Жидкий припой для пайки – Припой «жидкое олово»
alexxlab | 14.09.2020 | 0 | Разное
Паяльная паста: разновидности и особенности применения
В качестве альтернативы припоя используется паяльная паста. Как совершенно другая структура, она имеет ряд преимуществ и недостатков, которые ограничивают ее применение или же делают его единственно возможным. В состав паяльной пасты входят несколько компонентов:
- флюсовая основа;
- припой, т. е. металлическая фракция;
- связующие вещества — основа, определяющая консистенцию;
- для неактивных флюсов (несмываемых) — активаторы.
Поскольку подобная продукция выпускается различным составом и, соответственно, назначением, нужно знать, как выбрать паяльную пасту. Действие заключается в подборе основных веществ припоя и особенностей использования флюса. Фактура материала и его консистенция имеют несколько преимуществ:
- точечное нанесение, возможность работы с очень мелкими элементами;
- использование паяльного фена средней мощности;
- применение в случаях, где нет технической возможности задействовать обычные припои.
Многие пасты выпускаются для промышленного производства, поскольку их консистенция позволяет легко дозировать материал. Применение этого вещества характеризуется простым нанесением, легким дозированием, а также быстрой скоростью проведения работ. Для домашнего использования этот вид также считается наиболее аккуратным, не оставляет лишней массы припоя, упрощает обучение новичкам.

Паяльная паста
Особенности состава и преимущества
Важно! При выборе склоняйтесь к покупке фирменных сертифицированных товаров, таких как паяльная паста R562 Kester. Производитель обеспечивает стабильную работу продукции, высокие технологические характеристики, надежное смачивание контактов, постоянство состава партий, соответствие заявленным параметрам, в том числе объема и веса.
Выбор паяльной пасты основан на ее химическом составе, определяющем основные технические характеристики шва (пластичность, прочность, t и т. д.). По системе классификации одним из условий разделения пасты является температурный режим, при котором «работает» смесь. Марки для пайки печатных плат, разъемов работают в диапазоне 180-300 °С, в то время как паста для высокотемпературной пайки превышает порог 450-500 °С и может достигает 1100 °С. В качестве основы ее состава может быть взято серебро, медь. Сюда же могут выборочно входить:
- медь;
- цинк;
- серебро;
- фосфор;
- германий;
- кремний.
Паста паяльная низкотемпературная изготавливается на основе олова, свинца, с дополнительным использованием сурьмы, которая снижает температуру плавления до 90 °С. Основные марки имеют состав: Sn63Pb37, Sn60Pb40, Sn62Pb36Ag2. В бессвинцовые продукты входит в качестве основного компонента медь, добавочного — серебро. Также составляющими пасты определяются следующие критерии:
- Необходимость смывки остаточного флюса. Применяемые вещества могут быть 3 степеней активности. Использование малоактивных флюсов (с содержанием галогенов до 5%) позволяет не применять смывку после окончания пайки при работе изделия в нормальных условиях.
- Растворимость. Пасты, имеющие в своей основе воду, могут разбавляется до различной консистенции, в зависимости от формы конструкции и желаемых результатов.
- Содержание галогенов. Диапазон их содержания варьируется в пределах 0-7%. Это активные элементы, которые при сложных условиях эксплуатации (а при высоком содержании — даже при нормальных) вызывают окисление поверхности, разрушая соединительный слой. Но благодаря своей неполной электронной формуле, они активны при взаимодействии с другими элементами.
Паяльная паста с оловом имеет самое большое количество модификаций как по химическим элементам, так и по используемым флюсам. Последние без применения галогенов или с их низким содержанием, а также при эксплуатации приборов в нормальных условиях могут использоваться как безотмывочная паяльная паста.
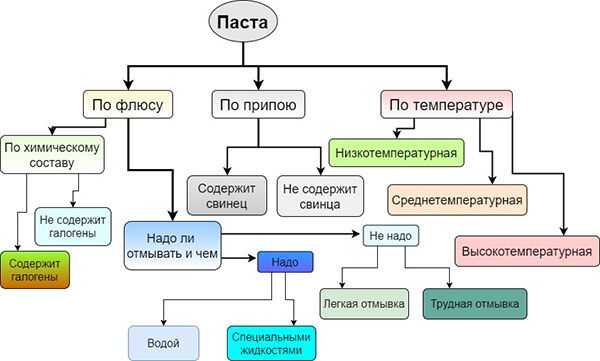
Классификация паяльной пасты
Низкокислотная паяльная паста тоже является эффективной. Отличается высокой адгезией припоя к металлу и хорошо смывается после пайки.
