Зенкерование это: Зенкерование – что это такое, описание процесса, правила операции
alexxlab | 06.03.2023 | 64 | Разное
Зенкерование отверстий в металле – процесс, инструменты
Зенкерование отверстий в металле
Зенкерование – это процесс расширения и обработки просверленных металлических отверстий штампованного или литого типа для придания им строгой геометрической формы.
| Инструмент для зенкерования |
Инструмент для зенкерования называется по аналогии зенкером. Зенкеры бывают нескольких типов и классифицируются по числу зубьев (трех- или четырехперые), по виду конструкции они могут быть цельными, вставными или насадными. От обычного сверла зенкеры отличаются увеличенной перемычкой, которая соединяет режущие кромки, срезанным углом, а также наличием большего количества режущих зубьев-кромок. Они позволяют обеспечить устойчивость инструмента в процессе работы и максимально точную соосность зенкера и обрабатываемого отверстия.
Зенкер должен соответствовать определенным техническим условиям применения, поэтому его выбирают по справочникам или руководствуясь нормативным документом ГОСТ 12489-71.
| Изделия из конструкционной стали с отверстиями до 40 мм в диаметре | Обрабатываются зенкером, изготовленным из быстрорежущей стали, имеющим диаметр соответственно 10–40 миллиметров и 3–4 зуба. |
| Изделия из конструкционной стали с отверстиями 40-80 мм в диаметре | Растачивают зенкером из быстрорежущей стали, применяя насадные головки диаметром 32–80 миллиметров. |
| Изделия из труднообрабатываемых и закаленных сталей | Обрабатываются зенкером с твердосплавными пластинками диаметром 14–50 миллиметров и имеющим 3–4 зуба. |
| Изделиях из цветных металлов и чугуна | Для расточки отверстий применяют перовой зенкер. |
| Глухие отверстия диаметром 15–25 мм | Обрабатывают специальным инструментом для зенкерования, в корпусе которого имеется канал, по которому подается смазочно-охлаждающая жидкость в зону резания.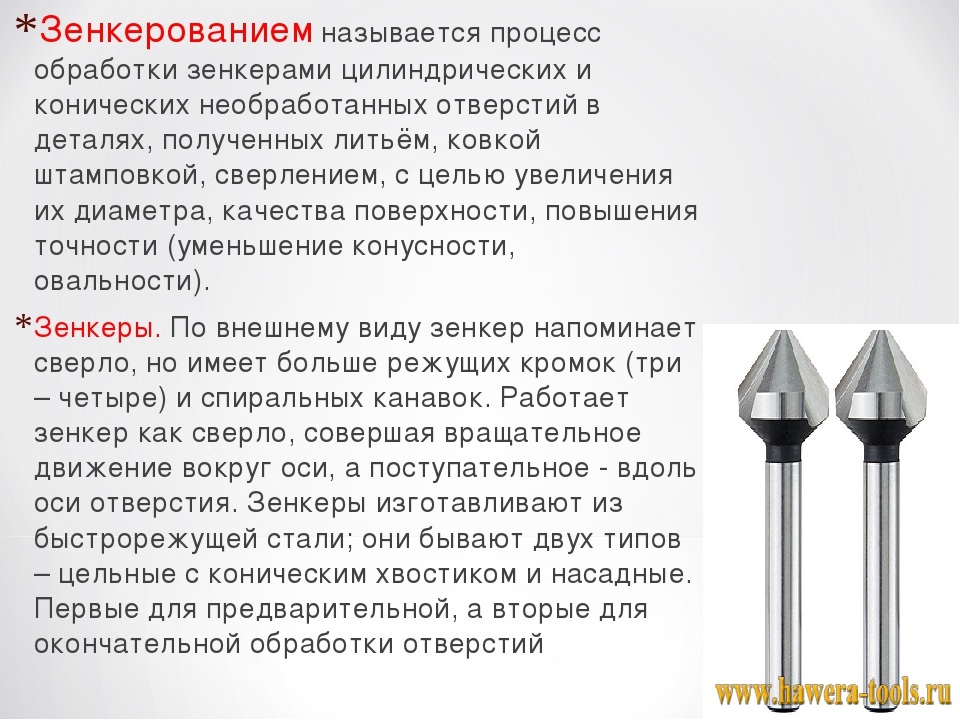 |
Необходимым условием при зенкеровании является соблюдение припусков. Диаметр выбранного инструмента в итоге должен совпасть с конечным диаметром отверстия после обработки. Когда после зенкерования планируется выполнение развертывания отверстия, диаметр инструмента уменьшают на 0,15–0,3 миллиметра. Если же намечено черновое растачивание либо сверление под зенкерование, необходимо оставлять припуск на сторону величиной от 0,5 до 2 миллиметров.
