Закалка сталей: технология, способы закалки стали, типы охлаждающих сред
alexxlab | 08.11.1985 | 0 | Разное
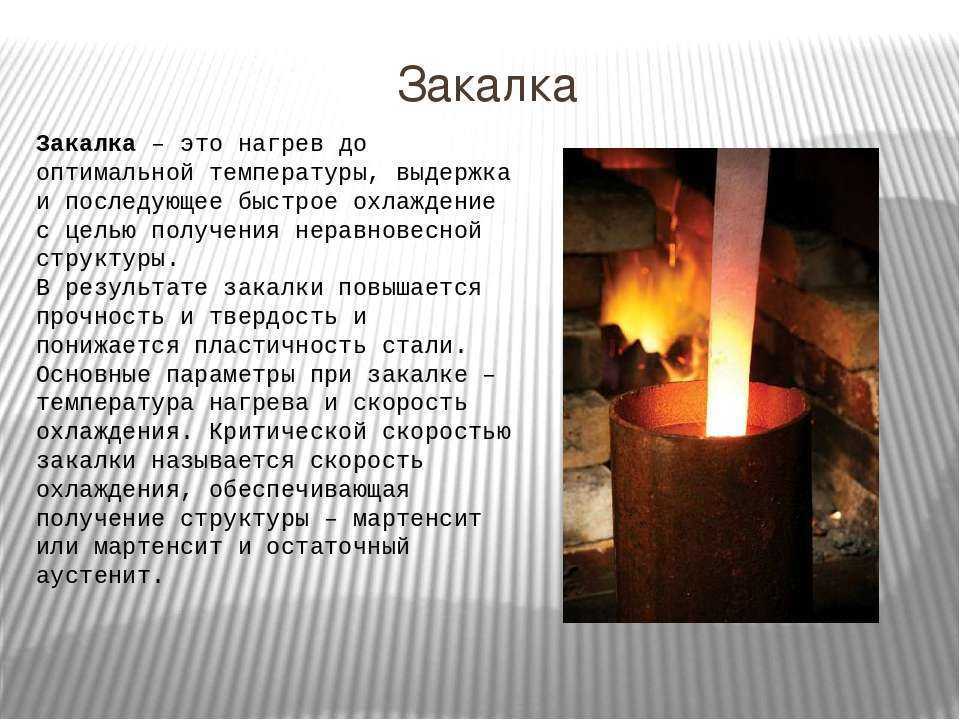
Закалка сталей
Закалка – это процесс термической обработки, заключающийся в нагреве стали до температуры выше критической и последующем быстром охлаждении, со скоростью подавляющей распад аустенита на феррито-цементитную смесь и обеспечивающей структуру мартенсита.
Содержание
- Мартенсит и мартенситное превращение в сталях
- Микроструктура стали после закалки
- Частичная закалка стали
- Неполная закалка сталей
- Стадии охлаждения при закалке
- Факторы, влияющие на положение с-кривых
- Способы закалки сталей
- Непрерывная закалка
- Закалка в двух средах
- Ступенчатая закалка
- Изотермическая закалка
- Твердость стали после закалки – зависимость твердости мартенсита от содержания углерода
Мартенсит и мартенситное превращение в сталях
Мартенсит – это пересыщенный твердый раствор углерода в α-железе (α-Fe). Что такое аустенит, цементит, феррит и перлит читаем здесь. При нагреве эвтектоидной стали (0,8 % углерода) выше точки А1, исходная структура перлит превратится в аустенит. При этом в аустените растворится весь углерод, который имеется в стали, т. е. 0,8 %. Быстрое охлаждение со сверхкритической скоростью (см. рисунок ниже), например в воде (600 °С/сек), препятствует диффузии углерода из аустенита, но кристаллическая ГЦК решетка аустенита перестроится в тетрагональную решетку мартенсита. Данный процесс называется мартенситным превращением. Он характеризуется сдвиговым характером перестройки кристаллической решетки при такой скорости охлаждения, при которой диффузионные процессы становятся невозможны. Продуктом мартенситного превращения является мартенсит с искаженной тетрагональной решеткой. Степень тетрагональности зависит от содержания углерода в стали: чем его больше, тем больше степень тетрагональности. Мартенсит – это твердая и хрупкая структура стали. Находится в виде пластин, под микроскопом выглядит, как иглы.
При нагреве эвтектоидной стали (0,8 % углерода) выше точки А1, исходная структура перлит превратится в аустенит. При этом в аустените растворится весь углерод, который имеется в стали, т. е. 0,8 %. Быстрое охлаждение со сверхкритической скоростью (см. рисунок ниже), например в воде (600 °С/сек), препятствует диффузии углерода из аустенита, но кристаллическая ГЦК решетка аустенита перестроится в тетрагональную решетку мартенсита. Данный процесс называется мартенситным превращением. Он характеризуется сдвиговым характером перестройки кристаллической решетки при такой скорости охлаждения, при которой диффузионные процессы становятся невозможны. Продуктом мартенситного превращения является мартенсит с искаженной тетрагональной решеткой. Степень тетрагональности зависит от содержания углерода в стали: чем его больше, тем больше степень тетрагональности. Мартенсит – это твердая и хрупкая структура стали. Находится в виде пластин, под микроскопом выглядит, как иглы.
Температура закалки для большинства сталей определяется положением критических точек А1 и А3. На практике температуру закалки сталей определяют при помощи марочников сталей. Как выбрать температуру закалки стали с учетом точек Ас1 и Ас3 читаем по ссылке.
На практике температуру закалки сталей определяют при помощи марочников сталей. Как выбрать температуру закалки стали с учетом точек Ас1 и Ас3 читаем по ссылке.
Микроструктура стали после закалки
Для большинства сталей после закалки характерна структура мартенсита и остаточного аустенита, причем количество последнего зависит от содержания углерода и качественного и количественного содержания легирующих элементов. Для конструкционных сталей среднего легирования количество остаточного аустенита может быть в пределах 3-5%. В инструментальных сталях это количество может достигать 20-30%.
Вообще, структура стали после закалки определяется конечными требованиями к механическим свойствам изделия. Наряду с мартенситом, после закалки в структуре может присутствовать феррит или цементит (в случае неполной закалки). При изотермической закалке стали ее структура может состоять из бейнита. Структура, конечные свойства и способы закалки стали рассмотрены ниже.
Частичная закалка стали
Частичной называется закалка, при которой скорости охлаждения не хватает для образования мартенсита и она оказывается ниже критической. Такая скорость охлаждения обозначена синей линией на рисунке. При частичной закалке как-бы происходит задевание “носа” С-кривой стали. При этом в структуре стали наряду с мартенситом будет присутствовать троостит в виде черных островковых включений.
Такая скорость охлаждения обозначена синей линией на рисунке. При частичной закалке как-бы происходит задевание “носа” С-кривой стали. При этом в структуре стали наряду с мартенситом будет присутствовать троостит в виде черных островковых включений.
Микроструктура стали с частичной закалкой выглядит примерно следующим образом
Частичная закалка является браком, который устраняется полной перекристаллизацией стали, например при нормализации или при повторном нагреве под закалку.
Неполная закалка сталей
Закалка от температур, лежащих в пределах между А1 и А3 (неполная закалка), сохраняет в структуре доэвтектоидных сталей наряду с мартенситом часть феррита, который снижает твердость в закаленном состоянии и ухудшает механические свойства после отпуска. Это понятно, так как твердость феррита составляет 80НВ, а твердость мартенсита зависит от содержания углерода и может составлять более 60HRC. Поэтому данные стали обычно нагревают до температур на 30–50 °С выше А3 (полная закалка). В теории, неполная закалка сталей не допустима и является браком. На практике, в ряде случаев для избежания закалочных трещин, неполная закалка может использоваться. Очень часто это касается закалки токами высокой частоты. При такой закалке необходимо учитывать ее целесообразность: тип производства, годовую программу, тип ответственности изделия, экономическое обоснование. Для заэвтектоидных сталей закалка от температур выше А1, но ниже Асm дает в структуре избыточный цементит, что повышает твердость и износоустойчивость стали. Нагрев выше температуры Аcm ведет к снижению твердости из-за растворения избыточного цементита и увеличения остаточного аустенита. При этом происходит рост зерна аустенита, что также негативно сказывается на механических характеристиках стали.
В теории, неполная закалка сталей не допустима и является браком. На практике, в ряде случаев для избежания закалочных трещин, неполная закалка может использоваться. Очень часто это касается закалки токами высокой частоты. При такой закалке необходимо учитывать ее целесообразность: тип производства, годовую программу, тип ответственности изделия, экономическое обоснование. Для заэвтектоидных сталей закалка от температур выше А1, но ниже Асm дает в структуре избыточный цементит, что повышает твердость и износоустойчивость стали. Нагрев выше температуры Аcm ведет к снижению твердости из-за растворения избыточного цементита и увеличения остаточного аустенита. При этом происходит рост зерна аустенита, что также негативно сказывается на механических характеристиках стали.
Таким образом, оптимальной закалкой для доэвтектоидных сталей является закалка от температуры на 30–50 °С выше А3, а для заэвтектоидных – на 30–50 °С выше А1.
Скорость охлаждения также влияет на результат закалки. Оптимальной охлаждающей является среда, которая быстро охлаждает деталь в интервале температур минимальной устойчивости переохлажденного аустенита (в интервале носа с-кривой) и замедленно в интервале температур мартенситного превращения.
Оптимальной охлаждающей является среда, которая быстро охлаждает деталь в интервале температур минимальной устойчивости переохлажденного аустенита (в интервале носа с-кривой) и замедленно в интервале температур мартенситного превращения.
Стадии охлаждения при закалке
Наиболее распространенными закалочными средами являются вода различной температуры, полимерные растворы, растворы спиртов, масло, расплавленные соли. При закалке в этих средах различают несколько стадий охлаждения:
– пленочное охлаждение, когда на поверхности стали образуется «паровая рубашка»;
– пузырьковое кипение, наступающее при полном разрушении этой паровой рубашки;
– конвективный теплообмен.
Более подробно про стадии охлаждения при закалке можно прочитать в статье “Характеристики закалочных масел”
Кроме жидких закалочных сред используется охлаждение в потоке газа разного давления. Это может быть азот (N2), гелий (Не) и даже воздух. Такие закалочные среды часто используются при вакуумной термообработке. Здесь нужно учитывать факт возможности получения мартенситной структуры – закаливаемость стали в определенной среде, т. е. химический состав стали от которого зависит положение с-кривой.
Здесь нужно учитывать факт возможности получения мартенситной структуры – закаливаемость стали в определенной среде, т. е. химический состав стали от которого зависит положение с-кривой.
Факторы, влияющие на положение с-кривых:
– Углерод. Увеличение содержания углерода до 0,8% увеличивает устойчивость переохлажденного аустенита, соответственно с-кривая сдвигается вправо. При увеличении содержания углерода более 0,8%, с-кривая сдвигается влево;
– Легирующие элементы. Все легирующие элементы в разной степени увеличивают устойчивость аустенита. Это не касается кобальта, он уменьшает устойчивость переохлажденного аустенита;
– Размер зерна и его гомогенность. Чем больше зерно и чем оно однороднее структура, тем выше устойчивость аустенита;
– Увеличение степени искажения кристаллической решетки снижает устойчивость переохлажденного аустенита.
Температура влияет на положение с-кривых через все указанные факторы.
Способы закалки сталей
На практике применяются различные способы охлаждения в зависимости от размеров деталей, их химического состава и требуемой структуры (схема ниже).
Схема: Скорости охлаждения при разных способах закалки сталей
Непрерывная закалка стали
Непрерывная закалка (1) – способ охлаждения деталей в одной среде. Деталь после нагрева помещают в закалочную среду и оставляют в ней до полного охлаждения. Данная технология самая распространенная, широко применяется в условиях массового производства. Подходит практически для всех типов конструкционных сталей.
Закалка в двух средах
Закалка в двух средах (скорость 2 на рисунке) осуществляется в разных закалочных средах, с разными температурами . Сначала деталь охлаждают в интервале температур например 890–400 °С например в воде, а потом переносят в другую охлаждающую среду – масло. При этом мартенситное превращение будет происходить уже в масляной среде, что приведет к уменьшению поводок и короблений стали. Такой способ закалки используют при термообработке штампового инструмента. На практике часто используют противоположный технологический прием – сначала детали охлаждают в масле, а затем в воде. При этом мартенситное превращение происходит в масле, а в воду детали перемещают для более быстрого остывания. Таким образом экономится время на осуществление технологии закалки.
При этом мартенситное превращение происходит в масле, а в воду детали перемещают для более быстрого остывания. Таким образом экономится время на осуществление технологии закалки.
Ступенчатая закалка
При ступенчатой закалке (скорость 3) изделие охлаждают в закалочной среде, имеющей температуру более высокую, чем температура мартенситного превращения. Таким образом получается некая изотермическая выдержка перед началом превращения аустенита в мартенсит. Это обеспечивает равномерное распределение температуры по всему сечению детали. Затем следует окончательное охлаждение, во время которого и происходит превращение мартенситное превращение. Этот способ дает закалку с минимальными внутренними напряжениями. Изотермическую выдержку можно сделать чуть ниже температуры Мн, уже после начала мартенситного превращения (скорость 6). Такой способ более затруднителен с технологической точки зрения.
Изотермическая закалка сталей
Изотермическая закалка (скорость 4) делается для получения бейнитной структуры стали. Данная структура характеризуется отличным сочетание прочностных и пластических свойств. При изотермической закалке детали охлаждают в ванне с расплавами солей, которые имеют температуру на 50–150 °С выше мартенситной точки Мн, выдерживают при этой температуре до конца превращения аустенита в бейнит, а затем охлаждают на воздухе.
Данная структура характеризуется отличным сочетание прочностных и пластических свойств. При изотермической закалке детали охлаждают в ванне с расплавами солей, которые имеют температуру на 50–150 °С выше мартенситной точки Мн, выдерживают при этой температуре до конца превращения аустенита в бейнит, а затем охлаждают на воздухе.
При закалке на бейнит возможно получение двух разных структур: верхнего и нижнего бейнита. Верхний бейнит имеет перистое строение. Он образуется в интервале 500-350°С и состоит из частиц феррита в форме реек толщиной <1 мкм и шириной 5-10 мкм, а также из тонких частиц цементита. Структура верхнего бейнита отличается более высокой твердостью и прочностью, но пониженной пластичностью. Нижний бейнит имеет игольчатое мартенситоподобное строение, образуется в интервале 350-200 °С. Нижний бейнит состоит из тонких частиц ε-карбидов, расположенных в пластинках феррита. Бейнитное превращение никогда не идет до конца. В структуре всегда есть мартенсит и остаточный аустенит. Более предпочтительной, в плане эксплуатационных характеристик, является структура нижнего бейнита. Изделия с такой структурой используются в вагоностроении, в деталях испытывающих ударно-растягивающие напряжения. Технология закалки на бейнит требует специального закалочного оборудования. Дополнительные материалы по этой технологии можете найти в статье “Технология закалки на бейнит”.
Более предпочтительной, в плане эксплуатационных характеристик, является структура нижнего бейнита. Изделия с такой структурой используются в вагоностроении, в деталях испытывающих ударно-растягивающие напряжения. Технология закалки на бейнит требует специального закалочного оборудования. Дополнительные материалы по этой технологии можете найти в статье “Технология закалки на бейнит”.
Обработка холодом (5) применяется для сталей, у которых температура конца мартенситного превращения Мк находится ниже комнатной температуры.
Обработке холодом подвергают быстрорежущие стали, цементованные детали, мерительные инструменты, и другие особо точные изделия. Подробнее про этот нестандартный способ термообработки можете прочитать в статье “Обработка холодом стальных деталей”
Зависимость твердости мартенсита от содержания углерода
Твердость стали после закалки зависит от твердости мартенсита, которая в свою очередь зависит от содержания углерода. С увеличением содержания углерода увеличивается и твердость после закалки стали. Графическая зависимость приведена на рисунке.
Графическая зависимость приведена на рисунке.
График зависимости твердости мартенсита от содержания углерода
описание процесса термообработки, температуры и виды закалки, способы охлаждения и дефекты
Без термообработки в работе с металлами не обойтись. Оттого насколько правильно была проведена термическая обработка зависят качественные характеристики металлического изделия. Его прочность и долговечность в службе. В этой статье вы сможете узнать как правильно проводить термообработку (закалку) стальных изделий
Закалка стали
Закаливание является операцией по термической обработке металла. Она состоит из нагревания металла до критической температуры, при которой изменяется кристаллическая решетка материала, либо до температуры, при которой происходит растворение фазы в матрице, существующей при низкой температуре.
Важно понимать:
- После достижения критической температуры металл подвергается резкому охлаждению.
- После закаливания сталь приобретает структуру мартенсита (по имени Адольфа Мартенса) и поэтому обретает твердость.
- Благодаря закаливанию прочность стали повышается. Металл становится еще тверже и более износостойким.
- Следует различать обычную закалку материала и закалку для получения избытка вакансий.
Режимы закалки различаются по скорости протекания процесса и температуре нагревания. А также имеются различия по длительности выдержки при данном температурном режиме и скорости охлаждения.
Выбор температуры для закалки
Решение, при какой температуре производить закалку металла обусловлено химическим составом стали.
Закалка бывает двух видов:
- полная;
- неполная.
Руководствуясь диаграммой критических точек можно видеть, что доэвтектоидную сталь при процессе полного закаливания следует нагревать выше точки Ас3 на 30–50 градусов. В результате у стали будет структура однородного аустенита. Впоследствии под действием процесса охлаждения он превратится мартенсит.
