Заточка токарных резцов по металлу: Как заточить резец — РИНКОМ
alexxlab | 01.05.2023 | 0 | Разное
404 – страница не найдена
Ошибка 404 – страница не найдена
Ваш город Пермь?
При выборе изменится адрес и контакты представительства в вашем городе, а также актуальный ассортимент товаров.
- Россия
- Казахстан
- Белоруссия
- Кыргызстан
- Узбекистан
- Таджикистан
Выберите ваш город
Россия
Россия Казахстан Белоруссия Кыргызстан Узбекистан Таджикистан
А
АнгарскАрхангельскАстрахань
Б
БалаковоБарнаулБелгородБийскБлаговещенскБратскБрянск
В
Великий НовгородВладивостокВладикавказВладимирВолгоградВолжскийВологдаВоронеж
Г
Грозный
Д
Дзержинск
Е
Екатеринбург
И
Й
Йошкар-Ола
К
КазаньКалининградКалугаКемеровоКировКостромаКраснодарКрасноярскКурганКурск
Л
Липецк
М
МагнитогорскМахачкалаМоскваМурманск
Н
Набережные ЧелныНижневартовскНижнекамскНижний НовгородНижний ТагилНовокузнецкНовороссийскНовосибирскНоябрьск
О
ОмскОрёлОренбургОрск
П
ПензаПермьПетрозаводскПсков
Р
Ростов-на-ДонуРыбинскРязань
С
СалехардСамараСанкт-ПетербургСаранскСаратовСевастопольСеверодвинскСимферопольСмоленскСочиСтавропольСтарый ОсколСтерлитамакСургутСыктывкар
Т
ТаганрогТамбовТверьТольяттиТомскТулаТюмень
У
Улан-УдэУльяновскУфаХ
ХабаровскХанты-Мансийск
Ч
ЧебоксарыЧелябинскЧереповецЧита
Ш
Шахты
Э
Энгельс
Я
ЯкутскЯрославль
А
АктауАктобеАлматыАтырауАшхабад
Д
Душанбе
Ж
Жезказган
К
КарагандаКокшетауКостанайКызылорда
Н
Нур-Султан (Астана)
П
ПавлодарПетропавловск
С
Семей
Т
ТалдыкорганТаразТуркестан
У
УральскУсть-Каменогорск
Ш
Шымкент
Б
Брест
В
Витебск
Г
ГомельГродно
М
МинскМогилёв
Б
БаткенБишкек
Д
Джалал-Абад
К
Каракол
Н
Нарын
О
Ош
Т
Талас
А
Андижан
Б
Бухара
Н
Нукус
С
Самарканд
Т
Ташкент
Ф
Фергана
Б
БохтарБустон
В
Вахдат
Г
ГиссарГулистонД
Душанбе
И
ИстаравшанИстиклолИсфара
К
КанибадамКулябКурган-Тюбе
Л
Левакант
Н
Нурек
П
Пенджикент
Р
Рогун
Т
Турсунзаде
Х
ХорогХуджанд
Обратный звонок
Введите имя Введите номер телефонаНажимая на кнопку, вы соглашаетесь на обработку персональных данных
Оформление заказа
Введите имя Введите номер телефонаНажимая на кнопку, вы соглашаетесь на обработку персональных данных
Запрос цены
Введите имя Введите номер телефонаНажимая на кнопку, вы соглашаетесь на обработку персональных данных
Товар добавлен!
Способы заточки резцов токарных агрегатов
Металлические заготовки выдерживают многочисленные технологические операции. Но самой распространенной обработкой деталей является токарная. Рабочий инструмент агрегата должен всегда быть в идеальном состоянии, иначе заготовка получится не такого качества, как требуется. А так как рабочий инструмент, в большинстве случаев, резец, тогда он всегда должен быть правильно заточен.
Но самой распространенной обработкой деталей является токарная. Рабочий инструмент агрегата должен всегда быть в идеальном состоянии, иначе заготовка получится не такого качества, как требуется. А так как рабочий инструмент, в большинстве случаев, резец, тогда он всегда должен быть правильно заточен.
Выполнение процедуры зависит:
- от материала, с которым работают;
- типа режущего инструментария. Резцы подразделяются на несколько моделей, например, чтобы нарезать резьбу, растачивать и др.
