Зернистость кругов шлифовальных: Ошибка 404 – Интернет-магазин Компания “Дом Инструмента” это специализированный магазин занимающийся поставками электро
alexxlab | 22.11.1990 | 0 | Разное
Зернистость алмазных шлифовальных кругов
Зернистость алмазного гибкого шлифовального круга – это числовая характеристика, на значение которой оказывает влияние алмазных зерен, их концентрация на поверхностях рабочих инструментов. По размеру зерен бывают 4 вида кругов: мелкая, средняя, крупная, очень крупная.
Одна из важных характеристик гибкого шлифовального алмазного круга – зернистость. Это числовая характеристика алмазного круга, на значение которой влияет размер алмазных зерен, а также их концентрация на рабочей поверхности инструмента. Существует 4 вида шлифматериалов, которые отличаются разной зернистостью:
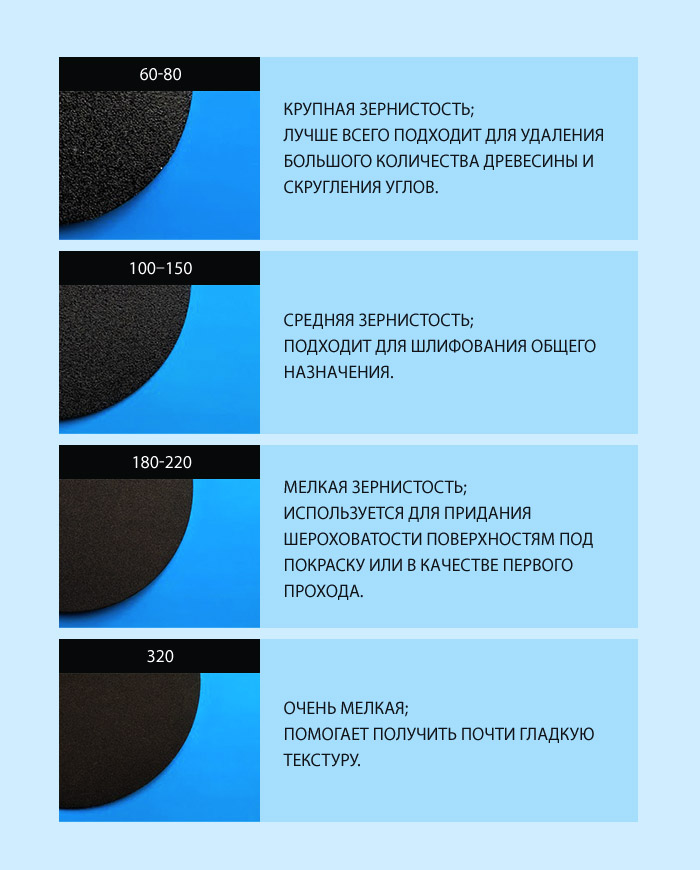
- Мелкая: 100 мкм и меньше.
- Средняя: 100-125 мкм.
- Крупная: 125-160 мкм.
- Очень крупная: 160 мкм и больше.
Максимально возможный размер зерен на гибких шлифовальных алмазных кругах составляет от 2000 до 2500 мкм.
При выборе параметров обработки заготовок и выборе инструмента нужно обязательно учитывать зернистость.
Таблица зернистости алмазных шлифовальных кругов
| Обозначение по ГОСТ 3647-80 |
Обозначение по ГОСТ 9206-80 (алмазные порошки) |
Размер, мкм | FEPA | |
| Обозначение для абразивных материалов, исключая материалы на гибкой основе | Средний размер, мкм | |||
| F 4 | 4890 | |||
| F 5 | 4125 | |||
| F 6 | 3460 | |||
| F 7 | 2900 | |||
| 200 | 2500/2000 | 2500-2000 | F 8 | 2460 |
| F 10 | 2085 | |||
| 160 | 2000/1600 | 2000-1600 | F 12 | 1765 |
| 125 | 1600/1250 | 1600-1250 | F 14 | 1470 |
| 100 | 1250/1000 | 1250-1000 | F 16 | 1230 |
| F 20 | 1040 | |||
| 80 | 1000/800 | 1000-800 | F 22 | 885 |
| 63 | 800/630 | 800-630 | F 24 | 745 |
| 50 | 630/500 | 630-500 | F 30 | 625 |
| F 36 | 525 | |||
| 40 | 500/400 | 500-400 | F 40 | 438 |
| 32 | 400/315 | 400-315 | F 46 | 370 |
| 25 | 315/250 | 315-250 | F 54 | 310 |
| F 60 | 260 | |||
| 20 | 250/200 | 250-200 | F 70 | 218 |
| 16 | 200/160 | 200-160 | F 80 | 185 |
| 12 | 160/125 | 160-125 | F 90 | 154 |
| F 100 | 129 | |||
| 10 | 125/100 | 125-100 | F 120 | 109 |
| 8 | 100/80 | 100-80 | F 150 | 82 |
| 6 | 80/63 | 80-63 | F 180 | 69 |
| 5, М63 | 63/50 | 63-50 | F 220 | 58 |
| F 230 | 53 | |||
| 4, М50 | 50/40 | 50-40 | F 240 | 44,5 |
| М40 | 40/28 | 40-28 | F 280 | 36,5 |
| F 320 | 29,2 | |||
| М28 | 28/20 | 28-20 | F 360 | 22,8 |
| М20 | 20/14 | 20-14 | F 400 | 17,3 |
| М14 | 14/10 | 14-10 | F 500 | 12,8 |
| М7 | 10/7 | 10-7 | F 600 | 9,3 |
| М5 | 7/5 | 7-5 | F 800 | 6,5 |
| М3 | 5/3 | 5-3 | F 1000 | 4,5 |
| 3/2 | 3-2 | F 1200 | 3,0 | |
| 2/1 | 2-1 | F 1500 | 2,0 | |
| F 2000 | 1,2 | |||
| 1/0 | 1 и < | |||
| 1/0,5 | 1-0,5 | |||
| 0,5/0,1 | 0,5-0,1 | |||
| 0,5/0 | 0,5 и < | |||
| 0,3/0 | 0,3 и < | |||
| 0,1/0 | 0,1 и < | |||
Шлифовальный круг – материал, профиль, зернистость, твердость и размер
В современном мире шлифовальный круг стал незаменимой частью строительных и ремонтных работ. Абразивный инструмент имеет свои тонкости, виды и составляющие, знание которых откроет перед специалистом новые возможности. Важно понимать, как правильно его выбрать.
Абразивный инструмент имеет свои тонкости, виды и составляющие, знание которых откроет перед специалистом новые возможности. Важно понимать, как правильно его выбрать.
Что такое шлифовальный круг?
