Заточка циркулярных пил: Заточка пильных дисков от 250 до 450 р. | Заточка дисковых пил в Москве
alexxlab | 28.08.2022 | 0 | Разное
на станке, приспособлениями, надфилем, угол (видео)
Заточка дисковых пил своими руками не представляет трудностей для человека, обладающего навыками работы со слесарным оборудованием. Популярность циркульных пил обусловлена преимуществами, которые предоставляет эксплуатация этого оборудования. Основными преимуществами этого инструмента являются точность распила, высокое качество и чистота его поверхности. Дисковые пилы – очень популярный инструмент, который весьма активно эксплуатируется, что приводит к быстрому изнашиванию рабочих поверхностей. Восстановление работоспособности проводится путем заточки рабочего элемента инструмента.
Правильное расположение напильника в горизонтальной и вертикальной плоскости.
Признаки необходимости затачивания и используемые инструменты
Для того чтобы наточить пилу, требуется подготовить следующие инструменты:
- напильник;
- монтажные слесарные тиски;
- брусок из древесины;
- маркер цветной.


Заточка дисковой пилы осуществляется по мере необходимости. Необходимость заточки пил по дереву определяется в зависимости от интенсивности эксплуатации инструмента.
Заточка зуба дисковой пилы по одной и двум плоскостям.
Об этом свидетельствует несколько признаков:
- Заточка пил требуется, в случае если в процессе эксплуатации устройства на предохранительном кожухе в районе электропривода наблюдается сильный нагрев. В некоторых случаях повышение температуры вызывает образование дыма из-под защиты пилы.
- Провести затачивание пилы требуется тогда, когда для получения качественного результата на дисковую пилу следует оказывать более сильное воздействие.
- В процессе работы агрегата в месте образования распила появляются темные отметины, которые представляют собой следы нагара. Образование таких отметин может сопровождаться появлением характерного запаха горелого дерева. При возникновении этих признаков следует прекратить эксплуатацию инструмента и провести заточку рабочих кромок на режущих элементах пильного круга электропилы.

Вернуться к оглавлению
Разновидности рабочих элементов пильного круга циркульной электропилы
Для того чтобы знать, как верно затачивать элементы на дисках циркулярных пил, требуется изучить особенности строения той части дискового инструмента, при помощи которой осуществляется распиливание древесины. Главным элементом этой части диска являются зубья. Изготовление зубьев осуществляется с использованием твердосплавных металлов. В каждом из зубьев выделяют четыре рабочие плоскости:
- переднюю;
- заднюю;
- правую и левую боковые.
Правила заточки пилы.
Плоскости обеспечивают вспомогательную роль. В геометрии зуба выделяют одну главную и две дополнительные режущие кромки. Кромки для резки материала формируются на линии пересечения рабочих плоскостей. В зависимости от конфигурации все режущие части рабочего элемента агрегата можно разделить на несколько разновидностей:
- прямые;
- скошенные;
- трапециевидные;
- конические.

Прямые зубья используются для осуществления ускоренного продольного распила. Этот тип режущих элементов не применяется при получении идеального качества распила.
Скошенные рабочие элементы характеризуются наличием плоской поверхности на задней части зуба с левой или правой стороны. Некоторые модели дисковых пил имеют рабочие элементы с разными сторонами скоса, которые между собой чередуются. Такие диски называются попеременно-скошенными. Эта разновидность дисков используется при необходимости проведения распила, помимо древесины, ДСП и разнообразных пластмасс. Наличие большого скоса обеспечивает качественное распиливание без образования сколов на кромках. Рабочие элементы в поперечном сечении имеют форму трапеции. Благодаря наличию такой конфигурации зуба рабочие элементы диска способны работать длительное время без видимого ухудшения качества режущих кромок.
Конические рабочие элементы на поперечном сечении имеют конусообразную форму. Чаще всего диски с такими рабочими зубьями применяются в качестве вспомогательных, при выполнении предварительной надрезки ламината. Диски с такими зубьями позволяют избежать возникновения сколов при осуществлении разрезания ламината.
Диски с такими зубьями позволяют избежать возникновения сколов при осуществлении разрезания ламината.
