Заточной станок вз 318: ВЗ-318 станок заточной универсальный (универсально-заточной). Паспорт, схемы, описание, характеристики
alexxlab | 02.02.2023 | 0 | Разное
Станок заточной универсальный ВЗ-318 – цена, отзывы, характеристики с фото, инструкция, видео
Станок заточной универсальный ВЗ-318 предназначен для заточки и доводки основных видов режущего инструмента из инструментальной стали, твердого сплава и металлокерамики абразивными, алмазными и эльборовыми кругами.
Станок может быть оснащен приспособлениями, в том числе приспособлениями для плоского, круглого наружного и внутреннего шлифования, и системой отсоса пыли. Имеет гидравлический привод продольного перемещения стола, а также укомплектован системой подачи охлаждающей жидкости.
Устройство универсально-заточного станка ВЗ-318
Станок имеет следующие основные узлы: станину, суппортное устройство и шлифовальную головку.
Станина представляет собой чугунную отливку коробчатой формы, на верхней горизонтальной плоскости которой обработаны направляющие для нижних салазок. Суппортное устройство имеет нижние салазки, продольный стол и поворотный стол. Нижние салазки перемещаются по направляющим станины с помощью винта и гайки при вращении одного из маховичков. Дублирование этого маховичка имеет целью обеспечить удобство обслуживания станка. Продольный стол перемещается по направляющим нижних салазок, выполненным в виде направляющих качения. Быстрое перемещение производится рукояткой через реечное колесо и рейку медленное перемещение — рукояткой, скрепленной с корпусом планетарного механизма, передаточное отношение которого равно -т .
Дублирование этого маховичка имеет целью обеспечить удобство обслуживания станка. Продольный стол перемещается по направляющим нижних салазок, выполненным в виде направляющих качения. Быстрое перемещение производится рукояткой через реечное колесо и рейку медленное перемещение — рукояткой, скрепленной с корпусом планетарного механизма, передаточное отношение которого равно -т .
Для предотвращения боковой игры продольного стола по концам нижних салазок посажены на осях по два шарикоподшипника, которые охватывают с обеих сторон гребень продольных салазок. Для возможности регулирования зазора между гребнем и роликами-шарикоподшипниками оси подшипников закреплены в качающихся рычагах и пружинами прижимаются к боковой стенке гребня. На передней стенке стола имеется Т-образный паз для крепления переставных упоров которые служат для ограничения продольного хода стола при соприкосновении с упором, неподвижно закрепленным на нижних салазках.
Поворотный стол центрируется в продольном столе цапфой. Угловая установка поворотного стола производится при помощи рукоятки, винта и гайки, закрепленной на продольном столе, планки и пальца, установленного в поворотном столе. Угловое смещение отсчитывается по шкале на планке с ценой деления, соответствующей конусности 0,01.
Угловая установка поворотного стола производится при помощи рукоятки, винта и гайки, закрепленной на продольном столе, планки и пальца, установленного в поворотном столе. Угловое смещение отсчитывается по шкале на планке с ценой деления, соответствующей конусности 0,01.
Кроме того, имеется градусная шкала, закрепленная на продольном столе. Поворотный стол закрепляется в установленном положении гайкой. Узел шлифовальной головки состоит из наружной гильзы и колонки , к верхней плоскости которой крепится корпус шлифовального шпинделя.
Сравнительная техническая характеристика универсально-заточного станка ВЗ-318 и ВЗ-318Е
| Технические данные | ВЗ-318 | ВЗ-318Е |
|---|---|---|
| Наибольший диаметр изделия, устанавливаемого в центровых бабках, мм | 330 | 330 |
| Наибольший длина изделия, устанавливаемого в центровых бабках, мм | 1040 | 1040 |
