Заточить дисковую пилу с победитовыми напайками: Как-точить дисковые пилы с твердосплавными напайками. Что нужно знать при заточке дисковых пил с твердосплавными напайками. Когда требуется заточка пильных дисков
alexxlab | 18.07.2022 | 0 | Разное
Как Заточить Пильный Диск С Победитовыми Напайками • AURAMM.RU
Posted on by dakus
В свое время долговременной эксплуатации дисковые пилы с твердосплавными напайками быть утратить свои начальные свойства. Однако это не значит, что следует получать новый режущий инструмент. В основной массе заточку выполняют дома, используя хоть какой подходящий станок.
Прежде всего следует обусловиться – необходимо ли делать заточку по другому нет. Существует несколько очевидных признаков, указывающих на актуальность выполнения этой процедуры. Если их проигнорировать, то дальше диск может быть неремонтопригодным и послужит предпосылкой выхода из строя недешево станка.
Которым обладают игровые слоты использования пильного диска с напайками заключается в увеличении срока эксплуатации. Также он предназначен для обработки жестких древесных пород. Наплавки делаются из стали 9ХФ, 50 ХВА, 65Г и подобных им составов. Они отличаются высочайшей твердостью, при всем этом при значимой эксплуатации вырастет возможность их поломки.
Наплавки делаются из стали 9ХФ, 50 ХВА, 65Г и подобных им составов. Они отличаются высочайшей твердостью, при всем этом при значимой эксплуатации вырастет возможность их поломки.
Своевременная заточка дисковых пил станком на дому производится при последующих очевидных признаках:
- увеличение нагрузки на движок. Предпосылкой этому является ухудшение заточки и как закономерный результат — агрегату нужно чем просто мощности для разрезания древесной породы. Если в конструкции мотора не предусмотрены защитные реле – вероятен выход его из строя;
- ухудшение свойства распила. Первым признаком является повышение ширины реза, кроме того образование сколов и неровностей по его краям;
- повышение времени обработки заготовки. Для формирования реза требуется чем просто времени, чем обычно.
Заточка пильных дисков самостоятельно
Наилучшим методом является повторяющаяся проверка состояния диска с напайками по дереву. Для этой цели будет нужно временно бросить станок и демонтировать режущий инструмент.
Хорошим вариантом будет наличие начального шаблона, согласно которому есть вариант поправить геометрию режущей кромки. Часто он делается из тонкостенного нержавеющего металла, пореже – из плотного картона.
Твердосплавные зубья делаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель из параметров предназначения пилы. Если шаблон отсутствует – нужно без помощи других найти требуемые углы заточки. Для этой цели рекомендуется пользоваться маятниковым угломером.
Разработка производства шаблона самостоятельно.
- Взять новый диск с напайками, который стопроцентно схож затупившемуся.
- На жестком листе картона нарисовать четкие контуры.
- С применением маятникового угломера найти первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
При необходимости его используется для самостоятельной заточки на станке либо предоставить как эталона для компаний, предоставляющие подобные услуги.
Дополнительно рекомендуется сопоставить приобретенные данные с эталонными. В пилах для продольного формирования среза фронтальный угол обычно равен 15°-25°. Для поперечных моделей Этот расхожий слух показатель колеблется от 5° до 10°. В универсальных моделях фронтальный угол составляет 15°.
Принципиально держать в голове, что фронтальный угол вам больше понравятся отрицательным. Подобные модели употребляются для раскроя пластмассовых листов и цветных металлов.
Для формирования новейшей режущей кромки используется хоть какой заточной станок. Принципиально вначале верно избрать наждачный круг и при его использовании наточить кромку. Для этой цели вам нужно использовать корундовые либо алмазные модели.
Заточка пильного диска
Хорошим вариантом является применение специального оборудования, созданного для выполнения этой работы. Увы по причине его высочайшей цены нередко его приобретение нецелесообразно. Другим методом является внедрение точильного станка с возможностью конфигурации угла расположения корундового диска.