Вернуться к оглавлению
Принципы и углы заточки рабочих элементов дисковой пилы
Рабочие поверхности элементов затачивают по четырем углам заточки. Углы заточки и форма режущего элемента представляют собой основные параметры диска, от которых зависит качество выполняемых работ. Зуб циркулярки имеет два основных угла (задний и передний), помимо этого, в характеристики рабочего элемента входят углы среза передних и задних поверхностей. Характеристики углов заточки зависят от назначения устройства для распиливания, обрабатываемого материала и направления обработки.
http://www.parnikiteplicy.ru/www.youtube.com/watch?v=sD8zA8dt9WU
Пила для циркулярки, предназначенной для продольной резки материала, затачивается под большим передним углом, для распиливания в поперечном направлении используется угол заточки в 5-10°. Универсальным вариантом заточки считается угол в 15°. На угол заточки рабочих элементов оказывает влияние уровень твердости обрабатываемого материала. Чем тверже распиливаемый материал, тем меньший угол заточки должен иметь зуб пилы.
На угол заточки рабочих элементов оказывает влияние уровень твердости обрабатываемого материала. Чем тверже распиливаемый материал, тем меньший угол заточки должен иметь зуб пилы.
В процессе эксплуатации инструмента максимально изнашивается верхняя режущая кромка. В результате применения инструмента по назначению происходит округление режущей кромки. Показатель округления может достигать 0,3 мм и более. Среди плоскостей максимальному износу подвергается передняя.
Правильное затачивание должно обеспечить вид кромок, при котором их округление не превышает 0,2 мм.
Для этой цели применяется одновременное стачивание задней и передней плоскостей рабочих элементов. Этот способ заточки является оптимальным. Можно осуществлять затачивание только передней плоскости, но в таком случае на процесс затачивания требуется затратить больше времени, а зуб быстрее изнашивается из-за того, что требуется стачивать металл. При стандартном затачивании необходимо снимать металл толщиной от 0,05 до 0,15 мм.
Вернуться к оглавлению
Осуществление заточки дисковой пилы своими руками в домашних условиях
Наточить дисковую пилу самостоятельно (в домашних условиях) достаточно легко. Для этой цели не потребуется иметь в распоряжении собственную мастерскую и специализированную установку для заточки рабочих элементов полотна дисковой пилы. В домашних условиях при наличии определенных навыков можно с легкостью провести заточку инструмента без использования заточного станка, который имеет высокую стоимость.
При проведении затачивания не следует держать дисковый инструмент в руках. Нельзя также держать диск на весу при заточке на шлифовальном круге: твердости рук и хорошего глазомера недостаточно для качественного проведения операции. Такая заточка не позволяет сделать инструмент острым и эффективным в работе. Для проведения операций по затачиванию рекомендуется изготовить фиксирующее устройство, которое упростит процесс и повысит качество работы. Обеспечить удержание пильного круга циркулярки в требуемом положении по отношению к точильному кругу позволяет наличие обычной плоской подставки.
Для проведения операций по затачиванию рекомендуется изготовить фиксирующее устройство, которое упростит процесс и повысит качество работы. Обеспечить удержание пильного круга циркулярки в требуемом положении по отношению к точильному кругу позволяет наличие обычной плоской подставки.
Поверхность подставки должна точно совпадать с уровнем оси круга, используемого при затачивании. Зубчатый диск циркульной пилы располагается на подготовленной подставке таким образом, чтобы плоскости зубьев, которые подвергаются заточке, находились в перпендикулярном положении к полотну заточного круга. Для того чтобы заточить скошенные зубья, подставка для облегчения проведения операции должна иметь подвижный шарнир. При затачивании пилы, имеющей скошенные зубья, трудно удерживать диск в требуемом положении.
При удержании на подставке очень сложно обеспечить одинаковое значение величины переднего и заднего углов затачивания. Для устранения возникшей проблемы осуществляется жесткое фиксирование центра пильного круга в нужном положении по отношению к заточному кругу. Оно обеспечивается установкой на подставке упоров, которые закрепляют диск в требуемом положении.