| Наибольшее продольное перемещение стола, мм | 350 | 350 |
| Угол поворота шлифовальной головки, град – в горизонтальной плоскости – в вертикальной плоскости | 360 200 | 360 200 |
| Скорость продольного перемещения стола (регулируется бесступенчато ), м/мин | ручное | 0,2. ..8 ..8 |
| Масса станка ( без принадлежностей и инструмента), кг | 920 | 950 |
| Габаритные размеры, мм – Длина – Ширина – Высота | 1085 1150 1630 | 1460 1530 1660 |
Приспособления к универсально-заточным станкам моделей ВЗ-318 И ВЗ-318Е
Комплектация за дополнительную плату
Подручник. Модель 3E642E.П7
42 720p
Бабка универсальная трехповоротная. Модель 3E642E.П8
85 993p
Приспособление для цилиндрической заточки спиральных сверл. Модель ВЗ-318.П10
46 799p
Тиски с конусным хвостовиком. Модель ВЗ-318.П11
32 005p
Приспособление для заточки по радиусу. Модель 3E642E.П13
Модель 3E642E.П13
193 554p
Тиски трехповоротные. Модель ВЗ-318.П16
Приспособление для наружного круглого шлифования. Модель 3Е642Е.П17
165 074p
Приспособление для наружного круглого шлифования. Модель ВЗ-318.П17
318 050p
Приспособление для внутреннего шлифования. Модель 3Е642Е.П18
198 185p
Приспособление для внутреннего шлифования. Модель ВЗ-318.П18
198 185p
Приспособление для заточки зенкеров и ступенчатых сверл (диам. до 50 мм). Модель 3Е642Е.П19
200 674p
Приспособление для заточки торцовых фрез (диам. 80-400 мм). Модель 3Е642Е.П21
80-400 мм). Модель 3Е642Е.П21
185 051p
Приспособление для заточки по копиру. Модель 3Е642Е.П22-01
170 189p
Приспособление для заточки косозубых долбяков (диам. до 100 мм). Модель 3Е642Е.П23
104 934p
Приспособление универсальное для правки круга. Модель 3Е642Е.П25-01
88 896p
Приспособление для заточки инструмента по спирали. Модель ВЗ-318.П26
465 427p
Приспособление для заточки резцов. Модель ВЗ-318.П27265 998p
Приспособление для заточки по спирали по задней поверхности. Модель ВЗ-318. П28
П28
120 764p
Приспособление для заточки инструмента по спирали. Модель 3Е642Е.П28
457 547p
Стол поворотный. Модель 3Е642Е.П30
76 868p
Плита магнитная синусная к столу поворотному (400х125 мм.). Модель 2C 7208-0003
85 392p
Бабка задняя с регулируемой высотой центров. Модель 3Е642Е.П31
52 259p
Комплект подкладных плит (3 шт.). Модель 3Е642Е.П32
52 259p
Приспособление для заточки фасонных острозаточенных фрез (диам. 50-100 мм). Модель 3Е642Е.П36
117 238p
Тиски трехповоротные (длина губок 100 мм).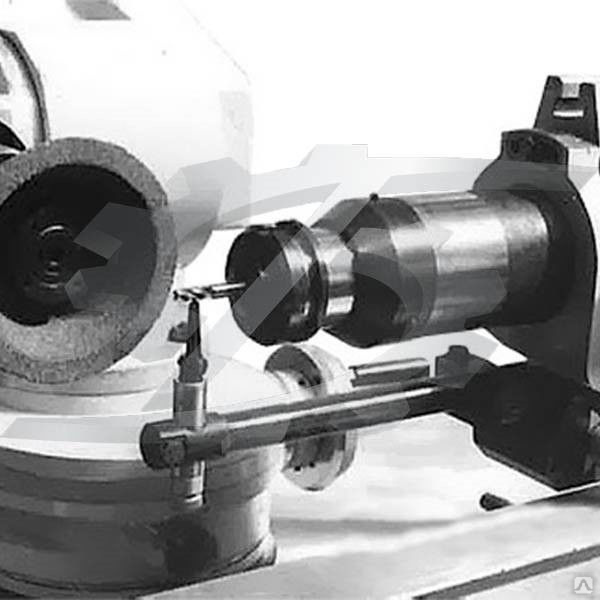 Модель 3Е642Е.П37
Модель 3Е642Е.П37
53 642p
Бабка для заточки торцовых фрез (диам. до 250 мм с конусностью 7:24). Модель 3Е642Е.П39
134 865p
Приспособление для заточки фрез (диам.80-400 мм) по радиусу. Модель 3Е642Е.П50
226 734p
Приспособление для затылования метчиков. Модель 3Е642Е.П51405 771p
Приспособление для заточки отрезных фрез (диам. 50-160 мм). Модель ВЗ-318.П53
75 071p
Приспособление для торцовой шлифовки зубьев дисковых пил (диам. 200-400 мм). Модель ВЗ-318.П54
289 363p
Приспособление для торцовой шлифовки зубьев дисковых пил (диам. 200-400 мм). Модель ВЗ-318.П55
200-400 мм). Модель ВЗ-318.П55
196 595p
Приспособление для заточки дисковых пил (диам. 200-450 мм) по торцу зубьев. Модель ВЗ-318.П56
210 144p
Бабка задняя с большим вылетом. Модель 3Е642Е.П61
47 352p
Бабка передняя с большим вылетом. Модель 3Е642Е.П73
42 305p
Патрон магнитный. Модель 3Е642Е.П89
96 224p
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.Разметить комментарий или вопрос
Заточной станок ВЗ-818(ВЗ-318) / ВЗ-818Е(ВЗ-318Е)_старый
Шлифовально-заточные станки → Продукция → Универсально-заточные станки → Заточной станок ВЗ-818(ВЗ-318) / ВЗ-818Е(ВЗ-318Е)_старый
Назначение:
предназначен для заточки и доводки основных видов режущих инструментов из инструментальной стали, твёрдого сплава и минералокерамики абразивными, алмазными и эльборовыми кругами.
