Зубчатая муфта чертеж: Зубчатая муфта: ГОСТ, чертеж, устройство
alexxlab | 12.01.2023 | 0 | Разное
Зубчатая муфта: ГОСТ, чертеж, устройство
В продаже встречается просто огромное количество вариантов исполнения различных муфт, все они характеризуются своими определенными достоинствами и недостатками. Специфическим предложением можно назвать зубчатую муфту. Был разработан целый набор технической документации, который должен учитываться.
Содержание
Область применения
Определенные эксплуатационные характеристики во многом влияют на область применения устройства. Зубчатая муфта получила широкое распространение в машиностроительной области. Среди особенностей применения отметим следующее:
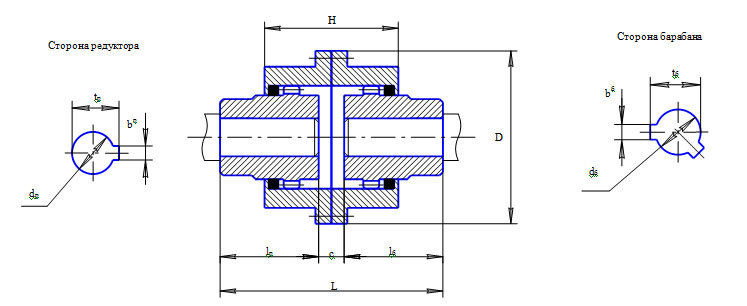
- Устанавливается для связи горизонтальных валов, расположенных на одной оси.
- Основное предназначение заключается в передаче крутящего момента, который варьирует в пределе от 1000 до 6300 Нм.
- Смещение может быть угловым или радиальным, а также осевым.
- Рекомендуемая рабочая температура составляет не более 120 градусов Цельсия. При этом в продаже встречаются различные климатические варианты исполнения, что также нужно учитывать.

- При производстве учитываются установленные стандарты в ГОСТ.

В машиностроительной отрасли требуются различные варианты исполнения зубчатой муфты, рассматриваемый характеризуется определенными эксплуатационными свойствами. Зубчатая муфта производится с учетом установленных стандартов в технической документации.
Основные параметры и размеры
Расчет зубчатой муфты выполняется в соответствии с тем, каких результатов нужно достигнуть в случае создания механизма. Встречаются следующие варианты этой детали:
- С промежуточным элементом.
- С разъемной обоймой.
- Не разъемной обоймой.
Рассматривая зубчатая муфта чертеж уделяется внимание также тому, каких видов изготавливается втулка. Наибольшее распространение получили следующие варианты исполнения:
- С отверстием цилиндрического типа при коротком конце вала.
- С отверстием конической формы для короткого вала.
Некоторые производители также изготавливают рассматриваемую деталь под заказ для других форму валов. Именно поэтому не возникает трудностей с подбором наиболее подходящего варианта исполнения. Размеры ГОСТ стандартизированы, что существенно упрощает поставленную задачу по выбору наиболее подходящей зубчатой муфты.
Именно поэтому не возникает трудностей с подбором наиболее подходящего варианта исполнения. Размеры ГОСТ стандартизированы, что существенно упрощает поставленную задачу по выбору наиболее подходящей зубчатой муфты.
Основными параметрами, которые указываются в технической документации, считаются следующие:
- Номинальный крутящий момент. Эта характеристика считается наиболее важной, она указывается для всех вариантов исполнения, так как она определяет возможность эксплуатации зубчатой муфты в тех или иных условиях. Расчет показателя проводится исключительно с учетом постоянной эксплуатации под высокой нагрузкой.
- Диаметральные размеры также являются определяющими. Они могут варьировать в достаточно большом диапазоне, что позволяет подобрать наиболее подходящий вариант исполнения. При изготовлении учитывается то, насколько размеры могут отклоняться от установленных значений, после закалки ТВЧ он составляет 0,03 мм.
- Линейные размеры учитываются при проведении самых различных расчетов. Они указываются в нормативной документации.
- Частота вращения вала считается определяющей характеристикой. Все механизмы и устройства создаются с учетом допустимой частоты вращения.
- При расчетах учитывается динамический момент.
- Указывается масса всех зубчатых муфт. Она может зависеть от размеров, а также типа применяемого материала при изготовлении.
 Они указываются в нормативной документации.
Они указываются в нормативной документации.Все приведенные выше параметры можно встретить в специальных таблицах, что существенно упрощает задачу по выбору наиболее подходящей зубчатой муфты.