Оно обеспечивается установкой на подставке упоров, которые закрепляют диск в требуемом положении.
http://www.parnikiteplicy.ru/www.youtube.com/watch?v=fJ8ybCkAsE0
При выполнении всех технических требований затачивание пильных кругов с твердосплавными зубьями не представляет трудностей, а правильно проведенная операция обеспечит длительный период службы распиловочного агрегата.
Заточка пильных дисков от 250 до 450 р.
Дисковый инструмент для распила древесины всегда пригодится при строительстве. Циркуляционная пила удобна тем, что позволяет быстро раскроить материал при минимальных затратах сил и времени. Что касается качества реза, то можно сказать, что он идеален, но только тогда, когда пила исправна и хорошо заточена. В противном случае работать таким инструментом даже опасно, поэтому следует провести заточку дисковой пилы.
Определить необходимость проведения операции заточки несложно: тупой инструмент режет заготовку некачественно, что сразу бросается в глаза.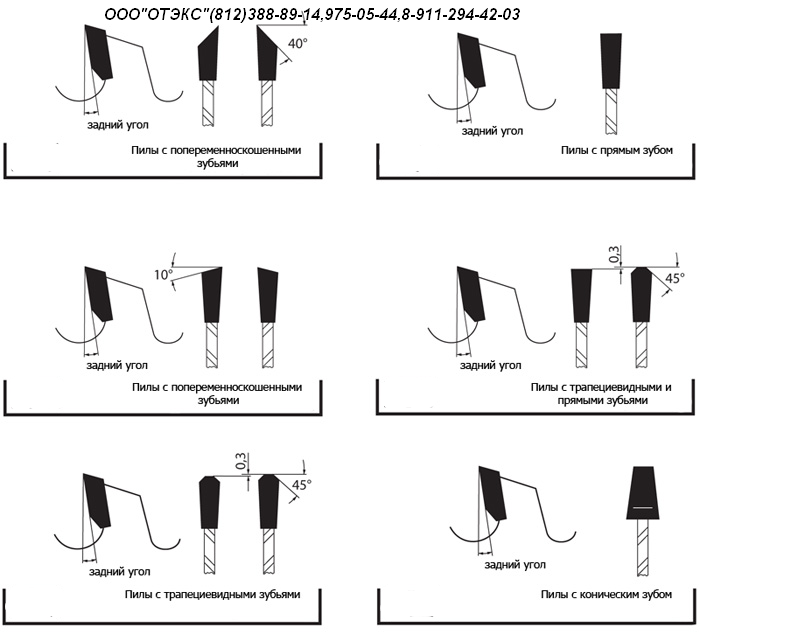 Здесь есть два варианта: либо отдать диск в мастерскую, что не всегда выгодно в плане временных и денежных затрат, либо заточить дисковую пилу своими руками. Это на первый взгляд может показаться сложным. Но если более детально вникнуть в суть устройства пилы, нетрудно будет выполнить обслуживание инструмента в домашних условиях.
Здесь есть два варианта: либо отдать диск в мастерскую, что не всегда выгодно в плане временных и денежных затрат, либо заточить дисковую пилу своими руками. Это на первый взгляд может показаться сложным. Но если более детально вникнуть в суть устройства пилы, нетрудно будет выполнить обслуживание инструмента в домашних условиях.
Когда нужно точить дисковую пилу
Есть совершенно определенные признаки, по которым можно судить о состоянии инструмента. Заточка пил необходима тогда, когда явно проявляется следующее:
- Во время работы возникает дым, специфический запах паленой древесины, кожух, прикрывающий зубья пилы, начинает быстро нагреваться.
- При передвижении инструмента вдоль заготовки нужно прикладывать значительные усилия, как бы продавливать пилу вперед.
- После раскроя материала и визуального осмотра пиленой кромки виден черный нагар или много сколов, задиров волокна, выщербленных участков.
- При внимательном осмотре зубьев пилы в увеличительное стекло можно увидеть, что режущие части имеют не острые, а закругленные кромки.

Все это требует немедленного прекращения работ, иначе велик риск порчи материала и износа дисковой пилы до такого состояния, когда заточка ей уже не поможет.
Популярные производители
На современном рынке полно предложений от производителей. Но есть компании, которые проверены временем. Именно их продукции отдают предпочтение владельцы циркулярных пил. Краткий список популярных брендов таков:
CMT. Компания появилась на территории Италии в далеком 1962 году. Производство перенесено в Китай, а в Европе остался лишь головной офис.
