Защитный газ для сварки полуавтоматом: Какие защитные газы и смеси применяются для сварки полуавтоматом (MIG/MAG)
alexxlab | 03.02.2023 | 0 | Разное
Защитный газ для сварки полуавтоматом: критерии и особенности выбора
В отличие от ручной дуговой сварки использование полуавтомата в большинстве случаев предполагает проведение работ непокрытым плавящимся электродом, что требует постоянной защиты сварочной ванны от пагубного воздействия атмосферного воздуха. Кроме того, некоторые металлы, склонные к быстрому поверхностному окислению, предъявляют особые требования к количеству и качеству внешней среды вокруг стыка свариваемых заготовок.
Содержание
- 1 Какие газы используются для сварки полуавтоматом
- 2 Аргон
- 3 Гелий
- 4 Углекислый газ
- 5 Пиролизный газ
- 6 Водород
- 7 Коксовый газ
- 8 Критерии и особенности выбора газа
- 9 Маркировка баллонов
Какие газы используются для сварки полуавтоматом
Надежную защиту сварочных ванн при полуавтоматической сварке обеспечивают активные газы (метод MAG) и инертные газы (метод MIG), а также их смеси. Они формируют среду, непроницаемую для атмосферного воздуха, и удерживают ее с момента начала плавления до кристаллизации ванны. Выбор конкретного защитного материала определяется составом и характеристиками заготовок, режимом сварки, требуемым качеством шва. Рассмотрим самые востребованные газы.
Выбор конкретного защитного материала определяется составом и характеристиками заготовок, режимом сварки, требуемым качеством шва. Рассмотрим самые востребованные газы.
Аргон
Одноатомный инертный газ аргон (Ar) нашел широкое применение как в чистом виде, так и в составе газовых смесей. Он тяжелее воздуха, бесцветен, не пахнет и не ощущается в воздухе, но опасен в больших концентрациях. Чаще всего аргон используют для соединения заготовок из цветных металлов и их сплавов, в том числе хрупких и химически активных.
Среди достоинств газа:
- предотвращение всех посторонних химических реакций;
- глубокое проплавление при малой ширине шва;
- быстрый поджиг и стабильное горение дуги;
- относительно малый расход.
Главным недостатком аргона является его дороговизна. Кроме того, в некоторых случаях газ может способствовать повышенному разбрызгиванию металла из сварочной ванны, а также не всегда обеспечивает достаточную энергию дуги.

Так, соединение толстых заготовок из тугоплавких материалов чаще проводится не чистым аргоном, а аргоносодержащими смесями.
Гелий
«Главный инертный газ» гелий (He) намного легче воздуха, не имеет цвета и запаха. Чаще всего чистый гелий используют для ответственной сварки заготовок из алюминия и его сплавов. При работе с другими цветными металлами могут использоваться смеси Ar-He и Ar-He-CO2 с различными пропорциями компонентов. Применение чистого гелия в MIG- и TIG-сварке дает такие преимущества:
- высокая теплопроводность и, как следствие, возможность наложения широких швов;
- высокая энергия дуги, незначительно изменяющаяся при изменении ее длины;
- надежная изоляция сварочной ванны от любого химического воздействия.

Однако важно помнить, что гелий дорого стоит и быстро расходуется. Ему свойственно усиливать разбрызгивание расплавленного материала, а с поджигом дуги в гелиевой среде у неопытного сварщика могут возникнуть большие сложности.
Углекислый газ
Углекислота относится к активным газам, она в 1,5 раза тяжелее воздуха, бесцветна и имеет едва различимый запах. Является единственным неинертным газом, который можно применять в чистом виде. Чаще всего углекислый газ используют для защиты сварочной ванны при работе порошковыми электродами и/или на короткой дуге. Это связано с такими его преимуществами:
- крайне высокая энергия дуги;
- быстрое и глубокое проплавление;
- очень низкая стоимость.
Углекислый газ не полностью исключает посторонние химические реакции, поэтому не рекомендуется к использованию в чистом виде с активными металлами.
Кроме того, он делает дугу нестабильной и провоцирует разбрызгивание расплавленного вещества, что затрудняет сварку.