Это абразивный инструмент особого назначения, в состав которого входят зерна разных материалов, известен всем как шлифовальный круг. Он представляет собой шлифкруг, который способен обработать поверхность для придания изделию более привлекательный внешний вид. Работа на шлифовальном оборудовании является очень тонким процессом, требующим знания определенных тонкостей. Выбирая инструмент, необходимо понимать, что шлифовальные круги для дрели обладают значительной географией.
Зачем нужен шлифовальный круг?
В современном мире абразивный круг применяется практически везде, он широко используется как в бытовом хозяйстве, так и на промышленных участках. При ремонтных и строительных работах данный инструмент является необходимостью, с его помощью можно удалить ржавчину с металлических конструкций или же краску с древесины. Применяя шлифовальный круг для болгарки, можно обрабатывать брусковые щитовые детали. Инструмент является многофункциональной вещью, он способен шлифовать твердые материалы. Это может быть дерево, камень, прочный пластик и другие.
Применяя шлифовальный круг для болгарки, можно обрабатывать брусковые щитовые детали. Инструмент является многофункциональной вещью, он способен шлифовать твердые материалы. Это может быть дерево, камень, прочный пластик и другие.
Виды шлифовальных кругов
Рынок представляет большое количество шлифовальных дисков, среди которых популярными являются следующие:
- Диски с липучкой. Данный вид изготавливают из шлифовальной шкурки на велкрооснове, которая благодаря самоклеящейся обложке крепится на основание. Данный материал принято считать расходным, он используется в обработке древесины, металла, при ремонтных и строительных работах. Шлифовальный круг на липучке устанавливают на болгарку. Маркировка зернистости обозначается определенным цветом.
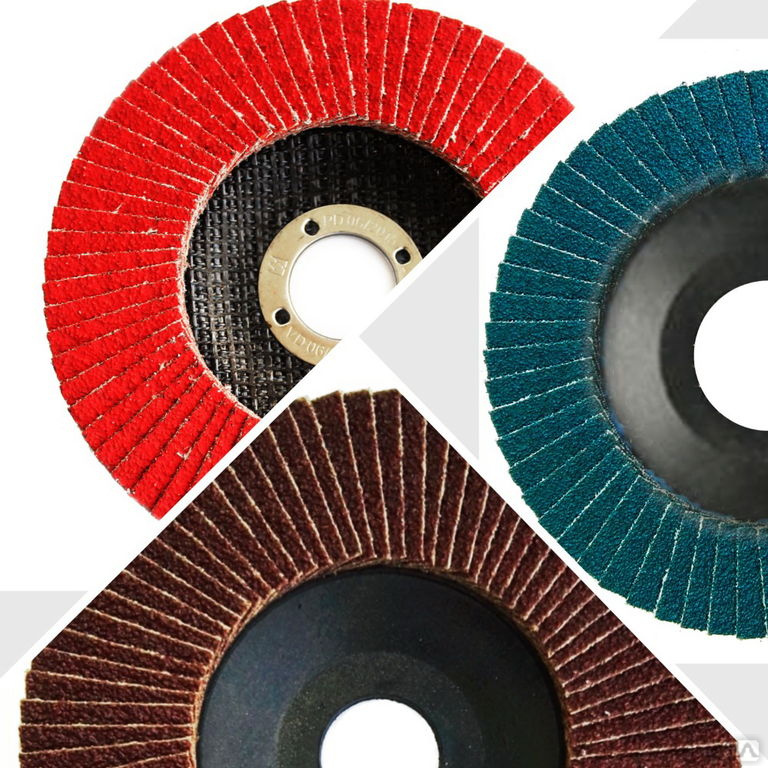
- Круг шлифовальный лепестковый имеет форму веера, отличается высокой эластичностью и способен приспособиться под любую поверхность. Зачастую применяется при шлифовании труб и изделий из древесины.
- Фибровый шлифовальный круг для дрели, предназначен для шлифования поверхностей черного или цветного металла, и даже стали.
 Часто применяется для зачистки швов после сварки и удаления влаги. Основой данного вида круга является целлюлоза.
Часто применяется для зачистки швов после сварки и удаления влаги. Основой данного вида круга является целлюлоза. - Алмазные шлифовальные круги по металлу — незаменимая деталь, если необходимо обработать твердосплавные материалы, стекло, керамику или драгоценные камни, так как он обладает достаточным уровнем хрупкости и твердости.
Как выбрать шлифовальный круг?
Для того чтобы диск служил долгие годы и был эффективным в работе, нужно серьезно подойти к его выбору. Следуя некоторым рекомендациям, можно самостоятельно выбрать качественную модель абразивного инструмента:
- Следует понимать его специфику. Для того чтобы работать на станке, следует приобретать шлифовальные круги, способные выдерживать сильное давление. Работая на болгарке, необходимо выбирать диск, который будет обладать повышенной устойчивостью при скоростном вращении.
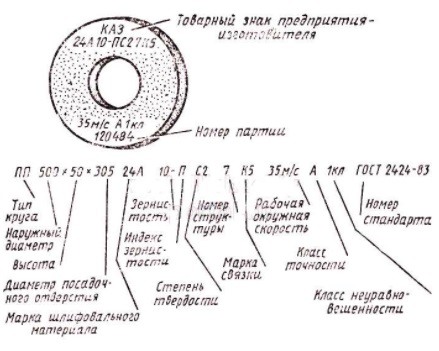
- Особое внимание необходимо уделить маркировке. К примеру, шлифовальные круги на липучке должны иметь такие обозначения, как размер, класс, профиль и абразивная композиция.
- Для каждой поверхности и площади шлифования нужно подбирать разные круги.
- Приобретайте инструменты у тех производителей, изготавливающих продукцию согласно требованиям ТУ и ГОСТ.
Материал шлифовального круга
Ассортимент шлифовальных абразивных кругов по видам материалов очень разнообразен. Популярностью пользуется инструменты с электрокорундом, с помощью которого можно изготовить цельные насадки без прессованного материала для оборудования. Востребованными являются инструменты из карбида кремния. Они представлены в двух цветах — черном и зеленом. Прочными кругами считаются те, которые выполнены из эльбора. Материал включает в себя кубический нитрид бора, который не уступает своими свойствами алмазу и отличается своей термоустойчивостью.
Круг алмазный шлифовальный обладает более высокой стоимостью за счет напыления, которое наносится максимально тонким слоем. Круги, прочность которых на порядок ниже, формируются другим способом. Связывающим является керамический состав, в который входят неорганические материалы, такие как кварц и глина. Состав измельчается и добавляется при формировании круга, благодаря чему изделие будет жестким, но при этом иметь необходимую хрупкость.
Состав измельчается и добавляется при формировании круга, благодаря чему изделие будет жестким, но при этом иметь необходимую хрупкость.
