016. № 6 (59). С. 194-199.
17. Morrison W.B. Superplasticity of low-alloy steels // ASM Transactions Quarterly. 1968. Vol. 61, № 3. Pр. 423-434.
18. Ведяков И.И., Одесский П.Д. Современные отечественные стандарты и вопросы расширения применения металлических конструкций в строительстве // Вестник НИЦ «Строительство». 2019. № 3 (22). С. 42-53.
19. Гордиенко В.Е., Абросимова А.А., Трунова Е.В. Влияние термоциклической обработки на структурные изменения пластически деформированных сварных соединений металлических конструкций строительных машин // Вестник гражданских инженеров. 2016. № 2 (55). С. 174-180.
20. Ведяков И.И., Одесский П. Д., Гуров С.В. Обеспечение прочности сварных соединений для уникальных конструкций из проката больших толщин повышенной и высокой прочности // Строительная механика и расчет сооружений. 2018. № 2 (277). С. 68-75.
Д., Гуров С.В. Обеспечение прочности сварных соединений для уникальных конструкций из проката больших толщин повышенной и высокой прочности // Строительная механика и расчет сооружений. 2018. № 2 (277). С. 68-75.
21. Густов Ю.И., Орехов А.А. Исследование конструкционно-технологических и эксплуатационных показателей строительной техники // Известия КазГАСУ. 2014. № 4 (30). С. 19-24.
22. Мухаметшина Р.М. Влияние климатических факторов на свойства материалов и надежность дорожно-строительных машин // Известия КазГАСУ. 2014. № 4 (30). С. 102-108.
23. Мешков Ю.Я., Котречко С.А., Шиян А.В. Роль прочности и механической стабильности в оценке конструкционного качества сталей // Вісник ПДАБА. 2013. № 5 (182). С. 62-68.
24. Бубликов Ю.А. Основные направления повышения свойств конструкционных сталей феррито-перлитного класса // ВЕЖПТ. 2014. № 11 (72). С. 81-82.
25. Зайцева М.М., Мегера Г.И., Касьянов Д.Н. Проблема долговечности деталей грузовых автомобилей // ИВД. 2017. № 2 (45). С. 71-75.
№ 2 (45). С. 71-75.
Изменения стали после закалки | Особенности закалки стали
Один из распространённых методов термического упрочнения металлов был изобретён ещё до начала нашей эры. На протяжении веков способы закалки постоянно совершенствовались. Особенно заметных улучшений учёным удалось добиться в эпоху промышленной революции. В настоящее время термической обработке подвергают 8 – 10% от общего объёма всех выплавляемых сталей. В машиностроении эта доля существенно выше и достигает 40%. Технология востребована благодаря своей универсальности и относительно низким производственным затратам.
Наша компания принимает заказы на металлообработку в любых объемах и любой степени сложности!
Свойства стали после закалки
Вне зависимости от метода обработки, сталь после закалки меняет микроструктуру. Её зёрна упорядочиваются, приобретая игольчатую или реечную форму. В результате металл становится более твёрдым, что благоприятно сказывается на его стойкости к истиранию. Эта характеристика важна для:
Эта характеристика важна для:
- Подшипников различной конструкции и назначения.
- Резцов, свёрл, ножей и другого режущего инструмента.
- Трущихся между собой деталей машин и механизмов.
Обратной стороной процесса является повышение хрупкости изделий, что ускоряет их разрушение при сильных вибрациях и ударных нагрузках. Это подвигло инженеров и химиков разработать технологические приёмы, позволяющие сводить недостатки упрочняемых деталей к минимуму, точно рассчитывая свойства сталей при закалке.
Виды закалки сталей
Разнообразие используемых технологических приёмов велико и существует множество видов закалки сталей:
- Полная, изменяющая структуру металла по всему объёму изделия.
- Поверхностная, обеспечивающая повышение твёрдости материала на заданную глубину.
- Ступенчатая, изменяющая твёрдость стали слоями произвольной или заданной толщины.
- Зонная, ограничивающая не только толщину обрабатываемого слоя, но и его площадь.

- Прерывистая (в двух или более средах).