Рисунок №1. Критические точки.
Неполное закаливание чаще применяется для инструментальной стали. Цель неполного закаливания — достигнуть температуры, при которой проходит процесс образования избыточных фаз. Нагревание стали происходит в температурном промежутке от Ас1 — Ас2. При этом в структуре мартенсита сохранится какое-то количество феррита, оставшегося после закаливания стали.
Для закаливания заэвтектоидной стали лучше придерживаться температуры на 20–30 градусов больше Ас1 — неполная закалка. Из-за этого при нагревании и охлаждении будет сохраняться цементит, что повышает твердость мартенсита. При закалке не следует нагревать заэвтектоидную сталь свыше положенной температуры. Это может сказаться на твердости.
Скорость охлаждения
Структура мартенсита получается при быстром охлаждении аустенита в тот момент, когда температура стали способствует наименьшей устойчивости аустенита (около 650-550 градусов).
При переходе в зону температур, в которой происходит мартенситное превращение (ниже 240 градусов) применяется замедленное охлаждение.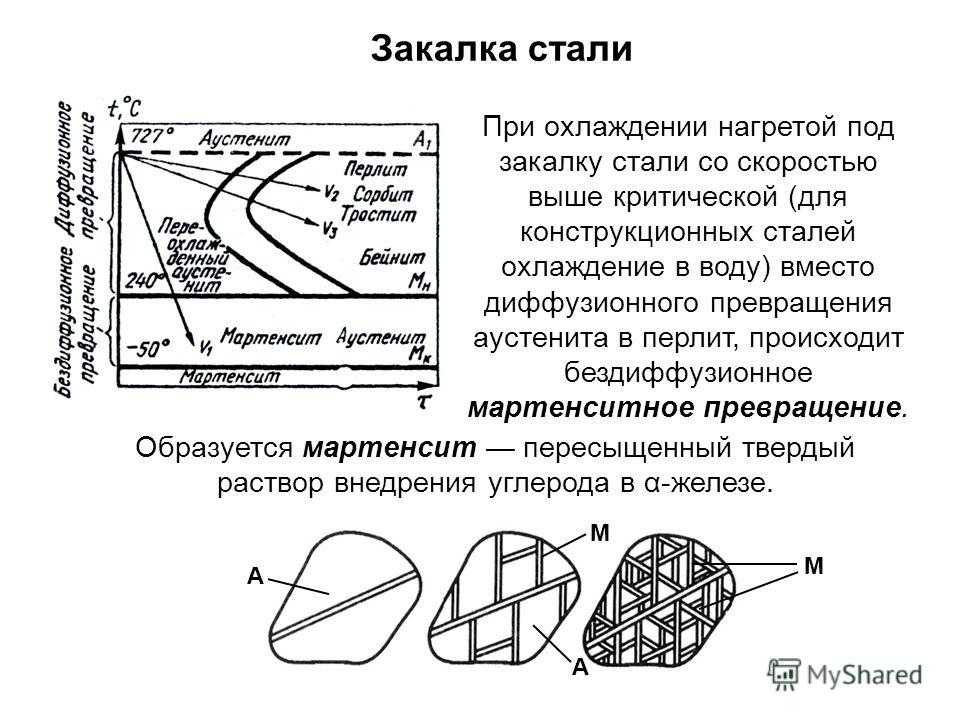 В результате успевают выравнится образующиеся структурные напряжения в то время, как твердость образовавшегося мартенсита не снижается.
В результате успевают выравнится образующиеся структурные напряжения в то время, как твердость образовавшегося мартенсита не снижается.
Для проведения успешной термической обработки очень важно правильно выбрать среду закаливания. Часто в качестве закалочной среды могут применяться:
- вода;
- раствор едкого натрия (5–10 %) или поваренной соли;
- минеральное масло.
Для закаливания углеродистой стали лучше использовать воду, температура которой 18 градусов. Для закалки легированной стали подойдет масло.
Характеристики стали: закаливаемость и прокаливаемость
Не следует смешивать важные характеристики стали — закаливаемость и прокаливавемость.
Закаливаемость
Эта характеристика говорит о способности стали к обретению твердости после закаливания. Существуют виды стали, которые плохо поддаются закалке и после процесса термообработки сталь становится недостаточно твердой. Про такой материал говорят — «не принял закалку».
Способность к твердости у мартенсита связана со степенью искаженности его кристаллической решетки. Меньшее содержание углерода в мартенсите способствует меньшим искажениям в кристаллической решетки, а, значит, твердость стали будет ниже. Если в стали содержится углерода менее 0.3%, то у такого сплава закаливаемость низкая, и обычно такие сплавы не подвергаются закалке.
Прокаливаемость
Эта характеристика может сказать о том, насколько глубоко сталь закалилась. При закаливании поверхность стальной детали остывает быстрее нежели сердцевина. Это происходит потому что поверхность находится в непосредственном контакте с жидкостью для охлаждения, которая отнимает тепло. А центральная часть стальной детали отдает свое тепло через толщу металла и поверхность, где ее и поглощает охлаждающая жидкость.
На прокаливаемость влияет критическая скорость закаливания — чем она (скорость) ниже, тем глубже прокаливается сталь. К примеру, крупнозернистая сталь, у которой небольшая критическая скорость закалки, прокаливается глубже, чем мелкозернистая сталь, у которой высокая критическая скорость закалки.
Глубина прокаливаемости зависит от исходной структуры закаливаемого сплава, температуры нагрева и закалочной среды. Прокаливаемость стали определяется по излому, микроструктуре и твердости.
Виды закалки стали
Способов закаливания металла существует множество. Их выбор обусловлен составом стали, характером изделия, необходимой твердостью и условиями охлаждения. Часто используется ступенчатая, изотермическая и светлая закалка.
Закаливание в одной среде
Обратившись к графику кривых охлаждения для различных способов закалки, можно видеть, что закалке в одной среде соответствует кривая 1. Выполнять такое закаливание просто. Однако, подойдет она не для каждой стальной детали. Из-за быстрого понижения температуры у стали переменного сечения в температурном интервале возникает температурная неравномерность и большое внутреннее напряжение. От этого стальная деталь может покоробиться и растрескаться.
Рисунок №2. Кривые охлаждения.
Большое содержание углерода в стальных деталях может вызвать объемные изменения структурных напряжений, а это, в свою очередь, грозит появлением трещин.
Заэвтектоидные стали, имеющие простую форму, лучше закаливать в одной среде. Для закалки более сложных форм применяется закалка в двух средах или ступенчатая закалка.
Закаливание в двух средах (на рисунке №2 это кривая 2) применяется для инструментов, изготовленных из высокоуглеродистой стали. Сам метод состоит в том, что сталь вначале охлаждается в воде до 300-400 градусов, после чего ее переносят в масляную среду, где она прибывает пока полностью не охладится.
Ступенчатая закалка
При ступенчатом закаливании (кривая 3) стальная деталь помещается вначале в соляную ванну. Температура самой ванны должна быть выше температуры, при которой происходит мартенситное превращение (240–250 градусов). После соляной ванны сталь перемешают в масло, либо на воздух. Используя ступенчатою закалку можно не бояться, что деталь покоробится или в ней образуются трещины.
Недостаток такой закалки заключает в том, что ее можно применять лишь для заготовок из углеродистой стали с небольшим сечением (8–10 мм). Ступенчатая закалка может применяться для деталей из легированной стали с большим сечением (до 30 мм).
Изотермическая закалка
Изотермическому закаливанию на графике соответствует кривая 4. Закаливание проводится аналогично ступенчатой закалке. Однако, в горячей ванне сталь выдерживается дольше. Это делается так, чтобы вызвать полный распад аустенита. На схеме выдержка показывается на S-образной линии точками a и b. Сталь, прошедшая изотермическую закалку, может охлаждаться с любой скоростью. Средой охлаждения могут служить расплавленные соли.
Преимущества изотермического закаливания:
- сталь почти не поддается короблению;
- не появляются трещины;
- вязкость.
Светлая закалка
Для проведения такого закаливания требуется специально оборудованная печь, снабженная защитной средой. На производстве, чтобы получить чистую и светлую поверхность у закаленной стали следует использовать ступенчатую закалку. После нее сплав охлаждается в расплавленной едкой щелочи. Перед процессом закалки стальная деталь нагревается в соляной ванне из хлористого натрия с температурой на 30–50 градусов выше точки Ас1 (см «Схему критических точек»). Охлаждение детали проходит в ванне при 180–200 градусов. Охлаждающей средой служит смесь состоящая из 75% смесь едкого калия, 25% едкого натрия, в которую добавляется 6–8% воды (от веса соли).
Закалка с самоотпуском
Применяется при производстве инструментальной стали. Основная идея закалки заключается в изъятии стальной детали из охлаждающей среды до момента ее полного охлаждения. Изъятие происходит в определенный момент. В сердцевине стальной детали сохраняется определенное количество тепла. За его счет и производится последующий отпуск. После того как за счет внутреннего тепла стальное изделие достигнет нужной температуры для отпуска, сталь помещают в закалочную жидкость, для окончательного охлаждения.
Р исунок №3 — Т аблица побежалости.
Отпуск контролируется по цветам побежалости (см рисунок №3), которая формируется на гладкой поверхности металла при 220–330 градусах.
При помощи закалки самоотпуском изготавливаются кувалды, зубила, слесарные молотки и другие инструменты, от которых требуется высокая твердость на поверхности с сохранением внутренней вязкости.
Способы охлаждения при закаливании
При быстром охлаждении стальных изделий при закалке существует угроза возникновений больших внутренних напряжений, что приводит к короблению материала, а иногда и трещинам. Для того чтобы этого избежать там, где возможно, стальные детали лучше охлаждать в масле. Углеродистую сталь, для которой такое охлаждение невозможно, лучше охлаждать в воде.
Кроме среды охлаждения на внутренне напряжение изделий из стали влияет, каким образом они погружаются в охлаждающую среду. А именно:
- изделия, имеющие толстую и тонкую часть, лучше погружать в закалочную жидкость сначала объемистой частью;
- если изделие имеет вытянутую форму (сверла, метчики), нужно погружать строго вертикально, в противном случае они могут покоробиться.

Иногда требуется закалить не всю деталь, а только ее часть. Тогда применяется местная закалка. Изделие нагревается не полностью, зато в закалочную жидкость погружают всю деталь.
Дефекты при закаливании стали
- Недостаточная твердость. Возникает если была низкая температура нагрева, малая выдержка при рабочей температуре или имело место недостаточная скорость охлаждения. Можно исправить: применить более энергичную среду; сделать отжиг, а затем закалить.
- Перегрев. Происходит если стальная деталь нагревается до температуры, превышающей допустимую. При перегреве образуется крупнозернистая структура, что приводит к хрупкости детали. Можно исправить: с помощью отжига и закалки при нужной температуре.
- Пережог. При нагреве стальной детали до высокой температуры, близкой к температуре плавления (1200–1300 градусов) в окислительной атмосфере. Внутрь стальных изделий проникает кислород, по границам зерен формируются окислы. Такая сталь не исправляется.
- Окисление и обезуглероживание. В этом случае на поверхности стальных деталей образуются окалины (окислы), а в поверхностных слоях стали выгорает углерод. Этот брак исправить невозможно. Для предупреждения брака следует пользоваться печами с защитной атмосферой.
- Коробление и трещины. Возникают из-за внутренних напряжений. Трещины — это неисправимый брак. Коробление можно удалить при помощи рихтовки или правки.
Заключение
Самое важно при закалке металла это четкое соблюдение технологии. Любой отклонение в сторону приводит к нежелательным последствиям. Если делать все правильно, то даже в домашних условиях можно провести процесс закаливания стали.
- Автор: Николай Иванович Матвеев
- Распечатать
Оцените статью:
(10 голосов, среднее: 3.8 из 5)
Поделитесь с друзьями!
Закалка стали – способы, температура, правила
- Какой бывает закалка металла
- Как избежать образования окалины и обезуглероживания при закалке
- Охлаждение стали при закалке
- Выполнение закалки и отпуска стальных деталей в домашних условиях
Одним из наиболее распространенных способов термообработки металлов является закалка стали. Именно при помощи закаливания формируются требуемые характеристики готового изделия, а ее неправильное выполнение может привести к излишней мягкости металла (непрокаливание) или к его чрезмерной хрупкости (перекаливание). В нашей статье речь пойдет о том, что такое правильная закалка и что нужно сделать, чтобы ее выполнить.
Закалка стали
Какой бывает закалка металла
О том, что воздействие высокой температуры на металл может изменить его структуру и свойства, знали еще древние кузнецы и активно использовали это на практике. В дальнейшем уже научно было установлено, что закалка изделий, изготовленных из стали, предполагающая нагрев и последующее охлаждение металла, позволяет значительно улучшать механические характеристики готовых изделий, значительно увеличивать срок их службы и даже в итоге уменьшать их вес за счет увеличения прочности детали. Что примечательно, закалка деталей из недорогих сортов стали позволяет придать им требуемые характеристики и успешно использовать вместо более дорогостоящих сплавов.
Смысл процесса, который называется закалка изделий из стальных сплавов, заключается в нагреве металла до критической температуры и его последующем охлаждении. Основная цель, которая преследуется такой технологией термообработки, заключается в повышении твердости и прочности металла с одновременным уменьшением его пластичности.
Существуют различные виды закалки и последующего отпуска, отличающиеся режимами проведения, которые и определяют конечный результат. К режимам закалки относятся температура нагрева, время и скорость его выполнения, время выдержки детали в нагретом до заданной температуры состоянии, скорость, с которой осуществляется охлаждение.
Наиболее важным параметром при закалке металлов является температура нагрева, при достижении которой происходит перестройка атомной решетки. Естественно, что для сталей разных сортов значение критической температуры отличается, что зависит, в первую очередь, от уровня содержания в их составе углерода и различных примесей.
После выполнения закалки повышается как твердость, так и хрупкость стали, а на ее поверхности, потерявшей значительное количество углерода, появляется слой окалины. Толщину этого слоя обязательно следует учитывать для расчета припуска на дальнейшую обработку детали.
Диаграмма состояний железо-углерод
При выполнении закалки изделий из стальных сплавов, очень важно обеспечить заданную скорость охлаждения детали, в противном случае, уже перестроенная атомная структура металла может перейти в промежуточное состояние. Между тем, слишком быстрое охлаждение тоже нежелательно, так как оно может привести к появлению на детали трещин или к ее деформации. Для того, чтобы избежать образования таких дефектов, скорость охлаждения после падения температуры нагретого металла до 200 градусов Цельсия, несколько замедляют.
Для нагрева деталей, изготовленных из углеродистых сталей, используют камерные печи, которые могут прогреваться до 800 градусов Цельсия. Для закалки отдельных марок стали критическая температура может составлять 1250–1300 градусов Цельсия, поэтому детали из них нагреваются в печах другого типа. Удобство закалки сталей таких марок заключается в том, что изделия из них не подвержены растрескиванию при охлаждении, что исключает необходимость в их предварительном прогреве.
Очень ответственно следует подходить к закалке деталей сложной конфигурации, имеющих тонкие грани и резкие переходы. Чтобы исключить растрескивание и коробление таких деталей в процессе нагрева, его следует проводить в два этапа. На первом этапе такую деталь предварительно прогревают до 500 градусов Цельсия и лишь затем доводят температуру до критического значения.
Нагрев стали при закалке токами высокой частоты
Для качественной закалки сталей важно обеспечить не только уровень нагрева, но и его равномерность. Если деталь отличается массивностью или сложной конфигурацией, обеспечить равномерность ее нагрева можно только в несколько подходов. В таких случаях нагревание производится с двумя выдержками, которые необходимы для того, чтобы достигнутая температура равномерно распределилась по всему объему детали. Увеличивается суммарное время нагревания и в том случае, если в печь одновременно помещаются сразу несколько деталей.
Как избежать образования окалины и обезуглероживания при закалке
Многие детали из стали проходят закалку уже после того, как была выполнена их финишная обработка. В таких случаях недопустимо, чтобы поверхность деталей была обезуглерожена или на ней образовалась окалина. Существуют способы закалки изделий из стали, которые позволяют избежать таких проблем. Закалка, выполняемая в среде защитного газа, который нагнетается в полость нагревательной печи, может быть отнесена к наиболее передовому из таких способов. Следует иметь в виду, что используют такой метод лишь в том случае, если печь для нагрева полностью герметична.
На фото виден момент гидросбива на стане горячей прокатки — удаление окалины
Более простым способом, позволяющим избежать обезуглероживания поверхности металла при закалке, является применение чугунной стружки и отработанного карбюризатора. Для того чтобы защитить поверхность детали при нагревании, ее помещают в специальную емкость, в которую предварительно засыпаны эти компоненты. Для предотвращения попадания в такую емкость окружающего воздуха, который может вызвать процессы окисления, снаружи ее тщательно обмазывают глиной.
Если после закалки металла его охлаждают не в масле, а в соляной ванне, ее следует регулярно раскислять (не менее двух раз за смену), чтобы избежать обезуглероживания поверхности детали и появления на ней окисла. Для раскисления соляных ванн могут быть использованы борная кислота, бурая соль или древесный уголь. Последний обычно помещают в специальный стакан с крышкой, в стенках которого имеется множество отверстий. Опускать такой стакан в соляную ванну следует очень осторожно, так как в этот момент на ее поверхности вспыхивает пламя, которое затухает через некоторое время.