Профиль шлифовального круга
Существуют разные операции со шлифовальным кругом, и важно определить его профиль, что продлит службу. Зачастую используются следующие виды:
- Плоские круги с прямым профилем, применяются при внутренней и бесцентровой шлифовке, а также при обработке торов.
- Плоские круги двустороннего вида с коническим профилем. Данный вид используется при шлифовке шестерен и простой резьбы.
- Вариант с выточкой необходим при круглом шлифовании или же при подрезке торцов.
- Абразивный инструмент, обладающий профилем в виде цилиндра и конуса, предназначен для заточки инструментов.
- Тарельчатый вид применяют при заточке инструментов, обладающих несколькими режущими лезвиями.
Зернистость шлифовального круга
Одной из основ абразивного круга является зернистость, от которой будет зависеть его производительность и износ. Зерно, как и любое другое тело, обладает стандартными параметрами объема, однако производители пользуются одним параметром измерения – толщиной. То количество материала, которое снимается, напрямую связано со степенью зернистости инструмента. Например, лепестковый абразивный круг способен обработать даже крупногабаритные трубы из металла. Что касается дерева, то к нему подбирают инструмент, обладающий меньшей зернистостью.
Зерно, как и любое другое тело, обладает стандартными параметрами объема, однако производители пользуются одним параметром измерения – толщиной. То количество материала, которое снимается, напрямую связано со степенью зернистости инструмента. Например, лепестковый абразивный круг способен обработать даже крупногабаритные трубы из металла. Что касается дерева, то к нему подбирают инструмент, обладающий меньшей зернистостью.
Твердость шлифованного круга
Для того чтобы понимать, какую твердость круга следует приобрести, необходимо понимать, для чего будет использоваться инструмент. Обработка твердых пород осуществляется с помощью мягких кругов. Более твердая основа инструмента необходима для обдирочных работ. Чугун и не закаленная сталь нуждаются в шлифовке кругами средней твердости. Мягкий круг понадобится в ситуациях, если необходимо обработать тонкие изделия. Профильное шлифование и обработка изделий с небольшим диаметром нуждается в твердых кругах.
Размер шлифовального круга
Каждое производство использует разные размеры шлифовальных кругов. На рынке представлены инструменты, диаметр которых достигает 1-го мм. Используются они для обработки высокоточных приборов. Абразивные круги крупногабаритные предназначены для труб, используемых при прокладке магистралей и других масштабных мероприятий. Круг абразивный шлифовальный среднего размера отлично обрабатывает стекло. Основные размеры кругов определены согласно ГОСТу 16167-90.
На рынке представлены инструменты, диаметр которых достигает 1-го мм. Используются они для обработки высокоточных приборов. Абразивные круги крупногабаритные предназначены для труб, используемых при прокладке магистралей и других масштабных мероприятий. Круг абразивный шлифовальный среднего размера отлично обрабатывает стекло. Основные размеры кругов определены согласно ГОСТу 16167-90.
Рейтинг шлифовальных кругов
Современный рынок переполнен разнообразием шлифовальных кругов разных компаний-производителей. Предоставляем ТОП-5 лучших брендов, которые предлагают на рынок шлифовальный диск лучшего качества.
- Американский бренд Dewalt. Представляет высокотехнологичную продукцию для строительства. Компания обладает заводами в девяти странах.
- KLINGSPOR – абразивный завод Германии, существующий более 120-ти лет и являющийся одним из ведущих мировых производителей абразивов.
- Bosch – немецкая компания, является ведущим мировым поставщиком в области промышленных технологий.
 Обладает широким ассортиментом абразивов.
Обладает широким ассортиментом абразивов. - Компания Hitachi является одним из крупнейших конгломератов в мире, предоставляющий строительную технику.
|
На сегодняшний день ЗАО «Волжский шлифматериал-Волга» является продавцом шлифовальных материалов и шлифовального инструмента широкого спектра. Являясь официальным дилером ОАО “Волжский абразивный завод” (ОАО «ВАЗ») г.Волжский Волгоградской обл. и имея договорные отношения с ОАО «Лужский абразивный завод» (ОАО «ЛАЗ») г.Луга Ленинградская обл., ОАО «Косулинский абразивный завод» (ОАО «КАЗ») р.п. Верхнее Дуброво Свердловская область и ЗАО «ИНФ-АБРАЗИВ» г.Волжский ЗАО “Волжский шлифматериал-Волга” (ЗАО «ВШМ-Волга») предлагает круги шлифовальные на керамической связке. Инструмент на керамической связке применяют для всех видов шлифования, кроме обдирки (из-за хрупкости связки), разрезки и прорезки узких пазов, плоского шлифования сегментными кругами, шлифования желобов колец шарикоподшипников. Абразивный инструмент на керамической связке выпускается из материалов марок: 14А, 25А, 54С, и 64С, зернистостью № 8-50 (из материала марки 54С – зернистостью 8-80 и выше) твердостью М-СТ (из 54С – может быть ВТ), различных типов: 1(ПП), 3(ЗП), 4(2П), 5(ПВ), 7(ПВД), 11(ЧК), 12(Т), 14(1Т), 23(ПВК) классом Б, А, АА; рабочей скоростью до 60 м/с. Возможно изготовление абразивного инструмента из электрокорунда с применением золь-гель процесса. Такие круги используются для обработки деталей сложного профиля (шлифовальные круги для профильного шлифования). Абразивные круги, изготовленные с применением золь-гель процесса, обладают улучшенными характеристиками по сохранности формы, что дает возможность снизить частоту возобновления покрытия шлифовальных кругов. Тип 1
Тип 3
Тип 4
Тип 5
Тип7
Тип11
Тип12
Тип14
Тип23
Круги для правки шлифовальных кругов по ТУ 2-036-0220931-014-93
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Инструмент на керамической связке хорошо сохраняет профиль, имеет высокую пористость, хорошо отводит тепло.
Инструмент на керамической связке хорошо сохраняет профиль, имеет высокую пористость, хорошо отводит тепло.








Спросите экспертов: выберите правильный тип шлифовального круга
Правильный выбор шлифовального круга поможет вам выполнить следующую большую работу. По словам Марка Файна, специалиста Grainger по металлообработке, выбор правильного круга будет зависеть от типа производительности, которую вы ищете. Отрезной диск должен быть изготовлен из абразива, подходящего для разрезания заготовки, с которой вы работаете, и должен быть связан материалом, способным выдерживать рабочие нагрузки. Зернистость также должна обеспечивать правильное сочетание скорости резания и гладкости.
По словам Марка Файна, специалиста Grainger по металлообработке, выбор правильного круга будет зависеть от типа производительности, которую вы ищете. Отрезной диск должен быть изготовлен из абразива, подходящего для разрезания заготовки, с которой вы работаете, и должен быть связан материалом, способным выдерживать рабочие нагрузки. Зернистость также должна обеспечивать правильное сочетание скорости резания и гладкости.
