Заварить нержавейку – чем и как лучше варить нержавейку в домашних условиях
alexxlab | 11.03.2020 | 0 | Разное
Каким сварочным аппаратом можно варить нержавейку
При сваривании нержавеющей стали нужно учитывать, что данный вид стали имеет некоторые отличия физических свойства от большинства видов металлов, например, уделенное электрическое сопротивление почти в шесть раз больше точка плавления приблизительно на 100 градусов ниже теплопроводность, что составляет около 1/3 от показателей углеродистого проката. Коэффициент теплового расширения нержавеющей стали по длине составляет приблизительно на 50% больше.
Нержавеющую сталь сваривают различными методами сварки и разными сварочными аппаратами. Ручное дуговое сваривание нержавеющей стали часто используется при сваривании металла толщиной более 1,5 миллиметра. Дуговое сваривание неплавящимися вольфрамовыми электродами в среде инертных газов.
Импульсивное дуговое сваривание плавящимися электродами в инертных газах также может применяться для сварки нержавейки. Также для сваривания нержавейки может использоваться аргонодуговая, аргоновая, плазменная, точечная, роликовая и другие виды. Нержавейку можно сваривать большинством видов и типов сварки и сварочных аппаратов.
Нередко для сваривания нержавеющей стали применяются инверторные сварочные аппараты. Инвертор имеет много преимуществ перед другими видами техники для сваривания. Также он не реагирует практически на любые сбои в напряжении. Шов, который получается при сваривании инвертором, отличается высоким качеством. В сравнении с другими сварочными аппаратами, инверторы способны производить сваривание высокого качества. Которые намного выше от других видов сварки. При использовании инверторных сварочных аппаратов для каждого металла, который Вы будете сваривать, Вы можете подобрать подходящие сварочные электроды.
Отличительной чертой по праву считается доступность такого сварочного аппарата, потому что его цену способен уплатить даже начинающий сварщик. Сочетание цены и качества в таких аппаратах позволяет применять их для самых различных задач. Учитывая все требования для получения качественного сварочного шва, можно умело применять инверторные сварочные аппараты для сваривания нержавеющей стали разных марок и видов.
Другим видом сварки, который используют для сварки нержавеющей стали, является аргоновое сваривание металла. Главным элементом в аргоновой горелке является неплавящийся электрод из вольфрама. В процессе сваривания вокруг электрода образуется керамическое сопло, из которого при сваривании выдувается аргон – инертный газ для защиты сварочного процесса.
Сваривание без аргона не имеет смысла, потому что без него металл начнет гореть и лопаться, а также покрываться коркой. Газ аргон позволяет защищать сварочный процесс от попадания кислорода, который способствует разрушению сварочного шва.
Материалы и электроды, которые используются при сваривании нержавейки, имеют разные свойства, однако у каждого из них есть свои преимущества и недостатки.
3g-svarka.ru
Как приварить нержавейку к обычному металлу
Соединение деталей изготовленных из однородных металлов в плане применения электродов не вызывает особых вопросов. Однако при сваривании деталей из неоднородных металлов к вопросу подбора марки электрода для создания качественных соединений необходимо подходить более осторожно и внимательно. Например, сварщикам часто приходится решать вопрос, как приварить нержавейку к обычному металлу и обеспечить при этом качественный надежный шов.
Особенности сварки нержавеющей стали к обычному металлу
- Сваривание нержавеющей и черной стали всегда сопряжено с нюансами. При выполнении данной работы для качественного шва необходимо применять всегда нержавеющую присадку, которая в обязательном порядке должна содержать намного больше марганца и никеля, в некоторых случаях и хрома, чем в самой свариваемой нержавейке.
- Одним из самых важных моментов – это наличие минимального количества в шве основного металла. Шов должен состоять из присадки – максимально допустимое количество основного металла 40%, то есть по 20% от каждого. При полуавтоматической сварке реально добиться 20-30% смешения (доля в шве основного металла).
- Примерно так же необходимо поступать и при подборе штучного электрода, но в каждом отдельном случае важно точно знать химическое содержание обеих сталей, по которому следует подбирать присадку.


Разнородные металлы и сплавы характеризуются неодинаковой свариваемостью, отличием физико-механических показателей и процессов легирования. К такой группе чаще всего относят сплавы с никелевым и железоникелевым составом. Их можно разделить на четыре категории:
- высоколегированные;
- легированные с повышенными и высокими показателями по прочности;
- низколегированные и углеродистые;
- теплоустойчивые.
Конечно же, применяемые для сваривания разнородных сталей электроды отличаются от электродов, которые используются для сваривания однородных металлов. Главной проблемой, с которой приходится сталкиваться сварщикам при сваривании разнородных сталей, заключается в том, что в сварном шве образуются трещины, и его структура приобретает неоднородность. Для получения шва с аустенитной структурой, при сваривании разнородных металлов часто применяются электроды, которые предназначаются для сваривания высоколегированных сталей и легированных сплавов с повышенными и высокими показателями по прочности.
