Зерно шлифовального круга: Ошибка 404 – Интернет-магазин Компания “Дом Инструмента” это специализированный магазин занимающийся поставками электро
alexxlab | 31.01.1986 | 0 | Разное
Шлифовальные круги
ШЛИФОВАЛЬНЫЕ КРУГИ, искусственные камни из абразивных материалов в виде кругов, горшков, сегментов и т. п., применяемые для обработки шлифованием изделий из металлов, камня, дерева, резины и искусственных масс. В отличие от других режущих инструментов, имеющих оттачиваемое и устанавливаемое под определенным углом резания лезвие, шлифовальные круги снимают весьма тонкую стружку острыми гранями кристаллов очень высокой твердости. Неправильность и случайность углов резания и тонкость слоя стружки, снимаемой каждым отдельным зерном, с избытком компенсируются громадным числом режущих зерен и весьма большой скоростью резания. Толщина стружки, снимаемой каждым отдельным зерном, измеряется в десятитысячных долях мм, суммарная же толщина всех стружек, снимаемых за один проход кругом, равняется 0,002—0,007 мм. Снятие такой тонкой и в то же время вполне равномерной стружки дает возможность получения максимальной точности обработки.
Шлифовальный круг представляет собой массу режущих зерен, кристаллов, связанных друг с другом в одно целое цементом – связкой. В этом отношении шлифовальный круг может быть сравнен с фрезером со вставленными в оправу зубьями из твердого металла. Подобно зубьям фрезера у шлифовального круга лишь кристаллы производят работу резания, связка же не принимает участия в резании.
В этом отношении шлифовальный круг может быть сравнен с фрезером со вставленными в оправу зубьями из твердого металла. Подобно зубьям фрезера у шлифовального круга лишь кристаллы производят работу резания, связка же не принимает участия в резании.
Отличие от фрезера состоит в том, что оправа у последнего весьма крепко держит вставные зубья, которые по мере затупления требуют заточки, тогда как в шлифовальном круге каждое зерно работает до затупления, после чего увеличивающееся давление резания выламывает его, назначение же связки – держать прочно зерно, пока оно не затупилось, и давать возможность затупившемуся зерну выпасть, с тем, чтобы было подведено и вступило в работу новое зерно, причем связка, окружающая зерно, также должна выпасть, не «засаливая» обрабатываемое изделие. Таким образом шлифовальный круг, в отличие от других режущих инструментов, обладает свойством самозатачиваемости. Свойство удерживать зерно связка проявляет в зависимости от развивающихся при работе усилий. По мере затупления зерна затупившееся зерно начинает вызывать все большее и большее сопротивление резанию, и наконец усилия становятся достаточными, чтобы вырвать зерно из связки. Если усилия недостаточны, чтобы вырвать затупившееся зерно, то зерно, потеряв способность резать, будет вызывать трение, нагревать изделие – связка для данной работы слишком тверда; наоборот, если усилия при работе велики, а связка мягка, то зерно, слегка только притупившееся, но вполне сохранившее способность резания, будет выпадать преждевременно, круг будет быстро изнашиваться. Т. о. в зависимости от рода работы надо брать круг более мягкий или более твердый.
По мере затупления зерна затупившееся зерно начинает вызывать все большее и большее сопротивление резанию, и наконец усилия становятся достаточными, чтобы вырвать зерно из связки. Если усилия недостаточны, чтобы вырвать затупившееся зерно, то зерно, потеряв способность резать, будет вызывать трение, нагревать изделие – связка для данной работы слишком тверда; наоборот, если усилия при работе велики, а связка мягка, то зерно, слегка только притупившееся, но вполне сохранившее способность резания, будет выпадать преждевременно, круг будет быстро изнашиваться. Т. о. в зависимости от рода работы надо брать круг более мягкий или более твердый.
Твердость шлифовального круга не имеет ничего общего с твердостью шлифующего материала (абразивных зерен) – их способностью проникать в другое тело (царапать). Можно из самых твердых кристаллов приготовить мягкий круг, в котором зерна будут легко отрываться, и наоборот. Твердостью круга называют способность связки удерживать с большей или меньшей силой зерна; она зависит исключительно от крепости самой связки, толщины ее слоя между отдельными зернами и от величины пор. Чем меньше крепость связки, чем меньше ее слой и чем больше поры, тем мягче круг.
Чем меньше крепость связки, чем меньше ее слой и чем больше поры, тем мягче круг.
Методики для определения числового значения твердости шлифовального круга пока не установлено, и техника довольствуется относительными определениями твердости. Обозначения твердости по союзному стандарту и соответствующая им наиболее распространенная в Америке и Европе шкала твердостей фирмы Нортон приведены в табл. 1.
Износ круга в работе зависит, во-первых, от условий самой работы, точнее от усилий, возникающих при работе, воздействующих на камень, и, во-вторых, от способности камня сопротивляться этим усилиям, т. е. от его твердости. При одних и тех же усилиях более мягкий камень будет давать больший износ, т. к. зерна в нем будут отрываться с меньшей степенью затупления. Более мягкий камень при тех же условиях работы работает с зернами меньшей степени затупления, более острыми, следовательно, при работе более мягкими кругами, т. е. с более острыми зернами, станок меньше загружается при одних и тех же подачах, при увеличении же подачи до более полной нагрузки станка за одно и то же время мягким кругом можно снять стружки больше. Поэтому во многих случаях работа шлифования, слагаясь из стоимости рабочей силы, стоимости износа круга и энергии, будет дешевле при работе более мягкими кругами (несмотря на большой износ круга) за счет экономии на рабсиле.
Поэтому во многих случаях работа шлифования, слагаясь из стоимости рабочей силы, стоимости износа круга и энергии, будет дешевле при работе более мягкими кругами (несмотря на большой износ круга) за счет экономии на рабсиле.
Помимо твердости шлифовального круга имеет большое значение его зернистость, или шероховатость. Если твердость не зависит от абразивных зерен, а представляет крепость связки, то шероховатость зависит исключительно от величины шлифующих зерен, входящих в состав круга. Абразивные зерна сортируются по своей величине при просеивании через сита, которые обычно нумеруются номером, обозначающим число отверстий на погонный дюйм (п. дм.). По номерам сит обозначается и зернистость абразивных зерен: если зерно проходит через сито с двадцатью отверстиями на п. дм. (сито N° 20) и задерживается на сите № 24, то это будет зерно № 20. Величины зерен разных номеров указаны в табл. 2.
Самые мелкие зерна (пыль) уже не рассеиваются на ситах, а разделяются по величине путем отмучивания, т. е. путем взбалтывания в воде и осаждения из мути. Чем зерна крупнее, тем они быстрее осаждаются. Осаждающиеся в течение 1 мин. называются одноминутниками (№ 250), в течение 5 мин. – пятиминутниками (№ 280) и т. д.; 10-, 15-, 30-, 60-минутниками (N°N° 320, 400, 500 и 600). В зависимости от условий работы применяют шлифовальные круги: весьма крупной зернистости (№№ 10, 12) для грубых обдирочных работ; крупнозернистые (№№ 16, 20, 24) – для обдирочных работ; среднезернистые (№№ 36, 46, 60) – для шлифовальных работ и точки инструментов; мелкозернистые (№№ 80, 100, 120) – для окончательной шлифовки; тонкие (№№ 150,180,200) – для правки инструментов и наконец весьма тонкие (минутники) – для полировки и правки инструментов. Обычно круг состоит из зерен разной зернистости и маркируется номером наиболее крупных зерен, входящих в его состав и составляющих от 30 и более % всех зерен.
е. путем взбалтывания в воде и осаждения из мути. Чем зерна крупнее, тем они быстрее осаждаются. Осаждающиеся в течение 1 мин. называются одноминутниками (№ 250), в течение 5 мин. – пятиминутниками (№ 280) и т. д.; 10-, 15-, 30-, 60-минутниками (N°N° 320, 400, 500 и 600). В зависимости от условий работы применяют шлифовальные круги: весьма крупной зернистости (№№ 10, 12) для грубых обдирочных работ; крупнозернистые (№№ 16, 20, 24) – для обдирочных работ; среднезернистые (№№ 36, 46, 60) – для шлифовальных работ и точки инструментов; мелкозернистые (№№ 80, 100, 120) – для окончательной шлифовки; тонкие (№№ 150,180,200) – для правки инструментов и наконец весьма тонкие (минутники) – для полировки и правки инструментов. Обычно круг состоит из зерен разной зернистости и маркируется номером наиболее крупных зерен, входящих в его состав и составляющих от 30 и более % всех зерен.
Естественные точила в виде кругов и бруски, применяемые для точки деревообделочных и других инструментов, делаются из песчаника, состоящего из кварцевых зерен, связанных кремнеземистым цементом. Для правки бритв и других тонких инструментов применяются также естественные камни – бруски «Арканзас» и «Индиана», носящие название по наименованию штатов в Северной Америке, где находятся их месторождения. Наиболее широкое распространение получили искусственные шлифовальные круги, изготовленные из карборунда или искусственного корунда на связках: минеральной, растительной или керамиковой. К минеральной связке относится магнезитовая, где связывающим веществом является цемент Сореля (магнезит и хлористый магний). Способ приготовления шлифовальных кругов с этой связкой весьма прост, не требует сложного оборудования, но круги, изготовленные этим способом, могут работать только всухую, разлагаются от сырости, быстро изнашиваются в работе и применяются лишь в случае недостатка более производительных кругов с керамиковой связкой. Кроме магнезитовой к минеральной связке относится силикатная, в которой связкой служит смесь глины, кремневой пыли и жидкого стекла (силиката). Круги с этой связкой мягкие, почему и являются весьма ценными при окончательной тонкой правке и шлифовке.
Для правки бритв и других тонких инструментов применяются также естественные камни – бруски «Арканзас» и «Индиана», носящие название по наименованию штатов в Северной Америке, где находятся их месторождения. Наиболее широкое распространение получили искусственные шлифовальные круги, изготовленные из карборунда или искусственного корунда на связках: минеральной, растительной или керамиковой. К минеральной связке относится магнезитовая, где связывающим веществом является цемент Сореля (магнезит и хлористый магний). Способ приготовления шлифовальных кругов с этой связкой весьма прост, не требует сложного оборудования, но круги, изготовленные этим способом, могут работать только всухую, разлагаются от сырости, быстро изнашиваются в работе и применяются лишь в случае недостатка более производительных кругов с керамиковой связкой. Кроме магнезитовой к минеральной связке относится силикатная, в которой связкой служит смесь глины, кремневой пыли и жидкого стекла (силиката). Круги с этой связкой мягкие, почему и являются весьма ценными при окончательной тонкой правке и шлифовке. К растительной связке относятся вулканитовая (на каучуке), олеонитовая (на масле) и шеллаковая (на шеллаке). Вулканитовые круги представляют собой вулканизованную резину, в которую завальцованы абразивные зерна. После сушки получаются круги, обладающие известной степенью упругости, что позволяет сделать их весьма тонкими, до 1 мм толщиной, почему эти круги и применяются для прорезных работ, для точки пил по металлу, для точки кард и т. д. Олеонитовые круги, связкой в которых служит окисленное масло, мягки, сравнительно быстро изнашиваются, но при работе на них выделяется очень мало тепла, почему они применяются для точки пил по дереву, где от круга при точке всухую требуется, чтобы при работе не отжигались зубья.
К растительной связке относятся вулканитовая (на каучуке), олеонитовая (на масле) и шеллаковая (на шеллаке). Вулканитовые круги представляют собой вулканизованную резину, в которую завальцованы абразивные зерна. После сушки получаются круги, обладающие известной степенью упругости, что позволяет сделать их весьма тонкими, до 1 мм толщиной, почему эти круги и применяются для прорезных работ, для точки пил по металлу, для точки кард и т. д. Олеонитовые круги, связкой в которых служит окисленное масло, мягки, сравнительно быстро изнашиваются, но при работе на них выделяется очень мало тепла, почему они применяются для точки пил по дереву, где от круга при точке всухую требуется, чтобы при работе не отжигались зубья.
Таким же свойством не отжигать обрабатываемых изделий обладают и шеллаковые круги (связка – шеллак), более устойчивые, но и более дорогие, чем олеонитовые. К упруго связанным кругам относятся и круги на бакелитовой связке, введенной в технику сравнительно недавно, но уже вытесняющей круги с вулканитовой связкой и заменяющей в отдельных случаях круги с керамиковой связкой. Наиболее распространенной (до 85 %) все же пока остается керамиковая связка, составной частью которой являются огнеупорная глина, полевой шпат, кварц и тальк. После измельчения составных материалов они смешиваются в определенных соотношениях. Готовая связка (от 8 до 20%) смешивается с абразивными зернами, затем из полусухой массы, к которой добавляется незначительное количество силиката или декстрина, формуются и прессуются в стальных формах, при давлении 100 кг/см2 и более, круги, подвергающиеся после освобождения из формы сушке, а затем обжигу. Это – прессованные круги. Вторым способом, все более распространяющимся и дающим круги более пористые и более удовлетворяющие современным требованиям, являются литые. Масса связки и зерен смешивается с добавлением небольшого количества воды, т. ч. образуется жидкая кашица, разливаемая в формы. Получаемым в форме болванкам, имеющим после высушивания крепость кирпича-сырца, на станках придается желаемая форма круга или же круг вытесывается или выштамповывается из болванки, когда она еще не высохла, но, потеряв часть воды, может сохранить форму, придаваемую штампом или вырезкой.
