Зенкер и зенковка отличие: Зенкеры и зенковки, применение и отличия
alexxlab | 16.12.1985 | 1 | Разное
Зенкер, зенковка — что это такое и технология работы
Содержание
- 1 Терминология
- 2 Виды зенкеров и зенковок
- 3 Что такое зенкер, систематизация
- 4 Конструкция конусного зенкера
- 5 Разновидности и предназначение зенковок
- 6 Принцип зенкерования металлических изделий
- 7 Скачать ГОСТ
Среди металлообрабатывающего инструментария, применяемого для создания отверстий, особое значение заслуживает зенковка и зенкер. С их помощью выполняют проемы с заданными характеристиками, например, стабильность важных геометрических параметров, шершавость, сужение цилиндрического отверстия. Рассмотрим, что такое зенкер и зенковка.
Содержание
- Терминология
- Виды зенкеров и зенковок
- Что такое зенкер, систематизация
- Конструкция конусного зенкера
- Разновидности и предназначение зенковок
- Принцип зенкерования металлических изделий
- Скачать ГОСТ
Терминология
Зенковка — является многолезвийным инструментом для резки, используемая при обрабатывании отверстий в металлических деталях. После обработки получаются углубления конического/цилиндрического типа, можно создать опорную плоскость около отверстий, снять фаску на центровом отверстии.
После обработки получаются углубления конического/цилиндрического типа, можно создать опорную плоскость около отверстий, снять фаску на центровом отверстии.
Раззенковка отверстий — это вторичная подготовка готовых отверстий для размещения головок метизов – болты, винты, заклепки
Зенкер – инструмент для резки с многолезвийной поверхностью. Применяется в обработке отверстий цилиндрического/конического типа в заготовках для расширения диаметра, улучшения характеристик поверхностей и точностей. Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.
А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчикомЗенкование отверстий — процесс возделывания верхней части проема, чтобы, например, снять заусенцы с края отверстия или создать углубления, чтобы спрятать шляпку заклепок либо шурупа и сравнять с поверхностью детали.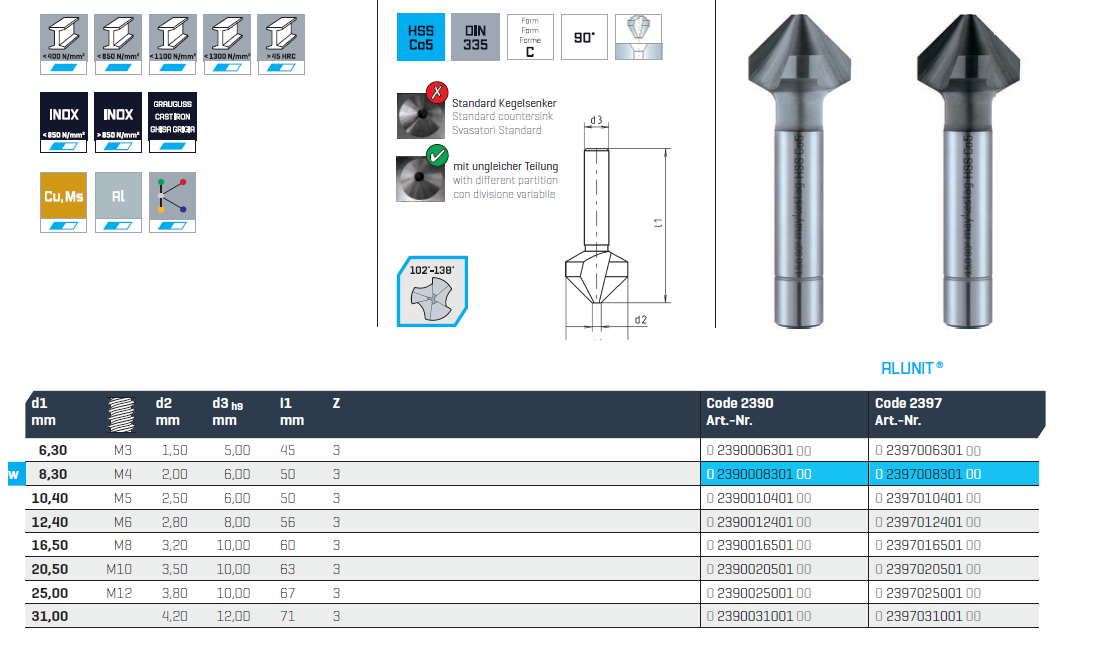 Приспособление, используемое для этой задачи, называется зенковкой.
Приспособление, используемое для этой задачи, называется зенковкой.
Виды зенкеров и зенковок
Производство режущего инструментария по металлу подчиняется основной категории стандартов страны (ГОСТ) и техническими регламентами использования готового изделия. На агрегатах с частичным автоматизированным управлением используют следующие типы зенкеров:
- Цилиндрические, с диаметрами от 10 до 20 мм. Этот комплект с лезвиями производится с напылением из износостойких элементов. Регламентируется ГОСТ 12489-71.
- Неделимые конические, от 10 до 40 мм. Вырабатываются из легированной стали с устойчивым к износу напылением. Подчиняется ТУ 2-035-923-83.
- Целые, в виде насадок, с поперечником от 32 до 80 мм. Регламентируется ГОСТ 12489-71.
- Конический либо насадной, подчиняются ГОСТ 3231-71. Отмечаются присутствием специальных пластин, получаемых из твердых сплавов железа.
Зенковка – это также средство с многочисленными лезвиями, но обладает явными отличиями от зенкера по сфере использования. Эти приспособления подразделяются на некоторые типы:
Эти приспособления подразделяются на некоторые типы:
- Коническая зенковка. Имеет эксплуатируемую головку с угловым коэффициентом конуса в 60,90, 120 градусов. В основном реализовывается для возделывания оснований под крепеж и удаления фасок, то есть затупить острые грани. Регламентируется ГОСТ 14953-80 Е.
- Округленная зенковка (цилиндрическая). Приспособление может обладать округленным либо коническим концом, имея износостойкое покрытие основания. В основном реализовывается в качестве обрабатывания опорных оснований.
Что такое зенкер, систематизация
Прорезывающий инструмент по металлу (зенкер) позволяет раззенковывать проем в детали до 5 группы меткости. Он массово используется для получистовой отделки деталей перед механическим развертыванием. По строению его разделяют на типы:
- целостные;
- насадочные;
- хвостовые;
- соединенные.
Внешне металлорежущие приспособления смахивают на простой небольшой бур, но обладают увеличенной численностью режущих краев. Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Для возделывания проемов, с поперечником до 10 см используются насадные приспособления с 4 остриями. Их главной особенностью считается крепеж через оправку. Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 — 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении. Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней. Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов. Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
- Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
- Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
- Вызывающая чистота. Этот изъян может быть вызван рядом причин. Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия. Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
- Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.
Разновидности и предназначение зенковок
Зенковка напоминает вид сверла, которая используется для зенкования. Операция схожа с зенкерованием, но отличаются конечной задачей. Процедура зенкования нужна в ситуациях, когда существует необходимость в формировании округленных углублений, чтобы скрыть следы головок крепежа.
Операция схожа с зенкерованием, но отличаются конечной задачей. Процедура зенкования нужна в ситуациях, когда существует необходимость в формировании округленных углублений, чтобы скрыть следы головок крепежа.
Возделывание деталей зенковкой причисляется к получистовому методу, и осуществляется перед операцией развертывания.
По конструкции зенковки подразделяются:
- Округленные;
- Конические.
Под самостоятельной категорией выделяют зенковки, состоящие из твердых сплавов. Они используются в качестве шлифовальных действ. Для обрабатывания проемов и удаления фасок в трудных зонах используют еще один тип инструментария – оборотная зенковка. Чтобы обеспечить необходимую обработку металлических изделий и дерева рекомендуется покупать зенковочный комплект, а не индивидуальными приспособлениями.
В структуру зенковок конусного типа укладываются хвостовик и эксплуатируемый элемент, с угловым показателем 60, 75, 90 и 120 градусов. Число зубьев варьируется в пределе 6 — 12 единиц, это зависит от поперечника инструмента. Чтобы обеспечить соосность возделываемого проема используется цапфа.
Чтобы обеспечить соосность возделываемого проема используется цапфа.
Округленная зенковка обладает устойчивым к износу напылением. Используется этот механизм для подреза фаски. По конструкции оно смахивает на сверло, но обладает большим количеством лезвий – от 4 до 10, все зависит от поперечника устройства. На торцевой части элемента присутствует наводящая цапфа. С ее помощью фиксируется позиция инструментария в период эксплуатирования. Цапфа бывает разъемной либо целостной. На практике используются устройства с разъемными цапфами, из-за удобства использования. На зенковку также можно надеть насадный резак.
Чтобы обработать несколько проемов на равное углубление следует применять зенковку с держателями, включающее в свой состав различные ограничители. При обрабатывании изделия элемент реза устанавливается в державке и выходит из упора на величину, равную углублению проема.
Зенковки производятся из различных сортов сталей, включая твердосплавную. Инструменты, выполненные из твердых сплавов, отлично подходят для обрабатывания деталей из металла, так как способны выдержать экстремальные нагрузки долгое время. Для обработки изделий из цветного металлического сплава либо дерева применяют устройства из быстрорежущей стали, так как она подвергается незначительным нагрузкам. Стоит отметить, что при обрабатывании, например, чугунных изделий, необходимо внести дополнительное охлаждение инструментария. Для этого используются специальные эмульсионные составы.
Для обработки изделий из цветного металлического сплава либо дерева применяют устройства из быстрорежущей стали, так как она подвергается незначительным нагрузкам. Стоит отметить, что при обрабатывании, например, чугунных изделий, необходимо внести дополнительное охлаждение инструментария. Для этого используются специальные эмульсионные составы.
Принцип зенкерования металлических изделий
Во время обрабатывания проема, созданного в детали в период его литья, рекомендуется расточить его разом на несколько миллиметров вглубь, чтобы зенкер выбрал верную начальную направленность.
В период осуществления работ при обработке стальных заготовок рекомендуется использовать эмульсионные охлаждающие составы. Процедура зенкерования цветных металлов и чугуна дополнительного внесения хладоносителя не требуется. Очень важным этапом считается верный подбор инструментария для осуществления работ. В связи с этим концентрируют внимание на аспекты:
- Разновидность инструментария выбирается в соответствии с материалами заготовки и характера возделывания.
 Учитываются факторы расположения отверстия и численность процессов.
Учитываются факторы расположения отверстия и численность процессов. - Зенковки и устройство для зенкерования выбираются в зависимости от заданных параметров: величина углубления, диаметр, точность работы.
- Конструкцию металлорежущего инструмента устанавливают, исходя из метода его крепежа на станке.
Выбор зенкера производят по справочной литературе или пользуясь нормативным актом стандарта ГОСТ 12489-71:
- Заготовки, созданные из конструкционной стали, с проемами до 40 мм в поперечнике возделываются зенкером, произведенного из быстрорежущего железа, включающий 3-4 зубья и диаметр 10-40 мм. В отверстиях до 80 мм используются насадки диаметром 32-80 мм.
- Для закаленного железа при расточке предусмотрена оснастка с пластинами из твердых сплавов, с поперечником 14-50 мм и 3-4 зубьями.
- Для расточки глухих проемов чугунных изделий и деталей из цветного металла используют перовой зенкер.
Нужным условием при процедуре зенкерования считается соблюдение припусков. Поперечник выбранного инструментария в результате обязан совпасть с окончательным диаметром проема после обрабатывания. Если после зенкерования предусмотрено выполнение развертывания проема, то поперечник устройства снижают на 0,15-0,3 мм. Если же намечено растачивание черновым вариантом или сверловка под зенкерование, то следует сохранять припуск на край от 0,5 до 2 мм.
Поперечник выбранного инструментария в результате обязан совпасть с окончательным диаметром проема после обрабатывания. Если после зенкерования предусмотрено выполнение развертывания проема, то поперечник устройства снижают на 0,15-0,3 мм. Если же намечено растачивание черновым вариантом или сверловка под зенкерование, то следует сохранять припуск на край от 0,5 до 2 мм.
Скачать ГОСТ
ГОСТ 12489-71 Зенкеры цельные. Конструкция и размеры
ГОСТ 14953-80 Зенковки конические. Технические условия
Отличие развертки от зенкера
Для обработки отверстий применяется несколько видов инструментов, в том числе зенкеры, зенковки, цековки. Практика их применения часто сопровождается путаницей в названиях. Например, в тендерной документации встречаются заказы на «конические зенкеры», при этом указывается ГОСТ 14953-80, описывающий конические зенковки.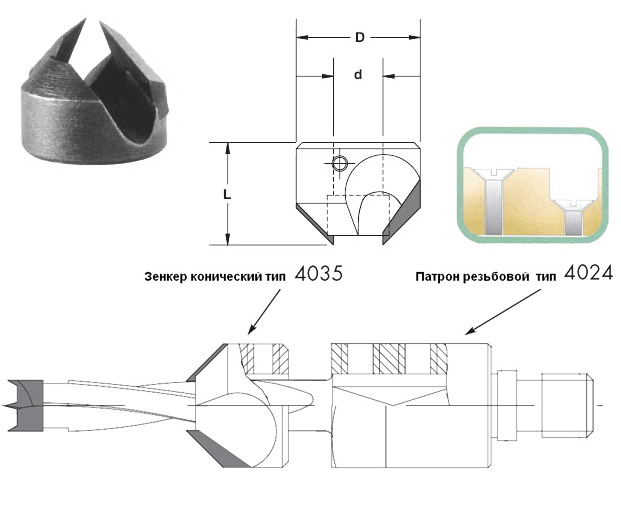 Эти инструменты схожи по конструкции, в применении также есть много общего, поэтому неудивительно, что даже в технической литературе много примеров «вольного» обращения с терминологией.
Эти инструменты схожи по конструкции, в применении также есть много общего, поэтому неудивительно, что даже в технической литературе много примеров «вольного» обращения с терминологией.
А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчиком.
Официальный источник по терминам ГОСТ 25751-83 «Инструменты режущие. Термины и определения», к сожалению, не дает ответа на вопросы: чем отличается зенкер от зенковки, зенкерование от зенкования и цекования. С этой целью рассмотрим конструкцию и применение каждого из указанных инструментов.
Зенкеры
Определение
В соответствии с ГОСТ 25751-83 «Инструменты режущие, термины и определения» зенкер определяется как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Сразу отметим, что данный вид инструмента не предназначен непосредственно для сверления отверстий. Также отметим, что в определении зенкера ничего не говорится об изменении формы отверстия. Это важная деталь, и она будет полезна в дальнейшем.