- Изотермическая. При такой обработке температура охлаждающей среды составляет около 200° C.
Во всех случаях режимы закалки стали подразумевают, что нагретый до нужной температуры металл на некоторое время будет помещён в охлаждающую среду. Меняя температуру, продолжительность и способы нагрева, охлаждая изделия в одной или нескольких средах, удаётся влиять на изменения, происходящие в структуре материала.
Способы нагрева
В зависимости от особенностей технологии обработки и имеющегося в распоряжении оборудования, деталь может нагреваться самыми разными способами:
- Открытым или направленным пламенем.
- Электричеством (контактный нагрев).
- Бесконтактно, токами высокой частоты (ТВЧ).
Поскольку от выбранного варианта напрямую зависят конечные результаты закалки, важнейшее значение приобретает уровень технологического оснащения мастерской или предприятия.
Оборудование для термообработки сталей
При закалке сталь, учитывая её марку и характеристики, нагревают выше температуры фазовых превращений. Для этих целей используют различные по устройству печи:
Для этих целей используют различные по устройству печи:
- Шахтные. Отличающиеся высокой производительностью, они позволяют обрабатывать изделия больших габаритов. Но эти стационарные устройства громоздки, и устанавливать их на небольших предприятиях не всегда целесообразно.
- Камерные. Подходят для большинства типов производств и технологических процессов. Камерные печи, при необходимости, можно перемещать с места на место. В них можно помещать детали мелких и средних размеров.
- Вакуумные, с воздушной, азотистой или гелиевой средой. Достоинством этого сложного оборудования считается возможность точно, с погрешностью до 5° C, контролировать температуру нагрева материала.
- Водородные. Их основные преимущества – быстрый и равномерный нагрев, высокий уровень автоматизации процессов. Но стоят такие устройства дорого и окупаются лишь при налаживании массового производства.
Технология электрозакалки не позволяет производить упрочнение деталей сложной формы. Зато она отлично подходит для обработки листовой стали и других видов сортового проката. Напряжение, необходимое для нагрева металла, подают непосредственно на валки прокатных станов.
Зато она отлично подходит для обработки листовой стали и других видов сортового проката. Напряжение, необходимое для нагрева металла, подают непосредственно на валки прокатных станов.
Для закалки токами высокой частоты используется специальное индукционное оборудование. Выпускаемые промышленностью индукционные установки компактны и быстро нагревают металл, сокращая время обработки изделий и позволяя за короткий срок упрочнить большое количество деталей.
Не обойтись и без ёмкостей для охлаждающих сред. Резервуары, в зависимости от технологических требований, имеют конструктивные отличия. Разные по составу охлаждающие среды бывают жидкими или газообразными. Для контроля за результатами обработки используют оборудование, с помощью которого проверяют твёрдость сталей после закалки методами Бринелля, Роквелла, упругой отдачи или динамического выдавливания.
Как выбирается температура
Режим предварительного нагрева определяется с учётом химического состава металла и его микроструктуры, а также конкретных целей закалки. Температура закалки стали, для каждого сорта, указывается в специальных справочниках и сопроводительной документации. По характеру микроструктуры различают стали трёх типов:
Температура закалки стали, для каждого сорта, указывается в специальных справочниках и сопроводительной документации. По характеру микроструктуры различают стали трёх типов:
- Доэвтектоидные.
- Эвтектоидные.
- Заэвтектоидные.
При закалке доэвтектоидные и эвтектоидные стали нагревают на 30 – 50° C, а заэвтектоидные – на 40 – 80° C выше порога аустенизации. Не меньшее значение, чем температура, имеет и продолжительность нагрева, выбираемая с учётом того, чтобы:
- Изделие прогрелось по всему сечению.
- В металле завершились все фазовые превращения.
Следует помнить о том, что слишком долгий нагрев становится причиной роста зёрен и поверхностного обезуглероживания. Это недопустимо. Время закалки стали нельзя увеличивать сверх меры.
Типы охлаждающих сред
Виды закалки металла различают не только по способам нагрева. Не меньшее значение имеют типы охлаждающих сред, которые могут быть:
- Жидкими, обеспечивающими быстрый отвод излишков тепла.