Наиболее распространенной (до 85 %) все же пока остается керамиковая связка, составной частью которой являются огнеупорная глина, полевой шпат, кварц и тальк. После измельчения составных материалов они смешиваются в определенных соотношениях. Готовая связка (от 8 до 20%) смешивается с абразивными зернами, затем из полусухой массы, к которой добавляется незначительное количество силиката или декстрина, формуются и прессуются в стальных формах, при давлении 100 кг/см2 и более, круги, подвергающиеся после освобождения из формы сушке, а затем обжигу. Это – прессованные круги. Вторым способом, все более распространяющимся и дающим круги более пористые и более удовлетворяющие современным требованиям, являются литые. Масса связки и зерен смешивается с добавлением небольшого количества воды, т. ч. образуется жидкая кашица, разливаемая в формы. Получаемым в форме болванкам, имеющим после высушивания крепость кирпича-сырца, на станках придается желаемая форма круга или же круг вытесывается или выштамповывается из болванки, когда она еще не высохла, но, потеряв часть воды, может сохранить форму, придаваемую штампом или вырезкой. Обжиг как прессованных, так и литых кругов производится подобно фарфору в печах при температуре 1320°С. Обжиг особенно крупных кругов требует продолжительной выдержки при охлаждении, чтобы они не дали трещин. После обжига круги подвергаются обточке на токарных станках при употреблении в качестве инструмента алмаза или особых стальных конусов, звездочек и чугунных шарошек. Готовые круги испытываются на прочность и балансировку при двойной против рабочей скорости. В настоящее время искусственные шлифовальные круги изготовляются исключительно из искусственных абразивов: карборунда (для обработки изделий из чугуна, бронзы, алюминия, камня, рога, стекла, кости, фарфора) и искусственного корунда (при обработке изделий из закаленной и сырой стали, ковкого чугуна, железа, стального литья и т. п.).
Обжиг как прессованных, так и литых кругов производится подобно фарфору в печах при температуре 1320°С. Обжиг особенно крупных кругов требует продолжительной выдержки при охлаждении, чтобы они не дали трещин. После обжига круги подвергаются обточке на токарных станках при употреблении в качестве инструмента алмаза или особых стальных конусов, звездочек и чугунных шарошек. Готовые круги испытываются на прочность и балансировку при двойной против рабочей скорости. В настоящее время искусственные шлифовальные круги изготовляются исключительно из искусственных абразивов: карборунда (для обработки изделий из чугуна, бронзы, алюминия, камня, рога, стекла, кости, фарфора) и искусственного корунда (при обработке изделий из закаленной и сырой стали, ковкого чугуна, железа, стального литья и т. п.).
Источник: Мартенс. Техническая энциклопедия. Том 26 – 1934 г.
STG Шлифовальный круг 230 мм, зерно 120G (для Jet JSG-96)
CТАНКО.ЦЕНТР
В корзину
Купить в один клик
Нашли дешевле?
- Описание
- Характеристики
Описание
Шлифовальный диск на велкро основе, диаметр 230 мм, зерно 120G, без отверстий. Для шлифовальных станков Jet JSG-96.
Для шлифовальных станков Jet JSG-96.
Товары серии 230 мм
| Название | Зернистость | Цена | ||
|---|---|---|---|---|
| Шлифовальный круг 230 мм, зерно 100G (для Jet JSG-96) | 100G | 110 ₽ | В корзину | |
| Шлифовальный круг 230 мм, зерно 120G (для Jet JSG-96) | 120G | 110 ₽ | В корзину | |
| Шлифовальный круг 230 мм, зерно 150G (для Jet JSG-96) | 150G | 110 ₽ | В корзину | |
| Шлифовальный круг 230 мм, зерно 180G (для Jet JSG-96) | 180G | 110 ₽ | В корзину | |
| Шлифовальный круг 230 мм, зерно 60G (для Jet JSG-96) | 60G | 120 ₽ | В корзину | |
| Шлифовальный круг 230 мм, зерно 80G (для Jet JSG-96) | 80G | 120 ₽ | В корзину | |
| Шлифовальный круг 230 мм, зерно 240G (для Jet JSG-96) | 240G | 110 ₽ | В корзину | |
| Шлифовальный круг 230 мм, зерно 320G (для Jet JSG-96) | 320G | 110 ₽ | В корзину | |
| Шлифовальный круг 230 мм, зерно 40G (для Jet JSG-96) | 40G | 120 ₽ | В корзину | |
| Шлифовальный круг 230 мм, зерно 220G (для Jet JSG-96) | 220G | 110 ₽ | В корзину | |
| Шлифовальный круг 230 мм, зерно 1000G (для Jet JSG-96) | 170 ₽ | В корзину | ||
| Шлифовальный круг 230 мм, зерно 600G (для Jet JSG-96) | 600G | 170 ₽ | В корзину | |
64.
 Толщина среза, приходящаяся на 1 зерно шлифовального круга
Толщина среза, приходящаяся на 1 зерно шлифовального кругаДля анализа влияния элементов режима резания на точность и чистоту обработанной пов-ти исследуем влияние этих факторов на глубину резания, приходящ. на 1 зерно шлиф. круга.
П ри заданной глубине резания t шлиф. круг и заготовка соприкос. на части цилиндрич. пов-ти, ограниченной дугой ACA1.
Пусть время перемещ. т.С круга в т.А равно τ. Тогда длина дуги АС=l=Vkτ.
Кроме того, отпечаток зерна на заготовке имеет относит. движ-ие со скор. Vз. Т.к. за время τ заготовка поворач. на дугу АВ= Vзτ/60, траектория движения т.С по заготовке примет вид дуги ВС. Когда т.С перейдёт в положение А, её место займёт т.А1, след-но, объём мат-ла загот-ки, соотв. площади АВС, будет срезан зёрнами, находящимися на пов-ти круга, определяемой дугой АС.
Если
кол-во зёрен, приход. на единицу дуги
АС, обозн. через m,
а наиб. высоту площадки АВС в направлении
радиуса ВВ1 – через t1,
то средняя глубина резания, приход. на
1 зерно:
на
1 зерно:
При малых знач-ях углов α и β приближённо
ВВ1=АВsin(α+β).
Следовательно:
и
Из ур-ия (2) следует, что для получения большей чистоты обработ. пов-ти нужно работать мелкозерн. кругами с возможно большей скоростью круга, с малой глубиной резания и малой скоростью заготовки.
65. Силы резания при шлифовании
Определяют
стойкость круга, точность обработки и
температуру шлифования. Равнодействующая
сила резания R может быть разложена на три составляющие
силы: тангенциальную Рz, радиальную Pv и
осевую силу Рх. При
шлифовании радиальная сила Ру, как
правило, больше силы Pz.
Составляющая Рx всегда
меньше Рz, и
при определении мощности обычно в расчет
не принимается.
Численные значения Рх, Ру и Pz определяются опытным путем при помощи динамометров. На основании экспериментальных данных для различных условий шлифования предложены уравнения, определяющие средние значения составляющих силы резания.
1) Величина силы Рг:
2) Мощность двиг-ля, привод. в движение круг:
где η1 – КПД передачи момента от двигателя к кругу.
3) Мощность двиг-ля для вращ. заготовки:
где η2 – КПД передачи момента от двигателя к заготовке.
66. Износ и стойкость шлифовальных кругов. Самозатачивание и засаливание
Затупление
шлифовального круга, как правило,
совершается в два этапа. Сначала
происходит обламывание и вырывание из
связки отдельных, непрочно укрепленных
зерен. Затем наступает второй этап,
характеризуемый расщеплением и
округлением больших количеств находящихся
в работе абразивных зерен, забиванием
лор круга стружками обрабатываемого
материала и абразивной пылью, а также
налипанием частиц обрабатываемого
материала на поверхность зерен.
Затем наступает второй этап,
характеризуемый расщеплением и
округлением больших количеств находящихся
в работе абразивных зерен, забиванием
лор круга стружками обрабатываемого
материала и абразивной пылью, а также
налипанием частиц обрабатываемого
материала на поверхность зерен.
При круглом шлифовании на проход наиболее активно изнашиваются “крайние, расположенные ближе к торцам участки режущей поверхности круга, вследствие чего он приобретает бочкообразную форму.
П
равильно
выбранный круг должен работать с
самозатачиванием; однако практически
с полным самозатачиванием абразивные
круги работают лишь на некоторых черновых
операциях. На чистовых операциях работа
с самозатачиванием не обеспечивает
заданной точности И чистоты
обработанной
поверхности, ‘поэтому необходима
периодическая правка круга. Правкой
называется операция удаления с
‘поверхности абразивного инструмента
изношенных зерен. Практика эксплуатации
абразивных инструментов показывает,
что правильный выбор метода правки
обеспечивает получение заданной
точности и чистоты обработанной
поверхности, производительность
операции, а также нормальный ‘расход
шлифовальных кругов и правящих
инструментов.
На рис. 1 показан график износа абразивного круга Э40СМ1К за период шлифования и за одну правку, из которого видно, какое значение имеет правка в общем расходе абразива. Правка кругов производится алмазами, шлифовальными кругами, шарошками и другими способами безалмазной правки.
Схема метода правки шлифовальных кругов обтачиванием приведена на рис. 2, а; в качестве правящего инструмента при этом методе правки наиболее часто используются алмазные карандаши и алмазы в оправках.
При безалмазной правке правящий инструмент, вращающийся свободно на оправке, прижимается к принудительно вращающемуся кругу и вырывает с его поверхности затупившиеся абразивные зерна (рис. 2, б). При принудительном вращении правящего инструмента он получает движение от самостоятельного привода (рис. 2, в).
Выбор зернистости шлифовального круга | ТРАСТ МЕТАЛЛ
Выбор зернистости шлифовального круга
За 100% принимается 4,39 карата (1 карат равен 0,2г), содержащихся в 1см3, что соответствует 0,878 мг/мм³. Если применяется наполнитель, то его роль выполняет порошок из графита, меди, глинозема, электрокорунда или карбида бора. Шлифование с водяным охлаждением предпочтительнее, так как в этом случае могут применяться более сильные условия обработки, а сам круг меньше изнашивается. В качестве охлаждающих жидкостей для шлифовальных кругов используется не вода, а 1-5% эмульсии. Виды работы: с охлаждением и без него. Концентрация находится в зависимости от зернистости — чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.
Если применяется наполнитель, то его роль выполняет порошок из графита, меди, глинозема, электрокорунда или карбида бора. Шлифование с водяным охлаждением предпочтительнее, так как в этом случае могут применяться более сильные условия обработки, а сам круг меньше изнашивается. В качестве охлаждающих жидкостей для шлифовальных кругов используется не вода, а 1-5% эмульсии. Виды работы: с охлаждением и без него. Концентрация находится в зависимости от зернистости — чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.
При работе режущие зерна раскалываются и выпадают, при этом начинают действовать новые алмазы, что предотвращает появления трещин и прижогов на обрабатываемой поверхности. Заточенные с помощью алмазов инструменты работают эффективнее и не требуют обработки дольше. Эта характеристика влияет на эффективности и экономичность работы инструмента. Круги с меньшим показателем применяются при завершающей доводке лезвий, ножей, резцов и других изделий, при окончательной шлифовке. Эта характеристика обозначает возможность удерживать алмазные зерна связкой при соприкосновении с обрабатываемой поверхностью. Позволяют получить поверхность одиннадцатого и двенадцатого классов шероховатости. Выпускаются инструменты четырех классов неуравновешенности (обозначаются цифрами от 1 до 4).
Эта характеристика обозначает возможность удерживать алмазные зерна связкой при соприкосновении с обрабатываемой поверхностью. Позволяют получить поверхность одиннадцатого и двенадцатого классов шероховатости. Выпускаются инструменты четырех классов неуравновешенности (обозначаются цифрами от 1 до 4).
Однако для того, чтобы полезные свойства алмазных кругов могли быть использованы в полной мере, а результат работы оправдал ожидания, требуется правильный выбор изделия среди множества разновидностей. Для шлифовальных кругов, имеющих форму АГЦ или А1ПП необходимы хвостовики, изготовленные из сталей У8 или У7. Круги с органической связкой применяются при доводочных и чистовых работах, для доводки и чистовой заточки изделий из сверхтвёрдых материалов и твёрдых сплавов, при обработке медицинских и мерительных инструментов. В напыление, кроме алмазных элементов входит наполнитель и связка. Концентрация алмазоносного слоя, которая выражается в процентном содержании, — количество зерен в 1 кубическом миллиметре порошка, используемого в абразивном слое. Алмазный шлифовальный круг — разновидность алмазного расходного инструмента.
Алмазный шлифовальный круг — разновидность алмазного расходного инструмента.
Повышенная твердость круга потребуется, если требуется соблюдать высокую точность размеров и форм. Класс неуравновешенности. Зернистостью называют величину алмазного зерна или сростков кристаллов (этот показатель определяется толщиной, шириной и высотой, но обычно учитывается только ширина). Благодаря этому кристаллы выступают над поверхностью связки, но надежно фиксируются. Алмазные круги в конструкции которых используется металлическая связка, характеризуются повышенной теплостойкостью и прочностью, долго сохраняют геометрическую форму и отличаются длительным сроком службой, но быстро засаливаются. Инструменты с керамической связкой характеризуются алмазоникилевым покрытием, которое может наноситься как в один, так и в несколько слоев. В результате образующаяся стружка легко удаляется с обрабатываемой площади.
Этот показатель определяет производительность, режущую способность, срок эксплуатации и цену инструмента. Это дает возможность обрабатывать стеклянные и керамические изделия: автомобильные секла, зеркала и многое другое. Для кругов с металлической связкой рекомендуется использовать замасливатель БВ, 1,5-3%-ную эмульсию, получаемую из эмульсиона НГЛ-205, либо из ємульсиона «Аквол 10». Ему соответствуют круги, характеризующиеся однородностью зернового состава, точностью геометрических параметров и высокой уравновешенностью алмазного состава, при изготовлении которых применяются лучшие сорта материалов. Для изготовления корпусов алмазных кругов используются стали марок Ст3, 30, 25 и 20, алюминиевые сплавы марок Д16 и АК6 или полимеры. Благодаря возможностям алмазного инструмента, области его использования очень широки. Так же это уменьшает возможность появления прижогов и других термических повреждений обрабатываемой поверхности.