| Процесс зенкерования |
Зенкерование отверстий обычно является промежуточным процессом, который чаще всего нужен после сверления и до металлического развертывания.
С помощью качественного оборудования и инструмента можно добиться получения геометрических отверстий четвертого, а иногда и пятого класса точности.
Зенкерование – намного более производительный процесс, чем обработка резцами. Скорость резания для зенкера из быстрорежущей стали близка к процессу сверления, а подачи – выше в 2,5–3 раза. Именно поэтому процесс зенкерования происходит быстрее, чем процесс сверления.
Именно поэтому процесс зенкерования происходит быстрее, чем процесс сверления.
Сам процесс зенкерования состоит из следующих этапов:
1. Подбор зенкера.
2. Закрепление выбранного зенкер при помощи хвостовика в патроне станка.
3. Фиксация обрабатываемой детали строго напротив зенкера.
4. Включение станка и выставление на нем оборотов вращения инструмента (обороты строго регламентированы и зависят от типа режущего элемента, металла и диаметра отверстия).
5. Подача инструмента в рабочую область. Иногда в область обработки также подают охлаждающее вещество, когда того требует технологический процес.
Назначение зенкерования и зенкования. Особенности инструментов
ЗЕНКЕРОВАНИЕ, ЗЕНКОВАНИЕ, РАЗВЕРТЫВАНИЕ
• 1. Назначение зенкерования и зенкования. Особенности инструментов. • 2. Назначение развертывания. Развертки. • 3. Приемы развертывания. Контроль качества отверстий •
1. НАЗНАЧЕНИЕ ЗЕНКЕРОВДНИЯ И ЗЕНКОВАНИЯ. ОСОБЕННОСТИ ИНСТРУМЕНТОВ
1. 1. Назначение зенкерования
1. Назначение зенкерования
ЗЕНКЕРОВАНИЕ — это процесс обработки имеющихся цилиндрических и конических отверстий с целью повышения их геометрической точности и качества поверхности. Зенкеровать можно отверстия, полученные сверлением, штамповкой, литьем, ковкой. При этом несколько увеличивается их диаметр. Зенкерование может быть окончательной обработкой отверстия или промежуточной операцией перед развертыванием отверстия. Точность обработки в пределах 8-13 квалитетов. Шероховатость поверхности Кг = 40 – 10 мкм. Операция выполняется на сверлильных станках.
Инструмент для зенкерования — зенкер. Имеет те же составные части, что и сверло (рис. 116), и при обработке отверстия совершает вращательное и поступательное движения. *
Зенкеры изготавливают из
быстрорежущей стали цельными или насадными (рис. 117). Цельные зенкеры имеют
три-четыре режущих кромки и диаметры от 10 до 40 мм. Насадные зенкеры — диаметром от 32 до 80 мм имеют 4—6 режущих кромок. Большее, чем у сверла,
число режущих кромок позволяет инструменту более точно обрабатывать отверстие.
Большее, чем у сверла,
число режущих кромок позволяет инструменту более точно обрабатывать отверстие.
Геометрия режущей части зенкера приведена на рис. 116—117. Заточка инструментов выполняется на специальных заточных станках. Насадные зенкеры могут иметь вставные ножи из твердого сплава типа ВК или ТК, что позволяет повысить скорость резания с 15-25 м/мин для быстрорежущей стали до 55-80 м/мин.
Зенкеры могут быть двух номеров:
№ 1 для обработки отверстий под развертывание и № 2 для окончательной обработки отверстий.
