Жесть луженая: Жесть луженая ЭЖК 0,22 х 712 х 820 мм
alexxlab | 03.06.2023 | 0 | Разное
Справочная информация
Главная \ Каталог товаров \ Черный металлопрокат \ Жесть \ Справочная информация
Жесть – холоднокатаная отожжённая листовая сталь толщиной 0,08-0,36 мм, с нанесенными защитными покрытиями из олова, или специальными покрытиями, напр. лак, цинк, хром и другие. Выпускается в листах размерами 512-1000х712-1200 мм или в рулонах шириной до 1 м, массой до 15 тонн.
Наибольшее распространение в мире имеет жесть, покрытая слоем олова (белая, или лужёная, жесть). По способу нанесения защитного слоя она подразделяется на горячелужёную жесть (со слоем оловянного покрытия толщиной 1,6-2,5 мкм) и жесть лужёную методом электролитического осаждения (со слоем олова толщиной 0,34-1,56 мкм).
Жесть без защитного покрытия из олова называется нелужёной, или чёрной.
История жести
Первоначально процесс производства жести был достаточно трудоемким. Листы черной (нелуженой) жести размерами 1х1 м и толщиной около 2 мм изготавливались ручным способом, с помощью кузнечных молотов, после чего готовые листы подвергали травлению в бочках с молочной кислотой, которую получали в результате брожения ржаной муки. После травления листы черной жести сортировали и подвергали лужению в ёмкостях, для чего использовалось три ванны, в которые поочередно опускали рамы с готовыми листами жести (до 20 штук на раме), после чего вытаскивали их клещами и опускали в холодную воду для остывания. Между операциями лужения листы черной жести смазывали салом. В каждую ванну добавляли 600-700 килограммов жидкого олова с добавлением меди (в пропорции 1:70). Данная пропорция была необходима по причине того, что при большем добавлении меди поверхность жести становилась тусклой.
После травления листы черной жести сортировали и подвергали лужению в ёмкостях, для чего использовалось три ванны, в которые поочередно опускали рамы с готовыми листами жести (до 20 штук на раме), после чего вытаскивали их клещами и опускали в холодную воду для остывания. Между операциями лужения листы черной жести смазывали салом. В каждую ванну добавляли 600-700 килограммов жидкого олова с добавлением меди (в пропорции 1:70). Данная пропорция была необходима по причине того, что при большем добавлении меди поверхность жести становилась тусклой.
После завершения процесса лужения готовую жесть вручную полировали паклей и смесью из опилок, мела и отрубей до блеска, после чего листы жести отправлялись на упаковку и дальнейшую продажу.
Исторически наиболее известными центрами по производству луженой жести были немецкие города Вунзидель, Нюрнберг и Амберг, однако существует версия, в соответствии с которой первое промышленное производство белой жести было налажено в земле Пфальц, входившей в то время в состав Австрийской империи.
Распространение жести в миреПервоначально производство жести было секретом (подобно производству фарфора), которым на протяжении около 300 лет владели лишь Австрия и Германия.
Однако в 1665 г. секрет изготовления белой жести был украден англичанами, которые постепенно стали перехватывать лидерство у немцев не только перенимая их опыт, но и создавая собственные технологии по производству.
В 1720 году в Уэльсе были построены несколько заводов по изготовлению жести, которые использовали для производства горячекатаные листы металла, а также усовершенствованные процессы травления и лужения, что позволило англичанам захватить рынок и занять место лидера по производству с центром в Уэльсе.
Жесть в качестве материала для консервных банок Своему успешному продвижению в мире жесть обязана созданию консервной банки. После объявления Наполеоном I награды в 12000 франков за метод консервирования продуктов для французской армии, которую получил француз Николя Аппер, коммерсант из Манчестера Питер Дюран в 1810 году впервые запатентовал идею использования жестяных банок для консервирования. Уже через два года, в Лондоне, двумя инженерами, Джоном Холлом и Брайаном Донкиным (который также является изобретателем станка по производству бумаги) была открыта первая в мире фабрика по производству консервных банок, жесть для которых они покупали на заводе в графстве Вустершир.
Уже через два года, в Лондоне, двумя инженерами, Джоном Холлом и Брайаном Донкиным (который также является изобретателем станка по производству бумаги) была открыта первая в мире фабрика по производству консервных банок, жесть для которых они покупали на заводе в графстве Вустершир.
Корпуса банок того времени изготавливались из прямоугольных листов жести, спаянных по шву, который находился на внутренней стороне банки. Дно банки также припаивалось к стенкам. Если в банке находился твердый продукт (напр. мясо), то крышку припаивали после его загрузки в банку, если жидкость (напр.сок), то банку спаивали полностью, оставляя лишь отверстие на верхней крышке, через которую заливали жидкость. Отверстие, по окончанию процесса, также запаивали. Для открытия таких банок из жести того времени требовалась немалая сила и инструменты, в частности зубило. Кроме того, такие банки были дорогими, так как опытный рабочий мог изготовить не более 5-6 банок в час.