Ни при каких обстоятельствах нельзя делать заточку вручную самому. Все — это займет сильно много времени. При – приобретенный итог не будет соответствовать эталонам. Если проход отсутствия способности выполнить заточку пильного диска по дереву без помощи других рекомендуется используя услуги специализированных компаний.
Проф заточка пил циркулярных на дому производится по последующим правилам:
- основная деформация происходит на верхней кромке зуба. Происходит округление граней от 0,1 до 0,3 мм. С этого места нужно начинать обработку;
- заточка производится по фронтальной и задней кромке. Это обеспечит возможность повторной процедуры до 25 раз;
- величина съема не должна превосходить значение 0,05-0,15 мм;
- уровень обработки фронтальных и задних граней бывает схож.
Когда заточка дисков по дереву закончится – рекомендуется ее довести тонкодисперсной наждачкой. Это выполняют вручную либо посредством специального станка.
Спецы рекомендуют использовать особые корундовые диски, торцевая поверхность которых имеет паз специальной формы. Он облегчит выполнение процедуры.
Он облегчит выполнение процедуры.
Процесс формирования новейшей режущей кромки является трудозатратным и долгим. Потому рекомендуется делать ряд критерий с целью повышения срока службы диска.
В первую очередь, следует узнать все про советами производителя. Там обозначено количество оборотов (наибольшее и малое) для разных типов обрабатываемых материалов. Для металла это параметр бывает меньше, чем для дерева.
заточка пильного диска
Твердые напайки имеют большой срок эксплуатации. Но они почаще скалываются и обламываются. Другая мягенькая фактически не подвержена таким недостаткам. Однако время ее службы меньше, чем у жесткой.
Не допускается возникновение шершавостей на режущей поверхности. В ближайшее время они приводят к возникновению сколов и трещинок.
В видеоматериале показан пример станка для заточки дисков, изготовленного своими силами:
Заточка дисковых пил должна проводиться чётко с соблюдением норм и требований к геометрии зубцов каждого отдельного диска. Чтоб верно заточить дисковую пилу в кустарных условиях, следует знать форму зуба и его геометрию.
Чтоб верно заточить дисковую пилу в кустарных условиях, следует знать форму зуба и его геометрию.
Источник
Заточка дисковых пил в категории “Инструмент”
Станок для заточки дисковых пил CORMAK JMY 8-70
На складе
Доставка по Украине
8 250 грн
Купить
Гвинтик
Станок для заточки дисковых пил FDB Maschinen MF 126 (0.37 кВт, 700 мм)
Доставка из г. Днепр
по 10 900 грн
от 2 продавцов
12 535 грн
10 900 грн
Купить
FDB Maschinen MF126 станок для заточки дисковых пил 80-700мм
На складе
Доставка по Украине
10 900 грн
Купить
Магазин “СТАН МАШ” Официальный дилер TM: Holzmann, OPTImum, FDB Maschinen, Holzstar, Proma, Torin.