«Макита». Годом основания фирмы стал 1915. С тех пор прошло много времени, но японская продукция по-прежнему популярна по всему миру.
«Бош». Это название давно стало символом непревзойденного качества. Пильные диски под торговой маркой Bosh — желанные гости в каждой домашней мастерской.
«Атака». Организация появилась в 1998 году на территории России. Ее по праву можно назвать старейшим поставщиком расходников на отечественном рынке.
Организация появилась в 1998 году на территории России. Ее по праву можно назвать старейшим поставщиком расходников на отечественном рынке.
Metabo. Название произошло от немецкого наименования ручной дрели. Сборка первой продукции началась в Германии после 1924 года.
Dewalt. Победное шествие компании по планете стартовало в США. Начиная с 1922 года под брендом выпускают оснастку для электроинструмента.
В передовых технологиях разобраться непросто. Изготовители оснастки постоянно совершенствуют свои производства. Предлагаем посмотреть видео, которое поможет сделать правильный выбор и узнать много полезной информации:
Основные углы заточки дисковых пил
Зуб циркуляционной пилы, который обычно выполнен из твердосплавного металла, имеет сложное строение. У него стандартно присутствуют три режущие кромки, поэтому и затачивать зубья нужно так, чтобы заострить эти кромки. Но главное при заточке соблюсти углы, под которыми плоскости зуба расходятся от кромок, и углы атаки между плоскостью зуба и заготовкой. Последний момент важен для сохранения характеристик пильного диска.
Но главное при заточке соблюсти углы, под которыми плоскости зуба расходятся от кромок, и углы атаки между плоскостью зуба и заготовкой. Последний момент важен для сохранения характеристик пильного диска.
Передняя грань, та, что первая врезается в заготовку по ходу движения пилы, образует с задней гранью основную режущую кромку. Угол, под которым передняя грань встречается с материалом, называется передним углом Y (углом атаки). Угол между задней гранью и передней – углом заострения. Если от 90 градусов отнять передний угол и угол заострения, получится задний угол.
На практике важно соблюсти при заточке эти углы для каждого типа диска. Именно по переднему углу пилы делятся на типы:
- Продольно режущие, где передний угол должен не выходить за пределы 15–25 градусов.
- Поперечно режущие, где допустимо затачивать переднюю грань зуба под углом 5–10 градусов.
- Универсальные диски, которые достаточно легко справляются и с продольным, и с поперечным резом, передний угол у них должен быть выдержан в районе 15 градусов.
Немаловажным является и угол скоса задней и передней плоскостей: чем он острей, тем проще пиле входить в материал, но износ происходит быстрей.
Следуйте правилам! При распиловке твердых пород дерева заточку пил нужно осуществлять так, чтобы угол заострения и угол скоса были как можно меньше (в допустимых пределах). Это увеличивает срок эксплуатации диска до следующей заточки.
Способы увеличения срока службы пильных дисков
Процесс формирования новой режущей кромки является трудоемким и долгим. Поэтому рекомендуется выполнять ряд условий для увеличения срока службы диска.
Прежде всего, следует ознакомиться с рекомендациями производителя. В них указано количество оборотов (максимальное и минимальное) для различных типов обрабатываемых материалов. Для металла это параметр должен быть меньше, чем для дерева.
Твердые напайки имеют большой срок эксплуатации. Однако они чаще скалываются и обламываются. Альтернативная мягкая практически не подвержена таким дефектам. Но время ее службы меньше, чем у твердой.
Но время ее службы меньше, чем у твердой.
Не допускается появление шершавостей на режущей поверхности. В дальнейшем они могут привести к появлению сколов и трещин.
В видеоматериале показан пример станка для заточки дисков, сделанного своими руками:
Виды разводки зубьев циркулярной пилы
Перед тем как выполнить заточку циркуляционной пилы, нужно проверить, есть ли разводка зубьев. Для этого штангенциркулем замеряют ширину зуба, а затем в заготовке из твердой древесины делают небольшой пропил и замеряют его ширину. Если циркуляционный диск разведен, то пропил должен быть шире, чем зуб. В противном случае зубья пилы необходимо разводить до момента проведения операций по заточке.
