Заварить нержавейку: чем и как лучше варить нержавейку в домашних условиях
alexxlab | 20.12.1984 | 0 | Разное
Как варить “нержавейку” без деформации – Аргонодуговая сварка — TIG
#1 Павел20181927
Отправлено 24 November 2014 23:04
Приятное время суток, друзья!!!
Подскажите пожалуйста как варить тонкую листовую нержавейку Aisi 304 , чтобы ее не “вело” (деформировало)?
Как варить решетки из полосы для трапов (ячейка 30х30мм, полоса 30х3, габариты от 250х250) чтобы их не “ломало” и сохранялась плоскостность (“вело”)?
Слышал, вот такие вещи:
Снятие напряжений
– Все напряжения снимаются при отпуске 560-660 градусов (отпуск – это нагрев детали до заданной температуры и охлаждение на воздухе).
– При достижении температуры 760 градусов происходит восстановление хрома в области шва и снимаются все напряжения.
– Однако доказано, что напряжения отлично снимаютя на тонкостенных деталях при проколачиванием мотолками шва непосредвственно после сварки при температурах до 100 градусов.
Сообщение отредактировал Миротворец: 26 November 2014 09:34
- Наверх
- Вставить ник
#2 selco
Отправлено 24 November 2014 23:13
Подскажите пожалуйста как варить тонкую листовую нержавейку, чтобы ее не “вело” (деформировало)? Как варить решетки из полосы для трапов (ячейка 30х30мм, полоса 30х3, габариты от 250х250) чтобы их не “ломало” и сохранялась плоскостность (“вело”)?
Вы нарисуйте примерно что за изделие из тонкой нерж. и где будут швы. Тоже самое и с решеткой, её можно по разному сварить.
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#3 демонстратор
Отправлено 25 November 2014 09:21
при проколачиванием мотолками шва
Перед поколачиванием ( ячейка 30х30 vs молоток))) изучите возможность отвести тепло (часто используют медные обклады), и возможность надежной фиксации (прижима изделия), А вообще
нарисуйте примерно
– так предметней будет.
- Наверх
- Вставить ник
#4 MityMouse
Отправлено 25 November 2014 09:50
Павел20181927, Вы, подобно многим товарищам, путаете термины “деформация” и “напряжения”. Это совершенно разные вещи. Деформации конструкции возникают под действием сварочных напряжений. Толстостенная конструкция является жёсткой и под действием внутренних напряжений не деформируется, поэтому напряжения накапливаются внутри конструкции. Опасны они тем, что при нагружении детали рабочей нагрузкой сварочные напряжения суммируются с напряжениями, вызванными нагружением и деталь может выйти из строя. Поэтому применяют различные методы снятия напряжений (термичка, предварительное нагружение, вибрационные методы и т. д.). Тонкостенная конструкция менее жёсткая, чем толстостенная, поэтому напряжения, возникающие после сварки сразу вызывают деформацию и, соответственно, релаксируют.
Сообщение отредактировал MityMouse: 25 November 2014 09:50
- Наверх
- Вставить ник
#5 мутный
Отправлено 25 November 2014 10:45
Толщина пластины 2мм,для сварки пришлось мостить охлаждение детали.
- Наверх
- Вставить ник
#6 Павел20181927
Отправлено 25 November 2014 23:13
Приятное время суток, друзья!!!
Всем спасибо за ответы!!!
Вот пример:
надо сварить теплообменник, толщина листа 1мм, диаметр трубок около 38 мм, стенка 1мм, сталь aisi 430 либо 409
Как сварить так, чтобы лист после сварки остался плоским?
Кстати, если кто знает, какой марки присадочный пруток лучше для этих сталей взять, от него зависит насколько сильные будут напряжения, вызывающие деформации?
Серый это фото иностранного теплообменника, там как видно все “ровно”.
Завтра еще примеры выложу того, что не получается…
Прикрепленные изображения
- Наверх
- Вставить ник
#7 laguna
Отправлено 26 November 2014 00:41
Судя по брызгам (фото нр. 1) теплообменник варился не ТИГ сваркой, а значит и нагрев был значительно меньше. Не являюсь спецом в автоматической сварке, но мог быть и такой вариант. Для сварки теплообменников, рабочих столов и подобных “вварышей” есть орбитальные установки (где бы взять…)
1) теплообменник варился не ТИГ сваркой, а значит и нагрев был значительно меньше. Не являюсь спецом в автоматической сварке, но мог быть и такой вариант. Для сварки теплообменников, рабочих столов и подобных “вварышей” есть орбитальные установки (где бы взять…)
В Вашем случае, нужно найти вариант максимального охлаждения изделия. Минимально возможный сварочный ток, желателен импульсный режим и 1.0 мм присадка. Ну и терпения
- Наверх
- Вставить ник
#8 selco
Отправлено 26 November 2014 00:46
надо сварить теплообменник, толщина листа 1мм, диаметр трубок около 38 мм, стенка 1мм, сталь aisi 430 либо 409 Как сварить так, чтобы лист после сварки остался плоским?
Не когда не варил теплообменники, но видется так, надо подогнать все точно (не как у вас на фото, одна трубка выше другая ниже) , собрать весь теплообменник на прихватки и варить без присадки телом трубки очень быстро не перегревая.
Кто то наверняка варил такое и подскажут вам. http://www.chipmaker.ru/topic/123273/
Сообщение отредактировал selco: 26 November 2014 21:00
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#9 Max77
Отправлено 26 November 2014 06:00
Павел20181927,С теплоообменниками из тонкого металла тем более нержи не сталкивался.Но ВХ воздухный охладитель он здоровый конечно ,трубная доска прим. 30 мм. чернуха 6 рядов трубок чернуха в алюминиевом оребрении.Видел перлы чуваки варили и после сварки доска к которой трубки варились выгибалась как коромысло.То есть на длине метра полтора ,если шнурок от краев натянуть по плоскости в центральной части мм.
Сообщение отредактировал Max77: 26 November 2014 06:02
- Наверх
- Вставить ник
#10 Павел20181927
Отправлено 26 November 2014 20:46
Привет, друзья!
Спасибо за ответы!
Буду своим тело пробовать. ..
..
А вот еще один экземпляр, после сварки его очень сильно деформировало, фото нет, уже сдали деталь.
Как такие вещи правильно варить?
Мы ее прижимали, делали “преднатяг” и т.д.
Прикрепленные изображения
- Наверх
- Вставить ник
#11 АВН
Отправлено 26 November 2014 20:55
Павел20181927, по трубной доске: Своим телом конечно неплохо, но очень желательно сделать хороший теплоотвод. Вплоть до того, что (если возможно) опустить нижнюю часть трубок в воду. По эскизам: При возможности обжать по периметру и центру к плите и как обычно от середины к краям, обратно-ступенчато, вразброс – ничего нового. При всём желательно сначала сделать по две прихватки на каждую трубу/планку, чтобы не вело по диагоналям.
При всём желательно сначала сделать по две прихватки на каждую трубу/планку, чтобы не вело по диагоналям.
- Наверх
- Вставить ник
#12 selco
Отправлено 26 November 2014 22:14
А вот еще один экземпляр, после сварки его очень сильно деформировало, фото нет, уже сдали деталь. Как такие вещи правильно варить? Мы ее прижимали, делали “преднатяг” и т.д.
Мало информации, чем варили РАДС или ПА и с полным проваром прутка или частичным (прихватками) , в какой последовательности. Может чуть конструкцию самой решетки изменить, прутки выше положить.
http://www.stalprom….tchatyj-nastil/
Сообщение отредактировал selco: 26 November 2014 23:34
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#13 Павел20181927
Отправлено 26 November 2014 23:45
Спасибо Всем, за ответы!
Расскажу как мы варили:
1. Сварка TIG постоянным током, с присадочным прутком ф1,6 (пробовали еще с ф1мм и своим телом)
Сварка TIG постоянным током, с присадочным прутком ф1,6 (пробовали еще с ф1мм и своим телом)
2. Варили в той последовательности, как на картинке…
3. Прижимали по периметру и в центе
4. Сварка с полным проваром прутка
5. Проварив верхнюю стороны, переворчивали, прижимали и проваривали низ.
АВН я Вас не понял, как Вы предлагаете варить (При возможности обжать по периметру и центру к плите и как обычно от середины к краям, обратно-ступенчато, вразброс – ничего нового)?
Укажите пожалуйста, если есть возможность цифрами в какой последовательности (как у меня на картинке) как тут обратно-ступенчато вразброс варить?
Указал только первые пять шагов, остальные прутки в такой же хронологии варили.
Перед сваркой естественно все сначала наприхватывали.
Прикрепленные изображения
- Наверх
- Вставить ник
#14 АВН
Отправлено 26 November 2014 23:55
Ничего нового.
Павел20181927, на Вашей схеме должно быть примерно в пять (как минимум) раз больше “овалов”. Но если уж так хочется: 1; 2-4; 3-5; 5-2; 3-4; 1,5 -2; 1,5 – 3; 1,5 – 4; 1,5 – 5; и т.п.
Сообщение отредактировал АВН: 26 November 2014 23:56
- Наверх
- Вставить ник
#15 Гефест
Отправлено 27 November 2014 02:09
Павел20181927, Еще есть спиральная траектория обвара – две спирали влево и вправо, от центра, усредняет термическое вложение в деталь, но АВН её уже и показал – это по факту спиральный обвар, на будущее он пригодится на ОПК, я это беру из сварки дверей – где точками нужно было “протянуть” листы так, чтобы было как зеркало, и из волнами вело.
Еще “замок” прихватки блокируют шов, который будет в середине, но этот способ не особо хорош на больших толщинах – все равно ведет (прихватка работает на срыв).
Сообщение отредактировал Гефест: 27 November 2014 02:19
- Наверх
- Вставить ник
#16 Павел20181927
Отправлено 27 November 2014 20:35
Приятное время суток, друзья!
Спасибо за ответы!
Прошу прощения, за мой кретинизм, но я все рано ни чего не понял…
Я еще не настолько опытен, чтобы мне было достаточно сказать: Оооо да, тут все понятно… обратно-ступенчато, вразброс – ничего нового! И я все сварил как надо.
Подскажите пожалуйста поподробнее, по пунктам (прямо по цифрам на картинке) в как варить, причем мы сначала верхнюю сторону варим у решетки, потом переворачиваем и нижнюю варим, так что если можно последовательность швов на верхней стороне и нижней подскажите.
Заранее СПАСИБО!!!
Прикрепленные изображения
- Наверх
- Вставить ник
#17 Гефест
Отправлено 28 November 2014 07:31
1-56 49-8 10-оппозитно 58-оппозитно, НО – надо варить сверху затем снизу, иначе даже при таком порядке её выгнет ровно полусферой вверх, и нижние швы станут лишь увеличивать напряжения. Самое главное есть переход с диагонального порядка на шахматный, мне трудно определить номера внутри, ждем картинки с полной координатной сеткой, нарисуем, порядков вообще несколько, с разной степенью конечной деформации, и у каждой конечной своя стратегия обвара\отвода тепла. У решеток есть общий КТРК (коэффициент температурного расширения\деформации конструкции, который зависит от самого материала и рабочего тока\тепловложения на рабочую операцию). Для каждого порядка – рабочий ток нормирован, можно и на 350 А – но стратегия обвара резко поменяется.
Самое главное есть переход с диагонального порядка на шахматный, мне трудно определить номера внутри, ждем картинки с полной координатной сеткой, нарисуем, порядков вообще несколько, с разной степенью конечной деформации, и у каждой конечной своя стратегия обвара\отвода тепла. У решеток есть общий КТРК (коэффициент температурного расширения\деформации конструкции, который зависит от самого материала и рабочего тока\тепловложения на рабочую операцию). Для каждого порядка – рабочий ток нормирован, можно и на 350 А – но стратегия обвара резко поменяется.
Будет полная координатная сетка, либо АВН либо кто то еще поставит рабочий порядок, но правило одно – шов с фронта – шов с тыла – самый сбалансированный метод.
Есть спираль с расширением к центру, но она требует тыльной подварки на каждый шаг операции.
Если я ошибаюсь, то АВН либо его класса участник поставит тут коррекцию, я не знаю параметров материала, а у него есть скачки на “уводке”.
Сообщение отредактировал Гефест: 28 November 2014 07:55
- Наверх
- Вставить ник
#18 MityMouse
Отправлено 28 November 2014 08:33
Павел20181927, Исходя из моего опыта, может старшие товарищи поправят, корень зла – сварка поочерёдно с одной и другой стороны. Как мне думается, проблему можно решить двумя способами. 1) Подобрать соответствующий контрпрогиб при первичном закреплении детали (подложить под центр решётки кусок металла, а края – прижать). При правильно подобранном контрпрогибе деталь, после проварки одной стороны и снятия зажимов остаётся слегка деформированной таким образом, что после переворота “пупок” остаётся по прежнему в центре. После обварки второй стороны он должен уйти. 2) После первого прижатия к плите варить только вертикальные участки кольцевых стыков, оставляя незаваренными участки сверху и снизу, со стороны плиты. Затем снять изделие с плиты и обварить оставшиеся куски на весу (обязательно на каждом стыке оба сразу). Раскладка швов в данном случае, на мой взгляд, вторична. Предлагаю варить как варятся все решётчатые конструкции, крепим сначала углы диагонально, потом постепенно переходя от одного угла к другому обвариваем угловые четырёхугольники, потом улиткой от центра к краям.
Как мне думается, проблему можно решить двумя способами. 1) Подобрать соответствующий контрпрогиб при первичном закреплении детали (подложить под центр решётки кусок металла, а края – прижать). При правильно подобранном контрпрогибе деталь, после проварки одной стороны и снятия зажимов остаётся слегка деформированной таким образом, что после переворота “пупок” остаётся по прежнему в центре. После обварки второй стороны он должен уйти. 2) После первого прижатия к плите варить только вертикальные участки кольцевых стыков, оставляя незаваренными участки сверху и снизу, со стороны плиты. Затем снять изделие с плиты и обварить оставшиеся куски на весу (обязательно на каждом стыке оба сразу). Раскладка швов в данном случае, на мой взгляд, вторична. Предлагаю варить как варятся все решётчатые конструкции, крепим сначала углы диагонально, потом постепенно переходя от одного угла к другому обвариваем угловые четырёхугольники, потом улиткой от центра к краям.
- Наверх
- Вставить ник
#19 Гефест
Отправлено 28 November 2014 11:32
Есть два зверских способов коррекции – первый “машкой” с замаха 1. 5 метра, второй – обвар любым способом и измерение “косяка” штангелем и струбцинами, далее по нарисованной волне и искажениям рисуется контр-фигура порядка обвара, а первый образец зверски корректируется “машкой”.
5 метра, второй – обвар любым способом и измерение “косяка” штангелем и струбцинами, далее по нарисованной волне и искажениям рисуется контр-фигура порядка обвара, а первый образец зверски корректируется “машкой”.
- Наверх
- Вставить ник
Чем варить нержавейку? – статьи о металлообработке в блоге Profbau.ru
Работа с нержавейкой – дело непростое. Чтобы сварное соединение получилось надежным, мастер учитывает состав материала, его физические свойства.
Почему сварка нержавейки – тяжелый процесс?
Металл – сплав высоколегированный, что значительно усложняет всю работу. В нержавейке высокое содержание хрома (до 30 %), который влияет на свойства всего сплава. С одной стороны, чем больше в составе хрома, тем сильнее металл защищен от коррозии, однако с другой стороны, этот элемент влияет на свариваемость материала. Поэтому, прежде чем приступить к сварочным работам, изучают все свойства стали.
Есть у нержавеющей стали одно свойство – из-за экстремально высокой температуры она меняется в размерах, что может стать причиной серьезной деформации. Если между свариваемыми деталями нет зазора, сами по себе они имеют ощутимую толщину, есть риск возникновения крупных трещин.
Минимальная теплопроводностьГлавное отличие нержавейки от низкоуглеродистого материала – минимальная теплопроводность. За счет этих особенностей при сварочных работах достигается высокий уровень плавления. Для плавления заготовок потребуется на 20 % меньше значений тока.
Коррозия (межкристаллитная)Если нержавейку нагреть на 500 °С, можно обнаружить межкристаллитную коррозию: по краям металла образуются железные и хромированные прослойки. Чтобы этого не допустить, нужно внимательно подходить к выбору сварочного режима: никакого перегрева металлических заготовок.
Не менее эффективный способ – периодическое охлаждение свариваемых стальных элементов: для этого подойдет обычная холодная вода или режим обдува. Но водой охлаждают только стальные детали из сплава хрома, никеля: у них аустенитная текстура.
Но водой охлаждают только стальные детали из сплава хрома, никеля: у них аустенитная текстура.
Из-за повышенного электросоединения, низкой теплопроводности сварка стальных деталей может стать причиной перегрева электродов: у расходников стержни изготовлены из сплава – никель, хром. Это не самое лучшее развитие событий, которого несложно избежать: для сварки нержавейки понадобятся электроды длиной до 35 см.
Самые известные способы сварки материалаПоскольку в нержавейке много хрома, для ее сварки выбирают следующие методы:
- Аргонодуговой (нужно выбрать режим AC/DC тиг, электроды из вольфрама).
- Полуавтомат. Работы проводятся в среде аргона, присадкой выступает проволока из нержавеющего материала.
- Холодный. Работы выполняют под максимальным давлением. Холодным сварочным процессом этот способ называется, потому что не предусмотрено плавление металла.
- Ручной – для ММА сварки требуются покрытые электроды.

Прежде чем заняться сваркой заготовок из нержавейки, нужно обезжирить (бензином или ацетоном) и зачистить стыки и все поверхности. Такая подготовка позволяет уменьшить пористость шва, обеспечить мощность, стабильность сварочной дуги, получить качественный результат.
Вид сварки, всю технологию выбирает мастер. Обычно специалисты обращают внимание на технические особенности материалов, представления о будущей конструкции.
Сварочный процесс по типу ММАММА – наиболее популярная технология, для применения которой нужны покрытые электроды. Это простейший способ, его применяют дома – справятся и начинающие мастера. Из минусов – не самый аккуратный шов.
Главная причина популярности методики – ее простота. Сварщику следует только заранее позаботиться о приобретении сварочного оборудования, о выборе расходников (только так удастся получить надежный стык).
При работе с нержавеющей сталью выбирают один из видов расходников:
- Покрытие из магния и кальция – требуется только обратная полярность и DC;
- Рутиловое покрытие – те же условия, но нужны электроды из двуокиси титана.