Станок для заточки дисковых пил CORMAK
Под заказ
Доставка по Украине
9 504 грн
Купить
Твой ШОП МЕГА полезных вещей “Механик”
Станок для заточки дисковых пил FDB Maschinen MF 126(2024874194756)
Доставка по Украине
12 971 грн
10 900 грн
Купить
Интернет магазин “pro100market”
Станок для заточки дисковых пил FDB Maschinen MF 126(4155944421756)
Доставка по Украине
13 082 грн
10 902 грн
Купить
Интернет магазин “pro100market”
Станок для заточки дисковых пил FDB Maschinen MF 126
Доставка по Украине
109 000 грн
Купить
Фермер Плюс – интернет магазин садовой техники
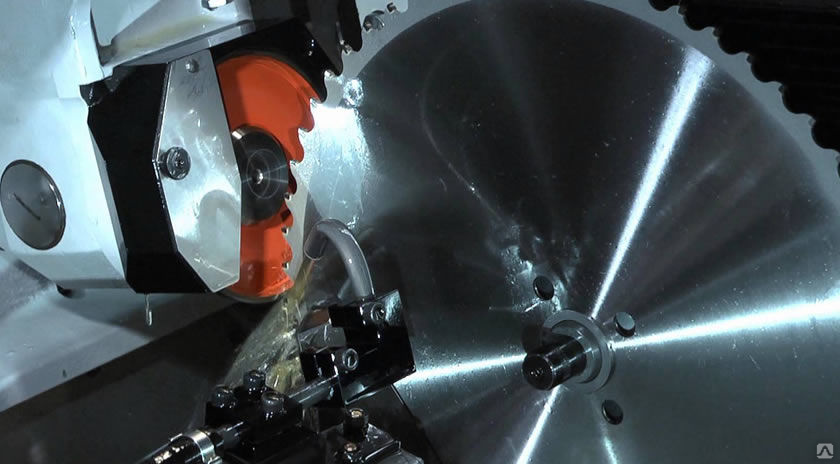
Заточка дисковых пил с напайками из твердого сплава на станках с ЧПУ
Услуга
2. 10 грн
10 грн
ООО “ЭЛЬКО+”
Заточка дисковых пил для форматно-раскроечных станков на оборудовании с ЧПУ
Услуга
от 2.10 грн
ООО “ЭЛЬКО+”
Заточка дисковых пил и фрез с победитовыми напайками
Услуга
от 1.20 грн
Техніка з Європи П.П.
Заточка дисковых пил по массиву
Услуга
1.50 грн
Сервис, продажа и профилирование инструмента
Заточной станок для дисковых пил KMA JMY 8-70
Под заказ
Доставка по Украине
9 960 грн
Купить
Станмастер
Заточка и доработка деревоорежущего инструмента (дисковых пил, ножей, фрез, сверл) на станках с ЧПУ
Услуга
от 2.10 грн
ООО “ЭЛЬКО+”
Cтанок для заточки дисковых пил
Доставка из г. Белая Церковь
10 000 грн
Купить
Коронет Украина
Заточка пил дисковых, перезаточка пильных дисков, ремонт пильных дисков
Услуга
от 140 грн
“ПИЛАКОМ”
Смотрите также
Заточка сверл,заточный станок FERRUM FRDBS16 : 3-16мм
На складе
Доставка по Украине
1 470 грн
Купить
AtmoSfera
Станок для заточки цепей всех видов Max MXCG-01 : 650 Вт Польша!
На складе в г. Сумы
Сумы
Доставка по Украине
1 630 грн
Купить
AtmoSfera
Станок для заточки всех видов цепей и пил 100мм Euro Craft CS-KW-220 400Вт 7500об/м
Доставка по Украине
1 250 грн
Купить
AtmoSfera
Заточная станция для свёрл , ножей и стамесок PARKSIDE PSS 65 A1
Доставка по Украине
1 099 грн
Купить
AtmoSfera
Универсальная заточная машина My Project CSG65A Станок для заточки
Доставка из г. Сумы
1 080 грн
Купить
AtmoSfera
Круг для заточки пил Иршава 150х3х32
Доставка по Украине
47 грн
Купить
Славута
Круг для заточки пил Иршава 150х4х32
Доставка по Украине
50 грн
Купить
Славута
Круг для заточки пил Иршава 150х5х32
Доставка по Украине
54 грн
Купить
Славута
Круг для заточки пил Иршава 230х10х32
Доставка по Украине
180 грн
Купить
Славута
Станок для заточки ножей FDB Maschinen LT25(2346443756)
Доставка по Украине
10 115 грн
8 500 грн
Купить
Интернет магазин “pro100market”
Станок для заточки ножей FDB Maschinen LT25(3445819331756)
Доставка по Украине
10 202 грн
8 502 грн
Купить
Интернет магазин “pro100market”
D125х10 d32 шлифовальная алмазная тарелка по металлу
На складе в г. Харьков
Харьков
Доставка по Украине
540 грн
440 грн
Купить
Mriya 24
D125 (тонкая) d32 шлифовальная алмазная тарелка по металлу
На складе в г. Харьков
Доставка по Украине
540 грн
440 грн
Купить
Mriya 24
D150х10 d32 шлифовальная алмазная тарелка по металлу
На складе в г. Харьков
Доставка по Украине
579 грн
479 грн
Купить
Mriya 24
Как заточить пилу с помощью победоносной пайки • CIMFLOK.COM
При длительном использовании пильные полотна с твердосплавными напайками могут потерять свои первоначальные качества. Но это не значит, что нужно покупать новый режущий инструмент. В большинстве случаев шлифовку можно произвести в домашних условиях на любом подходящем станке.