Сложность процесса разводки обусловлена необходимостью отводить зубцы в сторону на одинаковое расстояние. Этого можно добиться, применяя заводское приспособление для разводки циркуляционных пил. Каждый зуб нужно начинать разводить с середины его размера. Для разных по плотности древесных материалов степень разводки зубьев должна быть своя, но, не углубляясь в подробности, можно сказать, что на распиловку мягких пород разводят шире, чем на твердые.
Различают три основных способа разводки:
- Разводка зачищающего типа. Этот метод сводится к тому, что зуб через два остается на своем месте без изменения, остальные отклоняют в разные стороны. Такая подготовка пилы хороша для работы с твердотельной древесиной.
- Вариант классической разводки, когда поочередно зубья пилы отводят то вправо, то влево. Этот универсальный способ можно применять практически для всех типов пил.
- Так называемая волнистая разводка, отличительной чертой которой является отведение зубцов не на строго определенное расстояние от центра, а на разные расстояния с отклонением в пределах 0.3–0.7 миллиметров.
Маркировка
Как видно на картинке, маркировка диска может рассказать о многих технических характеристиках. Но существует зависимость, которой не следует пренебрегать: форма зубьев напрямую влияет на возможность работы с конкретным материалом.
Классификация, разработанная представителями бренда GASS, делит диски на следующие категории по форме зубьев:
GK и GS:попеременноскошенные. Подходят для обработки всех пород древесины и «чистых» ДСП, без фанеры и пластиковых покрытий.
Подходят для обработки всех пород древесины и «чистых» ДСП, без фанеры и пластиковых покрытий.
GM: прямые. Способны справиться разве что с резкой мягкого дерева.
GT: трапециевидные. Пригодятся в случаях, когда нужно распилить МДФ или ДСП с ламинацией.
GR: конические. Режут многослойные покрытия с двойной ламинацией.
GA: трапециевидные и прямые. Те же самые возможности, что у GT.
На качественные пильные диски производители наносят маркировку лазером. Если параметры «написаны» обычной краской — значит перед нами изделие эконом-класса, которое быстро придет в негодность.
Общие правила заточки циркулярной пилы
Чтобы заточить диски для циркуляционной пилы, нужно не допускать их сильного изнашивания, а именно радиус округления резца не должен быть более 0. 2 мм. Далее придерживаются таких основных правил:
2 мм. Далее придерживаются таких основных правил:
- Подвергают обработке в первую очередь основные грани, из которых больше изнашивается передняя.
- В крайнем случае, при сильном износе боковых граней, их подправляют.
- За один раз снимают не более 0.15 миллиметров толщины металла пилы.
- При доводке граней электрическим инструментом не допускается перегрев металла, в случае чего его свойства ухудшаются.
- Для обеспечения максимального ресурса жизни пилы, когда ее можно затачивать до 30 раз, следует точить обе грани: и переднюю, и заднюю, – снимая одинаковое количество металла.
- Не допускается заточка пил циркулярки не предназначенными для этого инструментами, например болгаркой и диском для резки металла.
После проведения основных операций заточки можно доработать зубья тонкой наждачкой. Проверка качества заточки инструмента происходит в рабочих условиях. Если все в порядке, раскрой материала будет чистым, гладким, без видимых дефектов и почернений.
Чем можно заточить дисковую пилу
Заточка дисков невозможна без применения специального инструмента. Для этих целей можно использовать:
- Специальные круги для заточки пил, выполненные на основе алмазных абразивов.
- Обычный напильник для заточки пилы, но к нему также нужно иметь тиски для закрепления пилы и деревянный брусок, используемый как направляющая.
- Обработку на профессиональном оборудовании – наиболее быстрый и качественный способ заточки, но требующий больших материальных затрат на приобретение инструмента.
Заточка пил своими руками в домашних условиях
Внимание! Чтобы провести заточку дисковых пил своими руками, желательно иметь определенные навыки работы по заточке инструмента. Если таковых не имеется, хотя бы потренироваться на наждаке, затачивая обычный нож.
