Закалка сталь 3: Как закалить гвоздь из Ст3 – Термообработка
alexxlab | 24.04.2023 | 0 | Разное
Термічна обробка металів, гартування сталі – купити за найкращою ціною в Одесі від компанії ““Автодеталь” у формі ТОВ”
Опис
Проведемо загальну загартування(повну) сталі – термообробка, спрямована на отримання в сплаві максимально нерівноважної структури і відповідно аномального рівня властивостей.
Габаритні розміри, мм:
- ванни 500х1000х800
- печі 800х400х300
Застосовуємо загартування у себе для коротких, тонких, вузьких деталей, а так само пуансонів, матриць, інстр. стали..
Основні параметри при загартуванню — температура нагріву і швидкість охолодження. Температуру нагрівання сталей визначають по діаграмах стану, швидкість охолоджування — за діаграм ізотермічного розпаду аустеніту .
Термічна обробка сталей — одна з найважливіших операцій у машинобудуванні, від правильного проведення якої залежить якість продукції. Загартування і відпуск сталей є одними з різноманітних видів термообробки металів.
Загартування і відпуск сталей є одними з різноманітних видів термообробки металів.
Відпал — вид термічної обробки металів і сплавів, що полягає в нагріванні до певної температури, витримці і подальшому, зазвичай повільному, охолодженні. При відпалі здійснюються процессывозврата (відпочинку металів), рекристалізації та гомогенізації.
У ремонтній практиці застосовують в основному охолодження в одному середовищі (маслі або воді), залишаючи в ній деталь до повного охолодження. Однак цей спосіб охолодження непридатний для деталей складної форми, в яких при такому охолодженні виникають великі внутрішні напруження. Деталі складної форми спочатку охолоджують у воді до 300-400°С, а потім швидко переносять у масло, де і залишають до повного охолодження. Час перебування деталі у воді визначають з розрахунку: 1 с на кожні 5-6 мм перерізу деталі. У кожному окремому випадку це час підбирають дослідним шляхом в залежності від форми і маси деталі.
Якість загартування в значній мірі залежить від кількості охолоджуючої рідини. Важливо, щоб у процесі охолодження деталі температура охолоджуючої рідини залишалася майже незмінною, а для цього маса її повинна бути в 30-50 разів більше маси гартує деталі.
В процесі охолодження, навколо деталі утворюється шар газів, який ускладнює теплообмін між деталлю і охолоджувальною рідиною. Для більш інтенсивного охолодження деталь необхідно постійно переміщати рідини в усіх напрямках.
Невеликі деталі з маловуглецевих сталей (марки«30», «35», «40») злегка підігрівають, посипають железосинеродистым калієм (жовта кров’яна сіль) і знову поміщають у вогонь. Як тільки обсипання розплавиться, деталь опускають у охолодну середу. Залізосиньородисте калій розплавляється при температурі близько 850°С, що відповідає температурі гартування цих марок сталі.
Інформація для замовлення
Сталь 65Х13: характеристики и применение
Главная » Марочник металлов » Коррозионностойкие стали и сплавы » Нержавеющие стали » 65Х13
Нержавеющая и прочная сталь 65Х13, характеристики которой мы опишем ниже, относится к одним из самых востребованных сплавов отечественного производства. К примеру, её используют для изготовления различных типов ножей. Буква «X» в названии сигнализирует о том, что в сплаве содержится хром. Именно этот металл делает сталь устойчивой к коррозии.
К примеру, её используют для изготовления различных типов ножей. Буква «X» в названии сигнализирует о том, что в сплаве содержится хром. Именно этот металл делает сталь устойчивой к коррозии.
Свойства и область применения стали 65Х13
Ещё одна сфера применения рассматриваемой стали – медицина. Из неё получаются надёжные медицинские инструменты, рассчитанные на длительный период эксплуатации. По своим основным характеристикам сталь 65Х13, цена которой в компании МСК является общедоступной, очень напоминает американскую сталь марки 425mod. На закалку обе эти стали реагируют одинаково положительно, заметно улучшая свои изначальные свойства и приобретая твёрдость до 59 HRC.