Необходимость заточки пилы
Сначала нужно решить, точить или нет. Есть несколько очевидных признаков, говорящих об актуальности этой процедуры. Если их игнорировать, то в будущем диск может стать неремонтопригодным и станет причиной выхода из строя дорогой машины.
Если их игнорировать, то в будущем диск может стать неремонтопригодным и станет причиной выхода из строя дорогой машины.
Преимущество использования припаянного пильного диска заключается в его увеличенном сроке службы. Он также предназначен для обработки твердой древесины. Наплавка выполняется из стали 9ХФ, 50 ХВА, 65Г и аналогичных составов. Они отличаются высокой твердостью, но в то же время при значительной эксплуатации возрастает вероятность их поломки.
Своевременная заточка дисковых пил на станке своими руками производится при следующих явных признаках:
- повышенная нагрузка на двигатель. Причиной этого является ухудшение заточки и, как следствие, силовому агрегату требуется большая мощность для резки древесины. Если в конструкции двигателя не предусмотрены защитные реле, возможен выход его из строя;
- ухудшение качества резки. Первый признак – увеличение ширины реза, а также образование сколов и неровностей по его краям;
- увеличить время обработки заготовки.
 Для формирования кроя требуется больше времени, чем обычно.
Для формирования кроя требуется больше времени, чем обычно.
Лучше всего периодически проверять состояние припаянного диска по дереву. Для этого временно покиньте станок и демонтируйте режущий инструмент. Если его геометрические параметры не совпадают с исходными, необходима заточка.
Как определить угол заточки циркулярной пилы
Лучшим вариантом будет наличие оригинального шаблона, по которому можно исправить геометрию режущей кромки. Часто изготавливается из тонкостенного нержавеющего металла, реже. из плотного картона.
Зубья твердосплавные изготавливаются по ГОСТ 9769-79. Но их геометрия и геометрические размеры определяются производителем исходя из назначения пилы. Если шаблон отсутствует, необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется использовать маятниковый угломер.
Технология изготовления шаблонов своими руками.
- Взять новый запаянный диск, который полностью идентичен затупившемуся.

- Нарисуйте точные контуры на сплошном листе картона.
- С помощью маятникового транспортира определите начальную геометрию твердосплавных метчиков.
- Введите данные в шаблон.
В дальнейшем может использоваться для самостоятельной заточки на станке или предоставляться как образец для компаний, оказывающих аналогичные услуги.
Кроме того, рекомендуется сравнить полученные данные с эталонными. У пил для продольной резки передний угол обычно составляет 15°.25°. У поперечных моделей этот показатель колеблется от 5° до 10°. В универсальных моделях передний угол равен 15°.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для резки пластиковых листов и цветных металлов.
Способы заточки дисковых пил
Для формирования новой режущей кромки можно использовать любой шлифовальный станок. Важно изначально правильно выбрать наждачный круг и использовать его для заточки кромки. Для этого необходимо использовать корундовые или алмазные модели.
Для этого необходимо использовать корундовые или алмазные модели.
Оптимальный вариант – использовать специальное оборудование, предназначенное для выполнения этой работы. Но из-за высокой стоимости во многих случаях его приобретение нецелесообразно. Альтернативный способ – использование шлифовального станка с возможностью изменения угла наклона корундового диска.
Ни в коем случае нельзя точить вручную самостоятельно. Во-первых, это займет очень много времени. Во-вторых, результат не будет соответствовать стандартам. Если нет возможности наточить пильный диск по дереву, рекомендуется воспользоваться услугами специализированных компаний.