Технические требования
Рассматриваемые зубчатые муфты с полиамидными гильзами или другие варианты исполнения должны изготавливаться исключительно с установленными требованиями настоящего стандарта.
Среди особенностей технических требований отметим следующее:
- В продаже встречаются изделия различных климатических исполнения, что определяется ГОСТ 15150.
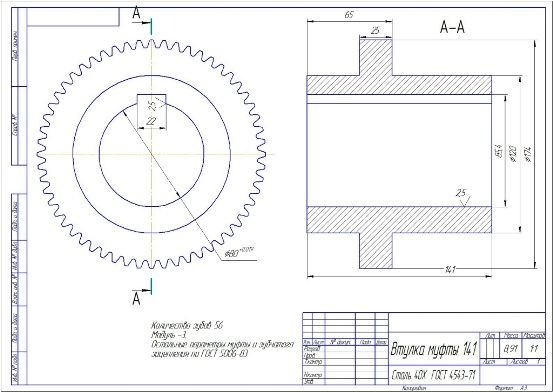
- Обойма и зубья втулки изготавливаются с учетом эвольвенты с углом профиля, который получается по делительной окружности. В зависимости от предназначения детали, производство может проводится с учетом различных степеней точности. При этом выделяют закономерность, при которой увеличение скорости вращения становится причиной повышения точности проводимой обработки.
- После сбора зубчатой муфты втулка может несущественно смещаться. Устанавливается максимальной отклонение, которое составляет 1 градус. Показатель углового смещения должен быть минимальным, так как в противном случае деталь не прослужит в течение длительного периода.
- Втулка и обоймы должны изготавливается при применении технологии ковки или литья. За счет этого достигается довольно высокая точность размеров. При создании заготовок могут применяться самые различные материалы, чаще всего сталь 40 или 59, а также некоторые легированные составы. Некоторые производители могут применять различные сплавы при согласовании этого момента с заказчиком:
- Уделяется внимание и твердости поверхности зубьев. Показатель должен варьировать в диапазоне от 42 до 51 HRC. В случае, когда окружная скорость не превышает значения 1 м/с есть возможность применять материал с твердостью поверхностного слоя в диапазоне от 248 до 302 HB.
- При производстве уделяется внимание и значению параметра шероховатости. Стандарты указываются ГОСТ 2789.
- Непосредственная фиксация фланцев проводится при применении болтов. При этом уделяется внимание тому, что класс прочности должен быть не менее 5,6.
- Некоторые климатические варианты исполнения покрываются специальным хромированным составом, за счет которого существенно повышается степень защиты поверхности от воздействия окружающей среды.
- У рассматриваемого изделия также есть резиновый элемент, который изготавливается в соответствии с климатическим исполнением Т или ОМ.
- При изготовлении заготовок может применяться поковка или штамповка, изготавливаемые в соответствии с установленными стандартами.
- Если изготовление проводится методом резания, то скругления должны быть не более 1 мм. При этом проводится притупление всех острых кромок, что позволяет избежать довольно большого количества проблем.
- Для герметизации могут применяться самые различные уплотнительные элементы, которые разрешены в соответствии с установленными стандартами.
- Парные обоймы должны иметь контрольные метки, за счет которых упрощаются монтажные работы.
- Эксплуатация некоторых вариантов исполнения возможна только в случае добавления специального смазывающего вещества. Для этого в конструкции есть специальные отверстия для залива и слива смазывающего вещества.
 В зависимости от предназначения детали, производство может проводится с учетом различных степеней точности. При этом выделяют закономерность, при которой увеличение скорости вращения становится причиной повышения точности проводимой обработки.
В зависимости от предназначения детали, производство может проводится с учетом различных степеней точности. При этом выделяют закономерность, при которой увеличение скорости вращения становится причиной повышения точности проводимой обработки. В случае, когда окружная скорость не превышает значения 1 м/с есть возможность применять материал с твердостью поверхностного слоя в диапазоне от 248 до 302 HB.