Видео, можно ли варить нержавейку обычным электродом
Иногда, как показывает практика, допустимо варить нержавку ржавеющим электродом. Подробности здесь.
Марки электродов применяемые для сваривания обычного металла с другими сталями (для разнородных сталей, подробнее здесь) :
- с теплоустойчивыми сталями применяются электроды типа Э50А-Э85;
- с аустенитными высоколегированными сталями применяются электроды ЭА-395/9, а также НИАТ-5;
- с жаропрочными высоколегированными сталями применяются электроды ОЗЛ-25Б;
- для сплавов с никелевой основой применяются электроды ОЗЛ-25Б и ЦТ-28.
Разделы: Сварочные работы – как варить
Метки: выполнение сварочных работ, сварка своими руками, Сварка- основыkovka-svarka.net
Чем варить нержавейку: способы подготовительные работы
В перечне действующей классификации все виды нержавеющей стали считаются высоколегированными металлами, не поддающимися коррозии. Главным легирующим элементом таких изделий считается хром. Обычно его присутствие в составе нержавеющей стали выше 20%.
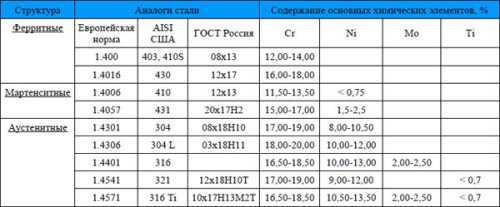
Виды нержавеющей стали.
Элементы снабжены добавками, которые придают конкретные механические свойства, с чьей помощью улучшается коррозионная стойкость:
- Ni – никель.
- Mo – молибден.
- Mn – марганец.
- Ti – титан.
Это далеко не полный перечень марок химических элементов, входящих в состав специальных нержавеющих сталей. Имея такие антикоррозионные качества, эти виды нашли широкое применение на производстве. Детали из нержавейки практически окружают человека повсюду. Их можно встретить на химическом заводе и на кухне.
При поломке таких деталей возникает резонный вопрос: чем варить нержавейку?
Способы сварки нержавейки
Свариваемость таких сталей зависит от нескольких свойств, которые сильно влияют на такую операцию. Они имеют пониженную теплопроводность, поэтому требуется более сильная проплавка этого металла. Поэтому приходится во время сварочных работ уменьшать силу тока. Правильно варить нержавейку могут мастера, имеющие специальные навыки и опыт.
Схема сварки нержавейки своими руками.
Эти стали имеют серьезную литейную усадку, поэтому во время сварки и после ее окончания наблюдается большая деформация металла. В том случае, когда между деталями, имеющими большую толщину, будет отсутствовать зазор, возможно после окончания сварки образование трещин.
Мощное электрическое сопротивление становится причиной сильного нагрева легированного металлического электрода. Для уменьшения негативного эффекта электроды, имеющие хромоникелевый стержень, изготавливается длиной менее 340 мм.
Стали с высоким содержанием хрома теряют антикоррозийные свойства, когда плохо подобран термический режим. Такое явление получило название межкристаллитной коррозии. Данный процесс заключается в появлении карбидов железа на границах зерен при нагревании более 500°С. Именно они становятся главной причиной растрескивания и появления коррозии.Для борьбы с таким явлением разработаны различные способы. Например, быстрое охлаждение полученного сварочного шва.
Схема сварочного полуавтомата для нержавейки.
Для этого можно использовать самую обыкновенную воду, поливая место сварки. В результате улучшается коррозионная стойкость. Данный способ, когда шов охлаждается водой, можно применять только для специальных хромоникелевых сталей, относящихся к аустенитному классу.
Чтобы проводить сварочные работы с цветным нержавеющим металлом, в России изготавливаются электроды марки «ОЗЛ-6». Их сегодня можно приобрести в магазинах, торгующих электродами и специальным сварочным оборудованием. Для нержавейки разрешается применять и другие типы электродов, такие как:
Надо сказать, что сварка подобными электродами дает высокое качество сварочного шва. Именно данные электроды позволяют успешно работать с цветными металлами и нержавейкой, что очень удобно, но и опасно. Когда сварочный шов начинает остывать, от него отскакивает шлам, имеющий высокую температуру. Это очень удобно, так как не требуется очистка металла от шовного шлака. Достаточно просто отойти от места сварки, соблюдая максимальную осторожность, так как шлам, попав на кожу, может нанести серьезную травму.
Подготовительные работы перед началом сварки
Торцы деталей, изготовленных из нержавейки, подготавливаются аналогично деталям, выполненным из сталей, с низким составом углерода. Однако имеется одно характерное отличие. У сварочного соединения должен быть предусмотрен зазор, который будет обеспечивать требуемую усадку шва.