Пиролизный газ
При нагревании древесных и некоторых других волокон до температуры не менее 450℃ выделяется несколько газов (водород, метан, этан, пропилен и т. п.), которые, смешиваясь, образуют пиролизный газ с температурой горения до 1100℃. По сравнению с другими средами пиролизная обладает такими преимуществами:
- простота синтеза;
- относительная дешевизна;
- щадящая проработка сварочной ванны без риска прожогов заготовок.
При этом материал не исключает вероятность возникновения окислительных реакций при работе с химически активными металлами. Его совместное использование с другими газами не рекомендуется, а вот обеднение путем удаления лишних фракций может улучшить качество пиролизного газа.
Водород
Одноатомный газ водород – самое распространенное и самое легкое вещество в мире. При его горении выделяется до 140 кДж тепла на каждый грамм, что в 2,5 раза превышает энергоотдачу природного газа и в 1,5-2 раза – инертных веществ. При использовании в качестве защитной сварочной среды водород гарантирует:
- равномерное проплавление ванны;
- формирование относительно узкого аккуратного шва;
- легкий поджиг и стабильное горение дуги;
- защиту от подавляющего большинства окислительных реакций.
Газ дешев и легко синтезируется в промышленных условиях. Использовать его рекомендуется для сваривания толстых заготовок, в том числе из тугоплавких металлов.
Главный риск здесь связан со взрывоопасностью сжатого водорода и водородно-кислородной смеси (т. н. гремучий газ). Поэтому к условиям заполнения, хранения и использования водородных баллонов предъявляются особые требования.
Коксовый газ
Материал выделяется при нагреве каменного угля до температуры 900-1100℃. Его основными компонентами являются водород, метан и оксиды карбона, кроме того, могут содержаться смолы, сероводород, аммиак. Наличие этих примесей делает коксовый газ непригодным для сварки большинства цветных металлов. При работе со стальными заготовками коксовая среда гарантирует:
- осторожную проработку стыка без перекала и прожига;
- стабильное горение дуги;
- низкое разбрызгивание.
Для улучшения свойств шва проводится физико-химическое очищение коксового газа, в процессе которого частично улавливаются и связываются механические примеси, удаляются нежелательные газовые фракции.
Критерии и особенности выбора газа
Выбор типа защитной среды для полуавтоматической сварки осуществляется на основе сведений о виде и марке металла заготовок, что, в свою очередь, указывает на их физико-химические особенности. В случае сваривания разнородных материалов основным считается менее стабильный и/или более тугоплавкий. Кроме того, должны учитываться:
- Геометрические параметры заготовок и способ их подготовки под сварку.
- Наличие и вид термообработки заготовок.
- Технологические особенности сварочного процесса, требования к качеству шва.
- Технические характеристики используемого оборудования и расходных материалов.
- Внешние условия, в том числе: температура, влажность, наличие и сила ветра, удобство доступа к стыку.
- Экономические показатели (стоимость и расчетный расход газа).
В таблице ниже приведены популярные виды металлов, а также газы и газовые смеси, рекомендуемые в качестве защитной среды для их сварки.
| Материал | Сталь низкоуглеродистая | Сталь легированная, средне- или высокоуглеродистая | Алюминий и алюминийсодержащие сплавы |
| Ar | Да | Да | Да |
| He | Нет | Нет | Да |
| CO2 | Да | Да, ограниченно | Нет |
| Ar+CO2 | Да | Да | Нет |
| Ar+O2 | Да | Да, ограниченно | Нет |
| Ar+He | Нет | Да | Да |
| Ar+CO2+O2 | Да | Да, ограниченно | Нет |
| Ar+H2 | Да, ограниченно | Да | Нет |
| Ar+He+CO2 | Да | Да | Нет |
| He+Ar+CO2 | Нет | Да | Нет |
Для MIG- и MAG-сварки подходят все указанные газы, для метода TIG рекомендуются аргон или гелий в чистом виде, а также их смесь. Иногда при работе с плавящимся электродом используют смесь аргона с водородом. Важно учитывать, что от правильного выбора защитного газа зависят:
Иногда при работе с плавящимся электродом используют смесь аргона с водородом. Важно учитывать, что от правильного выбора защитного газа зависят:
- качество и аккуратность шва;
- безопасность проведения работ;
- финансовые и трудовые затраты.