В качестве варианта можно найти продукцию, в состав которой не входит припой. Это паста паяльная ППВ 111. Применяется она для обработки поверхности и имеет 3 степень активности (высокую). Отлично работает с оловянно-свинцовыми и бессвинцовым припоями, смывается водой (t до 80 °С). Используется паяльная паста для поверхностного монтажа микросхем типа BGA, PGA, PLCC, QFP, CSP. Плавление происходит при t 40-45 °С, полная активность — при 120-300 °С. Также проводится лужение паяльной пастой, после чего нужна смывка.
Разновидности
Основой выбора являются свойства металла, для которого она используется.
- Хром-никель. Для таких сплавов подходят пасты, имеющие в составе: никель, хром и легирование бором, бериллием и кремнием. Относятся они к твердым сплавам и наилучшим образом сплавляются в защитной атмосфере (вакуум, аргон).
- Медь. Используются сплавы медно-серебряные, для снижения t плавления могут легироваться оловом и/или свинцом.
- Алюминий. Применимы припои олово-цинк.
- Серебро, золото (к ним относятся любые другие сплавы, покрытые этими элементами). Универсальная паста на основе серебра с добавлением меди и цинка.
Выбор материала зависит от соединяемого металла, например, паяльная паста для авто может использоваться 2 типов:
- для жестяного кузова применяется олово-свинец или же сплав олова и одного из металлов: меди, индия, серебра;
- для алюминиевого кузова — олово-цинк.
Применение паяльной пасты при пайке электронных плат
Рекомендации по применению
Важно! При покрытии пастой платы большой поверхности используется паяльный фен, который способствует равномерному нагреву, исключая коробление детали. При локальном соединении — паяльник
Чтобы выполнять качественную пайку пастами, нужно знать их принцип работы. В их состав, помимо основных металлов, входят: мелкодисперсный флюс, связывающая органика и при необходимости активаторы (как правило, в марках на водной основе и без использования галогенов). При нагревании связывающее вещество сгорает и испаряется. На поверхности остается действующий состав, и при дальнейшем нагреве происходит оплавление паяльной пасты и соединение поверхностей. В некоторых марках эти этапы совпадают и происходят одновременно:
- Для ускорения процесса просушки можно использовать нижний подогрев. Также спокойным потоком теплого воздуха обеспечивается растекание флюса. Процесс плавления происходит при температуре 40-45 °С, активация — 180-300 °С.
- После испарения флюса увеличивается температура подогрева фена. Тепловая обработка должна соответствовать заявленной в паспортных данных. Недогрев снижает прочностные свойства, перегрев может разрушить старую пайку на соединенных ранее деталях.
- Все особенности режима определяются визуально, для чего может понадобиться провести несколько пробных операций.
- По окончании проводится очистка (если таковая предусматривается технологией).
Заключение
Паста является эффективным заменителем обычных припоев при правильном подборе марки и флюса, входящего в ее основу. Наиболее применяемые — паста для пайки оловом с добавлением свинца или же бессвинцовая с добавлением серебра, меди, висмута или индия. Удобное нанесение, чистота платы, благодаря точечному нанесению, дозирование в точных количествах — все это позволяет экономно и рационально использовать этот материал. Единственный недостаток, которым обладают некоторые марки, — это небольшой срок годности — 3-6 месяцев, после чего консистенция может разделиться по фазам.
Видео: Паяльная паста или паста для пайки SMD (жидкий припой). Solder paste Lodestar. Aliexpress
svarkaipayka.ru
Как паять SMD компоненты с помощью паяльной пасты | hardware
Паять в домашних условиях SMD компоненты (чип-резисторы, SOIC, LQFP, QFN и проч.) с помощью паяльной пасты и нехитрого оборудования совсем не так сложно, как может показаться на первый взгляд.
Помню свои первые опыты паяния пастой. Купил пасту, намазал места пайки резистора и пытался прогреть паяльную пасту паяльником… Конечно, это было ошибкой, и ничего у меня из такой пайки не получилось. Впоследствии я выяснил, что нагревать место пайки с паяльной пастой нужно струей горячего воздуха или инфракрасным излучением, причем при этом желательно соблюдать определенную последовательность нагрева, т. е. температура во времени должна меняться по специальному (оптимальному с точки зрения пайки) закону. Графики изменения температуры во времени еще называют температурными профилями. Для точного нанесения паяльной пасты на места пайки (особенно это важно для пайки ножек чипов) применяют паяльные маски. В состав паяльной пасты входит флюс и взвесь из мелких частичек припоя. Пайка с помощью паяльной пасты основана а эффекте смачивания (смачиваются паяемые поверхности сначала флюсом, а затем расплавленным припоем) и поверхностного натяжения жидкости. Капли расплавленного припоя под действием силы поверхностного натяжения автоматически устанавливают паяемую деталь на посадочное место.