Технические характеристики и стоимость стали 65Х13
В рассматриваемой нами стали не так много легирующих присадок. Главной из них, как мы уже сказали, является хром, который повышает устойчивость сплава к воздействию влаги, температурных перепадов, химии и некоторых других внешних воздействий. У этого сплава есть и другие преимущества:
У этого сплава есть и другие преимущества:
- высокая сопротивляемость механическому воздействию;
- хорошая пластичность;
- широкая сфера использования;
- экологическая безопасность;
- ценовая доступность.
Итак, качественную сталь 65Х13 купить по общедоступной цене вы можете в МСК. Пишите и звоните нам в любое время. Наши менеджеры оперативно реагируют на все обращения клиентов. Гарантируем вам оперативную доставку заказа.
ГОСТы и ТУ на сталь 65Х13
ГОСТ 5632-72 “Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки”;
ТУ 14-131-764-88 ;
ТУ 14-131-844-91 ;
ТУ 14-1-3760-84 ;
ТУ 14-1-3918-85 ;
ТУ 14-1-4105-86 ;
ГОСТ 5632-72 “Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки.”;
Марки.”;
ТУ 14-11-245-88 “Профили стальные фасонные высокой точности. Технические условия.”;
ОСТ 3-1686-90 “Заготовки из конструкционной стали для машиностроения. Общие технические условия.”;
Химический состав стали 65Х13
| C | Cr | Fe | Mn | P | S | Si |
| 0,60-0,70 | 12-14,0 | Осн. | 0,25-0,80 | ≤0,030 | ≤0,025 | 0,2-0,5 |
Механические свойства стали 65Х13
Нормированные механические свойства при 20°С
| ТУ | Вид продукции | Состояние поставки | σв, Н/мм² | δ5, % | Твердость HV |
| ТУ 14-1-4105-86 | Лента 0,1 мм | Нагартованное | 888-1127 | – | 280-320 |
| ТУ 14-131-764-88 | Лента 0,4 мм | Нагартованное | – | – | 220-280 |
45. 75pt; border-top: none; width: 48pt; text-align: center;”>
ТУ 14-1-3918-85 75pt; border-top: none; width: 48pt; text-align: center;”>
ТУ 14-1-3918-85 |
Подкат 3 мм | Термически обработанное | < 785 | < 18 | < 97HRB |
Механические свойства при 20 °С (лента толщиной 3 мм в различном состоянии)
| Состояние ленты (подката) | σв, Н/мм² | δ5, % | Твердость НV |
| Горячекатаная | 1009-1147 | 7,5-12,5 | – |
| После полного отжига | 657-774 | 18-25 | 87-88 |
| Механические свойства при 20 °С, повышенных и высоких температурах | Влияние холодной деформации (прокаткой) на механические свойства при 20 °С (исходная толщина 1,5мм отжиг) | ||||||
| tисп, °С | σв, Н/мм² | σ0,2, Н/мм² | δ5, % | tисп, °С | σв, Н/мм² | σ0,2, Н/мм² | δ5, % |
| 20 | 820 | 670 | 20 | 0 | 720 | 430 | 29 |
| 400 | 450 | 320 | 18 | 10 | 900 | 500 | 11 |
| 500 | 310 | 200 | 20 | 15 | 950 | 800 | 8 |