В случае, когда окружная скорость не превышает значения 1 м/с есть возможность применять материал с твердостью поверхностного слоя в диапазоне от 248 до 302 HB.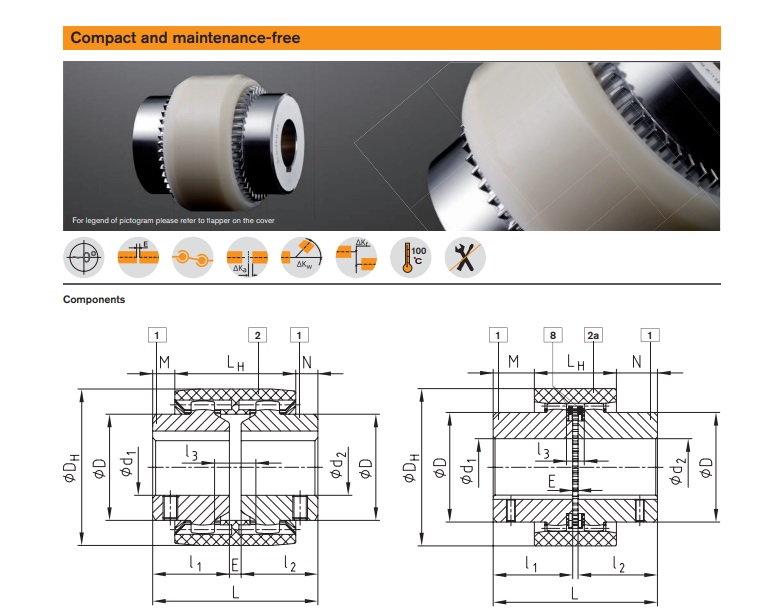 При этом проводится притупление всех острых кромок, что позволяет избежать довольно большого количества проблем.
При этом проводится притупление всех острых кромок, что позволяет избежать довольно большого количества проблем.ГОСТ 5006-83 муфты зубчатые технические условия определяют то, при каких дефектах изделие считается непригодным для использования. Наиболее важным критерием можно назвать степень износа зубьев или самой обоймы. Кроме этого, отказ может проводится в нижеприведенных случаях:
- Поломка одного зума обоймы или втулки.
- Появление трещин или разрушение основных элементов.
- Поломка любой части крепежного элемента.
- Разрушение хотя бы одного уплотнительного элемента.
Скачать ГОСТ 5006-83
Скачать ГОСТ 15150-69
Скачать ГОСТ 2789-73
При заказе производитель может изменять основные свойства изделия в соответствии с установленными нормами производства.
Требования безопасности и охраны окружающей среды
Муфта зубчатая, как и другие варианты исполнения, должна эксплуатироваться исключительно с учетом определенных правил безопасности. Они следующие:
- Трещины на поверхности втулки или обоймы считаются недопустимым дефектом. Кроме этого, не должны разрушаться крепежные изделия.
- Если частота вращения более 50% указанного в таблице стандарта, то должны устанавливаться варианты исполнения версии с индексом С. Этот момент считается обязательным.
- Рассматриваемый элемент механизма защищается при помощи кожуха. При этом исключается вероятность контакта с человеком.
- Непосредственное обслуживание проводится только при снятой нагрузке и отключении привода.

Кроме этого, не допускается вытеснения смазывающего вещества на момент эксплуатации. Это связано с тем, что при работе без смазки поверхность быстро изнашивается.
Комплектность
К рассматриваемому изделию должен прилагаться паспорт с наименованием товара, а также другая информация. Комплект следующий:
- Втулка.
- Обойма.
- Уплотнительный элемент.
- Пробка.
- Фланцевая полумуфта.
- Болты и другие крепежи.
Комплект может отличаться в зависимости от условий эксплуатации и других моментов.
Правила приемки
Только при правильном приеме изделия можно исключить вероятность того, что изделие поступит в продажу со существенными дефектами. Особенностями приема назовем следующее:
- Проводятся приемо-сдаточные испытания.
- Выполняется периодическая типовая проверка, которая позволяет выявить дефекты партии.
- Сертификационные испытания проводятся для проверки всех параметров на предмет их соответствия установленным стандартам.

Все приведенная выше правила должны учитываться производителем во избежание выпуска продукта с существенными дефектами.
Методы контроля и испытаний
Основные параметры, к примеру, размеры шероховатость проверяются с применением специальных средств измерения. Погрешность учитывается в соответствии с ГОСТ 8.051. Распространенными измерительными инструментами назовем:
- Тахометр.
- Весы для взвешивания массы.
- Контроль показателя твердости.
- Контроль качества покрытия.
- Визуальный осмотр для определения основных свойств.
Проводится проверка контрольных изделий в партии для выявления брака. Многоуровневый подход к процедуре контроля позволяет добиться лучших результатов.
Транспортирование и хранение
К процедуре транспортировки и хранения предъявляется достаточно большое количество различных требований, которые должны учитываться. Они выглядят следующим образом:
Они выглядят следующим образом:
- Транспортировка проводится в разобранном виде, что позволяет избежать существенных деформаций.
- Для хранения изготавливают упаковки со специальными свойствами.
- Упаковка может пропитываться специальным составом, который существенно повышает степень ее защиты от воздействия окружающей среды.