При пайке в домашних условиях можно не вдаваться во все технологические премудрости пайки с помощью термопасты, и максимально упростить процесс. Нужно просто заранее подготовить все необходимое для пайки, и соблюдать несложные правила.
[Оборудование для пайки и необходимые материалы]
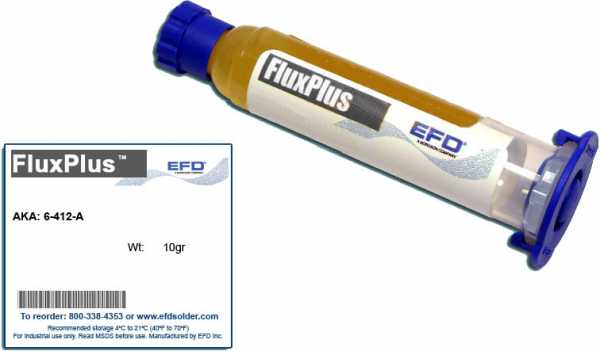
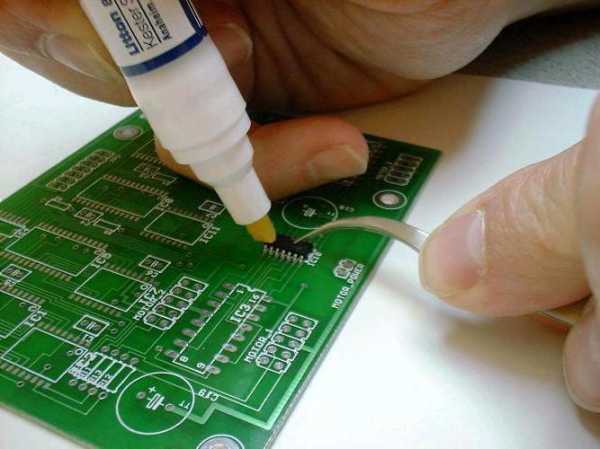
1. Оловянно-свинцовая паста EFD Solder Plus SN62NCLR-A, она на основе сплава Sn62Pb36Ag2 с добавлением флюса класса NO CLEAN. Ни в коем случае не советую применять бессвинцовую паяльную пасту – она для пайки в домашних условиях непригодна. Паста удобна для использования, если она находится в специальной тубе, см. фото. Оттуда её можно выдавливать любым толкателем (можно взять поршень от одноразового шприца). На конец тюбика можно надеть обычную медицинскую одноразовую иглу диаметром около 0.5 мм. Кончик иглы лучше сточить (затупить) под прямым углом. Если есть возможность, то лучше взять иглу от большого, 50-кубового шприца диаметром 0.9 мм, или купить в салонах “Профи” специальную иглу для дозатора пасты, эта игла обычно имеет диаметр 1.4 мм. В этом случае паста будет выдавливаться намного легче.

2. Флюс EFD Flux Plus 6-412-A no clean или аналогичный по качеству, неактивный. Для нанесения флюса можно взять иголку любого диаметра, лучше всего подойдет игла диаметром 0.5 или 0.9 мм.
3. Деревянные зубочистки – для точного нанесения паяльной пасты.

4. Монтажный фен с цифровым регулятором температуры и потока воздуха. Совсем неплох недорогой фен AOYUE 8032A++. Не покупайте фен без точной установки температуры, так как трудно на глаз установить температуру струи воздуха. Пригодятся также насадки для точного направления воздуха. Я часто пользуюсь насадкой с круглым соплом диаметром 12 мм.
 |
5. Паяльник с регулировкой температуры. Для пайки микросхем понадобится также тонкое жало “волна”. Я использую паяльник PX-601 со сменными жалами и регулятором температуры.
 |
 |
6
. Средство для очистки плат – ацетон, спирт или, что еще лучше, аэрозоль FLUX-OFF.
