Заточка ленточных пил: Как точить ленточную пилу чтобы она пилила до 100 кубометров!
alexxlab | 21.02.1989 | 0 | Разное
соблюдение угла, выполнение развода, затачивание на станке и вручную
Ленточная пила – режущий инструмент замкнутого типа, использующийся на лесопильном оборудовании.
Безусловными преимуществами этих элементов считаются высокая производительность и минимальное количество отходов производства. Возможно, что при распиловке обычных досок последний факт не играет существенной роли, но если речь идёт об обработке древесины ценных пород, ширина пропила и качество реза напрямую влияют на экономическую выгоду.
Правильная заточка ленточной пилы по дереву – это гарантия эффективности производства и долговечности инструмента. Обычно такие услуги оказывают специализированные компании, но если знать порядок действий и тонкости процедуры, заточить затупившуюся пилу можно самостоятельно.
Не забудь поделиться с друзьями!
Содержание статьи
- Характерные особенности
- Что нужно знать об углах заточки зубьев
- Как правильно заточить ленточную пилу
- Разводка
- Заточка
- Распространённые ошибки
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.

Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.

- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным.
 Такой профиль создаётся для распиловки твёрдых материалов;
Такой профиль создаётся для распиловки твёрдых материалов; - волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
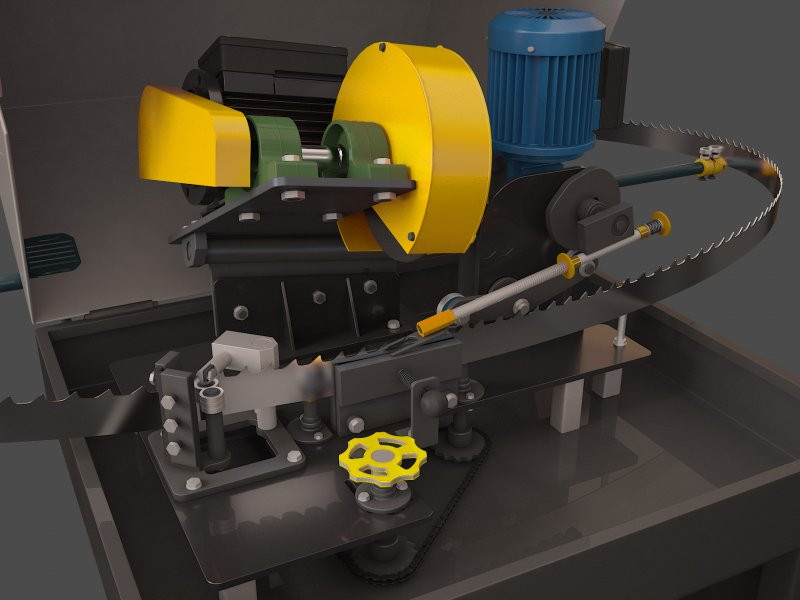
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги. Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной.
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
- при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
- излишние усилия при контакте пилы и заточного круга.
 В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки; - на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
- применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем. Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
Заточка ленточных пил – способы заточки и виды заточных станков
- Основные сведения о ленточных пилах
- Типы разводки ленточных пил
- Способы заточки и оборудование для нее
Если вы пользуетесь ленточной пилой, имейте в виду, что заточить ее самостоятельно совсем несложно. При этом вам не придется оплачивать услуги по заточке, оказываемые специализированными мастерскими.
Полотно ленточной пилы
Основные сведения о ленточных пилах
Ленточная пила – это режущий инструмент, выполненный в виде зубчатой ленты, имеющей замкнутый контур. Для его обслуживания необходим специальный заточной станок для ленточных пил. Кроме того, ленточные пилы имеют ряд других существенных отличий от традиционных дисковых моделей. Наиболее значимым из таких отличий является возможность получения с помощью такого инструмента пропила с минимальной шириной. Следует отметить, что это особенно актуально тогда, когда необходимо выполнить распил древесины ценных пород и заготовок из дорогого металла.
Оборудование, оснащенное ленточной пилой, может успешно использоваться для обработки деталей, изготовленных из разных материалов и имеющих различную конфигурацию. Такая обработка характеризуется минимальным количеством отходов обрабатываемого материала, исключительным качеством реза и высокой скоростью процесса. Однако таких параметров обработки можно добиться при условии, что заточка ленточных пил на станке выполняется не только правильно, но и регулярно. При обслуживании ленточного инструмента (особенно если вы справляетесь с этим своими силами) необходимо строго придерживаться рекомендаций квалифицированных специалистов.
Aвтоматическая ленточная пила BOMAR
Ленточные пилы в зависимости от характеристик обрабатываемого материала могут быть изготовлены из разных материалов, отличаться геометрией режущих зубьев. Если говорить о разделении заготовок из металла, здесь наибольшее распространение получили две марки стали, используемые для изготовления пил: 9ХФ и В2Ф. Оборудование для распила древесины оснащается пилами, выполненными из инструментальной стали, твердость которой по шкале HRC составляет не менее 45 единиц.
Оборудование для распила древесины оснащается пилами, выполненными из инструментальной стали, твердость которой по шкале HRC составляет не менее 45 единиц.
Ленточные инструменты для распиловки древесины дополнительно подразделяются на три типа: столярные, делительные, для обработки бревен. Инструменты, относящиеся к разным типам, естественно, имеют разные параметры (размеры полотна, форма и угол заточки). Более твердые породы дерева обрабатывают инструментом с меньшим углом заточки.