Также отметим, что в определении зенкера ничего не говорится об изменении формы отверстия. Это важная деталь, и она будет полезна в дальнейшем.
Конструкция зенкера
Для описания конструкции зенкеров удобно разделить их два класса – зенкеры с хвостовиками и насадные зенкеры.
Зенкеры с цилиндрическими и коническими хвостовиками
Конструкция таких зенкеров во многом схожа с конструкцией спирального сверла
Зенкер цельный с коническим хвостовиком: а) для сквозных отверстий, в) для глухих отверстий, с) с твердосплавными пластинами
Инструмент так же состоит из рабочей части, соединительной части (шейки) и хвостовой части (хвостовика). Отличие от сверла заключается в форме и количестве режущих кромок на рабочей части. В частности, по ГОСТ 12489-77 у зенкеров по три лезвия на торцевой и цилиндрической поверхности.
Зенкер с цилиндрическим или коническим хвостовиком может быть цельным ГОСТ 12489-77 (вся рабочая часть из быстрорежущей стали), или с твердосплавными вставками (ГОСТ 3231-71). Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=60°, у всех типов зенкеров для глухих отверстий φ=90°.
Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=60°, у всех типов зенкеров для глухих отверстий φ=90°.
Насадные зенкеры
Зенкеры насадные не имеют хвостовой части. Вместо хвостовика для крепления на оборудовании в них предусмотрен внутренний конус для оправки. Также конструкция этого типа отличается большим количеством лезвий. В цельных насадных зенкерах по ГОСТ 12489-77 предусмотрено четыре зуба и соответственно четыре спиральных канавки. Дальнейшее разбиение насадных зенкеров на типы идентично классу с хвостовиками.
Зенкер насадной: а) цельный, в) с твердосплавными пластинами
Применение зенкеров
Зенкер применяется в технологических операциях зенкерования, направленных на повышение качества отверстий – улучшение чистоты поверхности, получение более точной цилиндрической формы. Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.
Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.
Подчеркнем, что во всех перечисленных ГОСТах описываются зенкеры с рабочей частью исключительно цилиндрической формы. В описаниях конструкций стандартных зенкеров нет формулировок «конический зенкер» и отсутствуют чертежи зенкеров с конической рабочей частью. Т.е. результат применения стандартного зенкера – цилиндрическое отверстие постоянного диаметра.
Торцовые зенкеры
Торцовые зенкеры, предназначенные для обработки бобышек, изготовляются из инструментальных сталей и с пластинками твердого сплава. На Рис.1. показан насадной торцовый зенкер из инструментальной стали, на Рис.2. — торцовый зенкер из инструментальной стали с хвостом под быстросменный патрон и на Рис. 3. — торцовый зенкер с пластинками твердого сплава. Размеры торцового зенкера с пластинками твердого сплава приведены на Рис.4.
3. — торцовый зенкер с пластинками твердого сплава. Размеры торцового зенкера с пластинками твердого сплава приведены на Рис.4.
Рис.1. Зенкер торцовый насадной.
Рис.2. Зенкер торцовый с хвостом под быстросменный патрон.
Рис.3. Зенкер торцовый насадной, оснащенный пластинками твердого сплава.
Рис.4. Размеры насадных торцовых зенкеров с пластинками твердого сплава.
Похожие статьи:
Архив новостей:
- Конические зенкеры (зенковки) применяются для образования конической фаски в отверстии. Они изготовляются с углом конуса 2φ = 60,75,90 и 120°, диаметром 12-60мм и с числом зубьев 6-12. Для облегчения условий резания рекомендуется срезать часть зуба у вершины конуса через один зуб на длине l1 = 1,5/5…
«>Конические зенкеры-зенковки.
- Зенкеры для цилиндрических углублений служат для образования углублений (выемок) под головки или шейки болтов и винтов.
 Для обеспечения соосности цилиндрического углубления с ранее обработанным отверстием зенкеры снабжают направляющей цапфой, которая может быть изготовлена за одно целое с зенкером (…
Для обеспечения соосности цилиндрического углубления с ранее обработанным отверстием зенкеры снабжают направляющей цапфой, которая может быть изготовлена за одно целое с зенкером (…«>Зенкеры для цилиндрических углублений
- Зенкеры со вставными ножами с пластинками из твердого сплава изготовляются с коническим хвостовиком (Рис.1) и насадные (Рис.2). Первые обычно изготовляются диаметром от 40 до 10мм, а вторые — диаметром от 60 до 200мм и более. Размеры зенкеров со вставными ножами приведены на Рис. 3 и 4. Корпусы зенк…
«>Зенкеры со вставными ножами с пластинками из твердого сплава.
- Зенкеры насадные со вставными ножами Рис.1. изготовляются с ножами из быстрорежущей стали по ГОСТу 2255-51. Технические условия — по ГОСТу 1677-53. Основные размеры этих зенкеров приведены на Рис.2. Рис.1. Закрепление ножей в корпусе. Рис.2. Размеры зенкеров насадных со вставными ножами. С…
«>Зенкеры насадные со вставными ножами
- Зенкеры насадные цельные и с напаянными пластинками твердого сплава предусмотрены ОСТом НКТП 3677 и ГОСТом 3231-55, а технические условия — ГОСТами 1677-53 и 5736-51.
 Они предназначаются для обработки отверстий значительных диаметров как сквозных, так и глубоких, в зависимости от чего режущая часть…
Они предназначаются для обработки отверстий значительных диаметров как сквозных, так и глубоких, в зависимости от чего режущая часть…«>Зенкеры насадные цельные и с напаянными пластинками твердого сплава
Следующая страница >>
Daoist Yoga
Зенковки
В ГОСТ 25751-83 «Инструменты режущие. Термины и определения» зенковки определяются как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Как видим, определение ничем не отличается от определения зенкера, что указывает на его неполноту. Определение не дает информации об отличии зенковок от других инструментов, поэтому переходим к краткому описание операции зенкования, чтобы подчеркнуть разницу между зенкерованием и зенкованием
Технологическая операция зенкования
Зенкование наряду со сверлением, зенкерованием, разверткой входит в список технологических операций по обработке отверстий. Каждая из перечисленных операций имеет свой смысл и определенное назначение. Сверление необходимо для получения отверстий и черновой обработки, зенкерование – получистовая обработка и увеличение диаметра, развертка – чистовая обработка. Во всех случаях акцент сделан на обработке цилиндрической поверхности.
Сверление необходимо для получения отверстий и черновой обработки, зенкерование – получистовая обработка и увеличение диаметра, развертка – чистовая обработка. Во всех случаях акцент сделан на обработке цилиндрической поверхности.
Указанные операции и соответствующие инструменты применяются для обработки как сквозных, так и глухих отверстий. Причем, в случае глухих отверстий сверла и зенкеры не предназначены для обработки торца углубления. Кроме того, сверла и зенкеры не предназначены для изменения цилиндрической формы отверстия в коническую.
Вместе с тем в промышленности существует обширный класс задач, где необходимо качественно снять фаску с входного участка отверстия, получить точное цилиндрическое углубление под болты, шайбы, пружины, прокладки и пр. с одновременной подрезкой торца. Также требуется получение стандартных конических углублений для центровых отверстий, для формирования опорных поверхностей под детали крепежа, обработки конических поверхностей седел клапанов и т. д. Для решения таких задач применяется операция зенковки и разработан специальный инструмент – зенковка.
д. Для решения таких задач применяется операция зенковки и разработан специальный инструмент – зенковка.
Конструкция зенковки
Зенковки относятся к осевым, многолезвийным режущим инструментам. В технической литературе описывается два зенковок: конические и цилиндрические (цековки). Стандарты четко разделены. Есть стандарт для конических зенковок – ГОСТ 14953-80, и есть стандарт для цилиндрических — ГОСТ 25751-73. Причем стандарте для обозначения цилиндрических зенковок используется только одно название – цековки.
Конические зенковки (фаскосъемники)
Название инструмента обусловлено формой рабочей части. Конические зенковки применяются для снятия фасок, обработки конических опорных поверхностей, получения центровых отверстий. Инструмент широко применяется, номенклатура стандартизирована. Типы и основные размеры инструментов данного вида описываются в ГОСТ 14953-80 «Зенковки конические. Технические условия». В соответствии с этим нормативом выпускается 4 типа центровочных зенковок и 7 типов для обработки конических опорных поверхностей, всего 11 типов. Классификация в соответствии с назначением приведена в таблице 1, на рисунке показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа.
Классификация в соответствии с назначением приведена в таблице 1, на рисунке показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа.
Конические зенковки: а) центровочная 2-го типа, б) для конических опорных поверхностей.
Типы зенковок
Центровочными зенковками обрабатываются предварительно засверленные отверстия диаметром до 8 мм включительно. Конические опорные поверхности создаются на базе отверстий диаметром 1,6 – 25,0 мм. Передний угол стандартных зенковок для обработки конических опорных поверхностей всегда равен нулю, т.е. зубья расположены радиально.
Цилиндрические зенковки
Более правильное название данного вида – цековка. Цилиндрическая зенковка – это «осевой многолезвийный инструмент для обработки цилиндрического и (или) торцового участка отверстия заготовки» (по ГОСТ 25751-73). Инструмент применяется для обработки цилиндрических углублений под шестигранные головки болтов и винтов, шестигранные гайки с шайбами и без шайб, под цилиндрические и полукруглые головки винтов со шлицем и под цилиндрические головки винтов с углублением под ключ «шестигранник».
В конструкции цековок всех типов предусмотрена направляющая цапфа. Элемент необходим для устранения радиальных биений в момент зарезки, приводящих к искажению формы отверстия и выкрашиванию режущих кромок. Направляющая цапфа может быть постоянной и сменной. Более предпочтителен инструмент со сменной цапфой, позволяющий замену элемента по мере износа.
Цековки (цилиндрическая зенковка): а) со сменной цапфой, б) с постоянной цапфой
Особенностью конструкции является обратная конусность – диаметр D равномерно уменьшается по направлению к хвостовику. У инструмента из быстрорежущей стали уменьшение идет по всей длине рабочей части со значением 0,08-0,16 мм на 100 мм длины, у инструмента с твердосплавными вставками диаметр снижается по длине пластины 0,05-0,10 мм.
Стандартные цековки по ГОСТ 26258-87 имеют четыре зуба на главной режущей поверхности (торце) и выпускаются четырех типов в зависимости от вида цапфы и способа установки в оборудование.
Все типы цилиндрических зенковок, представленные в табл. 2, выпускаются в двух исполнениях: исполнение 1 – цельные и исполнение 2 – с впаянными твердосплавными пластинами.
2, выпускаются в двух исполнениях: исполнение 1 – цельные и исполнение 2 – с впаянными твердосплавными пластинами.
Виды зенкеров и зенковок
Изготовление металлорежущих инструментов регламентируется ГОСТ и ТУ. Зенкеры – многолезвийные устройства, используемые для обработки отверстия после сверления. На станках с ЧПУ применяются следующие их виды:
- Цилиндрические зенкеры ГОСТ 12489-71 диаметром 10–20 мм с покрытием из износоустойчивых материалов.
- Цельные конические ТУ 2-035-923-83 диаметром 10–40 мм. Изготавливаются из быстрорежущих легированных инструментальных сталей с износоустойчивым покрытием. Хорошо подходят для обработки стальных и чугунных заготовок.
- Цельные насадные зенкеры ГОСТ 12489-71 диаметром 32–80 мм.
- Зенкер конический ГОСТ 3231-71, тип 1 или насадной ГОСТ 3231-71, тип 2. Отличаются наличием пластин из твердосплавных сталей.
Зенковки также являются многолезвийным инструментом, но отличаются от зенкеров сферой своего применения. Их применяют для получения углублений, снятия фасок и т. п. Эти устройства также делятся на несколько видов:
Их применяют для получения углублений, снятия фасок и т. п. Эти устройства также делятся на несколько видов:
- Зенковка коническая ГОСТ 14953-80Е. Имеет угол 60°, 90° и 120°. Применяется для обработки поверхностей под метизы, крепежные элементы, снятия фасок.
- Зенковка цилиндрическая ГОСТ 2И22-2-80. Может иметь цилиндрический или конический хвостовик, износоустойчивое покрытие поверхности. Основная область применения – обработка опорных поверхностей.
Зенкеры и зенковки от компании Мир ISO
Главная Статьи Зенкеры, шаберы и зенковки
В современных технологиях по производству изделий или деталей, особое место занимает обработка отверстий. Это довольно сложный и ответственный технологический процесс, в котором необходимы специальные инструменты. Это, в основном, металлорежущие инструменты, предназначенные для промышленного применения станочного и ручного типа. Для выполнения отверстий пользуются сверлами. А для обработки подготовленных сверлами отверстий применяются зенковки, зенкеры и шаберы.
Зенкер (нем. senker) – относится к металлорежущим инструментам, использующимся для предварительной и окончательной обработки стенок отверстий. Такой вид работ по металлу называется зенкерованием. Зенкер, в отличие от сверла, оснащен большим числом режущих кромок (от 3 до 6, есть и больше). Часто, при выполнении зенкерования, используют смазочно-охлаждающие вещества (СОЖ).
Материалы, из которых изготавливаются зенкеры, должны быть более прочными и износостойкими, чем обрабатываемый материал, обычно высокопрочные металлы и сплавы.
Основные виды зенкеров:
- Машинные цельные, с коническим хвостовиком. Предназначены они для предварительной обработки отверстий конической формы.
- Насадные, которые по своей сути являются насадками, имеют напаянные пластины из твердого сплава. Предназначены для окончательной обработки стенок отверстия в чугунных и стальных деталях.
Зенкерование выполняют на различных металлообрабатывающих станках: токарных, сверлильных, фрезерных с ЧПУ, расточных, агрегатных.
Зенковка
Зенковка – это металлорежущий, многолезвийный инструмент. Она используется для выполнения отверстий различной формы и величины. Также зенковка используется для корректировки уже подготовленных отверстий, для выполнения опорных поверхностей вокруг отверстий. Отличаются зенковки от зенкеров тем, что имеют направляющие цапфы и зубья на торцах.
Зенковки применяются для снятия фасок, которые необходимы как направляющие для метчиков. Зенковки предназначенные для обдирки и шлифования деталей изготавливаются, в основном, из твердых сплавов. Их называют еще «шарошки». Ими обдирают заусенцы на изделиях, наплывы металла и шлифуют поверхности.