- При транспортировке в контейнерах с щитами допускается укладка зубных муфт без упаковки.
Не стоит забывать о том, что к каждому изделию должна прилагаться техническая документация, в которой указываются основные параметры.
Указания по эксплуатации
Производители также указывают определенные рекомендации по непосредственной эксплуатации. Практика эксплуатации характеризуется следующими особенностями:
- Монтаж должен проводится исключительно при условии, что деталь не попадут элементы загрязнения.
- Точность расположения крепежных болтов учитывается с требованиями установленных стандартов.
- Не стоит забывать о том, что при монтаже должны обеспечиваться условия для залива масла.
- На момент монтажа зубчатой муфты с фалом проводится смазывание поверхности солидолом, за счет чего упрощается поставленная задача.
- Смазка заливается в объеме, который указан в техническом паспорте. Слишком много или мала вещества становится причиной снижения эксплуатационного срока.
Специфическая конструкция рассматриваемого изделия определяет наличие большого количества различных требований, которые должны учитываться. Допущенные ошибки в большинстве случаев становятся причиной повышенного износа и снижения эксплуатационного срока.
01.023 Муфта зубчатая
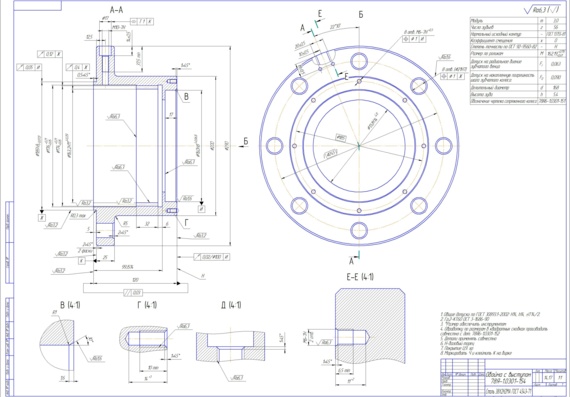
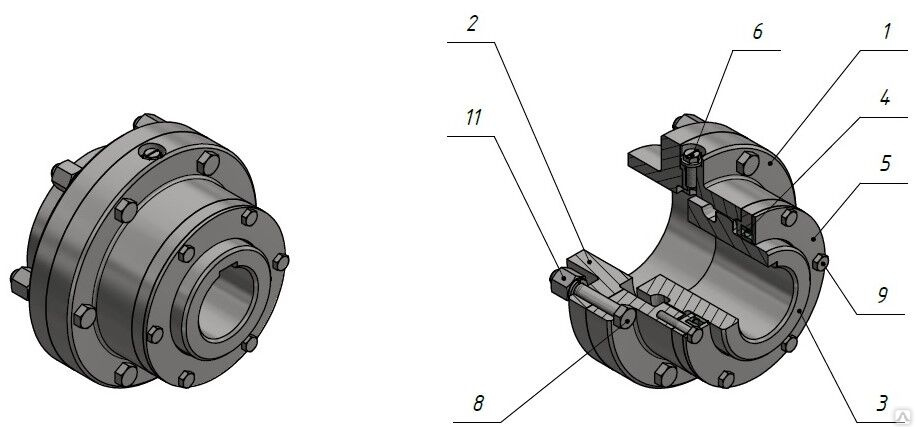
Муфта служит для соединения двух валов. На конце одного вала сидит на шпонке диск 10 с обоймой 8. Крутящий момент с диска на обойму передается планкой 7, соединяющей эти детали. Планка 7 имеет разное сечение и служит предохранителем при перегрузке.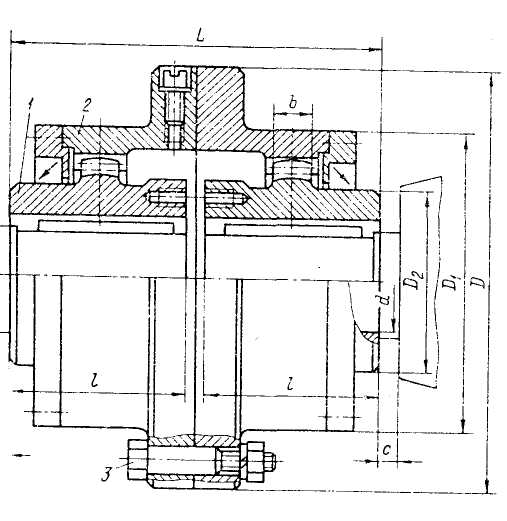
Обойма 8 соединена болтами 15 с зубчатой обоймой 1, которая находится в зацеплении с зубчатой втулкой 2. Втулка 2 сидит на шпонке на конце другого вала. Зубчатые обойма и втулка работают в масляной ванне. Манжета 20 и прокладка 5 препятствуют вытеканию масла из ванны. От осевого смещения манжета 20 и диск 10 предохраняются соответственно крышками 3 и 4. Проволока 21 предохраняет болты 13 и 14 от отвинчивания во время работы.