Хвостовики зенкеров только конические. Режущая часть зенкера имеет плоскую торцевую поверхность — сердцевину и режущие кромки (по числу зубьев) на конической поверхности (рис. 116, а, б). Поэтому инструмент
не может выполнять отверстия в сплошном материале. Направляющая часть зенкера калибрует отверстие — зачищает его стенки и исправляет форму отверстия.
Зенкерование более
производительная операция, чем сверление, так как при примерно одинаковой
скорости резания подача инструмента в 2,5-3 раза выше из-за большего числа
зубьев.
Для получения правильного и чистого отверстия припуск под зенкерование должен составлять 0,05 от диаметра отверстия.
При зенкеровании деталей из стали, меди, латуни, дюралюминия для охлаждения инструмента применяют мыльную эмульсию.
1.2. Назначение зенкования
ЗЕНКОВАНИЕ — это получение цилиндрических и конических углублений имеющихся отверстий под головки болтов, винтов и заклепок.
Инструмент для зенкования — зенковка. Она может иметь цилиндрическую, коническую или торцевую режущую часть (рис. 118). Особенностью инструмента является, как правило, наличие направляющей цапфы перед режущей частью инструмента. Цапфы могут изготавливаться заодно с зенковкой или быть сменными.
Это позволяет зенковать отверстия различных диаметров одним инструментом. Зенковка с торцевой режущей частью называется цековкой. Зенковка обычно имеет 4-8 зубьев. Конические зенковки выпускаются с углом при вершине конуса 30, 60, 90 и 120°.
Большинство зенковок имеет
конические хвостовики.
Руководство по обработке: основы инструментов для развертки
Назад в блог
1 декабря 2022 г.
от Kennametal Metal Cutting Pros
На онлайн-форумах по механической обработке и на досках объявлений нет недостатка в вопросах о развёртывании отверстий. Машинисты и любители, размещающие эти крики, жалуются на дребезг, плохое качество поверхности, поломку инструмента, слишком большие диаметры отверстий и другие проблемы с развертыванием, из-за чего кажется, что эта обычная практика обработки чрезвычайно сложна и требует много времени. Полезные люди, отвечающие на эти вопросы, предлагают широкий спектр предложений, в том числе:
- Увеличьте диаметр отверстия предварительного развертывания.
- Уменьшите диаметр отверстия предварительного развертывания.

- Используйте плавающую державку.
- Перейдите на твердосплавную развертку.
- Подавать быстрее (или медленнее).
- Уменьшите величину вылета.

Один изобретатель даже предложил заткнуть пространство флейты за режущими кромками деревянными спичками, а другой заметил, что развертки как супруги: иногда нужно время, чтобы найти подходящую. Мы в Kennametal не можем комментировать этот последний совет, но у нас есть много других рекомендаций, ни одна из которых не касается деревянных спичек или работы инструмента в обратном направлении (еще одно «полезное» предложение).
Что такое развертка?
Но что такое расширение? Проще говоря, развертка представляет собой многозубый вращающийся режущий инструмент, который удаляет относительно небольшое количество материала вдоль своих передних кромок по мере прохождения. Он считается чистовым инструментом и требует предварительно просверленного отверстия определенного диаметра для правильной работы.
При выборе развертки машинисты сталкиваются с ошеломляющим количеством вариантов. Shell, Rose, Hand, Taper, Structural… это обширный список. Однако для большинства применений станки с ЧПУ и ручные станки будут использовать либо машинную развертку, либо патронную развертку в указанном порядке. Расширяемые развертки являются еще одним вариантом, особенно для больших отверстий (скажем, больше 3/4 дюйма или около того) или там, где трудно добиться нужного размера отверстия. И, как вы увидите, модульные системы развертывания
Операторы также должны решить, использовать ли развертки из карбида или быстрорежущей стали (HSS).Последний идеально подходит для более мягких материалов, таких как алюминий и пластик, а также в ограниченных производственных циклах, когда срок службы инструмента меньше беспокойства. Для всего остального, твердосплавные, модульные или 9Предпочтительны твердосплавные инструменты 0029 . Некоторые поставщики режущего инструмента (одним из них является Kennametal) также предлагают развертки с наконечниками из напаянного поликристаллического алмаза (PCD) ; Хотя эти высокопроизводительные инструменты дороже аналогов, они идеально подходят для больших объемов работ с абразивными материалами, такими как алюминий с высоким содержанием кремния, композиты из углеродного волокна и некоторые стеклонаполненные полимеры.