| 600 | 290 | 170 | 34 | 40 | 1050 | 1000 | 6 |
| 650 | 100 | 100 | 70 | 50 | 1100 | 1050 | 5 |
| 700 | 100 | 80 | 80 | 60 | 1200 | 1150 | 4 |
| 750 | 99 | 50 | 70 | 70 | 1300 | 1200 | 3 |
| 800 | 80 | 60 | 50 | 80 | 1400 | 1300 | 3 |
| 900 | 60 | 50 | 45 | 85 | 1500 | 1400 | 3 |
| 1000 | 60 | 40 | 35 | 90 | 1640 | 1550 | 3 |
| 1100 | 50 | 40 | 34 | 95 | 1700 | 1650 | 2 |
Структура стали 65Х13
Требования к микроструктуре по ГОСТ 8233-56
| Сортамент, ТУ | Загрязненность неметаллическими включениями, балл | Зернистый перлит по шкале 2, балл (не более) | Количество вторичных карбидов на площади 1 см2 ( 1000) (не менее) | Величина первичных карбидов, мкм (не более) | Глубина обезуглероженного слоя по ГОСТ1763-68 (не более) |
| Лента, δ = 0,1мм, ТУ 14-1-4105-86 | По согласованию сторон | 5 | 25 | 10 | Не допускается |
| Лента (подкат), δ = 3 мм, ТУ 14-1-3918-85 | 2 | 6 | – | 10 | 0,08 мм |
| Поковка (сляб), ТУ 14-1-3760-84 | 3 | – | – | 15 | – |
Примечание. Микроструктура закаленной стали состоит из мартенсита, аустенита и первичных карбидов. Микроструктура закаленной стали состоит из мартенсита, аустенита и первичных карбидов. |
|||||
Твердость после закалки с 1040-1050 °С и последующего отпуска
| tисп, °С | Твердость HRC | Толщина ленты, мм |
| – | 720 HV | 0,1 |
| 100 | 55 | 3 |
| 350 | 53 | 3 |
Содержание хрома и углерода в твердом растворе стали 65Х13 (0,77 % С; 14,0 % Cr) в зависимости от температуры закалки
| t, °С | Содержание в твердом растворе, % (по массе) | |
| С | Cr | |
| Отжиг | 0,02 | 7,2 |
| 850 | 0,1 | 8,6 |
| 900 | 0,16 | 9,1 |
| 1000 | 0,26 | 10,7 |
| 1050 | 0,41 | 12,2 |
| 1100 | 0,6 | 13,4 |
Примечание. Критические точки стали 65X13: Ac1 = 805-810 °С; Ac3 = 880 °С; МН= 200 °С. Критические точки стали 65X13: Ac1 = 805-810 °С; Ac3 = 880 °С; МН= 200 °С. |
||
Технологические параметры 65Х13
Сталь деформируют в горячем и холодном состояниях. Температурный интервал горячей деформации 1180-850 °С, смягчающая термообработка: отпуск при 730-750 °С или отжиг при 850-880 °С с замедленным охлаждением до 740 °С и охлаждением до 640 °С со скоростью 20 °С/ч.
Рекристаллизационный отжиг полосы при 660-680 °С в колпаковой печи или при 730-750 °С в протяжной печи.
После отжига структура стали состоит из зернистого перлита с избыточными эвтектическими карбидами. Вторичные мелкие карбиды, равномерно распределены в ферритной матрице. В микроструктуре холоднокатаной ленты содержится 55-65 мелких карбидов на площади 120 мм2.
Оставить заявку
При отправке заявки незабудьте потребовать свежий прайс. Мы свяжемся с Вами в ближайшее время!