 Стоит учитывать большое количество брызг от плавящегося металла, стабильное горение.
Стоит учитывать большое количество брызг от плавящегося металла, стабильное горение.
Марку электродов выбирают, ориентируясь на ГОСТ: здесь есть информация о составе металлов. Узнав марку металла, легче сразу выбрать электрод для работы со сталью.
Сварка нержавеющего материала в аргонеДля сварки в защитной среде нужны электроды из вольфрама: это простейшая технология для создания прочных соединений дома. Чаще всего к технологии обращаются при ремонте трубопроводов для перемещения газов и жидкостей. Среди особенностей технологии:
- Перед работой нужно проверить степень легирования элементов и проволоки (показатель у расходников выше).
- На режим работы влияет толщина заготовки. Это относится к параметрам, диаметру расходников, электрода, расходу газа, скорости работ.
- Методика подходит для работы на AC/DC.
- При сварке металла нужно избегать колебательных движений. Иначе нарушается зона сварки и окисляется металл.
- В рабочей зоне нет места для вольфрама, поэтому для поджигания дуги используют бесконтактный способ.
 В качестве альтернативного варианта предусмотрен розжиг в угольной плите, затем сварочную дугу переносят на стык.
В качестве альтернативного варианта предусмотрен розжиг в угольной плите, затем сварочную дугу переносят на стык.
Практикующие мастера знают, как расходовать электрод из вольфрама экономично. Сделать это несложно: нужно только каждые 15-20 секунд отключать подачу газа. Такие простые действия исключают риск окисления вольфрама: нет контакта с кислородом после завершения процесса.
Полуавтомат мало чем отличается от полноценного процесса. Единственный момент – проволока подается автоматически, что ускоряет сварочный процесс. За счет полуавтомата можно попробовать и иные способы для соединения стальных заготовок:
- Импульсный – самый универсальный и бюджетный способ. Он дает возможность соединять заготовки любых размеров.
- Струйный перенос – методика позволяет соединять толстостенные элементы.
- Короткая дуга – методика для сварки деталей с минимальной толщиной.
Способов сварки нержавеющего металла много, но большинство из них не универсальны и подходят только для конкретных ситуаций. Для применения этих способов требуются дополнительная оснастка и аппараты:
Для применения этих способов требуются дополнительная оснастка и аппараты:
У сварки лазерным лучом есть неоспоримые преимущества:
- даже при длительном температурном воздействии металл остается прочным, не деформируется в зоне сварки;
- на поверхности сварного шва не будет трещин, при этом он быстро остывает;
- структура шва состоит из маленьких зерен;
- лазерная сварка подойдет для нескольких отраслей – автопромышленность, тракторостроение, монтаж трубопроводов, производство с/х техники.
Уникальность технологии заключается в том, что во время сварки не плавится металл. От формы, особенностей соединения зависит, на какие части заготовки будет оказываться давление. За процессом интересно наблюдать: кажется, что детали друг в друга вливаются.
Контактная сваркаСварочный процесс проходит по роликовому, точечному способу. Этот метод позволяет соединить листы из нержавеющего металла со стенками толщиной 2 мм. Специальное оборудование приобретать не нужно: подойдет тот же аппарат, что и для работы с другими металлами.
Этот метод позволяет соединить листы из нержавеющего металла со стенками толщиной 2 мм. Специальное оборудование приобретать не нужно: подойдет тот же аппарат, что и для работы с другими металлами.
Роль нержавеющей стали сегодня сложно переоценить: у металла долгая история, с ним связано несколько интересных фактов.
- Нержавеющая сталь «появилась» в 1915 году: Гарри Брирли заметил, что сталь с примесью не ржавеет. Но тогда еще ученый не понимал, что делать с этим наблюдением.
- Первыми использовать нержавейку стали мастера, изготавливающие пистолеты и ружья.
- Существует 150 видов нержавейки – разная плотность, качество, влияние на окружающую среду. Такое большое число видов металла расширило сферу его применения – теперь это не только оружие, но и бытовая утварь.
- Температура плавления металла достигает 8000 °С, поэтому кухонная плита, другие предметы из нержавейки останутся целыми даже после пожара.
- Жители США используют нержавеющую сталь вместо мыла – если потереть ее о ладони, можно устранить любые запахи.

- Некоторые виды нержавейки притягиваются магнитом.
- По статистике, на каждого россиянина приходится 230 кг материала.
- Найти нержавейку несложно, но мошенники все равно нередко ее подделывают – если через 3 часа на материале появятся рыжие пятна, это подделка.
Компания «ПрофБау» выполняет все виды сварочных работ, работает с нержавейкой. Среди наших плюсов:
- оперативная работа с любыми металлами;
- квалифицированные, опытные сварщики – от мастеров зависит надежность, долговечность готового изделия;
- аккуратный, ровный, тонкий сварочный шов, эстетичность готовой работы;
- профессиональное, современное оборудование.
Компания «ПрофБау» работает в любых отраслях, с разными конструкциями. Мы предлагаем бесплатную консультацию во время работы и после ее завершения. Кроме базовых сварочных работ, мы выполняем покраску изделий и порошковое покрытие.
Ознакомиться с актуальными расценками, отзывами наших клиентов и всеми видами услуг вы можете на сайте. Оставляйте заявку или звоните в любое удобное время по номеру +7 (495) 138-25-25.
доступные способы сваривать, чем лучше, как дома, чем тонкую
Нержавеющая сталь имеет широкое применение во многих сферах благодаря отличным техническим характеристикам:
- высокая стойкость к окислению;
- долговечность использования конструкций из нержавейки;
- прочность;
- эстетичность готового изделия;
- простота обработки различными способами.
Самым эффективным методом работы с коррозионностойкими сталями является сварка.
О том, чем варить нержавеющую сталь при решении определенных задач, будет проанализировано в данной статье.
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность — обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов — 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения — 35-75 А, электрод Ø — 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка — 2 мм.;
- переменный ток, 45-85 А, Ø — 2 мм.
Необходимые меры предосторожности
При выборе любой технологии сварки соблюдают следующие правила безопасности:
- Нельзя применять неисправные аппараты. Основные блоки оборудования проверяют перед началом работы. Провода не должны иметь повреждений. При необходимости кабели заменяют.
- Для работы подходят только новые электроды с неповрежденным покрытием. Использование треснутых стержней недопустимо.
- Рабочее место обустраивают заранее. Из зоны сварки убирают легковоспламеняющиеся жидкости и материалы, посторонние предметы, способные затруднять процесс.
- При работе применяют сварочную маску, специальный костюм, перчатки, кирзовые сапоги. Возле оборудования стелют диэлектрический коврик, исключающий вероятность поражения человека током.
- Помещение снабжают мощной вентиляционной системой.
- Работу ведут на специальном столе. Не рекомендуется держать детали на весу.
- При использовании инертного газа или кислорода на сварочном столе не должно быть следов масел.

Рекомендуем к прочтению Как сваривать нержавеющую сталь электродами
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода — 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка — 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня — 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника — 4 мм.
Сваривание производится постоянным током обратной полярности.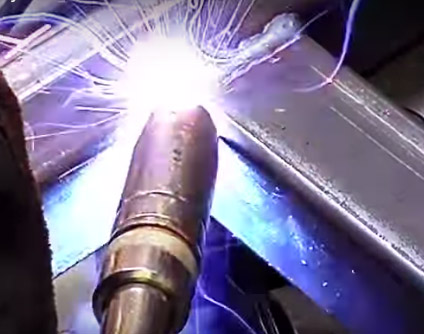
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать «замок», чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.

Читать также: Какой провод нужен для заземления частного дома
Полезное видео
Техника ведения шва неплохо снята крупным планом и показана в данном ролике. Тут нет пояснений, но четко показано, как это выглядит.
И еще один ролик.
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных температурах.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
| 1 | 30 — 40 | 12 |
| 1,5 | 40 — 60 | 13 |
| 2 — 3 | в пределах 80 | 14 — 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество — возможность проведения сварки практически во всех пространственных положениях, кроме вертикального «сверху-вниз».
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня — 2 мм.
 ;
; - толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка — 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения — 90-130, Ø расходника — 4 мм.
Технология и правила работы
Правильный выбор метода сварки черного металла с нержавейкой помогает получить прочное долговечное соединение.
Подходящие режимы
Для соединения деталей из разнородных материалов чаще всего применяют следующие технологии:
- электродуговую сварку с плавкими электродами;
- работу в аргоновой среде с неплавкими вольфрамовыми стержнями и присадочной проволокой или без таковой.
Для получения качественного шва электродуговым способом применяют электроды для сварки нержавейки.
Аргонодуговой метод подразумевает использование проволоки из стали с легирующими добавками: никелем, хромом, марганцем. Шовный материал должен содержать больше нержавейки, рекомендуемая концентрация этого металла – 40-60%.
Электроды для сварки нержавейки и их классификация
От правильности выбора стержней зависит стабильность сварочной дуги, качество получаемого шва. Для работы с черметом и нержавейкой применяют переходные электроды следующих марок:
Для работы с черметом и нержавейкой применяют переходные электроды следующих марок:
- ОЗЛ-25Б, используемые для сварки деталей из жаропрочных сталей;
- НИАТ-5, применяемые для работы с аустенитными материалами;
- ЦТ-28, предназначенные для сварки содержащих никель сплавов;
- Э50Ф, применяемые для работы с термостойкими металлами.
Рекомендуем к прочтению Как сваривать нержавеющую сталь электродами
При силе тока до 60 А используют стержни толщиной 2 мм. Если значение достигает 80 А, диаметр электрода должен составлять 3 мм.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут «забирать» часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 — распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Завершающий этап
Качество соединения проверяют до зачистки нержавейки после сварки. Если нет трещин, приступают к удалению окалины, сажи, чтобы на металле образовался оксидный слой. Это делают двумя способами:
- механическим с помощью железной щетки, наждачки, шлифовального инструмента;
- химическим, используя соляную и серную кислоту с последующей промывкой поверхности.
После обработки рабочей зоны на шов накладывают пассивирующий слой.
Самостоятельный монтаж или ремонт металлоизделий из нержавейки требует определенной квалификации от сварщика. Важно учитывать особенности сплава, правильно подобрать электроды, параметры тока. Особенно аккуратно нужно обращаться с тонкостенными деталями. Они быстро разогреваются, деформируются.
Важно учитывать особенности сплава, правильно подобрать электроды, параметры тока. Особенно аккуратно нужно обращаться с тонкостенными деталями. Они быстро разогреваются, деформируются.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.

Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине. Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая. Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.

Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах.
 Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%. - линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
Электроды ММА для нержавеющих сталей
Вопрос №2. В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется. Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3 Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали. Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами. В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Среди множества сталей, по некоторым данным их общее количество насчитывает около 600 наименований, особняком стоят нержавеющие (коррозионностойкие). Состав этих сталей позволяет их использовать в различных условиях эксплуатации, например, на морском воздухе или в химически агрессивных средах.
Из нержавейки производят трубопроводную арматуру, емкости, в том числе, работающие под давлением и многие другие детали и агрегаты. Для соединения между собой частей трубопровода устанавливают разъемное или неразъемное соединение. Для первого типа востребованы фланцы, муфты и пр. Для создания неразъемных соединений (стыков) используют сварку.
Надо понимать, что наличие в составе нержавеющих сталей различных элементов, предъявляет особые требования к способу соединения и материалов для этого используемых.
Читать также: Как убрать супер клей с кожи рук
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Почему важно использовать специальные электроды для сварки нержавейки
Нержавейка, с момента ее появления на рынке металлов широко используется для производства деталей и сборочных единиц, которые применяют в различных отраслях. Популярность нержавейки обусловлена не только ее стойкостью к воздействию коррозии, но и рядом других свойств. К ним можно отнести, высокие прочностные параметры, внешний вид, длительность эксплуатации. Но сплавы этого класс обладают одним существенным недостатком – плохая свариваемость. Надо сказать, что такой недостаток существенно осложняет работу с нержавейкой. Она обусловлена рядом причин, в частности:
Она обусловлена рядом причин, в частности:
- Нержавеющие сплавы имеют низкую теплопроводность. Этот показатель в два раза меньше, чем у традиционных углеродистых сталей. Именно поэтому, во время выполнения сварочных работ этот материал хуже отводит излишнее тепло, возникающее в процессе работы. Такое явление привело к тому, что для уменьшения тепла, используют сварочный ток на 15-20% меньший, чем тот, который необходим для сварки черных сплавов.
- Во время соединения изделий из нержавеющей стали с большой массой между заготовками необходимо оставлять довольно большой зазор. Если это требование проигнорировать, то в металле, который расположен рядом со швом будут появляться трещины микроскопического размера. Их наличие приведет к тому, что будет снижено качество соединения, в том числе и его надежность.
- При сварке нержавеющей стали, в зоне шва образуется зона высокого электрического соединения. Соответственно это приводит к сильному нагреву инструмента. Именно это и определило то, что для выполнения сварочных работ необходимо использовать специальные расходные материалы по нержавейке, предназначенные для работы с такими сталями.
 Их выбирают на основании маркировки нанесенной на коробку или на сами расходники.
Их выбирают на основании маркировки нанесенной на коробку или на сами расходники.
Как сваривать нержавеющую сталь
Широкое распространение этого вида металла привело к активной разработке методов сваривания. Сварка нержавеющей стали производится практически всеми наиболее распространенными способами — ручной дуговой MMA, вольфрамовым электродом в атмосфере аргона TIG, полуавтоматами в инертной атмосфере — MIG/MAG, лазером.
Но в отличие от обычной, углеродистой стали, при сварке нержавейки используются особые подходы, благодаря ее сложному химическому составу и физическим свойствам. Основными параметрами, затрудняющими сварку являются:
- температура плавления ниже, чем у углеродистых сталей;
- значительное тепловое расширение;
- низкая теплопроводность.
Как правило, нержавеющая сталь перед сваркой прогревается. Не требуют нагрева сплавы с содержанием углерода менее 0,20%. Но детали из металла толщиной более 30 мм следует нагреть до температуры около 150 0С. Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
ММА-сварка
Ручная дуговая сварка ММА производится с использованием двух типов электродов. Первые — с основным покрытием (карбонаты кальция и магния) применяются при сварке постоянным током на обратной полярности (электрод подключен к положительному полюсу аппарата).
Вторым типом электродов, рутиловыми, сварить нержавейку можно как при переменном, так и при постоянном токе обратной полярности. При работе с нержавейкой эти электроды намного удобнее, чем основные — меньше разбрызгивается расплав и лучше держится дуга. Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
TIG-сварка
Аргонодуговой метод используется при сварке тонкой листовой стали. Производится в полностью аргоновой или аргоно-гелиевой атмосфере. В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.
MIG MAG-сварка
Сварочные работы в полуавтоматическом режиме производятся в атмосфере смеси газов 98%Ar / 2%CO2. Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
В этом виде сварки используются различные техники:
- короткой дугой;
- со струйным переносом;
- импульсной.
Короткая дуга, как правило, используется при работе с тонкими металлами, струйный перенос — с более габаритными элементами.
Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла.
При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Сварка нержавейки при помощи лазера
Промышленная лазерная сварка нержавейки требует специального оборудования. В бытовых условиях она практически не реализуется. Основными преимуществами этого способа является отсутствие явления снижения прочности в зоне отпуска, если сталь была термически упрочнена. Также исключается появление одного из самых распространенных дефектов сварки нержавейки — термических трещин.
При лазерной сварке швы остывают намного быстрее, а размеры зерна получаются мельче. Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Электроды по нержавейке, в чем особенности
При выполнении работ с заготовками, произведенными из нержавеющих сталей необходимо не только правильно выбрать электроды, но и квалифицированно использовать сварочное оборудование, в частности, подобрать рабочий ток, определить расход газа и пр.
Электроды для сварки нержавейки
Нарушение некоторых технологических правил приводит к такому явлению как межкристаллическая коррозия. Она снижает стойкость к коррозии шва и расположенного рядом металла. Кроме того, по достижении определенной температуры в структуре начинают образовываться карбиды хрома и железа. Они придают металлу излишнюю хрупкость и снижают его антикоррозионные характеристики.
Электроды для нержавейки помогают избежать этого явления, и при их правильном использовании качество шва будет отвечать всем техническим требованиям.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на:
Он определяется видом металла. По основным свойства нержавейка классифицируется на:
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля. Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически.
Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Переменным или постоянным током
Для создания неразъемных соединений из нержавеющих сталей допустимо использовать постоянный и переменный ток. У каждой технологии сварки существуют определенные плюсы и минусы.
У каждой технологии сварки существуют определенные плюсы и минусы.
Так, использование постоянного тока приводит к снижению расхода электродов, за счет того, что при использовании этого тока, материал, практически не разбрызгивается. Кроме того, постоянный ток позволяет обеспечить высокую скорость сварки, качество сварного шва. Но, оборудование, используемое для работы, отличается высокой стоимостью, а это, в результате приводит к росту себестоимости работ.
Применение переменного напряжения позволяет использовать оборудование, которое стоит значительно меньше что то, которое применяют для выработки постоянного тока. Сварщик, использующий переменный ток, получает в результате качественный шов. Но, вместе с тем, использование переменного тока приводит к получению большего количества капель металла, а это приводит к повышенному расходу нержавейки.
Электроды постоянного тока по нержавейке
Перед началом сварочных работ сварщик должен сделать правильный выбор электродов. Следует понимать, то, что стержни с обмазкой в состоянии гарантировать высокое качество шва. Ручную сварку выполняют с использованием постоянного тока обратной полярности. Для получения качественного результата сварщики применяют следующие марки расходных материалов, предназначенные для нержавейки:
Следует понимать, то, что стержни с обмазкой в состоянии гарантировать высокое качество шва. Ручную сварку выполняют с использованием постоянного тока обратной полярности. Для получения качественного результата сварщики применяют следующие марки расходных материалов, предназначенные для нержавейки:
- ЦЛ11 – это одна из самых широко распространенных марок среди сварщиков. Его применяют для обработки сталей с довольно высоким содержанием хрома и никеля. Сварной шов, получаемый с помощью этого материала, обладает высокой прочностью, ударной вязкостью. При работе практически не наблюдается разбрызгивание металла.
- ОЗЛ8 — подходят для сборки конструкций, подлежащие эксплуатации в температурах до 1000 ⁰C. Остальные ее параметры близки к марке ЦЛ11.