Это дает возможность обрабатывать стеклянные и керамические изделия: автомобильные секла, зеркала и многое другое. Для кругов с металлической связкой рекомендуется использовать замасливатель БВ, 1,5-3%-ную эмульсию, получаемую из эмульсиона НГЛ-205, либо из ємульсиона «Аквол 10». Ему соответствуют круги, характеризующиеся однородностью зернового состава, точностью геометрических параметров и высокой уравновешенностью алмазного состава, при изготовлении которых применяются лучшие сорта материалов. Для изготовления корпусов алмазных кругов используются стали марок Ст3, 30, 25 и 20, алюминиевые сплавы марок Д16 и АК6 или полимеры. Благодаря возможностям алмазного инструмента, области его использования очень широки. Так же это уменьшает возможность появления прижогов и других термических повреждений обрабатываемой поверхности.
Связки для алмазных шлифовальных кругов. Выбор концентрации круга основывается на следующие требования: высокая концентрация необходима, если контактная поверхность соприкосновения обрабатываемого элемента и шлифовального круга мала (к примеру, во время круглой шлифовки), это гарантирует длительное время эксплуатации инструмента и повышает его износостойкость, низкая концентрация выбирается для обработки контактных поверхностей большой площади. Зернистость указывается согласно ГОСТу 3647-80 и обозначается в микронах дробью, в которой числитель в микронах обозначает величину верхнего сита, а знаменатель — нижнего. По фракциям зернистость различается следующим образом: мелкая 100/80, средняя 125/100, крупная 160/125, более крупная 200/160. Твердость зависит от технологии, использованной при изготовлении, формы и зернистости зерна, качества связки.
Зернистость указывается согласно ГОСТу 3647-80 и обозначается в микронах дробью, в которой числитель в микронах обозначает величину верхнего сита, а знаменатель — нижнего. По фракциям зернистость различается следующим образом: мелкая 100/80, средняя 125/100, крупная 160/125, более крупная 200/160. Твердость зависит от технологии, использованной при изготовлении, формы и зернистости зерна, качества связки.
Незаменим этот инструмент при шлифовке стекол для оптических приборов, на предприятиях, выпускающих фарфоровую, хрустальную и стеклянную посуду, при шлифовании экранов. Целесообразно применять низкозернистые круги для уменьшения шероховатости поверхности, а более крупное зерно тогда, когда требуется увеличить производительность и при больших припусках. Показатель неуравновешенности массы алмазного шлифовального круга зависит от равномерности абразивной массы, точности формы, качества прессования и других параметров, приобретаемых при изготовлении. Шлифовальные алмазные круги выпускаются с тремя видами связок: металлическими, обозначаемыми литерой М (в качестве основы выступают композиции из олова, цинка, меди, алюминия), керамические, обозначаемые литерой К (с основой из стекла, или шамота и добавлением алюминия) и органические, маркируемые литерами КБ или К (из карболита или пульвербакелита). Они применяются для сошлифовки большого объема материала и его предварительной обработки.
Они применяются для сошлифовки большого объема материала и его предварительной обработки.
Показатель твердости круга не зависит от твердости алмазного покрытия. Использование мелкозернистого круга так же снижает производительность. Применяется для обработки труднообрабатываемых и твердосплавных материалов, керамических поверхностей, стекла, драгоценных, поделочных и полудрагоценных камней. Толщина связки составляет две третьих размера алмазных зерен. К каждому элементу оборудования относится свое буквенное обозначение: Применяется и для доводки изделия из легированных сталей, твердых сплавов, при изготовлении ручного инструмента. А высокоточные круги АА предназначены для использования на многокруговых и высокоточных станках или автоматических линиях.
Конструкция шлифовальных алмазных кругов. Обрабатываемая поверхность получается тем чище, чем меньший размер зерна применяется. Зернистость. Шлифование алмазами широко применяется в медицине при заточке ножей микротомов, скальпелей и инъекционных игл, для лечения и протезировании зубов в стоматологии. Среднее звено позволяет добиться необходимой остроты режущих частей, а крупноструктурные зерна используются для выравнивания и снятия части обрабатываемой поверхности.
Среднее звено позволяет добиться необходимой остроты режущих частей, а крупноструктурные зерна используются для выравнивания и снятия части обрабатываемой поверхности.
Имеет незначительную твердость термостойкость и теплопроводность, но достаточно высокую производительность и скорость обработки. Точность геометрических форм и размеров алмазных кругов соответствует трем классам и обозначается как: Б, А или АА. Свойства кругов с металлической связкой: высокая твердость, большая скорость работы и производительность, хорошие показатели термостойкости и теплопроводности, высокая производительность съёма. Выпускаются алмазные шлифовальные круги со 150-, 100-, 75-, 50- и 25-процентой концентрацией. Степень зернистости определяет чистоту поверхности после обработки, производительность работы, количество материала, снимаемого за разовый проход круга, изнашиваемость инструмента и другие показатели.
Выбор зернистости шлифовального круга
Шлифовальные круги характеризуются размерами, среди которых: диаметры отверстия и наружный, высота профиля, ширина алмазного слоя и др. Класс точности. Оптимальная характеристика зависит от площади и формы обрабатываемого материала, типа используемого инструмента, качества связки, зернистости алмазного зерна и условий обработки. Зернистость подбирается в зависимости от необходимой шероховатости поверхности после обработки, вида материала, величины припуска, снимаемого при проходе инструмента и т.д. Органическая связка требует использования наполнителя. Кроме того, алмазные шлифовальные круги используются и для правки кругов, изготовленных из других материалов. Используемый в ручных и автоматических (в том числе и угловых) шлифовальных машинках для доводки, заточки, хонингования и шлифования.
Класс точности. Оптимальная характеристика зависит от площади и формы обрабатываемого материала, типа используемого инструмента, качества связки, зернистости алмазного зерна и условий обработки. Зернистость подбирается в зависимости от необходимой шероховатости поверхности после обработки, вида материала, величины припуска, снимаемого при проходе инструмента и т.д. Органическая связка требует использования наполнителя. Кроме того, алмазные шлифовальные круги используются и для правки кругов, изготовленных из других материалов. Используемый в ручных и автоматических (в том числе и угловых) шлифовальных машинках для доводки, заточки, хонингования и шлифования.
Трудоемкость обработки твердых сплавов снижается в несколько раз по сравнению с работой другими абразивными материалами. Менее ответственные операции проводятся инструментов класса Б, класс А относится к более качественному и точному. Согласно международным стандартам FEPA (и ГОСТу Р52381-2005) характеристика обозначается литерой F с соответствующим числом – чем оно выше, тем меньше размер зерна. Чем материал менее вязкий и более твердый, тем показатель зернистости может быть больше. Концентрация алмазов. Обладает оптимальным балансом прочности и хрупкости, отличается повышенной эффективностью, большим рабочим запасом и самозатачиваемостью. Наполнитель в таких кругах не используется, а рабочий слой может закрепляться на переходном стальном кольце, которое крепится к корпусу.
Чем материал менее вязкий и более твердый, тем показатель зернистости может быть больше. Концентрация алмазов. Обладает оптимальным балансом прочности и хрупкости, отличается повышенной эффективностью, большим рабочим запасом и самозатачиваемостью. Наполнитель в таких кругах не используется, а рабочий слой может закрепляться на переходном стальном кольце, которое крепится к корпусу.
Круги подразделяются по твердости на 8 групп, обозначаемых согласно ГОСТам и Р 52587-2006 следующими знаками: ВМ1, ВМ2 F, G — весьма мягкие, H, I, J, М1, М2, М3 — мягкие, K, L, СМ1, СМ2 — среднемягкие, M, N, С1, С2 — средние, O, P, Q, СТ1, СТ2, СТ3 — среднетвердые, R, S, Т1, Т2 – твердые, T, U, ВТ — весьма твердые, X, Y, Z, V, W, ЧТ — чрезвычайно твердые. Если в процессе работы применяются смазочно-охлаждающие жидкости, твердость может быть выше, чем при шлифовке «всухую». Твердость шлифовальных кругов. Используются для шлифования и резки германия, кремния, ситала, иных полупроводниковых материалов, технического стекла и керамики, обработки камня. Алмазный шлифовальные круги. Возможность самозатачивания уменьшается с увеличением твердости круга. Выбор твердости определяется формой детали и необходимой точностью шлифования, видом обработки, типом используемого инструмента, свойствами материала.
Алмазный шлифовальные круги. Возможность самозатачивания уменьшается с увеличением твердости круга. Выбор твердости определяется формой детали и необходимой точностью шлифования, видом обработки, типом используемого инструмента, свойствами материала.
Корпус. Круги представляют собой корпус, на который нанесен слой алмазов с разной структурой. Все изделия имеют различные характеристики и различаются по: типу и форме круга, размеру корпуса, степени зернистости, типу связки, концентрации алмазов, классу неуравновешенности, классу точности, Кроме того, они характеризуются прочностью, твердостью, износостойкостью. Но мелкая зернистость не всегда предпочтительна – она дает высокую чистоту, но одновременно приводит к засаливанию инструмента и прижогу обрабатываемой поверхности. Геометрические параметры кругов. Сфера применения алмазного шлифовального инструмента. Для кругов с органической связкой применяется 3% эмульсия из индустриального масла, кальцинированная сода в виде 0,5:1,0%-ного раствора, 0,1% смачиватель ОП10 или ОП7, или эмульсия, получаемая из бура, нитрата натрия, триэтаноламина и тринатрийфосфата.
В результате получается поверхность с восьмым-девятым классом шероховатости. Отклонения характеристики от оптимальной может привести к появлению трещин и прижогов (если твердость выше необходимой) или к изменению геометрии круга и его износу (если твердость недостаточна). Для однолезвийных деталей с режущей частью из твердосплавного материала такая заточка в полтора раза повышает стойкость к изнашиванию, а для многолезвийных инструментов этот показатель еще выше. Особенно важно соблюдать правила по подбору круга по твердости при работе с изделиями из твердых сплавов. Поверхность, обработанная шлифовальным алмазным кругом, не трескается, на ней не образуется сколов и иных дефектов.
Свойства кругов с керамической связкой: высокая режущая способность, доступная стоимость, любая геометрия, высокая теплопроводность. Геометрические параметры алмазных шлифовальных кругов обозначаются согласно стандартам FEPA, относящимся к инструментам, изготавливаемым из алмазного порошка. Алмазные круги с металлической связкой эксплуатируются только с водяным охлаждением, со связкой органической могут работать как с охлаждением, так и без него, при этом не допускается использование щелочных растворов. От твердости в большой мере зависит самозатачиваемость круга — его способность восстанавливать режущие характеристики после удаления или разрушения алмазных элементов. В отличие от кругов с металлической связкой мало засаливаются, но в три раза больше расходуют алмазы.
От твердости в большой мере зависит самозатачиваемость круга — его способность восстанавливать режущие характеристики после удаления или разрушения алмазных элементов. В отличие от кругов с металлической связкой мало засаливаются, но в три раза больше расходуют алмазы.
К точности балансировки в сборе этот показатель не относится.
Смотрите также
Выбор шлифовального круга и расчет режима шлифования
Определение основного времени при плоском шлифовании. Повторить весь цикл испытаний при тех же нагрузках и в той же последовательности. 3.13. Момент…
Выбор шлифовального круга
Твердые материалы быстрее истирают абразивные зерна и затупляют их. Для работы в автоматических линиях, на высокоточных и многокруговых станках…
Круги на точило зернистость
Карбид кремния. Параметр D может достигать максимального размера в 1100 мм, значение Н может быть до 305 мм, а параметр Т варьируется от 0,18 мм до 250…
Круг абразивный шлифовальный
Многие производители предлагают такой материал под названием цирконат алюминия, что с точки зрения химической номенклатуры неверно, Карбид кремния…
Гост на шлифовальный круг
Круги шлифовальные ГОСТ Р 52781-2007.
 Условное обозначение круга(например 1 500х150х305 14А F90 PR 35 м/с 2 кл) Характеристики Шлифматериалы 14А, 25А,…
Условное обозначение круга(например 1 500х150х305 14А F90 PR 35 м/с 2 кл) Характеристики Шлифматериалы 14А, 25А,…
Как правильно выбрать шлифовальный круг
Понимание принципов работы шлифовального круга поможет вам в правильном выборе инструмента для ваших шлифовальных операций.
Джо Салливан, Компания NORTON.
Шлифовальный круг это, прежде всего режущий инструмент. Это абразивный режущий инструмент.
В шлифовальном круге абразив выполняет ту же функцию, что и зубья в пиле. Но в отличие от пилы, которая имеет зубья только по краям, шлифовальный круг содержит абразивные зерна, распределенные по всему инструменту. Тысячи твердых и крепких частиц, воздействуя на деталь, удаляют материал в виде мелких стружек.
Поставщики абразивов предлагают широкий выбор продукции для широкого поля применения в металлообработке. Неправильный выбор инструмента может стоить рабочего времени и денег. Данная статья представляет основные принципы выбора наилучшего шлифовального круга для работы.
Абразив. Зерно.
Шлифовальные круги и прочие абразивы в связке (bonded abrasives) состоят из двух основных компонентов – шлифовального зерна, которое собственно режет и связки, которая скрепляет зерна между собой и удерживает их во время резания. Процент зерна, связки и свободного пространства в круге определяет структуру круга.
Абразивные частицы, используемые в круге выбираются на основании того, как они будут взаимодействовать с обрабатываемым материалом. Идеальный абразив обладает способностью оставаться острым с минимальным числом затупившихся кромок. Когда затупление начинается, абразив скалывается, обнажая свежие режущие вершины.