Конструктивные особенности станка:
- – замкнутые роликовые стальные направляющие стола и каретки, позволяющие устанавливать на стол тяжелые приспособления и детали без потери точности перемещения, а также обеспечивающие долговечность;
- – рециркуляционные направляющие качения для перемещения колонны;
- – беззазорный привод стола от маховика;
- – двигатель шлифовального круга развернут в сторону противоположную шпинделю, что существенно расширяет технологические возможности и сокращает время переналадки;
- – пульт управления легко доступен оператору с любого из 3-х рабочих мест;
- – малые габариты станка при больших технологических возможностях;
- – гидрофицированный привод продольного перемещения стола (для ВЗ-318Е / ВЗ-818Е).
| Технические характеристики: | ВЗ-818 | ВЗ-818Е |
|---|---|---|
| Наибольший диаметр изделия, устанавливаемого в центровых бабках, мм | 200* | |
| Наибольшая длина изделия, устанавливаемого в центровых бабках, мм | 500** | |
| Наибольшее продольное перемещение стола, мм | 350 | |
Угол поворота шлифовальной головки, град. : : | ||
| в горизонтальной плоскости | 360 | |
| в вертикальной плоскости | 200 | |
| Продольное перемещение стола | ручное | гидравлич. |
| Суммарная мощность установленных электродвигателей, кВт | 0,89 / 1,03 | 2,11 / 2,25 |
| Габаритные размеры станка (ДхШхВ) (с учетом перемещения стола), мм | 1085х1150х1630 | 1460х1530х1660 |
| Масса станка (без приспособлений и принадлежностей), кг | 700 | 800 |
* С применением подкладных плит возможна установка изделия до 330 мм.
** С применением дополнительных приспособлений 3Е642Е. П61 и 3Е642Е. П73 возможна установка изделия длиной до 1040 мм.
Примечание:
С применением подкладных плит и дополнительных приспособлений возможна обработка деталей диаметром до 330 мм и длиной до 1040 мм. За отдельную плату станок может быть оснащён более чем 38 дополнительными приспособлениями, в том числе системой подачи охлаждающей жидкости.
За отдельную плату станок может быть оснащён более чем 38 дополнительными приспособлениями, в том числе системой подачи охлаждающей жидкости.
Дополнительная информация:
Универсальный станок ВЗ-318 – универсальное решение для многих производственных задач. Малые габариты, большое число разнообразных дополнительных приспособлений, значительно расширяющих и без того существенный список выполняемых операций, – все это характеристики станка заточного универсального ВЗ-318 (ВЗ-818).
Проверенная надежность, точность выполнения операций, высокая производительность и гарантия долгой бесперебойной работы – мало кто откажется купить станок ВЗ-318, обладающий такими характеристиками.
СТМ-Маркет предлагает заточные станки, подобранные с учетом потребностей конкретного производства, мы занимаемся продажей заточного станка ВЗ-318 (ВЗ-818), укомплектованного индивидуально согласованным дополнительным оснащением.
СТМ-Маркет – это поставки металлообрабатывающего оборудования высокого класса надежности непосредственно от производителя. Это позволяет нам предлагать самую привлекательную цену станка ВЗ-318.
Это позволяет нам предлагать самую привлекательную цену станка ВЗ-318.
Оперативные поставки качественного оборудования по доступным ценам – это правило нашей работы.
Компания СТМ-Маркет представляет широкий модельный ряд шлифовально-заточных станков с ЧПУ.
Шлифовальный шпиндель следующего поколения для рентабельного производства современных керамических компонентов (Технический отчет)
Шлифовальный шпиндель нового поколения для экономичного производства современных керамических компонентов (Технический отчет) | ОСТИ.GOVперейти к основному содержанию
- Полная запись
- Другое связанное исследование
Финишное шлифование современной конструкционной керамики обычно считается чрезвычайно медленным и дорогостоящим процессом. Однако недавние результаты программы High-Speed, Low-Damage (HSLD) ясно продемонстрировали, что за счет шлифования нитрида кремния на высоких скоростях круга можно получить многочисленные преимущества в производительности финишного процесса. Был разработан новый одноэтапный процесс черновой обработки, позволяющий производить высококачественные детали из нитрида кремния с высокой производительностью съема материала и значительно снижать затраты на чистовую обработку.
Однако недавние результаты программы High-Speed, Low-Damage (HSLD) ясно продемонстрировали, что за счет шлифования нитрида кремния на высоких скоростях круга можно получить многочисленные преимущества в производительности финишного процесса. Был разработан новый одноэтапный процесс черновой обработки, позволяющий производить высококачественные детали из нитрида кремния с высокой производительностью съема материала и значительно снижать затраты на чистовую обработку.
- Авторов:
- Ковач, Дж. А.; Лаурих, М. А.
- Дата публикации:
- Исследовательская организация:
- Окриджская национальная лаборатория.
 (ORNL), Ок-Ридж, Теннесси (США)
(ORNL), Ок-Ридж, Теннесси (США)
 (ORNL), Ок-Ридж, Теннесси (США)
(ORNL), Ок-Ридж, Теннесси (США)- Организация-спонсор:
- Департамент науки Министерства сельского хозяйства США (США)
- Идентификатор ОСТИ:
- 750993
- Номер(а) отчета:
- ОРНЛ/СУБ/96-СУ368/1
РНН: Ah300016%%126
- Номер контракта с Министерством энергетики:
- АК05-96ОР22464
- Тип ресурса:
- Технический отчет
- Отношение ресурсов:
- Прочая информация: PBD: 1 января 2000 г.