[Условия качественной пайки]
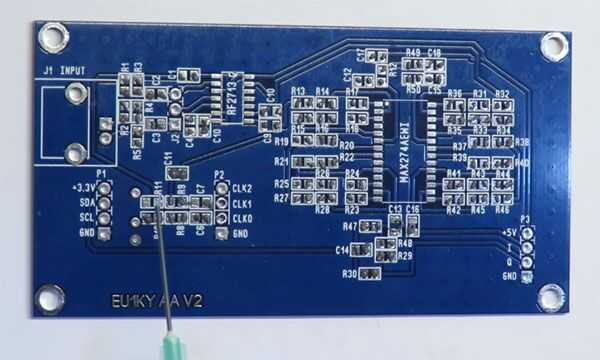
1. Паяемые поверхности должны быть хорошо облужены. Если у Вас новые детали и свежая печатная плата, которая пришла с завода, либо качественное золотое покрытие на печатной плате, то об этом можно не беспокоиться. Если же поверхность платы необлужена или окислена, то нужно её предварительно перед пайкой облудить легкоплавким припоем. Перед пайкой поверхность желательно очистить от окислов. Если плата не очень грязная, то для очистки можно использовать обычную канцелярскую резинку для стирания карандашных надписей. Если плата сильно загрязнена (фольга тусклая, имеет покрытую окислами поверхность), то лучше использовать для очистки мелкозернистую наждачную бумагу (нулевку).
2. Важна консистенция паяльной пасты, когда Вы её наносите на паяемые поверхности. Паста должна выдавливаться из иглы шприца без значительных усилий. Если это не так (паста загустела, или Вы почему-то решили взять для нанесения пасты тонкую иглу 0.5 мм), то слегка разбавьте пасту флюсом EFD Flux Plus 6-412-A no clean. Паста также не должна быть рыхлой, как мокрый песок, она должна иметь вид сметаны и хорошо смачивать поверхность, на которую Вы её наносите. Слишком жидкая паста тоже не нужна, так как там будет мало припоя для надежной пайки, и паста будет растекаться по поверхности платы. Если паста долго лежала без дела, то перед использованием тщательно перемешайте пасту. После использования пасты и шприца вставьте в канал иглы тонкую проволочку (кусок гитарной струны или отрезок вывода радиокомпонента). Это нужно для того, чтобы паста не засохла в канале иглы и не закупорила её.
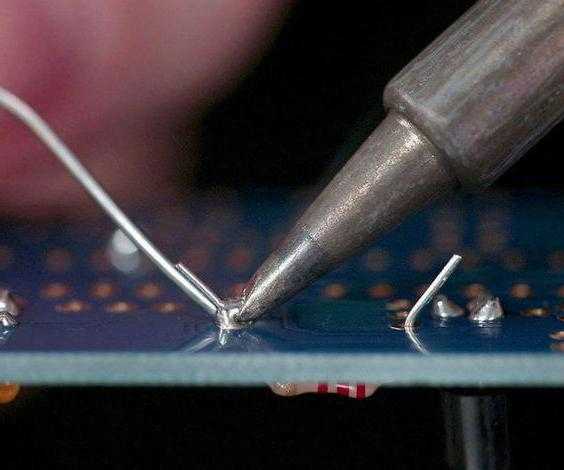
Важный момент – паста должна быть достаточно свежей. Просроченная паста приведет к тому, что при разогреве мелкие шарики в составе пасты не будут сливаться вместе. Ниже на фотографии приведен пример пайки просроченной пастой (R4) и нормальной пастой (R5).

Видно, что шарики у верхнего резистора R4 лежат возле него кучкой – они просто слиплись, но не сплавились. Пайка нижнего резистора R5 получилась качественной, все шарики припоя в пасте слились вместе.
3. Когда Вы паяете простые компоненты, типа резисторов и конденсаторов, то количество наносимой пасты не играет особого значения. В этом случае пасту можно наносить в нужное место, просто выдавливая её из иголки тубы.
4. При пайке микросхем нельзя класть слишком много пасты, так как образующиеся шарики припоя могут замкнуть выводы микросхем, после чего излишки припоя придется убирать паяльником с жалом “волна”. С микросхемами типа SOIC или TQFP это делается просто. Сложнее обстоит дело с корпусами типа QFN, так как у них имеется на брюшке корпуса металлическое теплоотводящее основание, и будет неприятно, если припой замкнет на него, особенно если в нескольких местах. Для того, чтобы этого не произошло, пасту надо наносить тонким слоем (можно даже между ножками), не больше чем нужно, и стараться не наносить её за пределы паяемой области (особенно нужно обратить внимание, чтобы излишки пасты не попали под корпус QFN). Для точного нанесения пасты используют деревянную зубочистку.
