Зенкование отверстий: Технология зенкования и зенкерования отверстий
alexxlab | 05.05.2023 | 0 | Разное
что это такое, технология цекования отверстий, снятие припуска, зенкование и развертывание на токарных станках по металлу
Важнейших показателем качества обработки отверстий – точности и чистоты – невозможно достичь путем сверления, даже если выполнять операцию в несколько заходов, постепенно приближаясь к заданному размеру отверстия. В целях максимального повышения качества поверхности обрабатываемых отверстий последовательно прибегают к использованию более точных операций:
- зенкерованию;
- цекованию;
- зенкованию;
- развертыванию.
Зенкерование
В режущей части зенкера расположены три-четыре режущие кромки (в отличие от сверла с двумя режущими кромками), которые, воздействуя на обрабатываемую поверхность, способны обеспечить заданные размеры, выравнивая форму и снимая другие погрешности после сверления.
Точность обработки зенкерованием (до 9-го и 10-го квалитетов точности при Rz 40-10 мкм) достигается за счет:
- жесткости инструмента, в рабочей части которого отсутствуют глубокие перемычки;
- малых припусков на обработку и, соответственно, сравнительно небольших усилий в процессе резания.


Цекование
Для точного зенкерования торцовых поверхностей применяются цековки (зенкеры-подрезки с торцевыми зубьями и направляющей цапфой), а операция получила название цекования. Цековки – эффективный инструмент, используя который можно легко и с достаточной точностью избавиться от всего лишнего, образующегося на поверхности деталей в процессе литья, сварки и пр. – бобышек, приливов, сварочных швов.
Зенкование
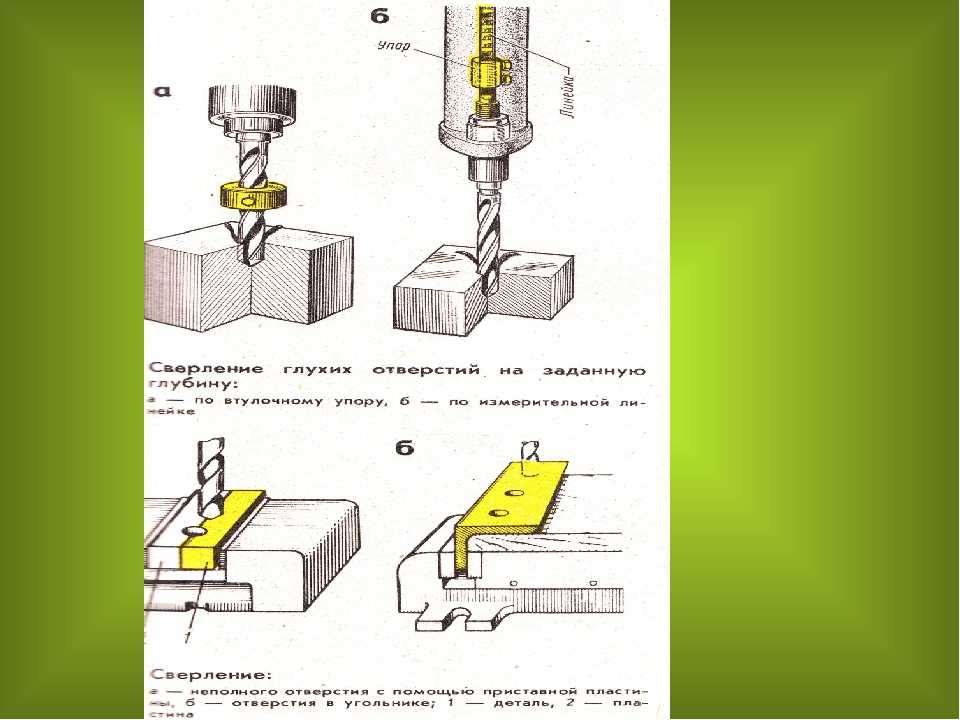
Для точной обработки (зенкования) просверленных глухих отверстий и углублений под головки крепежных деталей применяется еще один вид зенкеров – зенковки. Зенковки могут быть цилиндрическими или коническими, в соответствии с заданными поверхностями.