Не допускается смена защитной среды в процессе сварки, даже если она проходит послойно с полной кристаллизацией. Подача газа должна начинаться за 15-30 секунд до поджига дуги и завершаться после затвердевания ванны.
Маркировка баллонов
Баллоны для газов
№#
Название
Рейтинг
Цвет
Горючий
1
Пропан
Красный
Подробнее
2
Ацетилен
Белый
Подробнее
3
Кислород
Синий
Подробнее
4
Углекислота
Чёрный с белой маркировкой
Подробнее
5
Аргон (чистый)
Серый
Подробнее
6
Азот
Чёрный с жёлтой маркировкой
Подробнее
7
Гелий
Коричневый
Подробнее
Защитный газ для сварки полуавтоматом: какой нужен, преимущества
Полуавтоматические сварочные аппараты работают преимущественно с проволокой, которая не имеет защитной среды, в отличие от электрода.![]() Но сварочная ванна в таком случае остается подверженной негативному влиянию кислорода из атмосферы. Из-за этого качество получаемого шва резко падает и соединение становится крайне ненадежным. Чтобы изолировать ванну от всего, что может ей навредить, следует использовать газ для сварки полуавтоматом. Он оказывается намного эффективнее, чем обмазка электрода, хотя и обладает более высокой стоимостью. Себестоимость процесса сварки оказывается более высокой, но газ позволяет работать практически со всеми металлами и заготовками любой толщины.
Но сварочная ванна в таком случае остается подверженной негативному влиянию кислорода из атмосферы. Из-за этого качество получаемого шва резко падает и соединение становится крайне ненадежным. Чтобы изолировать ванну от всего, что может ей навредить, следует использовать газ для сварки полуавтоматом. Он оказывается намного эффективнее, чем обмазка электрода, хотя и обладает более высокой стоимостью. Себестоимость процесса сварки оказывается более высокой, но газ позволяет работать практически со всеми металлами и заготовками любой толщины.
Углекислота для сварки полуавтоматом
Область применения
Защитный газ для сварки полуавтоматом применяется во многих областях. Без него не проводится ни один сварочный процесс полуавтоматом, помимо тех, когда используется самозащитная проволока. Чаще всего его используют профессионалы, так как применение полуавтомата относится больше к высококвалифицированной работе. Газ используется в мастерских по ремонту техники, автомобилей. Часто это применяется при сборке металлоконструкций из цветных металлов. Практически на всех производственных предприятий, где есть необходимость работы с металлом, имеются полуавтоматы, работающие с помощью газовой защитной среды. Здесь нет определенной привязки к модели самого аппарата.
Практически на всех производственных предприятий, где есть необходимость работы с металлом, имеются полуавтоматы, работающие с помощью газовой защитной среды. Здесь нет определенной привязки к модели самого аппарата.
Виды сварочных газов
Выбирая, какой газ нужен для сварки полуавтоматом, нужно знать его свойства. Это же касается и сварочной смеси для полуавтоматов.
- Ацетилен является одним из самых распространенных видов. Высокую популярность он заслужил благодаря самой высокой температуре горения среди остальных субстанций для сварки. Ацетилен можно получить благодаря взаимодействию карбида кальция и воды. Карбид кальция даже поглощает ту влагу, которая находится в атмосфере, поэтому, для хранения требуется применять особые меры безопасности. Для получения данного газа часто используются ацетиленовые генераторы. Вещество легче воздуха, не имеет цвета, но обладает резким специфическим запахом. Благодаря высокой температуре горения его нередко используют для резки металла.

- Водород также не имеет цвета, но и ничем не пахнет. Он относится к сильно взрывоопасным газам, так как при смешивании с воздухом или чистым кислородом получается гремучий газ. Давление для баллонов с водородом не должно превышать 15 МПа по технике безопасности. Для получения водорода применяются специальные генераторы. Также этого можно достичь благодаря синтезу воды, когда происходит разделение водорода и кислорода.