- НЖ13 – эта марка востребована при обработке изделий из пищевой нержавейки. Кроме того, этот расходный материал предназначен для стыковки изделий с высоким содержанием хрома, никеля, молибдена. Недостаток, присущий этой марке – это формирование шлака, который самопроизвольно отслаивается и таким образом может нанести повреждения рабочему или окружающим его людям.

На самом деле в практической работе применяют несколько марок электродов, которые предназначены для сварки с нержавейкой. Среди них есть такие, как:
- ЗИО-8, которые применяют для изделий из жаростойких нержавеющих сталей.
- НИИ-48Г востребован при изготовлении ответственных конструкций.
- ОЗЛ-17У подходят для деталей, которые будут эксплуатироваться в атмосфере с повышенным содержанием паров серной или фосфорной кислот.
Электроды для переменного тока для нержавейки
Не все организации могут себе позволить технологическое оборудование, которое работает с применением постоянного тока. Но можно использовать и аппаратуру, которая применяет переменное напряжение. для эффективной работы с ним применяют следующие марки — ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
Кроме того, использование вольфрамовых стержней для сварки деталей из нержавейки под облаком защитных газов, позволяет использовать переменный ток с прямой полярностью. Такую технологию используют при:
Такую технологию используют при:
- соединении деталей с тонкой стенкой;
- наличии повышенных требований к качеству сварного шва.
Практика сварки изделий из нержавейки говорит о том, что использование переменного тока менее популярно, соответственно стержни этого типа менее востребованы.
Особенности сварки разнородных сталей
Черный металл и нержавейка обладают разными химическими составами, физическими свойствами. Процесс сварки деталей из разнородных материалов сопряжен со следующими трудностями:
- Сварной шов является самым слабым местом металлоконструкции. Это объясняется разницей в коэффициентах линейного расширения. После затвердевания расплава сохраняется внутреннее напряжение, снижающее устойчивость соединения к нагрузкам.
- Стык проплавляется неравномерно, что связано с разницей в показателях теплопроводности. Это отрицательно отражается на прочности сварного шва.
- Атомы углерода мигрируют, ухудшая антикоррозионные свойства металла.
 Шов быстро покрывается ржавчиной и разрушается.
Шов быстро покрывается ржавчиной и разрушается.
Электроды для нержавеющих сталей и черного металла
Соединение нержавейки и черного металла вполне возможно. Но, этот процесс сопряжён с определенными сложностями. Все дело в том, что у этих металлов разная структура. Для выполнения этой операции можно использовать три метода:
- сваривание с применением расходных материалов с покрытием;
- сваривание неплавящимися стержнями из вольфрама;
- сваривание под защитным газом, как правило, для этого применяют аргон или газовые смеси на его основе.
Для сваривания разнородных металлов используют марку ОЗЛ-312. Для выполнения сборки ответственных конструкций применяют ЭА-395/9. Стержни для сварки нержавеющей стали марки ОЗЛ-312 подходят для сварки сталей с неопознанным составом.
Но, как показывает практика, оптимального качества шва лучше, чем соединение заготовок под защитой газов не придумали. Газ, в этом процессе исполняет роль защиты сварной ванны от воздействия атмосферы, в частности от азота и кислорода. При выполнении сварки аргоном, существует одна тонкость. Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
При выполнении сварки аргоном, существует одна тонкость. Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
На основании вышеизложенного можно сделать следующее заключение – для выполнения сварки разнородных металлов используют материалы широкого применения.
Популярные производители электродов и выбор прочего оборудования
Многие компании предлагают сварщикам широкий ассортимент электродов, применяемых при сварке разнородных металлов. Ведущими производителями стержней считаются:
- ESAB;
- «Лосиноостровский завод электродов»;
- «Кировская электродная фабрика»;
- Quattro Elementi;
- «Спецэлектрод»;
- Lincoln Electric.
Электроды для сварки нержавеющей стали 12×18н10т
Сталь 12×18Н10Т относят к материалам аустенитного типа. Эту сталь широко применяют для изготовления оборудования пищевой и фармацевтической промышленности.
Для соединения заготовок из этой стали применяют следующие типы изделий:
- ЦЛ-9, сварку с его применением можно выполнять во всех пространственных положениях.
- ОК 61.30, обеспечивают качество шва, самоотслаивание шлака.
Какими электродами варить нержавейку 1 мм
Один из самых сложных процессов в сварочных процессах – это обработка деталей с тонкими стенками. Это обусловлено тем, что:
- Излишнее тепло, выделяемое при сварке, может привести к образованию отверстия.
- Высокая температура может привести к деформации поверхности.
- Электрическая дуга, которая используется при обработке тонкостенных деталей, имеет небольшой размер. Даже небольшой отрыв ее от поверхности обрабатываемых заготовок может привести к ее отключения.
Читать также: Как выбрать паз в доске циркуляркой
Сварка стали 1мм
Все вышеназванные сложности существенно осложняют работу сварщика. Помочь в устранении этих проблем может оказать правильный выбор сварочного материала. Например:
Например:
- ОК 63.34 – можно отнести к универсальным электродам, их можно использовать для работы с заготовками разной толщины.
- ОК 63.20 – их применяют для обработки труб и тонкостенного материала.
Популярные электроды для сварки нержавейки
К самым популярным электродам для нержавейки относят те, которые выпускают ведущие мировые производители. Использование брендовых изделий гарантирует получение качественного сварного шва.
Эта шведская компания признанный лидер в разработке и изготовлении сварочного оборудования и расходных материалов, применяемого для работы с металлами разных типов.
На ее предприятиях производят такие марки как:
- ОК 61.35 – их применяют для сварки особо ответственных конструкций, например, трубопроводов, работающих под давлением.
- ОК 67.72 — электроды, применяемые для сварки разнородных металлов.
ЦЛ 11
Электроды этой марки применяют для работы с такими сплавами как — 09×18Н12Т, 12×18Н10Т, ×14Г14Н3Т и их аналогами.
Ключевое достоинство этого расходного материала заключается в том, что шов, выполненный с этим электродом с успехом, противостоит межкристаллической коррозии.
МОНОЛИТ
Эта отечественная компания, которая выпускает электроды, применяемые для сварки углеродистых и нержавеющих сталей.
Электроды, выпускаемые под этой маркой, применяют как для работы с углеродистой, так и с нержавеющей сталью.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Среди всех разновидностей, сварка нержавейки выделяется особым образом. Дело в том, что при обыкновенном процессе ванная с раскаленным металлом получается в меру вязкой, что обеспечивает четкое формирование шва. Это также позволяет относительно легко делать вертикальные и потолочные швы. Но когда в дело вступает нержавеющая сталь, то здесь возникает ряд нюансов. Ведь ванна получается очень текучей, словно в ней находится вода. Это создает сложности не только при формировании потолочных и вертикальных швов, когда металл попросту стекает с поверхности, но и обыкновенных. Даже когда идет сварка нержавейки переменным током в горизонтальном положении, то есть большой риск, что все будет растекаться. Здесь требуются четкие и аккуратные движения, чтобы сформировать качественный шов.
Даже когда идет сварка нержавейки переменным током в горизонтальном положении, то есть большой риск, что все будет растекаться. Здесь требуются четкие и аккуратные движения, чтобы сформировать качественный шов.
Из-за повышенной текучести возникает сложность формирования сварочных «чешуек» на шве, поэтому, перед тем как варить нержавейку электродом, следует набраться опыта в этом деле.
Полезные рекомендации
Опытные сварщики дают начинающим мастерам следующие советы:
- При сварке разнородных металлов желательно применять расходники, содержащие никель. Перед началом работы стержни прокаливают в течение часа.
- Сварочный аппарат должен выдавать постоянный ток.
- Нельзя пропускать этап предварительной обработки деталей. При наличии грязи или ржавчины шов становится хрупким.
- При газовой сварке нельзя использовать принудительные методы охлаждения. Деталь должна остывать естественным путем.
- Нанесение флюса способствует повышению прочности соединения.

- Наконечники неплавких электродов нужно регулярно затачивать.
- При сварке стараются захватывать как можно больше черного металла. Это помогает установить прочную молекулярную связь.
- Электрод нужно вести медленно и аккуратно.
Соблюдение рекомендаций помогает быстро освоить методы сварки деталей из разнородных металлов.
Способы сварки
Существует несколько способов, как варить нержавеющую сталь электросваркой. Заключаются они в применении различных инструментов и дополнительных расходных материалов. В качестве основных, которые используются как в домашних, так и в промышленных условиях, можно выделить три:
- Сварка с помощью нержавеющих электродов с покрытием, которая является универсальной и может использоваться практически в любой сфере. В данном случае, электрод образует материал для шва.
- Сваривание с помощью вольфрамового электрода с помощью защитного газа аргона. Здесь используется неплавкий электрод, который расплавляет металл самой заготовки, что и служит основным материалом для образования шва.

- Электродуговая аргонная сварка, в которой используется вместо электрода нержавеющая проволока. Проволока поставляется без покрытия, а его функции выполняет защитный газ аргон.
Контроль за сварными соединениями
Для оценки прочности соединения между железом и нержавеющей сталью применяют следующие способы:
- Обработка шва керосином. Если жидкость проступает с обратной стороны, соединение является некачественным.
- Использование ацетона. Его наносят также, как керосин. Появляющиеся на изнаночной стороне капли свидетельствуют о наличии сквозных дефектов.
- Гидравлический метод. Применяется в промышленных условиях. После подачи воды под давлением осматривают соединение.
- Ультразвуковые методы. Применяются при предъявлении высоких требований к качеству металлоконструкций.
Как варить нержавейку: способы, методы, особенности
Мы стремимся уважать информацию личного характера, касающуюся посетителей нашего сайта. В настоящей Политике конфиденциальности разъясняются некоторые из мер, которые мы предпринимаем для защиты Вашей частной жизни.
В настоящей Политике конфиденциальности разъясняются некоторые из мер, которые мы предпринимаем для защиты Вашей частной жизни.
Конфиденциальность информации личного характера
“Информация личного характера” обозначает любую информацию, которая может быть использована для идентификации личности, например, фамилия или адрес электронной почты.
Использование информации частного характера
Информация личного характера, полученная через наш сайт, используется нами, среди прочего, для целей регистрирования пользователей, для поддержки работы и совершенствования нашего сайта, отслеживания политики и статистики пользования сайтом, а также в целях, разрешенных вами.
Раскрытие информации частного характера
Мы нанимаем другие компании или связаны с компаниями, которые по нашему поручению предоставляют услуги, такие как обработка и доставка информации, размещение информации на данном сайте, доставка содержания и услуг, предоставляемых настоящим сайтом, выполнение статистического анализа. Чтобы эти компании могли предоставлять эти услуги, мы можем сообщать им информацию личного характера, однако им будет разрешено получать только ту информацию личного характера, которая необходима им для предоставления услуг. Они обязаны соблюдать конфиденциальность этой информации, и им запрещено использовать ее в иных целях.
Чтобы эти компании могли предоставлять эти услуги, мы можем сообщать им информацию личного характера, однако им будет разрешено получать только ту информацию личного характера, которая необходима им для предоставления услуг. Они обязаны соблюдать конфиденциальность этой информации, и им запрещено использовать ее в иных целях.
Мы можем использовать или раскрывать Ваши личные данные и по иным причинам, в том числе, если мы считаем, что это необходимо в целях выполнения требований закона или решений суда, для защиты наших прав или собственности, защиты личной безопасности пользователей нашего сайта или представителей широкой общественности, в целях расследования или принятия мер в отношении незаконной или предполагаемой незаконной деятельности, в связи с корпоративными сделками, такими как разукрупнение, слияние, консолидация, продажа активов или в маловероятном случае банкротства, или в иных целях в соответствии с Вашим согласием.
Мы не будем продавать, предоставлять на правах аренды или лизинга наши списки пользователей с адресами электронной почты третьим сторонам.
Доступ к информации личного характера
Если после предоставления информации на данный сайт, Вы решите, что Вы не хотите, чтобы Ваша персональная информация использовалась в каких-либо целях, связавшись с нами по следующему адресу: [email protected].
Наша практика в отношении информации неличного характера
Мы можем собирать информацию неличного характера о Вашем посещении сайта, в том числе просматриваемые вами страницы, выбираемые вами ссылки, а также другие действия в связи с Вашим использованием нашего сайта. Кроме того, мы можем собирать определенную стандартную информацию, которую Ваш браузер направляет на любой посещаемый вами сайт, такую как Ваш IP-адрес, тип браузера и язык, время, проведенное на сайте, и адрес соответствующего веб-сайта.
Использование закладок (cookies)
Файл cookie – это небольшой текстовый файл, размещаемый на Вашем твердом диске нашим сервером. Cookies содержат информацию, которая позже может быть нами прочитана. Никакие данные, собранные нами таким путем, не могут быть использованы для идентификации посетителя сайта. Не могут cookies использоваться и для запуска программ или для заражения Вашего компьютера вирусами. Мы используем cookies в целях контроля использования нашего сайта, сбора информации неличного характера о наших пользователях, сохранения Ваших предпочтений и другой информации на Вашем компьютере с тем, чтобы сэкономить Ваше время за счет снятия необходимости многократно вводить одну и ту же информацию, а также в целях отображения Вашего персонализированного содержания в ходе Ваших последующих посещений нашего сайта. Эта информация также используется для статистических исследований, направленных на корректировку содержания в соответствии с предпочтениями пользователей.
Никакие данные, собранные нами таким путем, не могут быть использованы для идентификации посетителя сайта. Не могут cookies использоваться и для запуска программ или для заражения Вашего компьютера вирусами. Мы используем cookies в целях контроля использования нашего сайта, сбора информации неличного характера о наших пользователях, сохранения Ваших предпочтений и другой информации на Вашем компьютере с тем, чтобы сэкономить Ваше время за счет снятия необходимости многократно вводить одну и ту же информацию, а также в целях отображения Вашего персонализированного содержания в ходе Ваших последующих посещений нашего сайта. Эта информация также используется для статистических исследований, направленных на корректировку содержания в соответствии с предпочтениями пользователей.
Агрегированная информация
Мы можем объединять в неидентифицируемом формате предоставляемую вами личную информацию и личную информацию, предоставляемую другими пользователями, создавая таким образом агрегированные данные. Мы планируем анализировать данные агрегированного характера в основном в целях отслеживания групповых тенденций. Мы не увязываем агрегированные данные о пользователях с информацией личного характера, поэтому агрегированные данные не могут использоваться для установления связи с вами или Вашей идентификации. Вместо фактических имен в процессе создания агрегированных данных и анализа мы будем использовать имена пользователей. В статистических целях и в целях отслеживания групповых тенденций анонимные агрегированные данные могут предоставляться другим компаниям, с которыми мы взаимодействуем.
Мы планируем анализировать данные агрегированного характера в основном в целях отслеживания групповых тенденций. Мы не увязываем агрегированные данные о пользователях с информацией личного характера, поэтому агрегированные данные не могут использоваться для установления связи с вами или Вашей идентификации. Вместо фактических имен в процессе создания агрегированных данных и анализа мы будем использовать имена пользователей. В статистических целях и в целях отслеживания групповых тенденций анонимные агрегированные данные могут предоставляться другим компаниям, с которыми мы взаимодействуем.
Изменения, вносимые в настоящее Заявление о конфиденциальности
Мы сохраняем за собой право время от времени вносить изменения или дополнения в настоящую Политику конфиденциальности – частично или полностью. Мы призываем Вас периодически перечитывать нашу Политику конфиденциальности с тем, чтобы быть информированными относительно того, как мы защищаем Вашу личную информацию. С последним вариантом Политики конфиденциальности можно ознакомиться путем нажатия на гипертекстовую ссылку “Политика конфиденциальности”, находящуюся в нижней части домашней страницы данного сайта. Во многих случаях, при внесении изменений в Политику конфиденциальности, мы также изменяем и дату, проставленную в начале текста Политики конфиденциальности, однако других уведомлений об изменениях мы можем вам не направлять. Однако, если речь идет о существенных изменениях, мы уведомим Вас, либо разместив предварительное заметное объявление о таких изменениях, либо непосредственно направив вам уведомление по электронной почте. Продолжение использования вами данного сайта и выход на него означает Ваше согласие с такими изменениями.
Во многих случаях, при внесении изменений в Политику конфиденциальности, мы также изменяем и дату, проставленную в начале текста Политики конфиденциальности, однако других уведомлений об изменениях мы можем вам не направлять. Однако, если речь идет о существенных изменениях, мы уведомим Вас, либо разместив предварительное заметное объявление о таких изменениях, либо непосредственно направив вам уведомление по электронной почте. Продолжение использования вами данного сайта и выход на него означает Ваше согласие с такими изменениями.
Связь с нами. Если у Вас возникли какие-либо вопросы или предложения по поводу нашего положения о конфиденциальности, пожалуйста, свяжитесь с нами по следующему адресу: [email protected] .
как правильно, варить в домашних условиях, с черным металлом, инвертором, обычными электродами, полярность, каким током, тонкую, трубы
Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Наиболее ходовым способом работы с нержавеющей сталью являются сварка. Сварочный процесс обладает нескольким особенностями:
- невысокий уровень свариваемости значительно влияет на формирование соединения;
- низкая теплопроводимость нержавейки приводит к тому, что свариваемые изделия проплавляются даже при достаточно небольших величинах силы тока;
- высокий коэффициент расширения означает, что при нагреве изделие как бы растягивается. В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины.
 Поэтому важно правильно подбирать расходные материалы;
Поэтому важно правильно подбирать расходные материалы; - при нагреве более 500°С в изделиях из нержавейки возникает межкристаллитная коррозия. Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали.
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Электроды для нержавеющих сталей и черного металла
Соединение нержавейки и черного металла вполне возможно. Но, этот процесс сопряжён с определенными сложностями. Все дело в том, что у этих металлов разная структура. Для выполнения этой операции можно использовать три метода:
- сваривание с применением расходных материалов с покрытием;
- сваривание неплавящимися стержнями из вольфрама;
- сваривание под защитным газом, как правило, для этого применяют аргон или газовые смеси на его основе.
Для сваривания разнородных металлов используют марку ОЗЛ-312. Для выполнения сборки ответственных конструкций применяют ЭА-395/9. Стержни для сварки нержавеющей стали марки ОЗЛ-312 подходят для сварки сталей с неопознанным составом.