Для всего остального, твердосплавные, модульные или 9Предпочтительны твердосплавные инструменты 0029 . Некоторые поставщики режущего инструмента (одним из них является Kennametal) также предлагают развертки с наконечниками из напаянного поликристаллического алмаза (PCD) ; Хотя эти высокопроизводительные инструменты дороже аналогов, они идеально подходят для больших объемов работ с абразивными материалами, такими как алюминий с высоким содержанием кремния, композиты из углеродного волокна и некоторые стеклонаполненные полимеры.
Твердосплавная развертка KenReam™ S обеспечивает самые высокие скорости подачи, максимальный контроль над стружкодроблением и наилучшее качество поверхности при обработке стали и чугуна.
Этапы развертывания
Хотя правильно установленная развертка может обеспечить отличное количество отверстий и точность в пределах нескольких десятитысячных дюйма — и сделать это очень быстро — существуют некоторые предостережения. Возможно, наиболее примечательной из них является известная поговорка о том, что «расширители следуют за отверстием». Это означает, что любое биение или дрейф во время операции бурения останется после расширения. По этой причине очень важно правильно подготовить отверстие заранее.
Возможно, наиболее примечательной из них является известная поговорка о том, что «расширители следуют за отверстием». Это означает, что любое биение или дрейф во время операции бурения останется после расширения. По этой причине очень важно правильно подготовить отверстие заранее.
- Начните с засверливания торца заготовки. Это предотвратит колебание сверла при входе в заготовку и поможет увеличить прямолинейность отверстия. Для этой операции используйте центрирующее сверло с ЧПУ, а не центрирующее сверло, которое предназначено для создания центров заточки в валах (а не в начальных отверстиях). Однако при использовании цельного твердосплавного сверла этот этап наведения обычно можно исключить. Также рекомендуется запустить центрирующее сверло достаточно глубоко, чтобы слегка скосить отверстие, что поможет направить развертку, когда она начнет резку — например, готовое отверстие размером 0,25 дюйма должно быть скошено до диаметра 0,27 дюйма, плюс-минус .
- Просверлите отверстие рекомендуемого размера для расширения. Следуйте рекомендациям производителя, но хорошее эмпирическое правило — просверливать отверстие примерно на 3% меньше, чем готовое отверстие. Например, рассверленное отверстие диаметром 1/8 дюйма должно быть просверлено сверлом № 31 (0,12 дюйма), тогда как для расширения 3/4 дюйма потребуется сверло диаметром 47/64 дюйма (0,734 дюйма) или 18,5 мм (0,728 дюйма). ) стартерное отверстие. Если оставить слишком много материала, это приведет к скоплению стружки и возможной поломке инструмента, в то время как слишком малое количество приведет к тому, что развертка будет тереть, а не резать, что приведет к ухудшению срока службы инструмента и качества поверхности.
- Расширить отверстие. Здесь снова важно следовать рекомендациям производителя режущего инструмента по подаче и скорости, но некоторые предлагают скорость резания в половину-две трети скорости сверления и скорость подачи в два-три раза выше. Тем не менее, оператор должен учитывать несколько переменных, в том числе материал режущего инструмента (быстрорежущая сталь работает со скоростью примерно в четыре раза меньше, чем у твердого сплава), количество канавок развертки (больше режущих кромок означает более высокую общую скорость подачи), глубину и диаметр отверстия, заготовку. материал, станок и жесткость установки, а также используется ли охлаждающая жидкость.
 Следуйте рекомендациям производителя, но хорошее эмпирическое правило — просверливать отверстие примерно на 3% меньше, чем готовое отверстие. Например, рассверленное отверстие диаметром 1/8 дюйма должно быть просверлено сверлом № 31 (0,12 дюйма), тогда как для расширения 3/4 дюйма потребуется сверло диаметром 47/64 дюйма (0,734 дюйма) или 18,5 мм (0,728 дюйма). ) стартерное отверстие. Если оставить слишком много материала, это приведет к скоплению стружки и возможной поломке инструмента, в то время как слишком малое количество приведет к тому, что развертка будет тереть, а не резать, что приведет к ухудшению срока службы инструмента и качества поверхности.