Во время работы с диском главное – не испортить режущей поверхности, а это может легко произойти, если рука дрогнет, нарушится угол подачи. Во избежание негативных последствий следует изучить методы заточки, и тогда все получится правильно. Различают ручной метод восстановления режущих элементов дисковой пилы и метод с применением заточного оборудования.
Во избежание негативных последствий следует изучить методы заточки, и тогда все получится правильно. Различают ручной метод восстановления режущих элементов дисковой пилы и метод с применением заточного оборудования.
Ручной способ
Самостоятельно заточить зубцы вручную при помощи напильника, чтобы это было качественно, можно в том случае, если они не имеют скоса, то есть поверхность передней грани перпендикулярна поверхности полотна. Процесс выглядит так:
- Из плотной древесины заготавливают брусок сечением где-то 50х50 мм и длиной 100 мм. Стороны бруска должны располагаться строго перпендикулярно друг относительно друга.
- Отмечают маркером любой зуб, который будет отчетным и первым в обработке.
- Пильное полотно зажимают в тисках вместе с брусом таким образом, чтобы передняя грань обрабатываемого элемента была заподлицо и в одной плоскости с поверхностью бруса (брус в этом случае выступает направляющей для напильника).
- Тонкий напильник (его толщина должна позволять свободно вмещаться во впадину между соседними зубьями) прикладывают к обрабатываемой поверхности зуба и одновременно к бруску и методичными движениями вперед и назад проводят заточку.
- Так постепенно натачивают каждый зуб, следя за состоянием бруса и при выработке его поверхности смещая немного плоскость.

Использование станков
С помощью специального станка дисковые пилы точатся очень легко и быстро. Главное – здесь не нужно следить за углом подачи диска. Один раз его выставив, оператор лишь должен перемещать зубья в область обработки и делать легкие прижимы плоскости зуба к вращающемуся алмазному диску.
На таком оборудовании можно проводить заточку дисковых пил с твердосплавными напайками и обычных дисковых пил. Самый простой станок для заточных операций циркуляционных пил имеет такие конструктивные элементы:
- Электропривод с системой крепления заточного диска – это стационарная часть оборудования.
- Подставку, которая перемещается по направляющим, – ее задача подавать полотно пилы в область обработки.
- Фиксатор пильного диска на подставке, который призван удерживать полотно в неизменном положении при его подаче к заточному диску.

Обратите особое внимание! Диски с разными видами зубьев требуют индивидуального подхода к заточке. При скошенном расположении передней грани ее подачу в область обработки выполняют под углом к горизонтали, для чего один край подставки соответственно поднимают.
Если есть дополнительные вопросы по теме заточки пил или вы имеете свой опыт в проведении подобных операций, отзовитесь в комментариях! Нам важны ваши замечания!
Геометрия режущих элементов
Рабочий элемент пилы — зуб — имеет определенную геометрическую форму с наличием не одной, а нескольких режущих кромок. Всегда существует одна основная кромка и дополнительные, образованные пересечением плоскостей «А», «Б» и «В» в определенных сочетаниях. Для работы с разным материалом имеет смысл подбирать диски с наиболее подходящей формой режущих зубьев.
Схема зуба пилы
Зуб прямой формы
Пильный диск с наличием такой рабочей зоны предназначен для чернового раскроя пиломатериалов. Рез получается грубым, невысокого качества, при сравнительно быстром проведении операций.
Рез получается грубым, невысокого качества, при сравнительно быстром проведении операций.
Виды зубьев дисковых пил
Зуб скошенной формы
Передняя плоскость режущей кромки, выполненная в такой форме, обеспечивает получение пропилов с точной и ровной линией. Пила идеально подходит для работы с материалом композитного типа: фанера, ДСП (с ламинированием односторонним и двухсторонним). После раскроя заготовок из твердого пиломатериала он выщерблен, сколов практически не наблюдается.
Бывают диски со скошенной передней кромкой резца, бывают со скошенной задней кромкой, или вариант с чередующимися зубьями (переменно скошенное полотно). В случае работы инструментом со скошенной поверхностью задней кромки режущего элемента при распиле твердых древесных пород наблюдается четкий качественный рез, но быстрое затупление пилы.