Сегодня все активнее используются ленточные пилы биметаллического типа, которые необходимы для разделения заготовок, выполненных из твердых сортов стали. Биметаллическими такие пилы называются потому, что состоят из двух разных металлов: режущие зубья – из стали с большим содержанием вольфрама и молибдена, а само полотно – из пружинных сталей. Конечно, такие полотна значительно дороже типовых моделей, так как для их изготовления необходимо специальное оборудование, в котором соединение двух разнородных металлов происходит под действием электронного луча.
Биметаллическая ленточная пила
Типы разводки ленточных пил
Как и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс. Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке. Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации.
Увеличить срок службы режущего полотна и значительно улучшить его функциональные возможности позволяет правильная разводка. Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью. Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
- При так называемом зачищающем типе разводки зубья отгибают таким образом, что нетронутым остается каждый третий из них.
 Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов.
Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов. - Классический тип разводки предполагает поочередный отгиб каждого режущего зуба.
- При волнистой разводке каждый режущий зуб отгибается на определенный угол. Понятно, что такой тип разводки является наиболее сложным из всех остальных.
Станок для разводки ленточных пил
Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно. По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм. Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты.
После разводки можно отправлять режущее полотно на станок для заточки ленточных пил. Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.
Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.
Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев. Для того чтобы точить твердые материалы, необходимо использовать соответствующие круги. Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
- тарельчатой конфигурации;
- чашечной формы;
- профильные;
- плоские.
Комплект устройств Wood-Mizer для заточки и разводки ленточных пил
Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
- На поверхности зуба при его заточке не должно оставаться заусениц.
- Точильный круг должен снимать одинаковый слой металла по всему профилю зуба.
- Во избежание перегрева зубьев при их точении на станке следует обязательно использовать специальную жидкость для охлаждения.
- При выполнении заточки не должны изменяться профиль и высота обрабатываемых зубьев.
- Следует обязательно следить за давлением, которое оказывает круг заточного станка на обрабатываемый зуб.
 Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Чтобы облегчить процесс выполнения заточки, полотно ленточной пилы предварительно выворачивают и в таком состоянии подвешивают на 10–12 часов.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность.
Способы заточки и оборудование для нее
Решать, какой способ заточки выбрать, надо в конкретном случае, но существует две основных схемы выполнения данного процесса.
Заточка по полнопрофильной схемеДля выполнения такой заточки применяют автоматизированные станки, на которые установлены круги эльборового типа. Выполнить такую заточку своими руками очень сложно. Технология обработки по этой схеме предполагает выбор точильного круга для каждого типа ленточной пилы. При этом учитываются размеры и форма зубьев. Сама заточка имеет следующие особенности: она выполняется за одно перемещение круга, при этом он одновременно обрабатывает поверхности двух зубьев, расположенных рядом. При таком методе заточки удается получить плавный переход у основания зубьев. Самый большой минус такой технологии заточки заключается в необходимости использования отдельных заточных кругов для обработки пил с разными характеристиками режущих зубьев.
Выполнить такую заточку своими руками очень сложно. Технология обработки по этой схеме предполагает выбор точильного круга для каждого типа ленточной пилы. При этом учитываются размеры и форма зубьев. Сама заточка имеет следующие особенности: она выполняется за одно перемещение круга, при этом он одновременно обрабатывает поверхности двух зубьев, расположенных рядом. При таком методе заточки удается получить плавный переход у основания зубьев. Самый большой минус такой технологии заточки заключается в необходимости использования отдельных заточных кругов для обработки пил с разными характеристиками режущих зубьев.
Таким способом можно заточить инструмент для своей пилорамы и вручную, и на станке. Заточить грани зубьев пилы вручную можно при помощи обычного гравера или надфиля. Однако более качественно и быстро сделать заточку по такой технологии позволяют специальные станки. В таком случае также придется подбирать круги для ленточных пил разного размера и с различной конфигурацией зубьев.
Устройство для заточки ленточных пил АЗУ-02/6.
Конструкция стандартного заточного станка включает в себя следующие элементы:
- основание;
- приводы для обеспечения подачи полотна пилы, вращения и качания точильного круга;
- устройство для закрепления обрабатываемого инструмента.
Управление всеми движениями заточного круга и ленты пилы осуществляется при помощи специального электронного блока.
При выполнении заточки зубьев пилы своими руками (особенно если у человека, который этим занимается, нет соответствующего опыта) могут возникать следующие проблемы: появление неправильной формы пазух между зубьями и несоблюдение угла их наклона. Причины таких недостатков заключаются, как правило, в следующем: для точения используется круг несоответствующего профиля, выбран неправильный угол его наклона, смещен эксцентрик заточного станка.
видео-инструкция как заточить своими руками, особенности разводки, угла. схема, цена, фото
Статьи
Ленточнопильные станки предназначены для резки различных материалов, в том числе и древесины различного уровня твердости. Их рабочая часть представляет собой замкнутую стальную ленту, имеющую зубчики.
Цена затачивания пил ленточного типа в специальных мастерских сравнительно невелика. Но нередко быстрота и качество исполнения заказа не сильно радуют. Исходя из этого, работу можно сделать своими силами.
Ленточные пилы нуждаются в периодической заточке.
Конструктивные особенности ленточных пил
- Ленточные приспособления, предназначенные для резки дерева, производят из легированной инструментальной стали, которая обладает твердостью от 40 до 46 HRC.
Элементы зубца.
- Ширина реза (пропила) у ленточных инструментов гораздо меньше, чем у дисковых аналогов. При разделке дешевого дерева данный момент не столь заметен, но при резке ценных и экзотических сортов древесины он важен критически.
- Станок может пилить заготовки любого размера. При этом ленточный инструмент работает быстро и создает рез высокого качества.
- Отходов (стружка, опилки) при использовании такого типа пил очень мало.
Обратите внимание!
Чтобы станок работал всегда стабильно и качественно, следует к его обслуживанию подходить предельно ответственно.