- Коксовый газ является бесцветным. Его выделяет резкий специфический запах сероводорода. Он является своеобразным побочным продуктом, который получается при добыче кокса, который получается из каменного угля. Транспортировать его можно даже через трубопровод, так как это относительно безопасная субстанция.
- Природный газ, к которому относится пропан, бутан и метан, также используется для сварки. Это относительно недорогие и распространенные варианты, предназначенные для выполнения большинства сварочных процедур. Здесь не возникает проблем с хранением и транспортировкой.
 Местом добычи являются газовые месторождения
Местом добычи являются газовые месторождения - Пиролизный газ появляется во время распада нефти и различных продуктов, в состав которых она входит. Субстанция вызывает коррозию на мундштуках в горелках, что приводит к их негодному состоянию. Перед непосредственным использованием газ предварительно очищают. Его используют не только для сварки, но и для резки металлических изделий.
Преимущества
Вне зависимости от того, какой газ нужен для сварочного полуавтомата, все разновидности обеспечивают ряд преимуществ для работы:
- Качество получаемых швов становится более высоким;
- Возрастает производительность труда;
- Эффективность сварочного процесса становится выше;
- Металл начинает плавиться быстрее;
- Снижается коэффициент разбрызгивания расплавленного металла;
- Получаемые швы становятся более плотными и пластичными;
- Дуга получается более стабильной в работе;
- Задымление становится не таким сильным, как раньше.

Критерии выбора
Критерии выбора конкретного газа для сварки зависят от того, какую температуру пламени он сможет обеспечить. Помимо этого, нужно учитывать теплотворную способность, которая отвечает за количество теплоты, образуемой газом. Существуют специальные таблицы с техническими характеристиками каждого вещества.
«Важно!
Для длительного хранения лучше выбирать готовые газы, а не добывать их при помощи генератора.»
Технология сварки с использованием газов
Вне зависимости от того, используется углекислота или сварочная смесь, технология из применения практически одинакова. По этой причине и режимы сварки также будут совпадать. Ниже представлена таблица режимов сварки в углекислоте:
Диаметр проволоки, мм | Толщина детали, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
0. | 1…2.5 | 70…150 | 17…21 | 20…35 | 7…9 | 6…7 |
1.0 | 1…3 | 100…180 | 18…23 | 25…40 | 8…10 | 6…8 |
| 1.2 | 2…4 | 140…300 | 20…28 | 30…45 | 9…24 | 7…9 |
 8
8Главной особенностью здесь является обеспечение техники безопасности для работы. Тут нужно проверять работоспособность всех компонентов. Клапан подачи газа для сварочного полуавтомата, а также другие детали, должны быть исправными. Газ используется для предварительного прогревания места будущей сварки, если того требует технология. Так как он не используется как основная температурная сила для расплавления основного металла и расходного материала, то температура горения здесь не слишком высокая. Во время работы он должен полностью покрывать сварочную ванну. После окончания сварки может потребоваться прогревание с постепенным остыванием.
Заключение
Полуавтомат для сварки в углекислом газе используется очень часто в промышленности и частной сфере. Для каждой области применения могут оказаться более уместными те или иные газы. Они необходимы для качественной работы и всегда должны присутствовать в арсенале любого специалиста. Помимо их свойств, мастер должен знать, как правильно хранить баллоны и как применять тот или иной газ. Несчастных случаев при использовании газов намного больше, чем при электросварке.
Для каждой области применения могут оказаться более уместными те или иные газы. Они необходимы для качественной работы и всегда должны присутствовать в арсенале любого специалиста. Помимо их свойств, мастер должен знать, как правильно хранить баллоны и как применять тот или иной газ. Несчастных случаев при использовании газов намного больше, чем при электросварке.
Octic Education — Octic Industries, Inc.
В зависимости от того, для чего вы будете использовать свои навыки сварки, сегодня используется более 140 сварочных процессов. Школа сварки Octic поможет вам освоить всю «Большую тройку». Большая «тройка»: дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), дуговая сварка в защитном металле (SMAW) и дуговая сварка в среде защитного газа (GMAW).