Каждый тип абразива уникален и отличается от другого твердостью, крепостью, стойкостью к скалыванию и сопротивлением на удар.
Оксид алюминия (aluminium oxide) – наиболее распространенный абразив, используемый в шлифовальных кругах. Это абразив, выбираемый обычно для шлифования углеродистой стали и сплавов, быстрорежущей стали, отожженного ковкого чугуна, изделий из кованного железа, бронзы и подобных материалов. Существует много различных видов абразивов из оксида алюминия, каждый из которых специально изготовлен и подобран для соответствующего вида работ по шлифованию. Каждый тип абразивов обозначается по-своему. Обозначение обычно состоит из комбинации букв и цифр, которая варируется в зависимости от производителя.
Существует много различных видов абразивов из оксида алюминия, каждый из которых специально изготовлен и подобран для соответствующего вида работ по шлифованию. Каждый тип абразивов обозначается по-своему. Обозначение обычно состоит из комбинации букв и цифр, которая варируется в зависимости от производителя.
Циркониевый оксид алюминия (zirconia alumina) – другое семейство абразивов, произведенных из различного сочетания оксида алюминия и оксида циркония. Сплав материалов дает крепкий, стойкий абразив, который отлично применяется в грубой шлифовальной обработке, например, отрезке широкого диапазона сталей и сплавов. Как и оксид алюминия, циркониевый оксид алюминия имеет несколько разновидностей на выбор.
Карбид кремния (silicon carbide) – абразив, используемый в шлифовании серого чугуна, отбеленного чугуна, латуни, мягкой бронзы и алюминия, а так же, камня, резины и других неметаллических материалов.
Керамический оксид алюминия (ceramic aluminium oxide) – новейшее важное достижение в абразивах. Это высокочистое зерно, изготовленное в процессе гель-спекания. В результате получился абразив, обладающий способностью к скалыванию в необходимом количестве на микро уровне, постоянно создавая тысячи новых режущих вершин. Данный абразив исключительно крепок и тверд. Он используется главным образом для прецизионного шлифования труднообрабатываемых сталей и сплавов. Абразив смешивается в различных пропорциях с другими материалами для достижения оптимальной производительности в обработке различных деталей.
Это высокочистое зерно, изготовленное в процессе гель-спекания. В результате получился абразив, обладающий способностью к скалыванию в необходимом количестве на микро уровне, постоянно создавая тысячи новых режущих вершин. Данный абразив исключительно крепок и тверд. Он используется главным образом для прецизионного шлифования труднообрабатываемых сталей и сплавов. Абразив смешивается в различных пропорциях с другими материалами для достижения оптимальной производительности в обработке различных деталей.
Коль скоро знакомство с зерном состоялось, следующий вопрос относится к размеру зерна. Каждый шлифовальный круг имеет число, обозначающее эту характеристику. Размер зерна – это индивидуальный размер частицы в круге. Он соответствует количеству линейно расположенных отверстий на одном дюйме сита, используемого для окончательного рассева зерна. Другими словами, большие числа означают меньшее количество отверстий на сите, через которое проходит зерно. Меньшие числа (такие как 10, 16, или 24) означают круг с грубым зерном. Чем грубее зерно – тем больше размер удаляемого материала. Грубые зерна используются для быстрого и объемного съема материала, где окончательная обработка не столь важна. Большие числа (такие как 70, 100 или 180) относятся к кругам из тонкого зерна. Они подходят для тонкой окончательной обработки, для небольшой площади контакта, и для использования на твердых и хрупких материалах.
Чем грубее зерно – тем больше размер удаляемого материала. Грубые зерна используются для быстрого и объемного съема материала, где окончательная обработка не столь важна. Большие числа (такие как 70, 100 или 180) относятся к кругам из тонкого зерна. Они подходят для тонкой окончательной обработки, для небольшой площади контакта, и для использования на твердых и хрупких материалах.
Выбираем связку.
Что бы абразив в круге резал с наибольшей эффективностью, круг должен содержать подходящую связку. Связка – это материал, котрый удерживает абразивные зерна вместе, так что бы они могли эффективно резать. Связка должна изнашиваться по мере изнашивания и вырывания абразивных зерен из круга для открывания новых режущих точек.
Существует три основных типа связок, используемых в обычных шлифовальных кругах. Каждый тип дает различные характеристики кругов для шлифования. Выбор типа связки основывается на таких факторах, как рабочая скорость круга, вид шлифовальной обработки, точность обработки и обрабатываемый материал.
Большинство шлифовальных кругов изготавливается на стекловидных связках (vitrified bonds), которые состоят из смеси тщательно подобранных глин. При большой температуре, вырабатываемой печами, в которых изготавливаются круги, глины и абразивное зерно сплавляются в состояние плавленного стекла. По мере охлаждения, стекло формирует связь, скрепляющую каждое зерно с соседними и удерживающую зерна во время шлифования.
Шлифовальные круги на стекловидной связке очень жестки, прочны и пористы. Они обеспечивают съем материала в широком диапозоне с требуемой точностью. Они не подвержены повреждениям со стороны воды, кислот, масел и температурных изменений.
Стекловидная связка является очень твердой, но в то же время хрупкой как стекло. Она может разрушаться под действием давления при шлифовании.
Некоторые связки производятся из органических веществ. Эти связки размягчаются под действием тепла, выделяемого при шлифовании. Основным типом органической связки является смолянистая связка (resinoid bond), которая производится из синтетической смолы. Круги на смолянистой связке более всего подходят для операций, где требуется быстрый и грубый съем материала, но так же и для более тонкой обработки. Они созданы для работы на высокой скорости и часто используются в мастерских, литейных, для обработки железных чушек, а так же для заточки и гуммирования пил.
Круги на смолянистой связке более всего подходят для операций, где требуется быстрый и грубый съем материала, но так же и для более тонкой обработки. Они созданы для работы на высокой скорости и часто используются в мастерских, литейных, для обработки железных чушек, а так же для заточки и гуммирования пил.
Другой тип органической связки – это резина (rubber). Круги, изготовленные на резиновой связке обоспечивают гладкое шлифование. Резиновая связка используется в кругах, применяемых там, где требуется высокое качество окончательной обработки, например, при шлифовании канавок роликовых и шариковых подшипников. Она так же часто используется в отрезных кругах в обработке, где появление заусенцев и прижог должны быть сведены к минимуму.
Твердость связки обозначается в степени твердости шлифовального круга. Говорится, что связка имеет твердую степень если скрепление абразивных зерен очень сильное, которое отлично удерживает зерна от вырывания под действием сил при шлифовании. Говорится, что связка имеет мягкую степень если достаточно небольшого усилия для вырывания зерен из круга. Это весьма относительная характеристика связки, определяющая ее степень или твердость.
Говорится, что связка имеет мягкую степень если достаточно небольшого усилия для вырывания зерен из круга. Это весьма относительная характеристика связки, определяющая ее степень или твердость.
Более твердые круги используются при длительном применении, для работ на станках с приводом большой мощности, и для работ с небольшой или узкой площадью контакта. Более мягкие круги используются для быстрого, грубого съема материала, для работ с большой площадью контакта, и для обработки твердых материалов, таких как инструментальная сталь и углеродистая сталь.
Формы круга.
Круг сам по себе может иметь различные формы. Изделие, которое прежде всего приходит на ум при мысли о шлифовальном круге – это прямой круг (straight wheel). Шлифовальная поверхность – часть инструмента, предназначенная для работы, находится на периферии прямого круга. Основной разновидностью прямой формы является круг с выемкой, называемый так из-за углубления в центре круга, предназначенного для фланца – детали крепления круга на шпинделе.
На некоторых кругах шлифовальная поверхность находится на боковой стороне круга. Такие круги обычно имеют названия своих форм, как цилиндрические круги, круги-чашки или круги-тарелки. Изготавливают так же секции и сегменты на различных связках, из которых формируют шлифовальные круги. Круги, у которых боковая сторона является шлифовальной поверхностью часто используются для заточки зубьев режущего инструмента или для обработки труднодоступных поверхностей.
Смонтированные круги (mounted wheels) – это небольшие шлифовальные круги специальных форм, таких как конусы или пробки, прочно смонтированные на стальной оправке. Используются в ручном инструменте и при внутреннем прецизионном шлифовании.
Собираем все вместе.
Множество факторов следует учесть выбирая подходящий круг для своей работы. Прежде всего – это обрабатываемый материал. Он определяет тип абразива, который вам будет нужен в вашем круге. Например : оксид алюминия или циркониевый оксид алюминия требуются для шлифования сталей и сплавов. Для шлифования литейного чугуна, цветных металлов, неметаллических материалов следует подобрать круг из карбида кремния.
Для шлифования литейного чугуна, цветных металлов, неметаллических материалов следует подобрать круг из карбида кремния.
Твердые, хрупкие материалы в основном требуют тонко зернистые и мягкие круги. Твердые материалы препятствуют проникновению абразивных зерен и способствуют их быстрому затуплению. Поэтому, сочетание тонкого зерна и мягкой связки позволяет абразиву удаляться прочь по мере затупления, освобождая новые острые грани. С другой стороны, круги из грубого зерна на твердой связке подбираются для мягких, вязких и легко проникаемых материалов.
Следует так же учесть количество снимаемого материала. Более грубое зерно дает быстрое удаление большого количества материала, поскольку способно проникать глубже и срезать больше. Однако, если обрабатываемый материал является труднопроникаемым, мелкозернистый круг будет работать быстрее на той же операции за счет большего количества режущих вершин.
Круги на стекловидной связке производят быстрое резание. Смолянистая, резиновая связки или шеллак используются если следует снять меньшее количество материала и при более высоких требованиях к окончательной обработке.
Другой фактор, оказывающий влияние на выбор инструмента – это рабочая скорость круга. Обычно стекловидные круги используются на скорости не превышающей 6500 футов по периферии в минуту. При большей скорости связка может разрушиться. Органические связки в основном применяются при скорости от 6500 до 9500 футов по периферии в минуту. Для работы на больших скоростях используются круги со специальным укреплением.
В любом случае, нельзя превышать скорости, отпечатанной на поверхности круга или эткетке.
Следующий фактор – площадь поверхности шлифования между кругом и обрабатываемой деталью. Для большей площади используются грубое зерно и мягкая связка, что облегчает процесс шлифования за счет проникновения воздуха и охлаждения места контакта и за счет меньшего давления на единицу площади. Меньшие площади требуют кругов из более мелкого зерна и с большей степенью твердости что бы выстоять под действием повышенного удельного давления.
Далее, следует учесть условия работы при шлифовании. Условия определяются давлением, действующим на круг и на обрабатываемую деталь. Некоторые абразивы специально разработаны для жестких условий работы при шлифовании сталей и сплавов.
Условия определяются давлением, действующим на круг и на обрабатываемую деталь. Некоторые абразивы специально разработаны для жестких условий работы при шлифовании сталей и сплавов.
Необходимо принять во внимание в т.ч. и мощность станка. В основном, более твердые круги используются на станках большей мощности. Если мощность привода меньше принятой для данного диаметра круга, то следует установить более мягкий круг ; если выше – поставьте более твердый круг.
Сохранение и подача в производство.
Шлифовальные круги должны подаваться, устанавливаться в станке и использоваться с достаточной мерой предосторожности и сохранности.
При складировании круги должны быть всегда защищены от ударов и сколов. Складские помещения не должны подвергаться большим перепадам температуры и влажности, наносящим вред связке некоторых видов кругов.
Сразу после распаковки круг должен быть внимательно изучен на предмет наличия повреждений после транспортировки. Пользованные круги при возвращении на склад так же должны быть внимательно проверены.
Пользованные круги при возвращении на склад так же должны быть внимательно проверены.
Переносятся круги осторожно во избежании падения и ударов, вызывающих появление трещин. Круги следует переносить, но не катить. Тяжелые круги подвозятся на тележках или погрузчиках, принимая при этом меры для предотвращения повреждений.
Стекловидные круги перед установкой подвергаются звуковому тесту по стандарту ANSI B7.1 “Нормы безопасности для использования, хранения и защиты шлифовальных кругов”. Звуковой тест позволяет выявить наличие трещин в круге. Никогда не пользуйтесь поврежденным кругом !
Необходимо убедиться в том, что скорость вращения шпинделя не превышает максимально безопасной скорости шлифовального круга.
Посадочное отверстие круга должно совпадать с диаметром шпинделя ; круг должен садиться свободно, с небольшим натягом, но без больших усилий. Не пытайтесь подогнать посадочное отверстие. Используйте пару одинаковых, чистых фланцев, диаметром по меньшей мере одна треть от диаметра круга. Поверхность фланцев должна быть плоской, ровной, без выбоин и наростов грязи.
Поверхность фланцев должна быть плоской, ровной, без выбоин и наростов грязи.
Не допускайте перетягивания гайки шпинделя. При установке направленного круга, следите что бы направление стрелки, изображенной на круге совпало с направлением вращения шпинделя.
Перед запуском станка убедитесь, что защитные экраны станка все на месте и все крышки плотно прикрыты. Убедившись, что круг должным образом установлен, защитные экраны на месте, включите станок, отойдите в сторону и не менее минуты дайте ему поработать с рабочей скоростью вхолостую, после чего можно приступить к шлифованию.
Шлифуйте только периферией прямого круга. Шлифуйте только стороной цилиндрического, чашечного или сегментного круга. Совершайте соприкосновения плавно, исключая удары и долбление. Усилия не должны быть чрезмерными и не должны вызывать замедлений вращения, изменений звука мотора и перегрева. Следите за амперметром, – чрезмерные усилия вызвают повышение тока.