Развертывание Завершающей операцией, обеспечивающей заданное качество и точность (7-8 квалитеты) обработки отверстий, является развертывание.
 Режущий инструмент – развертка. Учитывая, что развертка предназначена для тонкой отделки поверхности, ее диаметр принимается увеличенным, по сравнению с диаметром зенкера, на толщину срезаемого припуска. Многочисленными зубьями этого особо точного инструмента срезаются самые минимальные припуски.
Режущий инструмент – развертка. Учитывая, что развертка предназначена для тонкой отделки поверхности, ее диаметр принимается увеличенным, по сравнению с диаметром зенкера, на толщину срезаемого припуска. Многочисленными зубьями этого особо точного инструмента срезаются самые минимальные припуски.
В ходе процесса развертывания наблюдается превышение диаметра обрабатываемого отверстия над диаметром инструмента. Чтобы уменьшить разбег размеров, для установки инструмента применяют самоустанавливающиеся патроны.
Операции развертывания подразделяются на:
- черновые, при котором срезаются припуски 250-500 мкм;
- чистовые, рассчитанные на снятие припусков размером 50-15 мкм.
|
Зенкование и зенкерование отверстий Категория: Сверление металла Зенкование и зенкерование отверстий Зен кованием называется обработка входной или выходной части отверстия с целью снятия фасок, заусенцев, а также образования углублений под головки болтов, винтов и заклепок. Конические зенковки предназначены для снятия заусенцев в выходной части отверстия, для получения конусных углублений под головки потайных винтов, заклепок и центровых углублений при обработке деталей в центрах. Наибольшее распространение получили конические зенковки с углом конуса при вершине 2ср, равным 30, 60, 90 и 120°. Цилиндрические зенковки с торцовыми зубьями применяются для обработки углублений под головки болтов, заклепок, шурупов, под плоские шайбы, а также для подрезания торцов, плоскостей бобышек, для выборки уступов и углов. Число зубьев у этих зенковок от 4 до 8. Цилиндрические зенковки снабжают направляющими цапфами, входящими в просверленные отверстия, что обеспечивает совпадение осей отверстия и цилиндрического углубления, образованного зенковкой. Рис. 1. Зенковки и примеры обработки ими отверстий. Зенкерованием называется обработка (расширение) предварительно просверленных штампованных или литых отверстий с целью придания им строгой цилиндрической формы, достижения большей точности и чистоты поверхности. Зенкерование обеспечивает получение отверстий 4—5-го класса точности. Отверстия 2—3-го класса точности получаются развертыванием. Поэтому к зенкерованию прибегают преимущественно как к промежуточной операции между сверлением и развертыванием. Зенкерованием обрабатываются также литые, штампованные и прошитые отверстия. Зенкеры отличаются от сверл устройством режущей части и большим числом режущих кромок. Большое количество направляющих ленточек обеспечивает правильное и более устойчивое положение зенкера относительно оси обрабатываемого отверстия, а распределение усилий на три-четыре режущие кромки — более плавную, чем при сверлении, работу и получение чистого и достаточно точного отверстия. По конструкции зенкеры бывают цельные (рис. 2, а), насадные (рис. Цельные зенкеры имеют три или четыре режущие кромки, а насадные — четыре режущие кромки. Для обработки отверстий диаметром 12—20 мм применяют цельные зенкеры. Насадные зенкеры используют при обработке Отверстий диаметром свыше 20 мм. Сменные [(насадные) зенкеры соединяются с оправкой с помощью выступа на оправке и выреза на торце зенкера. Зенкование и зенкерование выполняют на сверлильных станках и при помощи электрических или пневматических машинок. Крепление зенкеров аналогично креплению сверл. —- Очень часто приходится делать в верхней части отверстия конусное углубление большего диаметра, чем диаметр самого отверстия. Такая операция называется зенкованием. Она необходима для того, например, чтобы головки винтов не выступали над поверхностью детали. Зенкуют отверстия с помощью специальных инструментов — зенковок. Иногда отверстие зенкуют сверлом большего диаметра, чем то, которым сверлили отверстие, Реклама:Читать далее:Развертывание и его применение
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 Инструменты, применяемые для этой цели, называются зенковками. По форме режущей части зенковки подразделяют на конические и цилиндрические.