Заточка и разводка ленточных пил по дереву должна осуществляться своевременно и грамотно.
Профиль, зубья и угол заточки
Международная классификация профилей зубьев.
Ленточные приспособления имеют разную геометрию зубчиков, что зависит от вида и характеристик разрезаемых материалов. Инструмент для древесины может быть столярным и делительным. Есть и третий тип, предназначенный для распилки бруса, бревен. Все эти подвиды имеют свои параметры и форму зубчиков.
Угол заточки ленточных пил по дереву выбирается компанией-производителем исходя из нескольких моментов. Главный из них – чем материал тверже, тем передний угол должен быть меньше.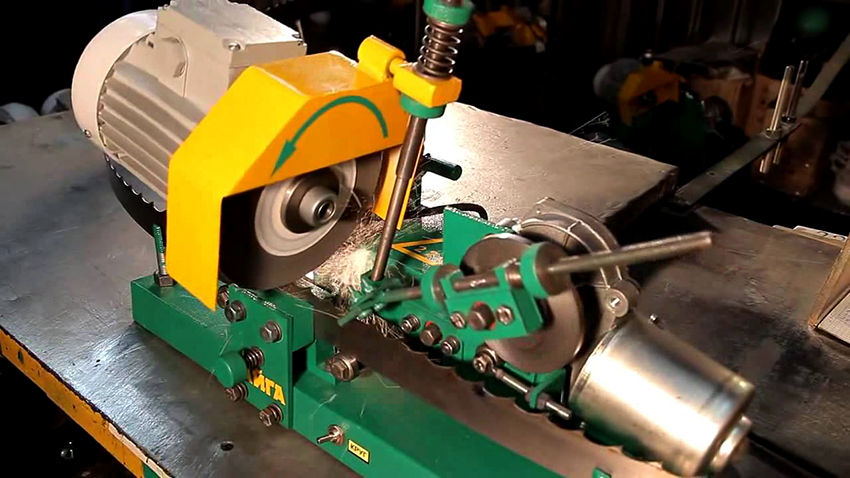 Ниже приведена таблица с основными параметрами пил.
Ниже приведена таблица с основными параметрами пил.
| Характеристики пилы | Столярные приспособления (1 профиль) | Делительные аналоги | Для распила бревен и брусьев (4 профиль) | ||
| 2 профиль | 3 профиль | ||||
| Толщина у полотна, в мм | 0.6-0.9 | 0.9-1.2 | 0.9-1.2 | 1.4-2.2 | |
| Ширина у полотна, в мм | 10-60 | 50-175 | 50-175 | 230-350 | |
| Шаг зубчиков, в мм | 6-12 | 30-50 | 30-50 | 50-80 | |
| Высота зубчиков, в мм | 2-6.5 | 9-13 | 7.5-15 | 16-24 | |
| Радиус округления у впадины, в мм | 1.5-2.5 | 3-4 | 3-4 | 5-8 | |
| Угол задний, в град. | 35 | 20 | 15 | 12 | |
Угол заточки, в град. | 50 | 45 | 45 | 53 | |
| Угол передний, в град. | 5 | 25 | 30 | 25 | |
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента
Применение разводного станка.
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.

- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Обратите внимание!
Осуществляя разводку, следует отгибать не весь зубчик, а только его треть либо две трети от вершины.
Компании-производители советуют осуществлять операцию так, чтобы диапазон отгибания укладывался в 0.3-0.7 миллиметра.
Производится работа с помощью специализированного разводящего инструмента.
Заточка пилы
Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
- Нужда в операции определяется зрительно.
 При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость).
При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость). - Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков. Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах.
- Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские.
- Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.

- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Обратит внимание!
Теоретическая инструкция заточки ленточных пил по дереву оповещает, что осуществлять ее следует или по передней стороне зубцов, или как по задней, так и по передней.
В реальной жизни же большинство специалистов и самодеятельных мастеров производят операцию лишь по задней стороне, т.к. это более удобно.
Методы затачивания
На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ — это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.

- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.
Инструмент, наточенный по граням.
Метод второй — это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.
Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.

Рекомендации специалистов
- Если для затачивания приспособления используется станок, до начала операции следует его осмотреть и определить, правильное ли положение занимает круг по отношению к пиле.
- Необходимо снять с пазух такой слой стали, чтоб все микроскопические трещины были удалены гарантированно.
- Если пила эксплуатировалась без технического обслуживания дольше периода, допустимого изготовителем, объем металла, убираемого за одно затачивание, нужно увеличить.
- Чтобы проконтролировать итоги операции, всегда применяйте как эталон новое изделие.
Итог неправильной работы – зубчики инструмента подгорели.
- Форма зубчиков — это разработанная и выверенная специалистами характеристика. Изменив ее, вы не сможете эффективно обрабатывать заготовки. Исходя из этого, заточку необходимо производить так, чтобы форма зубьев и профиль полотна оставались изначальными, заводскими.
- При соблюдении всех правил работы и обслуживания ленточный инструмент будет верой и правдой вам служить до тех пор, пока ширина его не сточится до 65 процентов от первоначальной величины.

Обратите внимание!
Есть распространенное мнение среди самодеятельных мастеров, что особой нужды снимать возникающие в ходе обработки заусенцы нет.
Оно в корне неверно, так в полотне могут возникнуть микроскопические трещины.
После завершения работ ленточное приспособление необходимо сразу же очищать от древесного сока, опилок, смолы. Перед началом технического обслуживания инструмент следует внимательно осмотреть, иначе вы засорите круг. Это приведет к значительному понижению эффективности заточки.