Зенковки делятся по форме режущей части на следующие виды:
- Цилиндрические. Имеют направляющую цапфу для обеспечения соосности.
- Конические. Имеют направляющую цапфу для обеспечения соосности.
- Торцовые, используют для зачистки внешней поверхности под потайные головки крепежных инструментов.

Так как зенковки изготавливаются по определенным стандартам, то они делятся по диаметру отверстий, которые обрабатывают:
- Простые (от 0,5 до 1,5 мм)
- С предохранительным конусом или без него (от 0,5 до 6 мм)
- С конусным хвостовиком (от 8 до 12 мм)
Зенкование осуществляется на металлообрабатывающих станках: сверлильных, токарных, токарно-револьверных, агрегатных.
Оба процесса, и зенкерование и зенкование, близки по значениям в режимах работы. Они осуществляются на одинаковых видах оборудования. Оба метода обработки могут найти применение в условиях единичного, серийного и массового производства.
Шабер
Инструмент шабер хорошо известен специалистам по слесарному делу. При помощи этого инструмента для финишной обработки поверхности деталям из металла можно придать минимальную степень шероховатости, а их геометрическим параметрам – высокую степень точности.
Само слово «шабрение», которое можно перевести как «скобление», пришло к нам из Германии. Оно очень точно соответствует сути технологической операции, которую обозначает. В процессе выполнения такой операции с поверхности детали соскабливаются неровности, что позволяет сделать ее максимально гладкой. Шаберы, при помощи которых выполняется такая операция, изготавливаются из инструментальной стали. Конструкцию этого инструмента составляют рукоятка четырех- или трехгранной формы и режущая часть. На сегодняшний день специалисты используют различные виды шаберов, отличающиеся друг от друга по нескольким параметрам. Одним из таких параметров является форма режущей части инструмента, в зависимости от которой среди шаберов выделяют плоские, трехгранные и фасонные. В отличие от инструмента плоского и трехгранного типа, фасонные шаберы имеют рабочую часть, полностью повторяющую форму поверхности обрабатываемой детали.
Оно очень точно соответствует сути технологической операции, которую обозначает. В процессе выполнения такой операции с поверхности детали соскабливаются неровности, что позволяет сделать ее максимально гладкой. Шаберы, при помощи которых выполняется такая операция, изготавливаются из инструментальной стали. Конструкцию этого инструмента составляют рукоятка четырех- или трехгранной формы и режущая часть. На сегодняшний день специалисты используют различные виды шаберов, отличающиеся друг от друга по нескольким параметрам. Одним из таких параметров является форма режущей части инструмента, в зависимости от которой среди шаберов выделяют плоские, трехгранные и фасонные. В отличие от инструмента плоского и трехгранного типа, фасонные шаберы имеют рабочую часть, полностью повторяющую форму поверхности обрабатываемой детали.
В нашем каталоге вы можете приобрести наборы инструментов для обработки металлтческих поверхностей (шабрения и зенкования и т. д.) по привлекательным ценам. Мир ISO – проверенный поставщик качественного промышленного оборудования и инструментов. Представленные в каталоге инструменты Noga – это лучшие из доступных на сегодняшний день на рынке инструментов данного типа. Мы предлагаем вам заказать их по выгодной цене уже сегодня. Чтобы купить инструмент в интернет магазине “Мир ISO” – достаточно выбрать необходимый товар в каталоге, отправить онлайн-заявку или позвонить по телефону + 7 (8482) 999-111.
д.) по привлекательным ценам. Мир ISO – проверенный поставщик качественного промышленного оборудования и инструментов. Представленные в каталоге инструменты Noga – это лучшие из доступных на сегодняшний день на рынке инструментов данного типа. Мы предлагаем вам заказать их по выгодной цене уже сегодня. Чтобы купить инструмент в интернет магазине “Мир ISO” – достаточно выбрать необходимый товар в каталоге, отправить онлайн-заявку или позвонить по телефону + 7 (8482) 999-111.
Зенкеры и зенковки, применение и отличия
Зенкеры и зенковки, применение и отличия
Для обработки отверстий используется несколько типов инструментов, включая зенкеры, зенковки и зенковки. Практика их использования часто сопровождается путаницей в их названиях. Например, в тендерной документации есть заказы на “зенковки”, но указан ГОСТ 14953-80, который описывает конические зенковки. Эти инструменты похожи по дизайну, и есть много сходства в применении, поэтому неудивительно, что даже в технической литературе есть много примеров “свободного” обращения с терминологией.
Официальным источником терминов является ГОСТ 25751-83 “Инструменты режущие. Термины и определения”, к сожалению, не дает ответов на вопросы: в чем разница между зенкованием и развертыванием, зенкованием и развертыванием. Итак, давайте рассмотрим устройство и использование каждого из этих инструментов.
Зенкеры
Определение
Согласно ГОСТ 25751-83 “Инструменты режущие, термины и определения”, зенкер определяется как “осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра”. Следует сразу отметить, что данный тип инструмента не предназначен непосредственно для сверления отверстий. Обратите внимание, что в определении зенковки ничего не говорится об изменении формы отверстия. Это важная деталь, которая пригодится позже.
Конструкция зенкера
Для описания конструкции зенкеров удобно разделить их на два класса — зенкеры с хвостовиком и зенкеры с гильзой.
Зенковки с цилиндрическим и коническим хвостовиком
Конструкция этих зенкеров аналогична конструкции спиральных сверл (рис. 1).
1).
Рис.1 Зенковка с коническим хвостовиком: a) для сквозных отверстий, b) для глухих отверстий, c) со вставками из карбида вольфрама.
Инструмент также состоит из рабочей части, соединительной части (шейки) и хвостовика. Разница с дрелью заключается в форме и количестве режущих кромок рабочей части. В частности, согласно ГОСТ 12489-77, зенкеры имеют три лопасти на каждом конце и цилиндрическую поверхность.
Зенкер с цилиндрическим или коническим хвостовиком может быть цельным ГОСТ 12489-77 (вся рабочая часть из быстрорежущей стали) или с твердосплавными вставками (ГОСТ 3231-71). Кроме того, каждый тип выпускается в двух вариантах: для глухих и сквозных отверстий (рис. 1, в). В зенкерах для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, в зенкерах с твердосплавными вставками φ = 60 0, во всех типах зенкеров для глухих отверстий φ = 90 0.
Насадные зенкеры
Зенкер не имеет хвостовика. Вместо хвостовика инструмента они имеют внутренний конус для оправки (рис. 2). Этот тип конструкции также характеризуется большим количеством лопастей. В цельных зенковках по ГОСТ 12489-77 имеется четыре зуба и четыре винтовые канавки соответственно. Дальнейшее деление зенкеров на типы идентично делению хвостовиков.
2). Этот тип конструкции также характеризуется большим количеством лопастей. В цельных зенковках по ГОСТ 12489-77 имеется четыре зуба и четыре винтовые канавки соответственно. Дальнейшее деление зенкеров на типы идентично делению хвостовиков.
Рис.2 Зенковка: a) цельный корпус, c) с твердосплавными вставками.
Область применения ЗЕНКОВКИ? В чем отличия ЗЕНКОВКИ и ЗЕНКЕРА?
Применение зенкеров
Зенкер используется в операциях зенкерования для улучшения качества отверстия — улучшения чистоты поверхности и получения более точной цилиндрической формы. Зенкер имеет цилиндрическое сечение в своей основной части. Зенкерование используется для доведения отверстий до класса точности 4 — 5 с квалитетом h21 и чистотой поверхности 5 — 6. Необходимый эффект достигается благодаря повышенной жесткости инструмента, а также большему количеству лезвий по сравнению со сверлом.
Следует отметить, что все вышеперечисленные ГОСТы описывают зенковки только с рабочей частью цилиндрической формы. В описаниях конструкции стандартных зенкеров нет фразы “конический зенкер” и нет чертежей зенкеров с конической рабочей частью. Другими словами, результатом стандартной зенковки является цилиндрическое отверстие с фиксированным диаметром.
Зенковки
В ГОСТ 25751-83 “Инструменты режущие. Термины и определения’ зенковка определяется как “осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра”. Как видно, определение не отличается от определения зенкера, что свидетельствует о неполноте определения. В определении не содержится информации о различиях между зенкерованием и другими инструментами, поэтому мы перейдем к краткому описанию операции зенкерования, чтобы подчеркнуть разницу между зенкерованием и развертыванием.
Технологическая операция зенкования
Вычерпывание, наряду с бурением, зенкерованием, развертыванием, входит в перечень технологических операций по обработке отверстий. Каждая из этих операций имеет свой смысл и цель. Сверление используется для черновой обработки, зенкерование — для полуобработки и расширения, а развертывание — для чистовой обработки. Во всех случаях акцент делается на обработке цилиндрической поверхности.
Каждая из этих операций имеет свой смысл и цель. Сверление используется для черновой обработки, зенкерование — для полуобработки и расширения, а развертывание — для чистовой обработки. Во всех случаях акцент делается на обработке цилиндрической поверхности.
Вышеперечисленные операции и соответствующие им инструменты используются как для обработки сквозных отверстий, так и для обработки глухих отверстий. В случае глухих отверстий сверла и зенкеры не используются для обработки торца отверстия. Сверла и зенкеры не предназначены для изменения цилиндрической формы отверстия на коническую.
Однако существует обширный класс промышленных применений, где необходимо качественно снять фаску на входной части отверстия для получения точного цилиндрического углубления для болтов, шайб, пружин, прокладок и т.д. при обрезке торца. В других областях применения требуются стандартные конические углубления для центровых отверстий, опорные поверхности для крепежа, конические поверхности седел клапанов и т. д. С такими задачами справляется операция зенкерования, для чего был разработан специальный инструмент — зенкер.
д. С такими задачами справляется операция зенкерования, для чего был разработан специальный инструмент — зенкер.
Конструкция зенковки
Зенковки относятся к осевым, многоточечным режущим инструментам. В технической литературе описаны два типа зенкеров: конические и цилиндрические (зенкеры). Стандарты четко разделены. Существует стандарт на конические зенковки ГОСТ 14953-80 и стандарт на цилиндрические ГОСТ 25751-73. В стандарте для обозначения зенкеров используется только одно название — зенковки.
Конические зенковки
Название инструмента зависит от формы рабочей части. Зенкеры используются для снятия фасок, конических поверхностей подшипников и для изготовления центрирующих отверстий. Этот инструмент широко используется, а номенклатура стандартизирована. Типы и основные размеры этого вида инструмента описаны в ГОСТ 14953-80 “Зенкеры. Технические условия”. В соответствии с этим стандартом выпускаются 4 типа зенкеров и 7 типов для обработки конических поверхностей подшипников, всего 11 типов. Классификация по назначению приведена в таблице 1, на рис.3 показана зенковка 2-го типа и зенковка для конических углублений (отверстий) типов 5,6,7.
Классификация по назначению приведена в таблице 1, на рис.3 показана зенковка 2-го типа и зенковка для конических углублений (отверстий) типов 5,6,7.
Зенкер. Конструкция и назначение. Отличие от зенковки
Рис.3. Конические зенковки: a) зенковка типа 2, b) для конической зенковки.
Таблица 1 — Типы отверстий для затопления.
Зенковки используются для предварительно просверленных1 отверстий диаметром до 8 мм включительно. Конические зенкующие поверхности создаются из отверстий диаметром от 1,6 до 25,0 мм. Торцевой угол стандартных зенкеров для конических подшипников всегда равен нулю, т.е. зубья расположены радиально.
Цилиндрические зенковки
Правильное название этого типа — зенковка. Цилиндрическая зенковка — это “осевой многофункциональный инструмент для обработки цилиндрической и/или торцевой поверхности отверстия заготовки” (согласно ГОСТ 25751-73). Инструмент используется для обработки цилиндрических углублений под шестигранные головки винтов и болтов, шестигранные гайки с шайбами и без, под цилиндрические и полукруглые шлицевые головки болтов и под цилиндрические головки болтов с углублениями под “шестигранный ключ”.
Инструмент используется для обработки цилиндрических углублений под шестигранные головки винтов и болтов, шестигранные гайки с шайбами и без, под цилиндрические и полукруглые шлицевые головки болтов и под цилиндрические головки болтов с углублениями под “шестигранный ключ”.
Все типы зенкеров имеют в своей конструкции направляющий штифт (Рисунок 4). Этот компонент необходим для устранения радиального биения при заточке, которое приводит к искажению формы отверстия и сколам режущих кромок. Направляющие цапфы могут быть как фиксированными, так и сменными. Предпочтительнее инструмент со сменным теноном, позволяющий заменять компонент по мере его износа.
Рис.4 Зенковка: а) со сменным хвостовиком, б) с фиксированным хвостовиком.
Особенностью конструкции является обратная конусность; диаметр D равномерно уменьшается в направлении хвостовика. Для инструментов из быстрорежущей стали диаметр уменьшается по всей длине рабочей части на 0,08-0,16 мм на 100 мм длины, для инструментов с твердосплавными вставками диаметр уменьшается по длине вставки на 0,05-0,10 мм.
Стандартные зенковки по ГОСТ 26258-87 имеют четыре зуба на главной режущей поверхности (торце) и выпускаются четырех типов, в зависимости от типа зенковки и способа ее установки в станке.
Все типы зенкеров, приведенные в таблице 2, выпускаются в двух исполнениях: исполнение 1 — цельные и исполнение 2 — с твердосплавными вставками.
Заключение
Чтобы избежать ошибок в терминологии, следует использовать стандарты, характерные для данного инструмента. Их содержание позволяет сделать ряд выводов:
- Конические зенковки отсутствуют. Результатом зенкерования является цилиндрическое отверстие. Конические и потайные отверстия образуются в процессе зенкования.
- Зенкеры отличаются от зенкеров тем, что имеют коническое рабочее сечение и используются для получения центрирующих отверстий, конических отверстий и зенкеров, а также конических опорных поверхностей для крепежа.
- Цилиндрические опорные поверхности для винтов и болтов изготавливаются путем зенкования.
 Цилиндрическая зенковка — это неправильный термин, хотя он правильно передает смысл операции.
Цилиндрическая зенковка — это неправильный термин, хотя он правильно передает смысл операции. - Наличие зенковки указывает именно на тип инструмента — зенковка.
Очевидно, что вышесказанное относится к стандартным инструментам и операциям обработки, используемым в машиностроении. Нестандартные инструменты могут использоваться в общей практике, так же как и стандартные инструменты могут использоваться для различных целей. Например, зенковка может быть выполнена с помощью обычного сверла.