Инструменты, применяемые для этой цели, называются зенковками. По форме режущей части зенковки подразделяют на конические и цилиндрические.
 2,б) и со вставными ножами (рис. 2, в), а по Количеству зубьев (перьев) —трех- и четырехперые.
2,б) и со вставными ножами (рис. 2, в), а по Количеству зубьев (перьев) —трех- и четырехперые.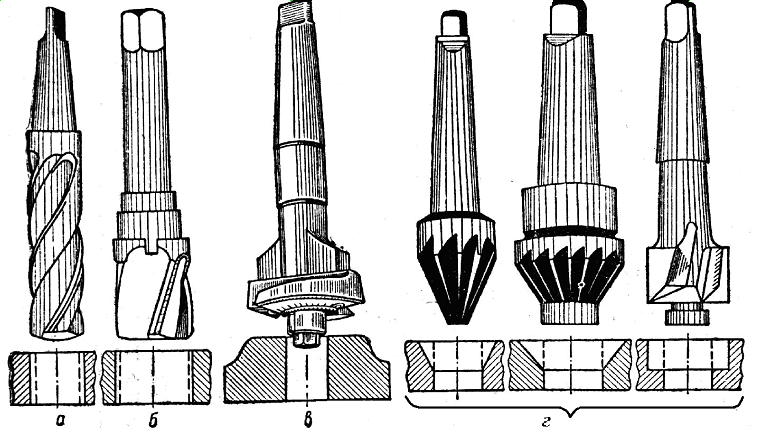
Что такое зенкерные отверстия в технике?
Отверстие с зенковкой — это такое отверстие, в котором внешний край отверстия открыт до конического входа. Для крепежа ANSI/британского стандарта он обычно составляет 82°, 90° для метрического крепежа, 100° для резьбового крепежа BA и 120° для заклепок из листового металла.
Для крепежа ANSI/британского стандарта он обычно составляет 82°, 90° для метрического крепежа, 100° для резьбового крепежа BA и 120° для заклепок из листового металла.
Зенковка обычно имеет размер в соответствии с размерами головки устанавливаемого крепежа, так что крепеж с плоской поверхностью будет сидеть заподлицо с потайной поверхностью. Обычно головку дополнительно утапливают, чтобы она находилась ниже потайной поверхности, за счет увеличения диаметра зенковки. Этот процесс допускает изменения головки и потенциальное искривление паза привода в застежке из-за ушиба привода.
Зенковка идентична инструменту для удаления заусенцев, за исключением того, что большинство инструментов для удаления заусенцев имеют прилежащий угол 90°. Цели различаются тем, что снятие заусенцев предназначено для удаления заусенцев, тогда как зенкерование обычно выполняется глубже и используется для того, чтобы крепежные детали находились заподлицо или ниже заподлицо с поверхностью детали. В этой статье далее будет обсуждаться: « Что такое зенкерные отверстия в технике? », как сверлить, их применение и использование, а также таблицы размеров отверстий для зенкерования.
Как просверлить зенкерное отверстие
Зенковка обычно выполняется как второстепенная операция после формирования/просверливания отверстия. Инструмент для зенкерования не режет по центру вращения и в некоторых случаях может иметь гладкую стойку, которая размещает инструмент в отверстии, чтобы обеспечить более плавный старт и точное центрирование.
Зенкеры — это специальные сверла и фрезы, которые могут иметь несколько режущих поверхностей. В случае более крупных зенкеров, особенно для машинного использования, они обычно имеют только одну канавку / фрезу. Эта функция помогает центрировать отверстие и производить более ровный и правильный рез.
Операции зенкования могут быть ручными или машинными, но включают погружное врезание специальной фрезой с правильным углом наклона вершины в предварительно сделанное отверстие на заданную и контролируемую глубину для получения стандартизированного и воспроизводимого конического углубления.