Продольная и поперечная пила
Зуб трапециевидной формы
Главное преимущество такой пилы – медленный износ диска за счет отсутствия необходимости в частой заточке на точильном станке. Обычно вся линия полотна состоит из чередующихся режущих элементов — прямых и трапециевидных зубьев, работающих в тандеме. Более высокий зуб-трапеция осуществляет черновую прорезь, позволяя основной прямой кромке легче проводить распил. Инструмент можно применять для раскроя пластмасс, твердых ламинатов.
Обычно вся линия полотна состоит из чередующихся режущих элементов — прямых и трапециевидных зубьев, работающих в тандеме. Более высокий зуб-трапеция осуществляет черновую прорезь, позволяя основной прямой кромке легче проводить распил. Инструмент можно применять для раскроя пластмасс, твердых ламинатов.
Пильный диск для циркулярки — характеристика
Зуб конической формы
Вспомогательный тип инструмента, предназначенный для осуществления надреза материалов с ламинированной поверхностью предварительно основному пропилу. Операция проводится во избежание появления сколов на лицевой части изделия. Такой пильный диск не используется в качестве самостоятельной рабочей единицы.
Форма зубьев дисковых пил
Зуб серповидной формы
Полотнами с вогнутой формой зуба удобно проводить раскрой материала в поперечном направлении реза относительно расположения волокон.
Заточка и обслуживание дисковых пил с максимальной точностью
Профессиональный уход и техническое обслуживание являются ключом к эффективному и продуктивному использованию дисковых пил из твердого сплава или быстрорежущей стали. С правильной техникой шлифования и машиной это не проблема.
Как правило, торцы зубьев затачивают прямо; однако иногда их затачивают и под углом.
Обработка поверхностей зубьев также включает шлифование полых поверхностей. Это осуществляется с помощью шлифовальной головки на высокой скорости. Однако этот метод не может быть использован для каждого диска циркулярной пилы. Должно быть определенное пространство для стружки, чтобы можно было заточить поверхность зуба с помощью периферийного шлифования. В частности, необходимо следить за тем, чтобы точка заточки располагалась точно посередине диаметра пильного диска и ширины пропила.
Должно быть определенное пространство для стружки, чтобы можно было заточить поверхность зуба с помощью периферийного шлифования. В частности, необходимо следить за тем, чтобы точка заточки располагалась точно посередине диаметра пильного диска и ширины пропила.
С правильными шлифовальными станками для обработки поверхностей и вершин зубьев вы можете добиться идеальных результатов шлифования!
Заточка вершины зуба может быть выполнена более разнообразными способами, чем заточка поверхности зуба. Геометрия может быть прямой или почти круглой, в зависимости от области применения дисковой пилы с твердосплавным наконечником. Вершина зуба затачивается торцовым или периферийным шлифованием.
Геометрия может быть прямой или почти круглой, в зависимости от области применения дисковой пилы с твердосплавным наконечником. Вершина зуба затачивается торцовым или периферийным шлифованием.
Заточка с использованием процесса торцевого шлифования особенно экономит время. Используя этот метод, шлифовальный круг нужно просто повернуть на определенный угол, чтобы получить широкий диапазон форм зубьев (таких как трапециевидные, сводчатые и т. д.).
Какая бы геометрия вам ни требовалась, правильный шлифовальный станок удовлетворит любые требования.
/// 1. Вершина зуба на лезвии /// 2. Вершина зуба на твердосплавном зубе /// Зубья различной геометрии для обработки вершины зуба 1. Плоский /// 2. Односторонний под углом вправо /// 3. Односторонний под углом влево /// 4. Переменный угол /// Зубья различной геометрии для обработки вершины зуба 5. Трапецеидальные /// 6. Групповые зубья плоско-трапециевидные с перепадом высот зубьев /// 7. Групповые зубья плоско-крышные с перепадом высот зубьев /// 8. Групповые зубья трапециевидные-трапециевидные с перепадом высот зубьев /// 1. Обработка вершины зуба в процессе торцевого шлифования /// 2. Обработка вершины зуба в процессе периферийного шлифования
Групповые зубья трапециевидные-трапециевидные с перепадом высот зубьев /// 1. Обработка вершины зуба в процессе торцевого шлифования /// 2. Обработка вершины зуба в процессе периферийного шлифованияБоковые стороны зуба пилы шлифуют до конической формы в направлении резания и подачи, чтобы предотвратить вдавливание режущих кромок в материал. Точность боковых поверхностей зубьев существенно влияет на качество поверхности. Заточка производится один раз при изготовлении циркулярной пилы методом торцевого или периферийного шлифования.