Распространенные ошибки
- Пригоревшие пазухи зубчиков пилы. Происходит это вследствие приложения излишних усилий при работе с заточным диском. Данный дефект ведет к тому, что зубцы очень быстро затупляются.
- Неоптимальный угол уклона зубьев и неправильная, угловатая форма пазух.
Такой результат заточки возможен вследствие нескольких ошибок:
- сноса эксцентрика точильного станка;
- неправильно выставленного угла уклона головки автомата.

- неграмотно выбранного профиля заточного диска.
Вывод
Перед тем, как заточить пилу по дереву грамотно, следует узнать, как это сделать. Существует несколько методов обслуживания. Зависят они от разновидности пилы, ее профиля, формы зубчиков. Видео в этой статье продолжает информировать вас по ее теме.
Обслуживание и заточка ленточных пил для наилучшего качества резки
- Главная
- Решения
- Экспертиза
- Ноу-хау – ленточные пилы
Только профессиональная заточка и правильный уход делают ленточные пилы производительными и эффективными инструментами в долгосрочной перспективе. Уход и техническое обслуживание ленточной пилы влияют на качество ее резки. Для достижения оптимального качества резки важно знать, как следует обращаться с ленточной пилой. Здесь вы можете увидеть, что необходимо учитывать при различных методах обработки ленточной пилы.
ВИДЫ ЛЕНТОЧНЫХ ПИЛ
В зависимости от цены существует три различных типа ленточных пил:
- Ленточные пилы с обжатием/разводкой из CV-стали (хромованадиевая сталь)
- Ленточные пилы со стеллитовым наконечником
- Ленточные пилы с твердосплавным наконечником
обладают высокой чувствительностью. При неправильном уходе они могут сломаться. Причина этого в том, что ленточные пилы подвергаются постоянному циклу изгиба. Это может привести к образованию волосяных трещин в глотке зуба, области наибольшего растягивающего напряжения.
Если пилу вовремя не заточить, эти трещины разрастаются и приводят к поломкам. Во избежание этого весь профиль, т. е. все зубья (независимо от их формы) ленточных пил из CV-стали и ленточных пил со стеллитовыми напайками необходимо регулярно затачивать, даже если в некоторых местах не достигнута обычная степень затупления. Регулярная шлифовка профиля и повторная заточка могут предотвратить преждевременную поломку полотна ленточной пилы.
е. все зубья (независимо от их формы) ленточных пил из CV-стали и ленточных пил со стеллитовыми напайками необходимо регулярно затачивать, даже если в некоторых местах не достигнута обычная степень затупления. Регулярная шлифовка профиля и повторная заточка могут предотвратить преждевременную поломку полотна ленточной пилы.
Если профильное шлифование выполняется непрофессионально, образуются проблемные царапины и канавки, а чрезмерное удаление стружки упрочняет полость зуба. Тем не менее, если на вашем лесопильном заводе или в цехе заточки есть подходящие ПРОФИЛЬНО-ШЛИФОВАЛЬНЫЕ СТАНКИ, это не проблема.
Чтобы предотвратить застревание пил во время работы, необходима боковая защита. Следовательно, ленточная пила из CV-стали все равно должна быть отрегулирована или, в качестве альтернативы, обжата и выровнена после профильной шлифовки. Напротив, ленточные пилы со стеллитовыми и твердосплавными напайками требуют боковой заточки.
/// 1. Поверхность зуба /// 2. Вершина зуба /// 3. Задняя поверхность зуба (верхняя часть зуба) /// 4. Боковая поверхность зуба /// 5. Впадина зуба /// Последовательность профильного шлифования
Задняя поверхность зуба (верхняя часть зуба) /// 4. Боковая поверхность зуба /// 5. Впадина зуба /// Последовательность профильного шлифованияНанесение стеллита относится к процессу нанесения стеллита® на зубья пилы и тем самым их упрочнению. Это повышает стойкость к истиранию режущих кромок пилы, что, в свою очередь, приводит к увеличению срока службы станка, повышению точности резки и сокращению времени наладки.
Наконечник из стеллита особенно удобен при распиловке особенно абразивной и твердой древесины. Стеллит® №. 12 (содержащий 59 % кобальта, 29 % хрома, 9 % вольфрама и 1,8 % углерода) оказался чрезвычайно успешным для обработки дерева. Он износостойкий, но при этом не слишком хрупкий, и его можно без проблем шлифовать. В некоторых случаях Stellite® нет. 1: Это чрезвычайно твердый сплав, который в основном используется для распиловки древесины с высоким содержанием силиката.
Помимо кропотливой ручной наплавки стеллита, существует два типа машинной наплавки стеллита: процесс резистивной и плазменной сварки. Во время последнего происходит нагрев зуба пилы и расплавление необходимого количества стеллита. Жидкий Stellite® направляется в формирующие челюсти, где необработанный зуб превращается в готовый зуб. Таким образом, требуемая работа по заточке сводится к минимуму. В отличие от резистивного процесса, полностью автоматизированная плазменная сварка имеет то преимущество, что она образует полностью прочный слой соединения между Stellite® и основным материалом. И последнее, но не менее важное: ремонт или замена экономически эффективны, так как новый Stellite® просто наносится на существующий зуб, а дорогостоящий процесс стачивания остатков Stellite® не требуется.
Во время последнего происходит нагрев зуба пилы и расплавление необходимого количества стеллита. Жидкий Stellite® направляется в формирующие челюсти, где необработанный зуб превращается в готовый зуб. Таким образом, требуемая работа по заточке сводится к минимуму. В отличие от резистивного процесса, полностью автоматизированная плазменная сварка имеет то преимущество, что она образует полностью прочный слой соединения между Stellite® и основным материалом. И последнее, но не менее важное: ремонт или замена экономически эффективны, так как новый Stellite® просто наносится на существующий зуб, а дорогостоящий процесс стачивания остатков Stellite® не требуется.
