Зависимость допуска от шероховатости: Шероховатость поверхностей при обработке на станках с ЧПУ
alexxlab | 24.04.2023 | 0 | Разное
Зависимость допусков формы и шероховатости от допуска на размер
12Следующая ⇒
Нормирование точности формы и расположения
Правило выбора базы для назначения допусков расположения
При назначении допусков расположения в качестве основной конструкторской базы для назначения допуска расположения выбирается та, которая лишает деталь наибольшего числа степеней свободы.
Относительно этой базы задаются допуски расположения других основных баз, которые совместно образуют координатный угол (координатную систему детали). Затем назначаются допуски расположения вспомогательных баз относительно основных баз по соответствующим координатам и рабочих поверхностей относительно основных или вспомогательных баз.
Допуски формы и расположения разделяют на три группы:
· допуски формы;
· допуски расположения;
· суммарные допуски и расположения.
ГОСТ 24643 устанавливает 16 степеней точности для допусков формы и расположения. С увеличением номера степени точность формы и расположения уменьшается. При переходе от одной степени точности к другой допуск изменяется в 1,6 раза.
Допуски формы и расположения находятся в некоторой зависимости от допуска на размер поверхности. В связи с этим вводится понятие относительной геометрической точности (ОГТ).
Стандартом предусматривается три группы относительной геометрической точности A, B, C:
– в группе А допуск формы не должен превышать 60% от допуска на размер;
– в группе В допуск формы не должен превышать 40% от допуска на размер;
– в группе С допуск формы не должен превышать 25% от допуска на размер.
Исходя из этих условий, значения допусков формы, а также значение шероховатости, можно вычислить по зависимостям, указанным в табл.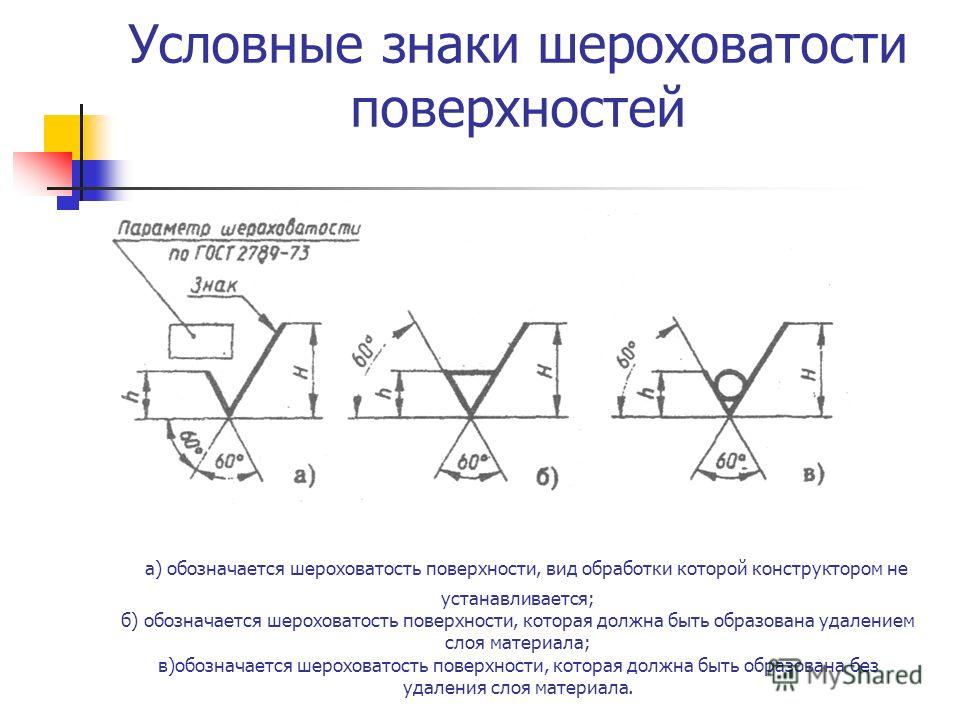
Таблица 9
| Группа относительной геометрической точности | Плоские поверхности | Цилиндрические поверхности | Шероховатость |
| Группа А (нормальная): | Т ф= 0,6 Т разм.. | Т ф= 0,3 Т разм. | Ra = 0,05 Т разм .. |
| Группа В (повышенная) | Т ф = 0,4 Т разм .. | Т ф = 0,2 Т | Ra = 0,025 Т разм. |
| Группа С (высокая) | Т ф = 0,25 Тразм. | Т ф = 0,125 Т разм .. | Ra = 0,012 Т разм .. |
Области применения групп относительной геометрической точности:
– группа А – поверхности при небольших скоростях относительного перемещения и небольших нагрузках, если не предъявляется особых требований к плавности хода или минимальному трению. Рекомендуется для посадок с натягом и переходных при необходимости разборки и повторной сборки, повышенных требованиях к точности центрирования и стабильности натяга;
– группа В – назначается при средних скоростях и нагрузках, повышенных требованиях к плавности хода и герметичности уплотнений; для переходных посадок или с натягом при повышенных требованиях к точности и прочности в условиях больших скоростей и нагрузок, ударов и вибраций;
– группа С – в подвижных соединениях при высоких скоростях и нагрузках и высоких требованиях к плавности хода, снижению трения и герметичности уплотнения.