Чем отличается Цековка от зенковки?
Цеко́вка — режущий инструмент для обработки отверстий в деталях с целью получения цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий. Применяется для обработки просверлённых отверстий под головки болтов, винтов и заклёпок. Бывают двух видов: Прямые
Содержание
Чем отличается Цековка от зенковки?
По сути цековка по металлу выполняет ту же работу, что и зенкер, только зенкер обрабатывает стенки отверстия, а цековка – торцы. Именно поэтому ее часто называют торцевым зенкером. Еще ее применяют для проточки клапанов, подрезания и зачистки торцов бобышек под шайбы, упорные кольца, гайки.
Именно поэтому ее часто называют торцевым зенкером. Еще ее применяют для проточки клапанов, подрезания и зачистки торцов бобышек под шайбы, упорные кольца, гайки.
Отличия зенковки от цековки. Отличие от цековок зенковок в том, что первые относятся к инструменту зенкеру. Их основное назначение – работа с торцами. То есть цековка может пробурить углубление большего диаметра, чем само отверстие, и заодно выровнять торцовую плоскость в этом углублении, сделать так, чтобы оно было перпендикулярным оси канала.
В чем разница между Зенкером и Зенковкой?
Результат применения зенкера – цилиндрическое отверстие. Конические отверстия и углубления получаются зенковкой. Зенковки отличаются от зенкера конической рабочей частью, служат для получения центровочных отверстий, конических отверстий и углублений, опорных конических поверхностей под крепеж.
Зенко́вка — многолезвийный режущий инструмент для обработки отверстий в деталях с целью получения конических или цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий.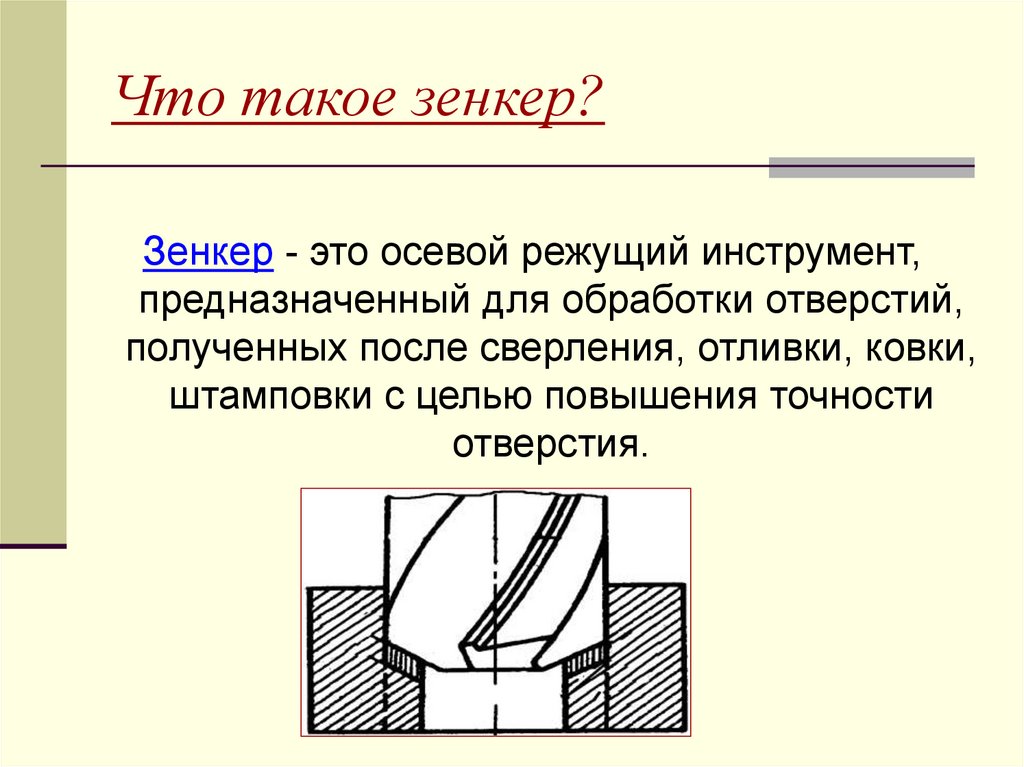 Зенковки — используются для зенкования, зенкеры — используются для зенкерования.
Зенковки — используются для зенкования, зенкеры — используются для зенкерования.
Какие отверстия обрабатывают в процессе Зенкерования?
Зенкерование выполняется в литьевых отверстиях с припуском для последующего развертывания или нарезания резьбы(зенкером N1 – в минусе от номинала) , либо получения проходного отверстия с квалитетом h21 и выше (зенкером N2).
Какие изготавливают зенкеры?
Материалы, из которых изготавливаются зенкеры, должны быть более прочными и износостойкими, чем обрабатываемый материал, обычно высокопрочные металлы и сплавы. Основные виды зенкеров: Машинные цельные, с коническим хвостовиком.
Что такое развертывание металла?
Развёртывание — вид чистовой механической обработки отверстий резанием. Производят после предварительного сверления и зенкерования для получения отверстия с меньшей шероховатостью. Вращающийся инструмент — развёртка — снимает лезвиями мельчайшие стружки с внутренней поверхности отверстия.
Что такое сверление Это операция по образованию?
Сверление — это операция по образованию сквозных и глухих отверстий в сплошном материале, выполняемая при помощи режущего инструмента — сверла.
Сверление — необходимая операция для получения отверстий в различных материалах при их обработке, целью которой является:
Изготовление отверстий под нарезание резьбы, зенкерование, развёртывание или растачивание
Изготовление отверстий (технологических) для размещения в них электрических кабелей, анкерных болтов, крепёжных элементов и др
Отделение (отрезка) заготовок из листов материала
Ослабление разрушаемых конструкций
Закладка заряда взрывчатого вещества при добыче природного камня
Сколько мм снимает развертка?
Развертывание является последней операцией чистовой обработки отверстия, поэтому, производя развертывание, слесарь обязан учитывать, что черновой разверткой можно снимать припуск по диаметру металла 0,2—0,3 мм, а чистовой — 0,05—0,2 мм. При съеме большего слоя металла развертка быстро тупится.
В частт ности, необходимо учитывать, что черновой разверткой можно снимать припуск по диаметру металла толщиной 0,2—0,3 мм, а чистовой — 0,05—0,2 мм. При съеме большего слоя металла развертка быстро тупится.
При съеме большего слоя металла развертка быстро тупится.
Чем Зенкуют?
Главный инструмент, которым выполняют зенкование, называется зенковкой. Это тип резца, состоящий из рабочей части и хвостовика. Рабочая часть имеет несколько режущих кромок, за хвостовик инструмент крепится в патроне оборудования. Бывают резцы конической и цилиндрической формы.
Как называется инструмент для получения отверстия?
Сверла. Сверло – осевой режущий инструмент для обработки отверстий в сплошном материале и увеличения диаметра имеющегося отверстия. Сверла с коническим хвостовиком диаметром от 6 мм и с цилиндрическим диаметром от 8 мм изготавливаются сварными. Хвостовики сварных сверл делают из стали 45 или 40Х.
Сверла
Сверла – это осевые режущие инструменты, предназначенные для обра-зования отверстий в сплошном материале, а также для обработки (рассверли-вания) отверстий. Они широко применяются в машиностроении, занимая по этому признаку второе место после резцов.
Какие бывают отверстия при сверлении?
Сверление цилиндрических отверстий, а также сверление многогранных (треугольных, квадратных, пяти- и шестигранных, овальных) отверстий выполняют с помощью специальных режущих инструментов — свёрл.
Существуют такие разновидности отверстий:
глухие
сквозные
половинчатые, которые также называют неполными
глубокие
большого диаметра
предназначенные под внутреннюю резьбу
Для чего производят рассверливания отверстия?
Рассверливание отверстий
Такое значение выбирается для того, чтобы значительно снизить силу резания во время обработки детали режущим инструментом большего диаметра. Для данной операции режущий инструмент подбирается с учетом минимального диаметра отверстия.
Сверление отверстий обеспечивает точность размеров отверстия до 12-го квалитета и шероховатость до 3—4-го классов. Рассверливанием увеличивают диаметр ранее просверленного отверстия и при определенных условиях повышают его точность примерно на один квалитет.
Какие правила техники безопасности необходимо соблюдать при сверлении деталей?
Надежно закрепить сверло в патроне. На холостом ходу проверить работу станка, а также исправность пусковой коробки путем включения и выключения его кнопок. Прочно закрепить деталь на столе станка в тисках или кондукторах. ЗАПРЕЩАЕТСЯ при сверлении незакрепленную деталь поддерживать руками.
Прочно закрепить деталь на столе станка в тисках или кондукторах. ЗАПРЕЩАЕТСЯ при сверлении незакрепленную деталь поддерживать руками.
ПРИ СВЕРЛЕНИИ
Перед сверлением отверстий необходимо надежно закрепить заготовку и подкладную доску на столярном верстаке
Сверло в патроне должно быть закреплено без перекосов
Нельзя держать коловорот или дрель сверлом к себе
Подачу сверла при работе надо осуществлять плавно, без рывков
что это такое, назначение, чем отличается зенковка отверстия от зенкования, назначение и отличие раззенковки и зенкера
Зенкерование
Для получения паза или отверстия в металлической поверхности, в первую очередь нам необходимо его высверлить. Это всегда начальный этап. Но до этапа развертки нужно полученное углубление еще и очистить. То есть, убрать всевозможные наслоения металла, заусенцы, неровности. И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
Для этого используется специальный инструмент – зенкер. С его помощью мы можем добиться:
- Подгонки класса точности до 4, а в некоторых случаях и 5 уровня.
- Повышения уровня сцепления покрытия, придание ей равномерной и шероховатой поверхности, что важно для последующего сцепления.
- Работа с геометрией. То есть, возможность придания объекту задуманной геометрической формы с симметричными краями.
Вернемся к инструменту, с помощью которого и производится весь технический процесс. Несмотря на внешнюю схожесть, отличия зенкера от сверла весьма серьезные. А точное, большее количество режущих кромок и более крупные перемычки между ними. В результате у нас получается от 3 до 4 кромок. И они в совокупности оказываются плавное давление на металл, надежно сцепляются с поверхностью. И что не менее важно, не снимают стружку продольно, а только поперечно. В итоге происходит своего рода интенсивная шлифовка.
Видовое разнообразие этого инструмента достаточно обширно. Главный аспект – это количество режущих кромок. Зачастую применяются 3 и 4. Но есть и специализированный инструментарий, задействованный в специальных производственных областях. Там, где есть нужда в высокоточной обработке. Такие приборы имеют вплоть до 8 кромок. Также классификация часто затрагивает и тип стержня. Он может быть съемным, что обычно нужно при работе с серьезным диаметром отверстий. Вплоть до 20 мм. А если производство касается небольших пазов, в районе 8-12 мм, то лучше использовать цельный прибор. Есть еще и вставной вариант, что стоит назвать промежуточным звеном между обозначенными видами.
Главный аспект – это количество режущих кромок. Зачастую применяются 3 и 4. Но есть и специализированный инструментарий, задействованный в специальных производственных областях. Там, где есть нужда в высокоточной обработке. Такие приборы имеют вплоть до 8 кромок. Также классификация часто затрагивает и тип стержня. Он может быть съемным, что обычно нужно при работе с серьезным диаметром отверстий. Вплоть до 20 мм. А если производство касается небольших пазов, в районе 8-12 мм, то лучше использовать цельный прибор. Есть еще и вставной вариант, что стоит назвать промежуточным звеном между обозначенными видами.
Предназначение зенкеров по металлу
Основное назначение — улучшение качества поверхностей, изменение степени шероховатости, точности после сверления. С помощью специальной оснастки можно устранить дефекты, появляющиеся при литье, штамповке.
Другие задачи:
- Калибровка просверленных отверстий, в которых будут закрепляться болты, шпильки.
- Улучшение качества, точности поверхностей в отверстиях перед развертыванием, нарезкой резьбы.
Оснастка применяется на фрезерных, расточных, токарных, сверлильных станках. Может использоваться с электроинструментом.
Зенкование
Раззенковка отверстий – это совершенно иная операция. Часто в различных соединениях металлических конструкций необходимо избавиться от шляпки крепежного элемента или иных метизов, выступающих частей. Для этого непосредственно рядом с пазом необходимо проделать углубление, куда в результате выступающая часть и благополучно спрячется. Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
В результате раззенкованное, зенкованное отверстие допускается различных форм. Все зависит от прилагаемого давления, форму рабочего инструмента, требований. Глубина тоже отличается, в зависимости от того, какого размера шляпку необходимо скрыть. Такой процесс позволяет решить огромное количество задач на предприятии:
- Изменение плоскости опоры в заготовленных пазах.
 А также добавление новых углублений в них, которые при этом не меняют структуру изначального слота. Особенно важно не сбиться с центра по ширине, иначе конструкция получится непригодной для эксплуатации.
А также добавление новых углублений в них, которые при этом не меняют структуру изначального слота. Особенно важно не сбиться с центра по ширине, иначе конструкция получится непригодной для эксплуатации. - Создание продольных каналов со снятой фаской.
- Сокрытие в полной мере различных резьбовых соединений.
Особенности технологической операции в главное мере зависят от материала. Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
Конструкция
Зенковка коническая состоит из двух основных элементов — рабочей части и хвостовика. Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.
Цилиндрическая зенковка по своей конструкции похожа на сверло, но имеет больше режущих элементов. На торце расположена направляющая цапфа необходимая для фиксации положения инструмента в процессе обработки. Ограничитель может быть съёмным или быть часть тела инструмента. Первый вариант более практичен, так как расширяет возможности обработки. Также может быть установлена режущая насадка.
При необходимости рассверливания нескольких отверстий на равную глубину применяется инструмент с державками с вращающимся или неподвижным ограничителем. Перед обработкой зенковка фиксируется в державке таким образом, чтобы режущая часть выступала из упора на расстояние равное требуемой глубине обработки отверстий.
Это интересно: Что такое томпак? Состав сплава и характеристики
Инструмент изготавливается из инструментальных легированных, углеродистых, быстрорежущих и твердосплавных марок стали. Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 – 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении.
Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней.
Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов.
Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
- Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
- Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.

- Вызывающая чистота. Этот изъян может быть вызван рядом причин. Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия. Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
- Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.