Существует простой способ, позволяющий проверить качество раскисления соляной ванны.
Объемная закалка толстостенных заготовок
Охлаждение стали при закалке
Основу большинства охлаждающих жидкостей, используемых при закалке изделий из сталей, составляет вода. При этом важно, чтобы такая вода не содержала в своем составе примесей солей и моющих средств, которые могут значительно повлиять на скорость охлаждения. Емкость, в которой содержится вода для закалки изделий из металла, не рекомендуется использовать в других целях. Важно также учитывать и то, что для охлаждения металла в процессе закалки, нельзя использовать проточную воду. Оптимальной для охлаждающей жидкости считается температура в 30 градусов Цельсия.
Закалка изделий из стали с использованием для их охлаждения обычной воды, имеет ряд существенных недостатков. Самый главный из них — это растрескивание и коробление деталей после их охлаждения. Как правило, таким способом охлаждения пользуются, когда выполняется цементирование металла, поверхностная закалка стали или термическая обработка деталей простой конфигурации, которые в дальнейшем будут подвергаться финишной обработке.
Для изделий сложной формы, изготовленных из конструкционных сталей, применяют другой тип охлаждающей жидкости – 50%-й раствор каустической соды, нагретый до температуры 60 градусов Цельсия. После охлаждения в таком растворе закаленная сталь приобретает светлый оттенок.
Очень важно при работе с каустической содой соблюдать технику безопасности, обязательно использовать вытяжку, размещаемую над ванной. При опускании раскаленной детали в раствор образуются пары, очень вредные для здоровья человека.
Закалка стали в муфельной печи
Лучшей охлаждающей жидкостью для тонкостенных деталей из углеродистых сталей и изделий, выполненных из легированных сплавов, являются минеральные масла, которые обеспечивают постоянную (изотермическую) температуру охлаждения, вне зависимости от условий окружающей среды.
У закалки стали с использованием масла в качестве охлаждающей жидкости есть ряд существенных недостатков, о которых обязательно стоит знать. При контакте масла с раскаленной деталью выделяются пары, вредные для человеческого здоровья, кроме того, масло в этот момент может загореться. У масляной ванны есть и такое свойство: после ее использования на детали остается налет, а сама охлаждающая жидкость со временем теряет свою эффективность.
Все эти факторы следует учитывать при выполнении закалки металлов в масляной среде и принимать следующие меры безопасности:
- погружать детали в масляную ванну при помощи щипцов с длинными ручками;
- все работы выполнять в специальной маске из закаленного стекла и в перчатках, изготовленных из толстой ткани с огнеупорными свойствами или из грубой кожи;
- надежно защищать плечи, шею, грудь рабочей одеждой, изготовленной из толстой огнеупорной ткани.
Охлаждение в масляной ванне
Для закалки сталей отдельных марок охлаждение осуществляют при помощи потока воздуха, создаваемого специальным компрессором. Очень важно, чтобы охлаждающий воздух был совершенно сухим, так как содержащаяся в нем влага может вызвать растрескивание поверхности металла.
Существуют способы закалки стали, при которых используют комбинированное охлаждение. К ним обращаются для охлаждения деталей из углеродистых сталей, имеющих сложный химический состав. Суть таких способов закалки заключается в том, что сначала нагретую деталь помещают в воду, где за короткое время (несколько секунд) ее температура снижается до 200 градусов, дальнейшее охлаждение детали проводят уже в масляной ванне, куда ее следует переместить очень оперативно.
Выполнение закалки и отпуска стальных деталей в домашних условиях
Термическая обработка металлических изделий, в том числе поверхностная закалка стали, не только увеличивает твердость и прочность сплава, но и значительно повышает внутренние напряжения в его структуре. Чтобы снять эти напряжения, способные в процессе эксплуатации детали привести к ее поломке, необходимо отпустить изделие из стали.
Следует иметь в виду, что такая технологическая операция приводит к некоторому снижению твердости стали, но увеличивает ее пластичность. Для выполнения отпуска, суть которого состоит в постепенном уменьшении температуры нагретой детали и ее выдерживании при определенном температурном режиме, используются печи, соляные и масляные ванны.
Закалка и отпуск стали в домашних условиях
Температуры, при которых выполняется отпуск, отличаются для различных сортов стали. Так, отпуск быстрорежущих сплавов проводится при температуре 540 градусов Цельсия, а для сталей с твердостью на уровне HRC 59-60 достаточно и 150 градусов. Что характерно, при отпуске быстрорежущих сплавов их твердость даже возрастает, а во втором случае ее уровень понижается, но значительно повышается показатель пластичности.
Закалка и отпуск изделий из стали, в том числе и нержавеющих сортов, вполне допустима (и, более того, часто практикуется) и в домашних условиях, если в этом возникла необходимость. В таких случаях для нагрева изделий из стали можно использовать электроплиты, духовки и даже раскаленный песок. Температуры, до которых следует нагревать стальные изделия в таких случаях, можно подобрать по специальным таблицам. Перед закалкой или отпуском стальных изделий, их необходимо тщательно очистить, на их поверхности не должно содержаться грязи, следов масла и ржавчины.
После очистки изделие из стали следует нагреть так, чтобы оно равномерно раскалилось докрасна. Для того чтобы раскалить его до такого состояния, необходимо выполнять нагрев в несколько подходов. После того, как требуемое состояние достигнуто, нагреваемое изделие следует охладить в масле, а затем сразу поместить в духовку, предварительно разогретую до 200 градусов Цельсия. Затем необходимо постепенно снизить температуру в духовке, доведя ее до отметки в 80 градусов Цельсия.
Данный процесс занимает обычно час. Дальнейшее охлаждение следует проводить на открытом воздухе, исключение составляют лишь изделия из хромоникелевых сталей, для снижения температуры которых используются масляные ванны.
Зачем нужна закалка изделий из стали?
Напряженная атмосфера. Три члена жюри. Четыре мастера кузнечного дела, лишь один из которых окажется победителем. Языки огня, звон металла и таймер с обратным отсчетом. Кто-то старается переиграть соперников за счет опыта, а кто-то – за счет знаний в материаловедении и термической обработке металлов.
Все это атрибуты популярного американского телешоу «Между молотом и наковальней», в котором каждый зритель, не вставая с дивана, может узнать тонкости производства холодного оружия.
Один из секретов профессионального мастера-оружейника – это правильная закалка металла, из которого будет выкован острый и прочный клинок. И зачастую именно этот этап становится непреодолимой преградой для участников шоу. Кузнец должен не только умело работать с молотом и наковальней. Самый драматический момент наступает, когда разогретый полуфабрикат опускают в емкость с жидкостью. Это и есть закалка, от которой зависит качество поверхности, характеристики стали, форма клинка, а также финальная оценка судей. Ведь если допущена ошибка, то металл может искривиться, покрыться трещинами или же остаться слишком мягким.
Как появилась закалка?
До середины XIX века считалось, что качество стали и изделий из нее зависит исключительно от ковки или кузнечной обработки. Лишь в 1866-1868 годах российский ученый Дмитрий Константинович Чернов при изучении металла бракованных пушек выяснил и доказал, что высококачественная сталь – это продукт, прошедший термическую обработку, в т.ч. закалку, в результате которой в металле происходят изменения, которые в средневековье могли бы принять за магию.
Сталь имеет кристаллическую структуру, которой свойственно меняться в зависимости от внешних условий и образовывать разные устойчивые кристаллические решетки. Эта особенность называется полиморфизмом кристаллов и впервые была открыта немецким химиком Мартином Генрихом Клапортом в 1798 году на примере карбоната кальция.
Чернов развил эту теорию применительно к стали. Он установил 4 критических температуры – a, b, c и d – получившие название «Точки Чернова». При их достижении изменяется фазовое состояние и структура стали во время охлаждения или нагрева твердого стального изделия. Открытие Дмитрия Чернова положило начало развитию науки о термической обработке металлов. Да и целом в металлургии после этого начали все сильнее использовать научный подход и все меньше учитывать опыт, накопленный предыдущими поколениями.
Как закалка влияет на сталь?
На молекулярном уровне сталь представляет собой кристаллическую структуру с полиморфными свойствами. Этот термин происходит от греческого слова, обозначающего «многообразие». В данном случае речь о том, что кристаллические решетки стали, которые могут значительно отличаться между собой, при определенной температуре трансформируются одна в другую – это и есть полиморфное превращение. Кроме того, при различных условиях охлаждения (ускоренное или наоборот замедленное), могут образовываться совершенно разные фазовые составляющие. Структура стали после закалки, как и после других видов термической обработки, изменяется. Данный процесс влияет на характеристики металла, а структуры и фазы, получаемые в зависимости от вида и степени термического воздействия, называются аустенит, мартенсит, феррит, цементит, перлит и т.д. – в общем, достаточно сложные физико-химические термины и пояснения.
Если же говорить языком, понятным широкой аудитории, закалка – это высокотемпературный нагрев и резкое охлаждение стального изделия, благодаря которым снижается пластичность и вязкость углеродистой стали. Материал становится прочным, твердым и хрупким. И все это происходит в твердом состоянии, то есть без нагревания стали до плавления.
На практике это выглядит так. Например, холодную заготовку будущего ножа или сверла нагревают чуть выше критической температуры, при которой происходит то самое полиморфное превращение кристаллической решетки. Металл некоторое время выдерживают при заданной температуре. После этого заготовку быстро охлаждают в воде, солях или масле (в зависимости от степени легирования стали и требуемого комплекса свойств), фиксируя новую структуру. При этом в стальном изделии образуется внутреннее напряжение, которое может привести к преждевременному разрушению.
Поэтому закаленную деталь в большинстве случаев подвергают еще одной процедуре – отпуску. Это технологический процесс, во время которого металлическое изделие нагревают до относительно невысоких температур с последующим остыванием на воздухе или с печью. Он позволяет снизить хрупкость стали при сохранении прочностных характеристик.
Какие бывают способы закалки стали?
Один из основных факторов, которые влияют на закаливание металла – это среда, в которой она происходит. Это может быть вода, масло, специальная водополимерная среда или же растворы солей, от выбора которых зависит скорость охлаждения. Дело в том, что каждая из этих сред обладает определенной охлаждающей способностью, и если выбрать неподходящую, то изделие либо не закалится, либо, наоборот, из-за слишком высокой скорости остывания возникнут избыточные напряжения и материал растрескается. Поэтому для каждого сплава должны применяться конкретные закалочные жидкости: например, для углеродистых сталей – вода, для легированных – масло.
Закалка стали может происходить в одной среде или же выполняться прерывистая закалка в двух средах, существуют также струйчатая и ступенчатая закалки и т.д. Этот выбор зависит от исходной марки стали, желаемых финальных характеристик, площади закаливаемой поверхности и многих других факторов.
Например, в японских мечах катана закаливается лишь режущая кромка, так называемый хамон. Чтобы этого добиться, кузнецы обмазывают незакаленный меч специальной глиной, после чего стирают ее с кромки будущего меча. И выполняют закалку. Не обходилось и без экспериментов. Например, использование настоя конопляного масла с зеленым чаем вместо воды придавало лезвию катаны объемный эффект, который получил название двухуровневый хамон.
Ошибки и недочеты закалки стали
Однако закалка сталей – это очень тонкий процесс. В нем очень важно разогреть изделие до нужной температуры. Опытные кузнецы определяют температуру нагрева стали, как правило, визуально – по цвету ее поверхности. Но если мастер допустит просчет, то изделие не получит нужных характеристик. На промышленных предприятиях температуру нагрева конечно же контролируют специальными приборами – пирометрами, термопарами и другой контрольно-измерительной техникой.
Что может случиться? Металл может оказаться недостаточно твердым. Причина– низкая температура нагрева, малая выдержка или слишком медленное охлаждение. Дефект можно исправить отжигом и повторной закалкой. Перегрев сопровождается повышенной хрупкостью. Но его также можно исправить с помощью отжига (нормализации) и повторной закалки.
А вот пережог возникает, когда стальное изделие нагревают до температур, близких к температуре плавления. В итоге получается очень хрупкий металл, и этот дефект уже невозможно исправить. Также при неправильной закалке могут возникать окисление и обезуглероживание, коробление и трещины. Одна из причин подобного брака – это неравномерность структуры исходного металла или скорости температурных изменений. Ведь переход от одной кристаллической структуры к другой (из аустенита в мартенсит) ведет к увеличению объема на 3%.
Поэтому во избежание или для минимизации подобных ошибок разработаны и используются специальные таблицы и цветовые диаграммы. Существуют справочники изотермических и термокинетических диаграмм, в которых для каждой марки стали можно выбрать корректные условия термической обработки, обеспечивающие получение требуемой структуры.
Огромное количество нюансов, которые возникают во время термической обработки стальных изделий, и которые нужно учитывать в технологическом процессе – это повод к серьезному изучению металлургической науки. Даже телевизионные шоу наглядно демонстрируют, что в условиях ограниченных ресурсов не только опыт, но и знания дают большое преимущество тем, кто хочет добиться наилучшего результата.
Закалка стали
Закалка стали
Закалкой стали называется операция термической обработки, заключающаяся в нагреве её по крайней мере выше критической точки Ac1(T.e. до аустенито-ферритного, аустенитного или аустенито-цементитного), выдержке и последующем охлаждении в различных средах с целью получения при комнатной температуре неустойчивых продуктов распада аустенита, а следовательно, повышения твёрдости и прочности.
Для углеродистых сталей точка Ас1 соответствует линии на диаграмме «железо-цементит» и составляет 727°С, В связи с тем, что нагрев ниже этой температуры не приводит к изменению исходной отожженной структуры стали, последующее охлаждение с любой скоростью так же не изменяет ни структуры, ни свойств стали. Следовательно такая операция не является закалкой.
В большинстве случаев основная цель закалки – повышение твёрдости и прочности – достигается превращением аустенита в одну из самых прочных структур – мартенсит. Его образование требует быстрого охлаждения с температуры закалки.
Выбор температуры закалки.
В зависимости от температуры нагрева закалка может быть полной и неполной.
В случае, если нагрев производится выше линии GSE диаграммы (точки асз и Аcm), то полученная при этом однофазная структура аустенита при охлаждении со скоростью больше некоторой критической превращается в чистый мартенсит. Такую закалку называют полной.
При неполной закалке нагрев стали осуществляется выше линии РSК(точка Ac1), но ниже линии GSE. При этом в доэвтектоидных сталях образуется структура аустенит + феррит, а в заэвтектоидных – аустенит + цементит. В таком случае даже охлаждение с очень высокой скоростью не может обеспечить чисто мартенситной структуры, так как избыточные фазы (феррит или цементит) сохраняются в структуре без изменений, В результате в доэвтектоидных сталях получается структура мартенсит + феррит, а в заэвтектоидных – мартенсит + цементит.
Твёрдость мартенсита, представляющего собой пересыщенный твёрдый раствор углерода в -железе, зависит от содержания в нём углерода (рис 1). В среднеуглеродистых и высокоуглеродистых сталях она составляет 55…65 НRС или 550…680НВ.
Феррит одна из самых мягких и малопрочных фаз в сталях. Его твёрдость не превышает 80…100 НВ. Цементит же – весьма твёрдая фаза (около 1000 HV или более 700 НВ). Следовательно присутствие избыточного феррита в структуре закалённой стали резко снижает её твёрдость, в то время как цементит способствует получению более высокой твёрдости.
Рис. 1 Зависимость твёрдости мартенсита от содержания углерода в стали.
Таким образом, для доэвтектоидных сталей целесообразно производить полную закалку на чистый мартенсит, а для заэвтектоидных – неполную, которая кроме мартенсита сохраняет в структуре некоторое количество цементита. Для эвтектоидной стали возможна только полная закалка.
Следует иметь в виду, что нагрев стали при закалке до температур, значительно превышающих критические точки Ac3 и Аcm, вообще не желателен, так как может привести к сильному обезуглероживанию и окислению поверхности деталей, укрупнению зерна аустенита и увеличению внутренних напряжений. В итоге после закалки с таких температур твёрдость поверхности оказывается заниженной, наблюдается повышенная деформация детали, получающийся мартенсит имеет грубое строение и обладает повышенной хрупкостью.
Всё это позволяет придти к выводу, что в зависимости от состава стали её нагрев под закалку целесообразно осуществлять до температур, лежащих на 30… 50 0С выше линии GSK (рис 2)
Рис. 2. Оптимальный интервал температур нагрева под закажу углеродистых сталей.
Скорость охлаждения при закалке
Структура и свойства закаленной стали в большей степени зависят не только от температуры нагрева, но и от скорости охлаждения. Получение закалочных структур обусловлено переохлаждением аустенита ниже линии PSK, где его состояние является неустойчивым. Увеличивая скорость охлаждения, можно обеспечивать его переохлаждение до весьма низких температур и превратить в различные структуры с разными свойствами. Превращение переохлажденного аустенита может идти как при непрерывном охлаждении, так и изотермически, в процессе выдержки при температурах ниже точки Ar1 (т. е. ниже линии PSK).
Влияние степени переохлаждения на устойчивость аустенита и скорость его превращения в различные продукты представляют графически в виде диаграмм в координатах «температура-время». В качестве примера рассмотрим такую диаграмму для стали эвтектоидного состава (рис 3). Изотермический распад переохлажденного аустенита в этой стали происходит в интервале температур от Ar1 (727 °С) до Мн (250 °С), где Мн -температура начало мартенситного превращения. Мартенситное превращение в большинстве сталей может идти только при непрерывном охлаждении.