12Следующая ⇒ |
Дата добавления: 2014-01-06; Просмотров: 2636; Нарушение авторских прав?; Мы поможем в написании вашей работы!
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Допуски формы, расположение поверхности, шероховатость поверхности. Лекция 5
Похожие презентации:
Грузоподъемные машины. (Лекция 4.1.2)
Зубчатые передачи
Гидравлический домкрат в быту
Детали машин и основы конструирования
Газораспределительный механизм
Свайные фундаменты. Классификация. (Лекция 6)
Ременные передачи
Редукторы
Техническая механика. Червячные передачи
Фрезерные станки. (Тема 6)
Допуски формы, расположение
поверхности, шероховатость
поверхности
Допуски формы и расположения поверхностей регламентируются
следующими стандартами: ГОСТ 24642-83. Допуски формы и
Допуски формы и
расположения поверхностей. Основные термины и определения.
ГОСТ 24643-83. Числовые значения отклонений формы и взаимного
положения.
ГОСТ 2.308-79. Указание на чертежах допусков формы и расположения
поверхностей.
Точность
геометрических
параметров
деталей
характеризуется не только точностью размеров элементов,
поверхностей. Отклонения формы и расположения
поверхностей, возникающие в процессе обработки деталей,
приводят к уменьшению износостойкости подвижных
соединений, снижению прочности неподвижных соединений,
нарушению нормальной работы отдельных узлов и
механизмов из них состоящих, то есть снижают
технологические показатели изделий.
Геометрические параметры деталей.
Основные понятия.
Номинальная поверхность – идеальная поверхность, размеры и форма которой
соответствуют заданным номинальным размерам и номинальной форме.
Реальная поверхность – поверхность, ограничивающая деталь и отделяющая ее
от окружающей среды.
Профиль – линия пересечения поверхности с плоскостью или с заданной
поверхностью (существуют понятия реального и номинального профилей,
аналогичные понятиям номинальной и реальной поверхностей).
относится допуск формы, допуск расположения или соответствующее
отклонение.
Если нормируемый участок не задан, то допуск или отклонение относится ко всей
рассматриваемой поверхности или длине рассматриваемого элемента. Если расположение
нормируемого участка не задано, то он может занимать любое положение в пределах
всего элемента.
Прилегающая поверхность – поверхность, имеющая форму номинальной
поверхности, соприкасающаяся с реальной поверхностью и расположенная вне
материала так, чтобы отклонение от нее наиболее удаленной точки реальной
поверхности в пределах нормируемого участка имело минимальное значение.
Прилегающая поверхность применяется в качестве базовой при определении
отклонений формы и расположения.

База – элемент детали или сочетание элементов, по отношению к которым
задается допуск расположения рассматриваемого элемента, а также определяются
соответствующие отклонения.
Отклонения и допуски формы
Отклонением формы EF называется отклонение формы реального
элемента от номинальной формы, оцениваемое наибольшим
расстоянием от точек реального элемента по нормали к
прилегающему элементу.
Неровности, относящиеся к шероховатости поверхности, в отклонения
формы не включаются.
При измерении формы влияние шероховатости, как правило, устраняется
за счет применения достаточно большого радиуса измерительного
наконечника.
Допуском формы TF называется наибольшее допускаемое значение
отклонения формы.
Виды допусков формы: допуск цилиндричности тела вращения,
допуск круглости сечения тела вращения,
допуск профиля продольного сечения цилиндрической поверхности,
допуск плоскостности,
допуск прямолинейности.
Виды допусков, их обозначение и изображение на чертежах приведены в
ГОСТ 24643-81 устанавливает 16 степеней точности формы (и
расположения) поверхностей.
 Числовые значения допусков в
Числовые значения допусков взависимости от степени точности приведены в ГОСТ 24643-81.
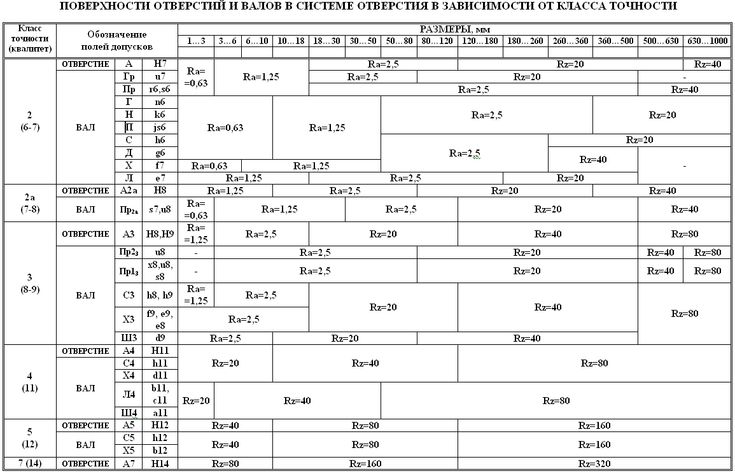
Выбор допусков зависит от конструктивных и технологических
требований и, кроме того, связан с допуском размера.
Поле допуска размера для сопрягаемых поверхностей ограничивает
также и любые отклонения формы на длине соединения.
Ни одно из отклонений формы не может превышать допуска размера.
Допуски формы назначают, когда они должны быть меньше допуска
размера.
Требования к форме поверхности разделяются на
комплексные и частные.
Комплексные – это требования к поверхности, одновременно
предъявляемые ко всем видам отклонений формы
поверхности.