Зенкование и зенкерование, разница между процессами
Отличи множество. Проще сказать, то в процедурах одинакового. В принципе, с этого и начнем. Оба варианта обработки приводятся в действия с одного источника. Мотор с валом, станок, прибор – значения не имеет. Главное, это подача крутящего момента. При этом по типу воздействия на поверхность, отличий масса. Начнем по порядку.
Зенкер предназначен для очистки. Это инструмент, который убирает все неровности, доводит отверстия «до ума». Шлифует его, избавляется от «усов». А также воздействует на его общую форму. То есть, стержень обычно больше, чем паз. И он может сделать его больше, выровнять по краям, придать геометрическую форму.
Шлифует его, избавляется от «усов». А также воздействует на его общую форму. То есть, стержень обычно больше, чем паз. И он может сделать его больше, выровнять по краям, придать геометрическую форму.
Вот чем отличается зенкер от зенковки, отличие в главной степени касается того, что саму структуру разъема при втором типе обработки прибор не затрагивает. Он лишь снимает фаску вначале или делает небольшое углубление. Чтобы, когда мы закрутили туда болт, например, не ушел бы в поверхность полностью, вместе со шляпкой. И сверху была возможность установить новое покрытие без проемов.
Также стоит помнить о том, что у процессов совершенно разная стадия. Точнее, первая разновидность работ свой собственный этап имеет. Сразу после сверления, ведь нужно до развертки выровнять паз по всей его симметрии, избавиться от дефектов стенок. И в таком виде уже переходить к следующим стадиям. А вот сделать срез по шляпку, по сути, оператор может в любой момент, когда ему удобно. Хотя лучше всего же заниматься этим уже после финальной обработки отверстия. Чтобы точно представлять его объемы. Да зенкование фаски логично проводить в конце.
Чтобы точно представлять его объемы. Да зенкование фаски логично проводить в конце.
Сам механизм этого действия выглядит следующим образом:
- Сначала необходимо полностью измерить шляпу, которую и придется скрывать впоследствии. И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
- Выбрать режущий инструмент, который точно соответствует размерным аспектам. Становить его в станок или иной прибор.
- Закрепить объект с пазом, выявить корректную точку оси. Ошибка на любой процент приведет к тому, что потай просто «слезет» с метки.
- Выставить нужные обороты. Либо использовать типовой регламент на производстве, либо рассчитать обороты самостоятельно, исходя из твердости металла.
- Включить оборудование и выполнить операцию.
Чем зенкер отличается от зенковки
Зачастую зенкер путают с зенковкой. Зенкер и зенковка – относятся к классу режущих инструментов, с 3-мя и более режущими кромками. Оба инструмента используются для отверстий конической и цилиндрической формы. Но зенкер расширяет отверстие, одновременно с этим шлифует его и подгоняет под заданные параметры. А зенковка только шлифует отверстие от заусенец на этапе финишных работ.
Оба инструмента используются для отверстий конической и цилиндрической формы. Но зенкер расширяет отверстие, одновременно с этим шлифует его и подгоняет под заданные параметры. А зенковка только шлифует отверстие от заусенец на этапе финишных работ.
Это интересно: Принципиальная схема сварочного инвертора: разбираемся в деталях
Основные виды зенковок
Теперь пройдемся по видовому разнообразию. Мы уже уточнили, что в зависимости от требуемой задачи процедура может меняться. Теперь мы разберем эти моменты более детально. Посмотри на существующие классификации.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Коническая
Результатом становится углубление в виде конуса. Используется не только для закрытия шляпок, но и для снятия фасок, подготовки поверхности к дальнейшей работе. Иногда таким методом просто снимают металлические волосы с острых кромок. То есть, производят чистку. И вот тут, разница между процедурами становится минимальной. Ведь зенкеровать и зенковать углубление – это в обоих вариантах способы очистки и шлифовки. Правда, в первом случае еще и добавляется выравнивание строгой геометрической формы.
Используется не только для закрытия шляпок, но и для снятия фасок, подготовки поверхности к дальнейшей работе. Иногда таким методом просто снимают металлические волосы с острых кромок. То есть, производят чистку. И вот тут, разница между процедурами становится минимальной. Ведь зенкеровать и зенковать углубление – это в обоих вариантах способы очистки и шлифовки. Правда, в первом случае еще и добавляется выравнивание строгой геометрической формы.
Для производственного мероприятия применяется инструмент конической формы. Угол подбирается под конкретную задачу. Но обычно используется в 90 или 120 градусов.
Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – отличие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.
Обозначение зенковки на чертеже
На производстве зенкование отверстий выполняют по чертежу. Зенковка на чертеже отображается прописными и заглавными латинскими буквами и арабскими цифрами. Значение букв и цифр следующее:
- d1 – указывает на основной диаметр канала;
- d2 – на диаметр зенкования;
- L1 – отображает показатель длины цилиндрического канала;
- L3 – это глубина зенкования;
- L4 – указывает на глубину фаски;
- j – это размер угла зенкования центральный;
- α (альфа) – размер угла фаски.
Уважаемые посетители сайта: инженеры машиностроения, мастера и просто ориентирующиеся в теме, – поддержите обсуждение в комментариях! Нам очень важны ваши профессиональные замечания.
Отличие зенкерование от смежных операций
Мы уже выяснили, что этот этап наступает после сверления и до развертывания. Но вот первоначальным этапом не всегда выступает именно высверливание. Порой первой стадией считается литье или штамповка. В таком варианте дефектов может быть еще больше. Различные наплывы, наслоение металлов, скошенные стенки, серьезные шероховатые выступы и схожее. Соответственно, за одну стадию отделать поверхность для финишного вида точно не получится. Стоит понимать, что развертывание – это уже финишная обработка, она не справляется с серьезными дефектами. Не подгоняет форму.
В таком варианте дефектов может быть еще больше. Различные наплывы, наслоение металлов, скошенные стенки, серьезные шероховатые выступы и схожее. Соответственно, за одну стадию отделать поверхность для финишного вида точно не получится. Стоит понимать, что развертывание – это уже финишная обработка, она не справляется с серьезными дефектами. Не подгоняет форму.
Зенкерование поднимет класс точности до 5 уровня практически всегда. Если работа производится с помощью высокоточного оборудования, а также ее выполняют профессионалы, то достижим и класс. Но в отличие от сверления, процесс более длительным. Придется выполнить практически вдвое больше походов движения инструмента.
Важнейшим отличием от сверления и развертки можно также назвать уровень допустимой шероховатости после переработки и квалитет, то есть, степень соответствия полученной детали исходным параметрам в чертеже или на схеме. Первая стадия – сверление обычно оставляет «усы» в 20 мкм, а степень точности может достигать до 12. После шлифовки зенкером поверхность будет очищена до 2-3 мкм, а квалитет возрастет до 9. Финишная обработка уже доводит метиз до полной готовности. Шероховатость падает до порогового значения, менее 1 мкм, а степень точности оказывается в районе 6.
После шлифовки зенкером поверхность будет очищена до 2-3 мкм, а квалитет возрастет до 9. Финишная обработка уже доводит метиз до полной готовности. Шероховатость падает до порогового значения, менее 1 мкм, а степень точности оказывается в районе 6.
То есть, отличия видны явно. Это и степень качества, длительность, очередность. Но если сравнивать зенковку и зенкер, разница будет еще очевиднее. Ведь это в принципе действия из разных сфер.
Что такое зенкер, систематизация
Прорезывающий инструмент по металлу (зенкер) позволяет раззенковывать проем в детали до 5 группы меткости. Он массово используется для получистовой отделки деталей перед механическим развертыванием. По строению его разделяют на типы:
- целостные;
- насадочные;
- хвостовые;
- соединенные.
Внешне металлорежущие приспособления смахивают на простой небольшой бур, но обладают увеличенной численностью режущих краев. Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра.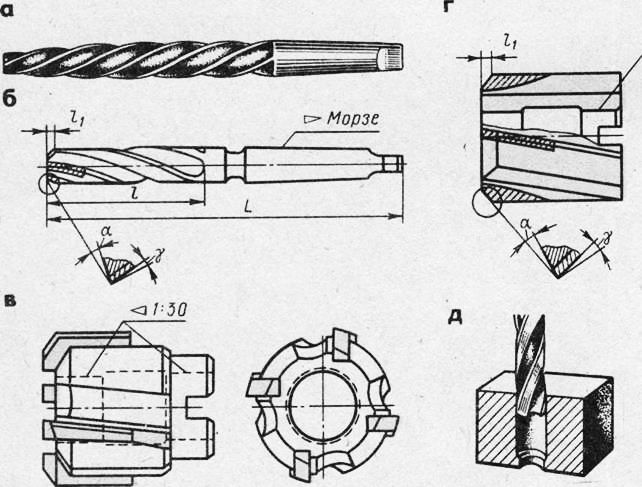 Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Для возделывания проемов, с поперечником до 10 см используются насадные приспособления с 4 остриями. Их главной особенностью считается крепеж через оправку. Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.
Оборудование для зенкования
В принципе, не только для этой операции, но и для обеих, которые фигурируют в обзоре, подходит и обычный ручной прибор. То есть, дрель, а некоторые даже используют шуруповерт. Разумеется, поступать подобным образом строго не рекомендуется. Даже если мощности для успешного завершения в принципе хватит, то явно будет серьезная потеря в точности. Какой бы эксперт ни взялся за такое мероприятия, он не сможет 100% точно выверить центр и ось, просто удерживая прибор руками. Значит, отклонения неминуемы.
Логичным вариантом будет токарный станок. Он используется почти во всех случаях. Иногда заменяется специальным обрабатывающим центром, многофункциональным оборудованием. Суть от этого не изменяется.
Суть от этого не изменяется.
Сам инструмент, который необходим – зенковка. Он состоит из двух составных частей. Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Производится инструментарий из твердых сплавов углеродистой, а также легированной стали. Ведь кромке придется работать с различным ресурсом. И среди материалов, в которых необходимо сделать углубление часто встречаются весьма твердые, как чугун. Соответственно, если резцы будут не выше по уровню твердости, то на серьезных оборотах они могут просто обломаться или сточиться раньше срока. Что приведет к экономическим расходам на предприятии.
Конструктивне особенности
Если рассматривать зенковку, то можно выделить некоторые её части
- Режущая часть.
 Это основная часть который выполняет процесс зенкования. Состоит из нескольких режущих кромок, расположенных под углом от центра к бокам.
Это основная часть который выполняет процесс зенкования. Состоит из нескольких режущих кромок, расположенных под углом от центра к бокам. - Хвостовик. При помощи хвостовика зенковка закрепляется в инструменте или станке, ан котором будет выполняться работа. Хвостовик может быть конусным или иметь цилиндрическую форму.
- Часть между хвостовиком и режущей частью имеет в одном месте особо тонкую форму. Эта чаcть работает в роли предохранителя. Если зенковка застрянет, дабы избежать серьёзных последствий, именно в этой части зенкова ломается.
Cтроение зенковки
Одна из разновидностей зенковки имеет наплавленные лезвия на рабочей части, что позволяет обрабатывать твердые сплавы металла.
Правила работ с зенковкой
При выполнении работ на токарном или сверлильном станке зенковкой, нужно помнить и соблюдать ряд простых правил. Перед началом выполнения работ, проверьте состояние патрона на станке. Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие. Зенковка отверстий выполняется соблюдаю следующие правила:
Зенковка отверстий выполняется соблюдаю следующие правила:
- Для выполнения работ, зенковка должна находиться строго по центру обрабатываемого отверстия.
- При обработке твердых металлов, таких как чугун нужно делать перерывы в работе и использовать специальные растворы для отведения тепла. В быту для таких целей используют техническое масло.
- При работе не превышайте оборотов, заявленных производителем. Несоблюдение этого правила последует за собой быстрый износ режущих кромок за счёт нагрева.
- Правильно подбирайте диаметр зенковки для обрабатываемого отверстия. При выборе не правильного размера, обработка будет не качественная, а именно неправильной центровке, не ровных краям.
Правильный процесс зенкерования металла
Ошибки при выполнении задачи почти всегда идут к одному печальному эпилогу – браку. Если неправильно выбран зенкер, то зачастую диаметр отверстия получается больше, чем был запланирован по начальному чертежу. А если режущие кромки уже успели сильно сточиться, то углубление, напротив, будет слишком узким. При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.
При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.
Чтобы не копить брак и не выполнять одну задачу по несколько раз, нужно изначально подходить к ней ответственно.
Устройство и принцип работы зенкеров по металлу
Конструкция:
- Режущая часть. Состоит из калибровочной части, режущих зубьев.
- Рабочая часть. На ней расположены режущие кромки по спирали.
- Шейка. Переход между хвостовиком, рабочей частью.
- Хвостовик. Эта часть закрепляется в патроне электроинструмента или промышленного оборудования.
- Лампа. Конечная часть хвостовика. Она нужна для передачи вращающего момента от привода.
После запуска электродвигателя оснастка начинает вращаться, срезая слой металла острыми кромками, зубьями. Постепенно она углубляется в металлическую деталь, обрабатывая поверхности отверстия.
Зенкер с рабочим диаметром 16 мм.
Развертывание, как способ обеспечения максимальной точности
Как мы уже уточнили, финишная обработка зачастую становится обязательно. Но есть задачи, где она фактически не важна. То есть если по регламенту у метиза положен 1 класс точности, то квалитет должен соответствовать значению в 6-5, а допуск не должен быть выше 1.3 мкм. Разумеется, без развертывания добиться таких результатов невозможно по определению. Но вот для 5 класса точности достаточно иметь квалитет в 12 и уровень допуска в 21 мкм. А такими параметрами может похвастаться паз и после проведения штатного зенкерования. Соответственно, последующий этап будет просто не нужен.
Виды зенкеров по металлу
Зенкеры классифицируются зависимо от разных факторов. По точности:
- Номер 1. Применяется для подготовки отверстий к проведению процедуры развертывания.
- Номер 2. Назначение — финишная обработка просверленных отверстий, чтобы они соответствовали классу точности 5 (квалитет 11).

По форме рабочей части:
- Цилиндрическая. Назначение — обработка поверхностей перед началом развертывания.
- Цилиндрическая рабочая часть дополняется специальной направляющей цапфой. Применяется для обработки отверстий, в которых будут установлены крепежные элементы.
- Рабочая область расположена на торце. С его помощью можно чистить торцевые стороны бобышек, приливов.
- Коническая форма. Такая оснастка нужна для создания конических отверстий перед сверлением основных углублений.
По конструкции:
- Сварная оснастка.