Но, как показывает практика, оптимального качества шва лучше, чем соединение заготовок под защитой газов не придумали. Газ, в этом процессе исполняет роль защиты сварной ванны от воздействия атмосферы, в частности от азота и кислорода. При выполнении сварки аргоном, существует одна тонкость. Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
Газ, в этом процессе исполняет роль защиты сварной ванны от воздействия атмосферы, в частности от азота и кислорода. При выполнении сварки аргоном, существует одна тонкость. Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
На основании вышеизложенного можно сделать следующее заключение – для выполнения сварки разнородных металлов используют материалы широкого применения.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.

Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.

- данные для обрабатываемых изделий толщиной 1,5 мм.: постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Как варить нержавейку самостоятельно?
Любой из способов сварки деталей из высокоуглеродистых сталей подходит для соединения нержавейки в домашних условиях, но прочность в каждом случае будет разной. Наиболее популярным остается «союз» инвертора и электрода — ММА.
Наиболее популярным остается «союз» инвертора и электрода — ММА.
Оборудование, материалы, инструменты и защита
Подобная (созидательная) работа всегда подразумевает отдельный этап — подготовку всех элементов, аппаратуры и инструментов. Так как варить нержавейку достаточно сложно, то набор для этой работы потребуется большой. В него входит:
- Инверторный аппарат — прибор компактный и максимально эффективный. Кабель для подключения инвертора к электросети.
- Присадочные материалы. К ним относятся электроды, соответствующие классу нержавеющей стали. Если выбран вариант с аргоном, то потребуется баллон с газом, шланги для его подачи, газовая горелка.
- Инструменты для подготовки нержавейки. Это болгарка с шлифовальными кругами для этого вида металла, щетки (тоже именно для него), а также приспособления для надежной фиксации элементов будущей конструкции.
- Сварочные кабели, предназначенные для подачи тока в рабочую зону: это кабель «массы» (клеммы заземления) и кабель электродержателя.
 Главное требование к элементам — их достаточная длина, которая предотвратит перекручивания и другие подобные проблемы.
Главное требование к элементам — их достаточная длина, которая предотвратит перекручивания и другие подобные проблемы.
К обязательной экипировке сварщика относится:
- защитный костюм, или плотная одежда, которая предотвратит контакт кожи с расплавленным металлом, защитит от высокой температуры;
- перчатки, краги, маска, обязательно с темным стеклом;
- ботинки из толстой кожи с такой же подошвой.
После завершения основной работы мастеру не помешают очки, которые предохранят глаза от «скачущего» шлака. Сварка — операция, которая делится на три отдельных процесса. Это подготовка, сама сварка и завершение работы.
Подготовка нержавеющей стали
Этот этап, состоящий из нескольких операций необходим любому материалу. Если говорить о «главной героине», то перед тем как варить нержавейку, мастеру нужно:
- очистить соединяемые участки деталей — от загрязнений и оксидного слоя: для этого используют металлическую щетку, напильник, наждачную бумагу или инструмент со шлифовальными насадками;
- подготовить к операции кромки: если толщина заготовок больше 4 мм, то их разделывают болгаркой, либо спиливают под углом;
- предварительно нагреть элементы, чья толщина более 7 мм, температура зависит о марки материала;
- уложить детали, соблюдая необходимый зазор между ними, его размер находят в справочнике;
- сделать прихватки — короткие (точечные) швы, предотвращающие деформацию изделия.

Вместо механической очистки металла можно использовать химический метод. Как правило, в этом случае выбирают серную или соляную кислоту. Обработанные поверхности тщательно промывают. Перед началом сварки требуется обезжирить участки ацетоном либо авиационным бензином. После проведения всех подготовительных мероприятий можно начинать основную работу.
Сверка нержавеющей стали
Соединение деталей из нержавеющей стали выполняют так:
- Сначала подключают инвертор, создавая обратную полярность: кабель «массы» подключают на минус, кабель держателя на плюс. Такой метод позволяет снизить температуру плавления металла, а значит, дает возможность избежать прожога материала.
- После надежной фиксации заготовок выполняют предварительный этап — создают прихваточные швы. Их длина и шаг зависит от нескольких факторов — от толщины металла заготовок, от протяженности будущего соединения.
Если толщина зоны соединения большая (свыше 7 мм), то сначала ее разогревают до 150°, затем активизируют электрод, поджигая дугу. Сталь сваривают по короткой дуге. Чтобы предотвратить появление дефектов на трубах, делают «замок» — нахлест в 10-12 мм. После окончания сварки изделия оставляют остывать, минимальная пауза составляет 5 минут.
Сталь сваривают по короткой дуге. Чтобы предотвратить появление дефектов на трубах, делают «замок» — нахлест в 10-12 мм. После окончания сварки изделия оставляют остывать, минимальная пауза составляет 5 минут.
Завершающий этап
Он сводится к освобождению места соединения от образовавшегося шлака, окалины.Первую помеху удаляют небольшим (шлакоотбойным) молотком. После освобождения шва от несовершенств обязательно проверяют качество работы. Если «непровары» все-таки обнаруживают, то стыки вырезают, а сварку повторяют. Окончательную зачистку шва производят металлической щеткой, доводочным кругом, шлифовальным валиком и т. д.
Работа со сварочным оборудованием совсем не проста. Еще труднее операция с нержавеющей сталью, а рассказать о ней с помощью букв нереально. Ошибки неминуемы, поэтому только многочисленные тренировки на «подопытном» материале, а также советы мастеров помогут понять, а затем досконально изучить технологию.
Чтобы увидеть и узнать, как варить нержавейку правильно, лучше всего уделить немного времени популярному видео:
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка – 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня – 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника – 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм.
 , необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
, необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником; - при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать “замок”, чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.

Полезное видео
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных температурах.
Другие марки смотрите в разделах для коррозионностойких высокопрочных сталей и для коррозионностойких кислотостойких сталей.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
| 1 | 30 — 40 | 12 |
| 1,5 | 40 — 60 | 13 |
| 2 — 3 | в пределах 80 | 14 — 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67. 42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
Устройство электрода для сварки и наплавки
Основой любого электрода для сварки является металлический сердечник. При подаче на него электрического тока и образовании дуги происходит разогрев и плавление сердечника. На поверхности располагается обмазка, она при высокой температуре разогрева тоже расплавляется. Образует слой, предотвращающий попадание кислорода воздуха в зону плавления.
На поверхности располагается обмазка, она при высокой температуре разогрева тоже расплавляется. Образует слой, предотвращающий попадание кислорода воздуха в зону плавления.
Для формирования обмазки используются несколько видов покрытия:
основной тип, используют для многократной проварки швов. Перед выполнением сварных работ требуется прокаливание или просушивание при температуре не менее 175…180 ⁰С;
кислотный тип применяют для сваривания заготовок, имеющих окисные пленки и ржавчину. Обязательно удалять окалину после завершения сварных работ. Прокаливание при температуре 180…220 ⁰С;
рутиловый тип, в составе присутствует окись титана. Для выполнения большинства работ с ручной электродуговой сваркой является самым подходящим вариантом. Требуется удаление остатков покрытия, имеет выраженную кислую реакцию. Краски на алкидной основе не могут удерживаться на поверхности шлака. При попадании во влажную среду нужно прокаливать при температуре не менее 185…200 ⁰С;
целлюлозный тип, в составе присутствуют органические материалы (кукурузная или древесная мука, целлюлоза, смолы органического происхождения). Маркируют такие электроды Э42…Э50 с разными буквенными обозначениями. Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Маркируют такие электроды Э42…Э50 с разными буквенными обозначениями. Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Для инверторных аппаратов рекомендуют использовать кислотные и рутиловые электроды. Основной тип применяют редко, Трудно удерживается дуга. Капризное поведение не позволяет получать качественный сварной шов.
В быту использование расходного материала с целлюлозным покрытием также ограничено, цена довольно высокая.
Толщина покрытия
На практике толщина покрытия на поверхности электродов определяется в мм:
- 0,8…1,8 – тонкое покрытие. Используются максимально широко. До 90 % выпускаемой продукции имеет именно такую толщину.
- 2,0…3,6 – средняя толщина. Такие электроды используют для сваривания ответственных деталей, рассчитанных на динамическое нагружение с резкопеременной нагрузкой.
- 4,0…6,0 – большая толщина. Электроды используют для ответственных работ – сварки трубопроводов с высоким давлением внутри.
 При транспортировании агрессивной среды.
При транспортировании агрессивной среды.
Материал сердечника
Для изготовления большинства электродов используется низкоуглеродистая сталь. В ней присутствует не более 0,72…0,78 % углерода. Металл:
- Сравнительно легко расплавляется. Температура в зоне дуги находится на уровне 1750…1950 ⁰С.
- Расплав заполняет предоставляемое ему пространство. Он затекает в полости, образующиеся при нагревании.
- Нагрев близок к температуре кипения, поэтому расплавляемая обмазка понижает температуру расплава.
Ковкий чугун используют для сварки высокоуглеродистых сталей и чугунов. Однако, есть особенности при сварке серого чугуна. Нужно предварительно нагревать материалы до аустенитного состояния (730…850 ⁰С). После завершения процесса нужно обеспечить медленное охлаждение. Если произойдет быстрое охлаждение, тогда вблизи зон сварного шва формируется белый чугун. Он обладает высокой хладноломкостью.
Марганцевая сталь применяется для сварки легированных материалов. Используют основные и целлюлозные покрытия.
Используют основные и целлюлозные покрытия.
Нержавеющая сталь используется для сварки трубопроводов из нержавейки. Применяют и сплавы, содержащие марганец и медь.
Специальные типы электродов
Для сваривания нержавейки и высоколегированных сталей используют электроды, которые не сгорают в процессе сварки. Они только создают дугу. Здесь используются присадочные проволоки, которые расплавляются и попадают в зону нагрева.
В таких технологиях используют титан. Он выдерживает нагрев выше 2200 ⁰С. Присадочные проволоки изготавливают из нержавеющей стали 18ХН9Т. Температура плавления составляет 1340…1380 ⁰С.
При сваривании легированных изделий в качестве присадочного материала применяют проволоки ХВС, ХВГ, ХС12, ХН9Т и другие. Они имеют температуру плавления на уровне 1420…1510 ⁰С.
Для тугоплавких сталей применяют присадочные прутки из ХНГ, 12ХВ10Т, Т10ХВ. Эти сплавы плавятся при температуре 1670…1820 ⁰С.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя.
 Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Классификация нержавеющих сталей
Процесс сварки нержавейки считается более сложным, чем сварка обычных стальных изделий. Это связано с уникальной микроструктурой металла, которая зависит от преобладающей кристаллической фазы. Наличие того или иного компонента приводит к разной реакции на термообработку, поэтому выбор способа сваривания во многом зависит от класса материала.
- Аустенитный класс. В таком сплаве основной фазой выступает аустенит. Дополнительными элементами обычно являются хром (до 20%) и никель (до 10%). Хром способствует антикоррозийности, а никель – пластичности, что позволяет применять данный материал в машиностроении. При термообработке аустенитные сплавы не теряют своих характеристик, поэтому хорошо переносят сварочный процесс.
- Ферритный класс. Основной фазой в этом случае является феррит. Добавление хрома придает изделию антикоррозионные свойства, однако, в отличие от аустенитного, ферритный сплав не обладает большой гибкостью. Главной особенностью ферритов является повышенная устойчивость к агрессивным средам, поэтому такой материал часто используют в химической промышленности. Вместе с тем, устойчивость к сверхвысоким температурам делает его неудобным для сварки.
- Мартенситный класс. Наличие в качестве основной фазы мартенсита придает металлу повышенную твердость. Мартенситный сплав в основном применяют для изготовления работающих на износ деталей и режущих инструментов (ножей).
 В то же время, материал является довольно хрупким, это нужно учитывать во время его обработки и эксплуатации.
В то же время, материал является довольно хрупким, это нужно учитывать во время его обработки и эксплуатации.
Читать также: Точилка для ножниц своими руками
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.

Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:
ЦЛ-11 является одной из самых популярных марок среди сварщиков; используется для работы со сталями с высоким содержанием хрома и никеля. Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
Как варить нержавейку инвертором в домашних условиях
Решив заниматься сваркой, купив нужное оборудование, домашнему мастеру кажется, что теперь получится варить нержавейку инвертором легко и просто. Однако на практике появляются первые проблемы: работать с тонкими материалами не так легко, как кажется, швы получаются не такими, как требуется, металл прогорает. Не стоит отчаиваться, ведь если ознакомиться со всеми советами и освоить главный алгоритм такой работы, все обязательно получится.
Не стоит отчаиваться, ведь если ознакомиться со всеми советами и освоить главный алгоритм такой работы, все обязательно получится.
Содержание
- 1 Особенности сварки нержавеющей стали
- 1.1 Что из себя представляет инверторный аппарат
- 1.2 Настройка инвертора
- 1.3 Важные нюансы сваривания нержавейки
- 1.4 Как выбрать электрод
- 1.5 Подготовка металла
- 2 Как варить инвертором
Особенности сварки нержавеющей стали
Существует масса нюансов работы инвертором с нержавейкой. Требуется ответственно и внимательно подойти к каждому из них предварительно изучив все особенности.
Что из себя представляет инверторный аппарат
Каждый агрегат имеет свои конструктивные особенности, и перед началом любой работы требуется ознакомится с его инструкцией. Однако принцип действия и итоговый результат, при грамотном подходе, у всех схож.
Основным предназначением инвертора является преобразование переменного тока с напряжением 220В в постоянный, и увеличение его частоты одновременно со снижением высокого напряжения.
Когда сила тока будет переведена в необходимую и установленную на аппарате, можно производить сваривание заготовок.
Особенностью домашнего инвертора также является правило: им нельзя пользоваться очень долго. От перегрева кабеля и самих внутренних частей может случится авария. Именно поэтому этот прибор больше популярен для бытовых целей.
Настройка инвертора
Чтобы результат был такой, как нужно, необходимо правильно настроить значение агрегата до начала работы. Для сварки нержавейки подойдет абсолютно любой инвертор (даже самый менее мощный или самодельный).
Параметры будут зависеть непосредственно от толщины нержавеющей стали:
- с толщиной металла 1.
 5мм требуется выбрать диаметр электрода 2мм, выставить минимальное напряжение 13V, выбрать силу тока 40А;
5мм требуется выбрать диаметр электрода 2мм, выставить минимальное напряжение 13V, выбрать силу тока 40А; - при 3мм потребуется электрод 3мм, напряжение 15V, а сила тока 75-85А;
- если толщина металла 6мм, то электрод следует выбирать не менее 4мм, выставлять напряжение в 18V, а силу тока увеличить до 140-150А.
Обратите внимание! Все параметры указаны приблизительно. Перед началом сваривания нужной заготовки, неопытному сварщику необходимо потренироваться на подобном материале получив требующийся опыт.
Важные нюансы сваривания нержавейки
Несмотря на относительную несложность работы с нержавейкой, следует ознакомиться с необходимыми для успешной работы правилами и некоторыми нюансами:
- лучше при покупке электродов выбирать не простые, а со специальной обмазкой, которая будет изолировать зону сварки и защищать сварочный материал от всевозможных внешних газов.
 Это необходимо так как нержавейка очень быстро реагирует с окружающей средой и если ее не защитить, то можно получить неровный шов, на который подействует углерод, образовавшийся от соединения кислорода и расплавленного железа;
Это необходимо так как нержавейка очень быстро реагирует с окружающей средой и если ее не защитить, то можно получить неровный шов, на который подействует углерод, образовавшийся от соединения кислорода и расплавленного железа; - нержавейка склонна подвергаться быстрому расплавлению если на нее будет долго воздействовать высокие температуры. Поэтому во время работы, желательно снижать мощность силы тока своего инвертора на 20% в отличие от сварки стали и вести работу в шахматном порядке. Это предотвратит деформацию металла;
- одним из важнейших правил является грамотно выбранный электрод. Именно от его материала будет зависеть успешное завершение дела. Если присадочный материал выбран неверно это грозит образованию на стали микротрещин и нарушению герметичности.
Как выбрать электрод
Важно помнить, что для нержавеющей стали не подходят обычные электроды. Для такого металла они должен соответствовать определенным требованиям:
Для такого металла они должен соответствовать определенным требованиям:
- снижать затраченную на сварку мощность;
- экономно расходоваться;
- изготавливать шов ровно, без больших отложений шлака;
- уменьшать длину и глубину зоны, подвергшейся термической обработке.
Для этих целей отлично подойдут электроды таких маркировок:
- ОЗЛ-8, ЦП-11 – если требования к полученному шву минимальны;
- ОК-45, МР-3 – более комфортен в процессе сварки. Шлак после них легко отчищается с поверхности;
- ОК-61-30, ОК-67-45 – электроды, которые нужно использовать, когда необходимо сваривать между собой нержавейку с черным металлом;
- неплавящиеся электроды – для сваривания нержавейки и алюминия;
- самое высокое качество: ЭА-981-15, ОЗЛ-9-1. Они хорошо подойдут для сваривания жаропрочных сталей.
Чтобы технология была соблюдена полностью нужно помнить и об угле наклона. Он должен соответствовать приблизительно 75° к образовавшейся дуге.
Подготовка металла
Важно правильно подготовить материал, обработав его до процесса сварки. При работе с инвертором, нержавейку необходимо полностью зачистить, кромки разделать (если на то имеется необходимость).
Обратите внимание! Заготовки лучше всего зачищать специально предназначенной для этого щеткой.
Как варить инвертором
Произведя все правила подготовки, можно приступать к главному процессу – сварить несколько деталей. Здесь также требуется знать некоторые нюансы, а также соблюдать определенную последовательность действий.
Здесь также требуется знать некоторые нюансы, а также соблюдать определенную последовательность действий.
Когда приходится варить нержавейку инвертором в домашних условиях, важно запомнить и всегда применять следующие ключевые правила:
- не допускать нагревание заготовки или места, где будет шов более чем на 150°С;
- для соединения выставлять малый ток, однако на высокой скорости;
- не допускаются колебательные движения короткой дугой;
- так как нержавейка является хорошо проводимым тепло металлом, его необходимо отводить. Для лучшего теплоотвода, следует использовать медные пластины, которые нужно подкладывать под заготовки;
- если необходимо сваривать толстые металлы, лучше использовать многопроходное соединение;
- когда процесс будет окончен, следует зачистить место шва, обработать его пастой, обеспечивающей антикоррозионные свойства.
Когда все правила выполнены, можно начинать самое ответственное дело. Лучше всего это делать в такой последовательности:
- проколоть в печи приготовленные электроды.