Частные требования – это требования к отклонениям,
имеющим конкретную геометрическую форму:
а) бочкообразность, б) седлообразность, в) конусообразность.
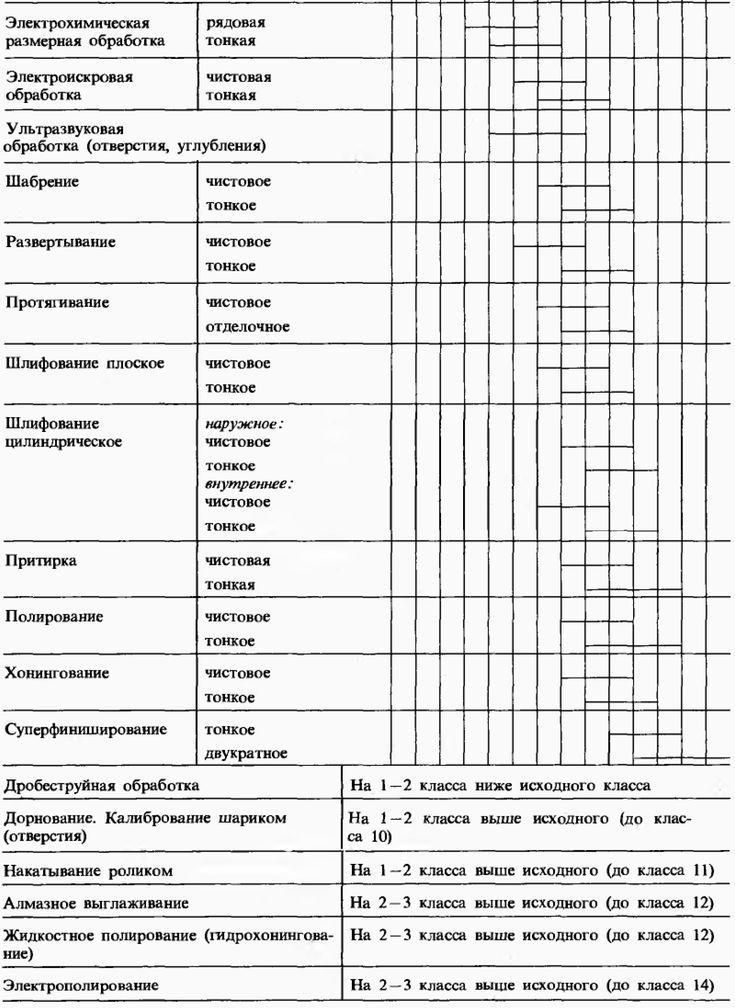
В таблице приведено соответствие достижимой степени точности
формы способу обработки (технологии изготовления) для различных
видов поверхностей.

Таблица соответствия степени точности способу обработки поверхности
Измерения отклонений формы и расположения поверхностей
производятся с помощью поверочных плит, плоскомеров,
гидравлическими (по уровню жидкости) и интерференционными
приборами
Приведены примеры обозначений допустимых отклонений формы
поверхностей на чертежах: а) цилиндричности; б) круглости сечения;
в) отклонения профиля продольного сечения; г) плоскостности в
пределах площади 100 х 200 мм; д) прямолинейности.
Приведен пример определения числового значения допуска отклонения
формы по заданному допуску (квалитету) размера.
Отклонением расположения EP называется отклонение
реального расположения рассматриваемого элемента от его
номинального расположения.
Под номинальным понимается расположение, определяемое
номинальными размерами.
Для оценки точности расположения поверхностей назначаются
базы.
База – элемент детали (или сочетание элементов), по отношению
к которому задается допуск расположения рассматриваемого
элемента, а также определяется соответствующее отклонение.

Допуском расположения называется предел, ограничивающий
допускаемое значение отклонения расположения поверхностей.
Обозначения допусков, их обозначение и изображение на
чертежах приведены в таблице
Условное обозначение допусков расположения
Оценка величины отклонения расположения производится по расположению
прилегающей поверхности, проведенной к реальной поверхности. Таким
образом, исключается из рассмотрения отклонение формы поверхности
Суммарные отклонения формы и расположения поверхностей
При изготовлении реальной продукции в большинстве случаев
отклонения формы и расположения возникают одновременно.
Складывая их получают так называемые суммарные отклонения.
Типовые суммарные отклонения.
1. Радиальное биение – разность наибольшего и наименьшего
расстояний от точки реального профиля поверхности вращения до
базовой оси в сечении плоскостью, перпендикулярной базовой оси.
Радиальное биение является одним из наиболее характерных
суммарных отклонений.
 В нем всегда суммируются отклонение от
В нем всегда суммируются отклонение откруглости с отклонением от соосности с базовой осью вращения
детали
2. Торцевое биение – (разность наибольшего и наименьшего
расстояний от точки реального профиля торцевой поверхности до
плоскости перпендикулярной базовой плоскости.
3. Полное радиальное биение – разность наибольшего и наименьшего
расстояний по всей реальной поверхности до базовой оси в пределах
нормируемого участка.
4. Полное торцевое биение – разность наибольшего и наименьшего
расстояний по всей реальной торцевой поверхности до плоскости,
перпендикулярной базовой оси.