Однако данный факт не мог помешать распространению жести в качестве материала.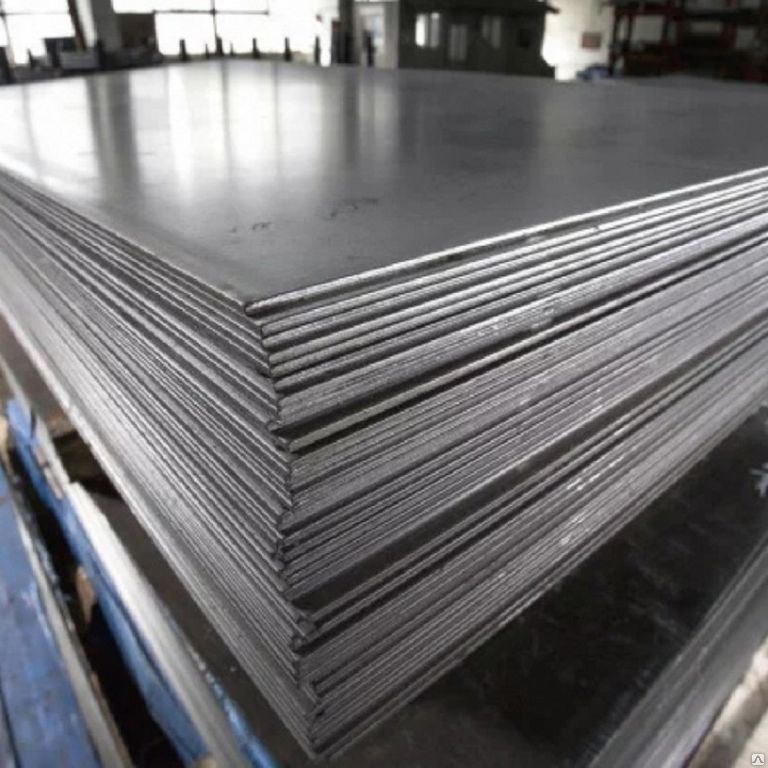 В связи с быстрым развитием консервной промышленности (в частности в США, как основного производителя говядины того времени) во второй половине XVIII века стремительно происходили изменения в конструкции и производстве банок. Этому способствовал запатентованный в 1856 голу Генри Бессемером конвертер для передела жидкого чугуна в сталь продувкой воздухом без расхода горючего, что удешевило производство стали. Также немалую роль в расширении производства жести сыграл американский коммерсант Гейл Борден, открывший в 1858 году первый завод по производству сгущённого молока. В 1890 годах в Англии появляется первая, полностью автоматизированная система по производству банок из жести, которая изготавливала до 6000 банок в час, а также машины для механического лужения, что позволило уменьшить зависимость от ручного труда и удешевить производство банок, что способствовало увеличению производства жести в мире.
В связи с быстрым развитием консервной промышленности (в частности в США, как основного производителя говядины того времени) во второй половине XVIII века стремительно происходили изменения в конструкции и производстве банок. Этому способствовал запатентованный в 1856 голу Генри Бессемером конвертер для передела жидкого чугуна в сталь продувкой воздухом без расхода горючего, что удешевило производство стали. Также немалую роль в расширении производства жести сыграл американский коммерсант Гейл Борден, открывший в 1858 году первый завод по производству сгущённого молока. В 1890 годах в Англии появляется первая, полностью автоматизированная система по производству банок из жести, которая изготавливала до 6000 банок в час, а также машины для механического лужения, что позволило уменьшить зависимость от ручного труда и удешевить производство банок, что способствовало увеличению производства жести в мире.
Жесть в ХХ векеВ первой половине XX века была разработана система непрерывной прокатки стальной ленты. Кроме того, в 1915 году, появились технологии по электролитическому лужению. В 1930 году в Германии было налажено промышленное производство белой жести способом электролитического лужения холоднокатаной стальной ленты. Также распространению способа электролитического лужения поспособствовала Вторая Мировая война, вызвавшая перебои с поставками олова. В 1943 году в США также было налажено производство жести методом электролитического лужения и уже через пять лет половина всей белой жести, производимой в США изготавливалось этим способом. В последующие тридцать лет оборудование по горячему лужению жести практически повсеместно было выстенено электролитическими линиями. В дальнейшем, для производства жести, были внедрены другие технические разработки, такие как непрерывный отжиг, двойная прокатка холоднокатанной стальной ленты и использование дифференциальных (разнотолщинных или разноматериальных) покрытий, что позволило к 1980 году производить более 13 000 000 тонн жести в 37 странах мира.
Кроме того, в 1915 году, появились технологии по электролитическому лужению. В 1930 году в Германии было налажено промышленное производство белой жести способом электролитического лужения холоднокатаной стальной ленты. Также распространению способа электролитического лужения поспособствовала Вторая Мировая война, вызвавшая перебои с поставками олова. В 1943 году в США также было налажено производство жести методом электролитического лужения и уже через пять лет половина всей белой жести, производимой в США изготавливалось этим способом. В последующие тридцать лет оборудование по горячему лужению жести практически повсеместно было выстенено электролитическими линиями. В дальнейшем, для производства жести, были внедрены другие технические разработки, такие как непрерывный отжиг, двойная прокатка холоднокатанной стальной ленты и использование дифференциальных (разнотолщинных или разноматериальных) покрытий, что позволило к 1980 году производить более 13 000 000 тонн жести в 37 странах мира.