- Сборные изделия. Рабочая часть закрепляется на направляющем стержне. Направляющей может быть обычное сверло или продолжение хвостовика. Главное преимущество оснастки — возможность соединения разных по диаметру насадок на одной направляющей.
- Цельные инструменты. Не имеют сварных соединений. Рабочая часть, хвостовик находятся на одном металлическом стержне.
Отдельная группа — оснастка с твердосплавными режущими пластинами.
ГОСТ 14953-С. 13
мм
| Таблица 4 |
| Размеры в мм Таблица 5 |
| * Размер на малом диаметре. |
| Размеры в мм Таблица 6 | ||||
| ГОСТ 14953-80 С. 15 | D | d | L | / |
| 2353-0083 | 5,0 | 2,00 | 45 | 3,0 |
| 2353-0084 | 6,3 | 2,50 | 50 | 3,7 |
| 2353-0085 | 8,0 | 3,15 | 4,7 | |
| 2353-0086 | 10,0 | 4,00 | 56 | 6,0 |
| 2353-0087 | 12,5 | 5,00 | 63 | 7,4 |
| 2353-0088 | 16,0 | 6,30 | 71 | 9,5 |
Пример условного обозначения зенковки типа 2, диаметром D = 5 мм:
Зенковка 2353-0083 ГОСТ 14953-80 Тип 3
| Обозначение зенковки | Применяемость | d | D | D\ | L | / |
| 2357-0001 | 0,80 | 5,0 | 1,55 | 35,5 | 0,82 | |
| 2357-0002 | 1,00 | 6,3 | 2,00 | 1,13 | ||
| 2357-0003 | 1,25 | 7,1 | 2,40 | 40,0 | 1,21 | |
| 2357-0004 | 1,60 | 8,0 | 3,10 | 45,0 | 1,52 | |
| 2357-0005 | 2,00 | 10,0 | 4,00 | 2,20 | ||
| 2357-0006 | 2,50 | 12,5 | 5,00 | 50,0 | 2,60 | |
| 2357-0007 | 3,15 | 14,0 | 6,40 | 3,30 | ||
| 2357-0008 | 4,00 | 16,0 | 7,90 | 56,0 | 4,20 | |
| 2357-0009 | 5,00 | 20,0 | 10,00 | 63,0 | 5,20 | |
| 2357-0010 | 6,30 | 25,0 | 12,50 | 71,0 | 6,50 |
Пример условного обозначения зенковки типа 3, диаметром D = 5 мм:
Зенковка 2357-0001 ГОСТ 14953-80
| мм Таблица 4 |
| Пример условного обозначения зенковки типа 4, диаметром D = 6,3 мм: Зенковка 2353-0089 ГОСТ 14953-80 Таблица 5 мм |
Продолжение табл. 5 5 |
| Пример условного обозначения зенковки типа 6, диаметром D — 10 мм: Зенковка 2353-0108 ГОСТ 14953-80 |
Зенковка против Зенковки. Различия, прочность и применение
Многие люди считают, что термины «зенковка» и «зенковка» означают одно и то же. Однако между ними есть важные различия, поэтому важно понимать, когда использовать тот или иной.
В чем разница между зенковкой и зенковкой?
Зенковка и зенкерование выполняются поверх просверленного отверстия, чтобы головка винта или болта оставалась ниже поверхности заготовки.
Наиболее заметное различие между зенковкой и зенковкой заключается в размере и форме винта или инструмента, который создает отверстия в материале. Отверстие с цековкой более глубокое и имеет квадратную форму, где может сидеть буртик головки винта. Это также позволяет использовать дополнительные шайбы.
Зенковка создаст отверстие конической формы, идентичное угловой форме на нижней стороне винта с плоской вершиной. Отверстие может различаться по глубине, чтобы плоская головка могла упираться вровень с поверхностью или вбиваться глубже и закрываться заглушкой, чтобы скрыть ее внешний вид.
Сравнительная таблица
| Зенковка | Зенковка |
| Головка конической формы | Головка цилиндрическая с уступом |
| Обычно меньше глубины (зависит от угла) | Глубже зенковки |
| Достаточная удерживающая сила | Обеспечивает более прочную фиксацию |
| Лучше всего подходит для печатных плат, деревообработки, пластика, тонколистового металла и т. д. | Лучше всего подходит для тяжелых условий эксплуатации, таких как автомобилестроение, машиностроение, строительство и т. д. |
Итак, в то время как оба используются для установки крепежа под поверхностью материала, форма, оставленная на дне отверстия, отличается.
Зенковка создаст отверстие с плоским дном. Это позволит болту или винту, который имеет плоскую нижнюю сторону, в отличие от угловой формы зенковки, оставаться внутри. В этой ситуации часто используется шайба. Следует отметить, что отверстие, создаваемое расточенным отверстием, обычно больше, чем головка винта, что позволяет установить шайбу.
И зенкерование, и зенкерование выполняются соосно отверстию под винт, разница в их геометрии.
Обозначения для зенковки и зенковки
Зенковка обозначается символом в форме ⌴, тогда как зенковка обозначается символом ⌵ (V-образная форма).
- Зенковка Обозначение: ⌴
- Символ зенковки: ⌵
Насадка для режущего инструмента
Режущий инструмент, используемый для обработки отверстия с зенковкой, называется потайной насадкой или насадкой с зенковкой. 9Инструмент с зенковкой 0 градусов также используется для снятия фаски с краев отверстий.
Вы можете использовать зенковку, концевую фрезу или плоское сверло для создания зенкерного отверстия.
Когда использовать зенковку или зенковку?
Это во многом зависит от того, какой материал вы используете для сверления отверстия. Для металла и дерева оба могут быть использованы с одинаковым эффектом. Вот почему многие люди считают зенковку и зенковку одним и тем же с незначительными различиями.
Однако с печатной платой различия становятся более заметными. Поскольку печатные платы имеют отверстия, то, как они созданы, важно для их функции. Вот почему вам нужно знать разницу при сверлении печатной платы.
Зенковка хорошо подходит для печатных плат, которые будут размещены в устройстве с ограниченным пространством. Это связано с тем, что отверстие конической формы, созданное для зенковки, требует меньшей глубины, а плоская поверхность головки винта может быть заподлицо с поверхностью печатной платы.
Еще одним преимуществом является то, что зенкеры можно размещать с большей точностью, что важно при работе с небольшими печатными платами, например, в смартфонах и часах. Зенковки также можно добавлять с большей скоростью, что делает их предпочтительными в большинстве ремонтных ситуаций.
Тем не менее, зенковка имеет место и на печатных платах. Хотя он требует больше места и не оставляет гладкой поверхности по сравнению с зенковкой, он создает более прочное соединение. Вы используете цековку, когда хотите создать элемент гнезда, который должен соединяться с прочностью и долговечностью.
Прочность зенковки и зенковки
Для данного размера винта зенковка обычно имеет большую удерживающую силу, чем зенковка. Это связано с тем, что усилие, прилагаемое ⌴-образным болтом или головкой винта с головкой под торцевой ключ, параллельно оси отверстия для винта. С другой стороны, усилие, создаваемое винтом с потайной головкой, рассеивается под углом.
Преимущества зенковки по сравнению с цековкой во многом зависят от ее конкретного использования. Существуют определяющие факторы, когда разница может иметь значение при выборе того, какой из них подходит для задачи. Для зенковки нужно знать следующее.
- Диаметр, угол сверления и глубина
- Расположение раковины
- Диаметр отверстия вала
- с покрытием или без покрытия
Потребности в зенковке аналогичны, с дополнительной оговоркой о наличии свободного места на плате и в устройстве. Кроме того, прочность создаваемого соединения является еще одним важным фактором.
Spotface vs Counterbore
Spotface очень похож на цековку по геометрии, но с меньшей глубиной. Точечная обработка выполняется для очистки неровной или искривленной поверхности, чтобы обеспечить плоскую посадочную поверхность для головки винта. Например, кованые и литые детали с неравномерной зоной нагрева шнека.
Это означает, что в случае точечной торцевой обработки головка винта обычно выступает за поверхность заготовки. В то время как в цековке головка винта полностью находится внутри отверстия.
Насколько глубока пятнистая грань?
Стандартной глубины точечной облицовки не существует. Как правило, глубина поверхности пятна может составлять от 1/32 дюйма до 1/16 дюйма (приблизительно от 1 до 1,5 мм). Если вы используете винт с шайбой, то глубина рабочей поверхности равна толщине шайбы.
Какой из них лучше?
Проще говоря, зенковка лучше, если вы хотите сохранить гладкую поверхность, имеете ограниченное пространство для работы и хотите, чтобы работа выполнялась с большей скоростью. Так же выглядит более привлекательно, особенно на печатной плате по сравнению с зенковкой.
Цековка не такая аккуратная, но она создает лучшую ситуацию, когда вам нужно создать более прочное соединение. Вам понадобится больше места для создания цековки, но если она у вас есть, то это будет стоить затраченных усилий. Вы можете создать раструбное соединение, которое прослужит дольше и будет более прочным по сравнению с зенковкой.
Для деревянных и металлических материалов разница может быть незначительной. Оба могут использоваться с аналогичными эффектами. Единственная разница будет заключаться в типе и прочности соединения, которое вы хотите сделать в материале. Различия становятся больше при создании отверстий для соединений в печатной плате. Поэтому обязательно правильно оцените ситуацию, прежде чем выбирать между зенковкой и зенковкой для своих нужд.
Содержание
- В чем разница между зенковкой и зенковкой?
- Сравнительная таблица
- Символы для зенковки и зенковки
- Насадка для режущего инструмента
- Когда использовать зенковку или зенковку?
- Прочность зенковки по сравнению с цековкой
- Прицельная поверхность по сравнению с цековкой
- Насколько глубока точечная поверхность?
- Какой из них лучше?
- Прицельная поверхность по сравнению с цековкой
Главная » Деревообработка
Разница между зенковкой и зенковкой [обновлено в 2022 г.]
Последнее обновление: 25 августа 2022 г. / автор Сандип Бхандари / Факт проверен / 5 минут
Строительные работы — непростая задача. Одна маленькая ошибка приведет к большим последствиям. Доступны два инструмента для облегчения работы по дереву и строительству.
Один с зенковкой, другой с зенковкой. Они очень полезны и используются в широких областях. Самое приятное то, что мы можем даже создавать дизайны, используя инструменты Counterbore и Countersink на компьютере.
Зенковка и зенковкаОсновное различие между зенковкой и зенковкой заключается в том, что зенковка представляет собой круглое отверстие, имеющее секции, которые используются разного диаметра. Зенковка имеет коническую форму, которой можно разрезать предметы. Размер отверстия в цековке будет больше. Размер отверстия в зенковке будет меньше по сравнению с цековкой.
У Counterbore есть направляющая, которая будет удерживать его в центре для обеспечения ровной посадки. Одним из преимуществ использования расточенного отверстия является помощь в открытии больших отверстий, чтобы винт мог легко входить.
Они используются только для одной цели. Режущие кромки в зенковке могут быть как прямыми, так и спиральными. Цековка представляет собой цилиндрическую выемку.
Зенковка используется для открытия головки болта с потайной головкой. Во время сверления он создает в древесине область, соответствующую форме головки шурупа.
Зенковка винта означает, что вы собираетесь вкручивать винт под поверхность. Головка зенковки погрузится в поверхность заготовки. Если внимательно присмотреться, то можно увидеть, что он сужается к хвостовику.
Comparison Table Between Counterbore and Countersink| Parameters of Comparison | Counterbore | Countersink |
| Shape | Cylindrical flat-shaped | Cone-shaped |
| Размер отверстия | Больше зенковки. | Меньше, чем расточенное отверстие. |
| Определение | Это круглое отверстие с секциями разного диаметра. | Это коническое отверстие, прорезанное в объекте. |
| Применение | Обладает хорошей удерживающей способностью. | Подходит для удержания более прочных предметов. |
| Подходит для | Деревообработка и тонколистовой металл | Автомобилестроение и строительство |
Это просверленное отверстие, имеющее более широкое сечение в верхней части. Он используется для резки точечной грани. Чтобы поверхность была ровной, будет использовано небольшое количество материала. Он также используется для создания перпендикулярной поверхности на неперпендикулярной поверхности.
Основными типами зенковки являются зенковки для самолетов, зенковки для винтов с цилиндрической головкой, задние зенковки, зенковки для винтов с головкой под ключ и зенковки для лопастей. Сверло в цековке изготовлено из твердого сплава.
Сверла имеют четыре канавки с 15 спиралями. Пользователь может выбрать правильный в зависимости от таблицы инструментов, предоставленной перед покупкой. Форма зенковки цилиндрическая плоская.
Отверстие в расточенном отверстии имеет плоское дно и позволяет вставить в него винт или крепеж. Любой инструмент, выполненный в такой форме, называется Цековкой.
Зенковка также используется для рисования. В нем имеется отверстие, обеспечивающее углубление для головки винта. Это может быть плоская поверхность для открытых гаек или болтов.
Для выполнения цековки в формах необходимо создать эскиз в точках эскиза. Вам нужно выбрать точки, где вы хотели бы создать отверстия.
Наконец, вам нужно выбрать стиль отверстия. Производитель может полностью скрыть крепеж на протяжении всего пути зенковки.
Что такое зенковка? Это коническое отверстие, прорезанное в промышленном объекте. Это необходимо для того, чтобы акры сидели заподлицо с заготовкой. Он будет соответствовать углу винта, совпадая с коническим отверстием.
Когда винт полностью закручен, он сидит плотно или ниже поверхности. Существует связь между зенковкой и сверлом. Зенкеры используются для зенкования отверстий. Это помогает расширить отверстие, что облегчит последующую нарезку резьбы.
Он называется зенкером, потому что винт будет утоплен в зенкер. Зенковка производится с шестью углами, такими как 120, 100, 82, 90, 60 и 110.0. Но в аэрокосмической промышленности для крепежа используют 100.
При креплении МДФ зенковка играет важную роль в предотвращении образования грибовидных отверстий. Для этого необходимо просверлить зенкеры с обеих сторон.
Также необходимо просверлить сопрягаемую поверхность сопрягаемой детали. Это помогает частям сесть полностью и дает облегчение всем частям. Зенковка в основном используется для удаления заусенцев, оставшихся после сверления или нарезания резьбы.
Крепежный болт можно раззенковать так, чтобы он делал неглубокое отверстие в древесине. Это сделает деталь плоской, чтобы головка болта вошла в нее. Преимущество использования зенковки заключается в том, что она увеличивает срок службы конструкции, а также защищает их.