Шероховатость поверхности
Шероховатость поверхности регламентируется следующими
стандартами:
ГОСТ 25142-82. Шероховатость поверхности. Термины и
определения;
ГОСТ 2789 -73. Шероховатость поверхности. Параметры и
характеристики;
90 ГОСТ 2.309-73. Обозначение шероховатости поверхностей.
Шероховатость поверхности оценивается по неровностям
профиля, получаемого путем сечения реальной поверхности
плоскостью.

Способы измерения и оценки шероховатости
a. визуальный – производится визуальное сравнение поверхности с
образцами шероховатости (обоймы из четырех пластин, одна из
поверхностей которых обработана с образцовой шероховатостью и
аттестована на профилометре),
b. контактный – измерение высотных параметров профилометрами
(игла, преобразующий механизм, индикатор),
c. бесконтактные методы (использование микроскопов сравнения и
других оптических приборов).
Волнистость поверхностей
Волнистость занимает промежуточное положение между
отклонениями формы и шероховатости, и представляет собой
совокупность периодически повторяющихся неровностей (чаще
всего синусоидального профиля), у которых расстояние между
соседними выступами и впадинами превышает базовую длину
шероховатости поверхности.
Условно границы между отклонениями формы, волнистости и
шероховатости можно установить по отношению шага Sw к
высоте W неровностей. Для волнистости это отношение
находится в пределах
Допуски расположения осей отверстий для крепежных деталей
Согласно ГОСТ14140-81, допуски расположения осей гладких и резьбовых
отверстий под крепежные детали определяются либо заданием
позиционных допусков расположения осей отверстий, либо предельными
отклонениями размеров, координирующих расположение отверстий.
Наличие зазора между отверстием и крепежной деталью может вызвать
отклонение от соосности.
Наибольшее возможное отклонение от соосности ∆ представляет собой
позиционное отклонение.
Черный кружок на рисунке– это геометрическое место возможных
положений оси отверстия относительно номинального расположения.
Для обеспечения полной взаимозаменяемости при определении значения
позиционного отклонения в расчет принимается наименьший зазор
Соединения крепежными деталями делятся на два типа.
В соединении по типу А зазоры для прохода крепежных деталей
предусматриваются в обеих соединяемых деталях.
В соединении типа В зазор предусмотрен лишь в одной из
соединяемых деталей
English Русский Правила
Взаимосвязь между шероховатостью поверхности и уровнем допуска в обрабатывающей промышленности с ЧПУ – CNC Milling China Factory
Шероховатость поверхности – важный технический показатель, отражающий микрогеометрическую погрешность поверхности обрабатываемой детали и являющийся основной основой для проверки поверхности.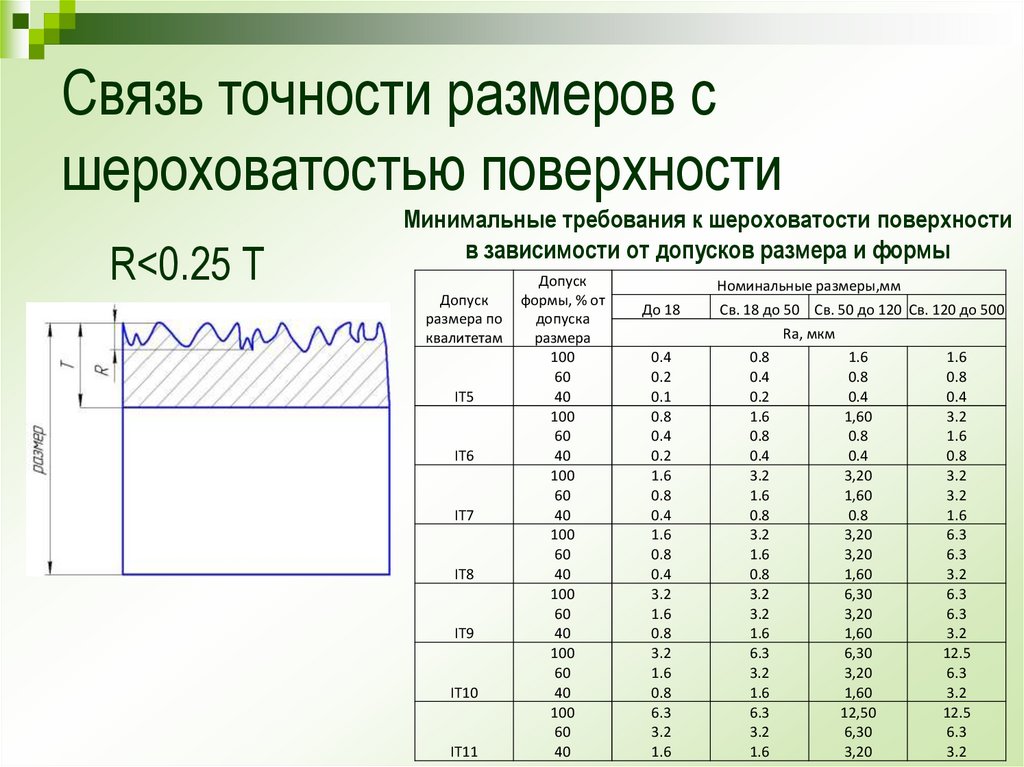 качество обработки деталей; разумно это или нет, но это напрямую связано с качеством обрабатываемых деталей, сроком службы и стоимостью производства. Шероховатость поверхности относится к мелко расположенным микронеровностям на текстуре поверхности, которая состоит из три элемента : шероховатость, волнистость и форма.