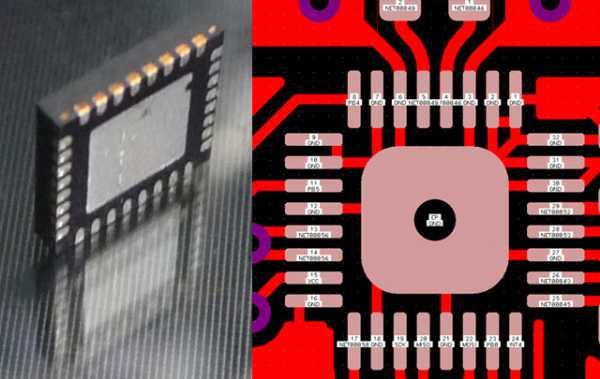
5. Перед пайкой микросхем необходимо, кроме покрытия дорожек на плате, еще и смазать паяльной пастой ножки микросхем. Особенно внимательно надо смазывать ножки микросхем QFN – паста должна надежно смочить выводы, и покрыть их тонким слоем. Ни в коем случае нельзя допускать попадания излишков пасты под основание корпуса QFN!
Корпус QFN для пайки требует специальной разводки печатной платы. Под корпусом у микросхемы QFN должна быть специальная площадка из фольги, и нужно, чтобы в центре было специальное отверстие диаметром около 1 мм для удаления излишков припоя. Кроме того, под корпусом микросхемы QFN не должно быть никаких посторонних переходных отверстий и токопроводящих дорожек.
7. Если паяемая плата имеет большие размеры, то при пайке платы желателен её нижний подогрев до температуры около 150 oC – чтобы избежать возможного коробления платы. Для этого имеются специальные паяльные ванны и стенды для монтажного подогрева.
8. Излишки олова, если они замкнули ножки микросхем, можно удалить жалом паяльника типа “волна”, или распушенными жилами провода МГТФ, если их приложить в нужное место и нагреть паяльником. При удалении излишков олова смачивайте поверхности пайки флюсом EFD Flux Plus 6-412-A no clean.
[Последовательность действий при пайке]
1. Поверхность платы очищается, обезжиривается и высушивается. Для ускорения сушки можно воспользоваться феном (температура струи воздуха 110..130
2. Печатная плата надежно фиксируется в горизонтальном положении.
3. Паяльная паста наносится на печатную плату в места будущей пайки. Можно наносить пасту и между ножками микросхемы, важно только при этом не допускать излишков пасты, и добиться чтобы вся паяемая поверхность была смочена пастой.
4. На плату устанавливаются мелкие детали (чип резисторы и конденсаторы).
5. Паяльной пастой смазываются ножки SMD микросхем и разъемов.
6. На плату устанавливаются SMD микросхемы и разъемы. Постарайтесь добиться точного совмещения ножек микросхем и контактных площадок на печатной плате. Если Вы нанесли слишком много паяльной пасты, то её излишки будут мешать визуальному контролю точности установки микросхем.
7. Включается (если он есть) нижний подогрев платы. Через пару минут фен устанавливается на температуру 150 oC и несильной струей воздуха осторожно (чтобы не сдуть детали) прогревается паяемая верхняя сторона платы вместе с установленными деталями. Прогрев продолжается до тех пор, пока флюс из паяльной пасты не испарится. Если плата большая, то она должна быть установлена на инфракрасную печку настроенной температурой 150 oC.
8. Фен устанавливается на температуру около 250 oC (температура оплавления оловянно-свинцовой паяльной пасты около 200 oC), и поверхность платы снова прогревается, при этом частицы припоя в пасте должны оплавиться и сформировать аккуратную пайку. Процесс хорошо отслеживается визуально. Особенно внимательным надо быть при пайке микросхем QFN, и прогревать все стороны микросхемы одновременно и очень равномерно. Иначе припой с одной стороны расплавится быстрее, чем с другой, и микросхема может перекоситься и сместиться в сторону, “уплыть”.
9. В течении нескольких минут дают плате остыть, затем отмывают средством FLUX-OFF или спиртом.
На YouTube можно найти много видеороликов, иллюстрирующих процесс пайки.
[Ссылки]
1. Материалы для пайки и ремонта печатных плат site:ostec-materials.ru.
2. Безотмывочная паяльная паста EFD SolderPlus SN62NCLR-A site:clever.ru.
3. Как паять SMD-чипы с шагом ножек 0.5 мм.
microsin.net
Припой с канифолью: несколько секретов пайки
Каждый радиолюбитель или мастер, занимающийся ремонтом самостоятельно, рано или поздно вынужден будет взять в руки паяльник и попробовать. Качество выполненных работ и даже работоспособность изделия будут напрямую зависеть от множества факторов, знать о которых обязательно нужно, прежде чем начинать работу.