- Газообразными, используемы в случаях, когда необходимо постепенное охлаждение.

В зависимости от конкретных условий, для жидкостного охлаждения используют:
- Водопроводную или дистиллированную воду.
- Водные растворы солей и щелочей.
- Керосин.
- Минеральные масла.
Все перечисленные жидкости отводят тепло с разной скоростью, поскольку отличаются температурой пузырькового кипения.
Для охлаждения металла можно использовать и газообразные вещества – воздух или инертные газы. Нагретые до нужной температуры, они находятся в свободном состоянии или подаются под давлением. От типа и химического состава охлаждающей среды зависит то, как изменяется сталь при закалке.
Избежать появления трещин, образующихся в металле из-за внутренних напряжений, возникающих при термообработке, позволяет отпуск стали после закалки. Этот технологический процесс, способствующий распаду мартенсита, повышает пластичность материала, делает его менее хрупким. Если всё сделать правильно, на выходе вы получите изделие с необходимыми прочностными характеристиками, не имеющее видимых и скрытых дефектов.
Если всё сделать правильно, на выходе вы получите изделие с необходимыми прочностными характеристиками, не имеющее видимых и скрытых дефектов.
Мы работаем по самым передовым технологиям, выполняем все виды работ по металлообработке, будь то объемная закалка или электроэрозионная обработка стали. Обращайтесь к специалистам нашей компании для оформления заказа.
Сравнительный металлографический анализ структуры стали Ст3 после воздействия различных способов наклепа
- title={Сравнительный металлографический анализ структуры стали Ст3 после воздействия различных способов наклепа},
author={Андрей Е. Балановский, М.Г. Штайгер, Мария В. Гречнева, В.В. Кондратьев и Антонина И. Карлина},
journal={Серия конференций IOP: Материаловедение и инженерия},
год = {2018},
объем={411}
}
- Балановский А.В., Штайгер М.Г., Карлина А.В. представлены различные способы термической обработки. Приведено сравнение твердости при объемной закалке и закалке высококонцентрированным источником тепла (плазменная дуга). Представлено описание полученных микроструктур.
См. в IOP Publishing
doi.org
Плазменная закалка среднеуглеродистых сталей
Структура, размеры и твердость зоны закалки предварительно отожженных сталей (30ХХМА, 34Х2М, 35Х3Ф, 38ХХМА, 40ХГМА 45) после обработки плазменной дугой прямой полярности.…
Лазерная модификация металлорежущего инструмента: оценка влияния на износостойкость и качество обрабатываемой поверхности
- Каргапольцев С.К., Шастин В.И., Шастин В.И. Гозбенко
Материаловедение
- 2020
В статье отражена актуальность упрочнения рабочих поверхностей инструмента, где поверхностный слой играет основополагающую роль. Основные факторы, определяющие износостойкость инструмента и…
Лазерная модификация сопрягаемых поверхностей «кольцо-гильза»
- Шастин В. И., Каргапольцев С.К.
Материаловедение ст. посвящен актуальным вопросам исследования микроструктуры, физико-механических и трибологических параметров поверхностных слоев пары трения «кольцо-гильза цилиндра», подвергающихся…
Расчеты эффективности внедрения прогрессивных методов формообразования
В статье приведен классический учет себестоимости с указанием этапов расчета себестоимости на производственной площадке. Проведены расчеты для сравнения двух методов изготовления деталей из титана для…
Расчет герметизации стыков с упругой кромкой в PTC MathCAD
- Гозбенко В.В., Гозбенко Ю.В. Белоголов И., Каргапольцев С.К.
Инженерия, Материаловедение
Журнал физики: Серия конференций
- 2019
В статье затронуты вопросы разработки инженерных методов расчета тонкостенного обечайко-пластинчатого седла клапанных и фланцевых уплотнительных соединений с последующей постановкой задач…
Уменьшение износа гребней колесных пар грузовых вагонов
Уменьшение износа рельсов и колес подвижного состава является очень важной задачей железнодорожного транспорта.