В настоящее время производство белой жести является одним из основных потребителей олова (до 30% от общего употребления).
Современная технология производства белой жестиВ России основным документом при производстве жести является ГОСТ Р 52204-2004 «Жесть холоднокатаная черная и белая». Иногда можно встретить ссылки на старый советский ГОСТ 13345-85 «Жесть».
В настоящее время технология производства белой жести включает в себя следующие процессы:
выплавка стали заданного химического состава,
горячая прокатка,
отжиг (непрерывный или в колпаковых печах),
правка
нанесение оловянного или хромового покрытия,
пассивация,
промасливание,
резка листов заданных размеров,
упаковка готовой продукции.
Виды жести:Белая жесть – черная жесть с двухсторонним покрытием оловом, нанесенным методом горячего (жесть ГЖК) и элекролитического (жесть ЭЖК) лужения. В зависимости от соотношения толщины покрытия по сторонам, данная жесть производится с одинаковой или дифференцированной толщиной покрытия.
Белая жесть представляет из себя тонкий, холоднокатанный низкоуглеродистый стальной лист или ленту, покрытую с обеих сторон чистым оловом. Таким образом, она объединяет в себе прочность и пластичность стали, а также коррозионную стойкость, способность к лужению и привлекательный вид олова.
Производство стальной основы и ее последующее покрытие оловом являются независимыми друг от друга процессами, так что сталь с любым набором свойств теоретически сочетается с любым возможным покрытием оловом.
Состав стали, используемой для производства жести, строго контролируется. В зависимости от выбранной марки стали и способа обработки могут быть получены различные типы жести с различной пластичностью. В производстве чаще используется белая жесть с диапазоном толщин от 0,13мм до 0,5мм.
Жесть может быть покрыта слоем олова различной толщины, и даже каждая сторона жести может быть покрыта слоем олова различной толщины (дифференциальное покрытие) в зависимости от требований, предъявляемых к внутренней и наружной поверхности основной конечной продукции – жестяной банке. Разнообразную отделку поверхности жести производят для различных применений. Белая жесть подвергается специальному режиму пассивации для стабилизации поверхности и улучшения ее адгезии к лакам. Она также покрывается очень тонким слоем масла, чтобы улучшить возможность ее обработки. Это масло, безусловно, совместимо с пищевыми продуктами.
Разнообразную отделку поверхности жести производят для различных применений. Белая жесть подвергается специальному режиму пассивации для стабилизации поверхности и улучшения ее адгезии к лакам. Она также покрывается очень тонким слоем масла, чтобы улучшить возможность ее обработки. Это масло, безусловно, совместимо с пищевыми продуктами.
В процессе производства,в зависимости от качественных характеристик,белая жесть разделяется на марки:
ЭЖК – жесть электролитического лужения консервная
ЭЖР – жесть электролитического лужения разного назначения
ЭЖОН – жесть электролитического лужения общего назначения
ГЖК – жесть горячего лужения консервная
ГЖР – жесть горячего лужения разного назначения.
Белая жесть выпускается в рулонах и листах в соответствии со стандартами ГОСТ 13345-85 (СССР), ГОСТ Р 52204-2004 (Россия) и EN 10202:2001 (Европейский Союз). [3]
Жесть консервная (пищевая) – жесть для производства тары под пищевые продукты и укупорочных изделий (крышки для закатывания, легковскрываемые крышки и пр. ).
).
Консервная (пищевая) жесть производится из черной жести путем нанесения двухсторонних покрытий. При нанесении оловянного покрытия получается жесть ЭЖК или ГЖК (электролитическое или горячее лужение соответственно). При нанесении электролитического покрытия хрома или оксидов хрома получается жесть ECCS (по европейской классификации). Такая жесть требует обязательного высококачественного лакирования. В России хромированная лакированная жесть выпускается под маркой ХЛЖК.
Чёрная жесть – тонколистовая (0,1-0,5 мм) холоднокатаная сталь без защитного покрытия. Изготавливается из сталей марок 08кп, 08пс, 10кп,10пс с химическим составом по ГОСТ 1050. Используется в основном в электротехнической промышленности м машиностроении. Выпускается в рулонах и листах.
Жесть однократной прокатки – полоса из нелегированной малоуглеродистой стали, прокатанная способом холодной прокатки до требуемой толщины, отожженная и дрессированная, которая используется как самостоятельный материал или же для последующего нанесения защитного покрытия. Термин распространяется на черную и белую жесть в рулонах и листах.
Термин распространяется на черную и белую жесть в рулонах и листах.