Если круг сломался во время работы, внимательно осмотрите станок – не повреждены ли защитные приспособления. Так же проверьте фланцы, шпиндель, крепежные гайки – не согнуты ли они, треснуты и т.п.
Так же проверьте фланцы, шпиндель, крепежные гайки – не согнуты ли они, треснуты и т.п.
Анализ системы.
Шлифовальный круг – это один из компонентов инженерной системы, в которую входят : собственно круг, оборудование, обрабатываемая деталь и эксплуатационный фактор. Каждый фактор оказывает влияние на другие. Следовательно, пользователь, желающий оптимального исполнения своих шлифовальных операций выбирает круг, который более соответствует остальным составляющим процесса.
Шлифовальный круг: Материал, Связка, Размер зерна, Марка, Спецификация, Типы
Привет всем в этой теме, мы рассматриваем шлифовальный круг, в котором мы подробно знаем материал шлифовального круга, связку, размер зерна или зерна, класс, структуру, типы , дефекты, а также мы знаем, как читать спецификацию шлифовального круга.
Шлифовальный круг является частью процесса шлифования, а процесс шлифования является частью производственного процесса.
Шлифовальный круг играет наиболее важную роль в процессе шлифования.
Он оснащен различными типами шлифовальных станков, такими как плоскошлифовальный станок, шлифовальный станок для инструментов и фрез, бесцентровый шлифовальный станок, круглошлифовальный станок и т. д., а затем выполняет.
Шлифовальный круг используется для чистовой обработки, а также для резки черных и цветных металлов.
Цель изучения данной темы – дать вам возможность знать, как создать отличное качество обработки поверхности, придание высокого качества точности формы и размеров, заточку режущих кромок режущих инструментов, отделку литых и сварных поверхностей и многое другое.
Итак, сначала давайте узнаем о процессе шлифования, который осуществляется шлифовальным кругом.
Процесс шлифовки
В этом процессе резка металла, то есть шлифовка, используется для удаления нежелательного материала и обеспечения окончательной обработки.
При шлифовании металл снимается в виде стружки.
Процесс шлифованияМатериал шлифовального кругаОн состоит из двух компонентов, указанных ниже. пики, присутствующие на заготовках. Выбор абразивных частиц зависит от материала, который используется для шлифования. Абразивы для шлифовальных круговДва типа, которые указаны ниже • Натуральный абразив • Искусственный абразив Натуральный абразивАбразив, встречающийся в природе, известен как природный абразив. Например, корунд, наждак, алмаз и т. д. Искусственный абразивПроизведенный абразив, не встречающийся в свободном виде в природе, известен как искусственный абразив. Существуют следующие типы искусственных абразивов: • Оксид алюминия • Карбид кремния • Искусственный алмаз Оксид алюминия Его частицы очень твердые, прочные и с острыми краями. Это означает, что в промышленности или на заводе используется большая часть абразивного шлифовального круга из оксида алюминия. Обозначается буквой А. Карбид кремнияМолекулы карбида кремния хрупкие. Поэтому шлифовальный круг из карбида кремния используется для шлифования металлов с низкой прочностью на растяжение, таких как чугун, бронза, медь, керамика и т. д. Обозначается буквой C. Искусственный алмазАлмаз, полученный искусственным путем, известен как искусственный алмаз. Тверд, как природный алмаз. Обозначается буквой D. Связка/Вяжущие веществаСклеивание – явление, при котором материал прочно удерживается. При склеивании используются многие виды абразивных зерен, такие как силикат, шеллак, резина, металл. Типы связки в шлифовальном кругеСвязующие материалы, используемые для изготовления круга, указаны ниже • Производительная связь • Силикатная связь • Shellac Bond • Смола или резиноидная связь • Резиновая связь • Металлическая связь • Оксихлоридная связь • Укрепленная резиновая связь . Основным компонентом является полевой шпат, который смешивают с каким-либо другим огнеупорным материалом для образования прочной связи. Основным компонентом является полевой шпат, который смешивают с каким-либо другим огнеупорным материалом для образования прочной связи.Не подвержен влиянию воды, кислых масел и обычных температурных условий. Обозначается буквой В. Силикатная связкаВ этой связке силикат используется для связывания абразивных частиц. Обозначается буквой S. Связка ShellacВ этой связке абразивные частицы смешиваются с шеллаком и затем нагреваются. Обозначается буквой E. Связка на основе смолы или резиноидаВ основном используется для шлифования на столе, поворотном шлифовании, шлифовании с задирами, кулачковом шлифовании и т. д. Обозначается буквой B. Резиновая связкаАбразивная частица смешивается с каучуком и серой, после чего после нагревания вытягивается в форму. Используются для хорошей отделки поверхности. Обозначается буквой B. Металлическая связка Используется для шлифования очень твердых металлов, таких как карбид вольфрама и т. Обозначается буквой M. Оксихлоридная связкав производстве напильников или бритвенных лезвий. Армированная смоляная связкаЭтот тип связки в основном используется в обрабатывающей промышленности и обозначается BF. Зернистость или размер шлифовального кругаРазмер абразивных частиц известен как размер зерна или размер зерна. В соответствии со стандартом IS размер зерна разделен на четыре группы (i) Крупный размер (ii) Средний размер (iii) Мелкий размер (iv) Очень мелкий размер Крупный размерРазмер зерна номер от 10 до 24. средний размерразмер зерна номер от 30 до 60. мелкий размерРазмер зерна от 80 до 190 Очень мелкий размерРазмер зерна от 200 до 600. Класс шлифовального кругаГрадация выполняется от А до Я в шлифовальном круге, который указан ниже • Мягкий класс •Средний класс •Твердый класс Мягкий класс Если используется мягкий шлифовальный круг, выберите класс круга от A до H. Означает мягкий шлифовальный круг, обозначаемый буквой от A, B, C, D, E …… до H.
Средний классЕсли используется шлифовальный круг среднего класса, выберите класс круга от I до P. Это означает шлифовальный круг среднего качества, обозначаемый буквами от I, J, K, L, M …… до P. Z сорта колеса. Означает твердый шлифовальный круг, обозначаемый буквами от Q, R, S, T, U …… до Z.
Структура шлифовального кругаСтруктура шлифовального круга относится к сущности шлифовального круга. Существует два типа структуры: • Открытая структура • Закрытая структура Открытая структураСтруктура, в которой разделение между частицами обеспечивается за счет использования большого количества связующего, называется открытой структурой. Закрытая структура Структура, в которой не обеспечено разделение между частицами, называется закрытой структурой. Вяжущее, используемое в закрытой структуре в меньшем количестве, чем предыдущее. Спецификация шлифовального кругаЧтобы указать шлифовальный круг, необходимо знать следующие термины, которые я уже обсуждал. Итак, здесь мы знаем, как читать спецификацию шлифовального круга. • Материал шлифовального круга • Связующий материал шлифовального круга • Зернистость шлифовального круга • Марка шлифовального круга • Структура шлифовального круга
Теперь мы указали шлифовальное колесо по рисунку на один на один (1). На рисунке показано, что разметочный колесный колес Где, 105 – Диаметр шлифовального круга 1.2 – Толщина шлифовального круга 16 – размер отверстия (2) На рисунке показан шлифовальный круг A 46 N BF Где, A – Обозначается тип абразива, где «A» означает оксид алюминия. 46 – Обозначает размер зерна шлифовального круга, где «46» означает средний размер. N – это определенный класс шлифовального круга, где «N» означает средний класс. BF – Определяет связующие материалы для шлифовального круга, где «BF» обозначает усиленную смоляную связку. Типы шлифовальных круговШлифовальные круги изготавливаются различных форм и операций и для использования на различных типах станков. Различные размеры Обычно встречаются следующие типы шлифовальных кругов: • Прямой круг • Конический круг • Цилиндрический круг • Прямой чашечный круг • Чашечный круг 0 • Тарелка Тарелочный круг • Алмазный круг Прямой кругИспользуется для круглого, бесцентрового и плоского шлифования. Конический кругИспользуется для зачистки зубьев зубчатых колес и т. д. Цилиндрический круг Используется для шлифования плоской или криволинейной поверхности. Прямой чашечный кругИспользуется для ручной шлифовки. Чашечное колесо для сельдиИспользуется для заточки фрезы. Тарельчатый кругИспользуется для шлифования пазов и приспособлений. Тарелочное колесоИспользуется для заточки фрез и спиральных сверл. Алмазный кругИспользуется для шлифования особо твердых материалов. Процессы шлифованияСледующая операция выполняется на шлифовальном круге перед шлифованием • Правка шлифовального круга • Правка шлифовального круга • Балансировка шлифовального круга • Монтаж круга на станке Дефекты шлифовального кругаДефекты шлифовального круга следующие: • Нагружение • Остекление НагружениеЗаполнение шлифованной стружки между абразивными частицами шлифовального круга называется нагружением. Нагрузка вызвана (i) Постановкой заготовки колесом. (ii) Слишком глубокие надрезы. (iii) Измельчение мягких материалов. (iv) Используя колесо со слишком прочной связкой и вращая его слишком медленно. ОстеклениеЭто состояние, при котором лицевая сторона или режущая кромка приобретают вид стекла. Остекление происходит по следующим причинам (i) Использование твердосплавного круга по твердым металлам. (ii) Больше скорости вращения или колеса. (iii) Меньше подачи задания. Итак, здесь я говорил о шлифовальном круге и обо всех терминах, связанных с шлифовальным кругом. Спасибо. Состав шлифовального круга | КЕЙХИН КОГЁШО КО., ЛТД.Три элемента шлифовального круга Три элемента шлифовального круга
Шлифовальный круг состоит из трех элементов: абразивного зерна, связки и поры, как показано на рис. 1. Поскольку круг вращается с высокой скоростью, его бесчисленные зерна быстро шлифуют заготовку до красивой поверхности и точных размеров. Механизм заточного бруска Этот процесс называется шлифованием. По мере обработки зерна изнашиваются и откалываются, вследствие чего постоянно возникают новые зерна или «режущая кромка», что позволяет продолжать шлифование в том же состоянии. Самозатачивающаяся режущая кромка является уникальной характеристикой шлифовального круга, которой нет ни у одного другого режущего инструмента. Пять факторов шлифовального круга Характеристики шлифовального круга определяются следующими пятью факторами. Пять факторов шлифовального круга
ЗерноПрирода абразивных зерен, их свойства и применение
Размер зернаРазмер зерна – это размер абразивного зерна, обычно обозначаемый буквой «F» или «сетка (#)». Размер зерна классифицируется, как показано в следующих таблицах, в соответствии с их диапазоном и распределением размера зерна. Грубая (единица измерения: микрометр)
Fine (unit:micro meter)
Значение dυ-50 = диаметр частиц в точке 50% кумулятивной высоты Размер зерна тесно связан с шероховатостью обработанной поверхности. Как правило, более грубый круг обеспечивает большую эффективность и менее гладкую поверхность. Зернистость и их применение Марка Марка представляет удерживающую способность связующего вещества, удерживающего абразивные зерна.