Профессиональная заточка дисковых пил своими руками выполняется по следующим правилам:
- основная деформация возникает на верхней кромке зуба. Скругление граней от 0,1 до 0,3 мм. Именно с этого места необходимо начинать обработку; Заточка
- выполняется по передней и задней кромкам. Это даст возможность повторить процедуру до 25 раз;
- величина съема не должна превышать значения 0,05-0,15 мм;
- Уровень обработки лицевой и тыльной сторон должен быть одинаковым.

После завершения заточки дисков по дереву. рекомендуется подводить его мелкозернистой наждачной бумагой. Это можно сделать вручную или с помощью специального станка.
Специалисты советуют использовать специальные корундовые диски, торцевая поверхность которых имеет паз особой формы. Это облегчит выполнение процедуры.
Способы увеличения срока службы пильного диска
Процесс формирования новой режущей кромки трудоемок и занимает много времени. Поэтому рекомендуется выполнить ряд условий для увеличения срока службы диска.
В первую очередь следует ознакомиться с рекомендациями производителя. Они указывают количество оборотов (максимальное и минимальное) для различных видов обрабатываемых материалов. Для металла этот параметр должен быть меньше, чем для дерева.
Твердые припои имеют длительный срок службы. Однако они часто скалываются и ломаются. Альтернативный софт такими дефектами практически не страдает. Но срок службы у нее меньше, чем у цельной.
Шероховатость на режущей поверхности не допускается. В дальнейшем они могут привести к появлению сколов и трещин.
На видео показан пример станка для заточки дисков своими руками:
Чертежи и геометрия зубьев
Заточка дисковых пил должна производиться четко с соблюдением норм и требований к геометрии зубьев каждый отдельный диск. Чтобы правильно заточить циркулярную пилу своими руками, нужно знать форму зуба и его геометрию.
источник
Изготовление в Вермонте: Super Thin Saws совершенствует эффективные полотна
WATERBURY – Работая вместе, 25 человек и шесть роботов незаметно производят 12 000 пил с твердосплавными напайками в год в этой небольшой специализированной компании.
Super Thin Saws производит и затачивает диски для циркулярных пил, используемых производителями деревянных полов, мебели, кухонных шкафов, окон и дверей. Тот факт, что лезвия тоньше отраслевого стандарта — до 0,031 дюйма, — привлекает крупных производителей, которые хотят, чтобы как можно больше их древесины превратилось в продукт, а не в опилки.
Тот факт, что лезвия тоньше отраслевого стандарта — до 0,031 дюйма, — привлекает крупных производителей, которые хотят, чтобы как можно больше их древесины превратилось в продукт, а не в опилки.
Продукция Super Thin Saws стоит в четыре-пять раз больше, чем у более толстых конкурентов, но для компаний, распиливающих большой объем древесины, дополнительные расходы того стоят, сказал основатель Джон Шульц, владеющий компанией вместе с двумя партнерами, бывшими давние сотрудники Роб Бисби и Дэйв Стром.
«Они, вероятно, пропускают 50 миллионов досок через пилы, и они тратят на пилы 20 000 долларов в год», — сказал Шульц о крупных компаниях по производству изделий из дерева. «Поэтому, если мы утроим или учетверим — или еще хуже — счет за пильный диск, это не имеет большого значения, пока мы даем им хорошую экономию на счете за древесину».
История Super Thin Saws восходит к 1970-м годам, когда Шульц, в то время лыжный тренер, и его жена основали то, что сейчас называется школой Green Mountain Valley. Оба работали в Bisbee’s Hardware в Уэйтсфилде, чтобы сводить концы с концами. Магазин вел бойкий бизнес по заточке пильных полотен, и пара увидела возможность.
Оба работали в Bisbee’s Hardware в Уэйтсфилде, чтобы сводить концы с концами. Магазин вел бойкий бизнес по заточке пильных полотен, и пара увидела возможность.