Жесть двукратной прокатки. В настоящее время во всем мире большое количество консервной жести изготовляется способом двойной прокатки. Чем тоньше и прочней производится белая жесть, тем более эффективно осуществляется использование материала в производстве жестяных банок. После первой холодной прокатки и отжига, вместо дрессировки, стальной лист подвергается второй холодной прокатке с использованием смазки, при этом толщина уменьшается на 10-50%. В процессе прокатки проявляется эффект упрочнения стального листа, при этом сохраняется значительная пластичность, достаточная для изготовления концов и корпусов банок. Окончательная минимальная толщина составляет 0,12мм, обычный диапазон толщин 0,14 – 0,24мм. В стали двойной прокатки отчетливо проявлется анизотропия механических свойств, поэтому при заказе и использовании такой жести всегда следует указывать и принимать в расчет направление прокатки.(Например,сворачивание бланков при изготовлении сварной банки должно осуществляться вдоль направления прокатки.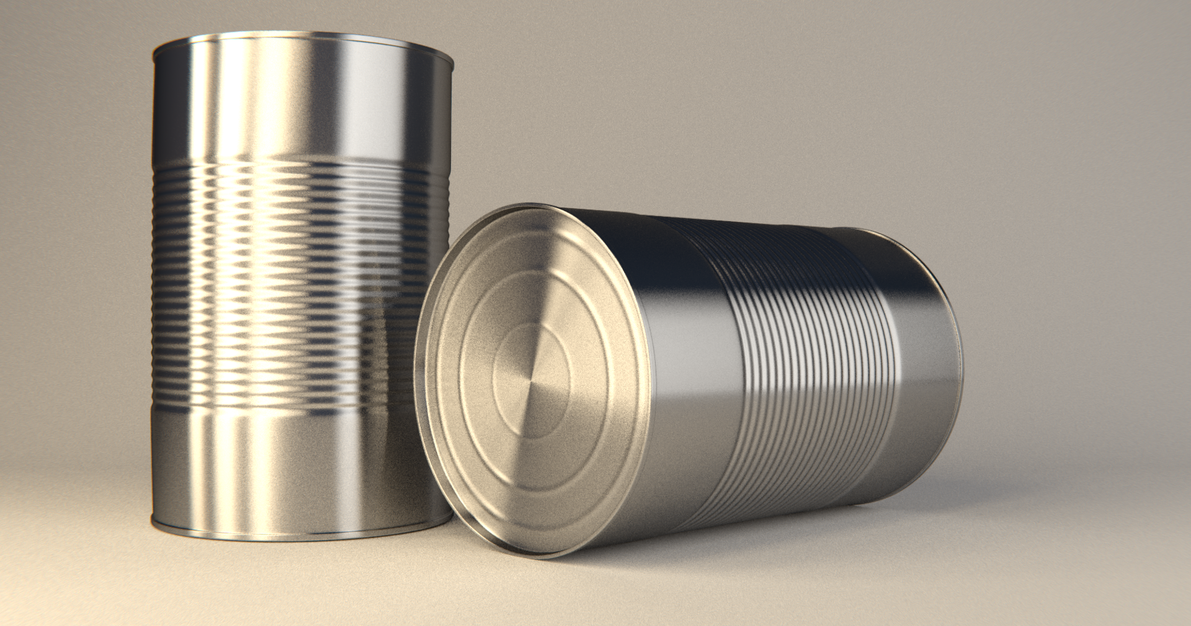
В России жесть двойной прокатки пока не производится, хотя опытные партии такой жести уже выпускались в 2009 году.
Лакированная жесть. Лакировка и литографирование белой жести осуществляется для защиты внутренней и наружной поверхности и улучшения внешнего вида консервной тары, что значительно повышает ее конкурентоспособность. Наносят лаковые покрытия на автоматическом оборудовании. Метод нанесения покрытий на листы осуществляет посредством валков. Листы жести покрываются лаками и проходят через сушильные печи. Пары растворителей, выделяющиеся при отвердевании лаков, дожигаются при высокой температуре в специальных установках. Современные литографические машины позволяют окрашивать жесть в любые цвета. Печать на металлических листах (литографирование) осуществляется офсетным способом, используются краски, отвердевающие в сушильных печах при высокой температуре. Полноцветная печать фотографического качества с учетом нанесения покровных лаков требует до 9 листопрогонов. Существуют линии печати конвенциональными красками и в последнее время широкое распространение получили линии печати УФ-красками. Печать с помощью красок с отвердением под воздействием ультра-фиолетового облучения имеет много преимуществ по сравнению с традиционным способом: экономия площади, экономия времени, экономия красок, более высокая скорость печати (до 10 000 листов в час).
Печать с помощью красок с отвердением под воздействием ультра-фиолетового облучения имеет много преимуществ по сравнению с традиционным способом: экономия площади, экономия времени, экономия красок, более высокая скорость печати (до 10 000 листов в час).
У этой технологии есть также и негативные стороны: требования к условиям производства значительно выше (температура и влажность в помещении), краски стоят значительно дороже своих конвенциональных аналогов и срок их хранения короче, выбор поставщиков ультра-фиолетовых красок значительно уже, адгезия к металлу хуже, что приводит к отслаиванию краски при сильной деформации жести в дальнейшем.