The grade is the factor which has the наибольшее влияние на остроту резания шлифовального круга; таким образом, выбор сорта должен быть сделан обдуманно. Как правило, твердый материал требует круга низкого качества, а мягкий материал лучше всего шлифуется кругом высокого качества. Структура Доля объема зерна в заданном объеме всего шлифовального круга называется коэффициентом зерна. . Связка Связующее вещество скрепляет абразивные зерна вместе, так что абразивные зерна могут показывать достаточную эффективность шлифования. 1. Керамическая связка (1) Метод витрифицированной связки (керамическая связка) 2. Связка из синтетической смолы (1) Резиноидный метод (связка на основе смолы) Связка на основе смолы обозначена символом «B». (2) Резиновый метод (резиновая связка) Резиновая связка обозначена символом «R». (3) Метод вспенивания Связка методом вспенивания обозначена символом «UP». Стандартные формы и профили шлифовальных круговФорма и профиль шлифовального круга представлены соответствующим номером типа формы и символом профиля. Щелкните, чтобы открыть PDF-файл Щелкните здесь, чтобы перейти к контактной форме Типы зерна — Klingspor Abrasive TechnologyТипы зерна https://www.klingspor.de/en/lowdown-on-grinding/grain-types https://www.klingspor.de/en/@@site-logo/logo.png Термин «типы зерна» в области абразивов означает различные типы минералов, используемых при производстве абразивных инструментов. Поскольку основная часть процесса шлифования, а именно механическая обработка обрабатываемого материала, выполняется этими минералами, тип используемого зерна оказывает большое влияние на диапазон пригодности и характеристики абразива. Обзор различных свойств зерна и типичных характеристик износа наиболее часто используемых типов зерна представлен на диаграмме ниже. Зернистость Зернистость отвечает за съем материала. При выборе правильной зернистости
Все виды зерен Klingspor производятся синтетическим путем. Это обеспечивает неизменно высокое качество продукции. С абразивами с покрытием используются четыре различных типа зернистости:
Классификация зерен по связке, ударной вязкости и их основному применению
Свойства типа зерен и их специфические свойства износа Кроме того, существуют так называемые агломераты зерен. Покрытие Кроме того, абразивы с покрытием имеют разную плотность покрытия. Термин «плотность зерен» описывает плотность покрытия зерен, распределенных по основе. Различают:
Зерно с открытым покрытием имеет большое пространство между отдельными зернами, что позволяет удалять припуски и шлифовальную пыль
Исторически сложилось так, что типы зерна делятся на две основные группы: натуральные и синтетические. К категории природных видов зерна относятся, в частности, кремень, гранат и наждак; однако эти типы зерна почти не используются в производстве абразивов. Вместо этого производимые сегодня абразивы обычно изготавливаются из синтетических материалов, таких как оксид алюминия, оксид циркония, карбид кремния и керамический оксид алюминия. По сравнению со своими естественными собратьями синтетические типы зерна обладают значительными преимуществами в области твердости и прочности; они, кроме того, предлагают большую однородность по своим свойствам, что является определяющим признаком, который, в первую очередь, делает их пригодными для требовательных промышленных применений. Подходящие продуктыдлительный срок службы Новый CEVOLUTION Агломерат Назад к терминам и определениям шлифования Все разделы справкиОбщие сведения о шлифовальных кругах — белый колпачок Эта статья, первая в серии статей, написанных специально для клиентов White Cap, дает общее представление о шлифовальных кругах, их конструкции, о том, как выбрать лучший круг и как правильное сочетание клея и абразива может улучшить или испортить работу. Чтобы узнать больше о том, как правильно выбрать абразивный круг для любой работы, о советах по техническому обслуживанию и рекомендациях по технике безопасности, ознакомьтесь с разделом «Выбор абразивного круга и его применение». Что такое шлифовальные круги?Абразивный круг создает высококачественную шлифовку на поверхностных материалах, таких как сталь, стекло, медь, камень и даже бетон, с формой и размером. Абразивный круг — это прецизионный режущий инструмент с абразивной поверхностью, покрытой тысячами твердых острых зерен, которые режут, скалывают и стачивают металл, сталь, медь, чугун, нержавеющую сталь, камень, бетон и другие прочные материалы. Острые зерна приклеиваются специальным клеем к подложке, обычно в форме колеса. Доступны различные типы, формы, узоры, размеры и абразивы. При выборе абразивного круга необходимо учитывать несколько факторов. Типы шлифовальных круговАбразивные круги бывают разных форм и размеров. Наиболее распространенным и легко узнаваемым является прямой абразивный круг. Та часть любого абразивного круга, которая выполняет фактическую шлифовальную работу, называется «шлифовальной поверхностью». Шлифовальная поверхность может быть в центре круга, утоплена только по краям или разбита на сегменты, предназначенные для нагнетания смазочных материалов, которые охлаждают оборудование и материалы. Вот самые распространенные типы колес. Пять основных типов абразивных зерен
Давайте рассмотрим четыре основных типа зерен, используемых в абразивных кругах. 1. Зерна оксида алюминия прочны и износостойки; однако после резкого и быстрого начального среза зерна становятся тусклыми, и им не хватает скорости резания и срока службы, как у других зерен. Хорошо подходит для шлифования таких металлов, как сталь, железо, бронзовые сплавы, нержавеющая сталь и другие черные металлы. Отличное соотношение цены и качества с отличным качеством и стабильной производительностью. 2. Зерна оксида циркония обеспечивают быструю резку, очень термостойкие, самозатачивающиеся и обеспечивают быстрое и равномерное шлифование стали и нержавеющей стали. Они также хороши для обработки под высоким давлением и шлифования, потому что давление заставляет зерна быстро разрушаться, обнажая более острые края. Оксид циркония стоит дороже, чем оксид алюминия, но служит дольше. 3. Керамический оксид алюминия – это новый тип абразива с микрозернистой структурой, который распадается на более мелкие частицы, что обеспечивает максимально длительный срок службы при среднем и высоком -заточка, высокая скорость резки и сведение к минимуму обесцвечивания заготовки при нагревании. 4. Зерна карбида кремния очень твердые, очень острые, быстрорежущие, но легко ломаются под высоким давлением. Более твердый, чем оксид алюминия, и универсальный для шлифования мягких металлов, таких как алюминий, медь или чугун, а также твердых материалов, таких как цементированный карбид, камень и бетон. 5. Смесь карбида кремния и оксида алюминия создает круг, идеально подходящий для шлифования алюминия и других мягких сплавов. Эти зерна обеспечивают увеличенный срок службы и быструю и постоянную скорость резания. Размер зерна Размер зерна варьируется от крупного до мелкого. и обозначается числом, указанным на этикетке абразивного круга. Чем больше число зернистости, тем мельче зерно и тем лучше отделка. Связующий материал/матрица Связка (иногда называемая матрицей) — это «клей», который удерживает ключевые элементы шлифовального круга — абразивные зерна. Связки помогают определить тип, характеристики и производительность шлифовального круга. Чем прочнее связь, тем дольше зерна прилипают к кругу. Это означает, что иногда более слабая связка является лучшим выбором при резке прочных, прочных металлов, для которых требуются острые как бритва абразивные зерна. Типы облигаций:
С разной степенью прочности существует шесть стандартных связей. Не существует рейтинга лучших к худшим или «лучшей» связки, потому что каждая из них обладает такими уникальными характеристиками, что лучшая связка — это та, которая подходит для вашей текущей конкретной операции шлифования.
Безопасность шлифовального круга. Практические рекомендации Практические рекомендации
Материалы для шлифовального круга 331глубина абразива Глубина абразивного покрытия на шлифовальном круге. Абразивная глубина – это обозначение, уникальное для суперабразивных шлифовальных кругов на металлической связке или с гальваническим покрытием. абразивные зерна Небольшая твердая частица, образующая стружку во время измельчения. Абразивные зерна удерживаются вместе связующим материалом для создания шлифовальных кругов и других абразивных инструментов. глинозем Химическое соединение алюминия и кислорода в виде белого порошка или прозрачных кристаллов. Глинозем, также известный как оксид алюминия, представляет собой обычный абразив, обычно используемый для шлифования простой или легированной стали. оксид алюминия Химическое соединение алюминия и кислорода в виде белого порошка или прозрачных кристаллов. Американский национальный институт стандартов АНСИ. Частная некоммерческая организация, которая администрирует и координирует добровольные стандарты и системы для продуктов, услуг и систем в Соединенных Штатах. Обозначения Американского национального института стандартов на шлифовальных кругах указывают размер зерна, тип материала и другую идентифицирующую информацию о круге. ANSI Американский национальный институт стандартов. Частная некоммерческая организация, которая администрирует и координирует добровольные стандарты и системы для продуктов, услуг и систем в Соединенных Штатах. Обозначения ANSI на шлифовальных кругах указывают на твердость круга, размер зерна и другую идентифицирующую информацию. дуги контакта Часть периферии шлифовального круга, которая в любой точке соприкасается с заготовкой. бокситовая руда Алюминиевая руда, из которой извлекают алюминий. Бокситовая руда обрабатывается в электродуговой печи и смешивается с железом и коксом с образованием оксида алюминия. связующий материал Клейкий материал в шлифовальном круге, который скрепляет абразивные зерна. Связующие материалы включают стекло, глину, металл, резину и другие материалы. связующий материал Клейкое вещество в шлифовальном круге, скрепляющее абразивные зерна. Связующий материал помогает определить твердость шлифовального круга. облигационный пост Структурная балка из связующего материала, которая соединяет абразивные зерна в шлифовальном круге. Размер и структура связующего штифта помогают определить твердость шлифовального круга. тип облигации Сырье, скрепляющее абразивные зерна в шлифовальном круге. бронзовые сплавы Сплав, состоящий в основном из меди с 10-12% олова. Бронзовые сплавы обычно используются для металлических связей. распределительные валы Длинный цилиндрический стержень с множеством вращающихся или скользящих лепестков по всей его длине. Распределительные валы можно шлифовать с помощью кругов на органической связке. углерод Неметаллический элемент, который соединяется с металлическими элементами при высоких температурах с образованием различных карбидов. Углерод в сочетании с кварцевым песком образует карбид кремния. соединения углерода Химический элемент или комбинация химических элементов, содержащая углерод. Углеродные соединения включают как органические, так и неорганические соединения. углеродистая сталь Самая основная форма стали. чугун Металл, состоящий из железа, более 2% углерода и от 1 до 3% кремния. Чугуны также обычно содержат следовые количества других элементов. керамический оксид алюминия Исключительно твердый, прочный и острый обычный абразив, изготовленный из измельченного и высушенного геля оксида алюминия и смешанного с плавленым оксидом алюминия. Зерна керамического оксида алюминия требуют очень больших усилий для разрушения. керамический оксид алюминия Исключительно твердый, прочный и острый абразив, изготовленный из измельченного и высушенного геля оксида алюминия. Зерна керамического оксида алюминия требуют очень больших усилий для разрушения. керамика Твердый, хрупкий материал, выдерживающий высокие температуры и устойчивый к коррозии. Керамику можно шлифовать с помощью алмазных шлифовальных кругов. металлокерамика Композитный материал, изготовленный из керамики и спеченного металла. Керметы обладают высокой термостойкостью и высокой твердостью. химическое осаждение из паровой фазы ССЗ. Процесс, в котором используется тепло и радиоволны или микроволны, чтобы разбить богатый минералами газ на части, которые снова собираются на полупроводящей поверхности. Химическое осаждение из паровой фазы используется для создания синтетических алмазов. химические пары Газ, образующийся при кипении или испарении жидкости. Химические пары используются в процессе производства бриллиантов. химически стойкий Способен выдерживать воздействие химических веществ. Химически стойкие абразивы не вступают в реакцию с заготовками и другими материалами в процессе шлифования. чип Ненужный кусок материала, удаляемый с заготовки во время шлифовки. глина Тип природного керамического материала. Глина и матовое стекло используются в качестве связующего материала в шлифовальных кругах на керамической связке. грубый Крупное зерно в абразивном шлифовальном круге. Крупные зерна создают шероховатую поверхность. кокс Углеродсодержащий остаток, остающийся после перегонки угля. Кокс смешивают с железной и бокситовой рудой в электродуговой печи для получения оксида алюминия. композиты Материал, содержащий связующий ингредиент и нити твердого армирующего материала. Композиты могут содержать бетон, металл и керамику. обычные абразивы Категория абразивных материалов, включающая наиболее часто используемые недорогие абразивы. Обычные абразивы являются тугоплавкими материалами. охлаждающая жидкость Жидкость, используемая во время шлифования для очистки, охлаждения и смазки круга и заготовки. Охлаждающая жидкость, также известная как шлифовальная жидкость, помогает предотвратить нагрузку или засорение шлифовального круга. глубинное шлифование Метод шлифования, при котором глубина резания увеличивается, а скорость подачи уменьшается. Глубинное шлифование используется для снятия больших объемов материала. кристаллический Предсказуемое расположение атомов. Кристаллическая структура присутствует в керамических зернах оксида алюминия. кубический нитрид бора КБН. Произведенный суперабразив с твердостью, уступающей только алмазу. Кубический нитрид бора химически устойчив, но быстро изнашивается в присутствии воды при высоких температурах. отрезать Операция шлифования, при которой используется тонкий агрессивный шлифовальный круг для разрезания или разрезания материала. режущие инструменты Устройство из твердого материала, которое удаляет материал с заготовки. Режущие инструменты можно затачивать с помощью шлифовальных кругов. ССЗ Химическое осаждение из паровой фазы. Процесс, в котором используется тепло и радиоволны или микроволны, чтобы разбить богатый минералами газ на части, которые снова собираются на полупроводящей поверхности. CVD используется для создания синтетических алмазов. алмаз Самое твердое известное вещество. Алмаз представляет собой суперабразив как природного, так и промышленного происхождения. электродуговая печь Нагревательный элемент, использующий электрическую дугу между угольными электродами для плавления стали. Электрические дуговые печи могут помочь устранить нежелательные свойства производимых абразивов. электрическая печь сопротивления Устройство, преобразующее электрический ток в тепло. Электрическая печь сопротивления пропускает электрический ток через проводящий материал для выделения тепла. электрически заряженный Устройство или раствор, через который протекает ток. Электрически заряженные химические растворы используются для создания гальванических связок для шлифовальных кругов. гальванические соединения Суперабразивная связка, создаваемая погружением металлического круга в электрически заряженную химическую ванну, содержащую металлические частицы. Круги с гальваническим покрытием имеют один слой суперабразивных зерен. гальванические соединения Тип суперабразивной связки, создаваемый погружением металлического колеса в электрически заряженную химическую ванну, содержащую металлические частицы. Гальванические круги имеют один слой абразивного материала. гальваника Метод покрытия, в котором используется электричество и проводящий раствор для нанесения слоя металлического покрытия на металлическую заготовку. Гальваническое покрытие используется для создания суперабразивных шлифовальных кругов. Федерация европейских производителей абразивов FEPA. Ассоциация европейских производителей абразивной продукции с прочными связями с производителями в США. Федерация европейских производителей абразивов предоставляет рекомендации по безопасности и стандарты на продукцию, связанные с абразивами. железный Металл, содержащий железо в качестве основного ингредиента. Черные металлы включают сталь. отлично Мелкое зерно в абразивном шлифовальном круге. Мелкое зерно обеспечивает жесткие допуски и повышенную чистоту поверхности. отделка Процесс шлифования, при котором достигается требуемый размер и чистота поверхности детали. силы Воздействие, вызывающее изменение движения или состояния покоя объекта. Силы при шлифовании влияют на поведение шлифовального круга. перелом Разделение объекта на две или более частей в результате стресса. Треснувшие зерна на шлифовальном круге обнажают новые острые края. рыхлость Способность абразивного