Рис.3 Диаграмма распада аустенита для стали эвтектоидного состава.
На диаграмме (см. рис 3) нанесены две линии, имеющие форму буквы «С», так называемые «С-кривые». Одна из них (левая) указывает время начало распада переохлажденного аустенита при разных температурах, другая (правая) – время окончания распада, В области, расположенной левее линии начала распада, существует переохлажденный аустенит. Между С-кривыми имеется как аустенит, так и продукты его распада. Наконец, правее линии конца распада существуют только продукты превращения.
Превращение переохлажденного аустенита при температурах от Ar1 до 550 0С называют перлитным. Если аустенит переохлажден до температур 550…Mн, – его превращение называется промежуточным.
В результате перлитного превращения образуются пластинчатые структуры перлитного типа, представляющие собой феррито-цементитные смеси различной дисперсности. С увеличением степени переохлаждения в соответствии с общими законами кристаллизации возрастает число центров. Уменьшается размер образующихся кристаллов, т.е. возрастает дисперсность феррито-цементитной смеси. Так если превращение происходит при температурах, лежащих в интервале Ar1…650°C, образуется грубая феррито-цементитная смесь, которую называют собственно перлитом. Структура перлита является стабильной, т.е. неизменяемой с течением времени при комнатной температуре.
Все остальные структуры, образующиеся при более низких температурах, т.е. при переохлаждениях аустенита, относятся к метастабильным. Так при переохлаждении аустенита до температур 650…590°С он превращается в мелкую феррито-цементитную смесь, называемую сорбитом.
При ещё более низких температурах 590… 550 °С образуется тростит -весьма дисперсная феррито-цементитная смесь. Указанные деления перлитных структур в известной степени условно, так как дисперсность смесей монотонно возрастает с понижением температуры превращения. Одновременно с этим возрастают твёрдость и прочность сталей. Так твёрдость перлита в эвтектовдной стали составляет 180…22- НВ (8…19 HRC), сорбита – 250…350 НВ (25…38 НRС), тростита – 400…450 НВ (43…48HRC).
При переохлаждении аустенита до температур 550…МН он распадается с образованием бейнита. Это превращение называется промежуточным, так как в отличие от перлитного оно частично идет по так называемому мартенситному механизму, приводя к образованию смеси цементита и несколько пересыщенного углеродом феррита. Бейнитная структура отличается высокой твёрдостью 450…550 НВ.
Рис.4 Диаграмма распада аустенита для доэвтектоидной (а) и заэвтектоидной (б) сталей.
На диаграммах распада аустенита для доэвтектоидных и заэвтектоидных сталей (рис.4.) имеется дополнительная линия, показывающая время начала выделения из аустенита избыточных кристаллов феррита или цементита. Выделение этих избыточных структур происходит только при небольших переохлаждениях. При значительном переохлаждении аустенит превращается без предварительного выделения феррита или цементита, В этом случае содержание углерода в образовавшейся смеси отличается от эвтектоидного.
В случае непрерывного охлаждения аустенита с различной скоростью его превращение развивается не при постоянной температуре, а в некотором интервале температур. Для того, чтобы определить структуры, получающиеся при непрерывном охлаждении, нанесём на диаграмму распада аустенита кривые скорости охлаждения образцов углеродистой эвтектоидной стали (рис.5.).
Из этой диаграммы видно, что при очень малой скорости охлаждения V1 которая обеспечивается охлаждением вместе с печью (например, при отжиге), получается структура перлита. При скорости V2 (на воздухе) превращение идёт при несколько более низких температурах. Образуется структура перлит, но более дисперсный. Такая обработка называется нормализацией и широко применяется для малоуглеродистых сталей (иногда и для среднеуглеродистых) взамен отжига в качестве смягчающей.
Рис.5. Кривые распада аустенита при непрерывном охлаждении эвтектоидной стали.
При скорости V3 (охлаждение в масле) превращение аустенита идёт при таких температурах, которые обеспечивают получение сорбитной структуры, а иногда и троститной.
Если аустенит охлаждать с очень большой скоростью (V4), то он переохлаждается до весьма низкой температуры, обозначенной на диаграммах, как Мн. Ниже этой температуры происходит бездиффузионное мартенситное превращение, приводящее к образованию структуры мартенсита. Для углеродистых сталей такую скорость охлаждения обеспечивает, например, вода
В общем случае минимальная скорость охлаждения, при которой весь аустенит переохлаждается до температуры Мн и превращается в мартенсит, называется критической скоростью закалки. На рис.5, она обозначена, как Vкр и является касательной к С-кривой. Критическая скорость закалки – важнейшая технологическая характеристика стали. Она определяет выбор охлаждающих сред для получения мартенситной структуры.
Величина критической скорости закалки зависит от химического состава стали и некоторых других факторов. Так, например, у некоторых легированных сталей даже охлаждение на воздухе обеспечивает скорость больше критической.
При закалке на мартенсит необходимо учитывать, что эта структура имеет большой удельный объём и её образование сопровождается как заметным увеличением объёма закаливаемого изделия, так и резким увеличением внутренних напряжений, которые в свою очередь приводят к деформации или даже к образованию трещин. Всё это в сочетании с повышенной хрупкостью мартенсита требует проведения дополнительной термической обработки закалённых деталей – операции отпуска.
Также по теме:
Отпуск стали. Термообработка, обычно проводящаяся после закалки.
Свойства легированных сталей. Структура, свойства и применение.
Регулируемая закалка в водо-полимерных средах
Детали и механизмы машин, преимущественно изготавливаются из сталей. Особо ответственные или нагруженные детали изготавливаются из углеродистых сталей с обязательным упрочнением, относительно исходного состояния. Прочностные характеристики материалов определяются не только химическим составом, но и строением кристаллической решётки. Металлы имеют различную прочность и твёрдость в зависимости строения кристаллической решётки.
Нагревая и охлаждая металлы, можно изменять структуру, а значит влиять на их твёрдость и прочность. Изделие на уровне заготовки должно быть мягким для облегчения механической обработки. Мягким оно становится после отжига, когда у него перлитная кристаллическая структура.
При нагреве сталей выше температуры перекристаллизации (точки GSE на диаграмме железоуглерод), металл из α (альфа-железо) переходит
в γ (гамма) железо, такая структура кристаллической решетки называется аустенит. Если γ железо быстро охладить, то основная часть атомов
не успеет перестроиться в привычную для себя α решётку. Так получают твердое изделие, которое имеет преимущественно структуру
мартенсит – т.е. твердый раствор углерода в γ железе. Решетка мартенсита значительно деформирована и вместо кубической переходит
тетрагональную форму. Структура, состоящая из мартенсита, будет иметь максимально возможную твёрдость.
На практике готовые детали имеют структуру мартенсита и перлита в различных пропорциях. Необходимое соотношение между структурами, а значит, твёрдости и вязкости получают с помощью операции последующего нагрева, называемого отпуском. При отпуске часть атомов из γ решётки перестраиваются в привычную для себя α решётку, при этом снижаются внутренние напряжения и соответственно твёрдость. Причем, чем выше температура отпуска, тем больше атомов перестроятся, а изделие будет менее твёрдым и более вязким.
Режимы охлаждения при закалке
Наиболее изученными вопросами в материаловедении являются связь химического состава со структурой металла при определённых температурах.
Наиболее слабо изученное направление в технологии упрочнения это методы, условия и режимы охлаждения. Между тем именно в охлаждении
кроются большие резервы управления структурой и свойствами металла в готовых изделиях.
Основной вопрос упрочнения, это с какой интенсивностью охлаждать? Казалось бы, охлаждай максимально быстро – получится максимальная твёрдость,
но при этом повышенные внутренние напряжения приведут к образованию трещин на деталях. Так называемые и всем термистам хорошо знакомые,
закалочные трещины. Охлаждая медленно – не достигнешь необходимой твёрдости и деталь надо будет отжигать, а затем проводить повторную термообработку.
Каждая марка имеет свою «критическую» скорость охлаждения, которая обеспечивает максимальную твердость и не приведёт к растрескиванию.
Например, сталь 45Х, в зависимости от типа охладителя, можно закалить на HRC 45 или на HRC 60. Что бы «выжать» максимальную твёрдость
необходимо охлаждать с максимально близкой к критической скорости, для конкретной марки стали и геометрии заготовки. Отсюда можно сделать
простой вывод, что интенсивность снижения температуры должна быть регулируемая. Широко применяемых скоростей всего две:
это скорость охлаждения в воде и в масле. Даже учитывая, что интенсивность, в небольшом диапазоне, можно регулировать температурой и
циркуляцией, то всё равно критическую скорость закалки можно не получить.
Водяные и масляные среды могут обеспечивать «критическую» скорость закалки только в некоторых вариантах применения. К тому же если с водой работать относительно просто, то закалка на масло имеет специфические особенности и недостатки:
- недостаточная интенсивность охлаждения, для некоторых марок;
- способность возгораться, выделять вредные пары, дым, коксоваться на стенках воздухопроводов и т.д.,
- хорошее смачивание поверхностей и как следствие большой вынос масла с заготовками, испарение;
- изменение химического состава под воздействием высоких температур;
- необходимость промывки заготовок в моющих средствах с дальнейшей регенерацией масляных плёнок.
Недостатки традиционных вариантов упрочнения способствовали поиску более оптимальных закалочных смесей и приёмов закалки, хотя бы для некоторых вариантов заготовок и сплавов. В результате появилось несколько вариантов технологий закалки и составов, лучше подходящих для некоторых видов изделий. Наибольшее распространение получили жидкие полимерные концентраты в соединении с водой. Впервые в Советском союзе данная технология появилась в 1980г.
Характеристики водо-полимерных сред
Данные составы представляют собой смесь воды и полимеров в определённых соотношениях. Полимерами называются химические соединения, образованные длинными цепочками макрочастиц, получаемых соединением микрочастиц — мономеров. Такая реакция называется полимеризация. Смешивание позволяет получить стабильную жидкость с регулируемой теплоёмкостью, а значит, и охлаждающей способностью.
Основой состава жидкости является вода, пусть даже с изменёнными свойствами. Поэтому имеются ограничения на использование водо-полимерных жидкостей.
Данные среды не рекомендуется использовать для закалки высоколегированных инструментальных и штамповых марок сталей, а также деталей сложной формы или с переменным сечением.
В качестве исходного концентрата полимера применяется полиакриловая соль железа марки ПК-М. Этот полимер оказался дешевым и имел преимущества относительно других, схожих по составу, полимеров. Изначально охлаждающие среды с применением полимеров были предназначены для замены масла с целью устранения возгораемости. Уже вскоре разработали материалы, которые превзошли масло по эффективности, для некоторых изделий. Обнаружились и другие преимущества водо-полимерных сред.
Усредненные результаты охлаждения в различных средах
| Характеристика | Масло И-20 | Среда ПК-М |
|---|---|---|
| Твёрдость | (HB ≤ 363) | 302 – 311 |
| Коэффициент закручивания | (доп. 66-89) | 76 – 82 |
| Сопротивление на разрыв (доп. нагрузка 34-41 тс) | 34,6 – 36,0 | 35,4 – 37,4 |
| Сопротивление на разрыв по косой шайбе (доп. 34-42 тс) | 34,6 – 36,4 | 36,2 – 37,0 |
| Относительное удлинение (не менее 8,0) | 14 – 17 | 9,6 – 12,0 |
| Относительное сужение (не менее 40,0) | 53 – 59 | 50 – 53 |
| Ударная вязкость (не менее 0,5 МПа) | 6,6 – 7,3 | 5,5 – 6,7 |
Особенности применения водо-полимерной закалочной жидкости.
- Концентрация вредных составляющих ниже ПДК в 1,5-2 раза.
- Раствор с применени6ем концентрата полимера ПК-М многократно превосходит минеральные масла и иные жидкости по длительности применения и характеристикам закалки.
- Средний расход самого концентрата на одну тонну охлаждаемых заготовок в 5-8 раз меньше, потерь масла, и в десятки раз – чем
расход растворов на основе карбоксиметилцелюлозы, полиакриламида, латекса и прочих органических полимеров.
Применение водо-полимерных сред
- Применение в качестве концентрата марки ПК-М полностью исключает операцию промывки после термообработки.
- Не предусматривается замена и очистка от продуктов разложения полимера.
- Охлаждающую способность жидкости регулируют путём корректировки состава добавлением концентрата или воды.
В водо-полимерной жидкости с успехом обрабатывают крепёж, валы, диски, кольца, прокат, поковки, литьё т.п. То есть заготовки должны быть без больших перепадов сечений и из простых углеродистых или низколегированных сталей. Высоколегированные можно обрабатывать избирательно, в зависимости от формы заготовки. Не рекомендуются закаливать трещиночувствительные стали, из которых делают штампы, пресс-формы, некоторый инструмент.
Водо-полимерная закалка становится выгодной в технологическом, экономическом и экологическом плане для некоторых марок сталей и форм заготовок.
Изменением соотношений полимер-вода возможно получить практически любую интенсивность в диапазоне «вода — масло».
Для проведения закалки выпускаются специализированные закалочные ванны с системами анализа охлаждающей способности. Ванны для водо-полимерных составов могут быть различных типоразмеров. Каждая модель ванны оборудуется импеллером с направляющими потока, системой нагрева, охлаждения, индикации температуры и т.д.
Опционально предлагается система анализа охлаждающей способности. Соотношения составов для смешивания: вода 80%, жидкий концентрат полимеров марки «ПК-М»-20%. Средний расход жидкого концентрата марки ПК-М соответствует ~ 4 – 10кг на тонну обрабатываемого металла. При эксплуатации ванны нет необходимости в полной замене раствора. Необходимую концентрацию составов поддерживают проведением корректировок, добавлением воды, значительно реже, – полимера).
На фото процесс начала приготовления раствора закалочного полимера.
Анализ охлаждающей способности жидкости проводят по графику снижения температуры эталона с вмонтированной внутрь термопарой.
Эталон нагревается в небольшой печи и переносится в ёмкость с анализируемой жидкостью. Регистратор температуры эталона фиксирует график охлаждения.
График выводится на монитор компьютера, где производится сравнительный анализ и принимается решение о необходимости корректировки.
| Xometry Europe
Сталь — один из самых важных и знаковых металлов на земле. Из комбинации железа и углерода возник прочный, универсальный и широко используемый сплав. От зданий, инфраструктуры, водных судов, автомобилей, машин, приборов до простой посуды, такой как вилки и ложки, его применение, кажется, не имеет границ. Это связано с многочисленными желательными свойствами, которыми обладает сталь. Одним из таких свойств является твердость, способность материала сопротивляться деформации, вызванной вдавливанием, ударом или истиранием. Однако естественной твердости стали не всегда достаточно для конкретных инженерных применений, таких как несущие конструкции и детали двигателей. Вот почему были разработаны методы значительного увеличения твердости наряду с другими свойствами стали. Эти методы известны как закалка стали.
Закалка стали обычно проводится на готовой продукции, а не на сырье. При обработке с ЧПУ закалка стали представляет собой процесс после обработки, выполняемый на обработанных деталях. Это делается таким образом по ряду причин. Во-первых, закаливать целый блок стали экономически нецелесообразно, так как в процессе механической обработки будет удален большой его процент. Кроме того, закаленная сталь намного сложнее обрабатывать, так как твердость заготовки затрудняет проникновение инструмента.
Внутренние конструкции из стали и их твердость Не все стали имеют одинаковый состав. Именно, есть разные составы стали для разных целей. Разница в стали сводится к их внутренней структуре. Поскольку потребность в более прочных несущих металлах увеличилась, возникла необходимость в закалке стали. Сталь в своей самой простой форме имеет относительно небольшую прочность и твердость. Однако модификация его внутренней структуры дает впечатляющие результаты в отношении его прочности и твердости. Закалка стали просто включает процессы, предназначенные для формирования определенной внутренней структуры по сравнению с другой. К внутренним конструкциям из стали относятся:
Это самая твердая форма внутренней кристаллической структуры стали. При быстром охлаждении аустенитного железа образуется мартенсит. Из-за высокой скорости охлаждения углерод остается в твердом растворе, что приводит к затвердеванию детали. Он чрезвычайно твердый и ломкий. Мартенсит имеет игольчатую игольчатую микроструктуру, которая выглядит как линзообразные пластинки или пластинки, которые делят и подразделяют зерна исходной фазы, всегда соприкасаясь, но никогда не пересекаясь друг с другом. Эта структура встречается во многих системах сплавов, включая Fe-C, Fe-Ni-C.
Аустенит Аустенит является следующей по твердости внутренней структурой стали после мартенсита. Он относится к сплавам железа, в которых железо является гамма-железом. Обычно это происходит при температурах ниже 1500ºC и выше 723ºC.
Перлит отличается от мартенсита тем, что перлитная структура формируется при медленном охлаждении. Это пластинчатая конструкция из феррита и цементита. При 723ºC гамма-железо трансформируется из ГЦК-структуры в альфа-железо, вытесняя карбид железа (цементит) из раствора.