Основные различия между зенковкой и зенковкой- Форма зенковки цилиндрическая, плоская. С другой стороны, форма зенковки имеет коническую форму.
- Размер отверстия в зенковке будет больше размера зенковки. С другой стороны, размер отверстия в зенковке будет меньше размера зенковки.
- Зенковка — это круглое отверстие, имеющее секции разного диаметра. С другой стороны, зенкер имеет коническую форму, врезанную в предмет.
- Преимущество использования зенковки заключается в том, что она обеспечивает хорошую удерживающую способность. С другой стороны, преимущество использования зенковки заключается в том, что она хорошо удерживает стрингеры.
- Зенковка в основном используется в деревообработке и тонколистовом металле.
 С другой стороны, зенкер в основном используется в автомобилестроении и строительстве.
С другой стороны, зенкер в основном используется в автомобилестроении и строительстве.
Оба хороши в строительстве и деревообработке. Самое приятное в них то, что они также используются для бурения. Благодаря этому работа выполняется гладко, без каких-либо затруднений.
Эти инструменты доступны в автоматизированном дизайне. Студенты, которые работают в области дизайна, могут знать об этом. Они использовали этот инструмент в компьютере, чтобы нарисовать дизайн.
Дизайн можно сделать простыми шагами, выбрав все из автоматизированного проектирования. Зенковка в основном используется людьми, которые работают в области деревообработки, а также в тонколистовых работах.
Они используют эти инструменты, чтобы заставить их работать быстрее, а также придать им чистый вид. Зенковка делается людьми, которые работают на автомобильных сайтах.
Ссылки- https://iopscience.iop.org/article/10. 1088/1755-1315/632/4/042068/meta
- https://ieeexplore.ieee.org/abstract/document/85993 /
Найдите «Спроси любую разницу» в Google. Оцените этот пост!
[Всего: 0]
Один запрос?
Я приложил столько усилий, чтобы написать этот пост в блоге, чтобы он был вам полезен. Это будет очень полезно для меня, если вы подумаете о том, чтобы поделиться им в социальных сетях или со своими друзьями/семьей. SHARING IS ♥️
Содержание
сообщите об этом объявлении
Зенковка против зенковки – Дочь мастера
В чем разница между зенковкой и зенковкой? Как вы делаете эти отверстия в дереве и почему? Найдите ответы здесь!
Требуются ли для вашего деревообрабатывающего проекта винты с потайной головкой? Или, может быть, инструкции рекомендуют вместо этого сверлить отверстия с цековкой. Что, черт возьми, это значит?
Зенковка представляет собой угловое или коническое отверстие, позволяющее опустить головку шурупа ниже поверхности дерева. Отверстие с цековкой представляет собой цилиндрическое отверстие с плоским дном, которое можно использовать для скрытия шурупов или болтов глубже в древесине.
Эти два метода очень похожи, но не обязательно взаимозаменяемы. Хотя изучение того, как зенковать и зенковать винты, может показаться мелочью, именно такие детали делают проект действительно профессиональным!
Этот пост содержит партнерские ссылки для вашего удобства. Покупки, сделанные по этим ссылкам, могут принести мне небольшую комиссию без каких-либо дополнительных затрат для вас. Пожалуйста, посетите мою страницу раскрытия информации для получения дополнительной информации.
В чем разница между зенковкой и зенковкой?
Прежде чем заходить слишком далеко, давайте разберемся в основных различиях и сходствах между зенковкой и цековкой.
- Мастера по дереву используют зенковку, чтобы спрятать винты с плоской головкой на поверхности дерева или чуть ниже нее.
- Зенковка используется для сокрытия головки болта или винта с головкой под торцевой ключ.
- Зенковка создает форму воронки, соответствующую коническому дну головки винта.
- Зенковка создает плоскую поверхность, которая соответствует плоской нижней стороне болтов и некоторых типов шурупов.
- Вы можете использовать расточенное отверстие, чтобы соединить две толстые доски вместе без использования очень длинного винта.
- Для зенкерования и зенкерования требуются разные специальные биты. Тем не менее, есть способы импровизировать, если это необходимо.
- Как зенкерование, так и зенкерование придают вашим проектам аккуратный вид.
- Снижая нагрузку на волокна древесины, оба этих метода могут увеличить удерживающую способность суставов.
Что такое зенкерование?
Зенковка — это метод, используемый для создания конического отверстия для головки шурупа, чтобы оно располагалось заподлицо или под поверхностью дерева. Затем вы можете легко скрыть винт с помощью деревянного наполнителя или дюбеля.
По сути, зенкерование — это шаг вперед в предварительном сверлении. Вместо того, чтобы просто предварительно просверлить резьбу винта, вы также предварительно просверлите головку винта.
Хотя зенкерование делает ваш проект более профессиональным, у него есть несколько других целей.
- Прочность . Когда вы закручиваете винт без зенковки, легко перетянуть винт. Чрезмерное затягивание создает напряжение в древесине, повреждая волокна.
- Предотвращение разделения . Это может быть так неприятно, что вы ввинчиваете винт ближе к концу доски, и древесина раскалывается! Предварительное сверление и зенкерование значительно снижают вероятность раскола доски.
- Уменьшить блуждающие винты. Зенкерование гарантирует, что винты будут идти туда, куда вы хотите, направляя головку в нужное место. Кроме того, зенкерование позволяет заранее визуализировать расположение шурупов.
Когда следует зенковать винты?
Каждый раз, когда вы закручиваете шурупы, вы должны сначала просверлить отверстия с зенковкой. Он придает более законченный вид, поэтому даже любительские работы по дереву выглядят более профессионально. Фактически, зенкерование ваших винтов должно быть стандартом.
По крайней мере, вы должны зенковать шурупы, если вы не хотите, чтобы их головка выступала над поверхностью дерева. Это может быть по эстетическим соображениям или потому, что головка будет мешать другому этапу процесса сборки.
Вот несколько случаев, когда вам не нужно зенковать:
- Грубая конструкция . Если вы просто строите временную скобу, вам не нужно тратить время на зенковку.
- Саморезы . Некоторые винты будут зенковать сами себя. У них есть специальная коническая головка с зубцами внизу, поэтому отверстие, созданное головкой, подойдет идеально! Однако они намного дороже, чем обычные шурупы.
Как зенковать?
Если у вас есть зенкеры для дрели, то процесс несложный. Вот несколько вещей, о которых следует помнить.
- Безопасность. Надевайте эти защитные очки при использовании дрели. Маленькие сверла не застрахованы от того, что могут щелкнуть и полететь в глаз.
- Выбор бита. Используйте зенковку, соответствующую внутреннему (без резьбы) диаметру вашего винта. Затем с помощью шестигранного ключа отрегулируйте хомут в соответствии с длиной винта.
- Дрель. Осторожно просверлите отверстие в нужном месте. Как только верхняя часть сверла (конусообразная часть, выполняющая зенкование) достигнет дерева, отметьте, насколько глубоким должно быть отверстие. Периодически проверяйте посадку с помощью винтов.
- Закрути свой винт . Аккуратно заверните винт, чтобы он аккуратно вошел в потайную область.
- Заполнить . У вас есть несколько вариантов, чтобы закрыть отверстие, если это необходимо. Наполнитель для дерева или шпатлевка подойдут, но вы также можете использовать дюбель.
Если у вас нет набора зенкерных сверл, есть несколько способов выполнить эту задачу без них. Я подробно рассказываю обо всех этих методах в своем руководстве о том, как зенковать винт.
Часто задаваемые вопросы о зенковке
Вам нужно зенковать винты?
Зенковка — хорошая привычка, так как она уменьшает расщепление и улучшает внешний вид вашего проекта. Но в большинстве случаев это не является обязательной практикой, поэтому вы можете пропустить ее, если хотите.
Винты с потайной головкой прочнее?
Да, зенкерование делает соединение более прочным. Сами шурупы не прочнее, но они держат более крепкое соединение, потому что древесные волокна не испытывают напряжения.
Что такое зенкер?
Зенковка – это еще один термин для зенковки. Обычно эти инструменты соединяются вместе с прямым сверлом для предварительного сверления отверстия для винта, но вы также можете приобрести зенковку, которая создает угловое отверстие отдельно. Их можно использовать в ручной дрели или сверлильном станке.
Что такое зенковка?
Зенковка похожа на зенкерование. Некоторые люди могут использовать термины взаимозаменяемо. При этом между этими двумя методами есть технические различия.
Зенковка создает цилиндрическое отверстие с плоским дном. Головка шурупа или болта находится на дне отверстия, а верхняя часть крепежного элемента находится ниже поверхности дерева.
Там, где для винтов часто используется зенкерование, для крепления болтов часто используется зенкерование. Он также используется в сочетании с шайбой, чтобы предотвратить втягивание винта с плоской головкой в древесину.
Когда следует зенковать?
Подобно зенкерованию, зенкерование можно использовать во многих проектах. Вот несколько идей:
- Качели и игровое оборудование . Если у вас есть деревянные качели, раззенковка позволяет легко размещать большие болты и предотвращает торчащие головки и царапание кого-либо, когда они пробегают мимо.
- Винты с плоским дном . Если у вас есть винты с плоской нижней поверхностью, вы должны использовать метод раззенковки. Это будет соответствовать винту, что даст вам лучший вид и фиксацию.
- Винты с шайбами. Если вам нужно использовать шайбу, чтобы головка винта не втягивалась в дерево, вы должны просверлить цековку, соответствующую диаметру шайбы.
- Если вы хотите разобрать . Зенковка — хороший вариант для мебели, которую вы, возможно, захотите разобрать в будущем, например, для большой кровати.
- Избегайте слишком длинных винтов. Если вы соединяете широкую доску с меньшей, вам понадобится винт, который полностью проходит через ширину первой и частично через вторую. Чтобы избежать использования винтов длиннее 3 дюймов, вы можете сначала просверлить цековку в более широкой доске.
Как расточить?
Давайте рассмотрим некоторые рекомендации по рассверливанию. Как и все в мастерской, есть несколько способов выполнить эту задачу. Используйте эти шаги, чтобы получить вас на правильном пути.
- Безопасность . Не забывайте — защитные очки очень важны при работе с любым электроинструментом.
- Выберите биту . Для рассверливания столяры часто используют сверло, называемое сверлом Форстнера. В отличие от зенкерных долот, долота Форстнера имеют плоское дно. Хотя вы можете использовать лопатку, вы не получите такой же чистой поверхности.
- Выберите свой размер. Вы хотите, чтобы размер вашего бита был больше, чем головка болта или винта. Кроме того, если вам нужно использовать торцевой ключ, чтобы закрепить его, убедитесь, что отверстие достаточно большое, чтобы вместить инструмент.
- Сначала цековка. В отличие от зенкования, при котором сначала вы просверливаете направляющее отверстие, начиная с зенковки, вы часто получаете более точное направляющее отверстие.
- Просверлите направляющее отверстие. Большинство насадок Форстнера имеют маленькое центральное острие, оставляющее неглубокое отверстие. Вы можете использовать это, чтобы направить пилотное отверстие. Точно так же, как и при зенкеровании, пометьте сверло воротником или лентой. Вы же не хотите пересверлить и пройти сквозь дерево!
Вот короткое видео, в котором более подробно рассказывается о рассверливании и о том, как их использовать с болтами с квадратным подголовком.
https://youtu.be/RabXsMb5VuIВидео не может быть загружено, так как JavaScript отключен: Совет для новичков: Зенковки и болты с квадратным подголовком (https://youtu.be/RabXsMb5VuI)
Часто задаваемые вопросы о зенковке
Что разница между цековкой и цековкой?
Прицельная поверхность представляет собой неглубокую цековку. Этот метод более распространен в металлообработке, чем в деревообработке.
Что такое процесс снятия фаски?
Снятие фаски добавляет угол к верхней части отверстия, чтобы удалить острую кромку. Как и точечная облицовка, это чаще встречается в металлоконструкциях, но также может использоваться для дерева. Например, если у вас большая цековка, вы можете скосить край отверстия, чтобы уменьшить риск осколков.
Что лучше: зенкер или зенковка?
Одно не обязательно лучше другого. Оба служат разным целям. Однако для тех, кто в основном занимается деревообработкой, зенкерование, вероятно, будет более распространенным методом.
Посмотрите другие уроки по деревообработке!
Разница между зенковкой и зенковкой
20 мая 2021 г.
Для печатных плат требуется некоторое крепежное оборудование, и большинство печатных плат имеют монтажные отверстия без покрытия.
Двумя распространенными типами отверстий для печатных плат являются зенковка и зенковка.
Метод сверления обычно заключается в высверливании большего диаметра для самых высоких нескольких миллиметров отверстия. Зенковка и зенковка используются для сверления отверстий. Выбрать подходящий довольно сложно, но понять разницу между ними будет полезно.
Начнем с того, что такое процессы зенкерования и зенкерования?
Что такое зенкование?Зенковка — это процесс прорезания конического отверстия в ткани, позволяющего ввинтить крепежный винт в ткань на глубину, достаточную для того, чтобы его головка находилась на одном уровне с поверхностью материала (или ниже нее). Это также позволяет конической нижней части головки винта идеально прилегать к ткани.
Отверстие, созданное сверлом с зенковкой , называется зенковкой. Он определяется диапазоном измерений, включая диаметр основного отверстия, диаметр основного отверстия, глубину и угол. Все они будут различаться в зависимости от типа используемого винта.
Инструменты, используемые для создания таких отверстий, также часто упоминаются как «зенкеры». Помимо того, что они широко используются в деревообработке, они также широко используются в производстве. Получите лучший набор зенкерных сверл из нашего магазина.
Зенковка — это процесс прорезания цилиндрического отверстия в ткани, позволяющего болту перед крепежной деталью располагаться заподлицо с поверхностью материала или ниже нее. Часто для достижения этого результата используются битов Форстнера .
Читать : Что такое сверло Форстнера и его применение
Отверстие, созданное с помощью сверла с цековкой , называется цековкой. Его диаметр и глубина определяют его. Диаметр зенковки обычно немного больше диаметра головки крепежа. На случай, если используется шайба, она несколько больше диаметра этой.
Как и в предыдущем случае, инструменты, используемые для создания зенковки, упоминаются как “зенковки”. Приобретите набор зенкерных сверл из наших коллекций.
Зенковка против. Зенковка Расточенное отверстие может быть круглым отверстием, обычно с секциями разного диаметра. Он просверлен таким образом, чтобы несъемная головка или другие крепления с квадратными выступами плавно погружались в просверленный материал.