- Страна публикации:
- США
- Язык:
- Английский
- Тема:
- 32 ЭНЕРГОСБЕРЕЖЕНИЕ, ПОТРЕБЛЕНИЕ И ИСПОЛЬЗОВАНИЕ; 36 МАТЕРИАЛОВЕДЕНИЕ; КЕРАМИКА; НИТРИДЫ КРЕМНИЯ; ШЛИФОВАНИЕ; ШЛИФОВАЛЬНЫЕ МАШИНЫ; ПРОИЗВОДСТВО; СПЕКТАКЛЬ; СТОИМОСТЬ; НИТРИД КРЕМНИЯ
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Ковач, Дж. А., и Лаурих, М. А. Шлифовальный шпиндель нового поколения для рентабельного производства передовых керамических компонентов . США: Н. П., 2000.
Веб. дои: 10.2172/750993.
А., и Лаурих, М. А. Шлифовальный шпиндель нового поколения для рентабельного производства передовых керамических компонентов . США: Н. П., 2000.
Веб. дои: 10.2172/750993.
Копировать в буфер обмена
Kovach, J A, & Laurich, MA. Шлифовальный шпиндель нового поколения для рентабельного производства передовых керамических компонентов . Соединенные Штаты. https://doi.org/10.2172/750993
Копировать в буфер обмена
Ковач, Дж. А., и Лаурих, М. А., 2000.
«Шлифовальный шпиндель нового поколения для экономичного производства передовых керамических компонентов». Соединенные Штаты. https://doi.org/10.2172/750993. https://www.osti.gov/servlets/purl/750993.
Копировать в буфер обмена
@статья{osti_750993,
title = {Шлифовальный шпиндель нового поколения для рентабельного производства передовых керамических компонентов},
автор = {Ковач, Дж. А. и Лаурих, М. А.},
А. и Лаурих, М. А.},
abstractNote = {Окончательное шлифование современной конструкционной керамики обычно считается чрезвычайно медленным и дорогостоящим процессом. Однако недавние результаты программы High-Speed, Low-Damage (HSLD) ясно продемонстрировали, что за счет шлифования нитрида кремния на высоких скоростях круга можно получить многочисленные преимущества в производительности финишного процесса. Был разработан новый одноэтапный процесс черновой обработки, позволяющий производить высококачественные детали из нитрида кремния с высокой скоростью съема материала и значительно снижающими затраты на чистовую обработку.},
дои = {10.2172/750993},
URL = {https://www.osti.gov/biblio/750993},
журнал = {},
номер =,
объем = ,
место = {США},
год = {2000},
месяц = {1}
}
Копировать в буфер обмена
Посмотреть технический отчет (4,74 МБ)
https://doi. org/10.2172/750993
org/10.2172/750993
Экспорт метаданных
Сохранить в моей библиотеке
Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Аналогичных записей в сборниках OSTI.GOV:
- Аналогичные записи
318 Engine Build – Каталог запчастей 400HP 318
| Практическое руководство — двигатель и трансмиссия
Это просто болты вместе
Собрать двигатель мощностью 400 л.с. — высокая цель; сделать это с насосно-газовой улицей 318 – это достижение. Собрать все вместе без какой-либо специальной шлифовки, портирования, специальной обработки или других трюков с дымом и зеркалами может показаться невозможным, но это делает это гораздо более ощутимым для обычного парня. мы представили множество более продвинутых сборок движка, но новичок может задаться вопросом, как добиться этого со всеми задействованными пользовательскими модами. Что ж, это для среднего Джо – прямая сделка на болтах, которую может собрать даже новичок в моторостроении. Наши сделали ровно 400 л.с. с небольшой настройкой динамометрического стенда. У вас получится то же самое, если в точности следовать изложенным здесь планам сражений.
мы представили множество более продвинутых сборок движка, но новичок может задаться вопросом, как добиться этого со всеми задействованными пользовательскими модами. Что ж, это для среднего Джо – прямая сделка на болтах, которую может собрать даже новичок в моторостроении. Наши сделали ровно 400 л.с. с небольшой настройкой динамометрического стенда. У вас получится то же самое, если в точности следовать изложенным здесь планам сражений.