Выбор подходящего абразива: Абразивные материалы выполняют резку, и каждый тип абразива предлагает различный баланс стоимости, долговечности и производительности. Начнем с четырех наиболее распространенных абразивных материалов:
-
- Оксид алюминия: Универсальный, недорогой и долговечный оксид алюминия — хороший абразив для повседневных работ. Оксид алюминия прорезает сталь, а также более мягкие металлы, такие как латунь, отожженное железо и стальные сплавы. Основным недостатком материала является его относительно низкая скорость резания: по словам производителя абразивов Norton, на микроскопическом уровне зернистость оксида алюминия имеет тенденцию изнашиваться в виде тупых округлых фрагментов, которые имеют ограниченную режущую способность.

- Циркониевый глинозем: Смесь оксида алюминия и оксида циркония, этот абразив отличается долговечностью и быстротой. Цирконий представляет собой встречающийся в природе минерал с чрезвычайно высокой вязкостью разрушения, который обеспечивает высокую скорость съема металла при резке закаленных материалов, таких как закаленная сталь. Цирконий также обеспечивает превосходное рассеивание тепла, что может быть важно при резке толстого стального листа.
- Карбид кремния: Этот сверхострый абразив позволяет быстро обрабатывать мягкие материалы. Карбид кремния естественно имеет очень острые края зерна. Режущий материал микроскопически разрушается по мере износа, создавая новые режущие поверхности с острыми краями на протяжении всего срока службы круга. К сожалению, кремний не так прочен, как другие абразивы — он лучше всего подходит для мягких металлов, таких как алюминий, железо, латунь и мягкая бронза.
- Оксид алюминия: Универсальный, недорогой и долговечный оксид алюминия — хороший абразив для повседневных работ. Оксид алюминия прорезает сталь, а также более мягкие металлы, такие как латунь, отожженное железо и стальные сплавы. Основным недостатком материала является его относительно низкая скорость резания: по словам производителя абразивов Norton, на микроскопическом уровне зернистость оксида алюминия имеет тенденцию изнашиваться в виде тупых округлых фрагментов, которые имеют ограниченную режущую способность.
- Керамический оксид алюминия: Керамические колеса чрезвычайно прочны и универсальны.
 T Этот абразив производится путем нагревания оксида алюминия в печи в процессе, известном как спекание. По словам производителя керамики Syalons, в процессе спекания оксид алюминия превращается в кристаллическую структуру, что увеличивает твердость и долговечность глинозема. Абразивная керамика предназначена для контролируемого микроразрушения. Стекловидные керамические зерна оксида алюминия непрерывно разрушаются при резке, сохраняя остроту режущей кромки.
T Этот абразив производится путем нагревания оксида алюминия в печи в процессе, известном как спекание. По словам производителя керамики Syalons, в процессе спекания оксид алюминия превращается в кристаллическую структуру, что увеличивает твердость и долговечность глинозема. Абразивная керамика предназначена для контролируемого микроразрушения. Стекловидные керамические зерна оксида алюминия непрерывно разрушаются при резке, сохраняя остроту режущей кромки.
Керамические отрезные круги также обладают отличными огнеупорными свойствами, что, по словам производителя керамики Accuratus, делает их устойчивыми к деформации под воздействием тепла и напряжения. И на них не так сильно влияет накопление материала, которое может замедлить резку алюминия. Из-за более высоких производственных затрат керамические круги когда-то предназначались для обработки деталей. Но усовершенствования в производстве сделали этот абразив все более популярным выбором для универсальных шлифовальных и отрезных кругов.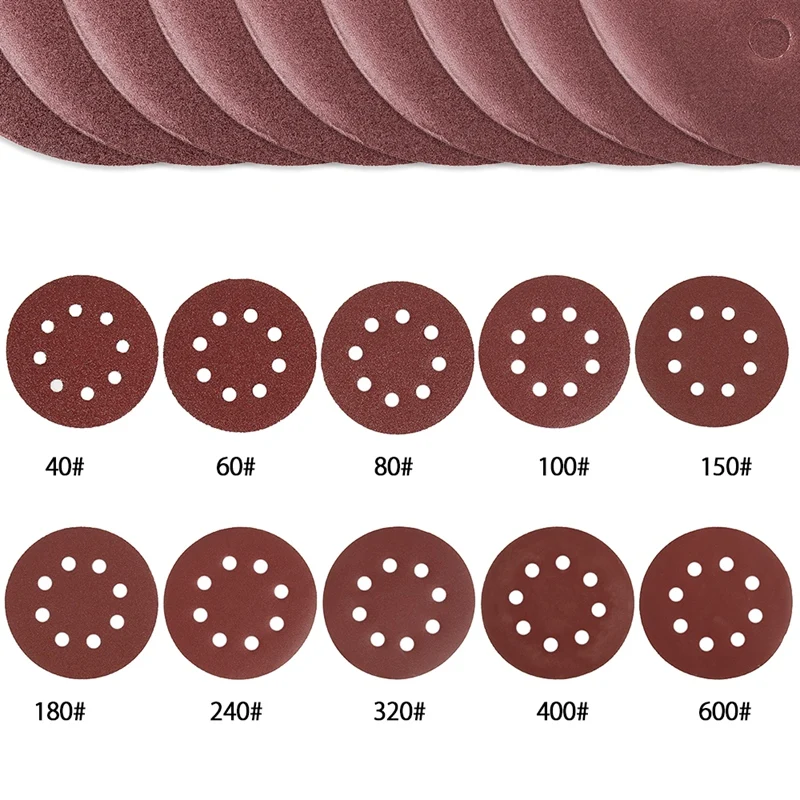
- Алмаз: Самый твердый минерал в мире, алмазные абразивы обеспечивают непревзойденное сочетание долговечности и скорости резания. В суперабразивных алмазных отрезных кругах используются синтетические алмазные кристаллы, которые производятся специально для использования в резке. Форма и размер алмазных кристаллов в круге строго контролируются для обеспечения постоянства.
- Кирпичная кладка: Резка камня и бетона представляет собой уникальную задачу. Кирпичная кладка может быть твердой, но хрупкой, поэтому шлифовальные круги для каменной кладки специально разработаны для получения гладких резов, которые не разрушат край каменной кладки и не оставят неровный заусенец на кромке. Алмазы являются наиболее часто используемым абразивом в каменных кругах.
The Concrete Network рекомендует выбирать круг для каменной кладки, соответствующий твердости бетона, который вы режете. Бетон, изготовленный из кварцевого или базальтового заполнителя, будет иметь гораздо более высокую прочность на сжатие, чем бетон, изготовленный из мелкого гравия. Для резки более твердого бетона требуется круг с более мягкой связкой, которая будет постоянно подвергать воздействию новые абразивы.