 Это лучше делать согласно инструкции расположенной на их упаковке;
Это лучше делать согласно инструкции расположенной на их упаковке; - если толщина металла менее 3мм, его можно начинать обрабатывать без разделки;
- зазор между выложенными на медную пластину деталями не должен быть более 1-2мм;
- настроив инвертор согласно необходимым параметрам можно приступать к сварочному процессу;
- для недопущения дефектов, выполнять сварку лучше короткой дугой, аккуратно без колебательных или поперечных движений;
- когда шов будет выложен, его следует избавить от нароста шлака, а также обработать пастой;
- когда железо остынет, остатки грязи и пасты можно смыть водой.
Работать с нержавейкой может быть не просто, ведь чем тоньше материал, тем сложнее с ним обращаться. Но чтобы все вышло хорошо, требуется выполнять ключевые правила:
Но чтобы все вышло хорошо, требуется выполнять ключевые правила:
- верно настроить инвертор;
- определится с необходимой маркировкой электрода;
- правильно обработать и подготовить поверхность;
- аккуратно наносить шов.
Все эти действия вместе с постоянной практикой обязательно приведут неопытного сварщика к доскональному итогу.
Друзьям это тоже будет интересно
Конические ферментеры из нержавеющей стали | ПодробнееПиво
- Главная
- ПИВО
- Оборудование для пивоварения
- Оборудование для ферментации
- Конические ферментеры
- Конические ферментеры из нержавеющей стали
Когда вы ищете профессиональный ферментер для пива, на ум приходит конический ферментер из нержавеющей стали. Мы предлагаем широкий выбор конических ферментеров из нержавеющей стали от ведущих брендов, таких как BrewBuilt, Ss BrewTech и Blichmann.
Мы предлагаем широкий выбор конических ферментеров из нержавеющей стали от ведущих брендов, таких как BrewBuilt, Ss BrewTech и Blichmann.
Конические ферментеры BrewBuilt™ X2 Uni
Конические ферментеры BrewBuilt™ X1 Uni
Ферментеры и детали Ss BrewTech
Конический ферментер Blichmann
- Продукты (31)
- Артикул
- Часто задаваемые вопросы
- Советы
- Видео
Отображается с 1 по 31 из 31 продукта
Сортировать по:
РелевантностьЛучшие продавцыРейтинг покупателейЦена (от низкой к высокой)Цена (от высокой к низкой)
Страница: [1]
Показать только избранные продукты
BT1007
Варочные инструменты | F40 Унитанк | Емкость 20–40 л/5,2–10,5 г 1 849,00 долл. США
США
BT1008
Варочные инструменты | F80 Унитанк | Емкость 20–75 л/5,2–19,8 г1 999,00 долл. США
BT1009
Варочные инструменты | F150 Унитанк | 40-140 л/10,5-36,9Емкость G2 499,00 долл. США
Конический ферментер BrewBuilt™ X2 Uni
от 699,99 до 1499,99 долларов США
Универсальный конический ферментер BrewBuilt™ X2 с рубашкой
от 999,99 до 1799,99 долларов США
FE240
Конический ферментер Grainfather SF70 — 70 л/18 г549,00 $
FE822
Ss Brewtech Chronical 2.0 Ферментер | 7 гал.649,00 $
FE823
Ss Brewtech Chronical 2.0 Ферментер | 17 гал.$799.00
Конический ферментер BrewBuilt™ X1 Uni
2 отзыва
от 599,99 до 1299,99 долларов США
Конический ферментер BrewBuilt™ X1 Uni+
11 отзывов
от 824,99 до 1599,99 долларов США
Конический ферментер BrewBuilt™ X1 Uni Pro
6 отзывов
От 1499,99 до 1899,99 долларов США
FE803
Мини-ферментер с ведром для заваривания – 3,5 галлона.
35 отзывов
149,00 $
ФЭ800 9Ведро для заваривания 0017 SS – ферментер из нержавеющей стали – 7 галлонов.
77 отзывов
249,00 $
FE820
Ss BrewTech BrewMaster Ведро для заваривания – 7 галлонов. Ферментер42 отзыва
279,00 $
FE804
Ss BrewTech BrewMaster Ведро для заваривания – 14 галлонов. Ферментер2 отзыва
429,00 $
FE818
Ss BrewTech Chronical Fermenter Brewmaster Edition – 7 гал.2 отзыва
599,00 $
FE818A
Ss BrewTech Chronical Fermenter Brewmaster Edition с пакетом охлаждения FTSs — 7 галлонов.719,00 $
FE818B
Ss BrewTech Chronical Fermenter Brewmaster Edition с пакетом нагрева и охлаждения FTSs – 7 галлонов.4 отзыва
769,00 $
FE817
Ss BrewTech Chronical Fermenter Brewmaster Edition — 1/2 барреля2 отзыва
799,00 $
FE817A
Ss BrewTech Chronical Fermenter Brewmaster Edition с пакетом охлаждения FTSs — 1/2 барреля1 отзыв
919,00 $
FE817B
Ss BrewTech Chronical Fermenter Brewmaster Edition с пакетом нагрева и охлаждения FTSs — 1/2 барреля3 отзыва
$969,00
FE831A
Ss BrewTech Chronical Fermenter Brewmaster Edition с пакетом охлаждения FTSs — 1 баррельНет в наличии
$1 419,00
FE831B
Ss BrewTech Chronical Fermenter Brewmaster Edition с пакетом нагрева и охлаждения FTSs — 1 баррельНет в наличии
$1 469,00
FE885
Ss Brewtech Unitank — 7 галлонов999,00 $
FE887
Ss Brewtech Unitank — 14 галлонов1 Обзор
1 199,00 $
FE889
Ss Brewtech Unitank – 1/2 BBL3 отзыва
1 639,00 $
FE889A
Ss Brewtech Unitank — 1/2 барреля (с охлаждающим пакетом)1768,95 $
FE889B
Ss Brewtech Unitank — 1/2 баррелей (с комплектом нагрева и охлаждения)1 отзыв
1 828,95 $
FE890
Ss Brewtech Unitank — 1 баррель1 Обзор
2 079,00 $
FE890A
Ss Brewtech Unitank — 1 баррель (с охлаждающим пакетом)2 208,95 $
FE890B
Ss Brewtech Unitank — 1 баррель (с комплектом для нагрева и охлаждения)2 268,95 $
Отображается с 1 по 31 из 31 продукта
Страница: [1]
Подпишитесь, чтобы получать эксклюзивные предложения, советы и рекомендации, специальные купоны и многое другое.
 ..
..
- Больше вина!
- ЕщеКофе!
- БольшеВина Про!
- Больше пива Pro!
- Филиалы
- Розничные магазины
- Склады
- Почему больше пива?
- Наша история
- Персонал Биос
- Отзывы
- Информация о моем продукте
- Видео
- Статьи
- Новое в пивоварении
- Инструкции и руководства
- Калькуляторы для пивоварения
- Вопросы по продукту
- Моя учетная запись
- Где мои вещи
- Информация о доставке
- Политика возмещения/возврата
- Положения и условия
- Свяжитесь с нами
‘+
‘ Чтение ‘ + TurnToItemData. counts.r + ‘ Обзор’ + (TurnToItemData.counts.r == 1 ? ” : ‘s’) + ” +
‘ или Напишите отзыв’ +
‘
counts.r + ‘ Обзор’ + (TurnToItemData.counts.r == 1 ? ” : ‘s’) + ” +
‘ или Напишите отзыв’ +
‘
Сосуды из нержавеющей стали – Пивовар чайного гриба из нержавеющей стали
Почему стоит выбрать сосуд из нержавеющей стали для заваривания чайного гриба?
Емкости из нержавеющей стали — популярный выбор для пивоваров Kombucha не только из-за внешнего вида, но и потому, что они легкие и прочные, а также их намного легче чистить. Нержавеющая сталь — единственный тип металла, который подходит для приготовления чайного гриба. Другие металлы могут выщелачивать химикаты в настой или подвергаться коррозии, потенциально добавляя «металлический» вкус напитку, тогда как устойчивая к коррозии нержавеющая сталь идеальна, поскольку она не придает никаких дополнительных примесей или ароматов вашему чайному грибу. Еще одним дополнительным преимуществом приготовления чайного гриба в варочном сосуде из нержавеющей стали является то, что благодаря прочности и легкости нержавеющей стали ее легко чистить и дезинфицировать.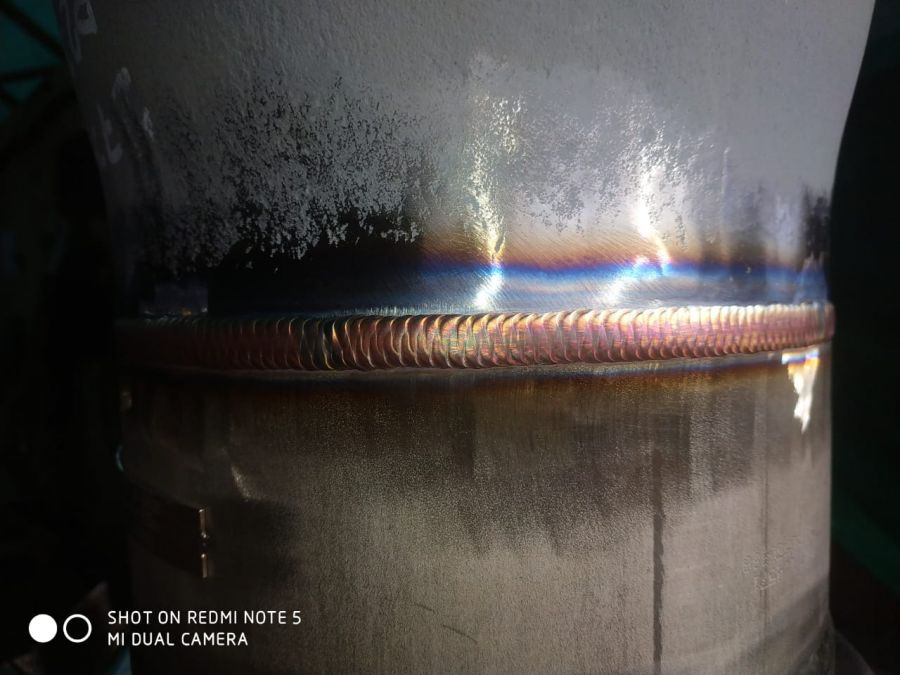
Наши емкости из нержавеющей стали для чайного гриба изготовлены из нержавеющей стали марки 304 и поставляются с полированной деревянной подставкой и патрубком из нержавеющей стали или безопасного для заваривания пластика на ваш выбор. И, как и все наши сосуды Continuous Brew Kombucha, наши пивовары из нержавеющей стали имеют право на БЕСПЛАТНУЮ ДОСТАВКУ!
Показано 1–12 из 17 результатов
Сортировка по умолчаниюСортировать по популярностиСортировать по среднему рейтингуСортировать по последнимСортировать по цене: от низкой к высокойСортировать по цене: от высокой к низкой- Распродажа!
JUN Упаковка непрерывного приготовления из нержавеющей стали Deluxe
348,88 $ Выберите опции - Распродажа!
Сосуд и подставка из нержавеющей стали с набором для заваривания чая Deluxe Kombucha Tea Brewer Continuous Package
Рейтинг 5,00 из 5
328,88 $ Выберите опции Пластиковый патрубок Brew-Safe
Рейтинг 5.
$9,95 Выберите опции 00 из 5
00 из 5Крышка пивовара – тканевая, подходит для горловины сосуда диаметром 5,75–8 дюймов
Рейтинг 4,98 из 5
$12,95 Выберите опции- Распродажа!
Крышка пивовара (упаковка из 3 шт.) – изготовлена из ткани, подходит для горловины сосуда диаметром 5,75–8 дюймов
Рейтинг 5,00 из 5
29,95 $ Выберите варианты - Распродажа!
Набор тройников Brewer — для стальных и фарфоровых сосудов
Номинальный 4,98 из 5
29,95 $ Выберите опции - Распродажа!
Набор тройников Brewer (3 шт.) — для стальных и фарфоровых сосудов
Рейтинг 5,00 из 5
69,95 $ Выберите опции Стойка для пивоварения с прилавком онлайн для сосуда для глиняной и глиняной посуды
Рейтинг 5,00 из 5
39,95 $ В корзинуКран из нержавеющей стали Brew Safe Онлайн
Рейтинг 5,00 из 5
29,95 $ В корзину- Распродажа!
Сосуд из нержавеющей стали с полным комплектом для непрерывного приготовления чайного гриба
Рейтинг 4,93 из 5
298,88 $ Выберите варианты - Распродажа!
Сосуд из нержавеющей стали с полным комплектом JUN Continuous Brew
318,88 $ Выберите опции - Распродажа!
Емкость и подставка из нержавеющей стали с чайником для заваривания чая Deluxe Kombucha, непрерывная упаковка без излишеств
Рейтинг 5,00 из 5
268,88 $ Выберите опции
Сосуды из нержавеющей стали для чайного гриба
Ищете ли вы просто кофеварку из нержавеющей стали или все необходимое, чтобы начать варить чайный гриб дома, мы обеспечим вас! Вот различные типы упаковок, которые мы предлагаем с нашими сосудами из нержавеющей стали:
Набор для заваривания из нержавеющей стали Deluxe
В наш набор для заваривания из нержавеющей стали Deluxe входят следующие компоненты:
- Сосуд для заваривания из нержавеющей стали и подставка
- 2 очень больших чайных гриба SCOBY (упакованы в крепкую стартовую жидкость и НИКОГДА не обезвожены)
- Крышка пивовара
- 3 пробника чая, включая чайные смеси Hannah’s Signature Tea Blends
- 2 бутылки нашего 50-кратного концентрата чайного гриба
- Большой шар для заваривания чая
- Чайные пакетики из муслина
- 3 полоски термометра
- 20 полосок для тестирования pH лабораторного качества
- Выпаренный тростниковый сок
- 2 упаковки наших 100% органических ароматизаторов
- Консультация с Kombucha Mamma, Hannah Crum
- Онлайн-видео по настройке и обслуживанию
- Полные инструкции CB Kombucha и поддержка по электронной почте
- Пожизненное членство в Платиновом форуме поддержки сообщества
- 60-дневная гарантия возврата денег
- БЕСПЛАТНАЯ ДОСТАВКА!!
Комплект для заваривания из нержавеющей стали
Наш полный набор для приготовления кофе из нержавеющей стали включает следующее:
- Сосуд для заваривания из нержавеющей стали
- 2 очень больших чайных гриба SCOBY (упакованы в крепкую стартовую жидкость и НИКОГДА не обезвожены)
- Крышка пивовара
- 4 унции фирменной органической чайной смеси Hannah’s
- Наш 50-кратный концентрат чайного гриба
- Большой шар для заваривания чая
- Чайные пакетики из муслина
- 3 полоски термометра
- 10 полосок для тестирования pH лабораторного качества
- Выпаренный тростниковый сок
- 100% органический ароматизатор
- Онлайн-видео по настройке и обслуживанию
- Полные инструкции CB Kombucha и поддержка по электронной почте
- Пожизненное членство в Платиновом форуме поддержки сообщества
- 60-дневная гарантия возврата денег
- БЕСПЛАТНАЯ ДОСТАВКА!!
Набор для заваривания из нержавеющей стали без излишеств
В наш набор для заваривания из нержавеющей стали без излишеств входит следующее:
- Сосуд для заваривания из нержавеющей стали
- 2 очень больших чайных гриба SCOBY (упакованы в крепкую стартовую жидкость и НИКОГДА не обезвожены)
- Крышка пивовара
- Фирменная органическая чайная смесь Hannah’s Signature, 2 унции
- Чайные пакетики из муслина
- Лента термометра
- Онлайн-видео по настройке и обслуживанию
- Полные инструкции CB Kombucha и поддержка по электронной почте
- Пожизненное членство в Платиновом форуме поддержки сообщества
- 60-дневная гарантия возврата денег
- БЕСПЛАТНАЯ ДОСТАВКА!!
Как следует из названия, если вам нужен только сосуд, крышка, подставка и электронная книга, мы с гордостью предлагаем только сосуд для заваривания по отдельности. Это популярный вариант для домашних пивоваров, у которых уже есть все необходимое или которые хотят модернизировать или заменить свою текущую пивоваренную емкость.
Это популярный вариант для домашних пивоваров, у которых уже есть все необходимое или которые хотят модернизировать или заменить свою текущую пивоваренную емкость.
*******************
Уход за нержавеющей сталью и ее кормление
Опубликовано Автор Stan Hieronymus
Автор Micah Phillips
Переиздано из BrewingTechniques, июль/август 1994 г.
Уникальные свойства нержавеющей стали делают ее предпочтительным материалом для опытных пивоваров. В этом учебнике по нержавеющей стали рассматриваются ее состав и свойства, обсуждаются методы очистки и санитарной обработки, а также приводятся важные советы для всех, кто занимается изготовлением или модификацией оборудования из нержавеющей стали.
По мере развития искусства домашнего пивоварения развиваются и технологии самогоноварения. Домашние пивовары часто заимствуют одну-две страницы из стандартной практики коммерческих пивоваров, чтобы улучшить свои собственные пивоварни. Многие домашние пивовары теперь используют выброшенные пивные и содовые кеги из нержавеющей стали, которые довольно легко найти и легко адаптировать ко многим креативным пивоваренным системам.
Домашние пивовары часто заимствуют одну-две страницы из стандартной практики коммерческих пивоваров, чтобы улучшить свои собственные пивоварни. Многие домашние пивовары теперь используют выброшенные пивные и содовые кеги из нержавеющей стали, которые довольно легко найти и легко адаптировать ко многим креативным пивоваренным системам.
Нержавеющая сталь считается лучшим пуленепробиваемым и легко поддающимся дезинфекции оборудованием, и многие домашние пивовары стремятся создать домашнюю пивоварню, полностью изготовленную из нержавеющей стали. Хотя нержавеющая сталь очень долговечна, ею можно злоупотреблять и повредить ее без разумного ремонта. Что касается дезинфекции, правильно обслуживаемые поверхности из нержавеющей стали легко дезинфицируются, хотя очистка этих же поверхностей может быть довольно сложной задачей. В этой статье представлены основы правильного ухода и питания оборудования из нержавеющей стали.