Выбор подходящего метчика для зенкерного отверстия
Если зенковое отверстие сформировано/просверлено до другой стороны детали, для нарезания резьбы в таком отверстии требуется метчик конического или среднего типа. Эти две формы метчика имеют начальную резьбу сошлифованную, что позволяет метчику войти в отверстие и правильно центрироваться с начала нарезания резьбы/нарезания резьбы.
Эти две формы метчика имеют начальную резьбу сошлифованную, что позволяет метчику войти в отверстие и правильно центрироваться с начала нарезания резьбы/нарезания резьбы.
Для сквозного отверстия выбор конических или средних метчиков зависит от глубины нарезаемого отверстия. Общая длина неизмененного метчика и хвостовика должна быть достаточной, чтобы позволить метчику проникнуть достаточно глубоко, чтобы завершить нарезание резьбы через деталь.
Если отверстие глухое, нарезание резьбы требует двухэтапной операции. Нарезание резьбы начинается конусным или средним метчиком, а затем завершается донным метчиком до необходимой глубины. Выбор между коническими и средними метчиками зависит от глубины глухого отверстия. Там, где это возможно, конусный метчик обеспечивает более мягкое и надежное начало нарезания резьбы. Но если конусность мешает эффективной резке, так как она длиннее, чем глубина глухого отверстия, необходимо использовать средний метчик.
Применение и использование зенкерных отверстий
Зенкованные отверстия чаще всего используются для эстетической посадки крепежа заподлицо, чтобы сделать поверхность изделия более гладкой. Если зенковка дополнительно просверливается параллельно, это называется «встречное отверстие , просверленное» . Это позволяет устанавливать заглушки или колпачки, что делает крепеж невидимым, доводя улучшенный внешний вид до логического завершения. Обычно это относится к крепежным элементам, которые не требуют последующего удаления.
Если зенковка дополнительно просверливается параллельно, это называется «встречное отверстие , просверленное» . Это позволяет устанавливать заглушки или колпачки, что делает крепеж невидимым, доводя улучшенный внешний вид до логического завершения. Обычно это относится к крепежным элементам, которые не требуют последующего удаления.
Дополнительные практические причины для зенкования отверстий для заглубления головок крепежных изделий: в подвижном оборудовании для устранения препятствий и уменьшения необходимости в зазорах; на пешеходных дорожках, а также на лестницах и порталах для устранения препятствий и опасностей споткнуться; и заглубить головки крепежных элементов там, где дополнительные компоненты должны перекрывать крепежный элемент, устраняя необходимость в точных разгрузочных отверстиях/углублениях в вышележащей части.
Таблицы размеров отверстий под зенковку
В таблицах 1, 2 и 3 ниже приведены типичные размеры зенковки для винтов с плоской головкой под торцевой ключ, которые должны сидеть заподлицо с поверхностью, в которую они утоплены:
Что такое условное обозначение зенковки?
Обозначение ISO для зенковки:
⌵
Отверстия с зенковкой в сравнении с отверстиями с зенковкой придайте крепежу заподлицо (или ниже заподлицо) поверхность по косметическим или техническим причинам.
 Разница в том, что для зенкерования требуется коническая, а не цилиндрическая выемка, угол и диаметр, чтобы соответствовать нижней стороне предполагаемой головки крепежа, и применяется к:
Разница в том, что для зенкерования требуется коническая, а не цилиндрическая выемка, угол и диаметр, чтобы соответствовать нижней стороне предполагаемой головки крепежа, и применяется к:- Все типы головок для приводов, используемых для вращения резьбовых соединений — внутренний шестигранник, крестообразный крест, крестообразный ключ, Torx, шпилька Torx, шлиц и многие другие.
- Все типы резьбовых головок с коническим дном, такие как круглые, пуговичные, колпачковые и т. д.
- Широкий выбор разъемных соединений без резьбы, таких как замки на четверть оборота и многое другое.
- Различные типы заклепок, такие как выдвижные, заклепочные и толкающие заклепки
Отверстие с раззенковкой служит для углубления и, таким образом, скрытия головок крепежных изделий с плоскими, перпендикулярными нижними поверхностями.