Для резки более твердого бетона требуется круг с более мягкой связкой, которая будет постоянно подвергать воздействию новые абразивы.
Выбор зернистости: После того, как вы определились с абразивом, вам нужно выбрать шлифовальный круг с подходящей зернистостью. Зернистость относится к размеру абразивных частиц, встроенных в круг: в крупном круге с зернистостью 10 используются абразивные частицы, просеянные через сито с десятью отверстиями на линейный дюйм, тогда как в круге с зернистостью 120 используются более мелкие абразивные частицы, пропущенные через сито. экран со 120 отверстиями на дюйм.
По данным Modern Machine Shop, круг с более грубой зернистостью обеспечивает высокую скорость съема металла — его крупные абразивные частицы отрывают большие куски металла при каждом проходе. Грубая крошка делает рез быстрее, но может оставить шероховатую поверхность. Мелкозернистому кругу может потребоваться больше времени, чтобы выполнить работу, но если вам нужна гладкая поверхность, ожидание того стоит. Кроме того, если вы режете хрупкий металл или хрупкий материал, такой как камень, использование более мелкой зернистости может свести к минимуму образование сколов и сделать поверхность более чистой.
Кроме того, если вы режете хрупкий металл или хрупкий материал, такой как камень, использование более мелкой зернистости может свести к минимуму образование сколов и сделать поверхность более чистой.
Связка и зазор: Связующий материал шлифовального круга и рисунок зазора также влияют на его характеристики. Абразивные частицы удерживаются на месте связующей матрицей, а твердость связующего материала может существенно повлиять на срок службы круга.
Твердые керамические связующие материалы чрезвычайно долговечны, но это ограничивает скорость, с которой свежий абразивный песок подвергается воздействию режущей поверхности. Они, как правило, обеспечивают более низкую скорость съема металла, что делает их хорошо подходящими для обработки деталей или резки более мягких сплавов.
Мягкая связующая матрица быстро изнашивается, обнажая свежий абразив и увеличивая скорость съема металла. Но у этих кругов более короткий срок службы, и они могут не подходить для использования с мощными шлифовальными машинами. Однако они гораздо более эффективны при работе с твердыми металлами, такими как инструментальная сталь.
Однако они гораздо более эффективны при работе с твердыми металлами, такими как инструментальная сталь.
В конечном счете, правильный тип шлифовального круга предлагает надежное сочетание скорости резания и долговечности по цене, которая имеет смысл для вас. Иногда вы будете покупать колесо для конкретной работы, и будет легко понять, какие свойства искать. Другие магазины могут захотеть иметь под рукой различные круги — вы никогда не знаете, что будете резать дальше. К какой бы работе по резке вы ни готовились, настройтесь на успех, выбрав правильный тип шлифовального круга.
Узнайте больше о продуктах и услугах Grainger для металлообработки.
Марк Файн получил степень бакалавра наук. получил степень бакалавра машиностроения в Университете Теннесси и большую часть своей карьеры работал инженером-технологом и инженером по инструментам в сталелитейной и автомобильной промышленности. Марк много работал с производственной стороной металлообрабатывающей промышленности и за последние 25 лет работал над внедрением инноваций в области металлообработки в производство.
Шлифовальные круги для процессов наружного диаметра
Шлифование — это процесс механической обработки, который лучше всего определить как «обработка с большим неизвестным числом неопределенных режущих кромок». Следовательно, он отличается от других процессов обработки, таких как фрезерование и токарная обработка, которые можно определить как «обработку с известным количеством определенных режущих кромок»; см. иллюстрацию 1. Прежде всего, шлифование обеспечивает более качественную обработку поверхности и более высокую точность, чем токарная или фрезерная обработка. Кроме того, шлифование больше подходит для обработки очень твердых материалов, таких как закаленная инструментальная сталь или карбид вольфрама, которые нельзя обтачивать или фрезеровать.
Иллюстрация 1: Шлифование и твердое точение
Кроме того, можно с уверенностью сказать, что можно шлифовать большинство материалов, от мягких до очень твердых. Ассортимент обрабатываемых материалов включает все черные и цветные металлы, стекло, карбид вольфрама и многие другие. Как следует из названия, круглое шлифование относится к шлифованию цилиндрических деталей, таких как валы, кольца или заготовки дискового типа. Круглое шлифование также называют шлифованием по внешнему диаметру (OD) и шлифованию по внутреннему диаметру (ID). Таким образом, круглое шлифование придает заготовкам «округлость». Однако, поскольку современные круглошлифовальные станки имеют множество осей с ЧПУ, которые можно синхронизировать; они также могут шлифовать «некруглые» формы, такие как кулачки, орбитальные геометрии, такие как шейки коленчатого вала, и даже, например, резьбу.
Как следует из названия, круглое шлифование относится к шлифованию цилиндрических деталей, таких как валы, кольца или заготовки дискового типа. Круглое шлифование также называют шлифованием по внешнему диаметру (OD) и шлифованию по внутреннему диаметру (ID). Таким образом, круглое шлифование придает заготовкам «округлость». Однако, поскольку современные круглошлифовальные станки имеют множество осей с ЧПУ, которые можно синхронизировать; они также могут шлифовать «некруглые» формы, такие как кулачки, орбитальные геометрии, такие как шейки коленчатого вала, и даже, например, резьбу.
Современный шлифовальный круг
Керамический шлифовальный круг состоит из трех элементов, каждый из которых выполняет определенную функцию. (см. рис. 2). Важно отметить, что в современных кругах используются синтетические абразивные зерна, такие как оксиды алюминия (Al2O3), карбид кремния (SiC), CBN (кубический нитрид бора) и алмаз. Из всех четырех типов абразивов только алмаз существует в качестве природного продукта. Тем не менее, для шлифовальных процессов используются только синтетические алмазы. Природные алмазы используются в неподвижных или вращающихся инструментах для правки шлифовальных кругов.
Тем не менее, для шлифовальных процессов используются только синтетические алмазы. Природные алмазы используются в неподвижных или вращающихся инструментах для правки шлифовальных кругов.
Иллюстрация 2: Структура шлифовального круга
Помимо абразивных зерен, двумя другими элементами, из которых состоит шлифовальный круг, являются связка и поры. (См. рис. 3). Вкратце, задача абразивных зерен состоит в том, чтобы выполнять резку определенного материала с приемлемой скоростью съема материала, обеспечивать чистоту поверхности в определенном диапазоне и обеспечивать отсутствие прижогов при шлифовании во время обработки. процесс. Связка удерживает абразивное зерно на месте, так что оно не вырывается из-под тяжелых режущих нагрузок на черновых проходах. Несмотря на то, что связка не способствует процессу резания, она имеет первостепенное значение, поскольку косвенно определяет режущее действие, прочно удерживая абразив на месте. Кроме того, что очень важно, связка должна обеспечивать безопасность процесса шлифования на высоких скоростях. Поры придают шлифовальному кругу открытую структуру, чтобы охлаждающая жидкость попадала в зону контакта во время шлифования и чтобы стружка, образующаяся в процессе шлифования, могла быть удалена из зоны шлифования.