качество обработки деталей; разумно это или нет, но это напрямую связано с качеством обрабатываемых деталей, сроком службы и стоимостью производства. Шероховатость поверхности относится к мелко расположенным микронеровностям на текстуре поверхности, которая состоит из три элемента : шероховатость, волнистость и форма.
Профиль шероховатости поверхности
Служба механической обработки с числовым программным управлением (ЧПУ) может контролировать допуски деталей. Чем выше стандарты точности в обрабатывающей промышленности, тем меньше значение допуска. С другой стороны, чем больше допуск, тем шире и ниже необходимая точность. Когда требуются определенные значения шероховатости поверхности, методы постобработки используются редко. Это связано с тем, что этими процессами трудно управлять, и они могут повлиять на допуск размеров детали.
Но как шероховатость поверхности и уровень допуска соотносятся друг с другом при обработке с ЧПУ? Чтобы узнать, продолжайте читать, чтобы исследовать эти отношения. Прежде чем двигаться дальше, важно знать методы измерения шероховатости поверхности.
Прежде чем двигаться дальше, важно знать методы измерения шероховатости поверхности.
Существует широкий спектр оборудования для измерения шероховатости. Но вот два широких метода определения шероховатости.
- Контактный тип
- Бесконтактный тип
Перейдем к более глубокому анализу этих техник. Контактная форма анализа, при которой компонент измерительного устройства фактически контактирует с измеряемой поверхностью во время эксперимента. Но при контактном измерении острый наконечник щупа может повредить поверхность, особенно мягкую. Нормальные нагрузки должны быть достаточно низкими для этих измерений, чтобы контактные напряжения не превышали твердость испытуемой поверхности. На сегодняшний день наиболее популярны стилусные инструменты контактного типа с электронным усилением. Международная организация по стандартизации (ISO) рекомендует широко использовать метод стилуса для справочных целей.
Бесконтактный оптический профилометр, основанный на принципе двухлучевой оптической интерферометрии, изобретенный в 1983 году и широко используемый в настоящее время для измерения гладких поверхностей в электронной и оптической областях. В 1985 году был создан атомно-силовой микроскоп, который по сути представляет собой нанопрофилировщик, работающий при сверхнизких нагрузках. Шероховатость поверхности можно измерять с поперечным разрешением, варьирующимся от микроскопических до атомарных масштабов.
Это оборудование часто используется в исследованиях для количественной оценки шероховатости с очень высоким латеральным разрешением, особенно шероховатости наноразмера. Есть ряд других процедур, продемонстрированных в лаборатории, но никогда не применявшихся в коммерческих целях или использовавшихся в специализированных приложениях. Основываясь на используемом физическом принципе, мы разделим различные методы на шесть категорий :
Методы механической игловой, оптической, сканирующей зондовой микроскопии (СЗМ), жидкостной, электрической и электронной микроскопии.
Итак, как именно работают все эти процессы для измерения шероховатости поверхности? Давайте обсудим это подробно.
Метод механического щупаЭтот метод записывает и усиливает вертикальное движение щупа на измеряемой поверхности с постоянной скоростью. Прибор состоит из измерительной головки стилуса с наконечником стилуса и сканирующего механизма. Получение двумерных сканов в направлении X с шагом в направлении Y на 5 м с помощью ходового винта Y. Он используется для точного позиционирования образца и дает трехмерное изображение.
Оптический методСогласно исследованию, для определения шероховатости поверхности используются различные оптические методы.
Общая оценка может быть выполнена с помощью оптического микроскопа, который дает только качественные данные. Геометрический и физический подходы являются двумя типами оптических методов . Коническое сечение и легкое сечение – это два геометрических подхода. Примерами физических подходов являются зеркальные и диффузные отражения, спекл-структуры и оптическая интерференция.
Примерами физических подходов являются зеркальные и диффузные отражения, спекл-структуры и оптическая интерференция.
Сканирующая зондовая микроскопия (СЗМ) представляет собой группу оборудования, основанную на сканирующей туннельной микроскопии (СТМ) и атомно-силовой микроскопии (АСМ). Первым методом, используемым для получения трехмерного изображения твердой поверхности с атомарным разрешением, является сканирующая зондовая микроскопия.
Сканирующая туннельная микроскопия (СТМ)
СТМ работает по простому принципу. Острый металлический наконечник (один электрод туннельного перехода) подносится достаточно близко к исследуемой поверхности (второй электрод), так что туннельный ток изменяется от 0,2 до 10 нА, что поддается количественной оценке при удобном рабочем напряжении (от 10 мВ до 2 мВ). В). На расстоянии от 0,3 до 1 нм игла сканируется по поверхности, при этом измеряется туннельный ток между иглой и поверхностью.
Атомно-силовая микроскопия (АСМ)
АСМ сочетает в себе принципы STM и профилометра со щупом. Чтобы ощутить близость наконечника к образцу в АСМ, ощущается сила между образцом и наконечником, а не туннельный ток. При перемещении образца с помощью пьезоэлектрических сканеров острый наконечник на конце кантилевера контактирует с поверхностью образца. Этот режим функционирования известен как «отталкивающий режим» или «контактный режим». Атомно-силовая микроскопия — это нанопрофилировщик, который может работать с очень маленькими образцами. Этот подход определяет шероховатость поверхности с латеральным разрешением в диапазоне от микроскопического до атомарного масштаба. Этот метод чаще всего используется для масштабирования шероховатости с очень высоким поперечным разрешением, например, наноразмерной шероховатости.