Методы закалки стали Существуют различные методы закалки стали. Эти методы могут быть термическими, механическими, химическими или комбинацией двух или более из них. Процессы термической закалки являются наиболее распространенными методами закалки стали. Обычно они включают три основных этапа: нагрев стали, выдерживание ее при определенной температуре и охлаждение. Первый этап обычно включает нагрев металла до очень высокой температуры, достаточной для того, чтобы вызвать внутренние структурные изменения. Это также облегчает работу с металлом, например, изменение его формы. Существуют различные методы закалки стали:
Холодная обработка обычно изменяет свойства стали или металлов. Этот метод закалки стали представляет собой просто деформацию металла при температуре ниже его точки плавления. Такие свойства, как предел текучести, предел прочности при растяжении и твердость, увеличиваются, а пластичность и способность материала к деформации уменьшаются. Деформационное упрочнение, возникающее в результате накопления и запутывания дислокаций при пластической деформации, является важным видом упрочнения элементов. Хотя около 90% энергии при наклепе рассеивается в виде тепла, остальная часть накапливается в кристаллической решетке, увеличивая тем самым ее внутреннюю энергию.
Закалка с легированием на твердый раствор Упрочнение на раствор — это добавление легирующего элемента к основному металлу для создания твердого раствора. При затвердевании металл твердеет за счет присутствия атомов сплава в кристаллической решетке основного металла. Разница в размерах атомов растворенного вещества и растворителя влияет на эффективность твердого раствора. Если атом растворенного вещества больше атома растворителя, возникают поля деформации сжатия. С другой стороны, если атом растворителя больше, чем атомы растворенного вещества, возникают поля деформации растяжения. Атомы растворенного вещества, которые искажают решетку в тетрагональную структуру, вызывают быстрое затвердевание. Очевидным примером является влияние цементита на сталь.
При закалке, также называемой мартенситным превращением, сталь нагревают выше критической температуры до аустенитной области, выдерживают при этой температуре, а затем быстро охлаждают или чаще закаливают в воде, масле или расплавленная соль. Для доэвтектоидных сталей температура нагрева на 30-50°С выше предела линии растворимости аустенита. Для заэвтектоидных сталей температура выше эвтектоидной. Закалка вызывает мартенситное превращение, которое значительно упрочняет сталь. Однако закаленная сталь очень хрупкая. Поэтому необходимо проводить отпуск для снятия внутренних напряжений и снижения хрупкости. Максимальная твердость достигается, когда скорость охлаждения при закалке достаточно высока, чтобы обеспечить полное мартенситное превращение
Как следует из названия, поверхностное упрочнение создает твердую поверхность, необходимую для сопротивления износу в таких устройствах, как коленчатые валы, подшипники и т.п. Этот метод закалки стали, как правило, включает один из трех подходов:
Индукционная и пламенная закалка Это дифференциальная термическая обработка поверхности. Поверхность быстро нагревается, чтобы предотвратить воздействие на центр материала. Затем материал подвергается гораздо более быстрой закалке. Таким образом, на поверхности развивается высокий уровень мартенсита.
При этом происходит изменение состава поверхностной зоны. Мелкие частицы рассеиваются, позволяя выбранным газам реагировать со сталью и диффундировать в нее. В этом процессе сталь подвергается термической обработке для получения отпущенной мартенситной структуры. Затем он подвергается воздействию атмосферы аммиака при температуре около 550ºC в течение 12-36 часов. Небольшие легирующие элементы, такие как Al или Cr , способствуют образованию тонкой дисперсии нитридов, которые значительно повышают поверхностную твердость и износостойкость. Этот состав нитридов намного превосходит мартенсит по твердости.
Науглероживание Это включает воздействие на сталь углеродистой атмосферы при высокой температуре. Углеродосодержащая атмосфера может быть создана из высококачественного угля или диссоциированного природного газа. Атомы углерода диффундируют в недра металла, что приводит к образованию высокоуглеродистой оболочки, которая при последующей закалке создает твердую износостойкую мартенситную поверхность.
Твердость не имеет одной конкретной единицы измерения. Скорее, он описывается с использованием порядковых номеров. Существуют различные тесты на твердость, и индекс, используемый для описания твердости материала, зависит от используемого теста. Некоторые распространенные тесты на твердость:
Испытание на твердость по БринеллюВ этом испытании на поверхность материала воздействует стальной шарик известного диаметра. Затем рассчитывается число твердости по Бринеллю (BHN) по формуле, приведенной в таблице ниже. Измеряется диаметр полученного оттиска; вместе с диаметром стального шарика рассчитывается BHN.
Тест на твердость по Виккерсу В тесте на твердость по Виккерсу нагрузкой является алмазная пирамида с квадратным основанием. Эта нагрузка прикладывается к поверхности материала в течение примерно 30 секунд. Площадь пирамидального отпечатка рассчитывается и затем используется для расчета твердости металла.
Это испытание на твердость специально предназначено для тонких листов или очень хрупких материалов. Пирамидальное алмазное острие создает очень маленькое углубление на материале. Далее сделанный отпечаток изучается под микроскопом и используется для расчета твердости материала.
Испытание на твердость по РоквеллуТвердость по Роквеллу была разработана для измерения разницы в твердости стали до и после термической обработки. Пенетратор может представлять собой стальной шарик или алмазный сфероконический пенетратор. Твердость измеряется путем определения глубины проникновения в материал. Обычно применяются две нагрузки. Незначительная нагрузка вызывает первоначальное впечатление, а большая нагрузка вызывает основное проникновение.
| Test | Indenter |
| Brinell | 10mm sphere of steel or tungsten carbide |
| Vickers | Diamond pyramid |
| Knoop microhardness | Diamond pyramid |
| Rockwell | Алмазный конус |
Американский институт чугуна и стали (AISI) классифицирует сталь на четыре основные группы:
- Углеродистая сталь
- Легированная сталь
- Нержавеющая сталь
- Инструментальная сталь
Основными элементами стали являются железо и углерод. Однако различные количества углерода и других легирующих элементов определяют свойства каждого сорта. Содержание углерода в любой стали определяет ее прокаливаемость, а также максимально достижимую твердость. Это особенно верно для закалки, так как углерод способствует образованию мартенсита.
Углеродистые стали представляют собой сплавы железа, содержащие до 2% углерода. Они часто содержат следовые количества легирующих элементов, улучшающих определенные свойства. Основываясь на фактическом количестве содержащегося углерода, углеродистая сталь может быть дополнительно классифицирована как низкоуглеродистая сталь, среднеуглеродистая сталь и высокоуглеродистая сталь.
Низкоуглеродистая сталь Также известная как мягкая сталь, содержит 0,08–0,35% углерода. Из-за низкого содержания углерода низкоуглеродистые стали не подвергаются закалке стали. Однако их можно упрочнить цементацией.
Эти стали содержат 0,35–0,5% углерода. Они прочнее низкоуглеродистых сталей, но с ними труднее работать. Среднеуглеродистые стали легко подвергаются закалке. При легировании следами марганца их прокаливаемость увеличивается. Среднеуглеродистые стали также подвергают цементации для применений, где износостойкость имеет решающее значение, например, в коленчатых валах.
Высокоуглеродистые сталиВысокоуглеродистые стали содержат более 0,5% углерода. Эти виды стали очень хорошо прокаливаемые из-за высокого содержания углерода. Обычно они упрочняются закалкой. Однако это делает их довольно хрупкими, поэтому требуется отпуск.
Легированные стали (UNS G13300-G98500, DIN 1.2xxx) Помимо содержания углерода химический состав является еще одним фактором, влияющим на прокаливаемость сталей. Легированные стали содержат различные количества меди, никеля, марганца, бора и ванадия. Эти стали очень хорошо упрочняются закалкой. Это связано с тем, что легирующие элементы задерживают распад аустенита, тем самым легко образуя мартенсит в легированных сталях. Закалка на твердый раствор также является эффективным и распространенным способом упрочнения легированных сталей.
Нержавеющие стали — это стали, содержащие от 10 до 20% хрома в качестве основного легирующего элемента. Они очень устойчивы к коррозии и эрозии. В зависимости от структуры и состава нержавеющие стали можно разделить на:
АустенитныеАустенитные стали обычно содержат железо, 18% хрома, 8% никеля и менее 0,8% углерода. Они являются наиболее широко используемым типом нержавеющих сталей. Аустенитные стали немагнитны и не поддаются термической обработке. Однако они легко подвергаются закалке при холодной обработке.
Ферритная Эти стали обычно содержат менее 0,1% углерода, 12-17% хрома и следовые количества никеля. Ферритные стали обладают магнитными свойствами, но не могут быть упрочнены термической обработкой. Холодная обработка является эффективным методом их упрочнения.
Из-за своей внутренней структуры мартенситная сталь довольно твердая. Эти стали содержат до 1,2% углерода в дополнение к 12-17% хрома. Из-за относительно высокого содержания углерода мартенситные стали легко подвергаются закалке при термической обработке.
ДуплексДуплексные стали имеют как ферритную, так и аустенитную микроструктуры. Эти стали закаляются путем термической обработки или поверхностной закалки.
Дисперсионно-твердеющие стали Дисперсионно-твердеющие стали представляют собой нержавеющие стали, содержащие хром, никель и другие легирующие элементы, такие как медь, алюминий и титан. Эти легирующие элементы позволяют нержавеющей стали подвергаться закалке раствором и термической обработке старением. Они могут быть аустенитными или мартенситными.
Как следует из названия, инструментальные стали регулярно используются в производстве таких инструментов, как режущие и сверлильные инструменты. Обычно они содержат вольфрам, кобальт, ванадий и молибден. Эти инструменты могут быть закалены холодной обработкой, а также термической обработкой, такой как закалка.
Типы стали и наиболее подходящий метод их закалки| Type of steel | Quenching or ageing | Case hardening | Solution hardening | Cold working |
| Low carbon steel | ✔ | |||
| Среднеуглеродистая сталь | ✔ | ✔ | ||
| Высокоуглеродистая сталь | ✔ | |||
| Austenitic steel | ✔ | |||
| Ferritic steel | ✔ | |||
| Martensitic steel | ✔ | |||
| Дуплексная сталь | ✔ | ✔ | ||
| Сталь дисперсионного твердения | ✔ | |||
| Alloy steel | ✔ | ✔ | ||
| Tool steel | ✔ | ✔ |
Laser Hardening for Metalworking & Toolmaking
Процесс и метод закалки металла
Целью всех процессов закалки металлов является обеспечение структурного преобразования стальных и чугунных материалов для придания им большей прочности. Сначала исходная ферритно-перлитная структура материала аустенизируется при нагреве, а затем закалкой превращается в твердый мартенсит. Здесь закалка с помощью мощных диодных лазеров имеет решающее преимущество, поскольку позволяет нагревать исключительно определенные участки, подвергающиеся напряжению. Для сложных компонентов это позволяет упрочнить детали, а в других зонах сохранить пластичность исходной структуры. Эта локальная обработка во многих случаях невозможна при индукционной закалке, которая, таким образом, имеет недостатки по сравнению с лазерной закалкой. Поскольку заготовка нагревается только вблизи поверхности с малой глубиной закалки при лазерной пайке, поэтому тепло очень эффективно распределяется по соседнему материалу. Таким образом, в большинстве случаев нет необходимости в дополнительной охлаждающей среде, что снижает затраты. Поскольку деформация минимальна по сравнению с другими методами упрочнения, обычно нет необходимости в дополнительных методах исправления деформации материала.
Упрочнение поверхностей материалов диодными лазерами
Процессы лазерного упрочнения поверхности, как правило, могут применяться для всех материалов, для которых можно использовать традиционные методы упрочнения, благодаря соответствующему содержанию углерода. При лазерной закалке локально упрочняются только сильно нагруженные участки компонентов, например, стали и чугуна в инструментальном производстве. Термическая обработка подверженных износу или циклически нагруженных участков компонентов – например, в контрактном производстве – может быть реализовано очень эффективно и гибко в сочетании с Laserline Оптический зум OTZ .
Упрочнение компонентов
Диодные лазеры особенно подходят для упрочнения поверхности компонентов стальных конструкций. Лазерный луч нагревает участки вблизи поверхности заготовки до температуры от 900°C до 1500°C, вызывая термоиндуцированную аустенитизацию исходной ферритно-перлитной структуры стали. При движении луча материал на обрабатываемой детали быстро остывает (самозакалка), создавая твердый мартенсит. По многим причинам этот процесс может быть реализован более эффективно с помощью лазеров, чем с индукционными катушками или газовым пламенем. Во-первых, материал физически нагревается быстрее, чем при других методах. Во-вторых, зоны, важные для закалки, можно обрабатывать более избирательно, а это означает, что локальный подвод тепла нагревает только определенные части заготовки. И, в-третьих, подводимое тепло можно точно дозировать с помощью специальной оптики, формирующей луч, со встроенными пирометрами или тепловизионными камерами, не в последнюю очередь с особым вниманием к различным локальным теплопроводностям для одного и того же компонента. Благодаря этим характеристикам диодный лазер отлично подходит для обработки сложных геометрических структур, требующих упрочнения в одних зонах и сохранения пластичности в других. Кроме того, эти технологические преимущества позволяют экономить средства. То есть из-за низкой деформации и самозакалки материала обычно не требуется (или требуется лишь небольшое) действие в плане компенсации деформации и охлаждения. Наконец, это положительно сказывается на времени и требуемых материалах.
Где используются диодные лазеры для закалки?
Эта обработка особенно подходит для подверженных износу или циклически нагруженных компонентов, таких как распределительные валы. В каждом бензиновом и дизельном двигателе сталь трется о сталь. В результате зоны контакта необходимо закаливать, иначе детали вряд ли будут иметь большую долговечность. Индуктивный метод мало помогает, когда речь идет об этих сложных структурах. Конструкция современных распределительных валов (с кулачками различной формы и переключающими заслонками для отключения цилиндров или изменения управления двигателем) требует точной поверхностной закалки, что возможно только с помощью диодных лазеров. Диодные лазеры уже давно используются в производстве крупных инструментов из листового металла, причем самые старые системы закалки в этом отношении уже используются в течение 10–15 лет. Поскольку цены на источники лазерного луча уже несколько лет снижаются, наряду с этими типичными областями применения постоянно изучаются новые области применения.
Технологические преимущества диодного лазера
Закалка с помощью диодных лазеров позволяет добиться максимальной твердости деталей машин, инструментов, комплектующих и товаров в зависимости от материала, о котором идет речь. Регулирование температуры во время процесса закалки металла обеспечивает достижение оптимальных результатов процесса для каждого материала и области применения. Однако термическая обработка также может использоваться для локального снижения твердости высокопрочных материалов, чтобы обеспечить лучшую деформируемость в этих локальных областях.
По сравнению с другими процессами диодный лазер имеет множество преимуществ:
- Идеальная регулировка фокуса по контуру твердости
- Локальная термообработка определенных участков
- Интеграция процесса нагрева в существующие производственные линии
- Опция упрочнение сложной геометрии
Упрочнение поверхности
Лазерное упрочнение относится к процессам поверхностного упрочнения. Обычно сверхнапряженные участки деталей из стали или чугуна закаляются только на локальном уровне, например, в производстве инструментов для изготовления кузовов автомобилей.
Структура балки нагревается и изменяется только в приповерхностных областях заготовки, т.е. в поверхностном слое. У закаленных и отпущенных сталей толщина этой области закалки может достигать 1,5 мм. Поскольку луч диодного лазера можно избирательно и гибко направлять на заготовку практически с любого направления, а температуру заготовки можно точно контролировать, можно выполнять поверхностную закалку геометрически очень сложных компонентов. От зубчатых колес, звездочек, кулачковых и червячных валов до захватных и режущих инструментов в канатных барабанах — почти любая геометрия поверхности может быть успешно упрочнена с помощью диодных лазеров Laserline.
Источник: Fraunhofer IWS, Volkswagen AG.Закалка распределительных валов
Распределительные валы используются в двигателях внутреннего сгорания. Их сложная геометрия, необходимая для переключения времени управления или частичной дезактивации цилиндра, а также сценарий их использования с экстремальными нагрузками на материал, требуют точного и выборочного упрочнения. Таким образом, балочная структура краевого слоя компонента упрочняется только локально. В нижележащем материале должна сохраняться пластичная структура, чтобы вал, находящийся под постоянным напряжением, мог выдерживать как высокие статические, так и динамические нагрузки.
Укрепление контракта
Предприятия по контрактному производству и металлообработке полагаются на технологические заказы на закалку, так как им не стоит покупать собственное закалочное оборудование по разным причинам. Эти компании работают в разных областях, а это означает, что они должны быть в состоянии справиться с различными требованиями. Диодные лазеры Laserline — отличный инструмент. Поскольку луч можно направлять гибко и при точной температуре, они могут успешно обрабатывать практически любую заготовку. С точки зрения приобретения они являются наиболее экономически выгодными из всех имеющихся источников пучка из-за их сравнительно низкой стоимости.
Кроме того, их высокая энергоэффективность, длительный срок службы и низкие требования к техническому обслуживанию также делают их чрезвычайно экономичными в эксплуатации.
MATEX PM, компания из г. Пльзень, Чешская Республика, предлагает решения для различных областей применения металлов с использованием диодных лазеров. Совместно с Laserline компания MATEX PM, например, разработала метод, позволяющий с помощью лазерной закалки защитить канатный барабан из чугуна диаметром два метра и весом 2,5 тонны от чрезмерного износа в процессе эксплуатации.
На что следует обратить внимание в процессе термообработки стали
Неправильная обработка металла приводит к потере прибыли и производительности. Обязательно учтите здесь все, что касается процесса термообработки.
1. Избегайте перегрева
Перегрев и возгорание металлов вполне возможны, когда вы имеете дело с металлами с низким содержанием металлов. Обезуглероживание часто является причиной негативного воздействия или разрушения вашей стали. Когда ваша температура поднимается выше 1200 ° C, ваша сталь или металлы с низким содержанием допуска могут быть повреждены.