Поры придают шлифовальному кругу открытую структуру, чтобы охлаждающая жидкость попадала в зону контакта во время шлифования и чтобы стружка, образующаяся в процессе шлифования, могла быть удалена из зоны шлифования.
Рисунок 3: Элементы конструкции шлифовального круга
В идеальном мире нужно стремиться к шлифовальному кругу с как можно более низким процентом связки, с максимально возможным количеством пор и с адекватной долей абразивного зерна внутри матрица колеса. На самом деле, глядя на доступные варианты, керамические шлифовальные круги имеют определенное «окно выполнимости», как показано на рисунке 4, которое представлено так называемой фазовой диаграммой. Белая часть внутри треугольника диаграммы представляет возможные комбинации процентного содержания абразивных частиц – пор – связующего вещества. По сравнению с плоскошлифовальным кругом цилиндрический шлифовальный круг имеет более высокую долю зернистости и связки и, как правило, имеет низкую пористость.
Иллюстрация 4: Фазовая диаграмма шлифовальных кругов
На рисунке 4 показано сочетание 55 % абразивного зерна, 25 % связки и 20 % пор, что типично для цилиндрического шлифовального круга. Плоский шлифовальный круг, используемый, например, в аэрокосмической отрасли, может иметь следующий состав: 40 % зернистости / 10 % связки / 50 % пор.
Плоский шлифовальный круг, используемый, например, в аэрокосмической отрасли, может иметь следующий состав: 40 % зернистости / 10 % связки / 50 % пор.
Спецификация шлифовального круга
Спецификации шлифовального круга стандартизированы лишь до некоторой степени и часто интерпретируются производителями кругов вольно. Следующая диаграмма, Иллюстрация 5, показывает наиболее общие правила чтения спецификаций, применимые к большинству производителей колес.
Рисунок 5: Типовая спецификация шлифовального круга
Начиная слева, приведенную выше спецификацию можно интерпретировать следующим образом
32A : комбинация цифр и букв описывает тип используемого абразивного зерна. Число нельзя свободно интерпретировать, но «А» означает оксид алюминия.
80 : эта цифра обозначает размер зерна в мешах (количество линейных отверстий в сите)
J : буква определяет твердость круга, от очень мягкой (A) до очень твердой (Z). Хотя конкретная буква может не соответствовать одному производителю колес другому, тенденция от мягкого к жесткому является общей для всех.
Хотя конкретная буква может не соответствовать одному производителю колес другому, тенденция от мягкого к жесткому является общей для всех.
8 : этот номер определяет конструкцию от закрытой (1) до очень открытой (20). Опять же, эти цифры не полностью соответствуют от одного производителя колес к другому.
V : в этом письме указывается тип облигации. Здесь «V» означает витрифицированный. Эта номенклатура является общей для всех производителей колес.
“ XYZ “: Эти буквы или комбинация букв и цифр относятся к специальной формуле связки производителя.
Типы зерен
В левой части иллюстрации 5 спецификация шлифовального круга начинается с абразивных зерен под заголовком «А», что означает оксид алюминия (Al2O2). Как правило, наиболее часто используемым абразивом для круглого шлифования является какая-либо форма оксида алюминия. Многие спецификации колес, представленные на рынке, представляют собой подварианты или смеси различных типов оксида алюминия. Они варьируются от:
Они варьируются от:
WA = белый оксид алюминия (чисто-белый оксид алюминия, очень рыхлый)
PA = розовый оксид алюминия (розовый цвет достигается за счет добавления оксида хрома для повышения прочности зерна)
RA = алюминий красного цвета оксид (красный цвет получается из-за добавления оксида хрома для повышения прочности зерна
Керамика = это микрокристаллическая форма оксида алюминия, также известная под своими коммерческими названиями, такими как
– St. Gobain’s SGB, 3SG, 5SG, 1ТГП, Квант
– Cubitron
– CSS Tyrolit и Radiac
– CX Noritake
– SG, SGF, SGX, TG и TCX Kure
Номенклатура абразивов варьируется от производителя к производителю. На Рисунке 6 перечислены коды нескольких абразивов, предоставленные различными производителями.
Иллюстрация 6: Обозначение абразива различными производителями кругов
Конечно, используются и другие абразивы, каждый из которых имеет свой заголовок, представляющий собой одну букву алфавита:
B = кубический нитрид бора (CBN), также называемый суперабразивом. CBN — полностью синтетический абразив.
CBN — полностью синтетический абразив.
C = карбид кремния (SiC), также полностью синтетический абразив
D = алмаз. Для шлифовальных кругов используются только синтетические алмазы. Природные алмазы предназначены для обработки инструментов.
На рис. 7 показаны три различных абразива на керамической связке:
, рис. 7
Рисунок 8: Состав шлифовального круга
Размер зерна
Размер зерна указан в «мешах». Другими словами, зернистость относится к количеству отверстий в сите на погонный дюйм, как показано на Рисунке 8. Размер зернистости 80 относится к размеру ячеек 80 зерен на погонный дюйм. Зернистость 80 соответствует среднему размеру зерна от 0,15 до 0,21 мм, наиболее часто используемому размеру абразивного зерна для круглого шлифования. На рис. 9 показана зернистость 12; следовательно, на этом конкретном сите имеется 12 отверстий на линейный дюйм.
Иллюстрация 9: Определение зернистости
Чем мельче выбранная зернистость, тем лучше качество поверхности и лучше удерживание формы. Однако в то же время слишком мелкая зернистость увеличивает риск прижога при шлифовании и снижает потенциальную скорость съема материала. Наиболее часто используемые размеры зернистости цилиндрических шлифовальных кругов варьируются от 60 до 120. Для круга диаметром 500 мм (20 дюймов) зернистость 80 будет хорошей отправной точкой при выборе круга. Для круга большего диаметра 750 мм (30 дюймов) может подойти зернистость 60. Зернистость выше 120 предназначена для тонкого шлифования с высокими требованиями к чистоте поверхности и часто используется в сочетании с мелкими профилями, такими как малые радиусы углов. При изменении размера зерна важно учитывать, что размер зерна не изменяется линейно. Переход с зернистости 100 на зернистость 60.
Рис. 10: Изменение зернистости
Рис. 11: Изменение зернистости
Рис. 12: Количество зерен на периферии круга
12: Количество зерен на периферии круга
В приведенной выше таблице показана феноменальная разница зернистости количество зерен на периферии круга. Все колеса имеют диаметр 500 мм и ширину 50 мм. Круг с зернистостью 80 имеет около 14 миллионов зерен на периферии, в то время как круг с зернистостью 120 имеет около 40 миллионов зерен!