Для ленточных пил с твердосплавными напайками шлифуются только вершины зубьев с твердосплавными напайками. При этом необходимо соблюдать следующую последовательность: сначала торец зуба, затем боковая поверхность и затем вершина зуба.
Пилы со стеллитовыми наконечниками также должны быть отшлифованы по бокам после профильного шлифования.
Даже ленточные пилы с твердосплавными напайками требуют боковой заточки. Независимо от того, какой наклон имеет ваша ленточная пила, с правильным оборудованием вы сможете правильно и чрезвычайно эффективно обрабатывать боковые стороны.
ЧЕТЫРЕ ВОЗМОЖНЫХ ПРОГРАММЫ ШЛИФОВАНИЯ
- Заточка вниз, подъем, быстрое движение назад
- Заточка вниз, без подъема и назад
- Заточка вниз, с подачей и назад
- Осциллирующее шлифование со свободным выбором количества подач и ходов
Чтобы CV-пила могла свободно резать во время обработки, пропил должен быть шире корпуса. Одной из возможностей является установка зубьев ленточной пилы и, следовательно, переменный изгиб. При этом необходимо следить за тем, чтобы зубья не были расставлены слишком сильно, иначе качество реза будет снижено. Однако, если они установлены недостаточно, пила нагревается, появляются следы пригара и теряется натяжение.
При этом необходимо следить за тем, чтобы зубья не были расставлены слишком сильно, иначе качество реза будет снижено. Однако, если они установлены недостаточно, пила нагревается, появляются следы пригара и теряется натяжение.
Как правило, следует ставить только верхнюю треть зубьев. Однако установленная ширина зависит от различных факторов:
- Тип древесины: Чем мягче древесина, тем больше ширина набора
- Влажность древесины: Чем влажнее древесина, тем больше ширина набора
- Содержание смолы: Чем выше содержание смолы, тем больше ширина набора
- Состояние древесины: замороженная древесина требует меньшей просадки
- Тип древесного волокна: типы древесины с очень гладкими волокнами требуют большей просадки
Обжимные зубья пилы — это еще одна возможность, наряду с настройкой, для обеспечения того, чтобы ленточная пила могла свободно резать во время обработки. Для процесса обжатия перед зубом пилы помещается обжимной болт. Зуб пилы удерживается наковальней. Поворачивая эксцентриковый обжимной болт, материал пилы продвигается к вершине зуба. По окончании процесса обжатия обжимной болт возвращается в исходное положение.
Зуб пилы удерживается наковальней. Поворачивая эксцентриковый обжимной болт, материал пилы продвигается к вершине зуба. По окончании процесса обжатия обжимной болт возвращается в исходное положение.
Выравнивание происходит после обжатия, т. е. материал, который был прижат к боковым сторонам зуба, сжимается вместе с соответствующими выравнивающими губками, так что вершина зуба конически сужается вниз и назад. Поскольку обжатый зуб пилы работает по всей ширине пропила, он выполняет ту же работу, которую выполняли бы два зуба на разводной пиле. Мощность резания повышена за счет большего количества основных и вспомогательных режущих кромок. Кроме того, степень твердости основного материала повышается благодаря процессу штамповки.
Обжимку необходимо отрегулировать для разных пород дерева, чтобы добиться наилучших результатов.
/// 1. Наковальня /// 2. Обжимные болты /// 3. Кривая обжатия /// 4. Выравнивающие губки /// 5. Зуб пилы Под выравниванием понимается процесс устранения неровностей (вмятин/неровностей) на полотне ленточной пилы. Обычно это выполняется в качестве первого шага технического обслуживания. После того, как вмятины будут обнаружены с помощью поверочной линейки, их можно «выбить» молотком с шариком или клюшкой, вес которых должен соответствовать толщине лезвия.
Обычно это выполняется в качестве первого шага технического обслуживания. После того, как вмятины будут обнаружены с помощью поверочной линейки, их можно «выбить» молотком с шариком или клюшкой, вес которых должен соответствовать толщине лезвия.
ПРИ ЭТОМ ПРИМЕНЯЮТСЯ СЛЕДУЮЩИЕ УКАЗАНИЯ:
Молоток весом 1250 г для лезвий толщиной ≤ 1,65 мм
Молоток весом 1500 г для лезвий толщиной ≥ 1,65 мм
Молотки должны иметь мягкие закругленные ударные поверхности, чтобы они не оставляли следов на полотнах ленточной пилы, так как это может отрицательно сказаться на сроке службы полотна.
Натяжение или растяжение означает растяжение средней части полотна ленточной пилы. Это осуществляется прокаткой с помощью прокатной машины. За счет растяжения средней зоны зубчатая сторона и задний край становятся короче по отношению к середине. В результате при подгонке пильного диска к роликам пильного станка сжимающие напряжения снимаются, и пильный диск образует кривую посередине.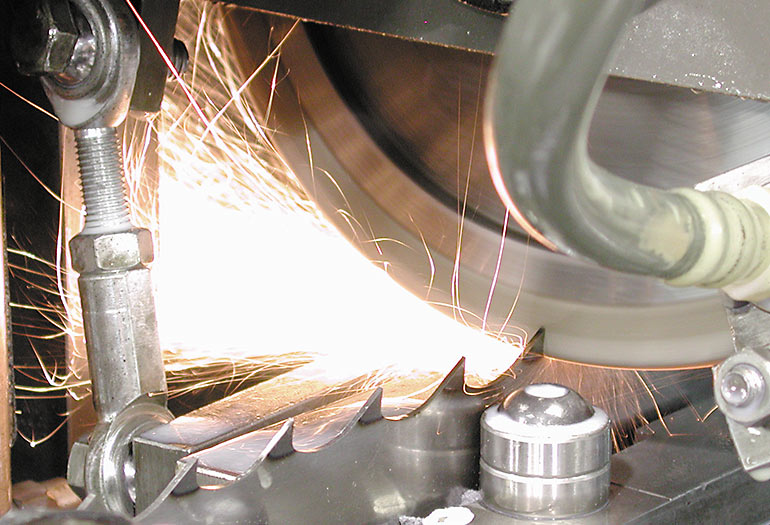 Это предотвращает смещение пильного диска вперед-назад на наиболее выпуклой контактной поверхности ролика.