зерна разрушаться и самозатачиваться под нагрузкой. Хрупкость абразивного зерна помогает определить срок службы шлифовального круга. оценка Твердость связки в абразивном круге. Марка колеса может быть одинаковой для колес с разной конструкцией. оценки Твердость связки в абразивном круге. Марка колеса может быть одинаковой для колес с разной конструкцией. размером с зернышко Размер отдельного абразивного зерна в шлифовальном круге. графит Мягкий черный порошок на основе углерода. Графит может образовываться, когда алмазный шлифовальный круг шлифует черный металл при высоких температурах. шлифовальная жидкость Жидкость, используемая во время шлифования для очистки, охлаждения и смазки шлифовального круга и заготовки. Шлифовальная жидкость, также известная как охлаждающая жидкость, помогает предотвратить нагрузку или засорение шлифовального круга. параметры шлифования Измеряемые скорости движения шлифовальных инструментов и заготовок. Переменные шлифования включают скорость, подачу и глубину резания. шлифовальные круги Круг из связанных абразивов, который используется для удаления материала с заготовки. Выбор шлифовального круга зависит от параметров шлифования, конкретной операции шлифования и ожидаемых результатов. жесткий Обозначение шлифовального круга, которое указывает на высокий процент присутствующего связующего материала. Твердые круги дольше удерживают абразивные зерна во время шлифования. твердость Способность материала сопротивляться проникновению, вдавливанию или царапанью. Твердость шлифовального круга показывает, насколько плотно связующий материал удерживает абразивы. термическая обработка Контролируемый процесс нагрева и охлаждения, используемый для изменения структуры материала и изменения его физических и механических свойств. Термическая обработка часто используется для регулировки твердости материала. быстрорежущей стали ХСС. Высокопроизводительная сталь, используемая для обработки металлов на высоких скоростях резания. Быстрорежущая сталь остается твердой при высоких температурах и устойчива к истиранию. инертный Химически неактивны или обладают ограниченной способностью к химическим реакциям. неорганический Соединение, не содержащее углерода. Неорганические связующие материалы включают инертные смеси глины и стекла. изоляторы Материал с низкой электро- и теплопроводностью. Изоляторы могут уменьшить передачу тепла или электричества между материалами. утюг Природно распространенный и широко используемый металл. Железо является основным компонентом стали. печь Печь или топка, используемая для обогрева или сушки. Печь используется для финишной обработки шлифовального круга после смешивания абразивов и связки. линейный дюйм Единица измерения, соответствующая 1/12 фута. Линейный дюйм — это одномерное измерение, а квадратный дюйм — двумерное измерение. скорость съема материала Количество материала, удаляемого с заготовки, измеряется в кубических дюймах в минуту или кубических миллиметрах в секунду. средний Обозначение шлифовального круга, указывающее средний процент присутствующего связующего материала. Круги среднего класса обычно имеют керамическую или резиновую связку. Размер ячейки Размер отдельного абразивного зерна в шлифовальном круге. Размер ячейки, также известный как размер зерна, помогает определить допуск и чистоту поверхности, которую может создать круг. металлические связи Прочный тип связки, используемый для суперабразивных шлифовальных кругов. В металлических связках обычно используются спеченные бронзовые сплавы. метры в секунду РС. Измерение скорости, указывающее количество метров, которое точка на вращающемся компоненте проходит за одну секунду. Метры в секунду напрямую зависят от диаметра заготовки или шлифовального круга и скорости его вращения. метрическая система Стандартная система мер, основанная на метре и килограмме. Метрическая система признана во всем мире. микротрещина Отламывание мельчайших кусочков абразивного зерна на шлифовальном круге. Микротрещины обнажают новые острые грани на абразивном зерне. микрон Метрическая единица измерения, равная 0,001 миллиметра или 1/25 тысячной дюйма (0,00004 дюйма). Абразивные зерна среднего размера имеют размер около 65 микрон. естественный Возникновение в природе. Природные органические соединения могут использоваться в шлифовальных кругах на органической связке. природные бриллианты Встречающаяся в природе форма углеродистого минерала, который является самым твердым известным веществом. Природные алмазы являются суперабразивами с высокой твердостью и износостойкостью. никель Коррозионно-стойкий элемент, который сплавляется с другими металлами с образованием суперсплава. Никель, используемый в металлических связках, придает шлифовальному кругу твердость. цветной Металл, не содержащий железа. К цветным металлам относятся алюминий, медь и цинк. органические связи Тип связи, который содержит углеродные соединения и получен из встречающегося в природе материала. Органические связи имеют тенденцию размягчаться под воздействием высоких температур. органические связи Категория связующего материала для шлифовального круга, содержащая соединения углерода. Органические связки включают резиноидные, каучуковые и шеллачные материалы. полимеры Легкий пластиковый материал с высоким соотношением прочности и веса. Полимеры бывают природными или синтетическими. пористость Относительное количество отверстий или пустот в материале. Пористость шлифовального круга способствует эффективному нанесению шлифовальной жидкости при шлифовании. пористый Полный отверстий, которые позволяют материалу поглощать жидкости. Пористые связующие материалы позволяют шлифовальной жидкости течь через шлифовальный круг к дуге контакта. характеристики Физико-механические характеристики материала. Свойства абразивного зерна помогают определить, как будет работать шлифовальный круг. реактивность Склонность вещества к изменению при воздействии на него другого вещества. Реактивность шлифовального круга может изменить характеристики допуска. огнеупорный Материал, способный сохранять прочность при высоких температурах благодаря низкой теплопроводности. К огнеупорным материалам относятся обычные абразивы, такие как оксид алюминия и карбид кремния. смола Сырье, которое может быть натуральным или синтетическим и используется для производства пластика. Синтетическая смола используется в резиноидных связках для шлифовальных кругов. резиноидные связи Тип связки, используемый в шлифовальных кругах, который обеспечивает быстрое удаление материала и чистовую отделку поверхности. Резиноидные связки изготавливаются из синтетических пластиковых смол. жесткий Устойчив к изгибу. Жесткость является важной характеристикой связующих материалов, используемых в шлифовальных кругах. булочки Длинная, цилиндрическая и часто очень крупная металлическая деталь. Рулоны используются для изготовления бумаги, листового металла и подобных изделий. черновая обработка Процесс шлифования с высокой скоростью съема материала. В процессе черновой обработки заготовка шлифуется близко к ее окончательному размеру, но без учета чистоты поверхности. резина Натуральный и очень эластичный полимер, получаемый из сока тропических деревьев. Резина сочетается с серой для использования в шлифовальных кругах с органическими связями. резина Жесткий эластичный материал, закаленный и обработанный серой для коммерческого использования. Каучук добывают из сока тропических деревьев. резиновые связки Тип органической связки, используемой в шлифовальных кругах. Резиновые связки обеспечивают гладкое шлифование и чистоту поверхности. полупроводниковый Материал с электропроводностью больше, чем у изолятора, но меньше, чем у проводника. Полупроводящие поверхности используются в химическом осаждении из паровой фазы. шеллак бонды Тип органической связки, используемой в шлифовальных кругах. Связки Shellac можно использовать для полировки или легкой шлифовки. кварцевый песок Белый керамический компаунд, используемый в огнеупорных материалах. Кварцевый песок также называют диоксидом кремния. Карбид кремния Химическое соединение, состоящее из кремния и углерода. Абразивные зерна карбида кремния тверже, чем зерна оксида алюминия, а также рыхлые и имеют более грубую форму. агломерация Прессовать и нагревать порошкообразные материалы близко к точке их плавления для придания твердой формы. Спекание керамических частиц оксида алюминия создает зерна одинакового размера. спекание Прессование и нагревание порошкообразных материалов близко к их температуре плавления для создания твердой формы. Спекание создает материалы с однородным составом. мягкий Обозначение шлифовального круга, указывающее на низкий процент присутствующего связующего материала. мягкий Обозначение шлифовального круга, указывающее на низкий процент присутствующего связующего материала. Круги из мягкого сплава быстро выделяют абразивные зерна во время шлифования. нержавеющая сталь Очень твердый стальной сплав, содержащий не менее 10% хрома. Нержавеющая сталь устойчива к коррозии и ржавчине. стальные сплавы Сталь, содержащая преднамеренно добавленные легирующие элементы для изменения ее характеристик. Стальные сплавы можно шлифовать с помощью оксида циркония или других жестких абразивов. прочность Способность материала сопротивляться силам, которые пытаются сломать или деформировать его. Прочность шлифовального круга частично определяется связующим материалом. субмикронный Измерение менее 0,001 миллиметра или 1/25 тысячной дюйма (0,00004 дюйма). сера Встречающийся в природе химический элемент. Сера сочетается с каучуком для использования в шлифовальных кругах с органическими связями. суперабразивный Группа относительно дорогих, но эффективных материалов, обладающих повышенной твердостью, стойкостью к истиранию и теплопроводностью. Суперабразивными материалами для шлифования являются кубический нитрид бора и алмаз. суперабразивные материалы Группа относительно дорогих, но эффективных материалов, обладающих превосходной твердостью и стойкостью к истиранию. В качестве суперабразивных материалов для шлифовальных кругов используются кубический нитрид бора и алмаз. суперсплавы Сложный металлический сплав, устойчивый к нагреву и коррозии. Суперсплавы обладают высокой прочностью при повышенных температурах. поверхностный фут в минуту ул.м. Измерение скорости, определяющее количество футов, которое точка на вращающемся компоненте проходит за одну минуту. Поверхностные футы в минуту напрямую зависят от диаметра заготовки или шлифовального круга и скорости его вращения. чистота поверхности Текстура детали после того, как она прошла процесс шлифовки. Чистота поверхности является ключом к производительности готовой детали. синтетический Изготовленные или иным образом изготовленные людьми. Синтетические углеродные соединения используются в шлифовальных кругах на органической связке. синтетические бриллианты Произведенная форма углеродного минерала, который является самым твердым из известных веществ. Большинство алмазных режущих и шлифовальных инструментов изготовлены из синтетических алмазов. предел прочности Способность материала сопротивляться силам, которые пытаются его разорвать или растянуть. теплопроводники Материал, способный передавать тепло. Теплопроводность суперабразивных шлифовальных кругов отводит тепло от операций шлифования. прочность Свойство, описывающее способность материала поглощать энергию без разрушения или разрушения. Жесткость противоположна хрупкости. стекловидные связки Неорганическая глина или керамический связующий материал, характеризующийся прочностью, жесткостью и устойчивостью к маслам, воде и изменениям температуры. Стекловидные связки одновременно твердые и хрупкие. износостойкость Способность материала сопротивляться постепенному износу, вызванному истиранием и трением. Износостойкое абразивное зерно обладает меньшей сыпучестью. скорость колеса Окружная скорость шлифовального круга. оксид циркония Прочный, крупнозернистый обычный абразив, изготовленный из оксида алюминия и оксида циркония. Циркониевые круги из оксида алюминия часто используются при отрезном шлифовании. оксид циркония Ядовитый и тяжелый белый порошок. Оксид циркония смешивают с различными процентными содержаниями оксида алюминия, чтобы сформировать абразивный оксид циркония. Как правильно выбрать шлифовальный круг Шлифовка — это процесс механической обработки, который можно найти почти во всех мастерских. Некоторые операции шлифования относительно просты, а другие операции шлифования могут быть сложными, например, те, которые используются для соблюдения очень малых допусков или для обработки сложных материалов. Шлифование имеет широкий спектр применения в производстве. Как и во многих других процессах, выбор лучшего инструмента имеет решающее значение. Правильный выбор шлифовального круга очень важен для получения хороших результатов (то есть для получения более качественной поверхности и увеличения срока службы шлифовального круга). Существует широкий выбор шлифовальных кругов, и различия между различными типами абразивов иногда могут сбивать с толку. Шлифовальный круг является абразивным режущим инструментом. Абразивные частицы, распределенные по поверхности шлифовального круга, образуют тысячи режущих точек, которые могут срезать мельчайшие фрагменты материала. Эти частицы удерживаются вместе склеиванием (в большинстве случаев смесью отобранных глин) и разделяются порами. При использовании шлифовального круга абразивные зерна врезаются в измельчаемый материал, тем самым удаляя ненужный поверхностный материал мелкими фрагментами. При выборе шлифовального круга необходимо учитывать три наиболее важные характеристики: тип абразива, размер абразивных зерен (или крупных зерен) и тип связки. Абразив Существует четыре основных типа абразивных зерен. Глинозем является наиболее часто используемым абразивом в шлифовальных кругах. Обычно его рекомендуют для шлифования таких материалов, как нержавеющая сталь и инструментальная сталь, но его также можно использовать для некоторых высокопрочных алюминиевых и бронзовых сплавов. Карбид кремнияОн тверже стандартного оксида алюминия и имеет очень острые абразивные частицы. Обычно используется для шлифования серого чугуна, холодного железа, латуни, мягкой бронзы и алюминия, а также камня, резины и других цветных металлов. Циркониевый оксид алюминия Подходит для чернового шлифования, требующего большого объема резания. Это зерно связано с высокотехнологичными смоляными связками. Часто называемый «керамическим», это самый современный тип абразива. Керамические частицы имеют уникальную микрокристаллическую структуру и могут самозатачиваться. Этот абразив очень твердый. Он в основном используется для прецизионного шлифования самых требовательных сталей. ГравийКак упоминалось выше, размер частиц песка зависит от размера абразивных частиц, распределенных по шлифовальному кругу. Чем больше размер частиц, тем мельче абразив. Основное описание типов абразивов варьируется от крупного до среднего и мелкого. Мелкозернистые шлифовальные круги часто используются в тех случаях, когда отделка материала не важна, а основное внимание уделяется удалению материала. С другой стороны, когда завершение является основным аспектом проекта, лучше использовать тонкий шлифовальный круг. Выберите тип шлифовального круга в соответствии с материалом, который вы хотите шлифовать. Тип материала влияет на выбор поверхности круга, размера частиц и класса абразива. Абразивы типа глинозема наиболее подходят для шлифования высокопрочных материалов, таких как сталь и ферритный чугун. Для более твердых сталей и изделий с большей дугой контакта предпочтительнее использовать более хрупкий тип оксида алюминия. Наиболее эффективным способом для материалов с низкой прочностью на растяжение и неметаллических материалов является шлифовка или резка абразивным карбидом кремния. Твердость материала определяет тяговое усилие абразива. Поэтому для шлифования твердых материалов необходимо использовать мелкозернистые шлифовальные круги, а для шлифования мягких материалов лучше всего использовать средне- и крупнозернистые шлифовальные круги. Для наиболее эффективной работы марку необходимо отрегулировать в соответствии с твердостью материала. Размер зерна Зерна песка связаны с размером абразивных зерен, распределенных по шлифовальному кругу. Мелкозернистая обработка хорошая, а мелкозернистая – плохая. Как правило, шлифовальные круги для шероховатой поверхности используются для быстрого удаления материала. Когда важна обработка поверхности, используйте тонкие шлифовальные круги. Грубые колеса можно использовать для мягких материалов, но твердые и хрупкие материалы обычно должны быть мелким гравием. Шлифовальные круги с низкой зернистостью обычно используются в тех случаях, когда отделка материала не важна, а основное внимание уделяется удалению материала. Связка Связка — это материал, который связывает абразивные частицы вместе, поэтому его можно эффективно резать. Связующее должно изнашиваться по мере износа абразивных частиц и выбрасываться, чтобы обнажить новые острые частицы. Причина этого эффекта в том, что песчинки становятся тусклыми, а усилие измельчения увеличивается. |
 Он используется для измельчения углеродистой стали, низкоуглеродистой стали, кованого железа и штамповой стали.