/// 1. Боковые поверхности зуба вниз, в направлении подачи, конусообразные /// 2. Поверхность зуба /// 3. Боковые поверхности зуба назад, в направлении резания, конусообразные /// 4. Поверхность зуба /// 1. Боковое шлифование в процессе торцевого шлифования /// 2. Боковое шлифование в процессе периферийного шлифования /// 1. Боковой угол /// 2. Приподнятая боковая поверхность зуба /// 3. – 4. Возможная обработка бокового угла /// 5. – 7. Возможна обработка бокового угла Корпус дисковых пил с твердосплавными напайками состоит из предварительно натянутой инструментальной стали. Необработанные пилы имеют канавку на конце, на которую нельзя точно припаять режущие пластины из карбида. Пайка происходит в процессе производства на автоматах. Однако при сервисных работах она выполняется вручную с помощью машин, так как это предполагает лишь замену отдельных сломанных режущих кромок. В качестве припоя используется серебро или сэндвич-сплав.
Необработанные пилы имеют канавку на конце, на которую нельзя точно припаять режущие пластины из карбида. Пайка происходит в процессе производства на автоматах. Однако при сервисных работах она выполняется вручную с помощью машин, так как это предполагает лишь замену отдельных сломанных режущих кромок. В качестве припоя используется серебро или сэндвич-сплав.
Оборудование для резистивной пайки чаще всего используется при ремонте дисковых пил. Дефектные зубы также могут быть удалены с помощью этого оборудования.
/// 1. Подготовленное полотно с канавкой на конце /// 2. Полотно циркулярной пилы с припаянными зубьямиЗаточка и переточка дисковых пил
Независимо от того, являетесь ли вы президентом, директором по закупкам, менеджером по инструментам или инженером-технологом, решения, которые вы принимаете, влияют на прибыль вашей компании, а также на безопасность и производительность вашей команды.
Одним из таких решений является кому доверить заточку или переточку пильного диска.
Часто компании нанимают кого-то из местных для этих услуг. Они уже могут помочь с охлаждающей жидкостью, перчатками или другими расходными материалами.
Вы можете полагать, что ваша проблема решена, но часто у этого местного поставщика нет оборудования для эффективной заточки ваших лезвий, поэтому их отправляют в другое место. С вас взимается наценка, а местный источник присваивает разницу. Результат? Переплата и отсутствие поддержки.
Доверьтесь компании Pat Mooney Saws:
Лучшее в своем классе оборудование и технологические возможности для последовательной и правильной заточки пильных полотен.
Технический опыт порекомендует наилучший профиль заточки и количество зубьев для вашей работы.
ЗАТОЧКА ПИЛ С 1949
Компания Pat Mooney Saws всегда была семейным бизнесом, и мы гордимся тем, что помогаем производителям всех размеров поддерживать их пилы в наилучшем состоянии. Наши инновации, знание приложений и специальная команда технической поддержки помогают нашим клиентам максимально увеличить производительность пиления.
С момента основания нашей компании мы занимаемся переточкой и заточкой пильных дисков, в том числе:
Сегодня мы безопасно обрабатываем, затачиваем и отправляем тысячи пильных полотен каждую неделю, обеспечивая клиентам по всей Северной Америке резку, а среднее время обработки собственными силами составляет 48 часов!* предприятие в Аддисоне, штат Иллинойс, проходит многочисленные проверки и получает самое пристальное внимание к деталям, чтобы гарантировать неизменное получение оптимального результата.
Наш текущий парк станков для переточки включает:
2 Nishijimax TNC-450F Grinders
1 Vollmer CHF-ECO
1 Vollmer CHP-ECO
1 Vollmer CHX-800
1 Vollmer CHP-840
2 Loroch KSC-710
1 Loroch Solution K850
1 Loroch KSC 710-T
* Время выполнения работ собственными силами зависит от приложения и размера заказа и не включает доставку в и из компании Pat Mooney Saws.