Рисунок 13: Зернистость и качество поверхности
Твердость и структура круга
Буквы алфавита обозначают твердость круга. Чем ближе обозначение колеса к букве «А», тем мягче колесо, чем ближе обозначение колеса к букве «Z», тем оно жестче. Важно знать, что обозначение одного производителя не является точным эквивалентом обозначения другого. Однако тенденция перехода от мягкого к жесткому в буквенном ряду характерна для всех производителей. Заданная твердость всегда выбирается как лучший баланс между самозатачиванием и сохранением формы. Чем мягче структура круга, тем холоднее режет шлифовальный круг.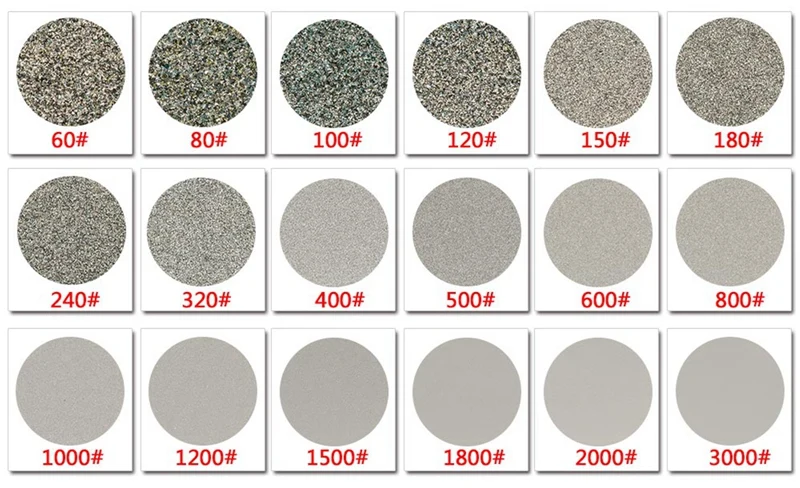 Однако удерживание формы снижается с увеличением мягкости. Верно и обратное: чем жестче структура колеса, тем лучше удерживается форма. Однако это также увеличивает риск ожога. Твердость круга регулируется количеством связки, добавляемой в смесь, и давлением, оказываемым на смесь формы во время прессования.
Однако удерживание формы снижается с увеличением мягкости. Верно и обратное: чем жестче структура колеса, тем лучше удерживается форма. Однако это также увеличивает риск ожога. Твердость круга регулируется количеством связки, добавляемой в смесь, и давлением, оказываемым на смесь формы во время прессования.
Все шлифовальные круги имеют некоторую естественную пористость. Как упоминалось ранее, пористость способствует попаданию охлаждающей жидкости в зону шлифования и удалению стружки из этой зоны. Кроме того, пористость уменьшает площадь контакта между кругом и заготовкой. Пористость особенно важна для внутреннего шлифования или шлифования заплечиков ступенчатых валов. Пористый круг обеспечивает большее давление на отдельные зерна. Это повышенное давление на отдельные зерна делает круг более рыхлым, т. е. он имеет тенденцию к более эффективной самозатачиванию и приводит к более холодному процессу резки. Пористость создается искусственно в шлифовальном круге путем добавления агентов, вызывающих поры, в круговую смесь перед прессованием кругов в форме и последующим обжигом их в печи. Агенты, вызывающие образование пор, полностью испаряются, оставляя пустоту. Шлифовальные круги подразделяются на закрытые (естественные) и открытые (пористые) структуры, как показано на Рисунке 14: 9.0004
Агенты, вызывающие образование пор, полностью испаряются, оставляя пустоту. Шлифовальные круги подразделяются на закрытые (естественные) и открытые (пористые) структуры, как показано на Рисунке 14: 9.0004
Рисунок 14: Закрытая и открытая конструкция
Обозначение связки шлифовального круга
Связки обозначаются буквами. Они расположены в порядке важности и показаны на Рисунке 10:
V : Керамическая связка. Используется для всех абразивов, обычных и суперабразивных
B : Полимерная связка (B = бакелит, первый когда-либо использованный пластик) Круги на полимерной связке в основном используются для суперабразивов, часто при заточке инструментов. Тем не менее, суперабразивные круги на полимерной связке также используются для круглого шлифования, особенно для операций полирования.
Г . Гальваническое соединение (G происходит от гальванического). Эта связка используется только с суперабразивами, при этом один слой абразива гальванически наносится на стальной корпус круга.
M : Металлическая связка. Эта связка используется только с суперабразивами. Абразивы смешивают с металлическим порошком, преимущественно бронзовым, помещают в форму и обжигают в печи при температуре плавления комбинации бронзы. Эти круги в основном используются с алмазным зерном для шлифования деталей из карбида вольфрама со сложным профилем. Однако сегодня круги на металлической связке с эльборовым нитридом применяют в сочетании с электроэрозионной правкой для шлифования высокоточных заготовок из закаленной стали.
В настоящее время витрифицированная связка является наиболее распространенной связкой, используемой в промышленности. Причина проста: керамические круги легко правятся алмазными инструментами, и они имеют контролируемую пористость, что делает их свободными и холодными. «Легко правится» означает, что колеса также можно легко повторно заточить и профилировать, и все это с помощью алмазного инструмента для правки за несколько проходов. Колеса со связкой из смолы должны быть сначала зачищены, а затем кондиционированы или раскрыты в отдельных операциях, которые трудно автоматизировать. Колеса с гальваническим покрытием нельзя шлифовать или профилировать, и поэтому они ограничены конкретным использованием. Колеса на металлической связке трудно править или для них требуются системы правки EDM, и по этой причине они используются только в определенных случаях.
Колеса с гальваническим покрытием нельзя шлифовать или профилировать, и поэтому они ограничены конкретным использованием. Колеса на металлической связке трудно править или для них требуются системы правки EDM, и по этой причине они используются только в определенных случаях.
Керамические абразивы на керамической связке
Сегодня микрокристаллические оксиды алюминия на керамической связке, обычно называемые «керамикой», повсеместно применяются во многих шлифовальных операциях. Термин «керамика» несколько вводит в заблуждение. Чтобы уточнить, керамические зерна также состоят из оксида алюминия, как белые, розовые или красные оксиды алюминия. Основное отличие состоит в том, что керамические зерна состоят из множества субмикронных частиц, которые непрерывно разрушаются в процессе измельчения. Это постоянное разрушение называется «самозатачиванием». Различают различные формы самозатачивания отдельных видов зерен, как показано на Рисунке 15: 9.0004
Иллюстрация 15: Механизм самозатачивания различных абразивов
Как только давление шлифования превышает определенный уровень, зерна в изношенных местах частично ломаются, образуя новые и острые режущие кромки. В случае стандартной зернистости оксида алюминия это излом происходит из-за макрочастиц размером более 50 микрон (мкм). Керамические абразивы или микрокристаллический Al2O3 имеют размер частиц < 1 микрона (мкм).