Зачем строить 318? Кто-то может возразить, что нет смысла строить Mopar 318. Когда приходит время восстанавливать малый блок, 318 всегда следует отбрасывать в пользу 360. Мы не будем спорить. Правильно построенный 360-й процессор всегда будет иметь преимущество в крутящем моменте по сравнению с 318-м. Тем не менее, 318-ядерные процессоры бесплатны, и это дает некоторый экономический стимул. Но реальный мотив обычно не вопрос стоимости. Суть в том, нравится это кому-то или нет, но энтузиасты каждый день перестраивают 318-е. У некоторых парней есть определенная сентиментальная привязанность к этим милым паровозикам. иногда это просто желание сохранить оригинальную силовую установку автомобиля. А некоторые парни вынашивают идею взрывать двери всего лишь с помощью 318. Считайте нас в этой последней группе. Мы были заинтригованы разработкой комбо, которое показывает, как на самом деле сделать один забег. Наши цели были просты:
иногда это просто желание сохранить оригинальную силовую установку автомобиля. А некоторые парни вынашивают идею взрывать двери всего лишь с помощью 318. Считайте нас в этой последней группе. Мы были заинтригованы разработкой комбо, которое показывает, как на самом деле сделать один забег. Наши цели были просты:
- Двигатель будет основан на обычном 318.
- Двигатель должен работать на бензине с октановым числом 91 или ниже.
- Распределительный вал должен быть пригодным для ежедневного использования, по крайней мере, в смысле хот-рода.
- В сборке не будет экзотических, редких, необычных или чрезмерно дорогих деталей.
- Детали будут прикручены болтами из коробки без каких-либо особых уловок, массажа или портирования.
- Окончательная мощность преодолеет барьер в 400 л.с.
Сборка
Предметом сборки стал двигатель нашего фастбэка Barracuda 68 года. Модель 318 выдавала почти 200 л. с. на задние колеса со старинным впуском Edelbrock Street Master и четырехкамерным карбюратором, а также двойным выхлопом со стандартными выпускными коллекторами. Выход был не ужасный, но сизый дым и прорыв газов точно были. Двигатель был просто изношен, как мы обнаружили, когда головки были сняты, чтобы выявить износ канала ствола более 0,010 дюйма. Это был идеальный кандидат для нашего наращивания. С целью получить 400 л.с. при вышеупомянутых ограничениях, нам пришлось очень тщательно продумать каждый аспект комбинации.
с. на задние колеса со старинным впуском Edelbrock Street Master и четырехкамерным карбюратором, а также двойным выхлопом со стандартными выпускными коллекторами. Выход был не ужасный, но сизый дым и прорыв газов точно были. Двигатель был просто изношен, как мы обнаружили, когда головки были сняты, чтобы выявить износ канала ствола более 0,010 дюйма. Это был идеальный кандидат для нашего наращивания. С целью получить 400 л.с. при вышеупомянутых ограничениях, нам пришлось очень тщательно продумать каждый аспект комбинации.
Начиная снизу, содержимое блока должно оптимально работать вместе, чтобы достичь наших целей. Выбор поршня является критическим аспектом любой сборки, и в случае с 318 выбор ограничен. Нашими требованиями были поршень с плоской вершиной на нулевой палубе, который обеспечил бы желаемое повышение степени сжатия, а также гарантировал, что у нас будет идеальный зазор для охлаждения, чтобы максимально использовать эффективность сгорания. Стандартные поршни и сменные поршни размещают поршни так глубоко в отверстии, что даже при массивном фрезеровании цель нулевой деки недостижима. К счастью, Кейт Блэк предлагает заэвтектический поршень 318, который соответствует нашим критериям (KB 167). Сборка может быть доведена до нулевой палубы с помощью скромной механической обработки блоков, а поршни являются общедоступной полочной деталью по практичной цене. Для обеспечения герметичности сгорания и требуемых характеристик трения необходимы высококачественные молибденовые кольца. Мы остановились на предложениях Federal Mogul, выбрав их молибденовые кольца с зазорами. Хотя кольца с напильником можно приобрести для нашего размера отверстия, эти кольца больше соответствуют нашим требованиям относительно умеренной стоимости и сборки болтами.
Стандартные поршни и сменные поршни размещают поршни так глубоко в отверстии, что даже при массивном фрезеровании цель нулевой деки недостижима. К счастью, Кейт Блэк предлагает заэвтектический поршень 318, который соответствует нашим критериям (KB 167). Сборка может быть доведена до нулевой палубы с помощью скромной механической обработки блоков, а поршни являются общедоступной полочной деталью по практичной цене. Для обеспечения герметичности сгорания и требуемых характеристик трения необходимы высококачественные молибденовые кольца. Мы остановились на предложениях Federal Mogul, выбрав их молибденовые кольца с зазорами. Хотя кольца с напильником можно приобрести для нашего размера отверстия, эти кольца больше соответствуют нашим требованиям относительно умеренной стоимости и сборки болтами.
Блок с нулевой палубой — пустая трата времени без закалочной головки с закрытой камерой. Хотя практически все высокопроизводительные головки для вторичного рынка имеют эту конфигурацию, мы стремились достичь наших целей без затрат на алюминиевые головки для вторичного рынка. Что касается вариантов производства, то область применения ограничена, поскольку подавляющее большинство серийных мелкоблочных головок были с открытой камерой. Единственным исключением в головках серии LA являются отливки поздней модели 318 с двумя стволами 302 с закрытой камерой. Порты и клапаны в этих головках не обеспечивают достаточного потока для достижения наших целей. С серьезными портами и установленными большими клапанами головки 302 могли бы нам помочь, но эти модификации противоречат нашей цели собрать пакет на болтах. Однако более поздние головки Magnum также имеют закрытые патронники, и с их 1,9Комбинация клапанов 2/1,625 дюйма, эти головки обеспечивают мощность 400 л.с. в правильной комбинации. Головки Magnum предлагают многочисленные преимущества в этом применении. С объемом камеры 59 куб. см эти головки будут обеспечивать степень сжатия около 10: 1 в сочетании с коротким блоком с нулевой декой, использующим типичные 0,040-дюймовые прокладки головки. Вот где, как мы полагали, нам нужно быть, чтобы получить номер мощности.