Шульц, получивший степень по абстрактной математике в Массачусетском технологическом институте, всегда считал катание на лыжах одним из своих главных приоритетов. Поскольку постоянное проживание рядом с катанием на лыжах в долине Безумной реки было обязательным, он видел в заточке пил хорошую возможность подрабатывать.
С годами компания росла, ее состояния росли и падали вместе с экономикой жилья. В 2008 году Шульц и его тогдашние партнеры продали бизнес компании из Флориды, а в 2011 году выкупили его вместе с Бисби и Стромом.
Сейчас Super Thin Saws занимает бывшее промышленное здание Ben & Jerry. Компания закупает вырезанные лазером и термообработанные стальные пильные полотна у двух поставщиков, а затем подвергает их многочисленным процессам, чтобы они соответствовали спецификациям клиентов, припаивая твердосплавные наконечники очень точной формы к зубьям пилы.
Компания также занимается заточкой пильных полотен для специализированных производителей. Многие из этих клиентов по заточке пил — крупные компании в Квебеке, штате Мэн и Нью-Йорке, хотя у Super Thin Saws есть несколько клиентов в Вермонте, в том числе Appalachian Flooring, компания из Квебека с производственным предприятием в Трое.
Для небольших предприятий, таких как большинство компаний Вермонта, стоимость доставки или перевозки ножей для заточки просто не стоит того, сказал Шульц.
«Маленькие магазины на одного и на пять человек в Вермонте производят потрясающие товары, — сказал Шульц. «Но услуги, в которых они нуждаются, дешевле, чем то, что мы предлагаем. Если бы транспорт был бесплатным, в этом было бы больше смысла. Но покупать лезвия стоит только в Мэне, Квебеке и Нью-Йорке, потому что вместо одного лезвия мы собираем 40».
В чем превосходство Super Thin Saws заключается в обеспечении жесткости тонких полотен. По словам Шульца, Шульц использует технологию, созданную в 1950-х годах Чарльзом Берольцхаймером, тогдашним владельцем California Cedar Products, который хотел сделать более тонкие лезвия для повышения эффективности.
«Он любил древесину и не думал, что вы должны тратить ее впустую», — сказал он.
Берольцхаймер работал с местным производителем пил и с отделом машиностроения Калифорнийского университета в Беркли, которые использовали математическое моделирование для анализа того, насколько тонким может быть пильное полотно. По словам Шульца, исследователи проводили семинары по этому продукту, но так и не коммерциализировали его.
Джон Шульц основал Super Thin Saws в 1970-х годах после работы в хозяйственном магазине, который занимался заточкой пильных полотен. Фото Майка Догерти/VTDiggerSchultz принял технологию в конце 1980-х годов. Он сказал, что создатели проводили семинары по тонким пильным полотнам, ища кого-то, кто мог бы коммерциализировать этот процесс, но технология не заинтересовала крупные компании по производству пил, потому что рынок был очень маленьким.
— Мы начали баловаться, — сказал он. «В основном все, что нам нужно было сделать, когда все инженерные работы были в значительной степени завершены, — это просто смягчить его, чтобы он работал на реальных машинах за четверть миллиона долларов, а не на нестандартных машинах за миллион долларов».
Шульц и его жена, которые в то время также владели лыжной базой в деревне Мортаун, изменили название своей компании с Schultz Tool Sharpening на Super Thin Saws.
Большинство клиентов компании находится в США, но у нее также есть связи в Японии, Европе, Южной Америке, Австралии и Китае. Компания была названа экспортером года в Вермонте по версии Управления по делам малого бизнеса США в 2014 году.
«Мы не ищем активно клиентов в Китае», — сказал Шульц. — Но если они нас найдут, мы им не откажем.
Создание пильного полотна, которое не будет трепетать и вибрировать при вращении, что приводит к неровному резу, — сложная механическая задача. Дефекты древесины и небольшие перекосы в самом станке могут создавать боковые усилия на пильных полотнах.
Важна не только жесткость круглого лезвия.