Мое личное знакомство с пивоваренным оборудованием из нержавеющей стали началось много лет назад с желания приобрести большой варочный котел. В то время я не знакомился с методами других домашних пивоваров или какой-либо литературой о домашнем пивоварении, поэтому я был предоставлен самому себе. К счастью, я работал в компании, которая занималась изготовлением изделий из нержавеющей стали, и они позволяли своим сотрудникам пользоваться их оборудованием в нерабочее время. Несколько удачных взяток домашнего пивоварения и применение локтевого жира дали мне отличный варочный котел. Позже появились ферментеры из нержавеющей стали и периферийное оборудование. И примерно через полгода после этого начались проблемы.
В то время я не знакомился с методами других домашних пивоваров или какой-либо литературой о домашнем пивоварении, поэтому я был предоставлен самому себе. К счастью, я работал в компании, которая занималась изготовлением изделий из нержавеющей стали, и они позволяли своим сотрудникам пользоваться их оборудованием в нерабочее время. Несколько удачных взяток домашнего пивоварения и применение локтевого жира дали мне отличный варочный котел. Позже появились ферментеры из нержавеющей стали и периферийное оборудование. И примерно через полгода после этого начались проблемы.
Основная проблема заключалась в том, что остатки с поверхности не смываются и не счищаются. Эти остатки начали влиять на теплопередачу в котле и привносили нежелательные привкусы в ферментеры. Я поговорил об этом с местной пивоварней, но обнаружил, что они сами столкнулись с подобными проблемами.
Однажды, когда я искал шаровые краны из нержавеющей стали, я остановился у поставщика молочного оборудования и не только нашел то, что искал, но также обнаружил, что у молочных заводов есть оборудование и проблемы с очисткой, аналогичные проблемам пивоваренных заводов. На самом деле процедуры очистки и дезинфекции, используемые в молочной промышленности, гораздо более строгие, чем те, которые используются в коммерческом пивоварении, и, безусловно, более строгие, чем те, которые используются в мире домашнего пивоварения. Как оказалось, поставщики молочных продуктов являются хорошим и недорогим источником информации и химикатов для очистки и дезинфекции.
На самом деле процедуры очистки и дезинфекции, используемые в молочной промышленности, гораздо более строгие, чем те, которые используются в коммерческом пивоварении, и, безусловно, более строгие, чем те, которые используются в мире домашнего пивоварения. Как оказалось, поставщики молочных продуктов являются хорошим и недорогим источником информации и химикатов для очистки и дезинфекции.
ВИДЫ НЕРЖАВЕЮЩЕЙ СТАЛИ
Нержавеющая сталь — это легированная сталь с яркой, долговечной серебристой поверхностью. Сплав имеет 11-26% хромовой основы с добавлением различных процентов никеля для повышения ударной вязкости и добавления титана для улучшения свариваемости.
Существует множество типов нержавеющей стали. Большинство из них представляют собой стали для магнитных инструментов, известные как нержавеющие стали серии 400, которые не подходят для использования в пивоварении. Немагнитная нержавеющая сталь, используемая в оборудовании для пивоварения и ферментации, относится к серии 300. Существует несколько разновидностей 300-й серии. Наиболее распространенными для пивоварения являются нержавеющая сталь 304 и 316. Из этих материалов обычно делают кеги. И 304, и 316 обладают очень хорошей коррозионной стойкостью и легко свариваются. Следует избегать использования других металлов 300-й серии для пивоварения, особенно 303. Разновидность 303 обладает гораздо меньшей коррозионной стойкостью и гораздо труднее сваривается.
Существует несколько разновидностей 300-й серии. Наиболее распространенными для пивоварения являются нержавеющая сталь 304 и 316. Из этих материалов обычно делают кеги. И 304, и 316 обладают очень хорошей коррозионной стойкостью и легко свариваются. Следует избегать использования других металлов 300-й серии для пивоварения, особенно 303. Разновидность 303 обладает гораздо меньшей коррозионной стойкостью и гораздо труднее сваривается.
Остерегайтесь самозванцев: если вы собираетесь использовать переработанные пивные кеги, убедитесь, что они на самом деле изготовлены из нержавеющей стали, а не из алюминия. Хотя большинство американских кегов изготовлены из нержавеющей стали (обычно 304), многие кеги из Европы и США, произведенные в конце 1950-х и 1960-х годах, изготовлены из алюминия. Процедуры очистки, описанные в этой статье, серьезно повредят алюминий. Также имейте в виду, что многие клапаны и фитинги, которые кажутся блестящими из нержавеющей стали, на самом деле изготовлены из никелированной или хромированной латуни.
Важность правильного ухода и кормления: Коррозия и нержавеющая сталь? Он из нержавеющей стали, поэтому на нем не должно быть риска ржавчины, точечной коррозии и износа, верно? Неправильный. Хотя нержавеющие стали серии 300, используемые в пивоваренном оборудовании, обычно обладают высокой коррозионной стойкостью, их устойчивость может быть нарушена несколькими способами. Например, некоторые методы очистки и дезинфекции, обычно используемые для стекла и пластика, опасны для нержавеющей стали, и вы можете повредить свое оборудование из нержавеющей стали, если будете их использовать.
ОЧИСТКА И ДЕЗИНФЕКЦИЯ
Химические вещества: Отбеливатель. Хотя отбеливатель (гипохлорит калия) может быть надежным дезинфицирующим средством для домашних пивоваров с пластиковыми и стеклянными ферментерами, это плохой выбор для дезинфекции нержавеющей стали. Длительный контакт с отбеливающими растворами, особенно с подогретыми, может привести к образованию язв на поверхности контейнеров из нержавеющей стали./8ce4a8c4a69941b.s.siteapi.org/img/171827839dd7d8abda9a5f9c88819e94277ebcba.jpg) Каустик. Каустик (гидроксид натрия), щелочной очиститель, обычно используемый в системах безразборной мойки (CIP) коммерческих пивоварен, достаточно эффективен для удаления органических веществ с поверхностей из нержавеющей стали, но не подходит для домашнего использования. Гидроксид натрия очень опасен. Он доступен в жидкой и сухой форме, и оба могут вызвать серьезные ожоги кожи. Правильное хранение и использование каустика в домашних условиях сложно и рискованно. Использование каустика в чистящих растворах имеет еще один недостаток: хотя он эффективен для растворения органических соединений на основе углерода, он имеет тенденцию увеличивать появление отложений на основе кальция на нержавеющей стали. Кроме того, щелочные растворы следует использовать с осторожностью, поскольку в высоких концентрациях и при длительном контакте щелочи (например, кислоты) могут повредить поверхность нержавеющей стали.
Каустик. Каустик (гидроксид натрия), щелочной очиститель, обычно используемый в системах безразборной мойки (CIP) коммерческих пивоварен, достаточно эффективен для удаления органических веществ с поверхностей из нержавеющей стали, но не подходит для домашнего использования. Гидроксид натрия очень опасен. Он доступен в жидкой и сухой форме, и оба могут вызвать серьезные ожоги кожи. Правильное хранение и использование каустика в домашних условиях сложно и рискованно. Использование каустика в чистящих растворах имеет еще один недостаток: хотя он эффективен для растворения органических соединений на основе углерода, он имеет тенденцию увеличивать появление отложений на основе кальция на нержавеющей стали. Кроме того, щелочные растворы следует использовать с осторожностью, поскольку в высоких концентрациях и при длительном контакте щелочи (например, кислоты) могут повредить поверхность нержавеющей стали.
Кислоты: Некоторые кислоты можно использовать для различных операций по очистке нержавеющей стали. Фосфорная кислота и соляная кислота очень эффективны для удаления пивного камня (см. ниже). Их часто используют для нейтрализации воздействия едких чистящих растворов. Дополнительным преимуществом использования кислот для очистки ферментационного оборудования из нержавеющей стали является то, что рН любого остатка на поверхности сосуда может быть более точно согласован с pH поступающего пива, что снижает шок для пива и дрожжей в нем. Пищевые кислоты обычно доступны в жидкой форме, и их следует хранить и использовать с осторожностью. Чрезмерные концентрации и время контакта также могут повредить поверхность нержавеющей стали.
Азотная кислота часто используется для пассивации поверхности оборудования из нержавеющей стали (см. ниже) для улучшения санитарной обработки поверхности. Кислота мягко травит поверхность. Важно не повредить пассивированные поверхности (см. раздел о пассивации ниже).
Йодафоры: Йодафоры, которые в последнее время стали довольно популярными среди домашних пивоваров, являются прекрасным дезинфицирующим раствором. Йодафоры состоят в основном из йода, фосфорной кислоты и спирта. Йодафор также доступен без фосфорной кислоты для использования с чувствительными к кислоте материалами. Концентрация всего 12,5 частей на миллион при времени контакта 2 минуты достаточна для большинства нужд домашнего пивоварения. Йодафоры также можно использовать для дезинфекции множества предметов путем замачивания или рециркуляции раствора. Храните растворы йодафора в темном месте, потому что солнечный свет разрушает их и значительно снижает их эффективность.
Большинство этих химикатов можно приобрести у различных промышленных и сельскохозяйственных поставщиков. При покупке любого из этих химикатов (или аналогичных) попросите паспорт безопасности материала (MSDS). OSHA требует, чтобы поставщики предоставили вам паспорт безопасности, но вам, тем не менее, часто придется запрашивать его. Когда вы получите MSDS, прочтите его и убедитесь, что вы его понимаете. Большинство из этих соединений при неправильном обращении или злоупотреблении могут быть опасны для вас и окружающей среды.
Задача о пивном камне: Наиболее распространенным поверхностным отложением на пивоваренном оборудовании из нержавеющей стали является пивной камень или оксилат кальция. Пивной камень обычно выглядит как тусклая коричневатая или коричневато-белая пленка на поверхности металла. Чаще всего это происходит в варочных котлах из нержавеющей стали, хмельниках, противоточных теплообменниках и первичных ферментерах. Длительный контакт с горячим суслом приводит к наибольшему накоплению пивного камня. Необходимо удалить пивной камень, прежде чем он повлияет на вкус или, что еще хуже, станет проблемой дезинфекции.
Причина образования кальциевых отложений заключается в том, что нержавеющая сталь, в отличие от меди, не смачивается горячим суслом; между сталью и горячим суслом остается тонкий слой воздуха, благодаря чему осадок буквально запекается на поверхности нержавеющей стали. Возможно, это дополнительная причина, по которой многие пивоварни продолжают использовать медные варочные цеха или даже устанавливают новые. Следует отметить, что проблема несмачивания возникает с алюминием, который еще сложнее очистить.
Пластиковые абразивы: Лучше всего чистить оборудование из нержавеющей стали на домашней пивоварне вручную с помощью пластикового абразива. Скребки, такие как Scotch Bright, недороги и идеально подходят для удаления остатков пивоварения с поверхностей из нержавеющей стали. Классы пластиковых абразивов варьируются от грубых до очень мелких. Хороший скребок, немного смазки для локтей и горячая вода должны эффективно очистить большую часть вашего оборудования из нержавеющей стали. Никогда не используйте стальную вату, которая может вызвать ржавчину, или абразивные губки, внутри которых содержится мыло. Молочная щетка, которую можно найти в хозяйственных магазинах и у поставщиков молочных продуктов, также может быть весьма полезной.
Чистка бочонков с содовой: Многие домашние пивовары хранят свое пиво в кегах с содовой. Эти контейнеры имеют размеры от 3 до 10 галлонов и идеально подходят для ферментации, розлива, розлива и фильтрации пива. Они также легко доступны и недороги. Хотя в литературе по домашнему пивоварению появилось несколько статей, описывающих использование этих контейнеров, на сегодняшний день ни в одной из них не описывается долгосрочный уход за кегами содовой.
Как упоминалось выше, отбеливатель не следует использовать для чистки бочонков с газировкой, так как он в конечном итоге приведет к появлению ржавчины внутри бочонка. Подогретые отбеливающие растворы ускорят образование точечной коррозии. Однако тринатрийфосфат (TSP) может эффективно очищать кеги с газировкой, особенно когда используется кег, пропитанный им, потому что он не повредит детали из нержавеющей стали или резины. Пластиковые абразивы и немного смазки для локтей также хорошо работают.
В конце концов в бочонке начнет накапливаться пивной камень. Пивной камень можно разрыхлить, замочив бочонок на 2-6 ч в растворе фосфорной кислоты с pH 1,7-2,0 при температуре 120-130°F (49-54°C). После пропитки кислотой пивной камень должен легко удаляться пластиковыми абразивами.
ПРОИЗВОДСТВО
Защита от ржавчины: Хотя нержавеющая сталь представляет собой никелевый сплав и обычно не ржавеет, при контакте нержавеющей стали со сталью с высоким содержанием железа может возникнуть ржавчина на основе железа. Ржавчина часто проявляется в виде красновато-коричневого пятна, которое редко бывает очень проникающим и часто может быть удалено полировкой. Однако чем дольше нержавеющая сталь находилась в контакте со сталью с высоким содержанием железа, тем больше было повреждение. Могут возникнуть глубокие питтинги; в ферментационном оборудовании эти участки с косточками трудно содержать в чистоте.
Сварка: Не сваривайте нержавеющую сталь самостоятельно. Стойкие к ржавчине свойства нержавеющей стали также могут быть нарушены чрезмерным нагревом при сварке и шлифовке в процессе изготовления. Несмотря на то, что большое количество оборудования для домашнего пивоварения может быть изготовлено мастером-любителем и бесплатным трудом услужливых друзей, некоторые вещи заслуживают внимания, если вы строите собственную пивоварню из нержавеющей стали. Многие качества нержавеющей стали, которые ценятся пивоварами, являются результатом кристаллической структуры самого металла. Эта структура не является естественной для стали. Чрезмерный нагрев может изменить кристаллическую структуру нержавеющей стали, в результате чего она потеряет свою коррозионную стойкость.
Сварку нержавеющей стали должны выполнять только квалифицированные специалисты с соответствующим оборудованием. В противном случае сварка может превратиться в отвратительный кошмар. Нержавеющие стали серии 300 имеют более низкую критическую температуру по сравнению с обычными сталями. При сварке и шлифовке необходимо следить за тем, чтобы эти металлы не перегревались. Повреждения от перегрева часто локализованы, но, тем не менее, могут вызвать серьезные проблемы. В некоторых случаях перегретые участки, которые ранее не реагировали на магнитный материал, станут реагировать на магнитные силы. Тяжелая обработка нержавеющей стали также может вызвать этот эффект.
Используйте правильные инструменты: Другими источниками образования ржавчины, которые часто можно проследить до изготовления, являются проволочные щетки и шлифовальное оборудование, которое ранее использовалось для обработки обычных сталей. После того, как сварка выполнена, обычно необходимо использовать проволочную щетку на сварных швах для удаления поверхностных загрязнений. Используйте только щетки из нержавеющей стали или латунной проволоки.
Также следует избегать шлифовальных кругов или дисков, которые использовались для шлифования обычных сталей. Шлифовка бывшим в употреблении кругом может привести к появлению ржавчины в более глубоких царапинах, что легко может привести к проблемам с санитарной обработкой. Использование правильных инструментов при строительстве домашней пивоварни из нержавеющей стали предотвратит долгосрочные проблемы и уменьшит количество неприглядных пятен на внешней стороне ваших блестящих сосудов.
ПАССИВАЦИЯ
Стойкость нержавеющей стали к коррозии и обесцвечиванию отчасти обусловлена наличием пленки поверхностного окисления, которая защищает металл. Неправильное или чрезмерное использование дезинфицирующих средств на основе хлора или контакт со стальной ватой, стальными инструментами или стальными деталями могут повредить эту пленку.
Техника, известная как пассивация, может использоваться для получения химически чистой поверхности, которая способствует восстановлению поверхностного оксидного слоя. Оксидная пленка естественным образом образуется на чистых поверхностях, подвергающихся воздействию атмосферы, но контакт с кислотными смесями, содержащими окислители, может усилить ее образование. Кислотная промывка также выполняет важную функцию растворения любых примесей свободного железа на поверхности нержавеющей стали. Поэтому рекомендуется пассивация в качестве процедуры очистки для удаления пятен ржавчины и отложений свободного железа (основная процедура описана в прилагаемой рамке). Его следует использовать на санитарных поверхностях оборудования из нержавеющей стали после любых работ по изготовлению.
ПЕРВЫЕ, НО ВЕРНЫЕ ШАГИ
Эта информация должна помочь пивоварам решить некоторые проблемы, возникающие при использовании оборудования из нержавеющей стали. Хотя о нержавеющей стали можно узнать гораздо больше, подробности, представленные в этой статье, помогут большинству пивоваров пройти долгий путь к успешному пивоварению.
БИБЛИОГРАФИЯ
Пассивация (Национальная ассоциация производителей оборудования для молочной промышленности, ныне Ассоциация поставщиков молочной и пищевой промышленности, Роквилл, Мэриленд). «Кристаллическая структура металлов», М. Миллспоу, исследовательская работа, стр. 19.91. Технология и практика металлообработки, 7-е изд., (Репп/Маккарти/Людвиг, Блумингтон, Иллинойс, 1982).
Пивоваренные фильтры из нержавеющей стали для пива, вина, кофе, чая и многого другого! – Паук для хмеля, держатель для хмеля, чашка для сита для хмеля, фильтр для бочонков, сита для котлов, сетка из нержавеющей стали, заказной
На своих предыдущих варках я использовал самодельный паук для хмеля, сделанный из нейлонового фильтра для краски, и сливной патрубок.
В лучшем случае он делал адекватную работу, но все же не отфильтровывал большую часть хмеля. я тоже использовал нержавейку
орехи, чтобы взвесить фильтровальный мешок, чтобы предотвратить выкипание хмеля. Убираться с хлопотами, а так как сумка была нейлоновая,
это означало замену мешка, как только он стал зеленым.
Теперь войдите в мир отличий Utah Biodiesel Supply Hop Spider. Как вы можете видеть на фотографии моего варочного котла, хмелевой паук держал весь хмель в фильтре и сусло было прозрачным без хмеля. Сначала я использовал хмелевой паук для слива сусла, чтобы отфильтровать зерно или мелочь. Вы также можете сказать по фотографиям ферментеров, в которых используется хмелевой паук из нержавеющей стали. Есть около тройки Дюймовая разница в материале между ними. Хмелевой фильтр содержал 6 унций хмеля с большим запасом. Очистить несложно, выбросьте использованный хмель в мусор, а затем быстро промойте его перед очисткой вашего оборудования.
Я настоятельно рекомендую приобрести фильтры хмеля в компании Utah Biodiesel, а если у вас есть какие-либо вопросы, с компанией Graydon приятно работать.