Что касается вариантов производства, то область применения ограничена, поскольку подавляющее большинство серийных мелкоблочных головок были с открытой камерой. Единственным исключением в головках серии LA являются отливки поздней модели 318 с двумя стволами 302 с закрытой камерой. Порты и клапаны в этих головках не обеспечивают достаточного потока для достижения наших целей. С серьезными портами и установленными большими клапанами головки 302 могли бы нам помочь, но эти модификации противоречат нашей цели собрать пакет на болтах. Однако более поздние головки Magnum также имеют закрытые патронники, и с их 1,9Комбинация клапанов 2/1,625 дюйма, эти головки обеспечивают мощность 400 л.с. в правильной комбинации. Головки Magnum предлагают многочисленные преимущества в этом применении. С объемом камеры 59 куб. см эти головки будут обеспечивать степень сжатия около 10: 1 в сочетании с коротким блоком с нулевой декой, использующим типичные 0,040-дюймовые прокладки головки. Вот где, как мы полагали, нам нужно быть, чтобы получить номер мощности.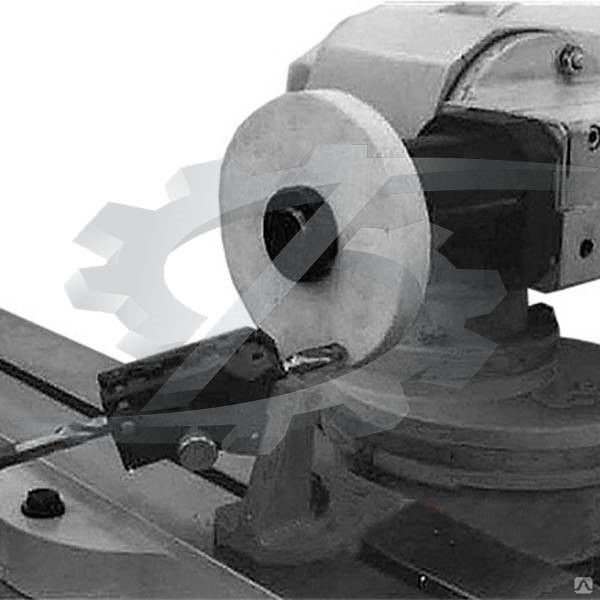 Компоновка Magnum-head имеет отличные рокеры с дополнительным коэффициентом 1,6: 1, в отличие от 1,5: 1 двигателя LA. Это помогает нам достичь отметки в 400 л.с. Другими плюсами Magnum являются легкие 8-миллиметровые штоковые клапаны и обработанные направляющие клапанной крышки с десятью болтами крепления клапанной крышки, чтобы свести к минимуму возможность утечки масла.
Компоновка Magnum-head имеет отличные рокеры с дополнительным коэффициентом 1,6: 1, в отличие от 1,5: 1 двигателя LA. Это помогает нам достичь отметки в 400 л.с. Другими плюсами Magnum являются легкие 8-миллиметровые штоковые клапаны и обработанные направляющие клапанной крышки с десятью болтами крепления клапанной крышки, чтобы свести к минимуму возможность утечки масла.
Таким образом, у нас была основа для нашей сборки: 318-й с нулевой палубой, со спортивными головками Magnum и одноплоскостным воздухозаборником MP. Оставалось только выбрать достаточное количество кулачков для работы. Достичь нашей цели по производительности было бы легко с огромной палкой, но мы работали в разумных пределах. Цель состояла в том, чтобы собрать комбинацию, которая хорошо работала бы на улице. Еще одним соображением был зазор между фиксатором и направляющей головок Magnum. Фиксатор в стандартной головке Magnum физически ударит по уплотнению штока клапана при подъеме 0,530 дюйма, таким образом установив потолок для выбора кулачка. Несмотря на то, что руководство можно легко урезать для большей ясности, мы попадаем в пользовательские моды, которых мы старались избежать. На самом деле, ограничение подъемной силы позволяло бы распредвалу распредвала настолько жирным, насколько мы были готовы работать. Имейте в виду, что почти все характеристики кулачков, указанные для малых блоков Mopar, рассчитаны для двигателя LA с передаточным числом 1,5: 1. Благодаря более высокому передаточному числу 1,6:1 двигателя Magnum не нужен огромный кулачок, чтобы использовать весь доступный зазор. Мы выбрали распределительный вал Competition Cams 280H Magnum, который представляет собой одноступенчатую шлифовку с 280 градусами номинальной продолжительности и 230 градусами продолжительности при подъеме толкателя 0,050 дюйма.