Это предотвращает смещение пильного диска вперед-назад на наиболее выпуклой контактной поверхности ролика.
ПРИ ПРАВИЛЬНОМ НАТЯЖЕНИИ ПОЛОТНО ОБЛАДАЕТ СЛЕДУЮЩИМИ ХАРАКТЕРИСТИКАМИ:
- Кромка зуба жесткая и работает особенно тихо во время работы.
- Лезвие правильно лежит на роликах и выдерживает нагрузки, вызванные высокими скоростями подачи.
- Лезвие не склонно к сносу. Качество и точность резки сохраняются благодаря правильному натяжению.
Во время правки верхняя часть ленточной пилы получает слегка выпуклую дугообразную форму с помощью роликов. Это уравновешивает удлинение зубчатой стороны при использовании пилы. Окончательный процесс шлифования глотки зуба также приводит к удлинению базовой линии зуба по сравнению с верхней частью. Состояние пильного диска необходимо проверять по всей верхней кромке.
Измерение, правка, натяжение и выравнивание: то, что раньше было трудоемкой ручной задачей, теперь возможно за одну операцию зажима.:format(png)/19faad43e812014.s.siteapi.org/img/9e00bd341b4cf10e2dd1757f56876a3458aacf51.jpg)
Сварка необходима для соединения полотен ленточных пил или ремонта трещин. Концы пильных дисков должны быть предварительно обрезаны точно под прямым углом, а срезанные поверхности должны быть зачищены. Когда это сделано, сварочный шов укладывается на вершину зуба. Затем место сварки предварительно нагревают до прибл. 100°С с помощью нагревательной пластины. После сварки лезвие необходимо снова отжечь до температуры ок. 450 °C, чтобы затвердевшая структура вернулась в нормальное состояние, а валик сварного шва не порвался.
Для ленточных пил обычно используются следующие формы зубьев:
/// Зуб с острым углом /// Изогнутый зуб /// PCP (Профиль копо-проектов)Заточка ленточных пил – Woodturning by Terry Vaughan
Ленточные пилы служат довольно долго, но они не остаются острыми вечно. Вероятно, большинство людей выбрасывают их, когда они становятся слишком тупыми для использования. Они просто поставили новый клинок. Это имеет смысл. У кого есть время на заточку ленточных пил?
Это имеет смысл. У кого есть время на заточку ленточных пил?
Тупое лезвие небезопасно (хотя и острое небезопасно, если не соблюдать осторожность!), потому что оно заставляет вас слишком сильно давить, чтобы разрезать. Нельзя использовать тупые лезвия. Переточка означает потенциальную экономию денег, если не времени. И это может сэкономить время, если у вас нет запасных лезвий под рукой.
Мой Startrite 352 имеет лезвие длиной 112″, и я обычно использую лезвие 3/8″ или 1/2″ с 3 зубьями на дюйм. Это 336 зубьев на лезвие. Несмотря на это, я люблю их точить. Это занимает всего несколько минут, а заточенное лезвие режет так же легко, как новое.
Причины не затачивать лезвия повторно
Я не могу очень точно и равномерно затачивать зубья без соответствующего оборудования, поэтому повторно заточенное лезвие не так хорошо для точной резки. Но это редко требуется для моей грубой работы. Можно было бы изготовить кондуктор с защелкивающимся фиксатором для обеспечения правильного расположения зубьев и упорами для ограничения глубины шлифования. Заточка действительно уменьшает количество «ввода», поэтому пропил будет более узким.
Заточка действительно уменьшает количество «ввода», поэтому пропил будет более узким.
Лезвие не новое после заточки. Лезвия рано или поздно ломаются, если они толще, а колеса ленточной пилы маленькие. Усталость металла делает лезвия хрупкими. Обычно есть некоторое предупреждение о том, что лезвие вот-вот сломается. Трещина развивается, и вы услышите щелчок, когда трещина пройдет через направляющие. Вы также можете увидеть, как лезвие двигается вперед и назад в направляющих, когда оно на самом деле не режет. Если вы заметили проблему, выньте полотно из пилы, чтобы проверить его на наличие трещин. Если вы продолжите резать, вскоре раздастся громкий хлопок, так как лезвие полностью сломается. Немного страшно, но, кажется, это никогда не причиняет вреда. Если вы повторно заточите лезвие, это продлит срок его службы, но в этом случае вы с большей вероятностью сломаете его при использовании. Починить сломанный клинок можно, но по всей длине он будет ломким и думаю не стоит. Скоро снова сломается.
Варианты заточки
Зубья на полотнах ленточных пил, которые я использую, чередуются с левым набором, без набора и с правым набором. Все они заточены прямо под углом 90 градусов к корпусу лезвия, независимо от их набора.
На протяжении многих лет я пробовал различные методы заточки ленточных пил. Вот некоторые из вариантов.
Первый выбор — затачивать лезвие в станке или вне его. Выполнение этого на станке означает, что лезвие надежно удерживается и может быть перемещено к следующему зубу без нарушения выравнивания. Однако доступ лучше, когда лезвие удалено.