Лакированная жесть регулируется российским стандартом о технических требованиях к жести белой в листах, лакированной ОСТ 10 138-88
Характеристики и марки выпускаемой российской промышленностью жести:Жесть ЭЖК – белая консервная жесть электролитического лужения (ГОСТ 13345-85,ГОСТ Р 52204-2004,СТП ЭПК-02-2005)
Жесть ГЖК – белая консервная жесть горячего лужения (ГОСТ 13345-85,ГОСТ Р 52204-2004)
Жесть ЭЖР – белая жесть электролитического лужения разного назначения (ГОСТ 13345-85)
Жесть ЭЖК-Д – белая консервная жесть электролитического лужения с дифференцированным покрытием (ГОСТ 13345-85)
Жесть ЭЖОН белая жесть электролитического лужения общего назначения (ТП 14-101-105; СТП ЭПК-01-2005)
Жесть ЭЖК-РН – белая жесть электролитического лужения разного назначения (СТП ЭПК-03-2007)Лакированная жесть
Подразделения жести по степени твердости: А1, А2, В, С, D Подразделения жести по массе покрытия оловом:
для белой жести горячего лужения: I и II классы,
для белой жести электролитического лужения: с одинаковым покрытием I, II, и III классов, с дифференцированным покрытием ДI, ДII, ДIII.
Перспективно применение жести с безоловянным покрытием – электролитически хромированной с толщиной слоя металлического хрома 0,01-0,05 мкм, на который наносится слой эпоксифенольного лака толщиной 3-8 мкм.
По видам производства жесть может производиться в листах или рулонах.
Допустимые отклонения в производствеРазнотолщинность в разных точках листа или полосы в рулоне на участке длиной 1 м для жести белой марки ЭЖК не должна превышать (ГОСТ Р 52204-2004): 0,01мм – для жести толщиной от 0,14 до 0,28мм включительно; 0,02мм – для жести толщиной от 0,29 до 0,36мм включительно. Для жести марки ЭЖК-РН допускается увеличение нормы разнотолщинности на 0,01мм по сравнению с жестью марки ЭЖК. Разнотолщинность в разных точках листа или полосы в рулоне на участке длиной 1м для жести марки ЭЖК не должна превышать (ГОСТ 13345-85): 0,01мм – для жести толщиной 0,18мм; 0,02мм – для жести толщиной от 0,20 до 0,32мм включительно; 0,03мм – для жести толщиной 0,36мм.
Применение жестиКонсервные банки.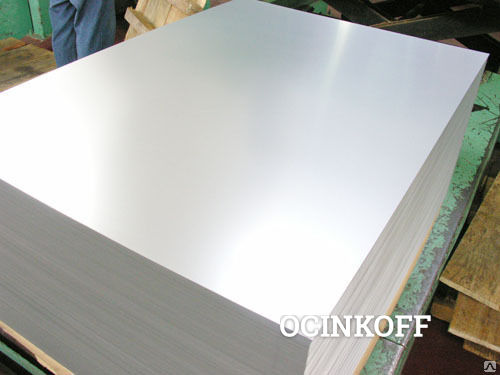 Тара из жести имеет преимущество перед упаковкой из картона или пластика, а именно легкость процесса высокотемпературной стерелизации продукта. Однако, наряду с этим есть и недостаток – невозможность использования для разогрева в микроволновой печи.
Тара из жести имеет преимущество перед упаковкой из картона или пластика, а именно легкость процесса высокотемпературной стерелизации продукта. Однако, наряду с этим есть и недостаток – невозможность использования для разогрева в микроволновой печи.
Тара для лакокрасочных материалов.
Тара для нефтехимических продуктов.
Крышки для стеклянных банок
Аэрозольные баллоны с различным содержимым.
Художественно оформленная тара из жести, применяемая для продажи кондитерских изделий или чая.
Крышки для пивных бутылок
Баночки для хранения косметических продуктов
Дорожные знаки
Баночки для гуталина (в частности в ВС РФ)
Банки для клея
Дверные таблички
БЕЛАЯ ЖЕСТЬ ИЛИ ЛУЖЕНАЯ СТАЛЬ — ПРИМЕНЕНИЕ
источник: xlom.ru
Белая жесть или луженая сталь – как альтернативное наименование, представляет собой тонкий листовой металлический профиль, обладающий защитным покрытием. Для нанесения последнего используются такие металлы: олово, цинк, хром. В некоторых случаях роль защитного слоя исполняет лак. Таким образом, жесть черная отличия от жести белой имеет минимальные. Точнее можно сказать, что луженая сталь, это та же черная жесть, прошедшая этап специальной обработки.
Для нанесения последнего используются такие металлы: олово, цинк, хром. В некоторых случаях роль защитного слоя исполняет лак. Таким образом, жесть черная отличия от жести белой имеет минимальные. Точнее можно сказать, что луженая сталь, это та же черная жесть, прошедшая этап специальной обработки.
Технология производства
Определить из чего делают белую жесть, позволяет сам процесс изготовления материала, проводимый в ряд последовательных этапов:
выплавка стали заданного химического состава;
прокатка металла, предварительно – горячая и последующая – холодная;
правка;
нанесение защитного покрытия;
пассивация;
промасливание.
Таким образом, исходным материалом под белую жесть выступает сталь. Как правило, это конструкционные марки металла: кипящая – 10кп и 8кп, а также полуспокойная – 10пс, 8пс. Полученные тонкие стальные листы с уже нанесенным защитным слоем разрезают по размерам, упаковывают, и отправляют потребителям.
Различие между консервными банками импортного и отечественного производства
Пищевая белая жесть, изготавливаемая в России и странах ближнего зарубежья, проходит только однократную прокатку. Используется холодная технология с результатом в виде стальных полос заданной толщины, которые впоследствии отжигаются. Завершающий этап, перед превращением черной жести в белую – дрессировка. Это процесс позволяет улучшить ряд характеристик стального листа: плоскостность, твердость, минимизация линий сдвига.