Следуйте рекомендациям производителя, но хорошее эмпирическое правило — просверливать отверстие примерно на 3% меньше, чем готовое отверстие. Например, рассверленное отверстие диаметром 1/8 дюйма должно быть просверлено сверлом № 31 (0,12 дюйма), тогда как для расширения 3/4 дюйма потребуется сверло диаметром 47/64 дюйма (0,734 дюйма) или 18,5 мм (0,728 дюйма). ) стартерное отверстие. Если оставить слишком много материала, это приведет к скоплению стружки и возможной поломке инструмента, в то время как слишком малое количество приведет к тому, что развертка будет тереть, а не резать, что приведет к ухудшению срока службы инструмента и качества поверхности. материал, станок и жесткость установки, а также используется ли охлаждающая жидкость.
материал, станок и жесткость установки, а также используется ли охлаждающая жидкость. В идеальном мире результатом является прямое круглое отверстие с прекрасной обработкой поверхности и предсказуемым контролем размера. К сожалению, мы живем не в этом мире, и, как и в случае любой механической обработки, успеху могут помешать многочисленные факторы. Как отмечалось ранее, развертки имеют тенденцию «следовать за отверстием», и если сверло движется, то и развертка тоже. Вот еще один пример, когда цельные твердосплавные развертки имеют преимущество, поскольку они менее склонны к отклонению, но чтобы максимально уменьшить отклонение отверстия, следуйте уже приведенным советам по точечному сверлению и снятию фаски; если этого недостаточно, некоторые машинисты будут использовать борштанга или концевая фреза , чтобы «отвердить отверстие» диаметром или двумя глубинами (и немного меньшего размера) перед развертыванием.
Kennametal предлагает несколько вариантов модульного развертывания , включая расширитель RHM™ .
Оставаться верным
Мнения по поводу следующей части расходятся. Некоторые утверждают, что развертки должны идеально точно вращаться в держателе с помощью циферблатного индикатора и нескольких нежных толчков пластиковым молотком или куском латуни, что является хорошим советом для любого вращающегося инструмента. Другие предполагают, что развертка все равно будет следовать за отверстием, поэтому следует использовать плавающую оправку, которая позволяет развертке «идти своим путем». Kennametal рекомендует использовать плавающий держатель там, где присутствует несоосность, но до выберите высококачественный цанговый патрон, термоусадочную или гидравлическую оправку для минимального биения во всех остальных случаях. Не используйте сверлильный патрон или держатель с боковым замком.
Мнения также расходятся, когда речь заходит о смазочно-охлаждающей жидкости , но независимо от того, используется ли в вашей мастерской чистое масло, синтетическая или водорастворимая эмульсия, она должна быть чистой и содержаться в хорошем состоянии. Для тех, у кого есть возможности сквозного инструмента, во что бы то ни стало используйте его, даже если это может означать модернизацию до цельной твердосплавной или модульной развертки. Это утверждение верно и для подачи СОЖ под высоким давлением (HPC), которая может определить разницу между успехом и неудачей во многих операциях механической обработки, включая развертывание.
Для тех, у кого есть возможности сквозного инструмента, во что бы то ни стало используйте его, даже если это может означать модернизацию до цельной твердосплавной или модульной развертки. Это утверждение верно и для подачи СОЖ под высоким давлением (HPC), которая может определить разницу между успехом и неудачей во многих операциях механической обработки, включая развертывание.