Еще одним соображением был зазор между фиксатором и направляющей головок Magnum. Фиксатор в стандартной головке Magnum физически ударит по уплотнению штока клапана при подъеме 0,530 дюйма, таким образом установив потолок для выбора кулачка. Несмотря на то, что руководство можно легко урезать для большей ясности, мы попадаем в пользовательские моды, которых мы старались избежать. На самом деле, ограничение подъемной силы позволяло бы распредвалу распредвала настолько жирным, насколько мы были готовы работать. Имейте в виду, что почти все характеристики кулачков, указанные для малых блоков Mopar, рассчитаны для двигателя LA с передаточным числом 1,5: 1. Благодаря более высокому передаточному числу 1,6:1 двигателя Magnum не нужен огромный кулачок, чтобы использовать весь доступный зазор. Мы выбрали распределительный вал Competition Cams 280H Magnum, который представляет собой одноступенчатую шлифовку с 280 градусами номинальной продолжительности и 230 градусами продолжительности при подъеме толкателя 0,050 дюйма. Этот кулачок рекламируется как имеющий подъемную силу 0,480 дюйма, но с клапанным механизмом Magnum с более высоким передаточным отношением теоретическая подъемная сила достигает 0,512 дюйма. Это казалось идеальной камерой для нашего комбо. Нам понравился профиль с одним рисунком как дополнение к хорошему коэффициенту потока выхлопных газов головок Magnum, и то, что кулачок максимизировал потенциал подъемной силы готовых головок Magnum.
Этот кулачок рекламируется как имеющий подъемную силу 0,480 дюйма, но с клапанным механизмом Magnum с более высоким передаточным отношением теоретическая подъемная сила достигает 0,512 дюйма. Это казалось идеальной камерой для нашего комбо. Нам понравился профиль с одним рисунком как дополнение к хорошему коэффициенту потока выхлопных газов головок Magnum, и то, что кулачок максимизировал потенциал подъемной силы готовых головок Magnum.
Нарисовав комбинацию карандашом, мы привезли наш станок 318 в компанию Precision Speed and Machine в Делано, штат Калифорния, для обработки. Поскольку мы собирались использовать новые головки блока цилиндров Magnum от Mopar Performance, усилия были сосредоточены на нижней части. Мы решили увеличить диаметр отверстий на 0,040 дюйма, а Precision расточила и отточила блок с учетом молибденовых колец. Мы модернизировали шатуны от слабых ранних 318 штук, перейдя к легко доступным более поздним (73 года и выше) шатунам, которые используются в 318 и 360. Эти шатуны практически не поддаются разрушению в таком приложении, как это. Еще одно обновление заключалось в замене стандартного кривошипа 318 на кованую деталь, так как мы случайно взяли один из 273. Ранние 273 кривошипы имеют другой регистр гидротрансформатора, который создает проблемы в автоматическом приложении, но он легко совместим с четырехступенчатые компоненты. Вращающийся узел отбалансирован нормально.
Эти шатуны практически не поддаются разрушению в таком приложении, как это. Еще одно обновление заключалось в замене стандартного кривошипа 318 на кованую деталь, так как мы случайно взяли один из 273. Ранние 273 кривошипы имеют другой регистр гидротрансформатора, который создает проблемы в автоматическом приложении, но он легко совместим с четырехступенчатые компоненты. Вращающийся узел отбалансирован нормально.
Компания Precision проверила и отремонтировала штоки приклада и установила комплект высокопрочных болтов ARP. Особое внимание было уделено выбору стержней и изменению размеров, чтобы обеспечить набор стержней с практически одинаковой межцентровой длиной. Это очень важно при настройке двигателя с нулевой палубой. Прецизионная линия отточила блок до точных допусков, а затем выровняла блок, чтобы поршни оказались заподлицо с блоком в ВМТ. Обработка проверена точно. Окончательная сборка прошла на одном дыхании, чего и следовало ожидать, учитывая производственные детали и высококачественную машинную обработку.
Замена головок Magnum — это простая замена. Можно использовать все стандартные компоненты, однако двигатели Magnum смазывают клапанный механизм через толкатели, в отличие от двигателей LA. Поскольку все двигатели Magnum были оснащены заводскими распределительными валами с гидравлическими роликами, для использования головок Magnum в сочетании с блоком LA и гидравлическим плоским толкателем требуются толкатели нестандартной длины. Mopar Performance продает комплект толкателя для этого применения (номер по каталогу P5007477). Мы смоделировали нашу комбинацию двигателей (принимая во внимание расположение блоков) и обнаружили, что номер Comp Cam 7960 толкателей длиной 7.650 дюймов подошли идеально. Еще одна отличительная черта конструкции Magnum – вертикальный угол впускного болта, требующий впускного коллектора, характерного для Magnum. У коллекторов Magnum не так много вариантов, как у традиционных малых блоков LA. Mopar Performance предлагает двухплоскостной, а также колоритный одноплоскостной воздухозаборник для этого применения. мы выбрали одноместный самолет. Одноплоскостная, несомненно, будет стоить драгоценного крутящего момента при более низких оборотах, но мы просто не думали, что двухплоскостная – это то, что нужно для достижения нашей цели. Говорят, что Edelbrock вводит RPM-приемник Performer для этого приложения, и он должен оказаться отличной альтернативой.