Зарубежная технология предусматривает замену дрессировки дополнительной процедурой холодной прокатки. Повторный процесс проходит с использованием специальных смазочных материалов. Суть технологи двукратной прокатки заключается в снижении толщины листа до 50%. В цифрах это выражается интервалом 0.12 – 0.24 мм. Как результат, получается жесть белая консервная с меньшим расходом металла на банку. При этом сохраняется эластичность металлического профиля и повышается его прочность.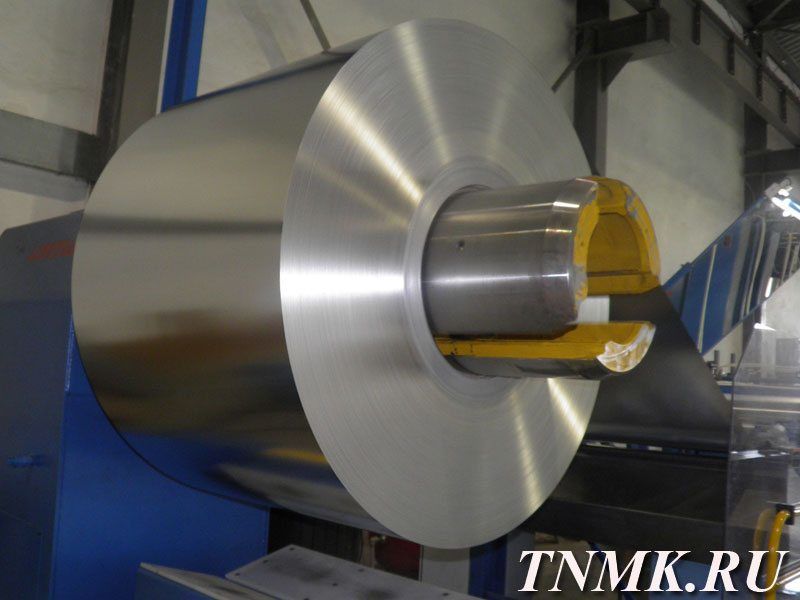 Еще один нюанс связан с хорошо выраженной анизотропией механических характеристик после повторной прокатки. Поэтому дальнейшее использование белой жести производится с учетом направления прокатывания профиля.
Еще один нюанс связан с хорошо выраженной анизотропией механических характеристик после повторной прокатки. Поэтому дальнейшее использование белой жести производится с учетом направления прокатывания профиля.
Нормативная производственная база
Возвращаясь к отечественному производству, отметим, что базовый документ, регламентирующий сортамент продукта жесть белая – ГОСТ 13345-85. Вторым документом, определяющим технические условия производства жести и ее обработки выступает ГОСТ Р 52204-2004. Согласно установленным нормативам, существуют две категории изделия, соответствующие различной методики лужения:
1. Горячее. В эту группу попадают две марки тонколистового металла. Это ГЖК – жесть, используемая для производства консервных банок, а также ГЖР. Последняя марка представляет жесть разного назначения и выступает сырьем в приготовлении упаковочных изделий, а также тары под пищевые продукты.
2. Электролитическое. Более широкая группа, включающая наряду с марками ЭЖК и ЭЖР (маркировка соответственно предыдущему случаю), две разновидности жести с дифференцированным покрытием – ЭЖК-Д, ЭЖР-Д.
При этом толщина защитного слоя больше для горячелуженой жести 1.6 – 2.5 мкм, тогда как тонколистовая сталь электролитического лужения обладает слоем от 0.34 до 1.56 микрон. Суть дифференцированного покрытия состоит в необходимости нанести отличающиеся по толщине защитные слои с противоположных сторон листа. Это связано с более строгими требованиями для внутренней поверхности банок, прочей разновидности тары.
Белая жесть | металлургия | Британика
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- Этот день в истории
- Викторины
- Подкасты
- Словарь
- Резюме
- Популярные вопросы
- Обзор недели
- Инфографика
- Демистификация
- Списки
- #WTFact
- Товарищи
- Галереи изображений
- Прожектор
- Форум
- Один хороший факт
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- Britannica объясняет
В этих видеороликах Britannica объясняет различные темы и отвечает на часто задаваемые вопросы.
- Britannica Classics
Посмотрите эти ретро-видео из архивов Encyclopedia Britannica. - #WTFact Видео
В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти. - На этот раз в истории
В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории. - Demystified Videos
В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы.
- Студенческий портал
Britannica — это главный ресурс для учащихся по ключевым школьным предметам, таким как история, государственное управление, литература и т. д. - Портал COVID-19
- 100 женщин
Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю.
- Britannica Beyond
Мы создали новое место, где вопросы находятся в центре обучения. Вперед, продолжать. Просить. Мы не будем возражать. - Спасение Земли
Британника представляет список дел Земли на 21 век. Узнайте об основных экологических проблемах, стоящих перед нашей планетой, и о том, что с ними можно сделать! - SpaceNext50
Britannica представляет SpaceNext50. От полёта на Луну до управления космосом — мы изучаем широкий спектр тем, которые подпитывают наше любопытство к космосу!