Также нужно подумать о программировании. Операторы станков с ЧПУ, использующие FANUC или совместимые элементы управления (а таких большинство), имеют несколько вариантов. Для токарных станков с ЧПУ достаточно простой команды G01, подачи в заготовку с рекомендованной скоростью, а затем отвода с помощью команды ускоренного хода G00 или ускоренной подачи. Обрабатывающие центры с ЧПУ могут использовать тот же подход, хотя циклы расточки G85 или G86 являются еще одним вариантом. Последний из них останавливает шпиндель, когда инструмент достигает полной глубины, а затем ускоряется, в то время как G85 подает вход и выход с той же скоростью подачи.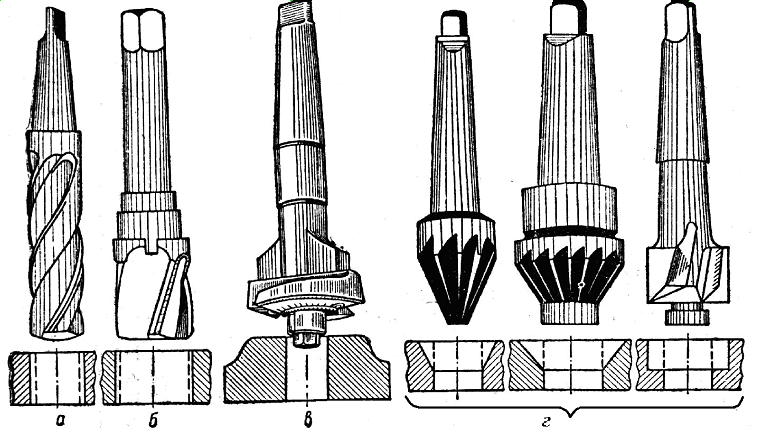 Поэкспериментируйте с каждым из них и посмотрите, что обеспечивает наилучшие результаты для вашего приложения, но ни в коем случае вы не должны клевать развертку, как сверло без подачи СОЖ.
Поэкспериментируйте с каждым из них и посмотрите, что обеспечивает наилучшие результаты для вашего приложения, но ни в коем случае вы не должны клевать развертку, как сверло без подачи СОЖ.
В произвольном порядке, вот несколько других факторов, которые следует учитывать при подготовке к следующей операции развертывания или устранении неполадок:
- Развертки с левосторонней спиралью имеют тенденцию выталкивать стружку вперед во время обработки. Их следует использовать на сквозных отверстиях или там, где имеется достаточно места для стружки. Во всех остальных случаях выбирайте инструмент с прямыми канавками (для материалов с короткой стружкой, таких как латунь и чугун) или с правосторонней спиралью (для волокнистых материалов), чтобы избежать накопления стружки на дне отверстия.
- Больше канавок означает, что можно использовать более высокую скорость подачи, но меньше места для стружки. Если вас беспокоит набивка, выберите развертку с меньшим количеством канавок. Кроме того, развертки, как правило, режут немного больше номинального, поэтому рекомендуется выбирать развертку в нижней части диапазона допуска отверстия. Регулируемые развертки с припаянными твердосплавными наконечниками, если они доступны, также являются отличным выбором (хотя и с более высокой ценой).
- Говоря о твердом сплаве, если в вашей мастерской все еще используются развертки с зажимным патроном из быстрорежущей стали, выпущенные еще во времена винтовых станков Брауна и Шарпа, подумайте о переходе на цельный твердосплавный или даже модульный разверток (см. RHM-E серии компании Kennametal в качестве примера). Оба имеют передовые покрытия и микрозернистый твердый сплав для максимального срока службы инструмента и повышения производительности.
 Кроме того, развертки, как правило, режут немного больше номинального, поэтому рекомендуется выбирать развертку в нижней части диапазона допуска отверстия. Регулируемые развертки с припаянными твердосплавными наконечниками, если они доступны, также являются отличным выбором (хотя и с более высокой ценой).
Кроме того, развертки, как правило, режут немного больше номинального, поэтому рекомендуется выбирать развертку в нижней части диапазона допуска отверстия. Регулируемые развертки с припаянными твердосплавными наконечниками, если они доступны, также являются отличным выбором (хотя и с более высокой ценой). Есть еще. Изменение величины фаски и угла развертки может помочь справиться со сложными условиями отверстия и материалами, хотя это должно быть сделано точно с использованием специального оборудования для заточки инструмента. Точно так же важно проверять развертки перед использованием. Проверьте на наличие сколов и износа и замените инструмент как можно раньше. И если у вас возникнут проблемы, не стесняйтесь обращаться за помощью. Kennametal располагает десятками специалистов по съему металла, готовых помочь с этим и другими видами обработки.