В случае стандартной зернистости оксида алюминия это излом происходит из-за макрочастиц размером более 50 микрон (мкм). Керамические абразивы или микрокристаллический Al2O3 имеют размер частиц < 1 микрона (мкм).
В конечном итоге выбор абразива зависит от конкретных потребностей каждого клиента. Микрокристаллический песок является наиболее агрессивным по отношению к алмазным инструментам для правки, и это необходимо учитывать при общей экономической эффективности процесса. Кроме того, чем выше производительность зернистости, тем выше стоимость кругов, поскольку зернистость становится более сложной в производстве. Рис. 16 иллюстрирует производительность шлифования и износостойкость выделенных зерен, используемых для круглого шлифования.
Рисунок 16: Относительная производительность шлифования различных абразивов
Износостойкость и истираемость всегда являются компромиссом при рассмотрении производительности шлифования. Высокая производительность не всегда требуется, и стоимость колес должна учитываться в общем расчете.
В части 2 и части 3 будут описаны свойства различных абразивов и, наконец, основное внимание будет уделено использованию керамических абразивов, их высокой производительности и ограничениям.
Walter Graf, Copyright, October 2020, The Philosopher’s Grindstone
Алмазные шлифовальные круги SMI
Алмазы, используемые в производстве алмазных шлифовальных кругов SMI, можно разделить на две категории:
природные алмазы и синтетические алмазы. С тех пор, как синтетические алмазы были впервые представлены в 1957 году, их применение неуклонно расширялось. Теперь они признаны основным материалом для алмазных шлифовальных кругов.
Двумя важными достижениями в истории синтетических алмазов являются разработка прочных алмазных зерен, используемых для пильных полотен, и усовершенствование зерен для резиноидных связок. некоторые абразивы для резиноидной связки покрыты металлом, что позволяет шлифовальным кругам на резиноидной связке достигать лучших результатов.
Алмазный порошок имеется в продаже в 50 классах, и каждый класс имеет свои уникальные особенности. Алмазы могут быть отнесены к следующим
двум категориям в зависимости от метода скрепления:
• СМОЛИНОИДНАЯ СВЯЗКА
• МЕТАЛЛИЧЕСКАЯ ИЛИ ВИТРИРОВАННАЯ СВЯЗКА
Тип и размер шлифовальных кругов можно выбрать в зависимости от обрабатываемых деталей, связки и условий шлифования. Чтобы помочь нам разработать шлифовальные круги, наиболее подходящие для ваших целей.
КОНЦЕНТРАЦИЯ
концентрация – содержание алмазов в единице объема шлифовального круга.
, когда содержание составляет 25 объемных %, конкантация равна 100, что эквивалентно 4,4 каратам на кубический сантиметр алмаза в шлифовальном круге. Соотношение между содержанием зерен (в объемных процентах), конкантацией и содержанием алмаза (в карах на кубический сантиметр) выглядит следующим образом. :
| Содержание зерна (объемные %) | Концентрация | Содержание алмазов (cts/cc) |
| 25 | 100 | 4,4 |
| 18,75 | 75 | 3,3 |
| 12,5 | 50 | 2,2 |
| 6,25 | 25 | 1,1 |
Как показано выше, цена шлифовального круга во многом зависит от его концентрации.
, так как подходящая конкантация круга зависит от обрабатываемых материалов, условий шлифования и т. д.
ЗЕРНО
Размер зерна алмаза подразделяется на 22 класса, как показано в следующей таблице. Номинальный размер зернистости шлифовального круга указывает на крупность зерна, присутствующую в круге.
Например, крупа в диапазоне #140/170 проходит через сито #140 и улавливается ситом #170. Размер зерна в этом диапазоне обозначается как #140.
Классификация по размеру зерна с помощью сит возможна не только до # 135 меш. После этого зернистость по-прежнему обозначается номером (#……), но метод классификации другой. Размер зернистости можно понять более точно, сопоставив их с соответствующим размером ячейки и размером зерен, разбросанных по диаметру (см. таблицу ниже)
| Нормальная зернистость (меш) | Диапазон размера зерна в сетке использования крупы | FEPA | Нормальная зернистость (меш) | Диапазон размера зерна в сетке использования крупы | FEPA |
| 16 | 16/20 | 200 | 200/230 | Д 76 | |
| 20 | 20/30 | Д 852 | 230 | 230/270 | Д 64 |
| 30 | 30/40 | Д 602 | 270 | 270/325 | Д 54 |
| 40 | 40/50 | Д 426 | 325 | 325/400 | Д 46 |
| 50 | 50/60 | Д 301 | 400 | 400/500 | Д 38 |
| 60 | 60/80 | Д 252 | 600 | 500/600 | Д 30 |
| 80 | 80/100 | Д 181 | 800 | 600/800 | Д 25 |
| 100 | 100/120 | Д 151 | 1000 | 800/1000 | Д 15 |
| 120 | 120/140 | Д 126 | 1500 | ||
| 140 | 140/170 | Д 107 | 2000 | ||
| 170 | 170/200 | Д 91 | 3000 |
СВЯЗКА
Существует три альтернативных метода связки: полимерная связка, металлическая связка и стекловидная связка.
существует два типа резиноидных связок: тип фенольной смолы и тип полиамидной смолы. Тип фенольной смолы в настоящее время более распространен.
Шлифовальные круги на смоляной связке обладают хорошей эластичностью, прекрасной поверхностью и высокой производительностью шлифования. Они эффективны для
(1) шлифования карбида цемента
(2) комбинированного шлифования цементированной и закаленной стали
(3) шлифования металлокерамики
(4) ) прецизионное шлифование магнитных материалов, стекла, керамики и т. д. Полимидные круги
рекомендуются для тяжелого шлифования и глубинного шлифования.
МЕТАЛЛИЧЕСКАЯ СВЯЗКА
Шлифовальный круг на металлической связке изготавливается путем спекания металлического порошка для связывания алмазных зерен. Эти абразивы лучше удерживают зерно и поэтому предпочтительнее
(1) когда требуется длительный срок службы
(2) когда необходимо свести к минимуму износ шлифовального круга (например, при фасонном шлифовании)
(3) при ручном шлифовании твердых сплавов
(4) при профильном шлифовании
(5) при резке и шлифовке ручных и хрупких материалов, таких как керамика, стекло и кварц
(6) при резке и шлифовке магнитных материалов, таких как феррит
(7) при резке и шлифовке камня
( 8) при резке и шлифовке графита и т.