Заточка на станке
Закаленные зубья не подпиливаются, поэтому необходима заточка. Вы можете обтачивать переднюю или заднюю часть зуба. Вы можете использовать небольшой алмазный или твердосплавный бор в инструменте Dremel внутри зубчатого крючка. Я обнаружил, что алмазные боры довольно быстро изнашиваются. Если подобрать их диаметр под форму зубьев, то следующее лезвие может иметь зубья другого профиля. Вам, вероятно, придется работать справа от лезвия (доступ может быть затруднен слева), что означает, что заусенец движется к острию зуба. Это делает его склонным к перелезанию через острие, которое повреждает зуб. Я также пробовал цилиндрические каменные шлифовальные головки, но они слишком быстро изнашиваются, даже если вы перемещаете их по зубу, чтобы выровнять износ.
Вам, вероятно, придется работать справа от лезвия (доступ может быть затруднен слева), что означает, что заусенец движется к острию зуба. Это делает его склонным к перелезанию через острие, которое повреждает зуб. Я также пробовал цилиндрические каменные шлифовальные головки, но они слишком быстро изнашиваются, даже если вы перемещаете их по зубу, чтобы выровнять износ.
Этот метод позволяет ввести бор в полость зуба и использовать его для подъема лезвия к следующему зубу во время заточки первого зуба. Они довольно быстрые и эффективные, когда все идет хорошо. Но если заусенец слишком мал, крючок легко заточить, фактически не касаясь острия. Зуб направлен вниз, поэтому результат шлифовки увидеть непросто. Если заусенец слишком большой или вы сдвинете его, чтобы добраться до острия, тогда он перелезет через острие и разрушит его.
Обтачивание задней части зуба
Заднюю часть зуба также можно подправить на станке. Вы можете использовать небольшой шлифовальный диск в Dremel, чтобы срезать острие, пока не устраните износ. Это тоже может хорошо сработать. Трудности заключаются в поддержании постоянного угла, снятии одинакового количества материала с каждого зуба и обеспечении того, чтобы следующий зуб не касался шлифовального станка, пока он не окажется в правильном положении.
Это тоже может хорошо сработать. Трудности заключаются в поддержании постоянного угла, снятии одинакового количества материала с каждого зуба и обеспечении того, чтобы следующий зуб не касался шлифовального станка, пока он не окажется в правильном положении.
Если вы стачиваете зуб больше, чем его соседи, он не заденет древесину, поэтому не будет выполнять свою часть резания. Я обнаружил, что очень легко по ошибке снять острие со следующего зуба. Вам нужна твердая рука, но вы можете сделать простое приспособление, чтобы держать дремель. Он может скользить вдоль ограждения или в Т-образном пазу стола. Это контролирует угол, но не мешает вам снимать слишком много, и лезвие нужно продвигать вручную, чтобы добраться до следующего зуба. Опять же, мне было легко отшлифовать острие по ошибке. Вот пример такой джиги.
Улучшена видимость при шлифовке тыльной стороны зубьев на станке.
Заточка вне станка
Если вы кладете лезвие на плоскую поверхность, вы можете заточить либо крючок, либо заднюю часть зуба, используя дремель. Вы можете видеть, что вы делаете, и мне было легче избежать ошибок таким образом. Заусенцы могут стекать с вершин зубьев, поэтому менее подвержены их порче.
Вы можете видеть, что вы делаете, и мне было легче избежать ошибок таким образом. Заусенцы могут стекать с вершин зубьев, поэтому менее подвержены их порче.
Но я предпочитаю использовать настольную шлифовальную машину для заточки ленточных пил. Я установил платформу измельчителя на 90 градусов и поверните шлифовальный станок под углом к столешнице (убедившись, что она закреплена), чтобы лезвие находилось под правильным углом к кругу. Вы можете легко сделать приспособление для установки угла, чтобы обеспечить точность. Ошибка в угле платформы может привести к смещению лезвия при резке. В зависимости от положения кофемолки, возможно, вам не придется ее поворачивать.
Затем я подвешиваю лезвие над платформой под углом к зубу и касаюсь тыльной стороной каждого зуба колеса. Это быстрый процесс, и видимость хорошая. Если я слишком тороплюсь, случаются ошибки, но небольшое количество плохо заточенных зубов мало влияет на производительность. Даже с мелким кругом шлифовальное действие агрессивно, поэтому идеальна низкоскоростная шлифовальная машина.
Miner Saw, Inc. — Сервис пил в Таскумбии, Алабама
Miner Saw, Inc. — это небольшой семейный бизнес с более чем 25-летним опытом заточки, ремонта и продажи деревообрабатывающих инструментов. Мы специализируемся на заточке пильных полотен с твердосплавными напайками, а также обслуживаем биты, строгальные ножи, полотна ленточных пил, фрезы MTP и многое другое. Мы даже принимаем инструменты для ремонта с доставкой и можем отправить их вам, как правило, в течение недели.
Свяжитесь с нами сегодня, чтобы получить информацию о ценах и сроках выполнения работ по распиловке в Таскумбии, Мусл-Шолс, Флоренции, округе Колберт и Шеффилде, Алабама.
Свяжитесь с нами сегодня!
Режущий инструмент хорош настолько, насколько хорош его край
Даже в руках самого опытного профессионала тупые, деформированные или поврежденные пилы ставят под угрозу качество проекта. Независимо от того, являетесь ли вы столяром или обычным мастером, вы не можете недооценивать важность заточки инструмента.
Позвольте Miner Saw, Inc. сохранить остроту ваших лезвий, чтобы вы могли работать наилучшим образом.