Точно так же важно проверять развертки перед использованием. Проверьте на наличие сколов и износа и замените инструмент как можно раньше. И если у вас возникнут проблемы, не стесняйтесь обращаться за помощью. Kennametal располагает десятками специалистов по съему металла, готовых помочь с этим и другими видами обработки.
Крылья в форме аэродинамического профиля инструмента для сверления статора электромобиля используют охлаждающую жидкость и технологию расширения RIQ .
Связанные статьи
Доступны следующие файлы САПР
Выберите файл для загрузки
Спасибо за регистрацию, в ожидании одобрения и завершения регистрации, ваш доступ в настоящее время ограничен. Полное использование возможностей поиска продуктов и пространства для совместной работы доступно и останется. Пожалуйста, подождите 2 рабочих дня для завершения регистрации.
Корзина
Итого: {{subTotal. formattedValue}}
formattedValue}}
Товар
Количество
Цена
Итого
{{#каждая запись}}
{{product.name}}
Продукт №{{product.code}}
{{basePrice.formattedValue}} /{{#ifpkg packageQty}}pkg {{else}}each {{/ifpkg}}
Каталожный номер{{product.catalogISO}}
Количество: {{количество}}
{{quantity}}
{{basePrice.formattedValue}} /{{#ifpkg packageQty}}pkg {{else}}each {{/ifpkg}}
{{totalPrice.formattedValue}}
{{еще}}
Ваша корзина пуста, Продолжить покупки
{{/каждый}}
Завершить развертыванием | Cutting Tool Engineering
Создание отверстий с жесткими допусками является обычным делом в механических мастерских. Растачивание, шлифование, протяжка и электроэрозионная обработка — вот несколько способов изготовления этих отверстий, но развертывание может быть наиболее эффективным в зависимости от 9Приложение 0069.
Растачивание, шлифование, протяжка и электроэрозионная обработка — вот несколько способов изготовления этих отверстий, но развертывание может быть наиболее эффективным в зависимости от 9Приложение 0069.
Несколько методов
Растачивание и шлифование позволяют получать геометрически точные отверстия с прекрасным качеством поверхности. Но в отличие от развертывания, растачивание и шлифование требуют от машинистов тщательного контроля состояния инструмента. Расточные инструменты регулируются и требуют от пользователя следить за размером отверстия и корректировать износ инструмента. Их необходимо сбрасывать после замены или индексации пластины или заточки режущей кромки.
Шлифование требует от пользователя периодической правки шлифовального круга, что требует регулировки станка для поддержания размера отверстия. Поскольку развертки обычно не позволяют регулировать диаметр, они требуют меньшего внимания, чем расточные инструменты и шлифовальные круги, что делает процесс более надежным. Развёртывание не только более стабильно, но и быстрее, чем растачивание и шлифование.
Развёртывание не только более стабильно, но и быстрее, чем растачивание и шлифование.
Эта развертка имеет сменную твердосплавную головку, что упрощает заточку и позволяет пользователям быстро менять размеры с минимальным временем простоя. Этот стиль эффективен для ремонтных операций, при которых объем невелик и требуется быстрая замена. Изображение предоставлено C. Tate
Протяжка эффективна и точна. Однако инструменты для протяжки дороги, и для их восстановления требуются опытные мастера и специальное оборудование. Эти затраты может быть трудно оправдать в средах с небольшим объемом и большим разнообразием. Развертки относительно недороги и столь же точны при скромных затратах на восстановление. Машины и персонал для восстановления разверток более распространены по сравнению с машинами для протяжки, что делает инструменты для развёртывания более рентабельными.
Развёртывание и электроэрозионная обработка сильно различаются и, как правило, не пересекаются друг с другом, но сравнение всё же стоит упомянуть. Электроэрозионная обработка отлично подходит для создания отверстий с жесткими допусками, особенно в твердых материалах, однако развертывание может быть таким же точным. В отличие от электроэрозионной обработки, для которой требуется специализированный станок, развертывание можно выполнять на всех традиционных станках, таких как коленные фрезы, токарные станки и сверлильные станки.