Решение этой проблемы не только увеличивает срок службы колес и рельсов, но зачастую приводит к…Автоматизированные технические системы прогнозирования уровня безопасности движения поездов
Необходимость усиления роли ОАО «РЖД» в процессах обеспечения транспортной доступности основных энергетических месторождений и энергетических площадок, в том числе на Арктике, Сахалине и…
Интернет вещей как система высокой степени автономности
В статье рассмотрена необходимость технологии Интернета вещей при изучении биологами влияния геномов и микроклимата на степень урожайности, а также основная роль Интернета вещей в сельском хозяйстве, которая заключается в контроле всей важной информации благодаря оборудованию, оснащенному последними передовыми технологиями.
Показатели эффективности использования систем автоматизации (СА) для поддержки инфокоммуникационных услуг
Данная работа посвящена изучению темы Показатели эффективности использования систем автоматизации для поддержки инфокоммуникационных услуг.
Лазерная модификация: повышение износостойкости поверхностей трения
- Шастин В.И., Каргапольцев С.К.
Материаловедение
- 2020
В статье рассмотрены актуальные вопросы исследования физико-механических и трибологических параметров поверхностного слоя деталей машин, подвергнутых лазерной обработке. Различные варианты…
ПОКАЗАНЫ 1-10 ИЗ 10 НОМЕРА
Объемно-поверхностное упрочнение рессор грузовых тележек из сталей с пониженной и регулируемой прокаливаемостью
- Федин В., Борц А.
Материаловедение
Материаловедение
Некоторые научные, технические и технологические аспекты термического упрочнения винтовых пружин подвижного состава из сталей с пониженной (55ПП) и регулируемой (55РП) прокаливаемостью методом объемно-поверхностного…
Модификация и легирование поверхности лазером
Плазменное поверхностное упрочнение металлов (Иркутск) стр.
180- 2006
Модификация и легирование поверхности лазерным, ионным и электронным пучками (М.: Машиностроение) стр. 180
- 2006
- 1987
Комбинированные методы поверхностного упрочнения сталей с использованием лазерного нагрева
Стопорная пластина (ST) | КОРПОРАЦИЯ IMAO
(!) В связи с прекращением Microsoft поддержки Internet Explorer 11 15 июня 2022 г. этот сайт не поддерживает рекомендуемую среду.
- Из-за увеличения спроса время выполнения некоторых позиций может быть изменено, что может привести к задержке доставки, увеличению времени выполнения заказа или приостановке заказа. Приносим извинения за неудобства и благодарим за понимание.
- МИСУМИ Главная>
- Компоненты автоматизации>
- Расположение, позиционирование, приспособления и приспособления>
- Стопорные штифты, стопорные блоки>
- Стопорный блок>
- Стопорная пластина (ST)
 org/Brand”> КОРПОРАЦИЯ ИМАО
org/Brand”> КОРПОРАЦИЯ ИМАОКОРПОРАЦИЯ ИМАО
Используется для фиксированного упора ударной части. Ударная поверхность отполирована, поэтому, устанавливая две точки упора на стороне транспортной каретки, можно получить высоконадежное положение упора.
Номер детали ST1 ST2 ST3 0175Part Number Standard Unit Price Minimum order quantity Volume Discount Days to Ship RoHS Length (L)
(mm)Width W
(mm)178,46 малайзийских ринггита
1 шт. 7 дней или более 10 32 32 251,92 малайзийских ринггита
1 шт.
- Балановский А.В., Штайгер М.Г., Карлина А.В. представлены различные способы термической обработки.
 Приведено сравнение твердости при объемной закалке и закалке высококонцентрированным источником тепла (плазменная дуга). Представлено описание полученных микроструктур.
Приведено сравнение твердости при объемной закалке и закалке высококонцентрированным источником тепла (плазменная дуга). Представлено описание полученных микроструктур. И., Каргапольцев С.К.
И., Каргапольцев С.К. Решение этой проблемы не только увеличивает срок службы колес и рельсов, но зачастую приводит к…
Решение этой проблемы не только увеличивает срок службы колес и рельсов, но зачастую приводит к…
 180
180