Содержание
- Введение
Краткие факты
- Связанный контент
Продукция жестяного завода – Berlin Metals
Белая жесть, черный лист, TFS (сталь без олова) и лист с оловянным покрытием ), и черная пластина, сталь без покрытия.
 Около 90% продукции жестяного завода, производимой в мире, используется в тарной промышленности при производстве банок, крышек и крышек для пищевой промышленности и производства напитков. Остальное производство используется для автомобильных компонентов, стеллажей, компьютерных корпусов, телекоммуникационных кабелей, посуды и т. д.
Около 90% продукции жестяного завода, производимой в мире, используется в тарной промышленности при производстве банок, крышек и крышек для пищевой промышленности и производства напитков. Остальное производство используется для автомобильных компонентов, стеллажей, компьютерных корпусов, телекоммуникационных кабелей, посуды и т. д. История
Известно, что сосуды с оловянным покрытием существовали уже в 23 г. н.э., но олово, по-видимому, использовалось только для украшения. Первая белая жесть, по-видимому, была изготовлена в Баварии в четырнадцатом веке, а к шестнадцатому веку процветающая промышленность белой жести существовала в Саксонии и Богемии. Производство белой жести распространилось в Англии в конце семнадцатого и начале восемнадцатого веков.
Производство белой жести в том виде, в каком мы его знаем сегодня, основано на изобретении Николя Аппертом в 1810 году процесса длительного хранения стерилизованных продуктов.
 К 1812 году Апперт успешно упаковывал различные продукты в стеклянные рынок.
К 1812 году Апперт успешно упаковывал различные продукты в стеклянные рынок.Процесс Апперта был адаптирован Джоном Холлом в 1812 году в Лондоне для хранения продуктов питания в контейнерах из белой жести. К 1820-м гг. консервы широко продавались в Англии и Франции, а к 1839 г. — в США. Американская консервная промышленность стремительно росла в результате Гражданской войны, последующего заселения Запада и роста нефтяной промышленности.
Начиная с 1880-х годов ряд технических инноваций изменили производство белой жести. К ним относятся замена кованого железа сталью на черную пластину примерно в 1880 году; развитие непрерывного холодового сокращения в 1927, что исключило горячую прокатку; введение непрерывного электролужения в небольших масштабах в Германии в 1934 г. и в коммерческих масштабах в Соединенных Штатах в 1937 г., которое заменило процесс горячего погружения; изобретение двойного холодного обжатия в 1960 году; и изобретение TFS в начале 1960-х годов в Японии и США.
В то же время в технологии изготовления консервных банок произошло много достижений, в которых использовалось улучшение качества продукции жестяного завода. Продукция жестяного завода также используется в автомобильной, строительной, бытовой и мебельной промышленности, где используются уникальные свойства этих изделий из тонкой стали.
ЭЛЕКТРОЛИТИЧЕСКОЕ ПОКРЫТИЕ
Электролитическое лужение
Черный лист (в основном чистая, тонкая холоднокатаная сталь, см. Сталеплавильное производство), предназначенный для нанесения покрытия, поступает непосредственно из дрессировочного стана или стана двойного холодного обжатия на линию нанесения покрытия. Узнайте о последовательности операций, происходящих на линии лужения со скоростью до 2000 футов в минуту, ниже:
Лист с электролитическим лужением
Лист и продукция жестяного завода различаются по толщине. Электролитическая жесть имеет максимальную толщину 135 фунтов основного веса или 0,0149номинальная толщина в дюймах. Лист с оловянным покрытием начинается с номинальной толщины 0,0150 дюйма и производится до номинальной толщины 0,0359 дюйма.
Лист с оловянным покрытием начинается с номинальной толщины 0,0150 дюйма и производится до номинальной толщины 0,0359 дюйма.
Использование хромового покрытия
Покрытия из хрома и оксида хрома, разработанные для упаковки пищевых продуктов в 1960-х годах, обеспечивают превосходную адгезию лака и хорошие свойства хранения. Эти покрытия представляют собой смеси металлического хрома и оксидов хрома. В отличие от белой жести с ее множественной массой покрытия, производится только одно стандартизированное хромированное изделие.
Черная жесть с электролитическим хромированием
Этот продукт, обычно называемый безоловянной сталью или TFS, следует той же последовательности обработки, что и электролитическая белая жесть. Линии покрытия механически аналогичны. В процессе электролитического осаждения осаждаются хром и оксид хрома. Металлическое хромовое покрытие на каждой поверхности наносится в количестве 5,0 миллиграммов (мг)/кв. футов площади. Оксидная пленка колеблется от 0,7 до 2,0 миллиграммов (мг)/кв. футов, но обычно находится на нижней стороне этого диапазона.
футов, но обычно находится на нижней стороне этого диапазона.
В отличие от олова, слои хрома не могут быть оплавлены, поэтому линия нанесения хромового покрытия не будет иметь плавильных башен, которые используются на линии олова для оплавления олова до блестящего состояния.