Затачивание резцовых деталей — это очень ответственное мероприятие. От того, насколько качественно оно проведено зависит эффективность и точность обработки заготовочного изделия на токарном агрегате. Затачивание инструментария регулярное, чтобы рабочая часть соответствовала требуемой форме, а получаемые углы — заданным параметрам.
Углы заточки, преимущественно передний, влияют на силу резки. Увеличение угла приводит к уменьшению силы. Поэтому металлический стружечный материал отсоединяется легче. Но передний угол увеличивают аккуратно. Если переусердствовать, то снизится надежность инструментария, задействованного в работе. Кромка резца сильно изнашивается, крошится. Специалисты стараются подобрать такое значение переднего угла, чтобы металлорежущий инструмент был износостойким, имел прочную кромку, но при этом уменьшилась сила резания. Обточить закаленные или твердые металлоизделия лучше резцами, величина переднего угла которых отрицательная.
Но передний угол увеличивают аккуратно. Если переусердствовать, то снизится надежность инструментария, задействованного в работе. Кромка резца сильно изнашивается, крошится. Специалисты стараются подобрать такое значение переднего угла, чтобы металлорежущий инструмент был износостойким, имел прочную кромку, но при этом уменьшилась сила резания. Обточить закаленные или твердые металлоизделия лучше резцами, величина переднего угла которых отрицательная.
Поверхность режущего изделия изнашивается по-разному — только спереди, только сзади, или с обеих сторон. Основные аспекты, влияющие на этот процесс:
- материал резцового изделия;
- в каком состоянии находится поверхность металлорежущего изделия и его края;
- разновидность смазочно-охлаждающей жидкости, ее физические и химические характеристики;
- режим резки;
- состояние токарного агрегата;
- дополнительные условия механической обработки.

Особенности выполнения заточки
Необходимы буквально несколько этапов, чтобы заточить заднюю и переднюю область металлорежущего изделия. Обработка задней зоны изделия происходит в несколько этапов:
- под углом, идентичному заднему углу державки, который больше на пять градусов;
- режущей пластины. Угол заточки на два градуса больше заднего угла резания;
- формирование угла доводкой.
Обработка передней части рабочего инструмента:
- на угол, идентичный углу режущего элемента;
- формирование угла резания чистовым затачиванием или доводкой.
С использованием накладок процедура затачивания существенно упрощается. Они устанавливаются между поверхностями опоры и станочного стола. Рабочая кромка металлорежущего инструмента при заточке располагается на одной линии, соответствующей середине абразивного круга.
Когда процедура завершена, специальным закаленным шаблоном проверяют качество ее исполнения. Его отверстия совпадают с ходовыми углами затачивания. Правильность заточки зависит от точности шаблона. Доводка осуществляется присадочными элементами.
Правильность заточки зависит от точности шаблона. Доводка осуществляется присадочными элементами.
Методы проведения процедуры
Типы затачивания:
- абразивно,
- механико-химически,
- специальными приборами.
В первом случае используется шлифовальный круг, заточное или токарное устройство. Второй вариант — обработка резца спецсредствами. Заточка эффективная, без образования трещинок и сколов. Этим способом затачивают большие твердосплавные инструменты, обрабатываемые раствором купороса. Идет химическая реакция. Поверхность покрывается тонкой защитной пленкой. Ее смывают мельчайшие абразивные элементы раствора. Характеристики алмазного режущего инструмента восстанавливают кремниевым кругом или электрокорундовым.