Дисперсионное твердение: Нержавеющие стали – Раствор и старение
Дисперсионная термообработка укрепляет материалы, позволяя контролируемому высвобождению компонентов с образованием кластеров осаждения, которые значительно повышают прочность компонента.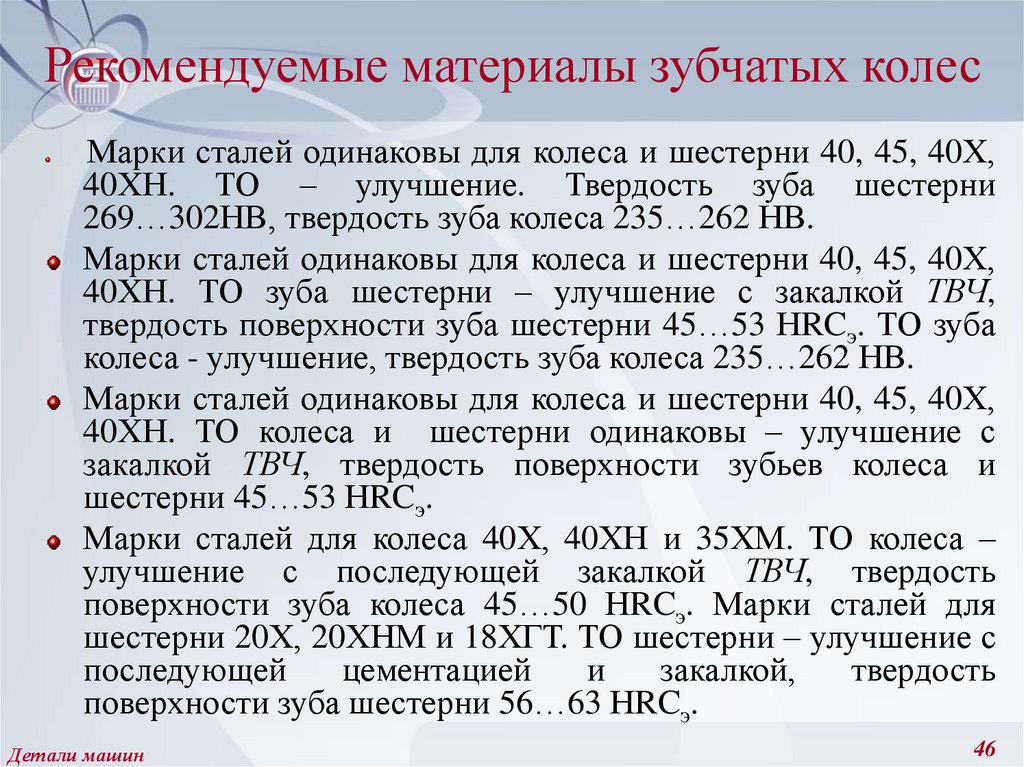
Преимущества
Существует множество литейных и деформируемых сплавов нержавеющей стали, которые могут иметь различные желаемые характеристики, улучшенные либо обработкой на твердый раствор, либо обработкой на твердый раствор и дисперсионным старением. Такие характеристики, как механическая прочность и коррозионная стойкость при комнатной температуре и/или повышенной температуре, обычно улучшаются при такой термообработке.
Применение и материалы
Свойства дисперсионно-твердеющих нержавеющих сталей могут быть улучшены путем выбора соответствующих параметров термообработки. Использование только обработки на твердый раствор или обработки на твердый раствор с последующим дисперсионным твердением обычно используется для дисперсионно-твердеющих нержавеющих сталей.
Обработка на твердый раствор
- Во время производственной обработки большинство материалов могут подвергаться деформационному упрочнению, что ограничивает возможность дальнейшей обработки материала.
 Обработка на твердый раствор в процессе обработки (снятие напряжения) может уменьшить это нагартованное состояние, чтобы обеспечить дальнейшую обработку.
Обработка на твердый раствор в процессе обработки (снятие напряжения) может уменьшить это нагартованное состояние, чтобы обеспечить дальнейшую обработку. - Производственные процессы, такие как пайка, сварка или лазерная/пламенная резка, могут оказывать нежелательное влияние на свойства материала, которое можно устранить путем обработки на твердый раствор перед дальнейшей последующей обработкой.
- Производственные процессы могут привести к преждевременному началу окончательного процесса дисперсионного старения, который можно обратить вспять путем повторной обработки раствором перед дальнейшей обработкой.
- Не рекомендуется использовать только материал, обработанный раствором, из-за присутствия неотпущенного мартенсита, который может привести к хрупким разрушениям и нежелательным потерям коррозионной стойкости. Их примерами являются 15-5PH, 17-4PH и Ph23-8Mo.
Упрочнение дисперсионным старением
- Развитие окончательных свойств материала, необходимых для удовлетворения конкретных критериев проектирования детали, как правило, требует, чтобы материал (отливка/деформируемый материал) подвергался длительному циклу термообработки при более низкой температуре для получения специфической микроструктуры сплава; этот процесс называется дисперсионным старением.