– Марк Дж.
Щелкните здесь, чтобы увидеть пример очистки одного из наших
стальные фильтры с водой. Для стойких остатков белка и хмеля замочите при 180°F в PBW. Оставьте на ночь и смойте горячей водой.
9 3/4″ x 8″ Сито для затора 800 микрон | НАВЕРХ
Описание:
Ищете простой способ процедить зерновое затор, не создавая беспорядка?
Тогда обратите внимание на наше сверхмощное ситечко для пивоварения из нержавеющей стали 800 микрон!
Мы создали этот фильтр, основываясь на нескольких запросах на простую в использовании корзину сита для процеживания зернового сусла! Мы начали с того, что сделали
диаметр достаточно мал, чтобы он поместился в большинстве чайников для пивоварения, а также в 5-галлонных ведрах (да! Идеально подходит для них!).
Затем мы сделали его высотой 8 дюймов. Это глубже, чем наши ковшовые фильтры из нержавеющей стали, что означает, что он может вместить больше затора (почти вдвое больше глубины). ковшового фильтра).
В качестве материала для экрана мы выбрали наш сверхмощный экран с размером ячеек 800 микрон. Этот размер идеально подходит для большинства зерен, поскольку он не забивается, как скажем. 600-микронное сито может, но также не пропускает месиво, как 1000-микронное сито. Это также самый популярный микронный размер наших экраны котла делают его идеальным для процеживания затора.
Следующее, что мы сделали, это придали фильтру действительно хорошие прочные двойные сварные выступы из нержавеющей стали, которые выдвигаются до 16 дюймов.
Это означает, что он будет отлично работать не только в 5-галлонных ведрах или варочных котлах меньшего размера, но вы также можете использовать его в котлах большего диаметра!
Он также идеально подходит для нашего чайника Ultimate Brew-In-A-Basket 42 Quart 10,5 Gallon из нержавеющей стали!
Эти замечательные фильтры для затора также идеально подходят для 10-галлонного охладителя Igloo! Нижняя часть находится примерно на уровне 6 галлонов, когда он тоже сидит в холодильнике!
Наконец, чтобы упростить обращение, мы добавили прочную ручку из нержавеющей стали, которая позволяет легко перемещать сетчатый фильтр, а затем
быстро качается в сторону, как только сетчатый фильтр находится на месте.
Короче говоря, если вы ищете идеальное портативное ситечко для затора, которое будет работать с широким выбором варочных котлов, то вы абсолютно люблю это сито! Возьмите одну сегодня и сделайте процеживание пюре легким делом! Это сито для затора может вместить до 8 фунтов зерна.
Щелкните здесь для покупки
7 дюймов, 11,5 дюймов, 15 дюймов, 18 дюймов, 21 дюйм, 30 дюймов и 36 дюймов, высота
800/400/300/100/74/43/15 микрон
НАЗАД ТОП
Описание:
Этот фильтр для сухого охмеления идеально подходит для использования в бочонках Cornelius “corny”! 2-дюймовая верхняя резьба отвинчивается, чтобы вы могли добавить все, что захотите.
внутри бункера. После закрытия обратно вы можете опустить его в свой банальный бочонок через крючок наверху. Это делает
отлично подходит для добавления сухого хмеля или любого другого ингредиента, который вы хотели бы включить в свое пиво! Каждый фильтр имеет перфорированную нержавеющую
металлическая крышка с приваренным к ней сетчатым фильтром, который также улавливает хмель. Верхние части легко завинчиваются и снимаются для легкого доступа к внутренней части.
Доступны фильтры размером 300 и 400 микрон.
Микрон Рекомендации:
800 микрон – Фильтрация для крупной фракции (фруктовые настои и т. д.)
400 микрон – Цельнолистовой хмель
300 микрон – Хмель в гранулах
100 микрон – Чай/комбуча/кофе (молотый)
74 микрон – Холодное пиво Кофе (грубо помолотый)
43 микрон – кофе холодного заваривания (мелкомолотый)
15 микрон – осветляющее сусло
Хмель Рекомендации:
При использовании гранулированного хмеля для сухого охмеления рекомендуется заполнять фильтр не более чем наполовину.
По нашему опыту, это составляет:
7 дюймов — до 6 унций
11,5 дюймов — до 10 унций
15 дюймов — до 12,5 унций
18 дюймов — до 15 унций
21 дюйм — вверх до 17,5 унций
Вы, конечно, можете положить больше хмеля в контейнер, если хотите, но имейте в виду, что оба гранулированных хмеля
и цельнолистовой хмель будет расширяться. Если бы вы набили сосуд до краев, это расширение
скорее всего, хмель в центре сосуда не соприкасается с вашим пивом.
Чрезмерное заполнение любого из наших сухих бункеров приведет не только к плохому использованию, но и сосуд, который трудно чистить и который, вероятно, следует замачивать, если не кипятить, чтобы удалить запекшиеся частицы хмеля.
Фильтры размером 15, 43, 74 и 100 микрон также можно заказать по индивидуальному заказу (свяжитесь с нами для уточнения деталей). детали заказа в нестандартном микронном размере). Каждый фильтр имеет перфорированную верхнюю часть из нержавеющей стали с приваренной к ней фильтрующей сеткой. Верхушки легко завинчиваются и снимаются, обеспечивая легкий доступ внутрь.
Эти фильтры также пользуются большой популярностью у кофеваров. Будь то добавление аромата в обычный сваренный кофе или в холодный кофе, наши клиенты считают их чрезвычайно эффективными! Нажмите здесь, чтобы увидеть наши банальные фильтры для бочек для заваривания кофе
Отзывы клиентов:
“Выдающийся продукт для сухого налива в кеги. Высокое качество во всем, от закручивания крышки до сварных швов……
Хорошо спроектирован и хорошо построен. Этого продукта должно хватить на всю жизнь». – Джей Джей Флэш
Изготовлено в США!
Возможна международная доставка. Свяжитесь с нами, чтобы узнать стоимость доставки.
- Технические характеристики
- 7 дюймов, 11,5 дюймов, 15 дюймов, 18 дюймов, 21 дюйм, 30 дюймов и 36 дюймов, высота
- Диаметр фильтра 2 5/8 дюйма
- 2 3/4 дюйма с резьбой фильтра
- Резьбовая крышка и верхняя сплошная секция Нержавеющая сталь 430
- 15/43/74/100/300/400/800 микрон Нержавеющая сталь 304
- Завинчивающаяся крышка с ушком сверху
ПРИМЕЧАНИЕ: Проверьте внутреннюю высоту бочонка, чтобы убедиться, что сухой бункер для бочонка, который вы покупаете, подойдет
Нажмите здесь, чтобы купить
Ищете сухое охмеление в
Better Bottle Brewing Carboy? Тогда мы хотели бы представить вам наш сухой бункер Better Bottle из нержавеющей стали!
Идеально подходит для большинства бутылок Better Bottle, что делает его идеальным средством для сухого охмеления внутри этих бутылок. отличные пивоварни! Фильтр изготовлен из нержавеющей стали 304 300 микрон, имеет диаметр 1,5 дюйма и высоту 16 дюймов.
Сделав его таким высоким, вы сможете использовать всю высоту Better Bottle для сухого охмеления! 9№ 0017
Для облегчения сухого охмеления с помощью фильтра мы даже включили перфорированную резиновую пробку № 8 из чистой жевательной резинки № 8 лабораторного класса с перфорацией 3/8 дюйма.
для герметизации верхней части и полностью закрытого сетчатого дна, изготовленного из той же сверхпрочной нержавеющей стали, что и сторона фильтра.
Чтобы сделать его универсальным, мы сделали его из 300-микронного хмеля, что означает, что вы сможете сушить хмель как с целыми листьями, так и с пеллетами! Если вы варите пиво в Better Bottle, вам обязательно понравится, как легко им пользоваться! Возьмите по одной для каждой из ваших лучших бутылок. и получить прыгать сегодня!
- Технические характеристики
- 1,5 x 16 дюймов
- 300 микрон – лучше всего подходит для гранулированного хмеля
– не рекомендуется для цельнолистового хмеля - Сетка сбоку и снизу
- Просверленная резиновая пробка лабораторного класса #8 3/8 дюйма
- Рекомендуемый хмель – до 3-4 унций
Щелкните здесь, чтобы приобрести
Диаметр 1 1/8 дюйма x высота 21 дюйм
Вы устали затыкать свой автосифон? Ищете способ защититься от хмеля? Тогда вам понравится наш новый автоматический сифонный фильтр! Он доступен в диаметре 1 1/8 дюйма (1,125 дюйма), что означает, что он подходит для большинства бутылей и более качественных бутылок и даже может использоваться везде, где вам нужно содержать ваш автоматический сифон в чистоте!
Фильтр автоматического сифона легко надевается на ваш автоматический сифон, чтобы предотвратить его засорение хмелем во время перекачки. Фильтр позволяет вам сушить хмель в ферментере без необходимости класть сухой хмель в мешок, просто высыпайте его!
Закрытое дно фильтра помогает сифону располагаться низко в ферментере, что также сводит потери при переносе к минимуму!
Хотите простой способ фильтрации через погружную трубку? Просто добавьте предварительно просверленную резиновую пробку № 6 или № 6,5 в верхнюю часть автоматического сифонного фильтра, сдвиньте погружную трубку. в фильтр, установите и наслаждайтесь фильтрацией прямо через погружную трубку!
Щелкните здесь, чтобы ознакомиться с отличной статьей об использовании автоматического сифонного фильтра. на отличном пивоваренном сайте Скотта Джениша! Мы работали с ним над разработкой фильтра!
Фильтр изготовлен из нержавеющей стали 304 толщиной 300 микрон, как и наш сухой бункер для бутылок Better Bottle Dry Hopper и сухой бункер для стеклянных бутылей. его можно использовать несколько раз, и он очень хорошо очищает.
Многоцелевое использование:
Наш автоматический сифонный фильтр имеет множество применений!
– Фильтрация через автосифон
– Фильтрация через сливную трубку с автоматическим сифоном
– Фильтрация при переходе от первичной к вторичной
– Вторичная фильтрация к ведру для розлива
– Фильтр с погружной трубкой для кегов Corny Keg, Sanke и других кегов – Установите его на погружную трубку для получения отличных результатов!
– Постройте плавающую сифонную трубку с фильтром!
Регулируемая высота
У вас есть приложение, которое короче фильтров? Просто возьмите пару тяжелых ножниц и обрежьте свой автоматический сифон.
чтобы соответствовать вашим потребностям! Хорошая пара швейных ножниц отлично работает!
– Посмотрите на этот пример сборки фильтра с плавающей сифонной трубкой с фильтром, построенной с использованием укороченного автоматического сифонного фильтра!
Полезные советы:
– Чтобы обеспечить правильную посадку, измерьте внешний диаметр автоматического сифона
и внутренний диаметр в верхней части сосуда, в котором он будет использоваться. – просверлить резиновую пробку в верхней части фильтра, и вы можете прикрепить ее прямо к погружной трубке!
— Скотт Джениш указал, что эта просверленная пробка №6 работает хорошо.
Нужен другой диаметр или длина? Свяжитесь с нами для цитаты!
Ознакомьтесь с нашими сифонными трубками из нержавеющей стали ниже
- Характеристики автоматического сифонного фильтра
- Диаметр 1,125 дюйма (1 1/8 дюйма) x высота 21 дюйм
- 300 микрон (отлично подходит для защиты от хмеля!)
- Сетка сбоку и снизу
Нажмите здесь для покупки
Диаметр 1/2″ и 3/8″
Взгляните на эти потрясающие сифонные трубки из нержавеющей стали!
Они доступны в диаметре 1/2″ или 3/8″ и могут быть заказаны с наклоном верхней части на 180° или 120°.
Трубки сифона 180° расположены на расстоянии 23 дюйма от изгиба вниз, а трубки сифона 120° — на расстоянии 24 дюйма от изгиба вниз. Верхний конец сифонной трубки имеет длину 1 5/8 дюйма до того, как он начнет изгибаться, и 3 дюйма от конца до вершины изгиба.
Они отлично подходят для переливания из одного контейнера в другой и, в отличие от пластиковых сифонов, легко выдерживают до партии с высоким содержанием алкоголя! Их можно использовать для пива, вина, крепких спиртных напитков, кофе, чая или везде, где вам нужно сделать перевод.
Они хорошо работают в чайниках, стеклянных бутылях, банальных бочонках или в любых контейнерах, где можно использовать сифонную трубку. Они сделаны из нержавеющей стали 304, что означает, что они идеально подходят для пивоварения!
Они также отлично работают с нашими автосифонными / погружными трубчатыми фильтрами!
Вы также можете изменить их длину.
Нужна трубка длиннее 23/24 дюйма? Свяжитесь с нами, чтобы получить предложение. Технические характеристики:
– Нержавеющая сталь 304
– Наружный диаметр 1/2″ или 3/8″
– Верхний изгиб 180° или 120°
– Настраиваемая длина
– Легко чистится
– Отлично подходит для крепких напитков
ПРИМЕЧАНИЕ: Трубки сифона не подлежат возврату, поскольку каждая из них изготавливается на заказ в соответствии с указанной вами длиной.
Тщательно измерьте.
Щелкните здесь, чтобы купить
НОВЫЙ IPA – Научное руководство по аромату и вкусу хмеля способ ароматизации пива хмелем. Мы работали с ним над несколькими проектами, включая наш автоматический сифонный фильтр. И подумал, что вам может понравиться его книга. Подробнее об этом можно прочитать, нажав на обложку книги ниже.
Ссылка на видео
Ознакомьтесь с новой книгой Скотта, перейдя по нашей партнерской ссылке Amazon ниже!
Будучи партнером Amazon, мы зарабатываем на соответствующих покупках партнеров Amazon. Нержавеющие и пластиковые корпуса фильтров Hop Back/Hop Randall | НАЗАД
Ищете отличный способ создать хоп-бэк или хоп-рэндалл? Тогда ознакомьтесь с нашим большим выбором корпусов!
Они доступны из стандартного термостойкого пластика (черный), высокотемпературного пластика (красный) или сверхпрочной нержавеющей стали; который
может работать как с горячими, так и с холодными жидкостями.
Корпуса также идеально подходят для наших картриджных фильтров из нержавеющей стали! Каждый корпус имеет съемную крышку с
Фитинги 3/4″ с внутренней резьбой NPT с обеих сторон, легко очищаемая чаша корпуса фильтра, а в каждой крышке есть даже предварительно просверленные отверстия для монтажа
верхнюю часть корпуса фильтра в соответствии с вашими настройками. Модель из нержавеющей стали даже включает крепежные болты!
Фильтрующие картриджи имеют уплотнения на обоих концах и могут быть изготовлены по индивидуальному заказу в широком диапазоне микронных размеров. Соединённые вместе,
они отлично подходят для всех видов использования! Для максимальной эффективности и площади поверхности,
картриджи имеют перфорированную оболочку, предназначенную для протекания жидкости через фильтрующий картридж в центр
а затем обратно из корпуса. Подберите комплект сегодня!
- Характеристики
- Приблизительный размер: 13 дюймов в высоту x 5 дюймов в диаметре в верхней части
- Поток жидкости проходит через патрон фильтра и вверх через центр
- Стандартный пластиковый корпус фильтра (черный)
- Используется для картриджей из нержавеющей стали высотой 9 7/8 дюйма
- Фитинги 3/4″ NPT
- Резиновое уплотнение чаши из буна
- Может работать с жидкостями до 125°F
- Выдерживает давление до 125 psi
- Высокотемпературный пластиковый корпус фильтра (красный)
- Использование 9 картриджей из нержавеющей стали высотой 7/8 дюйма
- Фитинги 3/4″ NPT
- Резиновое уплотнение чаши из буна
- Может работать с жидкостями до 200°F
- Выдерживает давление до 125 psi
- Корпус из нержавеющей стали
- Используется с картриджами из нержавеющей стали высотой 9 1/2 дюйма
- Фитинги 3/4″ NPT
- Резиновое уплотнение чаши из буна
- Может работать с жидкостями до 200°F
- Выдерживает давление до 200 psi
- Включает (4) крепежных болта и монтажный кронштейн
- Включает сливную пробку 1/4 дюйма в нижней части
- Схема корпуса из нержавеющей стали
Нажмите здесь для покупки
Нужен простой способ встроенной фильтрации? Тогда проверьте наш встроенный фильтр! Он построен с использованием 2-дюймовые фитинги Tri-Clover, которые упрощают использование, чистку и легко модифицируются в соответствии с вашими потребностями!
Щелкните здесь, чтобы узнать все об этом!
Описание:
Это сито для заваривания чайника, полностью изготовленное из нержавеющей стали, также изготовлено из сверхпрочной нержавеющей стали 304 толщиной 800 микрон. Его также можно использовать для процеживания хмеля при кипячении или для использования в заторном чане вместо использования двойного дна.
Он имеет длину 12 дюймов от фитинга до конца фильтра и имеет фитинг 1/2 дюйма с нормальной трубной резьбой в верхней части и гофрированное и приваренное дно.
Он очень похож на экран базуки и отлично подходит для пивоварения!
Щелкните здесь для покупки
Этот варочный фильтр из нержавеющей стали предназначен для установки в 20-литровую варочную установку Speidel Braumeister.
Изготовленный из сверхпрочной нержавеющей стали 304, фильтр имеет боковые и нижние сетчатые материалы размером 300 микрон.
и имеет полый стержень из нержавеющей стали диаметром 1/2 дюйма, проходящий по всей длине фильтра и спускающийся через дно на дополнительные 2 дюйма. Это позволяет фильтру легко надеваться на стержень внутри 20-литрового блока Speidel Braumeister и с 2-дюймовым удлинителем на дне.
он держит фильтр подальше от нагревательного элемента и температурных колодцев.
Сам фильтр имеет высоту 12 дюймов (14 дюймов с удлинителем нижнего стержня) и диаметр 6 дюймов, что идеально подходит для 20-литрового фильтра. Устройство Speidels Braumeister.
Вся конструкция изготовлена из нержавеющей стали 304 с прочными сварными швами, соединяющими все компоненты. Как и другие наши замечательные фильтры, вы полюбите его, как только вы достанете его из коробки, и полностью насладитесь тем, насколько проще он делает приготовление кофе в вашем Braumeister. Единица производится в Соединенных Штатах и может поставляться по всему миру (свяжитесь с нами, чтобы узнать стоимость международных перевозок).