Выполнение доводки
Когда заточка инструментария завершена, он подвергается конечной обработке. Выполняют доводку на чугунном диске. Предпочтение отдают борному карбиду. Скорость вращения дискового устройства — 1-2 м/с.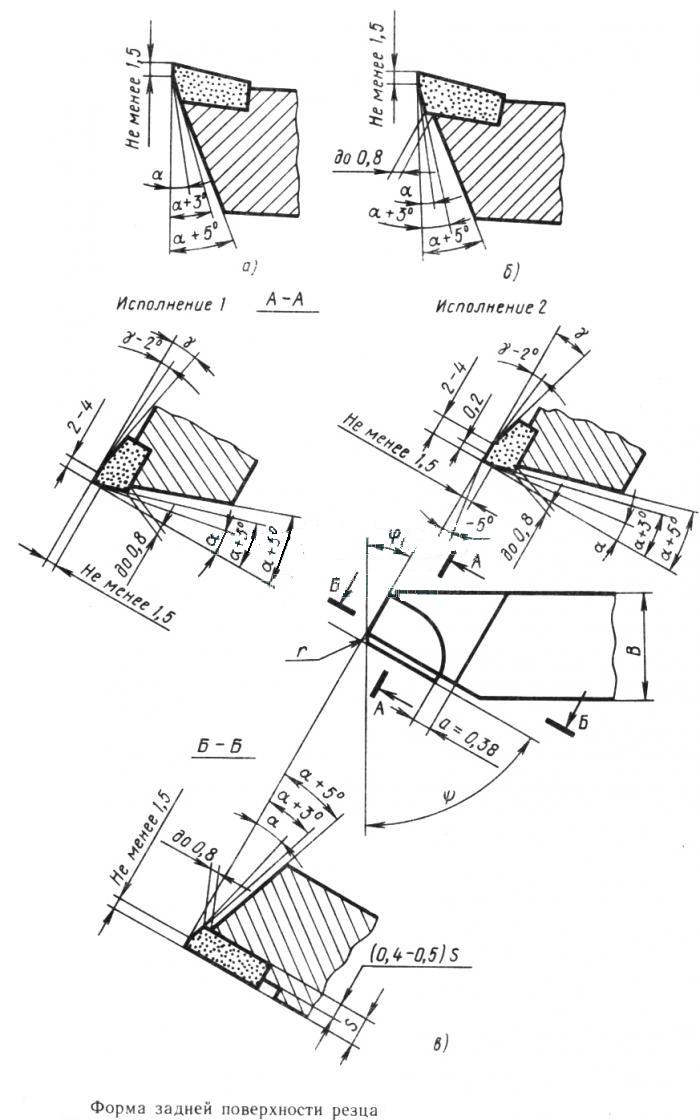 Направление его вращения — от опоры резца к рабочему краю. В этот период на резце устраняют неровности, его поверхность и лезвия притираются в последовательном порядке.
Направление его вращения — от опоры резца к рабочему краю. В этот период на резце устраняют неровности, его поверхность и лезвия притираются в последовательном порядке.
Обработка на токарных агрегатах затупляет рабочий инструмент. Он быстро теряет эксплуатационные характеристики, выполняя возложенные на него задачи. Ведь пластина постоянно трется о деталь и стружку. Поэтому резцу и необходима доводка, чтобы вернуть высокие эксплуатационные характеристики. Резцовое изделие более устойчиво к износу, если пластина ровнее, поскольку трение ослабевает.
В составе абразивного пастообразного вещества, чтобы доводить инструментарий — борный карбид. Резцовые лезвия располагаются по отношению к середине диска на одной линии. Как вариант — несколько ниже. Вращение дискового элемента направлено к пластине. При доводке рабочее изделие прижимается, и составляющие пастообразной массы измельчаются. Они проходят по кромке резца, и не провоцируют образование трещин. Зернистые элементы пасты шлифуют резцовую поверхность и делают ее ровной.
Перейти к списку статей >>
Заточные приспособления для систем
Заточные приспособления Wolverine
Приспособление для шлифования Oneway Wolverine является основным компонентом линейки продуктов для шлифования Oneway Wolverine. Производство острых как бритва инструментов и точных фасок превратилось из искусства в науку. Приобретение приспособления для заточки Wolverine в конечном итоге сэкономит вам время, нервы и деньги. Теперь вы можете правильно заточить свои инструменты с первого раза. Равномерные режущие кромки и односторонние фаски обеспечат вам более безопасный и предсказуемый инструмент. Поскольку вы реже затачиваете инструменты, ваши круги и инструменты прослужат дольше. Наш шлифовальный станок можно легко использовать для заточки следующих инструментов: стамески, стамески, скребки, инструменты для разделения, косые и инструменты для резьбы.