Другие основные типы отверстий в машиностроении
Несмотря на то, что существует множество противоречивых и частично совпадающих определений типов отверстий, перечисленных в инженерных справочниках, руководствах, веб-сайтах и дискуссионных группах, пять наиболее важных и часто используемых типов отверстий (кроме потайных ) являются:
- Сквозное отверстие: Отверстие с параллельными сторонами любого диаметра, прорезанное в детали.

- Глухое отверстие: Параллельное отверстие любого диаметра, прорезанное в детали, но не проникающее на другую сторону. Глухие отверстия сохраняют форму конца фрезы, которая их сделала, например, спиральное сверло (118 или 135° с коническим наконечником под углом), фреза со сферическим концом (полусферический наконечник), концевая фреза (плоский, квадратный наконечник), сверло Форстнера. (плоская, перпендикулярная режущая кромка с коническим центральным шипом для определения местоположения) или шнек (плоская, перпендикулярная режущая поверхность с коническим с резьбой центральный шип для определения местоположения).
- Отверстие с цековкой: Цилиндрическое отверстие большего диаметра, чем отверстие, вырезанное на внешней стороне глухого или сквозного отверстия, диаметр и глубина которого определяются в соответствии с конкретной головкой крепежного изделия или семейством головок крепежного изделия, или по стандартам ANSI и ISO.

- Отверстие Spotface: Глухое или сквозное отверстие, имеющее перпендикулярный и плоский неглубокий уступ на поверхности материала. Цель состоит в том, чтобы обеспечить высококачественную поверхность на деталях с шероховатой поверхностью или обеспечить перпендикулярную посадочную поверхность на деталях с искривленной поверхностью.
- Резьбовое отверстие: Сквозное или глухое отверстие, часть или вся длина которого вырезана таким образом, что получается резьба, расширение эффективного диаметра за счет разрезания резьбы на стенки отверстия.
Резюме
В этой статье представлены зенкерные отверстия, объяснено, что они из себя представляют, и обсуждены их различные размеры. Чтобы узнать больше о зенкерных отверстиях, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве.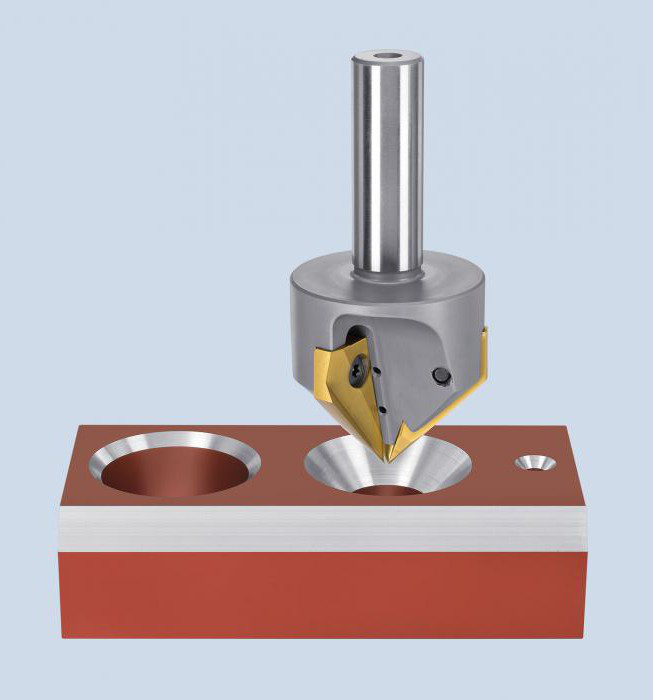 Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Команда Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Зенковка отверстий в печатных платах | Sierra Circuits
Что такое зенковка и раззенковка отверстий в печатных платах?
Зенковка — это конусообразное отверстие, которое вырезается или просверливается в ламинате печатной платы. Это коническое отверстие позволяет вставить винт с плоской головкой в просверленное отверстие. Зенковки предназначены для того, чтобы болт или винт оставались спрятанными внутри с выровненной поверхностью доски.
Коническое зенкерное отверстие в печатной платеСверление с цековкой включает создание отверстия с плоским дном. Стороны этих отверстий параллельны и вертикально прямые. Цилиндрическая цековка позволяет винту с шестигранной головкой проходить под просверленным отверстием. Это отверстие является увеличенной версией коаксиального отверстия.