- Как правило, этот этап выполняется в конце производственного процесса или ближе к нему, поскольку процесс термической обработки приводит к значительному увеличению твердости материала и имеет место предсказуемое изменение размера (усадка), которое необходимо учитывать. Затраты на обработку могут резко возрасти, если требуется обработка после старения.
- Типичными примерами материалов являются: 15-5PH, 17-4PH, 17-7PH и Maraging 250.
- Типичные обозначения термообработки: H900 или h2075; где H900 указывает на старение при 900°F в течение одного часа, а h2075 указывает на старение при 1075°F на 4 часа. Во всех случаях важно начинать с материала, который находится в состоянии, обработанном раствором, или, что чаще называется, состоянием А.
Детали процесса
- Обработка раствора обычно проводится при температуре от 1700 до 1950°F в вакууме с последующим быстрым охлаждением газовым вентилятором до комнатной температуры. Как правило, перед дополнительной обработкой материал необходимо охладить до температуры ниже 90 °F (или ниже в некоторых случаях).

- Для группы метастабильных сплавов (например, 17-7PH) требуется несколько промежуточных стадий обработки после обработки на твердый раствор для достижения желаемых свойств перед дисперсионным старением. Эти этапы включают кондиционирование аустенита и замораживание для обеспечения полного превращения аустенита в мартенсит.
- Упрочнение дисперсионным старением обычно выполняется при температурах от 900 до 1150°F в вакууме, инертной атмосфере или на воздухе в течение времени выдержки от 1 до 4 часов в зависимости от конкретного материала и указанных характеристик.
- Применимые промышленные спецификации включают SAE AMS 2759/3.
Свяжитесь с нами для цитаты.
Термическая обработка осаждением укрепляет материалы, позволяя контролируемому высвобождению компонентов с образованием кластеров осадков, которые значительно повышают прочность компонента.
Преимущества
Существует множество литейных и деформируемых сплавов нержавеющей стали, которые могут иметь различные желаемые характеристики, улучшенные либо обработкой на твердый раствор, либо обработкой на твердый раствор и дисперсионным старением. Такие характеристики, как механическая прочность и коррозионная стойкость при комнатной температуре и/или повышенной температуре, обычно улучшаются при такой термообработке.
Такие характеристики, как механическая прочность и коррозионная стойкость при комнатной температуре и/или повышенной температуре, обычно улучшаются при такой термообработке.
Применение и материалы
Свойства дисперсионно-твердеющих нержавеющих сталей могут быть улучшены путем выбора соответствующих параметров термообработки. Использование только обработки на твердый раствор или обработки на твердый раствор с последующим дисперсионным твердением обычно используется для дисперсионно-твердеющих нержавеющих сталей.
Обработка на твердый раствор
- Во время производственной обработки большинство материалов могут подвергаться механической обработке, что ограничивает возможность дальнейшей обработки материала. Обработка на твердый раствор в процессе обработки (снятие напряжения) может уменьшить это нагартованное состояние, чтобы обеспечить дальнейшую обработку.
- Производственные процессы, такие как пайка, сварка или лазерная/пламенная резка, могут оказывать нежелательное влияние на свойства материала, которое можно устранить путем обработки на твердый раствор перед дальнейшей последующей обработкой.

- Производственные процессы могут привести к преждевременному началу окончательного процесса дисперсионного старения, который можно обратить вспять путем повторной обработки раствором перед дальнейшей обработкой.
- Не рекомендуется использовать только материал, обработанный раствором, из-за присутствия неотпущенного мартенсита, который может привести к хрупким разрушениям и нежелательным потерям коррозионной стойкости. Их примерами являются 15-5PH, 17-4PH и Ph23-8Mo.
Осадочное старение
- Развитие окончательных свойств материала, необходимых для удовлетворения конкретных критериев проектирования детали, как правило, требует, чтобы материал (литой/деформируемый материал) подвергался длительному циклу термообработки при более низкой температуре для получения микроструктуры, характерной для сплава; этот процесс называется дисперсионным старением.