Время достичь идеального края
Является ОСНОВНЫМ компонентом линейки продуктов для измельчения ONEWAY WOLVERINE. Производство острых как бритва инструментов и точных фасок превратилось из искусства в науку. Приобретение приспособления для заточки WOLVERINE сэкономит вам время, нервы и деньги. Теперь вы можете правильно заточить свои инструменты с первого раза. Равномерные режущие кромки и односторонние фаски обеспечат вам более безопасный и предсказуемый инструмент. Поскольку вы реже затачиваете инструменты, ваши круги и инструменты прослужат дольше. Наш шлифовальный станок можно легко использовать для заточки следующих инструментов: стамески, стамески, скребки, инструменты для разделения, косые и инструменты для резьбы.
Производство острых как бритва инструментов и точных фасок превратилось из искусства в науку. Приобретение приспособления для заточки WOLVERINE сэкономит вам время, нервы и деньги. Теперь вы можете правильно заточить свои инструменты с первого раза. Равномерные режущие кромки и односторонние фаски обеспечат вам более безопасный и предсказуемый инструмент. Поскольку вы реже затачиваете инструменты, ваши круги и инструменты прослужат дольше. Наш шлифовальный станок можно легко использовать для заточки следующих инструментов: стамески, стамески, скребки, инструменты для разделения, косые и инструменты для резьбы.
Прилагаемое приспособление Quad Setup Jig
Входящий в комплект зажим для настройки Quad помогает правильно установить правильные углы шлифования для черновых долот на 45 градусов, отрезных инструментов на 30-60 градусов, перекосов на 21,5-43 градуса и скребков чаши на 8 градусов. Он называется «Quad Setting Jig», так как один шаблон устанавливает правильные углы для всех 4 других инструментов токарного станка HSS из быстрорежущей стали. Quad Setting Jig предназначен для использования с 8-дюймовыми настольными шлифовальными машинами.
Quad Setting Jig предназначен для использования с 8-дюймовыми настольными шлифовальными машинами.
Что в коробке?
- 1 стальной V-образный рычаг
- 2 стальных основания с ручками Easy Lock
- 1 большая регулируемая стальная платформа для заточки
- 1 шт. Четырехпозиционный зажим для установки точных углов платформы
- 1 DVD-диск с системой заточки Wolverine
- 1 шт. Инструкции по полной сборке
Карманный узел V-образного рукава WOLVERINE
Используйте V-образный рычаг для заточки стамесок (посмотрите наш Vari-Grind — для улучшенного шлифования боковых шлифовок и форм ногтей. Vari-Grind НЕ ВКЛЮЧЕНО ), столярных стамесок, косичек и некоторых небольших инструментов для резьбы. .
Длинный стальной V-образный рычаг 27-1/2 дюйма
Шлифовальный наконечник ONEWAY: Если вы работаете с инструментом, который необходимо несколько раз затачивать, оставьте V-образный рычаг на месте. Делая это, вы можете быстро воспроизвести идентичный угол скоса. Вы также можете заточить инструмент перед тем, как убрать его, чтобы ваши инструменты всегда были острыми, удаляя лишь минимальное количество материала.
Делая это, вы можете быстро воспроизвести идентичный угол скоса. Вы также можете заточить инструмент перед тем, как убрать его, чтобы ваши инструменты всегда были острыми, удаляя лишь минимальное количество материала.
Большая стальная платформа
Изготовленная из сверхпрочной стали, большая платформа может регулироваться внутрь или наружу в зависимости от того, какой инструмент вы затачиваете. Вы можете отрегулировать угол платформы, разблокировав точку поворота с помощью большой и удобной ручки с храповым механизмом. Как только правильный угол будет достигнут, снова закрепите храповик. Используйте платформу для скребков, наклонных и разделительных инструментов.
Quad-Setup-Jig для токарных станков по дереву
Установка Quad предназначена для использования с кругами настольного шлифовального станка диаметром 8 дюймов. Правильно установите надлежащие углы заточки для черновой выемки на 45 градусов, отрезных инструментов на 30-60 градусов, перекосов на 21,5-43 градуса и скребков чаши на 8 градусов.