Механические свойства ваших металлов ухудшаются, когда термическая обработка предшествует процессу ковки. Механические процессы должны быть завершены до того, как вы нагреете металл. Если вы хотите избежать механических дефектов из-за слишком сильного нагрева, ваш металл необходимо обработать заранее.
Обработанный металл, требующий слишком большого нагрева, влияет на ударную вязкость и прочность металла. Если вы заметили, что поверхность вашего металла неровная, как на апельсиновой корке, с твердыми и мягкими пятнами повсюду, значит, он перегрелся.
Воздействие перегрева не является неизбежным. Можно избежать удара, тщательно контролируя температуру источника тепла. Проверяя инструменты, которые вы используете, удостоверяясь, что они были защищены растворами для обезуглероживания, вы гарантируете, что они правильно нагреваются.
Неравномерно нагретый металл иногда страдает от слишком быстрого нагрева. Дайте ему медленно и естественно остыть, чтобы избежать этих проблем.
2. Следите за ломкостью
Хрупкий металл опасен, так как он может треснуть, когда вы меньше всего этого ожидаете, что приведет к травмам или повреждению ваших инструментов или оборудования. Хрупкость — это проблема, возникающая при слишком сильном нагреве металла. Если вы не закалите свой металл должным образом, вы подвергнете свои металлические изделия потенциальной хрупкости.
Хрупкость возникает, когда металл подвергается отпуску в течение слишком короткого времени. Понизьте температуру закалки и обеспечьте надлежащий отпуск, и вы избежите хрупкости.
Если вы хотите исправить хрупкость, увеличьте температуру закалки и время, которое вы даете металлу, если вы заметили неправильный отпуск. Если ваш металл слишком твердый, измените формулу.
3. Используйте правильный металл
Хотя многие начинающие металлурги не знают различий между различными типами стали, они не всегда понимают, во что им обойдутся их ошибки. Не каждый сплав стали подходит для термической обработки. Из некоторых сплавов получаются металлы, которые после обработки не обладают необходимой ударной вязкостью.
На ударную вязкость обработанных металлов влияет множество факторов. Количество и тип примесей в металле являются одним из важнейших факторов, определяющих успешность термической обработки.
Сталь, смешанная с неправильным набором других элементов, приводит к состоянию поверхности, неоптимальному для закалки. Механическая или термическая обработка неподходящего типа металла позже приводит к проблемам.
4. Избегайте коробления и деформации
Чтобы избежать деформации ваших металлов до их обработки, обработка металла должна быть нормализована. Поддерживайте равномерную температуру во всем помещении и заранее предусмотрите необходимое количество времени для лечения.
Температура печи должна поддерживаться на протяжении всего процесса обработки. Металл должен быть стабилизирован, чтобы предотвратить движение. Это особенно важно во время процесса закалки, если вы хотите избежать коробления.
Засекайте каждый шаг по ходу дела. Правильный выбор времени гарантирует правильное выполнение каждого шага.
Напряжение металла перед процессом обработки также вызывает проблемы. Если вы имеете дело с информацией и деформацией, убедитесь, что вы предприняли некоторые меры по снятию стресса, и подождите, пока обработка не будет завершена.
5. Следите за переломами охлаждения
Переломы охлаждения довольно распространены, когда вы имеете дело с неравномерным нагревом или быстрым охлаждением. Даже перегрев вызывает некоторые трещины, так как доведение металла до крайности вредно для него.
Предварительно нагрейте металл до термообработки. У каждого металла и сплава есть свои пределы, принимая во внимание размер и форму. Если вы хотите избежать трещин при охлаждении, сначала учитывайте твердость металла, с которым вы имеете дело.
Выбирайте инструменты в зависимости от степени закалки и формы, с которыми вы имеете дело.
В процессе закалки часто возникают трещины. Перед закалкой металла убедитесь, что вы следуете надлежащим стандартам при закалке металла. Холодные инструменты и остатки аустенита являются распространенными причинами разрушения при охлаждении.
Если вы планируете закаливать металл после его закалки, вам нужно выждать время. Закалку нужно проводить сразу после того, как она затвердеет, а затем нужно проводить лечение в течение нужного периода времени. Если вы хотите избежать охлаждающих переломов, ваше лечение — лучшее оружие для борьбы с этим.
Если на вашем предприятии не контролируется температура, вы можете вносить всевозможные изменения в производственный процесс. Когда это произойдет, вся ваша тяжелая работа пойдет в окно. Если вы производите высококачественные или точные металлические изделия, вы рискуете повредить своей репутации, не имея хорошо построенного предприятия.
Термическая обработка стали требует усилий
Если вы хотите, чтобы ваша сталь прослужила долго, а ваша продукция прослужила долго, вам необходимо узнать все о термообработке стали. Когда вы думаете о том, как обращаться со своими металлами, рассмотрите процесс от начала до конца и запишите свое время на этом пути. Это гарантирует, что вы не столкнетесь с какими-либо проблемами из-за слишком быстрого или слишком медленного движения.
Для получения дополнительной информации о том, как проводится отпуск в одном из крупнейших словенских поставщиков термообработки, ознакомьтесь с нашим руководством.
Руководство столяра по инструментальной стали и термической обработке
О программе Верстак Инструментальная сталь Проекты Подъемный рубанок
Деревообрабатывающие звенья фракталы СПАМ Хайку Карта сайта Контакт Главная
Руководство столяра по инструментальной стали и нагреву Обработка
Вы когда-нибудь задумывались, с помощью какой волшебной стали можно сделать твердую или
мягкий? Я тоже. После закалки моего первого рубанка я решил
выяснить. Эта страница является результатом моего исследования. Пока
существуют десятки различных составов инструментальной стали,
только один, с которым у меня есть опыт, это Масло О-1
Упрочняющая инструментальная сталь . Я использую O-1 для следующего
причины:
- Дешево и доступно
- Имеет одну из самых низких температур закалки среди всех инструментальные стали, поддающиеся термообработке в домашних условиях
- Обладает хорошей устойчивостью к деформации при закалке
- Справочник по машинному оборудованию рекомендует O-1 для «инструменты с острыми краями (ножи, бритвы)» и «инструменты для операции, где не требуется высокая скорость, но стабильность в термообработке и существенной стойкостью к истиранию являются нужно”
В последующих обсуждениях термины “сталь”, “инструмент
сталь», а «углеродистая сталь» следует понимать как относящуюся к
к О-1. В то время как физические изменения и фазовые соотношения в
термическая обработка практически одинакова для всех инструментальных сталей,
требуемые температуры (и другие физические свойства)
сильно различаются по составу. Отметим также, что др.
жидкости (вода, воздух), кроме масла, используются для тушения различных
инструментальные стали и процедуры отпуска также различаются.
| Химический состав инструментальной стали O-1 | Физические свойства инструментальной стали O-1 | ||
|---|---|---|---|
| Утюг | 97,1% | Закалка (°F) | 1450 – 1500 |
| Углерод | 0,90% | (°С) | 788 – 816 |
| Хром | 0,50% | Закалка (°F) | 350 – 550 |
| Марганец | 1,00% | (°С) | 177 – 228 |
| Вольфрам | 0,50% | Диапазон твердости (R c ) | 64 – 58 |
Определения:
Отжиг – Размягчение инструмента
стали для обработки, нагревом до температуры закалки
и медленно остывает. Медленное охлаждение может быть достигнуто путем
закапывание стали в изолирующую среду, такую как известь или
вермикулита и дайте ему остыть до комнатной температуры.
Закалка – Нагрев стали до закалки температура и резкое охлаждение путем закалки в масле ванна.
Отпуск – Повторный нагрев закаленной стали до температура отпуска для снятия напряжений, возникающих в процесс затвердевания и удалить часть твердости в обмен на жесткость. Неотпущенная, закаленная инструментальная сталь почти такой же хрупкий, как стекло.
Что происходит при термообработке инструмента Стали?
Углерод и железо существуют вместе в нескольких различные фазы, в зависимости от процентного содержания углерода и температура. Фазовая диаграмма Fe-C показывает эти отношения.
Упрощенная фаза Fe-C Диаграмма (Стальная часть)
Для нашего обсуждения важны четыре фазы:
- феррит
- цементит
- аустенит
- мартенсит
Обратите внимание, что показанная диаграмма относится только к стальной части. системы. При содержании углерода от 2 до 6,67 % сплав
чугун. Свыше 6,67% углерода сплав состоит из
цементит и графит.
Сплав, состоящий точно из 0,76 % углерода и 99,24 % Fe, имеет самую низкую температуру, при которой превращение феррита и цементита в аустентит завершено. Это известно как эвтектоидная сталь . Увеличение содержания углерода сверх этого количества, а также добавление других легирующих элементов, также повышает температуру полного фазового превращения (т. е. твердения).
Полностью отожженная углеродистая сталь состоит, помимо
примеси и другие легированные элементы, механические
смесь железа и карбида железа. Железо берет на себя
кристаллическая форма феррита, а карбид железа занимает
кристаллическая форма цементита. Общая структура состоит из
полосы этих двух компонентов и известен как перлит. В этом состоянии сталь мягкая.
и работоспособный.
При нагреве стали выше критической температуры, около 1335 ° F (724 ° C) он претерпевает фазовый переход, перекристаллизовывается в аустенит. Продолжение нагрева до температура закалки, 1450-1500°F (788-843°C) обеспечивает полное превращение в аустенит. В этот момент сталь больше не магнитится, и ее цвет вишнево-красный.
Если аустенитная сталь охлаждается медленно (процесс известный как отжиг), он вернется к перлиту структура. Однако если его резко охладить закалкой в масляная ванна, новая кристаллическая структура, мартенсит, сформировался. Мартенсит характеризуется угловатым игольчатым структуру и очень высокую твердость.
Хотя мартенситная сталь очень твердая, она также
чрезвычайно хрупкий и будет ломаться, скалываться и крошиться вместе с
малейший шок. Кроме того, внутренние напряжения остаются в
средство от внезапной закалки; это также облегчит
поломка инструмента. Закалка снимает эти напряжения и
вызывает частичный распад мартенсита на феррит
и цементит. Величина этого частичного изменения фазы равна
регулируется температурой отпуска. Закаленная сталь не такая твердая, как чистая
мартенсит, но намного прочнее.
Влияние легирующих элементов на свойства инструментальной стали:
- Углерод: Повышение содержания углерода незначительно увеличивает твердость и значительно увеличивает износостойкость.
- Марганец: Небольшие количества марганца уменьшают хрупкость и улучшают ковкость. Большие суммы марганца улучшают прокаливаемость, допускают закалку в масле и уменьшают деформацию при закалке.
- Кремний: Повышает прочность, ударопрочность и ударопрочность.
- Вольфрам: Повышает «твердость в горячем состоянии» – используется в быстрорежущей инструментальной стали.
- Ванадий: Улучшает структуру карбида и улучшает способность к ковке, а также повышает твердость и износостойкость.
- Молибден: Улучшает глубокую закалку, ударную вязкость и, в больших количествах, «горячую твердость». Используется в быстрорежущей инструментальной стали, потому что она дешевле вольфрама.
- Хром: Улучшает прокаливаемость, износостойкость и прочность.
- Никель: В меньшей степени повышает прочность и износостойкость.
Включение этих элементов в различные комбинации может действовать синергетически, усиливая эффект от их использования по отдельности.
Типы инструментальной стали, кроме О-1:
Серии A и D (A-2, D-2 и т. д.) содержат больше хрома и поэтому более износостойкие.
Серия S содержит больше кремния и поэтому более устойчива к ударам. Серии M и T содержат либо больше молибдена, либо вольфрама.
быстрорежущие стали, обладающие гораздо большей жаропрочностью. Все они требуют значительно более высоких температур для закалки, чем О-1, и не являются
действительно подходит для закалки в домашних условиях.
Зачем криогенно обрабатывать инструментальную сталь?
В некоторых легированных инструментальных сталях значительное количество аустенита не превращается в мартенсит при закалке. Это особенно верно для A-2 и D-2; эти стали выбирают для кромочных инструментов из-за их более высокой износостойкость, которая снижается за счет остаточного аустенита. Поскольку аустенит нестабилен при комнатной температуре, он постепенно превращается в мартенсит в течение определенного периода времени – но мы говорим о годах, слишком долго, чтобы быть практичным. Так переохлаждая закаленное, закаленная сталь ускоряет преобразование до нескольких часов. Затем инструмент повторно закаляют после криогенной обработки, и исследования показывают, что это приводит к значительному повышению износостойкости. Поскольку мартенситное превращение более полно в О-1, криогенная обработка для этой инструментальной стали не требуется.
Цвет инструментальной стали в зависимости от температуры
| 2000°F | Ярко-желтый | 1093°С |
| 1900°F | Темно-желтый | 1038°С |
| 1800°F | Оранжево-желтый | 982°С |
| 1700°F | Оранжевый | 927°С |
| 1600°F | Оранжево-красный | 871°С |
| 1500°F | Ярко-красный | 816°С |
| 1400°F | Красный | 760°С |
| 1300°F | Средний красный | 704°С |
| 1200°F | Тусклый красный | 649°С |
| 1100°F | Светло-красный | 593°С |
| 1000°F | Очень слабо красный, в основном серый | 538°С |
| 0800°F | Темно-серый | 427°С |
| 0575°F | Синий | 302°С |
| 0540°F | Темно-фиолетовый | 282°С |
| 0520°F | Фиолетовый | 271°С |
| 0500°F | Коричневый/Фиолетовый | 260°С |
| 0480°F | Браун | 249°С |
| 0465°F | Темная солома | 241°С |
| 0445°F | Светлая солома | 229°С |
| 0390°F | Бледная солома | 199°С |
Сталь окрашивается в разные цвета в зависимости от температуры. Температуры выше 800°F (427°C) производят
яркие цвета; атомы в стали так заряжены
теплом, что они испускают фотоны. Температура ниже
800°F (427°C) дают цвета окисления. Как
сталь нагревается, на поверхности образуется оксидный слой; это
толщина (и, следовательно, интерференционный цвет, поскольку свет
отраженное) является функцией температуры. Эти цвета могут быть
используется для закалки инструментальной стали.
Если цвета вызывают затруднения:
Не всегда практично использовать цвет для определения температуры. От пяти до десяти процентов мужчин население дальтоники; кроме того, цвет раскаленной стали гораздо труднее определить на солнце, если ты делаешь термообработку на открытом воздухе, что вам следует делать, если в вашем магазине нет вентиляционной вытяжки и дымохода. Закалка может быть в духовке с точным термометром. Для температуры закалки, есть несколько решений:
Магнетизм: Помните, что при критической температуре, когда начинается фазовый переход в аустенит, сталь
стать немагнитным.
Пирометры: Хотя хорошие пирометры стоят дорого, термопару типа K можно купить за несколько долларов по
стекольный или керамический цех. Подключите его к цифровому мультиметру, загрузите диаграмму милливольт к температуре
для термопары, и все готово. Я сделал это, пропустив термопару через маленькое отверстие сбоку моей газовой горнила,
и это кажется довольно точным. Некоторые интернет-ресурсы:
- Создание пирометра
- Термопара типа K от милливольт до °F
Темпилстикс: Темпилстикс — это цветные мелки, которые гарантированно плавятся в пределах 1% от их номинальной температуры. Доступно в широкий диапазон температур до 2500°F, их можно приобрести у торговцев кузнечным/кузнечным делом (онлайн по адресу Кузница Кентавра).
Руководство по закалке и отпуску инструментальной стали O-1
Начните с отожженной стали. На этом этапе сталь мягкая.
достаточно для работы с файлом. Сделайте всю свою форму сейчас.
Однако, если вы делаете кромочный инструмент, пока не затачивайте острую кромку — остановитесь совсем чуть-чуть.
острого, оставляя его тупым.
Небольшая газовая горн с безнаддувной горелкой
(Острый край во время жары обработка вызовет нежелательные напряжения в инструменте.)
Использование соответствующего источник тепла (или создание горелки Reil), нагрейте сталь до критической температуры. Как узнать, когда вы достигнете критической температуры? Аустенит, кристаллическая структура железа/углерода, образующаяся выше критическая температура немагнитна. я держу старый магнит держится в паре удобных тисков при закалке. Когда сталь достаточно горячая, магнит не прилипает. В в этот момент сталь вишнево-красная.
Изображение фактически показывает приближение темно-желтого цвета. ярко-желтый; вишнево-красный можно увидеть дальше вниз
лезвие.
Теперь снимите сталь с огня и немедленно потушить в масле. Подойдет любое масло; я утопил на отработанном моторном масле, но теперь предпочитаю дешевое растительное масло в металлическая ведро 5 литров. (Я бы предпочел думать о картофеле фри чем двигатель, работающий на жидком топливе.) Когда ты погрузить раскаленную сталь в масло, сделать это вертикально – если вы погружаете его под углом, он деформируется. Аккуратно встряхните его в масле движениями вверх-вниз. движение; перемешивание также может вызвать деформацию. Это
Хотя похоже, что я вхожу под углом в изображение, клещи захватывают инструмент под одним и тем же углом, и фактическое движение инструмента и моей руки вертикальный.
важно, чтобы он двигался, чтобы пополнить масло в
поверхность стали; иначе образуется слой пара
что приводит к более медленному, чем хотелось бы, гашению. Если погасить
слишком медленно, инструмент не будет достаточно жестким. Держите сталь в
масло до тех пор, пока масло не перестанет пузыриться.
Как только сталь станет достаточно прохладной, чтобы с ней можно было обращаться, вытрите ее.