Щелкните здесь, чтобы приобрести
Этот набор для ферментации — отличный способ начать ферментацию! Мы начнем с пищевого герметичного ведра объемом 5 галлонов с краном,
и завинтить крышку. К этому мы добавляем воздушный шлюз и крышку держателя. Затем мы включаем в себя высококачественную пивоварню диаметром 9 дюймов и высотой 13 дюймов, 600 микрон.
корзина с прочной съемной запирающейся крышкой со встроенной поворотной ручкой! Просто добавьте все, что вы ферментируете, в корзину фильтра,
закройте крышку, опустите ее в ведро, завинтите крышку, добавьте гидрозатвор и вы готовы к брожению!
Идеально подходит для ферментации фруктов, приготовления чайного гриба, крупы, солений и многого другого!
В настоящее время мы собираем корзину для фильтров в 300 микрон и 600 мкм, но может настроить его и на другие размеры в микронах. Свяжитесь с нами для цитаты!
Мы изготавливаем их по заказу, и обычно на сборку и отправку уходит около 3-4 недель. Стоимость доставки оговаривается отдельно в зависимости от размера коробки.
Если вы купите его, мы свяжемся с вами по электронной почте и сообщим стоимость доставки. Вы также можете связаться с нами перед заказом
для цитаты корабля также.
Щелкните здесь, чтобы приобрести
Зерновой варочный фильтр для пивоваренных систем Brewie & Brewie+
Этот фильтр предназначен для пивоварения Brewie и Brewie+
пивоваренных систем и предназначен для удержания зерен во время варки.
Он доступен в размерах 400 или 600 микрон. 400 микрон немного тоньше, чем 600 микрон, и лучше всего работает с более мелкими зернами.
тогда как 600 микрон, будучи немного больше, работают немного лучше для более крупных зерен, таких как кукуруза.
Внешние размеры составляют 11 дюймов в ширину, 11 дюймов в длину и 10,25 дюймов в высоту. Его также можно заказать с дополнительной крышкой с прессовой посадкой.
Это не официальный продукт Brewie.
В настоящее время недоступен Свяжитесь с нами, чтобы получить предложение
пивоваренная машина и держать зерна во время заваривания. Он доступен в размерах 300 или 400 микрон. Это действительно хороший легкий фильтр, который идеально подходит для машины PicoBrew. Это 12 дюймов в длину, 8 3/8 дюймов в ширину и 5 13/16 дюймов в высоту.
Его также можно заказать с опциональной крышкой с прессовой посадкой.
Это не официальный продукт Zymatic Systems.
Щелкните здесь, чтобы приобрести
Как очистить пивоваренное оборудование из нержавеющей стали
Меню
Счет
Боретесь ли вы со ржавчиной на вашем пивоваренном оборудовании? Знаете ли вы, как правильно чистить нержавеющую сталь и другое пивоваренное оборудование? Хранение оборудования может быть очень трудным, особенно если вы не используете оборудование для пивоварения из нержавеющей стали. Нержавеющую легче чистить, и она гигиенична. Некоторые люди имеют дело с нержавеющей сталью, которая начинает ржаветь из-за проблем с защитным оксидом хрома на поверхности. Очищение нержавеющей стали отбеливателем может привести к разрушению защитного покрытия, что приведет к проблемам со ржавчиной, поскольку железо в стали обнажится.
Модернизация пивоваренного оборудования из нержавеющей стали может снизить требования к техническому обслуживанию и обеспечивает передовые методы ферментации. Стальной ферментер может быстро нагреваться, производя пар быстрее. Время производства может резко увеличиться для ряда пивоваров, которые используют старое оборудование или оборудование, подверженное ржавчине.
Конструкция баков StillDragon и другого оборудования превосходит другие модели, представленные на рынке. Качество сборки по цене феноменальное. Резервуары чистые, люки крышки прочные и легко чистятся. Подумайте об одностенном чайнике Pot Belly Kettle от StillDragon, если вам нужно обновить свое оборудование. Он функционален, прост в использовании и прослужит вам всю жизнь благодаря конструкции из нержавеющей стали.
Пассивирующая сталь
Что делать, если перегонное оборудование начинает ржаветь? Поскольку защитное покрытие удалено и железо оголено, единственный способ исправить это – закрепить нержавейку с повторной пассивацией. Процесс повторной пассивации будет включать погружение нержавеющей стали в ванну с азотной кислотой. Азотная кислота способствует растворению свободного железа и других загрязнений с поверхности металла. Процесс повторно окисляет хром, чтобы снова обеспечить защитное покрытие. Обычно процесс занимает до 30 минут. Причина, по которой многие люди выполняют ванну с азотной кислотой, заключается в том, что это более прочный защитный слой от очистки стали в одиночку.
Очистка нержавеющей стали
Что делать, если у вас нет доступа к азотной кислоте для пассивации нержавеющей стали? Очистите нержавеющую сталь, пока не доберетесь до голого металла. Как только он станет чистым, кислород образует защитный барьер из оксида хрома, когда он подвергается воздействию кислорода. Для правильной очистки стали необходимо использовать чистящее средство на основе щавелевой кислоты. Не используйте стальную вату, так как она обнажает металл. Лучший вариант очистки нержавеющей стали — использовать неметаллическую зеленую или белую чистящую губку. Промойте и высушите сталь полотенцем, чтобы она оставалась чистой и сухой, и кислород автоматически пассивирует сталь.
Поскольку нержавеющая сталь повторно пассивируется после каждой очистки, переход на заваривание из нержавеющей стали — отличный способ предотвратить ржавчину и сохранить чистый вкус вашего алкоголя. В наиболее распространенном пивоваренном оборудовании для бочонков используется нержавеющая сталь 304 и 316. Правильная нержавеющая сталь предназначена для защиты от коррозии и легко сваривается. Избегайте пивоваренного оборудования из нержавеющей стали марки 303, так как ее трудно сваривать и, как правило, возникают проблемы с чистотой.
Пивоваренное оборудование из нержавеющей стали изготовлено из никелевого сплава и не ржавеет, если правильно его чистить. Вы можете определить ржавчину по красновато-коричневому или розовому цвету в некоторых ситуациях. Простая полировка обычно удаляет ржавчину, если вы заметили ее на ранней стадии. Глубокие изъязвления часто возникают в ферментационном оборудовании, которое бывает сложно очистить.
Всегда ищите кеги, изготовленные из нержавеющей стали, а не из алюминия. Алюминиевые кеги труднее чистить, и у них проблемы с клапанной арматурой. Большинство поставщиков поставляют только нержавеющую сталь, но качество стали может варьироваться. Нержавеющая сталь, используемая для пивоваренного оборудования от StillDragon, устойчива к коррозии при надлежащем уходе.
Чем вреден отбеливатель?
Хотя отбеливатель часто является предпочтительным методом очистки для многих людей, отбеливатель может быть одним из худших дезинфицирующих средств для всех, кто работает в пивоваренной промышленности с нержавеющей сталью. Отбеливатель работает с пластиковыми и стеклянными ферментерами. Как упоминалось ранее, отбеливатель очистит нержавеющую сталь. Нагретый отбеливатель нанесет на поверхность контейнеров из нержавеющей стали. Мало того, что это повреждает сталь, отбеливатель может вызвать проблемы с отложениями кальция на стали.
Удаление пивного камня
Одной из самых больших проблем для пивоваров является пивной камень. Как вы можете удалить эту накипь из стареющего резервуара или бочонка? Пивной камень может быть трудно удалить, потому что он медленно накапливается со временем, пока вы, наконец, не увидите его. Пивной камень — это накипь оксалата кальция, которая встречается с минералами жесткой воды и белком. Если вы не удалите пивной камень, это изменит вкус вашего пива или сократит срок его хранения. Если вы не почистите пивной камень должным образом, это может привести к антисанитарной обработке поверхности и испортить всю партию пива.
Для очистки пивного камня используйте горячую воду с щелочными средствами. Раствор необходимо использовать для нейтрализации пивного камня и удаления его со стали, стекла или пластика. Затем после щелочной очистки следует этап обработки фосфорной кислотой для дезинфекции оборудования. Важно знать, что микроорганизмы могут прятаться в щелях оборудования, поэтому вы должны убедиться, что удалили весь пивной камень, прежде чем снова использовать оборудование.
Чтобы предотвратить пивной камень, начните с промывания пива и дрожжей горячей водой, а затем используйте 1-2 унции на галлон смеси фосфорной/азотной кислоты. Держите эту смесь в оборудовании в течение примерно тридцати минут, прежде чем добавить неедкий щелочной очиститель еще на тридцать минут. Завершите процесс очистки, промыв оборудование водой с температурой окружающей среды, пока баланс pH не станет нейтральным.
Легкие отложения обычно очищаются за несколько минут, но большие отложения могут занять час или жесткую ручную очистку внутри резервуара. В некоторых резервуарах с сильными отложениями требуется замачивание резервуара на несколько часов, чтобы ослабить пивной камень и удалить его путем ручной очистки.
Пивоварение несколько раз трансформировалось благодаря современным технологиям. Есть несколько старых приемов, которые до сих пор отлично работают, когда речь идет о чистоте вашего пивоваренного оборудования. Есть ли у оборудования блеск? Сталь гладкая на ощупь? Вы видите признаки отложения пивного камня? Замечание об этих элементах поможет вам поддерживать работу вашего пивоваренного оборудования из нержавеющей стали с максимальной отдачей. Для получения дополнительной информации об очистке оборудования для дистилляции посетите сайт www.StillDragon.com.
Онлайн поддержка
верхний
Все
Заварочный котел — алюминий или нержавеющая сталь (что лучше?)
Начать выбирать зерновые, хмелевые и другие вкусы очень интересно, но прежде чем сварить первую партию пива, вы столкнетесь с рядом важных решений: покупка вашего оборудования. При выборе варочного котла, что лучше: алюминиевый варочный котел или варочный котел из нержавеющей стали?
Сварочные котлы из нержавеющей стали и алюминия имеют свои преимущества и недостатки. Нержавеющая сталь лучше подходит для длительного использования из-за ее долговечности и индивидуальной настройки, но она также будет тяжелее и дороже. Алюминий — отличный способ начать заниматься домашним пивоварением с минимальными вложениями, хотя поначалу он требует некоторой дополнительной работы.
Продолжайте читать, чтобы сравнить и сопоставить варочные котлы из алюминия и нержавеющей стали, включая различия в цене, долговечности, размерах и эффективности.
Алюминиевые варочные котлыАлюминиевые варочные котлы — отличный выбор для начинающих пивоваров или любителей, работающих неполный рабочий день, поскольку их легче найти и они требуют меньших вложений, чем вариант из нержавеющей стали. Некоторые пивовары даже утверждают, что использование алюминиевых котлов сделает вас лучшим пивоваром.
Простой, недорогой и доступный вариант, алюминиевый варочный котел представляет собой просто сосуд, как описано, без наворотов . It — отличный способ начать пивоварение, не вкладывая слишком много денег.
Алюминиевые горшки изготавливаются путем формования листа чистого алюминия (называемого «заготовкой») по форме. Затем к готовому горшку приклепывают ручки. Заклепки — прочный и устойчивый выбор для посуды, которая будет удерживать тяжелые предметы. Посмотрите это информативное видео, чтобы посмотреть, как изготавливается алюминиевый горшок.
При поиске в Интернете алюминиевого варочного котла вы увидите множество варочного оборудования из нержавеющей стали. Это не означает, что алюминиевые кастрюли — плохой выбор; скорее всего, они реже продаются как пивоваренные. Нет никакой разницы между хорошо сделанной кастрюлей, которая, вероятно, уже есть на вашей кухне, и хорошо сделанным варочным котлом.
Цена и наличиеАлюминиевые кастрюли также обычно доступны в продаже после Дня Благодарения, так как американцы любят жарить индеек во фритюре (будьте осторожны!) в больших кастрюлях на улице с пропаном. В качестве бонуса они обычно идут в комплекте, включая подставку и шланги регулятора газа. Подставка может облегчить и сделать более безопасным кипячение сусла на открытом воздухе при использовании особенно большого варочного котла.
Алюминиевые варочные котлы легко доступны в большинстве магазинов кухонных принадлежностей и магазинов домашнего пивоварения. Они также обычно стоят меньше, чем чайники из нержавеющей стали аналогичного размера.
Один из самых больших и хорошо зарекомендовавших себя алюминиевых горшков, который я нашел (на 40 галлонов), в настоящее время продается за 155 долларов. На момент написания этой статьи один из этих наборов для жарки индейки с подставкой, регулятором, шлангом и алюминиевой кастрюлей на 7,5 галлона стоил 93 доллара.
КалибровкаПри выборе варочного котла убедитесь, что он достаточно большой для кипячения в дополнение к самому суслу, чтобы предотвратить переполнение.
Алюминиевые варочные котлы бывают разных размеров, от 5 галлонов до 40 галлонов.
Как минимум, купите чайник, который в 1,5 раза больше размера партии, чтобы обеспечить достаточно места для кипения и перемешивания напитка без проливания. Кроме того, примите во внимание вес горшка, когда он наполнен горячим суслом. Не покупайте горшок, который будет слишком большим для вас в данный момент.
Алюминий — более мягкий металл, чем нержавеющая сталь.
По сравнению с нержавеющей сталью она более подвержена вмятинам, вмятинам, царапинам и деформации с течением времени. Возможно, вы замечали дома алюминиевый противень, который покоробился, или видели большие кастрюли на коммерческих кухнях с закругленным дном. Это закругленное дно нестабильно и может представлять опасность при кипячении сусла.
С другой стороны, люди во всем мире передают алюминиевые кастрюли и сковородки из поколения в поколение. За алюминиевыми кастрюлями можно хорошо ухаживать, чтобы они служили дольше, просто это больше работы, чем качественно сделанный аналог из нержавеющей стали.
ПлюсыПлюсы варочных котлов из алюминия по сравнению с нержавеющей сталью:
- Дешевле , чем нержавеющая сталь.
- Легко доступен в магазинах домашнего пивоварения и кухонных принадлежностей.
- Быстрее проводит тепло , заставляя сусло кипеть И охлаждаться быстрее, чем нержавеющая сталь.
- Легче , чем нержавеющая сталь.
Недостатки алюминиевых варочных котлов по сравнению с котлами из нержавеющей стали:
- Невозможно очистить чем-либо едким , жестким или сильнокислотным (таким как OxyClean или стальная вата) без повреждения.
- Менее прочный , так как это более мягкий материал.
- Перед завариванием кастрюля должна быть «приправлена» : Тщательно очистите кастрюлю мягким чистящим средством, налейте столько воды, сколько безопасно, и прокипятите в течение получаса, чтобы создать защитный слой, который темнеет и окисляется. .
- Этот окисленный слой может показаться непривлекательным для некоторых домашних пивоваров.
Сварочный котел из нержавеющей стали более надежен и прост в обслуживании, чем алюминиевый.
Сварочные котлы из нержавеющей стали более популярны среди домашних и профессиональных пивоваров по этим причинам . Хотя они дороже в начале, они также прослужат всю жизнь.
Горшки из нержавеющей стали обычно представляют собой слои нержавеющей стали, заключенные в алюминиевую сердцевину, которая действует как проводник. Иногда на дне кастрюли просто находится диск из алюминия или меди, зажатый между нержавеющей сталью. Сердечник имеет решающее значение, потому что нержавеющая сталь сама по себе является плохим проводником.
Насадки популярны для кастрюль из нержавеющей стали. В отличие от алюминиевых емкостей, кастрюли из нержавеющей стали могут быть оснащены шаровыми кранами, термометрами и смотровыми стеклами. У многих есть маркеры галлона или кварты прямо на горшке. У некоторых даже есть силиконовые ручки (вам, вероятно, все еще понадобятся прихватки!).
Этот хорошо зарекомендовавший себя 40-галлонный котел из нержавеющей стали в настоящее время стоит 300 долларов, что может быть больше, чем домашний пивовар-любитель готов потратить.
Горшки из нержавеющей стали обычно доступны в тех же размерах, что и их алюминиевые аналоги.
Горшки из нержавеющей стали имеют размеры от 5 до 50 галлонов. Некоторые производители изготавливают кастрюли из нержавеющей стали большего размера по запросу.
Кастрюли из нержавеющей стали могут быть оснащены сливным клапаном, что делает использование такой большой и тяжелой кастрюли более безопасным. Вам не нужно беспокоиться о переноске чрезвычайно тяжелой кастрюли, полной горячего сусла, когда вы можете использовать погружной охладитель сусла в сочетании со встроенным сифоном.
Тем не менее, примите во внимание размер партии и то, какой запас вам потребуется, чтобы предотвратить опасное переполнение во время кипячения.
Долговечность Одна из причин, по которой многие пивовары считают, что кастрюли из нержавеющей стали оправдывают вложения, заключается в том, что они значительно более долговечны, чем алюминиевые.
Нержавеющая сталь более долговечна, чем алюминий. Вы не столкнетесь с такой же деформацией или частотой появления вмятин или царапин, как с алюминиевой кастрюлей. Вам также не нужно приправлять кастрюлю перед использованием — достаточно тщательно очистить не отбеливающим чистящим средством, и тогда вы готовы начать заваривание.
Иногда кастрюли из нержавеющей стали имеют приваренные ручки. Хотя сварные швы, как правило, очень надежны, если они выходят из строя, это может быть катастрофическим. С клепаными ручками вы сможете заранее отличить расшатанную заклепку; сварной шов просто лопнет в случае отказа. Это следует учитывать, так как наиболее вероятно, что сварка выйдет из строя, когда кастрюля будет заполнена горячим суслом.
ПлюсыПлюсы варочных котлов из нержавеющей стали по сравнению с алюминиевыми:
- Более долговечный , чем алюминий
- Проще по чистке
- Сохраняет свой Shine . Со временем
- Полезные дополнения
1610310 CONSERET OF NELLER CONSET CONSET CONSET OF OF NELLERLET CONSET . рассмотреть:
- Очень тяжелый
- Труднее довести до температуры и поддерживать ее постоянно
- Дороже чем алюминий
Ходит много слухов о безопасности алюминия для пищевых продуктов — самый популярный из них заключается в том, что алюминий вызывает болезнь Альцгеймера или другие неврологические заболевания.
Алюминий безопасен для пивоварения при правильном использовании и уходе.
Согласно исследованию 2007 года, здоровые люди поглощают менее 1% алюминия из пищи или питьевой воды.