Сварка нержавейки полуавтоматом.
Прежде чем начать сварочные работы, необходимо поверхности кромок зачистить до блеска, применяя стальную щетку, и промыть любым растворителем.
Подойдет ацетон, можно воспользоваться бензином. Это необходимо для удаления жира, который может стать причиной появления в сварочном шве нежелательных пор, что станет причиной понижения устойчивости горения сварочной дуги.
Проведение ручной сварки с применением покрытых электродов
Согласно “ГОСТу 10052-75” покрытые электроды, производятся самых разных видов, для сваривания нержавеющих сталей, конкретного состава. К примеру:
- ОЗЛ-8;
- ЦЛ-11;
- НИАТ-1;
- УОНИ-13/НЖ;
- 12Х13.
Схема сварки покрытым металлическим электродом.
Когда марка нержавейки, из которой изготовлена деталь, известна, можно подобрать в ГОСТе нужный электрод, имеющий оптимальный состава. Необходимо выбирать такие электроды, которые смогут обеспечить главные технические характеристики сварочного соединения:
- механические свойства;
- коррозионную стойкость;
- жаростойкость.
Обычно такие сварочные работы выполняются при подаче постоянного тока, имеющего обратную полярность. Требуется добиваться наименьшего проплавления шва. Для этого подбираются электроды маленького диаметра, дающие низкую тепловую энергию. Выше уже говорилось, что устанавливаемая сила тока при сваривании нержавеющей стали намного ниже силы тока, чем при сварке обычной стали.
В связи с низкой теплопроводностью электродов одновременно с повышенным электрическим сопротивлением применение больших токов будет причиной сильного перегрева покрытия, а порою отскакивания больших кусков.
Схема аргонной сварки фольфрамовыми электродами.
Поэтому электроды, которыми пользуются при сварке цветных металлов, обладают скоростью плавления намного большей, чем у электродов, применяемых при сварке обыкновенной стали. Когда сваривание нержавеющей стали проводится впервые, необходимо всегда об этом помнить.
Чтобы коррозионная составляющая шва осталась неповрежденной, необходимо наличие ускоренного охлаждения. На производстве используют медные прокладки, применяют воздушное обдувание. Когда сваривается хромоникелевая сталь, чтобы выполнять охлаждение, разрешается пользоваться водой.
Сварка с применением вольфрамового электрода
Выполнение сварочных работ с использованием вольфрамовых электродов и аргонной среды необходимо для сварки тонкого металла, когда от шва требуется повышенная надежность и соответствие особым требованиям. Вольфрамовые электроды, проводящие сварку при помощи аргона, лучше всего подходят для сваривания нержавеющих труб, которые применяются для передачи жидкостей, направляемых под мощным давлением. В этом случае сварочные работы выполняются в газовой аргонной среде с установленным постоянным током, имеющим прямую полярность.
Для присадки берется проволока, имеющая степень легирования выше свариваемого металла.
В момент сварки электрод не должен иметь никаких колебательных движений. В противном случае возможно нарушение защиты сварочной зоны. Как следствие, возникнет окисление сварочного шва. Обратная его сторона защищена от попадания воздуха аргоном. Надо сказать, что у нержавейки обратная сторона не требует мощной защиты в сравнении с титаном.
Принципиальная схема аргонодуговой сварки.
Необходимо исключить попадания в зону сварки вольфрама. В связи с этим лучше всего использовать бесконтактный поджог. Можно для зажигания дуги применять графитовую пластину, перебрасывая ее затем на свариваемую деталь.
Аустенитные стали должны охлаждаться обыкновенной водой. В результате не будет происходить уменьшение количества хрома внешних участков сварочного шва.
Чтобы после окончания сварки уменьшить расход вольфрамового электрода, необходимо подачу аргона выключать секунд через пятнадцать. В результате уменьшается сильное окисление горячего электрода, увеличивается срок его эксплуатации.
Полуавтоматическая аргонная сварка: особенности
Чтобы добиться высокой производительности, получить отличный качественный шов, используют сварочные полуавтоматы, предназначенные для работы с нержавейкой в среде аргона. Нержавеющая проволока для сварки изготавливается согласно ГОСТу 2246-70. В нем расписано множество марок стали. К примеру:
- СВ-04Х19Н9;
- СВ-06Х19Н9Т;
- СВ-05Х19Н9Ф3С2.
В каждой марке присутствует никель, что способствует лучшему свариванию. Проводить сварку в нижнем положении намного опаснее. Дело в том, что во время остывания сварной шов может травмировать человека. Если же нет другого выхода и необходимо проводить сварочные работы над головой, то нужно обязательно позаботиться о защите.
Каждый сварщик должен иметь маску и надежный держатель электродов, способный защитить руки. На сварщике должна быть надета специальная одежда, сшитая из прочной толстой ткани. С таким снаряжением он сможет выполнять работу в любом пространственном положении.
moyasvarka.ru