Напротив, 9Отверстие с зенковкой 0337 может представлять собой выступ со значительным тупым углом или скос, просверленный на конце круглого отверстия и предназначенный для крепления с утопленными головками, такими как заклепки и винты. Отверстие позволяет самым высоким креплениям сидеть на одном уровне с тканью.
Форма и размер отверстия в зенковке и зенковкеОтверстия в зенковке более квадратные и широкие, что позволяет добавлять шайбы перед креплением креплений, а зенкерные отверстия конические, что соответствует угловой форме на нижняя сторона винтов с плоской головкой.
Типы застежекИз-за разной формы эти два процесса используются с разными типами застежек. Зенковка используется с винтами и другими крепежными элементами, имеющими коническую головку на скальном дне.
Зенковка применяется для крепежных изделий, головки которых плоско прилегают к скальному основанию. Это болты и винты с шестигранными головками, заклепки с шайбами, концы болтов с гайками и колпачками и так далее.
В любом случае, выбор надлежащего процесса для соответствующего применения позволяет каменному дну головки застежки идеально прилегать к ткани.
Читать: Как правильно выбрать спиральное сверло
Применение зенковки и зенковкиВ то время как всякий раз, когда шуруп с коническим основанием вкручивается в кусок дерева или другого материала, его следует максимально утопить прямо возможно качество готового продукта, это не всегда так.
Особенно, когда речь идет о любительской деревообработке.
Причина этого в том, что древесина достаточно мягкая, чтобы шуруп “принудительно” раззенковывался. Тем не менее, зенкерование имеет решающее значение при работе с печатными платами, металлом и другими материалами, которые не такие гибкие, как дерево.
Рассверливание, с другой стороны, может быть процессом, от которого труднее отказаться, не делая. Это связано с тем, что сверло с потайной головкой по дереву обычно имеет гораздо большую головку, чем стандартные шурупы. И, как таковые, они не могут быть «закручены силой», как шурупы.
Таким образом, зенкерование широко применяется как в любительской деревообработке, так и в дополнительных профессиональных условиях – будь то столярное дело или производство.
Также узнайте, в чем разница между Сверла по дереву и сверла по металлу
Оставить комментарий
Когда использовать зенкер VS зенкер? Мы склонны путать зенковку с зенковкой и наоборот, поэтому, чтобы понять разницу между двумя отверстиями, сходство и назначение имеют большое значение. В этом отрывке мы сосредоточимся на различиях между зенковкой и цековкой и на том, когда их использовать. Приходите и ознакомьтесь с приведенным ниже содержанием, чтобы узнать, как эффективно починить печатную плату, не беспокоясь о падении или ослаблении аксессуаров.
Если вы хотите заказать печатную плату, пожалуйста, проверьте и оформите заказ онлайн.
В чем разница зенковки и зенковки?
Прежде чем мы начнем сравнивать их, давайте выделим, что такое зенковка и зенковка.
Что такое зенковка?
Зенковка представляет собой конусообразное отверстие, просверливаемое в печатной плате. Это отверстие создает пространство для правильного крепления винта с плоской головкой или крепежа после установки.
Что такое цековка?
Цековка больше похожа на цилиндрическое отверстие плоской формы. Образованное отверстие имеет плоское дно и позволяет установить винт или крепеж с плоской нижней стороной. Кроме того, инструмент, который используется для создания этой функции, известен как расточенное отверстие. Слово будет использоваться взаимозаменяемо.
Их различия и сходства
Практика изготовления потайных отверстий известна как зенкование. Теперь потайное отверстие может иметь разные размеры углов. Он включает в себя стандартные размеры 60, 82 и 9.0 градусов наряду с менее популярными 100, 110 и 120 градусами. Однако наиболее часто используются 82, 90 и 100 градусов. Важно отметить, что при работе с деревянной поверхностью, если вы сначала не раззенкуете шуруп, но в конечном итоге забьете шуруп в эту поверхность, не только будет поставлена под угрозу стабильность и прочность древесины, но и ваша работа, следовательно, будет бельмом на глазу.
Это связано с тем, что древесные волокна трескаются и становятся вмятинами, если не полностью повреждены. Деревянную поверхность намного легче расточить; это связано с тем, что зенковка не требует точности и аккуратности в углах. Кроме того, в расточенном отверстии все, что нужно для отверстия, – это винт с плоской нижней стороной или винт с головкой под торцевой ключ, который может соответствовать поверхности или шайбе.
Когда использовать зенкер и зенковку ?
Теперь мы изучили основы зенковки и зенковки, давайте посмотрим, когда их можно использовать в печатной плате. Хотя оба приспособления обычно предназначены для более твердых поверхностей, таких как дерево и металл, их все же можно использовать на печатной плате.
Печатная плата, как и большинство печатных плат, имеет отверстия, и метод сверления каждого отверстия имеет значение. Некоторые из этих отверстий являются отверстиями для винтов, и они используются как отверстие для крепления печатной платы к приложению. Различие в типах доступных винтов определяет тип отверстий, которые вы собираетесь просверливать на печатной плате: отверстие с потайной головкой или отверстие с раззенковкой.
Ограниченное пространство и безопасность монтажа
Если вам не хватает места в вашем устройстве, но вам нужны дополнительные функции, чтобы повысить гибкость вашего устройства, вы можете просверлить коническое отверстие с зенковкой в печатная плата. Это отверстие предназначено для стандартного винта с плоской головкой и требует большей точности, чем отверстие с раззенковкой. Как только винты будут заподлицо с платой, становится проще установить печатную плату в нужное устройство, будь то смартфон или часы.
Однако цековка, хотя и проста в изготовлении, обычно не лучший выбор для печатной платы. Именно здесь вступает в действие зенкер. Отверстие с зенковкой делает поверхность доски более гладкой, и при правильном выполнении не мешает расположению дизайна доски.
Однако, если вам требуется более надежный монтаж печатной платы, кроме экономии места или более гладкой конструкции, используйте зенковку. Эти отверстия обычно достаточно велики, чтобы в них можно было вставить розетки, и, следовательно, винты из них создадут более надежное крепление. С другой стороны, если вы хотите сэкономить место, сделайте отверстие с зенковкой.
Каковы области применения зенковки и зенковки?
Обычно печатная плата крепится с помощью винта в отверстии. Если вам нужен более заметный внешний вид приспособления и более безопасная установка, можно использовать либо зенковку, либо раззенкованное отверстие.
Этот процесс сверления часто выполняется вручную с помощью автоматизированного оборудования. Просверлите цековку при использовании установочного винта; отверстие создает идеальную основу для того, чтобы винт перекрывался и идеально входил в отверстие.
Для чего они используются?
Отверстие с потайной головкой в печатной плате создает пространство для чистой установки и идеально подходит для плотной посадки в небольших устройствах. Зенковки печатных плат можно найти в мобильных телефонах и других небольших носимых устройствах.
Цековка обеспечивает цилиндрическую посадку на винт. Он имеет плоское дно и обрезан, чтобы можно было использовать винт с головкой под торцевой ключ. Этот винт с внутренним шестигранником имеет шестигранную головку и должен быть надежно закреплен на печатной плате. Его можно найти в стиральных машинах и других электронных устройствах, которые требуют плотного и надежного крепления.
Хотите знать печатные платы? Проверьте и прочитайте больше.
Пять вещей, которые нужно знать о зенкере и зенковке
Зенковка и зенковка — это особые типы отверстий, которые вам понадобятся для крепления печатных плат. Да, вы правильно прочитали. Вам не нужно использовать традиционные методы для крепления материалов к печатной плате и наоборот. Эти отверстия будут поддерживать различные формы и размеры винтов.
Но чем они отличаются друг от друга? Когда нужно пробурить какую дырку? Вы можете просверлить их самостоятельно или вам нужна техническая помощь? Эта статья отвечает на эти и многие другие вопросы. Давайте начнем.
1. Определение зенковки и зенковки 1.1 Что такое зенковка? Зенковка — это тип отверстия, которое просверливается в печатной плате (PCB). Он имеет форму конуса, чтобы плоская головка крепежа или винта могла правильно входить в доску. Причем это отверстие может иметь различные размеры углов. Вы можете расточить их в стандартных размерах 90, 82 и 60 градусов.
Если этого недостаточно, вы также можете просверлить их других размеров под углом 120, 110 и 100 градусов. Зенкованные отверстия с углами патронника 100, 90 и 82 градуса популярны на рынке.
1.2 Что такое цековка?
Подобно отверстию с зенковкой, отверстие с зенковкой также просверливается в печатной плате. Однако он цилиндрический и имеет плоское дно. Он приобретает такую форму, чтобы обеспечить место для винта с головкой под торцевой ключ или шестигранной головкой. Итак, если вы хотите закрепить печатную плату с помощью таких винтов, вам понадобится отверстие с цековкой.
В отличие от отверстий с зенковкой, вы можете сверлить отверстия с зенковкой только под одним углом в ноль градусов, и это также не влияет на эффективность отверстий. Это также означает, что вы можете использовать отверстия с цековкой только для одной цели. Однако зенкерные отверстия могут использоваться для различных целей из-за широкого диапазона углов.
Рисунок 1 иллюстрирует зенковку и цековку отверстий. Обратите внимание на разницу в их формах.
Итак, это было просто знакомство с зенковкой и зенковкой отверстий. В следующем разделе мы подробно объясним сценарии, в которых вы можете их использовать.
2. Когда нужны такие отверстия? 2.1 Зенковка и цековка ИспользованиеВы можете использовать зенковку отверстий в соответствии с их стилем. В основном они предназначены для таких поверхностей, как металлы и дерево, но нас это не касается. Давайте перейдем к их использованию на печатной плате. Вы знаете, что, как и многие печатные платы, печатная плата имеет отверстия. И метод, которым вы их утомляете, имеет большое значение.
Прямо сейчас нас интересуют отверстия для винтов, которые будут прикреплять печатную плату к приложению. Ваш тип винта поможет вам понять гибкость. Что ты будешь делать? Вам нужно будет просверлить зенкерное отверстие.
Это коническое отверстие подходит для стандартного винта с плоской головкой. Кроме того, требуется большая точность по сравнению с расточенным отверстием. После этого вы можете быстро закрепить печатную плату на своих устройствах, таких как часы или смартфон. Мы должны правильно закрутить винты на печатной плате.
С другой стороны, когда дело доходит до печатных плат, обычно это не предпочтительнее провалов. Их действительно можно изготовить быстро, но зенковка сохраняет гладкость доски. Кроме того, это не будет мешать выравниванию конструкции печатной платы. На рис. 2 показан рабочий, закрепляющий печатную плату винтом.
Тем не менее, если вы хотите более прочную установку вашей печатной платы, вам следует просверлить отверстие с раззенковкой. При том, что вас не волнует экономия места или плавный дизайн. Отверстия с расточенными отверстиями в основном достаточно велики, чтобы в них можно было вставлять гнезда. Таким образом, вы можете получить более надежное размещение с помощью винтов.
Итак, это было несколько примеров того, где вы можете использовать цековку или зенковку отверстий. В следующем разделе мы быстро объясним, как можно просверлить такие отверстия.
3. Выбор зенковки или зенковки, необходимо учитывать 3.1 Информация, необходимая для сверления зенкерных отверстийВы можете сверлить отверстия с помощью зенковки, как показано на рис. 3. Первый инструмент слева сторона представляет собой зенкерный режущий инструмент. Для точного сверления этих отверстий вам потребуются следующие данные:
1. Какой должен быть угол сверления? На рис. 4 показаны примеры различных углов сверления.
2. Каким должен быть значительный диаметр? Это ширина отверстия на поверхности печатной платы.
3. Какой должна быть его глубина?
4. Где раковина на доске? В нижней или верхней части?
5. Каким должен быть окончательный диаметр вала отверстия?
6. Вам нужно, чтобы стержень и раковина были без покрытия или с покрытием?
Центральный режущий инструмент на рис. 3 представляет собой зенковку и предназначен для сверления этих отверстий. Теперь информация, которая вам нужна, аналогична зенковке отверстий, за исключением требований к углу. Стороны отверстия всегда параллельны друг другу, поэтому вам не нужно указывать угол. Вам понадобится только следующая информация.
1. Требуемый наружный диаметр.
2. Требуемая глубина отверстия.
3. Где отверстие на печатной плате?
4. Вал и отверстие должны быть без покрытия или с покрытием?
5. Окончательный диаметр отверстия вала.
Итак, вот как можно точно просверлить зенковку и раззенковать отверстия в печатной плате. На рис. 5 показан режущий инструмент, просверливающий отверстие с цековкой с левой стороны. Потайное отверстие находится с правой стороны.
В следующем разделе мы упомянем, как вы можете обозначить отверстия с цековкой и зенковкой.
4. Символическое представление зенковки и цековкиРазработчики считают более удобным использовать символы для термина, а не расшифровывать его целиком. Таким образом, символы зенковки и цековки также существуют. Буква «V» будет обозначать отверстие с зенковкой. Причиной выбора этого символа является то, что зенкерное отверстие сбоку выглядит как буква «V». На рис. 6 показан этот символ.
Символ цековки похож на незавершенный квадрат и открыт сверху. Рисунок 7 демонстрирует этот символ. Опять же, этот символ был выбран, если посмотреть на расточенные отверстия сбоку.
Итак, дизайнеры используют эти два символа для сверления. Диаметр логотипа показывает, насколько глубоким или широким должно быть отверстие. Строители или специалисты интерпретируют эти символы для выполнения операций зенкерования или зенкерования.
В следующем разделе мы расскажем вам о применении зенковки и зенковки на печатных платах.
Печатная плата с зенковкой обеспечивает чистое размещение. Таким образом, он идеально подходит для небольших устройств, где вам понадобится плотное прилегание. Примеры небольших бытовых приборов включают крошечные носимые устройства и мобильные телефоны.
С другой стороны, печатная плата с раззенкованными отверстиями обеспечивает надежность и герметичность. Таким образом, вы можете использовать его на электронных устройствах и стиральных машинах. Мы, здесь, в WellPCB, также обеспечиваем сверление зенковки и раззенковку отверстий. Вам необходимо оформить заказ на нашем сайте, и мы свяжемся с вами.
Итак, это было несколько примеров, где можно использовать печатную плату с зенковкой и расточенными отверстиями.
Заключение Разработчики не знают, что существуют определенные типы отверстий для крепления их печатных плат. Они не уверены, как лучше прикрепить различные материалы к своим печатным платам и наоборот.