GTAW иногда называют сваркой TIG или Heli-Arc. TIG расшифровывается как вольфрамовый инертный газ, так как когда GTAW впервые применялась, использовались только инертные газы. По мере развития новых технологий росла и потребность в полуинертных газах, полуинертные газы используются для более экзотических применений. Heli-Arc относится к тому времени, когда гелий использовался в качестве основного защитного газа. Очень полезно для создания большего количества тепла в сварочной ванне. GTAW используется во многих процессах ручной, полуавтоматической и автоматической сварки. Ручной GTAW является наиболее распространенным процессом. Он обеспечивает самый чистый и универсальный процесс сварки по сравнению с двумя другими процессами. Если вы хотите заняться сваркой как профессией и получить прибыль, GTAW — это самый высокооплачиваемый процесс сварки в «Большой тройке». Когда владелец Octic Industries впервые начал сварку в качестве слесаря-трубопровода, наличие большого опыта GTAW — это то, что позволяло получать зарплату. GTAW также является очень деликатным процессом, который может быть очень выгодным, если предпочтительным концом является художественная скульптура, ювелирные изделия или микросварка. использование обучения навыку сварки GTAW. GTAW может сваривать материал любой толщины от менее 0,020 дюйма (0,508 мм) до неограниченной толщины основного материала.
Heli-Arc относится к тому времени, когда гелий использовался в качестве основного защитного газа. Очень полезно для создания большего количества тепла в сварочной ванне. GTAW используется во многих процессах ручной, полуавтоматической и автоматической сварки. Ручной GTAW является наиболее распространенным процессом. Он обеспечивает самый чистый и универсальный процесс сварки по сравнению с двумя другими процессами. Если вы хотите заняться сваркой как профессией и получить прибыль, GTAW — это самый высокооплачиваемый процесс сварки в «Большой тройке». Когда владелец Octic Industries впервые начал сварку в качестве слесаря-трубопровода, наличие большого опыта GTAW — это то, что позволяло получать зарплату. GTAW также является очень деликатным процессом, который может быть очень выгодным, если предпочтительным концом является художественная скульптура, ювелирные изделия или микросварка. использование обучения навыку сварки GTAW. GTAW может сваривать материал любой толщины от менее 0,020 дюйма (0,508 мм) до неограниченной толщины основного материала. GTAW — это более медленный процесс, когда речь идет о производстве, но с механизированными сварочными установками, в основном с автоматической роботизированной сваркой, производство значительно увеличивается. Автоматическая сварка (GTAW-M) трубопроводов и сосудов под давлением и по сей день приносит наибольшую прибыль. Даже больше, чем подводная сварка.
GTAW — это более медленный процесс, когда речь идет о производстве, но с механизированными сварочными установками, в основном с автоматической роботизированной сваркой, производство значительно увеличивается. Автоматическая сварка (GTAW-M) трубопроводов и сосудов под давлением и по сей день приносит наибольшую прибыль. Даже больше, чем подводная сварка.
SMAW иногда называют «сваркой электродуговой сваркой» или «дуговой сваркой». SMAW является старейшим процессом сварки с момента изобретения электродуговой сварки в 1890 году К.Л. Гроб Детройта. SMAW — это шумный, горячий и грязный процесс с некоторыми наполнителями по сравнению с GTAW. SMAW проникает глубоко и очень хорош при высокой подводимой теплоте. Благодаря флюсовому покрытию защитный газ не требуется. Это очень удобно, если вы хотите выполнить сварку в отдаленном районе с ветром или небольшим атмосферным покровом. Если работа на нефтеперерабатывающих, сталелитейных, бумажных, газификационных или угольных паровых заводах является потенциальной карьерой сварщика, SMAW определенно будет использоваться.
GMAW — это процесс, предназначенный для производства. GMAW, который иногда называют «сваркой MIG или сваркой с подачей проволоки», является одним из самых простых процессов для изучения в горизонтальном положении. Частично это связано с полуавтоматическим характером управления текущим потоком и материалом наполнителя одним нажатием кнопки. GMAW также нуждается в защитном газе. GMAW позволяет сваривать очень тонкие изделия благодаря различным режимам переноса металла. Существует три типа режимов переноса металла: короткое замыкание, глобулярный перенос и перенос распылением. Короткое замыкание имеет самые высокие скорости перемещения, но с наименьшим проникновением по сравнению с другими режимами. Это процесс, который используется для быстрого выполнения работы и легко обучаем. GMAW используется во всех областях, от художественной скульптуры до сосудов высокого давления, соответствующих стандарту ASME.