Продукт также смазывается электростатическим способом перед выходом из линии нанесения покрытия. Исторически сложилось так, что в промышленности использовалось бутилстеаратное масло (BSO), которое было разработано из-за его смазывающих свойств, предотвращающих появление царапин. В некоторых случаях было установлено, что масло ацетилтрибутилцитрата (АТВС), используемое для электролитической белой жести, более совместимо с некоторыми специфическими системами лакирования и окраски. В этом случае предпочтение было отдано ATBC за счет большей смазывающей способности BSO.
ХАРАКТЕРИСТИКИ ПРОДУКТА
Продукция жестяного завода производится с определенными стандартизированными характеристиками продукта, включая терминологию, состав, механические свойства, отделку поверхности, вес покрытия и т. п. Эти характеристики подробно описаны в Стандартных спецификациях ASTM.
п. Эти характеристики подробно описаны в Стандартных спецификациях ASTM.
КЛАССИФИКАЦИЯ ПРОДУКЦИИ ЖЕСТЯНОГО ЗАВОДА
Сталелитейная промышленность приняла стандартные названия продуктов, номенклатуру и последовательность заказов, опубликованные ASTM.
Черная пластина
Одинарная уменьшенная черная пластина (1 CR BP) – до 135 фунтов основного веса
Двойная уменьшенная черная пластина (2 CR BP) – до 100 фунтов основного веса
Электролитическое луженое покрытие Одинарное
Уменьшенная электролитическая жесть (1 CR ETP) — до 135 фунтов базовой массы
Двойная электролитическая жесть (2 CR ETP) — до 100 фунтов базовой массы
Одинарная электролитическая луженая жесть с уменьшенным электролитическим покрытием (1 CR TCS) — от 0,0150 дюйм номинальный
Электролитическое хромированное покрытие
Черная пластина с уменьшенным электролитическим хромированием (1 CR ECCS) – номинал до 0,020 дюйма
Черная пластина с электролитическим хромированием с двойным уменьшением (2 CR ECCS) – до 100 фунтов основного веса
Закалка
| Т-1 БА | 49 +/- 4 | 25 – 42 |
| Т-2 БА | 53 +/- 4 | 34 – 46 |
| Т-3 БА | 57 +/- 4 | 40 – 52 |
| Т-4 СА | 61 +/- 4 | 48 – 60 |
| Т-5 СА | 65 +/- 4 | 57 – 58 |
| ДР-8 ВА | 73 Среднее | 70 – 85 |
| ДР-9 СА | 76 Среднее | 85 – 100 |
*Указанные значения являются приблизительным диапазоном и не являются требованиями спецификации.
Отделка
| 5С | 30 – 60 | Стандартная пескоструйная обработка поверхности для черной жести и некоторых требований к белой жести и TFS. Для белой жести, когда олово не расплавлено, и когда покрытие 5C используется для черной жести и TFS, покрытие часто называют «матовым». Только на белой жести, когда олово расплавлено, покрытие иногда называют «серебристым» или «SBF», или «brite grit». |
| 7А | 5 или менее | Блестящая, гладкая поверхность, обычно встречающаяся только на черной пластине, предназначенной для гальванического покрытия. В настоящее время он недоступен в США |
| 7Б | 7 – 15 | Гладкая отделка, которая может содержать мелкие зернистые линии. Обычно используется только для белой жести, которая расплавляется после покрытия, и тогда ее часто называют «блестящей» отделкой, потому что поверхность очень гладкая и отражающая. Ограниченная доступность, производится только на нескольких заводах. Ограниченная доступность, производится только на нескольких заводах. |
| 7С | 12 – 22 | Гладкая поверхность с зернистыми линиями. Это наиболее распространенная отделка для изделий из жести, особенно белой жести и TFS, хотя с этой отделкой можно заказать черную пластину. При использовании для белой жести, которая расплавляется после покрытия, или для черной жести или TFS, отделка обычно называется «каменной» отделкой | .
Базовые грузы
| 53 | 0,0058 / 0,15 |
| 55 | 0,0061 / 0,155 |
| 57 | 0,0063 / 0,16 |
| 60 | 0,0066 / 0,17 |
| 63 | 0,0069 / 0,175 |
| 65 | 0,0072 / 0,18 |
| 68 | 0,0075 / 0,19 |
| 70 | 0,0077 / 0,195 |
| 73 | 0,0080/0,20 |
| 75 | 0,0083 / 0,21 |
| 78 | 0,0086 / 0,22 |
| 80 | 0,0088 / 0,22 |
| 83 | 0,0091 / 0,23 |
| 85 | 0,0094 / 0,24 |
| 90 | 0,0099 / 0,25 |
| 93 | 0,0102 / 0,26 |
| 95 | 0,0105 / 0,27 |
| 98 | 0,0108 / 0,275 |
| 100 | 0,0110 / 0,28 |
| 103 | 0,0113 / 0,29 |
| 105 | 0,0116 / 0,295 |
| 107 | 0,0118 / 0,30 |
| 112 | 0,0123 / 0,31 |
| 115 | 0,0127 / 0,32 |
| 118 | 0,0130 / 0,33 |
| 123 | 0,0135 / 0,34 |
| 128 | 0,0141 / 0,36 |
| 135 | 0,0149 / 0,38 |
Оловянные покрытия – стандартная масса покрытия
| (05) [0,55/0,55] | (0,025/0,025) [0,55/0,55] |
(10) [1. |