Электроэрозионная обработка отлично подходит для создания отверстий с жесткими допусками, особенно в твердых материалах, однако развертывание может быть таким же точным. В отличие от электроэрозионной обработки, для которой требуется специализированный станок, развертывание можно выполнять на всех традиционных станках, таких как коленные фрезы, токарные станки и сверлильные станки.
Really Reaming
Развертки обычно изготавливаются из твердого сплава или быстрорежущей стали и доступны в бесчисленных диаметрах и типах канавок, поэтому процессы развертывания имеют широкий спектр применений. В подтверждение эффективности и надежности разверток один производитель инструментов предлагает на своем веб-сайте более 11 000 комбинаций.
При правильном использовании развертка создает круглое отверстие точного размера со стекловидной поверхностью. Операции развертывания разумно должны поддерживать диаметры с допуском ±0,0127 мм (±0,0005″).
Развертки доступны в бесчисленных размерах и стилях. Эта развертка имеет спиральные канавки, которые улучшают сход стружки, как спиральные канавки на сверле. Изображение предоставлено C. Tate
Эта развертка имеет спиральные канавки, которые улучшают сход стружки, как спиральные канавки на сверле. Изображение предоставлено C. Tate
Развертки — это инструменты для обработки концов. Хотя их канавки кажутся пригодными для бокового резания, как концевые фрезы, кромка канавки не режет. Угол, где встречаются плоский конец и канавки, является местом работы. Углы никогда не бывают квадратными. Обычно они скошены, а иногда имеют радиус. Угловая геометрия развертки позволяет ему входить в отверстие таким образом, чтобы предотвратить изменение положения центра отверстия. Нережущая кромка канавки действует как направляющая, которая поддерживает корпус развертки в отверстии, что предотвращает отклонение инструмента от траектории инструмента.Выглаживающее действие, обеспечиваемое нережущей кромкой, также улучшает качество поверхности.При изменении скорости и подачи оптимизированы, развертки обеспечивают чистовую отделку.
Развёртывание — это повторяемый процесс, которым гораздо легче управлять, чем аналогичными методами, такими как растачивание. Разработать повторяемый процесс развертывания несложно, но пользователи должны учитывать несколько факторов.
Разработать повторяемый процесс развертывания несложно, но пользователи должны учитывать несколько факторов.
Ключевые особенности
Развертки должны быть острыми. Тупые приводят к чрезмерному давлению инструмента, что вызывает проблемы с геометрией отверстия. В относительно мягких материалах, таких как алюминий, тупая развертка может создавать отверстия слишком большого размера из-за наростов на кромке. В твердых материалах, таких как инструментальная сталь, тупая развертка может привести к истиранию из-за плохого образования стружки.
Состояние отверстия важно. Развертки являются чистовыми инструментами и не любят тяжелых резов. Изготовление отверстия с оптимальным количеством припуска имеет решающее значение. Отверстия требуют достаточного припуска, чтобы обеспечить правильное образование стружки, но не настолько большого припуска, чтобы развертка оказывала слишком большое давление на инструмент. Разговор со специалистом по применению на заводе-изготовителе инструмента может быть очень полезным.
Известный как патронная развертка, это самый распространенный тип разверток. Это недорого и эффективно для большинства применений. Изображение предоставлено К. Тейт
Перед развертыванием отверстие должно быть прямым. Развертки имеют тенденцию следовать за существующим отверстием, поэтому расширение кривого отверстия обычно дает другое кривое отверстие. Расширение криволинейного отверстия также может привести к увеличению диаметра отверстия.
Минимизация биения имеет решающее значение при развертывании. Рассмотрим развертку диаметром 12,7 мм (0,5 дюйма) с биением 0,0127 мм. Биение 0,0127 мм приведет к тому, что инструмент при вращении создаст круг диаметром 12,7254 мм (0,501 дюйма). Может быть трудно соблюдать допуск 0,0254 мм (0,001 дюйма), когда биение инструмента приводит к тому, что режущая кромка выходит за верхний предел допуска перед входом в отверстие.
Некоторые приложения поглощают небольшое биение, но всегда лучше, чтобы инструмент работал правильно.