Правильная работа с паяльником
Несмотря на кажущуюся простоту работы паяльником, очень желательно иметь начальные навыки качественной работы и уметь правильно использовать припой с канифолью.

Паяние производится с помощью разнообразных припоев. Так называемый припой в катушке с канифолью, пожалуй, самый популярный. При выполнении работ, связанных с пайкой, применяют припой. Количество содержащегося в нем олова и свинца – 60 и 40 % соответственно. Этот сплав плавится при 180 гр.
Что необходимо для работы с паяльником:
- сам паяльник;
- припой;
- канифоль.
Нагретый припой создает достаточное внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнить следующие условия:
- Поверхности деталей должны быть зачищены от окислов.
- Деталь в месте пайки прогревают сильнее температуры плавления самого припоя.
- Во время работы место пайки требуется защитить от воздействия кислорода, для этого применяются различные флюсы. Они создают защитную пленку непосредственно над местом пайки.

Книгу о том, как паять, можно прочитать и понять, но навыки пайки можно получить только на практике.
Хитрости и секреты работы с паяльником
После того, как припой начал плавиться, им уже можно паять. Для этого нужно покрыть жало паяльника нетолстым слоем припоя, а затем хорошенько вытереть его о влажную губку. Так удаляют оставшийся от работы припой с канифолью. Не будет лишним взять в привычку протирать жало о мокрую губку каждый раз после пайки.
Перед тем как начать паять радиодеталь, ее нужно подготовить. Следует согнуть ее выводы таким образом, чтобы деталь свободно входила в предназначенные для нее отверстия.

Новички без опыта работы часто касаются места пайки кончиком жала паяльника. А нужно держать паяльник так, чтобы между ним и местом пайки площадь контакта была как можно больше, иначе то место, в котором нужно произвести пайку, нагревается недостаточно для скрепления деталей.
Как вычистить жало паяльника
При паянии часто на паяльнике появляется нагар. Его можно убрать простой водой. Если провести паяльником по влажной ткани, то окалина останется на ней, а жало станет снова чистым. Периодически нужно это проделывать во время работы с паяльником. Если ткань не помогает, можно использовать жесткую губку.
Классы паяльных жал
- Жала съемные с покрытием из никеля.
- Жала медные.
Паяльные жала первого класса обычно используют в сложных паяльниках, в которых есть возможность регулировать температуру.
Жала второго – самые распространенные.
- Жало в форме иглы – им паяют очень маленькие радиодетали, такие как SMD. При осуществлении ремонта телефонов такое жало незаменимо. Оно применяется на платах с высокой плотностью монтируемых деталей.
- Жало-лопаточка – применяется для осуществления выпаивания и в случаях монтажа крупных радиодеталей. Им работают с многовыводными микросхемами.
- Жало в форме капли – им удобно переносить припой с канифолью к месту паяния, что приводит к повышению качества работы.
- Жало с изогнутой формой – чаще всего им отпаивают радиодетали, находящиеся в медной оболочке, чтобы на плате не оставался лишний припой. Оно может применяться и для обычной пайки. Паяльник нагревается до температуры 290-300 С.
Работая с паяльником, необходимо всегда содержать его в идеальной чистоте. Новые паяльные жала обычно обрабатывают с помощью молотка, чтобы на его поверхности образовались мелкие зазубрины. Впоследствии их аккуратно подравнивают напильником, чтобы придать жалу наиболее правильную форму.

Затем жало следует залудить, используя припой с канифолью. То есть покрыть тонким слоем припоя, обмакнув его в канифоль.
Как охладить место пайки
Пинцет из металла, которым придерживают радиодеталь, в процессе пайки работает еще и как теплоотвод. Можно для этой цели использовать и специальный зажим “крокодил”.
Секреты пайки паяльником
Для получения хорошего результата при пайке обязательно нужно правильно применять припой с канифолью и флюсом. Это легкоплавкий сплав особого металла, которым спаивают выводы деталей и провода.
- Лучший припой – это олово в чистом виде. Но такой металл стоит слишком дорого, чтобы использовать его при паянии. Поэтому при работе с радиодеталями применяют так называемые свинцово-оловянные припои.
- Свинец с оловом. По прочности пайки эти припои не хуже чистого олова. Плавятся они при температуре 170-190 градусов. Принято обозначать такие припои аббревиатурой “ПОС” – припой оловянно-свинцовый. Стоящая после этих букв в обозначении цифра значит долю олова, выраженную в процентах. Лучше пользоваться припоем “ПОС-6О”.