- Как правило, этот этап выполняется в конце производственного процесса или ближе к нему, поскольку процесс термической обработки приводит к значительному увеличению твердости материала и имеет место предсказуемое изменение размера (усадка), которое необходимо учитывать.
 Затраты на обработку могут резко возрасти, если требуется обработка после старения.
Затраты на обработку могут резко возрасти, если требуется обработка после старения. - Типичными примерами материалов являются: 15-5PH, 17-4PH, 17-7PH и Maraging 250.
- Типичные обозначения термообработки: H900 или h2075; где H900 указывает на старение при 900°F в течение одного часа, а h2075 указывает на старение при 1075°F на 4 часа. Во всех случаях важно начинать с материала, который находится в состоянии, обработанном раствором, или, что чаще называется, состоянием А.
Детали процесса
- Обработка раствора обычно проводится при температуре от 1700 до 1950°F в вакууме с последующим быстрым охлаждением газовым вентилятором до комнатной температуры. Как правило, перед дополнительной обработкой материал необходимо охладить до температуры ниже 90 °F (или ниже в некоторых случаях).
- Для группы метастабильных сплавов (например, 17-7PH) требуется несколько промежуточных стадий обработки после обработки на твердый раствор для достижения желаемых свойств перед дисперсионным старением.
 Эти этапы включают кондиционирование аустенита и замораживание для обеспечения полного превращения аустенита в мартенсит.
Эти этапы включают кондиционирование аустенита и замораживание для обеспечения полного превращения аустенита в мартенсит. - Упрочнение дисперсионным старением обычно выполняется при температурах от 900 до 1150°F в вакууме, инертной атмосфере или на воздухе в течение времени выдержки от 1 до 4 часов в зависимости от конкретного материала и указанных характеристик.
- Применимые промышленные спецификации включают SAE AMS 2759/3.
Свяжитесь с нами для цитаты.
Что такое поверхностное упрочнение и три его наиболее популярных метода
Материалы
Дипломированный инженер
В этом посте мы обсудим основы упрочнения корпуса и почему оно используется. В дополнение к этому, мы углубимся в 3 самых популярных метода ужесточения кейса, чтобы помочь расширить ваши базовые знания о процессе.
Закалка — это процесс термообработки , при котором поверхность материала упрочняется, при этом центр остается незатронутым процессом. В ходе этого процесса вокруг материала образуется затвердевший «корпус», отсюда и название. Процесс поверхностного упрочнения происходит после того, как продукт или компонент приобретают окончательную форму после изготовления. Это результат процессов закалки, снижающих обрабатываемость и формуемость материала. Таким образом, процесс завершения цементации после изготовления намного более гладкий.
Весь материал не закален, потому что это приводит к огромным затратам и низкой эффективности производственного процесса. Обеспечение закаленной поверхности только части материала намного более рентабельно. Кроме того, компонент, пластичный в центре и твердый снаружи, имеет преимущество во многих сценариях. Хорошим примером являются компоненты, которые требуют высокой износостойкости, а также должны поглощать удары без разрушения.
Как упоминалось выше, поверхностное упрочнение представляет собой процесс термической обработки, при котором материал нагревается до повышенных температур. Нагрев металла приводит к изменению кристаллической структуры металла. Структура изменяется, позволяя другим атомам входить и изменять твердость. Глубина оболочки определяется способностью дополнительных атомов диффундировать в структуру, т.е. углерода, на который может повлиять используемая температура. В современных (науглероживание) применениях цементации типичная толщина гильзы составляет примерно 1,5 мм.
3 самых популярных метода поверхностной закалки Пламенная или индукционная закалка Пламенная и индукционная закалка (как следует из названия) нагревает металл с помощью пламени или индукционного нагрева. Нагрев происходит очень быстро, за которым следует очень быстрое охлаждение, обычно путем закалки в воде. В результате металл как бы имеет мартенсит на поверхности. Узнайте больше о мартенсите ближе к концу статьи здесь. Индукционный нагрев более прост, чем использование пламени для нагрева металла. Использование пламени требует навыков оператора, и труднее контролировать температуру, до которой нагревается металл, что усложняет задачу. Индукционная закалка — это процесс, который легко автоматизировать, что упрощает цементацию большего количества компонентов.