Гидравлические методы
Эти методы в основном используются при проведении операций постоянной оценки (контроля качества). Так как они работают, не касаясь поверхности, и чрезвычайно быстры. Это дает числовые данные, которые могут эмпирически коррелировать с шероховатостью. Гидравлический и пневматический методы измерения являются двумя наиболее широко используемыми методами.
Электрический метод
В этом методе используется емкостной подход, основанный на идее параллельного конденсатора. Емкость между двумя проводящими элементами связана с их площадью и диэлектрической проницаемостью среды, но обратно пропорциональна их разделению. Достаточно просто рассчитать эффективную емкость между шероховатой поверхностью и диском с гладкой поверхностью для различных детерминированных моделей. Он считается суммой множества небольших элементарных областей на разной высоте. Шероховатость поверхности влияет на емкость между гладкой поверхностью диска и измеряемой поверхностью. На основе этой предпосылки доступен коммерческий инструмент. В процессах непрерывного контроля также используется емкостной метод.
Электронная микроскопия
Как отражательная, так и репликационная электронная микроскопия могут выявить макроскопические и микроскопические характеристики поверхности . Однако у них есть два основных недостатка: во-первых, трудно получить количественные данные; и, во-вторых, из-за изначально ограниченного поля зрения они демонстрируют лишь несколько шероховатостей, в то время как важным моментом поверхностного контакта является то, что он включает в себя огромное количество взаимодействующих шероховатостей.
Метод измерения, который будет выбран в конечном итоге, сильно зависит от приложения пользователя. Методы измерения, основанные на зеркальном отражении, диффузном отражении или спекл-структуре, используются для операций контроля в процессе производства. Жидкостные или электрические технологии могут использоваться для непрерывного контроля (контроля качества), требующего минимальной информации.
Национальный стандарт допусков для станков с ЧПУФото Mastars на Unsplash
Изменения могут происходить по разным причинам, начиная от материала детали и заканчивая используемым процессом обработки. Вот почему на этапе проектирования деталям даются допуски на обработку — количество допустимых отклонений в размерах детали.
Итак, что такое допуски на обработку и почему они важны? Продолжайте читать, чтобы узнать, как выбрать допуск, этот принцип относится к обработке с ЧПУ.
Каждый элемент компонента имеет размер и геометрическую форму. Функция детали включает в себя ограничения на изменение размера и геометрических атрибутов (форма, ориентация и размещение), превышение которых нарушает эту функцию. Большинство инспекторов используют решение минимальной зоны для расчета формируют допуски , что минимизирует максимальную ошибку между точками данных и опорным элементом.
Американский национальный институт стандартов ( ANSI Y14.5 M-1982) установил стандартизированный подход к Национальному стандарту определения размеров и допусков, известный как геометрические размеры и допуски (стандарт GD&T Y14.5). Установлен стандартизированный подход к отображению стандартов допусков на инженерных чертежах, чтобы расширить использование спецификаций допусков в качестве средства связи.
Чтобы гарантировать, что аспекты размера и геометрии всех элементов регулируются, допуски на чертеже должны быть полными, т. е. ничего не следует предполагать или оставлять на усмотрение в мастерской или отделе контроля. Использование общих допусков на размер и геометрию упрощает выполнение этого требования.
Стандарты допусков формы используются для регулирования производных элементов, поскольку точки из производного элемента не могут быть выбраны напрямую. Эти точки должны быть вычислены с использованием точек выборки извне. Но как выбрать допуск для обработки с ЧПУ?
Геометрический размер и допуск (стандарт GD&T Y14.5) полезен для разработчиков и производителей при передаче информации о допусках. К сожалению, в настоящее время не существует стандарта для проверки спецификаций допусков .
Как указывалось ранее, различные материалы и процессы обработки требуют различных допусков. Это означает, что допуски на обработку не совсем «стандартные». Однако некоторые производители установили правила для конкретных применений.
Некоторые механические мастерские требуют от клиентов допусков, и если они не предоставлены, они либо отказываются работать над компонентом, либо используют стандартный допуск, скажем, ±0,005’’ (0,127 мм). Допуск может быть больше или меньше 0,005.
ISO 2768 Допустимый геометрический допуск
Меры предосторожности в отношении допусков
Следовательно, какие меры предосторожности в отношении допусков следует учитывать при обработке с ЧПУ? Существует множество важных аспектов, которые следует учитывать при расчете допусков. Они обсуждаются ниже;
- Материал: Не существует двух одинаковых материалов, и с одними работать легче, чем с другими. Для определения допусков крайне важно изучить термостойкость, твердость, жесткость и абразивность материала.
- Техника обработки: Поскольку одни процедуры более точны, чем другие, тип используемой обработки может иметь значительное влияние на конечный результат.

- Чистовая обработка и нанесение покрытия: Небольшие количества материала добавляются к поверхности детали во время металлизации и чистовой обработки, что может изменить размеры детали настолько, что потребуется другой допуск.
- Стоимость: Техника будет стоить дороже, если строго ограничивать допуск. Очень важно поддерживать точный допуск, чтобы оставаться рентабельным. Очень важно убедиться, что ваша переносимость точна, но не чрезмерно.