- Флюсы – это вещества, которые обладают противоокислительными свойствами. Их применяют для предотвращения окисления места пайки. Если не применять флюс, то припой просто не прилипнет к поверхности металла.
Виды флюсов
При работе с радиодеталями применяют флюсы, в которых не содержится кислота. Например, канифоль. В магазинах продается и смычковая канифоль для смазки музыкальных инструментов. Ее вполне можно использовать и для пайки. А вот металлическую посуду паяют, используя припой без канифоли. Для ее ремонта потребуется “паяльная кислота”. Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, поскольку со временем он разрушит пайку.
Если требуется произвести пайку в труднодоступных местах, то нужно иметь жидкий флюс. Его можно изготовить самостоятельно. Канифоль измельчается в порошок, всыпается в ацетон или этиловых спирт. Перемешав раствор, нужно подсыпать еще канифоль до получения густой кашицеобразной массы. На места пайки такую жидкую канифоль следует наносить кисточкой или палочкой. При этом есть нюанс – для работы с печатными платами флюс должен быть более жидким. Для труднодоступных мест можно также применять припой проволочный с канифолью, что намного удобней.
При работе с различными флюсами необходимо учитывать, что те, которые имеют в своем составе ацетон, – очень токсичны. Поэтому, работая с ними, необходимо избегать попадания паров в дыхательные пути. Паять лучше около окна, если лето, а зимой почаще проветривать помещение, в котором проводится работа. По окончании работы обязательно нужно вымыть руки с мылом в теплой воде.
Как паять припоем с канифолью
Немаловажным условием удачной пайки является и соблюдение чистоты поверхностей, которые требуется спаять. Обязательно следует места пайки зачистить до блеска. Затем детали нужно положить на кусочек канифоли и прогреть. Расплавленная канифоль поможет припою равномерно растечься по проводнику или детали, которую требуется припаять. Можно аккуратно поворачивать деталь, водя при этом по ней жалом паяльника, чтобы припой растекся ровным слоем по поверхности.
Если нужно залудить проводник, который впаян в плату, то после зачистки места пайки шлифовальной бумагой или ножом нужно поднести кусочек канифоли, после чего плавно распределить припой как можно равномерней, проводя паяльником.
На качество пайки влияет и то, насколько правильно соединены при пайке провода или контакты деталей. Их следует плотно прижать между собой и после этого поднести паяльник к подготовленным проводникам, касаясь его. После того, как разогретый припой растечется по поверхности, залив даже небольшие промежутки между ними, паяльник следует убрать.
Время непрерывной пайки должна быть не более пяти секунд. После этого промежутка времени припой затвердеет и детали окажутся прочно скреплены. Однако, чтобы пайка не разрушилась, детали нельзя сдвигать в течение 10-15 секунд после окончания пайки. Иначе соединение будет непрочным.
Если работа производится с транзисторами, то их выводы необходимо беречь, чтобы не перегреть. Лучше держать их либо плоскогубцами, либо пинцетом, выполняя этим отвод тепла.
При выполнении пайки радиодеталей ни в коем случае не стоит скручивать концы деталей. Если требуется перепаивать детали или заменять проводники, то необходимо заранее подумать об этом, до начала монтажа. Концы деталей правильнее всего паять на небольшом расстоянии друг от друга, а не в одном месте.
fb.ru
Как пользоваться паяльной кислотой:как правильно паять и залудить
Среди всех флюсов паяльная кислота выделяется в особую категорию, так как эта разновидность обладает рядом отличительных свойств, которые выделяют его среди остальных. В первую очередь, данная разновидность распространяется только в жидком состоянии. Даже концентрированные марки кислоты являются жидкими, а при необходимости, их всегда можно разбавить, чтобы снизить интенсивность их свойств. Сразу возникает вопрос, как пользоваться паяльной кислотой?

Виды паяльной кислоты
Естественно, что особенные свойства создают специальные условия, как пользоваться паяльной кислотой. Дело в том, что это один из немногих флюсов, которые вреден для непосредственного контакта с кожей человека. Даже если он применяется в качестве сильного разбавленного раствора, то ни в коем случае не допускается попадание на слизистые оболочки, а также открытые мелкие раны на коже. При высокой концентрации вещество может разъедать кожу и мышечные ткани. Таким образом, правила как использовать паяльную кислоту поможет не только сделать соединения более качественными и надежными, но сохранит человеку здоровье.