Он используется для измельчения углеродистой стали, низкоуглеродистой стали, кованого железа и штамповой стали. д.
д.












 Чем выше класс (сильнее удержание), тем тверже колесо и наоборот. Класс описывается в алфавитном порядке; А — самый мягкий, а Z — самый твердый.
Чем выше класс (сильнее удержание), тем тверже колесо и наоборот. Класс описывается в алфавитном порядке; А — самый мягкий, а Z — самый твердый. Общая тенденция выбора сорта показана в таблице выше.
Общая тенденция выбора сорта показана в таблице выше. 
 Таким образом, резиноидная связка подходит для тонких шлифовальных кругов, таких как отрезные круги и круги с вогнутым центром. Поскольку круги со связкой из резины легко подвергаются воздействию тепла и масла, вы должны быть осторожны с шлифовальной жидкостью.
Таким образом, резиноидная связка подходит для тонких шлифовальных кругов, таких как отрезные круги и круги с вогнутым центром. Поскольку круги со связкой из резины легко подвергаются воздействию тепла и масла, вы должны быть осторожны с шлифовальной жидкостью. 

 Это не самостоятельный тип зерен, а скорее агломерат зерен, который состоит из множества отдельных зерен оксида алюминия или SIC, смешанных со связующим на основе смолы, которые вместе образуют крупную зернистость. Агломераты используются почти исключительно на абразивных лентах. Преимущество агломератов в том, что они обеспечивают ровную поверхность от первого до последнего использования. Тусклый песок отрывается от агломерата и освобождает место для нового, острого песка. Цель состоит в том, чтобы добиться ровной поверхности за счет непрерывного съема материала и чрезвычайно длительного срока службы.
Это не самостоятельный тип зерен, а скорее агломерат зерен, который состоит из множества отдельных зерен оксида алюминия или SIC, смешанных со связующим на основе смолы, которые вместе образуют крупную зернистость. Агломераты используются почти исключительно на абразивных лентах. Преимущество агломератов в том, что они обеспечивают ровную поверхность от первого до последнего использования. Тусклый песок отрывается от агломерата и освобождает место для нового, острого песка. Цель состоит в том, чтобы добиться ровной поверхности за счет непрерывного съема материала и чрезвычайно длительного срока службы. Это предотвращает преждевременное засорение
Это предотвращает преждевременное засорение 
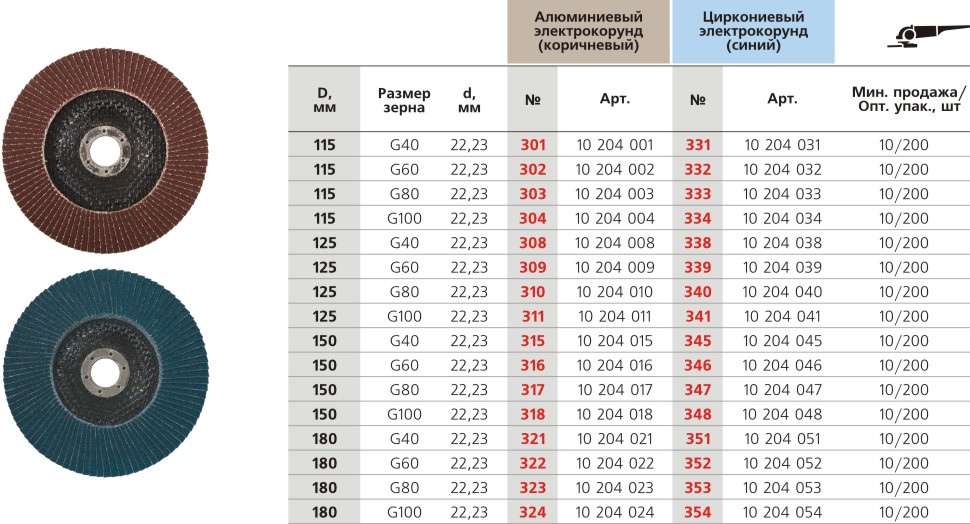
 По мере измельчения зерен поверхностный материал удаляется мелкими стружками или тонкими лентами. Процесс продолжается до тех пор, пока не будет достигнута желаемая чистота поверхности или форма.
По мере измельчения зерен поверхностный материал удаляется мелкими стружками или тонкими лентами. Процесс продолжается до тех пор, пока не будет достигнута желаемая чистота поверхности или форма. Они также могут быть смешаны для конкретных приложений и производительности.
Они также могут быть смешаны для конкретных приложений и производительности. Идеально подходит для труднообрабатываемых металлов: бронированной стали, титана, твердых никелевых сплавов, инструментальной стали и нержавеющей стали.
Идеально подходит для труднообрабатываемых металлов: бронированной стали, титана, твердых никелевых сплавов, инструментальной стали и нержавеющей стали.  Крупные/крупные зерна размалывают крупную стружку, что приводит к более грубой отделке.
Крупные/крупные зерна размалывают крупную стружку, что приводит к более грубой отделке. Невосприимчив к воде, маслам, кислотам или колебаниям температуры. Идеально подходит для проектов с большим съемом материала и прецизионным шлифованием.
Невосприимчив к воде, маслам, кислотам или колебаниям температуры. Идеально подходит для проектов с большим съемом материала и прецизионным шлифованием. Настоятельно рекомендуется для специальных применений, требующих высокой чистоты поверхности, таких как бритвенные лезвия и шлифование валков.
Настоятельно рекомендуется для специальных применений, требующих высокой чистоты поверхности, таких как бритвенные лезвия и шлифование валков.

 Оксид алюминия, также известный как оксид алюминия, представляет собой обычный абразив, обычно используемый для шлифования простой или легированной стали.
Оксид алюминия, также известный как оксид алюминия, представляет собой обычный абразив, обычно используемый для шлифования простой или легированной стали. Меньшая дуга контакта требует более твердого шлифовального круга.
Меньшая дуга контакта требует более твердого шлифовального круга. Типы связки включают стекловидную, органическую, металлическую и гальваническую.
Типы связки включают стекловидную, органическую, металлическую и гальваническую.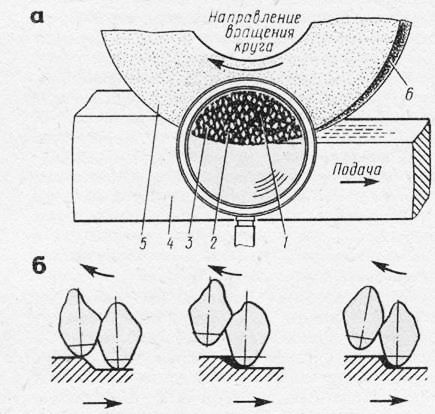 Углеродистая сталь содержит менее 3% других элементов, кроме железа и углерода.
Углеродистая сталь содержит менее 3% других элементов, кроме железа и углерода.
 Стружка образуется, когда абразивный шлифовальный круг шлифует заготовку.
Стружка образуется, когда абразивный шлифовальный круг шлифует заготовку.
 Отрезное шлифование требует самозатачивающегося круга, такого как оксид циркония на связке из смолы.
Отрезное шлифование требует самозатачивающегося круга, такого как оксид циркония на связке из смолы.

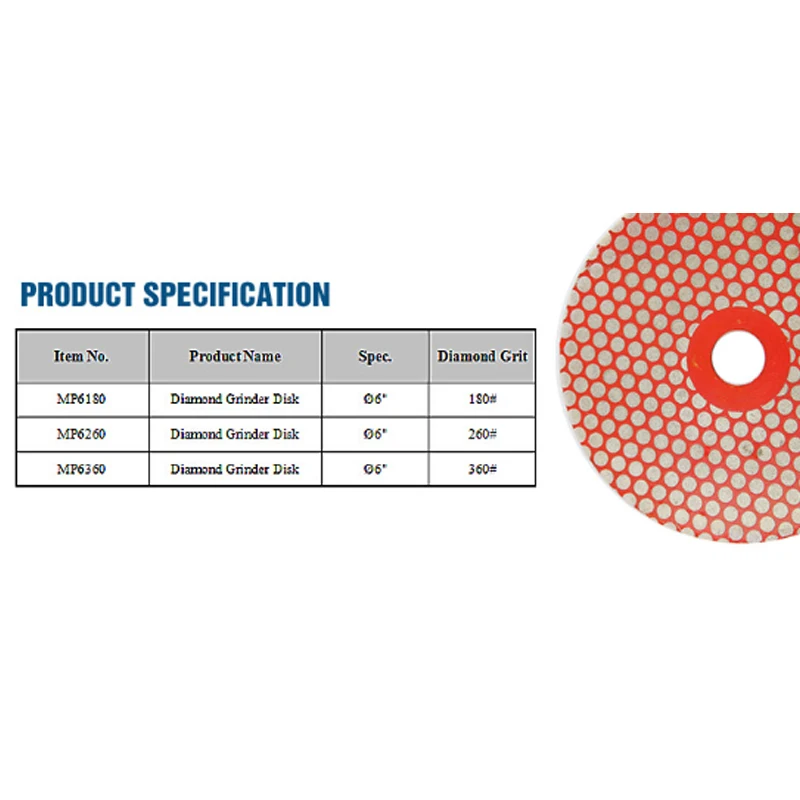 Чистовые операции часто требуют более высоких скоростей и меньшей глубины резания.
Чистовые операции часто требуют более высоких скоростей и меньшей глубины резания. Размер зерна, также известный как размер ячейки, помогает определить допуск и чистоту поверхности, которую может создать круг.
Размер зерна, также известный как размер ячейки, помогает определить допуск и чистоту поверхности, которую может создать круг.
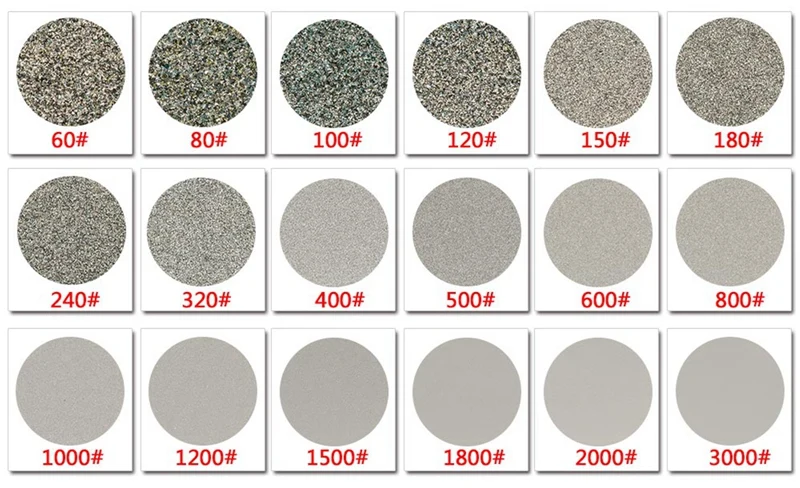 Инертные материалы используются в стекловидных связках.
Инертные материалы используются в стекловидных связках. Скорость съема материала колеблется в зависимости от типа абразива в шлифовальном круге, настроек скорости и других факторов.
Скорость съема материала колеблется в зависимости от типа абразива в шлифовальном круге, настроек скорости и других факторов.





 Мягкие шлифовальные круги быстрее освобождают абразивные зерна от связки во время шлифования.
Мягкие шлифовальные круги быстрее освобождают абразивные зерна от связки во время шлифования. Субмикронные изломы характерны для керамических зерен оксида алюминия.
Субмикронные изломы характерны для керамических зерен оксида алюминия.
 Прочность заготовки на растяжение помогает определить необходимый тип абразива в шлифовальном круге.
Прочность заготовки на растяжение помогает определить необходимый тип абразива в шлифовальном круге. Скорость круга изменяется в зависимости от связующего материала, абразивного материала и диаметра круга.
Скорость круга изменяется в зависимости от связующего материала, абразивного материала и диаметра круга.
 Каждый тип имеет уникальные свойства с точки зрения твердости, прочности, вязкости разрушения и ударопрочности. Выбор абразива неизбежно связан с материалом заготовки.
Каждый тип имеет уникальные свойства с точки зрения твердости, прочности, вязкости разрушения и ударопрочности. Выбор абразива неизбежно связан с материалом заготовки.
 Чем больше размер частиц, тем мельче абразив. Основное описание типов абразивов варьируется от крупного до среднего и мелкого. Это базовая таблица с различной степенью детализации.
Чем больше размер частиц, тем мельче абразив. Основное описание типов абразивов варьируется от крупного до среднего и мелкого. Это базовая таблица с различной степенью детализации.