Фото Daniel Smyth на Unsplash
Типы допусков
Знаете ли вы, что ASME классифицирует различные типы допусков для обработки?
Геометрические размеры и допуски ( GD&T ) в целом определяет пять типов допусков:
- Допуски формы: основной геометрический допуск, определяющий форму детали.
- Допуски для профилей: устанавливает границу вокруг поверхности, в пределах которой должны находиться составляющие поверхности.
- Допуски для ориентации: Определяет ориентацию формы относительно ссылки.
- Допуски местоположения: Указывает положение элемента относительно ссылки.
- Биение: при вращении детали вокруг оси задается колебание биения целевого элемента.
При выборе подходящей шероховатости поверхности для вашего проекта необходимо учитывать различные факторы. В зависимости от применения продукта, желаемой долговечности, того, будет ли предмет полироваться или окрашиваться, важности точных размеров и бюджета проекта, может потребоваться, чтобы среднее значение шероховатости (Ra) было выше или ниже.
При одинаковых допусках на размеры требования к шероховатости поверхности их деталей с ЧПУ различаются в зависимости от станка. Это вопрос стабильности сотрудничества. Критерии устойчивости и взаимозаменяемости обрабатываемых деталей различаются при проектировании и изготовлении механических деталей для различных типов машин.
Какие существуют виды обработки и с чего начать? Давайте посмотрим на это расширяющееся поле. В существующем руководстве по проектированию механических частей представлены следующие три типа:
Шероховатость поверхности при обработке с ЧПУ влияет на то, как созданный объект взаимодействует с окружающей средой. Типичное обработанное на станке с ЧПУ покрытие гладкое на ощупь со средней шероховатостью (Ra3.2), но видны линии обработки от режущего инструмента. Большинство деталей можно изготовить с такой степенью шероховатости, хотя в некоторых случаях необходима более гладкая поверхность. При разработке скользящих деталей может быть выгодна более гладкая поверхность, поскольку она снижает трение между деталями и улучшает характеристики износа.
Первый в основном используется в точном оборудовании, требующем высокого уровня стабильности посадки. В процессе эксплуатации или после непрерывной сборки предел износа обработанных деталей не должен превышать 10% допуска на размеры деталей. Это в основном используется на трущихся поверхностях чрезвычайно важных обрабатываемых деталей, таких как внутренняя поверхность цилиндра, шейка шпинделя прецизионных станков, шейка шпинделя координатно-расточных станков и более точные биты, которые соответствуют очень конкретным требованиям.
Другой используется в типичном прецизионном оборудовании, которое требует высокой стабильности посадки, предела износа механических компонентов не более 25% точности размеров обрабатываемой детали и очень плотной контактной поверхности. Машины, инструменты, поверхности, которые работают с подшипниками качения, конические отверстия и контактные поверхности, которые движутся с довольно высокой скоростью, – все это примеры его применения.
Третий тип в основном используется в общем машиностроении, где предел износа механических частей не должен превышать 50% от величины допуска на размер и отсутствуют контактные поверхности относительно движущихся частей, а также натяги, шпонки и рабочие поверхности шпоночных пазов; контактная поверхность с малой относительной скоростью перемещения, а также отверстие кронштейна, втулка, рабочая поверхность с отверстием под вал колеса, редуктор и т.д.
Фото Mastars0018
Итак, как шероховатость и допуск связаны друг с другом при обработке с числовым программным управлением (ЧПУ)?
Чаще всего используется шероховатость поверхности, совместимая с уровнем допуска.
Чем меньше требования к точности размеров механических компонентов, тем ниже значение шероховатости поверхности механических деталей. Однако в нормальных условиях между ними нет установленной функциональной связи. Например, для некоторых машин и инструментов требуется очень гладкая поверхность; ручки, маховики, санитарно-техническое оборудование, пищевое оборудование и механические детали с измененной поверхностью.
Это означает, что требования к шероховатости поверхности высоки, но требования к размерным допускам низкие. В типичных обстоятельствах уровень допуска и значение шероховатости поверхности деталей с ЧПУ с требованиями к размерным допускам имеют разумную взаимосвязь.
Согласно некоторым руководствам и монографиям по проектированию механических компонентов, существует множество доступных расчетных формул. Он представляет собой взаимосвязь между шероховатостью поверхности и размерными допусками механических деталей. Вы можете прочитать список формул на выбор.
Когда вы это прочтете. Вы заметите, что одна и та же эмпирическая формула используется с разными значениями. Это может вызвать путаницу у людей, которые имеют очень ограниченные знания в этой области. Одновременно это усложняет подбор шероховатости поверхности при работе механических деталей.
Выбор принципа допуска для станка с ЧПУОбработка с числовым программным управлением (ЧПУ) требует предельной точности. В этой профессии даже миллиметры могут привести к крупным ошибкам. К сожалению, ни одна машина не может гарантировать 100-процентную точность в любое время.
Следовательно, какой основной принцип допуска следует использовать для обработки с ЧПУ? Давайте изучим это дело вместе.