Сварка I: Назад к основам
Сварка I подготавливает учащихся к ознакомлению с источником сварочного тока, обычными ручными инструментами, проблемами безопасности, распространенными металлургическими конструкциями и способами их соединения. В классе «Сварка I» учащиеся в конце курса смогут применить базовые знания в области сварки, чтобы изготовить и сварить цветочный горшок, который можно забрать домой. Учащиеся должны иметь собственные защитные очки, куртку, сварочный капюшон, расходные материалы и защитное оборудование.
В классе «Сварка I» учащиеся в конце курса смогут применить базовые знания в области сварки, чтобы изготовить и сварить цветочный горшок, который можно забрать домой. Учащиеся должны иметь собственные защитные очки, куртку, сварочный капюшон, расходные материалы и защитное оборудование.
Продолжительность занятия: 3 часа.
Сварка II: Сделай что-нибудь
Сварка II оценивается среди учащихся, которые уже занимались сваркой или понимают основные принципы большой тройки сварочных процессов. В этом классе студенты узнают, как сваривать различные материалы, изучат методы сварки для сварки в неправильных положениях и создадут тиски. Учащиеся должны иметь собственные защитные очки, куртки, сварочный капюшон, расходные материалы и защитное оборудование.
Продолжительность занятия: 4,5 часа.
Сварка III: Заработок
Сварка III – это то, что вам нужно, если вы хотите заработать на сварке. Студенты, изучающие сварку III, должны быть в состоянии пройти базовый квалификационный тест, чтобы инструкторы могли определить, с чего начать процесс обучения. К концу этого курса вы сможете: – Сваривать во всех положениях, устанавливать и изготавливать простой сосуд высокого давления, а также пройти сертификационный тест по сварке. Учащиеся должны иметь собственные защитные очки, куртку, сварочный капюшон, расходные материалы и защитное оборудование.
К концу этого курса вы сможете: – Сваривать во всех положениях, устанавливать и изготавливать простой сосуд высокого давления, а также пройти сертификационный тест по сварке. Учащиеся должны иметь собственные защитные очки, куртку, сварочный капюшон, расходные материалы и защитное оборудование.
Продолжительность занятия: 20 часов. (2-10 часов в день)
Сварка IV: AWS D1.1 или ASME, раздел IX — Квалификация сварщика (сертификация сварщика)
Сварка IV предназначена только для испытаний и используется для сертификации сварщиков в соответствии с AWS D1.1 или нормы сварки ASME Section IX. В зависимости от того, в какой отрасли вы хотели бы работать, для вас готов сертификационный тест. После успешного завершения разрушающего испытания в соответствии с руководящим кодексом студент получит сертификат сварщика, который удостоверяет его в соответствии с применимым руководящим кодексом. Некоторые сварочные испытания сертифицируют кандидат на несколько управляющих кодов. Пожалуйста, сообщите проктору, какой код применим, прежде чем запланировать тест. Учащиеся должны иметь собственные защитные очки, куртку, сварочный капюшон, расходные материалы и защитное оборудование.
Пожалуйста, сообщите проктору, какой код применим, прежде чем запланировать тест. Учащиеся должны иметь собственные защитные очки, куртку, сварочный капюшон, расходные материалы и защитное оборудование.
Что такое GMAW? (с картинками)
`;
Промышленность
Факт проверен
Гарри Кристалл
Дуговая сварка металлическим газом (GMAW) представляет собой автоматический или полуавтоматический процесс сварки. Защитный газ и непрерывный расходуемый проволочный электрод подаются через сварочный пистолет. GMAW использует постоянный источник питания, такой как напряжение или постоянный ток, для сварки таких материалов, как сталь и алюминий. GMAW популярен в таких отраслях, как автомобилестроение, благодаря своей скорости и универсальности.