и проверьте его твердость. Если вы все сделали правильно, файл
не кусается – просто соскальзывает с края инструмента. Если
достаточно тяжело, пора закаляться; это важно
закалить как можно скорее после закалки. Вы можете просто
поместите инструмент в духовку, если вы доверяете его температуре
(возможно, хороший термометр был бы хорошей инвестицией), или
можно закалять так, как это делают кузнецы, нагревая инструмент до
он достигает нужного цвета. Чтобы увидеть цвета окисления,
вам придется полировать инструмент на грубой эмори-бумаге.
Мы не говорим здесь о зеркальной отделке – достаточно, чтобы разоблачить
голый металл (возможно, до зернистости 220). Теперь, используя
соответствующий источник тепла, осторожно нагрейте инструмент от
неделовой край. Идея состоит в том, чтобы смягчить к сокращению
кромка, поэтому режущая кромка будет тверже, чем другой конец
инструмента. Например, лезвие ножа будет тверже.
чем вдоль спины – спина бы больше закалялась, чтобы дать
это гибкость. По мере того, как инструмент нагревается, первый цвет, который вы
должен видеть слабый соломенный цвет. Продолжайте нагревать и дайте
этот цвет распространяется к режущей кромке. Так же, как это
достигает режущей кромки, погрузите инструмент в воду, чтобы
препятствуйте тому, чтобы это темперировало слишком много. Все готово, если инструмент
это плоское железо или долото – все, что вам нужно сделать сейчас, это сгладить
заднюю часть и заточить его. Для инструмента, которому нужна большая прочность
(меньше ломкости), как может холодная стамеска, следует
темперамент немного выше. Для настоящей гибкости, как пружина,
пройти весь путь до синего.
Твердость в зависимости от температуры отпуска
| Температура отпуска °F | Температура отпуска °C | Приблизительная твердость R c |
|---|---|---|
300 | 149 | 63/65 |
350 | 177 | 62/64 |
400 | 204 | 61/63 |
450 | 232 | 60/62 |
500 | 260 | 58/60 |
600 | 316 | 55/57 |
700 | 371 | 51/53 |
800 | 427 | 48/40 |
900 | 482 | 44/47 |
1000 | 538 | 40/44 |
Отказ от ответственности
Огонь и раскаленный металл опасны по своей природе. автор и хозяева этого сайта не принимают
ответственности за и исключить любую ответственность в
связь с просмотром этого сайта, использование информации
на этом сайте и скачав с него любой материал
включая, помимо прочего, любую ответственность за ошибки,
неточности и телесные повреждения в результате
применение этой информации.
Дополнительные ресурсы
Металлургия углеродистой стали
Краткая история стали
Сталь с точки зрения материаловедения и инженерии
посмотреть
Сталь и инструмент
Изготовление до 1870 г.
Инструмент Art of the Edge
Brent Beach ‘Testing Plane Irons’
Blade Steel,
анализ стали и методы термообработки
Термическая обработка
Лечение
Термообработка
Интернет-микроскоп Манчестерского университета
О компании Верстак Инструментальная сталь Проекты Подъемный рубанок
Деревообрабатывающие звенья фракталы СПАМ Хайку Карта сайта Контакт Дом
Copyright © Peter L Berglund, 2006. Все права защищены; содержание не может быть воспроизведено без разрешения автора.
Нейтральная закалка. Закалка и отпуск
Нейтральная закалка, также называемая мартенситной закалкой или закалкой, представляет собой термообработку, используемую для достижения высокой твердости/прочности стали. Он состоит из аустенизации, закалки и отпуска, чтобы сохранить отпущенную мартенситную или бейнитную структуру.
Преимущества нейтральной закалки
Нейтральная закалка имеет несколько преимуществ в зависимости от типа стали:
- Тяжелонагруженным деталям можно придать оптимальное сочетание высокой прочности, ударной вязкости и, если применимо, термостойкости
- Такие детали можно сделать легче и жестче за счет большей прочности
- Инструменты и штампы приобретают требуемую высокую износостойкость и/или термостойкость при сохранении ударной вязкости
- Детали, требующие шлифовки до малой шероховатости, приобретают требуемую обрабатываемость
- Для всех этих целей, если детали изготовлены из мартенситных нержавеющих сталей, коррозионная стойкость доступна только после термической обработки
Инструментальные стали: желаемые свойства высокой твердости, износостойкости, жаростойкости и обрабатываемости могут быть получены только путем закалки.
Мартенситные нержавеющие стали: максимальная коррозионная стойкость этих сталей достигается только закалкой.
Для всех типов стали: при формовании деталей (происходит до термической обработки) материал относительно мягкий и поэтому легко обрабатывается.
Применение и материалы
Конструкционная сталь:
- Высоконагруженные детали, такие как приводные валы, несущие балки, рамы, вилы вилочного погрузчика, гайки и болты, подъемные проушины и т. д.
- Детали аналогичные, предназначенные для работы при повышенных температурах
- Пружины любого типа и любого размера
- Инструмент: режущий, молотковый, прокатный, т.е. любой инструмент для холодной и горячей обработки давлением
- Матрицы: резка, прокатка, штамповка, ковка, а также литье пластмасс и алюминия и экструзионные матрицы
- Детали из нержавеющей стали, требующие высокой коррозионной стойкости (пищевая и медицинская промышленность)
Детали процесса нейтральной закалки
Описанные здесь процессы закалки обычно являются нейтральными, что означает, что химический состав стальной поверхности деталей не должен изменяться во время процесса.
Прямая закалка является наиболее распространенной практикой закалки стали.
- На первом этапе производится поэтапный нагрев до температуры закалки, которая в зависимости от типа стали находится в диапазоне от 800 до 1220°C. При температуре от 730 до 900°С (в зависимости от марки стали) происходит превращение микроструктуры в аустенитную.
- Вторым этапом является выдержка при этой температуре закалки, аустенизации для одновременного полного выравнивания температуры деталей и превращения микроструктуры в аустенит. NB: это дает уменьшение удельного объема.
- Третий этап – закалка детали непосредственно от температуры аустенизации в холодной среде. Такой закалочной средой обычно является вода, жидкая соль, масло или азот под высоким давлением, в зависимости от типа стали и размеров детали. Скорость закалки должна быть достаточно высокой, чтобы предотвратить возвращение материала в первоначальную мягкую структуру.
Сопутствующие услуги
Раствор и старение
Карбонитрация
Свяжитесь с нами для цитаты.
Нейтральная закалка, также называемая мартенситной закалкой или закалкой, представляет собой термообработку, используемую для достижения высокой твердости/прочности стали. Он состоит из аустенизации, закалки и отпуска, чтобы сохранить отпущенную мартенситную или бейнитную структуру.
Преимущества нейтральной закалки
Нейтральная закалка имеет несколько преимуществ в зависимости от типа стали:
- Тяжелонагруженным деталям можно придать оптимальное сочетание высокой прочности, ударной вязкости и, если применимо, термостойкости
- Такие детали можно сделать легче и жестче за счет большей прочности
- Инструменты и штампы приобретают требуемую высокую износостойкость и/или термостойкость при сохранении ударной вязкости
- Детали, требующие шлифовки до малой шероховатости, приобретают требуемую обрабатываемость
- Для всех этих целей, если детали изготовлены из мартенситных нержавеющих сталей, коррозионная стойкость доступна только после термической обработки
Инструментальные стали: желаемые свойства высокой твердости, износостойкости, жаростойкости и обрабатываемости могут быть получены только путем закалки.
Мартенситные нержавеющие стали: максимальная коррозионная стойкость этих сталей достигается только закалкой.
Для всех типов стали: при формовании деталей (происходит до термической обработки) материал относительно мягкий и поэтому легко обрабатывается.
Применение и материалы
Конструкционная сталь:
- Высоконагруженные детали, такие как приводные валы, несущие балки, рамы, вилы вилочного погрузчика, гайки и болты, подъемные проушины и т. д.
- Детали аналогичные, предназначенные для работы при повышенных температурах
- Пружины любого типа и любого размера
- Инструмент: режущий, молотковый, прокатный, т.е. любой инструмент для холодной и горячей обработки давлением
- Матрицы: резка, прокатка, штамповка, ковка, а также литье пластмасс и алюминия и экструзионные матрицы
- Детали из нержавеющей стали, требующие высокой коррозионной стойкости (пищевая и медицинская промышленность)
Детали процесса нейтральной закалки
Описанные здесь процессы закалки обычно являются нейтральными, что означает, что химический состав стальной поверхности деталей не должен изменяться во время процесса.
Прямая закалка является наиболее распространенной практикой закалки стали.
- На первом этапе производится поэтапный нагрев до температуры закалки, которая в зависимости от типа стали находится в диапазоне от 800 до 1220°C. При температуре от 730 до 900°С (в зависимости от марки стали) происходит превращение микроструктуры в аустенитную.
- Вторым этапом является выдержка при этой температуре закалки, аустенизации для одновременного полного выравнивания температуры деталей и превращения микроструктуры в аустенит. NB: это дает уменьшение удельного объема.
- Третий этап – закалка детали непосредственно от температуры аустенизации в холодной среде. Такой закалочной средой обычно является вода, жидкая соль, масло или азот под высоким давлением, в зависимости от типа стали и размеров детали. Скорость закалки должна быть достаточно высокой, чтобы предотвратить возвращение материала в первоначальную мягкую структуру.
Сопутствующие услуги
Раствор и старение
Карбонитрация
Свяжитесь с нами для цитаты.
Упрочнение стали: цели и компоненты
РЕКЛАМА:
В этой статье мы обсудим:- 1. Значение закалки 2. Цели закалки 3. Температура аустенизации для различных классов сталей 4. Время нагрева 5. Компоненты 6. Внутренние напряжения при закалке.
Комплектация:
- Значение закалки
- Цели упрочнения
- Температура аустенизации для различных классов сталей
- Время нагрева для закалки
- Компоненты для закалки
- Внутренние напряжения при закалке
1. Значение закалки:
РЕКЛАМА:
Мартенсит представляет собой самую твердую микроструктуру, которая может быть получена в любой углеродистой стали, но ее можно получить, только если избежать превращения аустенита в смеси феррита и карбида за счет более быстрого охлаждения (закалки) стали.
Закалка состоит из нагрева стали до надлежащей температуры аустенизации, выдержки при этой температуре для получения мелкозернистого и однородного аустенита, а затем охлаждения стали со скоростью, превышающей ее критическую скорость охлаждения (рис. 6.1 б). Такое охлаждение называется закалкой. Обычно углеродистые стали закаливают в воде, легированные в масле (поскольку критическая скорость охлаждения легированных сталей намного меньше) и т. д.
Мартенсит со структурой ОЦТ (телоцентрированная тетрагональная) твердый и хрупкий. Более высокая твердость мартенсита по сравнению с ферритно-перлитной или сфероидизированной микроструктурой для обычных углеродистых сталей. Твердость закаленной стали зависит от образования в ней 100% мартенсита, а твердость мартенсита зависит от содержания углерода в стали.
РЕКЛАМА:
Закалку проводят для сталей, содержащих более 0,3% углерода, так как в этих сталях прирост твердости наиболее значителен. Мягкие стали (<0,3% углерода) имеют тенденцию к трудной закалке (с небольшим повышением твердости), потому что критическая скорость охлаждения достигается с трудом, и это также в очень тонких срезах с использованием резкого охлаждения, что может вызвать деформацию и трещины. .
2. Цели упрочнения сталей:
Закалке подвергаются все инструменты, детали машин из высокопрочной углеродистой стали и почти все детали машин из легированных сталей.
Цели:
РЕКЛАМА:
1. Основной целью закалочных инструментов является придание высокой твердости. Режущие свойства инструмента прямо пропорциональны твердости стали.
2. Многие детали машин и все инструменты также закалены для достижения высокой износостойкости. Чем выше твердость, тем выше износостойкость и стойкость к истиранию. Например, шпиндели, шестерни, валы, кулачки и т. д.
3. Основной целью упрочнения деталей машин из конструкционных сталей перлитного класса является получение высокого предела текучести при хорошей ударной вязкости и пластичности, чтобы допускать более высокие рабочие напряжения. Но более высокие предел текучести (и предел прочности) при хорошей вязкости и пластичности достигаются не в закаленном состоянии, а после высокотемпературного отпуска закаленных сталей, т. во время закалки. Закаленные конструкции обладают высокой вязкостью и пластичностью, значение которых в закаленном состоянии практически равно нулю.
3. Температура аустенизации для различных классов сталей:
РЕКЛАМА:
I. Температура аустенизации сталей перлитного класса:
Одно из основных требований к закалке стали заключается в том, чтобы при первом нагреве превратить сталь в однородный и мелкозернистый аустенит. Температура аустенизации зависит от состава (углерод, а также легирующие элементы в стали) и толщины профиля (для более толстых профилей используется более высокое значение заданного диапазона температур).
Рисунок 6.1 (a) показывает, что температура аустенизации зависит от содержания углерода и в обобщенном виде выглядит следующим образом:
Для доэвтектоидных сталей = Ac 3 + (20 – 40°C)
РЕКЛАМА:
Для заэвтектоидных сталей и эвтектоидных сталей = Ac 1 + (20 – 40°C)
Приведенный выше диапазон температур аустенизации для доэвтектоидных сталей приводит к однофазному, мелкозернистому и гомогенному аустениту, который при закалке превращается в мелкозернистый (очень тонкие иглы/пластины) твердый мартенсит, который желательно получить в закалка.
Нагрев доэвтектоидных сталей только до критического диапазона, т. е. выше Ac 1 , но ниже Av 3 , на практике избегают, так как тогда сталь имеет аустенитные и ферритные зерна. При закалке аустенит превращается в мартенсит, но в зернах феррита превращения не происходит, т. е. происходит неполное упрочнение.
Если целью закалки была высокая твердость, то наличие мягкого феррита не позволяет добиться высокой твердости, т.е. твердость должна быть низкой. Если целью закалки была подготовка конструкции для получения высоких пределов прочности и текучести отпуском, то наличие феррита, имеющего очень низкие предел прочности и текучести, не позволяет их достичь.
Фактически, феррит образует легкий путь к разрушению. Закалка доэвтектоидных сталей от температур, значительно превышающих требуемые (рис. 6.1, а), когда произошло укрупнение зерен аустенита, приводит к крупноигольчатой форме мартенсита (рис. 6.2, а). Такой мартенсит имеет высокую хрупкость и на единицу-два меньше твердости. Повышенная хрупкость приводит к тому, что сталь имеет низкую ударную вязкость даже после отпуска и более склонна к деформации при закалке и растрескиванию.
Заэвтектоидные стали при нагреве в вышеуказанном интервале, т. е. чуть выше Ac 1 , имеют мелкие зерна аустенита и мелкие желваки доэвтектоидного цементита (сетка цементита предполагалась нарушенной). При закалке аустенит превращается в мелкозернистый мартенсит, но нерастворившиеся узелки цементита остаются неизменными. Поскольку твердость цементита (≈ 800 BHN) больше, чем у мартенсита (650 – 750 BHN), такое неполное твердение приводит к структуре, которая имеет более высокую твердость, износостойкость по сравнению с только мартенситной структурой.
При повышении температуры аустенизации заэвтектоидных сталей, но все же ниже температуры А см , в аустените растворяется соответственно повышенное количество цементита (содержание углерода в котором становится выше 0,77%), может происходить рост зерна аустенита , так как цементитные барьеры для движения границ зерен, необходимые для роста зерен, в значительной степени растворились. При закалке получают крупнозернистый мартенсит с небольшим количеством нерастворенного цементита и большим количеством остаточного аустенита.
Результирующая твердость стали после закалки меньше из-за:
1. Присутствует меньшее количество твердого цементита (нерастворенного).
2. Большое количество остаточного аустенита получается при снижении температур M s и M f из-за увеличения количества растворенного углерода в аустените. Аустенит является гораздо более мягкой фазой, чем мартенсит.
3. Крупнозернистый мартенсит более хрупкий и на 1-2 единицы менее твердый.
При аустенизации заэвтектоидных сталей при температуре выше А см , то сталь имеет 100% аустенита. Растворение цементита приводит к очень быстрому росту зерна аустенита. Образовавшийся мартенсит имеет более грубую игольчатую форму, гораздо более хрупкий, с повышенной тенденцией к деформации и даже растрескиванию. Тем более, что из-за закалки при гораздо более высокой температуре возникают гораздо более высокие термические напряжения.
Твердость после закалки также низкая из-за:
(i) Отсутствие более твердого цементита,
(ii) Гораздо больше остаточного аустенита,
(iii) Мартенсит намного грубее.
II. Температура аустенизации высоколегированных сталей:
1. Аустенитный класс сталей,
2. Твердосплавный класс сталей.
1. Аустенитный класс сталей :
В этих легированных сталях аустенит является устойчивой фазой от комнатной температуры до высоких температур, т. е. аустенит не подвергается фазовому превращению; ни при нагреве, ни при охлаждении, т. е. невозможно измельчение зерна за счет фазового перехода.
Основной целью нагрева является получение однофазного гомогенного аустенита при комнатной температуре, а термическая обработка, называемая закалкой-отжигом, ограничивается только сталями аустенитного класса. Эта обработка фактически представляет собой гомогенизирующий отжиг или, в некоторых случаях, рекристаллизационный отжиг. Эти стали при медленном охлаждении, как в отливках, или даже при нагреве (до 500—800°С) выделяют карбиды, как правило, по границам зерен аустенита.