Основным назначение данного вещества является использование в качестве флюса во время пайки. Благодаря своей высокой агрессивности, при попадании на поверхность основного металла или припоя, кислота выедает все жировые пленки, которые образовались на ней, окислы металла, а также прочие загрязнения. Это помогает получить достаточно чистую поверхность, которая максимально приблизит условия спаивания в данной области к идеальным.

Использование кислоты паяльной во время пайки
Это не все свойства, для чего нужна паяльная кислота. Еще одной способностью материала является то, что он остается после нанесения. Когда вы нанесете флюс на металл, то он останется там еще долгое время, что предотвратит повторное образование окислов и налетов. Также во время нанесения припоя флюс обеспечит лучшую растекаемость и схватываемость материала. Он не сдерживает вязкие компоненты, позволяя им свободно растекаться по всей поверхности. Благодаря этому образуется качественное и надежное соединение. Данная продукция производится согласно ГОСТ 23178-78.
Рекомендации по использованию паяльной кислоты
Чтобы разобраться, как правильно паять паяльной кислотой, следует ознакомиться с основными правилами. В первую очередь это касается безопасности. Здесь нужно быть максимально аккуратным, чтобы ничего не попало на руки и другие части тела. В лучшем случае, работать нужно в перчатках и защитной одежде с длинными рукавами. В домашних условиях эти правила выполняются не всегда, так что в основном нужно делать упор на аккуратность.
Вторым вредным фактором являются испарения от кислоты. Перед тем как паять паяльной кислотой, следует обеспечить хорошее проветривание для помещения. Это может быть естественная или принудительная вентиляция. В качестве дополнительной защиты стоит использовать респиратор или аналогичное средство. Здесь проблема состоит не только в том, что человек вдыхает пары, но и в том, что они имеют очень специфический резкий неприятный запах. В домашних условиях данная процедура может быть сложной для проведения.
Если вы размышляете, чем паять микросхемы, то паяльная кислота здесь явно не подходит. Все дело в агрессивности среды. В микросхемах используются относительно тонкие и мелкие металлические детали. При контакте с концентрированной паяльной кислотой мелкие контакты могут испортиться. Она просто выжжет их, так как тонкий металл легко разъедается. Ко всему прочему, паяльная кислота проводит ток. Если после спаивания не осушить плату достаточно хорошо, то ее может попросту замкнуть. Это же касается и остатков солей, которые могут образоваться на ней после использования данного флюса. Здесь не стоит рисковать даже с применением раствора.
Очередной рекомендацией будет обязательная очистка спаиваемой поверхности после работы. Кислота оставляет соли после своего применения. При эксплуатации изделия их наличие недопустимо, поэтому нужна обязательная механическая очистка.
Существует несколько разновидностей данного материала. В основном все касается пропорций, в которых производится кислота. Чаще всего она разбавленная, но для особо сложных случаев применяют и концентрированную. Если вам требуется использовать ее для стандартных процедур паяния и вы не знаете в какой пропорции лучше всего использовать флюс такого типа, то тогда стоит использовать стандартный вариант, которым является 10% раствор. Это самая популярная разновидность, с которой сталкиваются многие любители и профессионалы.
Технология пайки
Использование данного флюса мало чем отличается от остальных в плане непосредственного применения. Его отдельно нужно подготовить для того, чтобы удобно было использовать, к примеру, в какой-либо изолированной емкости. Перед тем как паять детали, их нужно залудить.

Процесс лужения металла
Способ, как залудить паяльник паяльной кислотой, практически не отличается от работы с канифолью. Здесь достаточно мокнуть жало в саму жидкость.
«Важно!
Для лужения поверхности заготовки нужно использоваться смоченный в кислоте припой, который должен растечься тонким слоем по поверхности металла.»
После того как все будет залужено, можно капнуть несколько капель кислоты на место спаивания, чтобы она покрыла всю поверхность, где будет идти соединение.

Нанесение паяльной кислоты на место пайки
После этого можно приступать к непосредственной пайке, где расплавленный припой наносится на поверхность соединения двух деталей.

Процесс пайки с использование кислоты
Обязательной процедурой является очистка от солей. Здесь образуется видимый налет, который нужно убрать механическим путем.
Вывод
Несмотря на явные недостатки, которые касаются безопасности применения, паяльная кислота была и остается одним из самых популярных флюсов для сложных случаев пайки. В частной сфере, из-за специфичного запаха и большой агрессивности, она используется не так часто, но профессионалы нередко применяют именно ее. Правильное использование обеспечит вам безопасные условия работы и высокий результат качества.
svarkaipayka.ru