В результате металл как бы имеет мартенсит на поверхности. Узнайте больше о мартенсите ближе к концу статьи здесь. Индукционный нагрев более прост, чем использование пламени для нагрева металла. Использование пламени требует навыков оператора, и труднее контролировать температуру, до которой нагревается металл, что усложняет задачу. Индукционная закалка — это процесс, который легко автоматизировать, что упрощает цементацию большего количества компонентов.
Науглероживание — это популярный процесс, используемый для поверхностного упрочнения путем воздействия на металл среды, богатой углеродом, при высокой температуре (примерно от 790 до 925°C, в зависимости от процесса). После процесса нагрева металл закаливается, фиксируя углерод в кристаллической структуре. Науглероживание – это процесс, контролируемый диффузией, поэтому чем дольше металл подвергается воздействию среды с высоким содержанием углерода, тем больше углерода проникает и диффундирует в кристаллическую структуру.
Самый простой метод науглероживания заключается в помещении металла в коробку, заполненную материалом с высоким содержанием углерода, например древесный уголь. Затем коробку запечатывают и помещают в печь на срок от 2 до 36 часов для получения желаемых результатов. Этот процесс известен как твердое науглероживание.
Другим методом науглероживания является газовое науглероживание. Газовое науглероживание включает нагрев металла в печи в присутствии метана и пропана вместе с нейтральными газами-носителями. Нейтральный газ-носитель играет роль контроля и увеличения количества углерода, доступного в атмосфере. Газ-носитель также нейтрализует активные и горючие газы, чтобы уменьшить количество возгораний и свести к минимуму отложения сажи. При высоких температурах метан или пропан разлагаются (на углерод и водород) на поверхности металла, что приводит к диффундированию углерода на поверхность. Газовая науглероживание может длиться от 2 часов, что дает гильзу толщиной 1 мм, до 36 часов, что дает гильзу толщиной примерно 4 мм. Этот процесс используется для создания закаленного корпуса для шестерен.
Этот процесс используется для создания закаленного корпуса для шестерен.
Азотирование – это процесс, основанный на тех же принципах, что и науглероживание, однако именно азот диффундирует в структуру. Типичными продуктами, которые подвергаются азотированию, являются распределительные валы, коленчатые валы, детали клапанов и многое другое.
Преобладающим методом азотирования является газовое азотирование. Газовое азотирование, как и газовое науглероживание, включает нагрев металла в присутствии газа, богатого азотом, например аммиака. Когда аммиак является газообразным азотирующим газом, процесс также известен как аммиачное азотирование. Когда аммиак вступает в контакт с поверхностью, он разделяется на азот и водород. После этого образовавшийся азот диффундирует в кристаллическую структуру, образуя нитридный слой. Изменения в процессе позволяют выбирать толщину слоя азотирования и соответствующим образом реализовывать параметры окружающей среды.
Преимуществом этого процесса является возможность точного контроля количества азота в печи путем регулирования скорости потока газа. Компьютер может быть подключен к системе для контроля уровня азота и использует контур обратной связи для соответствующей регулировки.
Однако аммиак может нанести вред при вдыхании больших объемов. По этой причине во время процесса используются вторичные и третичные механизмы уплотнения. Дополнительным риском при работе с аммиаком является опасность взрыва. Нагрев аммиака в присутствии кислорода требует особого внимания, чтобы свести к минимуму начало взрыва.
Какие типы металлов можно закаливать?Цементация обычно ограничивается только черными металлами. Однако в особых случаях оно выполняется на других металлах, например, позволяет азотирование алюминия и титана.
Общие металлы, подвергаемые цементации, включают:
- Низкоуглеродистая сталь
- Высокоуглеродистая сталь
- Нержавеющая сталь
- Чугун
Общие компоненты, подвергнутые цементации, включают:
- Шестерни
- Крепежи
- Коленчатые валы
- Распределительные валы
- Шатуны
- Штифты
Резюме
Корпус для упрочнения металла.