Простота настройки • Простота использования
WOLVERINE Sharpening Jig System вместе с Quad Setup Jig работают вместе, чтобы упростить процесс настройки для заточки ваших инструментов. После того, как вы настроите инструмент, использовать приспособление для заточки WOLVERINE станет так же просто и сделает процесс заточки еще более приятным, чем когда-либо прежде. Это идеальный способ добиться высококачественных результатов, сэкономив при этом кучу денег, поскольку вы больше не будете так часто покупать новые инструменты!
Каковы лучшие советы по заточке токарных инструментов?
`;
Промышленность
Факт проверен
Лакшми Сандхана
Правильная заточка инструментов для токарных станков имеет решающее значение для достижения максимальной производительности. Инструмент токарного станка должен иметь острую кромку, чтобы добиться превосходной отделки любой выполняемой работы. Острота кромки также влияет на способность мастера быстро, эффективно и легко закончить проект. Некоторые из лучших советов по заточке токарных инструментов включают в себя их заточку с помощью медленного мокрого шлифовального станка, использование подручника, обеспечение надлежащей защиты и регулярную заточку.
Существует множество приспособлений, которые можно использовать для заточки инструментов токарных станков, таких как ленточные шлифовальные машины, водяные камни, верстачные камни и алмазные точилки. Многие ремесленники предпочитают использовать низкоскоростные мокрые шлифовальные машины или стандартные настольные шлифовальные машины, чтобы получить хорошие края на своих инструментах. Преимущество использования низкоскоростной мокрой шлифовальной машины заключается в том, что она сохраняет сталь холодной, что облегчает заточку инструмента. Некоторые токари часто окунают инструменты в чашку с водой, когда затачивают их, чтобы предотвратить перегрев стали. Это помогает избежать изменения состояния стали вследствие ее перегрева.
Многие ремесленники предпочитают использовать низкоскоростные мокрые шлифовальные машины или стандартные настольные шлифовальные машины, чтобы получить хорошие края на своих инструментах. Преимущество использования низкоскоростной мокрой шлифовальной машины заключается в том, что она сохраняет сталь холодной, что облегчает заточку инструмента. Некоторые токари часто окунают инструменты в чашку с водой, когда затачивают их, чтобы предотвратить перегрев стали. Это помогает избежать изменения состояния стали вследствие ее перегрева.
При заточке токарных инструментов рекомендуется предварительно смочить круг небольшим количеством воды, чтобы избежать искрения или заедания инструментов. Некоторые токарные мастера также украшают колесо алмазными накладками или дьявольским камнем. Это помогает избежать образования канавки на круге, которая может отрицательно сказаться на процессе заточки.
Некоторые токарные мастера также украшают колесо алмазными накладками или дьявольским камнем. Это помогает избежать образования канавки на круге, которая может отрицательно сказаться на процессе заточки.
Также важно затачивать инструменты, применяя легкое давление, потому что это уменьшает накопление тепла и уменьшает количество снимаемого металла. Легкое прикосновение важно, так как применение силы может привести к царапинам и зазубринам; это может быть довольно опасно при заточке инструментов на определенных скоростях. Использование различных углов атаки при заточке инструментов токарного станка может помочь в получении желаемого результата. Некоторые токарные станки используют подручники, чтобы поддерживать постоянный угол наклона инструмента при заточке. Это также помогает избежать случайного изменения фаски инструмента.
Некоторые токарные станки используют подручники, чтобы поддерживать постоянный угол наклона инструмента при заточке. Это также помогает избежать случайного изменения фаски инструмента.
Распознавание необходимости заточки токарных инструментов — это навык. Пора затачивать инструменты, когда они кажутся тупыми, если вибрации при резке кажутся чрезмерными или звук резания меняется. Если инструмент затупится, машине потребуется больше энергии для резки, а тепло, выделяемое тупым концом, будет передаваться разрезаемому объекту. Поэтому важно часто затачивать инструменты, каждый раз понемногу, а не ждать, пока кромка не станет полностью тупой.
Чтобы получить хорошую заточку токарных инструментов, необходимо использовать плавные шлифовальные движения или непрерывные движения. Токарные станки также иногда предпочитают использовать ручной камень, плоский камень или наждачную бумагу. Они помогают сбить заусенцы, которые образуются на другой стороне инструментов, когда они затачиваются.
Другим важным фактором, о котором следует помнить, является безопасность.