GMAW использует постоянный источник питания, такой как напряжение или постоянный ток, для сварки таких материалов, как сталь и алюминий. GMAW популярен в таких отраслях, как автомобилестроение, благодаря своей скорости и универсальности.
GMAW впервые был разработан на рубеже 19-го века, когда использовался углерод. К концу 1920-м веке были изобретены металлические электроды, а к 1920 году General Electric изобрела предшественника GMAW. К 1953 году было разработано использование двуокиси углерода для сварки. Он быстро завоевал популярность, так как делал сварку более экономичной.
GMAW широко используется в производстве листового металла. Дуговая точечная сварка заменила контактную или заклепочную сварку. Он также используется в роботизированной сварке, при которой роботы управляют сварочным пистолетом и листовым металлом, чтобы сэкономить время и деньги. GMAW, как правило, не подходит для использования на открытом воздухе, так как изменения в атмосфере могут привести к рассеиванию защитного газа и ухудшению качества сварного шва. По тем же причинам он также не подходит для подводной сварки.
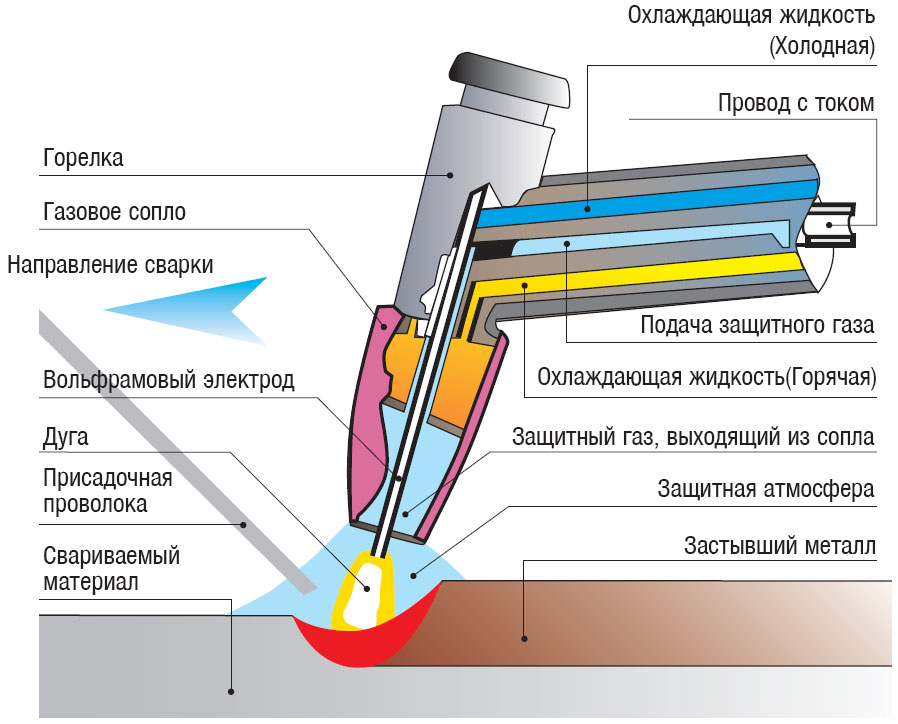
Дуговая точечная сварка заменила контактную или заклепочную сварку. Он также используется в роботизированной сварке, при которой роботы управляют сварочным пистолетом и листовым металлом, чтобы сэкономить время и деньги. GMAW, как правило, не подходит для использования на открытом воздухе, так как изменения в атмосфере могут привести к рассеиванию защитного газа и ухудшению качества сварного шва. По тем же причинам он также не подходит для подводной сварки. Оборудование, используемое в GMAW, представляет собой сварочную горелку, устройство подачи проволоки, электродную проволоку и подачу защитного газа. Когда переключатель управления включен, подача проволоки инициируется подачей электроэнергии и газа. Это приводит к возникновению электрической дуги. Газовое сопло используется для равномерного направления сварочного газа в зону сварки.
Когда переключатель управления включен, подача проволоки инициируется подачей электроэнергии и газа. Это приводит к возникновению электрической дуги. Газовое сопло используется для равномерного направления сварочного газа в зону сварки.