Цилиндрическое зенкерное отверстиеКогда использовать зенковку и цековку
Зенкованные отверстия применяются в компактных конструкциях, где пространство является критическим ограничением. Плоская поверхность позволяет увеличить площадь поверхности. Они в основном используются в плотно прилегающих, компактных приложениях для повышения гибкости и обеспечения пространства для установки. Например, они встроены в смартфоны и смарт-часы.
Плоская поверхность позволяет увеличить площадь поверхности. Они в основном используются в плотно прилегающих, компактных приложениях для повышения гибкости и обеспечения пространства для установки. Например, они встроены в смартфоны и смарт-часы.
Отверстия с зенковкой обеспечивают достаточно места для крепления гнезд. Они являются подходящим выбором, когда ваш дизайн требует надежного крепления, а не экономии места и ровной поверхности. Эти отверстия можно использовать в стиральных машинах и других электронных устройствах, где основной задачей является надежное крепление.
Винты для вставки в отверстие с зенковкойТребования к сверлению для зенковки и зенковки
Зенковка
Конические зенкерные отверстия требуют большой точности для установки винтов с плоской головкой. Эти типы отверстий просверливаются в печатной плате, поэтому определение правильного угла имеет жизненно важное значение. Для создания зенкеров доступен широкий ассортимент сверл с разными углами.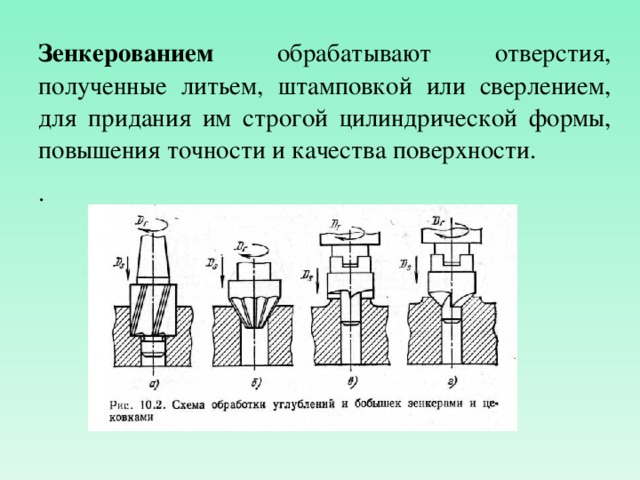
Глубина зенковки зависит от диаметра основного отверстия и угла зенковки. Если главный диаметр остается неизменным, глубина изменяется обратно пропорционально углу погружения.
Поперечное сечение отверстия с зенковкойДля создания идеального отверстия с зенковкой необходима следующая информация:
- Угол сверла.
- Диаметр зенковки или основного отверстия и стандартный диаметр сквозного или основного отверстия.
- Сторона, требующая зенковки.
- Должны ли отверстия быть с покрытием или без покрытия.
Зенковка
Стороны зенковки параллельны друг другу и не требуют сужения. Следовательно, дизайнерам не нужно указывать угол для его изготовления.
Детали, необходимые для изготовления зенковки:
- Основной диаметр или конечный диаметр отверстия на поверхности.
- Глубина сверления зенковки.
- Там, где необходимо просверлить отверстие, вверху или внизу.
- Готовый диаметр вала.
- Должны ли отверстие и вал быть покрыты или не покрыты.
Символическое обозначение
Отверстие с зенковкой обозначается буквой «V» с числовым значением диаметра рядом с ней. Этот символ выбран, потому что вид сбоку на отверстие напоминает букву «V». Ниже вы можете увидеть пример символа зенковки, где диаметр сквозного отверстия указан как 0,25 мил, а диаметр и угол зенковки — 0,50 мил и 82° соответственно.
Символ зенковки Зенковка имеет форму квадрата, открытого сверху. Указываются диаметр сверления, глубина и диаметр зенковки. Если толщина материала под расточенным отверстием значительна, важно указать толщину материала, а не глубину отверстия.