Услуги по заточке торцовочных пил:
Подрядчикам, плотникам и другим специалистам в области деревообработки необходимо, чтобы их торцовочные пилы были острыми, чтобы обеспечить точность реза. Мы затачиваем полотна для торцовочных пил, чтобы восстановить острые, как бритва, края тем, которые со временем потускнели. От небольших 8-дюймовых полотен до 12-дюймовых полотен для подрядчиков, мы затачиваем все типы торцовочных пил, в том числе с плоской вершиной, альтернативным скосом, комбинированным зубом и стилями заточки с тройной стружкой. Мы восстановим остроту зубьев ваших наиболее часто используемых торцовочных пил, чтобы вы могли вернуться к резке различных сортов дерева, пластика и других строительных и строительных материалов.
Заточка дисковых пил Услуга:
Дисковые пилы предназначены для легкого распиливания твердой древесины с минимальными задирами. Чтобы сделать это эффективно, вам нужно полагаться на чрезвычайно острые зубы, расположенные под правильным углом. Мы предлагаем заточку дисковых пил и обладаем опытом, необходимым для поддержания мощной режущей способности вашего диска, при этом повышая эффективность резки и уменьшая задиры благодаря более острым и изысканным дискам. Независимо от размера или количества зубьев, мы с радостью примем ваши пилы с плоской вершиной и потратим время на их надлежащую заточку и полировку.
Чтобы сделать это эффективно, вам нужно полагаться на чрезвычайно острые зубы, расположенные под правильным углом. Мы предлагаем заточку дисковых пил и обладаем опытом, необходимым для поддержания мощной режущей способности вашего диска, при этом повышая эффективность резки и уменьшая задиры благодаря более острым и изысканным дискам. Независимо от размера или количества зубьев, мы с радостью примем ваши пилы с плоской вершиной и потратим время на их надлежащую заточку и полировку.
Заточка пильного диска:
Для подрядчиков, плотников, любителей деревообработки и всех, кто пользуется настольной пилой, обращайтесь к нам за заточкой пильного диска. Заточка дисков для настольных пил не только повышает удобство использования и качество резки, но и повышает безопасность. Мы затачиваем полотна для настольных пил всех размеров и с любыми конфигурациями зубьев, чтобы ваши полотна были готовы к чистым и легким пропилам в различных породах дерева и других материалах. Будь то диск, на который вы полагаетесь в большинстве своих проектов по резке, или специальный диск, который притупился из-за бережного использования, мы восстановим его остроту до высочайшего уровня, чтобы вы могли уверенно вернуться к резке на настольной пиле.
Служба заточки ленточной пилы:
Если ленточная пила входит в ваш повседневный арсенал режущих инструментов, следите за тем, чтобы лезвия были острыми. Острые лезвия снижают сопротивление и предотвращают повреждение материала, который вы режете, не говоря уже о чистоте среза. Мы затачиваем ленточные пилы всех типов от 1 дюйма до 1½ дюйма, включая обычные зубья, зубья со скребком, крючковидные зубья и сменные зубья. Если вы заметили сильные задиры от распилов или у вас возникли проблемы с прохождением через материалы, которые вы раньше резали с легкостью, отправьте нам свои полотна для заточки полотна ленточной пилы. Мы обещаем возобновить режущую способность, как только вы получите их обратно.
- Мы специализируемся на инструментах с твердосплавными наконечниками. Для других типов инструментов, в том числе с наконечниками из поликристаллического алмаза, инструментов для вставок и холодных пил, мы работаем с надежным поставщиком, чтобы удовлетворить ваши потребности.

- Предлагаем большой выбор новинок от надежных брендов. У нас также есть различные услуги по обслуживанию бывших в употреблении пил или инструментов.
- Не можете посетить нас лично? Не стесняйтесь отправлять свои инструменты к нам на ремонт! Мы предлагаем бесплатную обратную доставку наземным транспортом для заказов на обслуживание на сумму более 200 долларов США.
- Наша компания по распиловке принадлежит меньшинству и гордится тем, что является активным членом местного сообщества.
Деревообрабатывающий и прецизионный режущий инструмент
Будучи опытным сервисным центром, мы знаем, как правильно ухаживать за всеми типами режущих инструментов. От фрез до ленточных пил и пильных полотен с твердосплавными наконечниками — мы знаем, что нужно для восстановления кромки (и точности) ваших режущих инструментов. Мы часто приветствуем все типы пильных полотен и деревообрабатывающих инструментов, включая строгальные ножи, строгальные фрезы, биты и многое другое. Независимо от инструмента, мы применяем более чем столетний опыт для его надлежащего обращения. Когда вы получите свой инструмент обратно, будьте уверены, что он будет в наилучшем состоянии и готов вернуться к резке.
Независимо от инструмента, мы применяем более чем столетний опыт для его надлежащего обращения. Когда вы получите свой инструмент обратно, будьте уверены, что он будет в наилучшем состоянии и готов вернуться к резке.
Мы являемся семейным бизнесом с более чем 100-летним опытом заточки, ремонта и продажи деревообрабатывающих инструментов. Наш опыт работы с ленточными пилами, битами и твердосплавными пилами для заточки пил также делает нас авторитетом в отношении новых и бывших в употреблении продуктов — мы предлагаем все для продажи.
Позвольте нам предоставить вам инструмент высокого калибра от одного из многих производителей, которым мы доверяем и поддерживаем. И пока он у вас есть, у вас всегда будет место, где его можно заточить!
Свяжитесь с нами сегодня, чтобы узнать больше о наших возможностях, тарифах или сроках выполнения.
Поддерживайте остроту инструментов
Если ваши пильные полотна или насадки потеряли остроту, обратитесь в компанию Miner Saw, Inc.