мы выбрали одноместный самолет. Одноплоскостная, несомненно, будет стоить драгоценного крутящего момента при более низких оборотах, но мы просто не думали, что двухплоскостная – это то, что нужно для достижения нашей цели. Говорят, что Edelbrock вводит RPM-приемник Performer для этого приложения, и он должен оказаться отличной альтернативой.
Собираем его Чтобы увидеть, соответствует ли этот 318 нашим высоким целям, мы привезли нашу свежую мельницу на стенд Westech для динамометрического стенда, чтобы опубликовать некоторые цифры. Собранный длинный блок получил распределитель MSD и провода, набор ступенчатых коллекторов tti 15/8–13/4 дюйма и карбюратор 750 Mighty Demon — все лучшие компоненты, в использовании которых мы были уверены. Модель 318 заработала, и мы прогнали двигатель через обычный цикл обкатки, установив распределитель на 34 градуса общего времени. На холостом ходу 318-й звучал сладко, контролируя 10,5-дюймовый вакуум и демонстрируя мягкую петлю. С первым реальным рывком мы зафиксировали 383 л.с. при 6200 об/мин, мощная мощность, но немного отстающая от нашей цели в 400 л.с. Одно было ясно: маленький 318-й действительно любил набирать обороты. Последовала временная петля, когда мы стремились определить идеальное время и нашли наилучшую общую кривую с полным опережением, установленным на 36 градусов. Мощность увеличилась лишь незначительно, теперь она составляет 385 при тех же 6200 об/мин. Последовала петля струи, но после нескольких смен струи ничего не было обнаружено.
С первым реальным рывком мы зафиксировали 383 л.с. при 6200 об/мин, мощная мощность, но немного отстающая от нашей цели в 400 л.с. Одно было ясно: маленький 318-й действительно любил набирать обороты. Последовала временная петля, когда мы стремились определить идеальное время и нашли наилучшую общую кривую с полным опережением, установленным на 36 градусов. Мощность увеличилась лишь незначительно, теперь она составляет 385 при тех же 6200 об/мин. Последовала петля струи, но после нескольких смен струи ничего не было обнаружено.
Мы отметили, что свежий двигатель создавал максимальное давление масла 95 фунтов на квадратный дюйм при использовании масла 20w-50, которое мы использовали для обкатки. Казалось, что масло с более низкой вязкостью будет стоить пару цифр, и что еще лучше, хорошая синтетика может добавить еще больше мощности. Мы слили поддон для заливки 10w-30 Royal Purple и обнаружили больше, чем ожидали, с мощностью до 394 л при 6100 об/мин. Мы были мучительно близки к отметке 400, и нам еще предстояло попробовать один или два трюка. Между впускным коллектором и карбюратором была зажата 1-дюймовая коническая проставка Wilson, и мы получили отменный результат — 400 л.с. на носу при 6150 об/мин!
Между впускным коллектором и карбюратором была зажата 1-дюймовая коническая проставка Wilson, и мы получили отменный результат — 400 л.с. на носу при 6150 об/мин!
Dyno ResultsSuperflow 901 DynoTested At Westech
| Mopar 318 | |||
| Об/мин | HP | ТК | |
| 3000 | 190 | 332 | |
| 3 500 | 241 | 376 | |
| 4000 | 286 | 376 | |
| 4 500 | 321 | 375 | |
| 4 900 | 357 | 382 | |
| 5 000 | 363 | 381 | |
| 5 500 | 388 | 371 | |
| 6000 | 398 | 348 | |
| 6 200 | 400 | 339 | |
| 6 500 | 393 | 318 | |
 За несколько минут мы накинули комплект Nitrous Works, чтобы наказать нашу маленькую 318.
За несколько минут мы накинули комплект Nitrous Works, чтобы наказать нашу маленькую 318. Power Squeeze Хотя 400 л.с. от двигателя 318, собранного на болтах, может показаться достаточным, мы решили, что с небольшим количеством газа наш маленький двигатель сможет отправиться на охоту за крупной дичью. С заэвтектическими поршнями KB мы решили сохранить закись азота умеренной и разумной, чтобы выследить некоторых из более выносливых уличных зверей, с которыми мы можем столкнуться. Имейте в виду, что у KB есть очень специфические требования к зазору в конце кольца для использования закиси азота, и их необходимо соблюдать во время сборки, если от двигателя с закисью требуется какой-либо ожидаемый срок службы. Мы выбрали пластинчатую систему Nitrous Works со струйным дозированием, которую можно быстро и легко добавить к любому двигателю. План состоял в том, чтобы добавить 100 л.с. к нашей мощности без наддува, не слишком много, но достаточно, чтобы действительно заметить.