Как известно, допуск — это контроль правильности деталей, обработанных на станках с ЧПУ. Существуют стандартные допуски для деталей, обработанных на станках с ЧПУ, таких как резьба, вырезы и трубы. Стандартные допуски требуются для деталей с числовым программным управлением для различных применений. Когда клиент не выбирает уровень допуска, большинство фрезерных станков с ЧПУ обеспечивают ±0,1 мм, что также является типичным стандартом допуска для компонентов станка с ЧПУ, указанным инженером-механиком. Наиболее частыми стандартными организациями во всем мире, которые устанавливают допуски на обработку с ЧПУ, являются (ISO) Международная организация по стандартизации, (ASME) Американское общество инженеров-механиков и другие. Теперь подробно обсудите их.
В основном стандарт Международной организации по стандартизации ( ISO 2768 ) разбит на две части, каждая из которых направлена на упрощение чертежей путем установления уровней точности в качестве общих правил:
- Общий допуск: его уровни описываются как f- мелкая, м-средняя, в-грубая и v-очень крупная для линейных и угловых размеров.
- Геометрический допуск; Классы допусков H, K и L устанавливают геометрические допуски для элементов с разными уровнями точности.
В качестве иллюстрации чертеж может быть обозначен как Международная организация по стандартизации ISO 2768-mK , что означает, что он должен соответствовать пределам допуска для «среднего» класса допуска части 1 и класса точности «K» части 2. Вы можете упростить свой чертеж, включив спецификацию ISO 2768 и не указывая допуски для каждого размера и элемента.
Стандарт состоит из общих указаний, поскольку бывают ситуации, когда размер детали требует более жестких допусков, чем те, которые определены в ISO 2768. Такие случаи являются обычным явлением, поэтому просмотрите основную надпись чертежа на предмет общих требований к допускам и отметьте любые специальные спецификации деталей или проектные требования.
Принимая во внимание, что стандарт Американского общества инженеров-механиков ( ASME Y14. 5 ) определяет геометрические размеры и символы допусков, определения и правила. Цель стандарта — обеспечить четкое представление подробной информации на всех этапах проектирования и производства механических компонентов.
Технический чертеж GD&T
Он в основном сообщает производственному персоналу и оборудованию, насколько точным и точным должна быть каждая регулируемая функция детали. На инженерных чертежах и трехмерных твердотельных моделях, созданных компьютером, допуск геометрии и размеров (GD&T) использует символический язык, который выражает номинальную геометрию и ее допустимое отклонение.
Рамка контроля характеристик
Допуски выбираются в соответствии с производственным процессом. Как правило, чем выше допуск, тем ниже стоимость. Чрезмерный выбор допуска несет риск предполагаемых и фактических сбоев в работе, ухудшения качества обслуживания, функциональной нежелательности и плохого внешнего вида. Предельный допуск является наиболее практичным и широко используемым. Он допускает произвольный выбор допусков для цепочки измерений и обеспечивает хорошую посадку, но не учитывает производственных затрат.
Стандартные методы определения допусков напрямую не максимизируют затраты и допуски. Их основное внимание уделяется определению допусков , чтобы проект работал в первую очередь и, желательно, был самым дешевым.
Итог
Следовательно, какова связь между шероховатостью поверхности и уровнем допуска при обработке с ЧПУ?
Средняя текстура поверхности детали измеряется шероховатостью поверхности. Чаще всего используется шероховатость поверхности, совместимая с уровнем допуска. Чем меньше требования к точности размеров механических компонентов, тем ниже значение шероховатости поверхности механических деталей, однако в нормальных условиях между ними нет постоянной функциональной связи.
Международная организация по стандартизации (ISO) и Американское общество инженеров-механиков (ASME) являются двумя наиболее распространенными международными организациями по стандартизации, которые определяют допуски на обработку с ЧПУ. Обычная обработка на станке с ЧПУ «после механической обработки» гладкая на ощупь со средней шероховатостью (Ra3.2). Если они недоступны, используется стандартный допуск ± 0,005 дюйма (0,127 мм).
Влияние производственных допусков и шероховатости поверхности лопаток на характеристики турбин | Дж.
Инж. Газовые турбины PowerПропустить пункт назначения навигации
Научно-исследовательские работы
К. Баммерт,
Х. Сандстеде
Информация об авторе и статье
Дж. Инж. Мощность . Jan 1976, 98(1): 29-36 (8 страниц)
https://doi.org/10.1115/1.3446107
Опубликовано в Интернете: 1 января 1976 г.
История статьи
Получено:
2 декабря 1974 г.
Онлайн:
14 июля 2010 г.
- Взгляды
- Содержание артикула
- Рисунки и таблицы
- Видео
- Аудио
- Дополнительные данные
- Экспертная оценка
- Делиться
- Твиттер
- MailTo
Иконка Цитировать Цитировать
Разрешения
- Поиск по сайту
Цитирование
Баммерт, К. , и Сандстеде, Х. (1 января 1976 г.). «Влияние производственных допусков и шероховатости поверхности лопаток на производительность турбин». КАК Я. Дж. Инж. Мощность . январь 1976 г .; 98(1): 29–36. https://doi.org/10.1115/1.3446107
Скачать файл цитаты:
- Рис (Зотеро)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- КонецПримечание
- РефВоркс
- Бибтекс
- Процит
- Медларс
Расширенный поиск
Затраты на изготовление турбинных лопаток сильно зависят от производственных допусков и качества поверхности. Для хорошей работы турбины необходима определенная гладкость поверхности и малые допуски. Для оптимизации затрат необходимо знать влияние шероховатости и допусков на характеристики турбины.