На рис. 6.3 (а) показана структура отливки из марганцовистой стали Гадфильда, имеющей интенсивное выделение карбида, образующееся при охлаждении в форме от температуры литья:
Такое осаждение карбида вызывает:
(i) Снижение пластичности и ударной вязкости.
(ii) Истощает области вблизи границ зерен, например, хрома в нержавеющих сталях (18/8: Cr/Ni) (рис. 6.4 б), снижая коррозионную стойкость областей, вызывающих межкристаллитную коррозию (рис. 6.4). в).
(iii) Наличие двухфазного аустенита вместо однофазного дополнительно ускоряет коррозию за счет образования микрогальванических элементов.
Рис. 6.4 (а) иллюстрирует растворимость углерода в нержавеющих сталях. Так как растворимость углерода заметно уменьшается с понижением температуры, углерод осаждается в виде карбида, если охлаждение не происходит быстро (рис. 6.4 б).
Поскольку присутствие карбидов в аустенитном классе сталей всегда нежелательно и ухудшает свойства, карбиды удаляются путем нагрева стали до более высоких температур (рис. 6.4 а) для растворения этих карбидов и получения гомогенного аустенита при этой температуре.
Марганцевая стальГадфильда обычно нагревается примерно до 1000-1100°C (обычно 1080°C), а затем закаливается в воде. Воздушное охлаждение также приводит к хорошей структуре в тонких срезах. Быстрое охлаждение предотвращает повторное выделение карбидов из аустенита.
Поскольку измельчение зерна не происходит, обработка раствором может вызвать некоторое укрупнение зерна аустенита, который сохраняется при комнатной температуре закалкой в воде. Наблюдается повышение ударной вязкости и ударной вязкости по сравнению с двухфазной структурой.
Такую обработку марганцовистой стали «Hadfield» часто называют «водоупрочняющей обработкой». Холоднодеформированные аустенитные нержавеющие стали при такой обработке рекристаллизуются, что приводит к низкой твердости, но с хорошей коррозионной стойкостью. В критических холоднодеформированных нержавеющих сталях при рекристаллизации могут образовываться нежелательные, очень крупные зерна аустенита.
2. Класс карбида стали:
Эти стали в основном представляют собой легированные инструментальные стали, такие как быстрорежущая сталь, содержащая Fe-0,75% C, 18% W, 4% Cr, 1% V. Такая сталь основывает свою высокую красную твердость на вторичной твердости, в которой величина повышенная твердость зависит от тонкой и равномерной дисперсии как можно большего количества карбидов сплава, чтобы блокировать движение дислокаций.
Преимущества введения легирующих элементов в эти стали вытекают из того, что почти все легирующие элементы растворяются в аустените при высокой температуре аустенитизации (1260-1290°С), оставляя некоторое количество карбида ванадия в нерастворенном состоянии (но мелкодисперсном, что становится возможным ковкой и др.) для торможения роста зерен с последующим выделением их в виде мелкодисперсных и равномерно дисперсных карбидов сплава при высокотемпературном отпуске (540-560°С).
В литом состоянии эти стали имеют карбиды, сегрегированные в виде эвтектики (такие стали имеют ледебуритную структуру — проверьте 0,75% углерода на рис. 6.5). Ковка разрушает сегрегацию, делая карбид более однородным в шаровидной форме (это состояние хорошо для обработки механической обработкой).
Эти стали также подвергаются фазовому превращению, а значит, подвергаются термообработке с получением мартенсита. Низкая скорость и малая степень растворения карбидов легирующих элементов необходимы при нагреве сталей до очень высоких температур (1260-1290°С).
Если температуру аустенизации выдержать несколько выше Ac 1 (как в перлитном классе), скажем, 850°C, а затем закалить, сталь имеет твердость 45 R c , что характерно для мартенсита с содержанием углерода 0,22 %. .
Таким образом, требуется высокая температура, чтобы растворить больше углерода в аустените и получить высокоуглеродистый твердый мартенсит. Такие стали не могут подвергаться аустенизации при температурах выше A см /эвтектическая температура (как в аустенитном классе сталей), потому что тогда эти стали будут гореть и плавиться, поскольку они являются ледебуритными сталями.
Несмотря на более высокую температуру аустенизации, растворяется большее количество легирующих элементов, которые выделяются позднее во время отпуска в виде мелкодисперсных карбидов сплава. На самом деле нагрев, близкий к эвтектической температуре, производится, но в течение нескольких минут (выполняется ступенчатый нагрев с первой ступенью при 850°С), чтобы избежать большого температурного градиента, окисления, обезуглероживания и роста зерен.
Поскольку невозможно растворить все карбиды в аустените, некоторые мелкодисперсные карбиды (такие как карбид ванадия) намеренно оставляют нерастворенными, чтобы затормозить рост аустенитного зерна при таких высоких температурах аустенитизации. В закаленном состоянии такие стали имеют легированный мартенсит, большое количество остаточного аустенита (легированного) — 35—40 % и мало нерастворившихся легирующих карбидов.
4. Время нагрева для отверждения:
Общее время нагрева должно быть достаточным для достижения равномерной температуры по сечению детали, чтобы не только завершить фазовое превращение, но и получить однородный аустенит. Он не должен быть больше, чтобы вызвать рост зерна, окисление и обезуглероживание. Общее время нагрева также включает время замачивания.
На начальной стадии нагрева поверхность стали имеет более высокую температуру, чем центральная часть. Чем ближе становится температура стали к современной температуре (печи), тем меньше эта разность температур, т. е. на практике можно считать, что при достижении поверхностью температуры печи сталь нагревается насквозь.
На основании расчетных значений время нагрева до температуры закалки 850°С в муфельной печи на жидком топливе можно получить из рис. 6.6. Эта диаграмма хороша для простых углеродистых и низколегированных сталей.
Время нагрева до температуры зависит от формы и размеров деталей, состава и структуры стали, расположения деталей в печи и типа печи.
Время выдержки зависит главным образом от состава стали и ее исходной структуры. Время выдержки зависит от желаемой степени растворения карбида. Поскольку количество карбида в разных типах сталей различно, время выдержки зависит от марки стали.
Таблица 6.6. дайте экспериментально определенное общее время нагрева до 800-850°С в разных типах печей:
Практическим ориентиром времени является то, что когда деталь нагрелась до необходимой температуры, цвет детали неотличим от цвета стенки печи (иначе деталь темнее).
Время замачивания начинается, когда поверхность достигает текущей температуры. В соляной ванне цвет детали совпадает с цветом прозрачной жидкой соли. Простые углеродистые и низколегированные конструкционные стали содержат легко растворимые карбиды, поэтому требуется время выдержки 5-15 минут.
В таблице 6.7 указано время выдержки некоторых сталей:
5. Компоненты для закалки:
Поверхности инструментов и компонентов должны быть чистыми и гладкими, на них не должно быть инородных материалов, таких как окалина, песок и т. д., путем очистки проволочными щетками или в пескоструйной машине, так как их присутствие мешает процессу закалки и снижает твердость. Процесс очистки имеет особое значение для деталей, требующих равномерной и высокой твердости поверхности. Масло, жир, воск и т. д. можно удалить путем полоскания горячей водой с добавлением каустической соды.
Отверстия в компонентах и инструментах увеличивают склонность к растрескиванию, особенно при закалке в воде (поскольку там сначала происходит закалка). Такие отверстия могут быть заполнены влажными асбестовыми, глиняными или стальными вкладышами, чтобы избежать затвердевания внутри них. Резьбовые отверстия закрывают, ввинчивая в них пробки.
Во многих случаях изготавливаются специальные приспособления для удержания нагретых деталей при погружении в охлаждающий бак, чтобы избежать деформации. Небольшие детали часто кладут в кастрюли или на листы железа для нагрева, а затем просто выливают в охлаждающий бак, который уже имеет погружную сетчатую корзину, для легкого извлечения из охлаждающего бака.
Компоненты с небольшой площадью поперечного сечения и большой тонкой длиной, такие как небольшие насадки для инструментов, метчики и т. д., требуют, чтобы закалка выполнялась строго в вертикальном положении, и их необходимо фиксировать в приспособлениях, подобных показанному на рис. 6.11. (а).
Клещи специальные с острыми ударами, или кернеры, применяются для извлечения крупногабаритных деталей из печи и помещения их в закалочную ванну. Обычные щипцы, если они используются, могут не только создавать мягкие пятна, но в некоторых случаях даже трещины на контактных площадках из-за большой разницы в скорости охлаждения.
Степень шероховатости обработанной поверхности заметно влияет на результаты закалки из-за различий в прилипании образующихся газа/пара, поскольку пузырьки газа имеют более сильную тенденцию прилипать к шероховатой поверхности и влияют на смачиваемость стали охлаждающей жидкостью. Налипшая пленка газа/пара заметно снижает процесс охлаждения и приводит к общему снижению твердости или может привести к появлению мягких пятен по сравнению с шлифованными деталями.
Компоненты с большими отверстиями могут быть обвязаны проволокой или в некоторых случаях могут использоваться специальные крюки или подвесы для погружения компонентов в закалочный бак. Пружины большой длины могут быть плотно насажены на полые оправки (из тонкостенных труб) и затем закалены.
6. Внутренние напряжения при закалке:
Внутренние напряжения всегда возникают из-за неравномерной пластической деформации. При закалке сталей неравномерная пластическая деформация может быть вызвана термическими напряжениями или структурными напряжениями, но обычно сочетанием обоих факторов. Возникновение внутренних напряжений является весьма серьезной проблемой при упрочняющей термической обработке, так как они часто приводят к деформации, или растрескиванию, или даже к преждевременному выходу из строя детали в процессе эксплуатации.
При медленном охлаждении стали распределение температуры по сечению детали можно считать равномерным; тепловые и структурные объемные изменения происходят равномерно и одновременно по всему сечению. Следовательно, внутреннее напряжение не создается.
Охлаждение при закалке происходит неравномерно, т. е. вызывает градиент температуры по сечению. Поверхностные слои сжимаются больше, чем центральная часть и в разное время, что приводит к неравномерным объемным изменениям.
Усадке поверхностных слоев сопротивляется центральная часть. Он подвергает центральную часть сжимающим напряжениям, а поверхностные слои – растяжению. Если уровень напряжения становится больше, чем предел текучести стали (при этой температуре), возникает неравномерная пластическая деформация. Пластическая деформация не является одновременной и одинаковой во всех слоях поперечного сечения.
Поскольку центральная часть все еще сжимается, напряжения могут уменьшиться. Иногда поверхностные слои могут испытывать сжимающие напряжения после достижения нулевого уровня, в то время как центральная часть испытывает растягивающие напряжения. Напряжения, возникающие в закаленной детали в результате неравномерного охлаждения, вызывающего градиент температуры и возникающие вследствие этого неравномерные объемные изменения, называются термическими напряжениями.
Структурные напряжения – это напряжения, которые развиваются из-за неравномерного объемного расширения, из-за фазового перехода (в основном из аустенита в мартенсит) и в разное время при быстром охлаждении стали.
Структурные напряжения развиваются по двум основным причинам:
(i) Аустенит и продукты его превращения имеют неодинаковые удельные объемы, что приводит к изменению объема при превращении.
(ii) Фазовые превращения происходят в разное время на поверхности и в центре и даже в разной степени.
В таблице 6.8 приведены удельные объемы различных фаз с приблизительным процентным изменением объема и процентным изменением длины при переходе аустенита в указанные там фазы. Превращение аустенита в мартенсит приводит к наибольшему расширению. Это расширение будет тем больше, чем ниже температура стали M s .
При правильных условиях оба типа напряжений накладываются друг на друга, превышая предел текучести и вызывая деформацию, но когда растягивающие напряжения превышают предел прочности при растяжении, могут возникнуть закалочные трещины. При закалке аустенитизированной цилиндрической стальной детали сталь термически сжимается до М с температура достигнута.
Затем между температурами M s и M f происходит расширение из-за превращения аустенита в мартенсит. После температуры М f мартенсит подвергается нормальному сжатию. Поверхность и центр претерпевают эти изменения в разной степени и в разное время.
Рассматриваются три случая:
I. Сталь сквозной закалки,
II. Сталь мелкой закалки, в которой превращение происходит одновременно на поверхности и в центре,
III. Мелкотвердеющая сталь, в которой превращение в перлит происходит раньше в центре, чем в мартенсите на поверхности. Пусть сталь эвтектоидная – 0,77% углерода.
I. Стали сквозной закалки:
На рис. 6.7 показано охлаждение поверхности и центра цилиндра, наложенное на кривую CCT стали (0,77% C). Поскольку скорость охлаждения даже в центре превышает критическую скорость охлаждения, деталь полностью закаливается до центра. На рис. 6.8 показаны объемные изменения детали и распределение напряжений от поверхности к центру на разных стадиях охлаждения.
На стадии I поверхность и центр быстро охлаждаются, что приводит к температурному градиенту. Возникают только термические напряжения, поскольку поверхность не может сжаться настолько, насколько это необходимо, из-за центра, вызывающего растяжение поверхности и сжатие центра, как показано в 6.8 b-I. На стадии II поверхность, достигшая температуры M, превращается в мартенсит и расширяется, в то время как центр все еще сжимается из-за охлаждения, что приводит к небольшому снижению напряжений, как показано на b-II.
На стадии II под нагрузкой центр может пластически деформироваться, так как он все еще является пластичным аустенитом. После стадии II хрупкий и твердый мартенсит на поверхности термически сжимается, в то время как центр все еще сжимается. Это приводит к небольшому повышению уровня стресса, как показано на рис. b-III.
В начале стадии IV центр достигает температуры M s и начинает расширяться, образуя мартенсит, а поверхность еще медленно сжимается. Центр, по мере того как он расширяется, создает напряжение на поверхности, и уровень напряжения значительно (вероятно, максимальный) увеличивается.
Поверхность имеет мало шансов на пластическую деформацию, так как имеет хрупкий мартенсит (неупругий). Именно на этом этапе существует наибольшая опасность растрескивания (поэтому в промышленности используется эмпирическое правило: поместите деталь в печь для отпуска, чтобы свести к минимуму опасность растрескивания, поскольку отпуск вызывает пластичность поверхности до того, как центр превратится в мартенсит). Важным выводом является то, что внутренние напряжения максимальны не в начале и не после полного охлаждения, а при превращении центра в мартенсит.
Рис.6.8 Объемные изменения при закалке и распределение напряжений от поверхности к центру.
На стадии V центр термически сжимается, а поверхность имеет почти комнатную температуру, что приводит к снижению уровня напряжения, а во многих случаях даже к обратному (b-VI). Эти графики упрощены, так как реальное распределение внутренних напряжений в разные моменты охлаждения более сложное. Разность напряжений, особенно на стадии IV, возрастает по мере увеличения размеров детали и скорости охлаждения (при условии сквозной закалки детали).
II. Стали мелкой закалки:
В ней одновременно происходит превращение в мартенсит на поверхности и в перлит в центре на II стадии. На I стадии тепловое сжатие поверхности и центра приводит к растяжению поверхности и сжатию центра. На II стадии расширяется вся деталь, но по мере расширения больше поверхностных слоев за счет превращения ее в мартенсит, т. е. поверхность имеет тенденцию к расширению больше, чем центр. Центр натягивается, а поверхность сжимается.
На стадии III, поскольку центр термически сжимается, поверхность (образованный мартенсит) имеет почти комнатную температуру, что препятствует сжатию настолько, насколько это необходимо. Более высокие растягивающие напряжения развиваются в центре, который является перлитным, с относительно низкой прочностью на растяжение. Самая большая опасность теперь состоит в том, чтобы образовать трещину растяжения во внутренней центральной части, которая не может выйти на поверхность из-за преобладающих сжимающих напряжений в поверхности.
III. Мелкотвердеющая сталь:
При этом преобразование в центре завершено до 100% перлита до того, как поверхность начнет превращаться в мартенсит. Центр расширился на этапе II. На стадии III в поверхности начинает образовываться мартенсит, т. е. происходит расширение поверхностных слоев. Конечным результатом является то, что сжимающие напряжения значительно возрастают на поверхности, в то время как центр испытывает растягивающие напряжения.
Из трех случаев максимальные напряжения развиваются при сквозной закалке стали для одного и того же размера детали.
Несколько факторов влияют на величину возникающих внутренних напряжений. Расширение происходит при переходе аустенита в мартенсит, но оно происходит в интервале температур (М s – М f ), и чем выше температура превращения, тем меньше расширение, за счет соответствующего изменения параметров решетки аустенита и мартенситной, т. е. чем выше температура стали М s , тем меньше удельные объемные изменения, а значит, снижается опасность закалочных трещин.
Увеличение содержания углерода и легирующих элементов снижает температуру М s , делает сталь более склонной к закалочному растрескиванию. Присутствие высокого углерода не только усугубляет снижение температуры М s , но также повышает хрупкость мартенсита, увеличивая склонность к закалочному растрескиванию.
Время выдержки закаленной стальной детали между комнатной температурой и 100°C, если увеличить, то увеличивается склонность к образованию закалочных трещин. Вероятной причиной является дополнительная деформация, возникающая за счет образования мартенсита при изотермическом превращении остаточного аустенита.
Развитие внутренних напряжений при закалке невозможно полностью избежать, но его можно уменьшить, используя различные методы охлаждения, такие как отпуск на мартенсит и т. д. Промышленная практика, где это возможно, предпочитает поверхностную закалку или не закалку инструментов и деталей машин, может дать хорошую жизнь в приложениях.