«Очень важно прикрепить правильный зуб, — сказал Шульц. «Если клиент режет клен с влажностью от 8% до 10%, вы можете настроить и подогнать углы. Или мы скажем: «Вы могли бы рассмотреть возможность приобретения другого лезвия для этого дуба» 9 . 0003
0003
Очень точная работа. Тем не менее, производственный цех Super Thin Saws выглядит как механический цех, а не как лаборатория. Работа роботов, заключенных в стальные клетки, ограничивается рутинной работой, например, поднятием лезвий и перемещением их из одного места в другое.
«Если бы мы дали это кому-то в качестве работы, они бы уволились через полтора месяца», — отметил Шульц. «Мы еще даже не пытались использовать роботов для серьезной работы».
Самые тонкие лезвия начинаются примерно с одной восьмой дюйма ближе к внутренней части, а на полпути к режущим зубьям они становятся тоньше, вплоть до 0,031 дюйма, где твердосплавные наконечники прикреплены серебряным припоем. Некоторые наконечники изготовлены из таких материалов, как поликристаллический алмаз или смесь керамики и карбида.
Самый большой пильный диск, над которым работает компания, имеет диаметр около 32 дюймов; 99% пил, которые видит компания, имеют диаметр 25 дюймов или меньше. Super Thin Saws ограничивает свои работы по заточке промышленных пил, отправляя свои лезвия из хозяйственного магазина компании под названием Sharpening Shed в Ньюпорте, которая приезжает раз в неделю.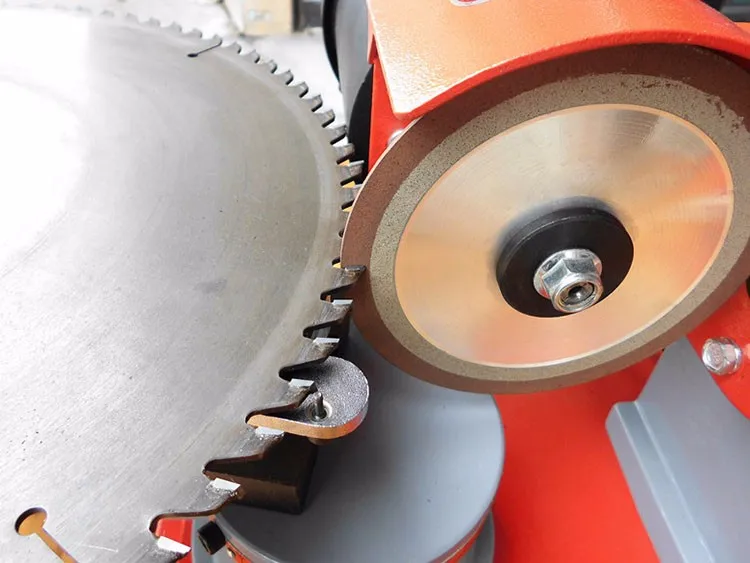
Компания Super Thin Saws сотрудничала с Вермонтским производственным центром расширения, или VMEC, над изучением картирования потока создания ценности, системы, аналогичной процессам «точно в срок», которые делают производство более эффективным. В случае со сверхтонкими пилами это означает согласование графика таким образом, чтобы лезвию не требовалось 10 дней для выполнения необходимых шагов по заточке, тогда как это с таким же успехом может занять пять дней.
«Это раздражающе дорого, но оно того стоит», — сказал Шульц о тренинге VEMC. «Они делают хорошую работу». Эти расходы были покрыты за счет гранта в размере 40 000 долларов США, полученного в октябре от программы обучения Министерства торговли штата Вермонт.
Для людей производство работает в несколько смен по 10 или 11 часов в день; для роботов это 24 часа в сутки.
Как и многие производители из Вермонта, Шульц сказал, что найти рабочих непросто. В компании всего две женщины.
«Мы заставляем женщин подавать заявки на работу здесь, но им, кажется, это не нравится, и они остаются», — сказал Шульц, который позволяет работникам выбирать часы работы, пока они остаются в том же графике.