Масло заливается и спускается через отверстие, закрываемое винтом 16. Детали 2 и 10 имеют с торцов по два отверстия М16 для удобства монтажа.
Сортировка: По умолчаниюНазвание (А – Я)Название (Я – А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А – Я)Модель (Я – А)
Показать: 15255075100
01.023 – Муфта зубчатая
Модель сборки. Спецификация. Модели деталей. Чертежи. Версия программы Компас 16.Файл сборки:01.023 ..
$26. 00
00
01.023 – Муфта зубчатая – чертеж
В архиве находится файл чертежа. Версия программы Компас 16.01.023 – Муфта зубчатая – чертеж.cdw..
$6.50
01.023 – Муфта зубчатая спецификация
В архиве находится файл спецификации. Версия программы Компас 16.01.023 – Муфта зубчатая спецификаци..
$1.00
01.023.001 – Обойма зубчатая
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:01.023.001 – Обойма зубчатая.cdwФайл..
$2.00
01.023.001 – Обойма зубчатая – чертеж
В архиве находится файл чертежа. Версия программы Компас 16.01.023.001 – Обойма зубчатая – чертеж.cd..
$1.00
01.023.002 – Втулка зубчатая
Чертеж и модель детали. Версия программы Компас 16. Файл чертежа:01.023.002 – Втулка зубчатая.cdwФайл..
Файл чертежа:01.023.002 – Втулка зубчатая.cdwФайл..
$2.00
01.023.002 – Втулка зубчатая – чертеж
В архиве находится файл чертежа. Версия программы Компас 16.01.023.002 – Втулка зубчатая – чертеж.cd..
$1.00
01.023.003 – Крышка
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:01.023.003 – Крышка.cdwФайл модели:0..
$2.00
01.023.003 – Крышка – чертеж
В архиве находится файл чертежа. Версия программы Компас 16.01.023.003 – Крышка – чертеж.cdw..
$1.00
01.023.004 – Крышка
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:01.023.004 – Крышка.cdwФайл модели:0..
$2.00
01.023.004 – Крышка – чертеж
В архиве находится файл чертежа. Версия программы Компас 16.01.023.004 – Крышка – чертеж.cdw..
Версия программы Компас 16.01.023.004 – Крышка – чертеж.cdw..
$1.00
01.023.005 – Прокладка
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:01.023.005 – Прокладка.cdwФайл модел..
$2.00
01.023.005 – Прокладка – чертеж
В архиве находится файл чертежа. Версия программы Компас 16.01.023.005 – Прокладка – чертеж.cdw..
$1.00
01.023.006 – Палец
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:01.023.006 – Палец.cdwФайл модели:01..
$2.00
01.023.006 – Палец – чертеж
В архиве находится файл чертежа. Версия программы Компас 16.01.023.006 – Палец – чертеж.cdw..
$1.00
Показано с 1 по 15 из 27 (всего 2 страниц)
Зубчатые муфты
Инвентаризация:
Все зубчатые муфты имеются в наличии на нашем складе в Кливленде, штат Огайо.
Ступицы с зубчатой муфтой доступны в грубом стандартном отверстии, и все втулки G20 стандартно поставляются с открытыми болтовыми фланцами. Втулки для болтов с кожухами доступны, но не входят в стандартную комплектацию.
Упругие зубчатые муфты типа G20 имеются на складе размеров от 10FF до 70FF.
Жесткие зубчатые муфты типа G52 имеются на складе размеров 10–50.
Наши зубчатые муфты подходят для валов размером от 1/2” до 11” и рассчитаны на крутящий момент от 10 000 до 1 100 000 фунт-дюйм.
Наши зубчатые муфты наполовину взаимозаменяемы со стандартными отраслевыми продуктами.
Drive Components предлагает возможности повторного растачивания вала в соответствии с вашими требованиями к размеру вала. Мы можем использовать посадку с зазором, посадку с натягом и шлицевые отверстия.
Возможности:
Зубчатые муфты могут производиться до типоразмера 220FF с максимальным диаметром отверстия 28 дюймов и рассчитанным на крутящий момент 24 миллиона фунтов на дюйм.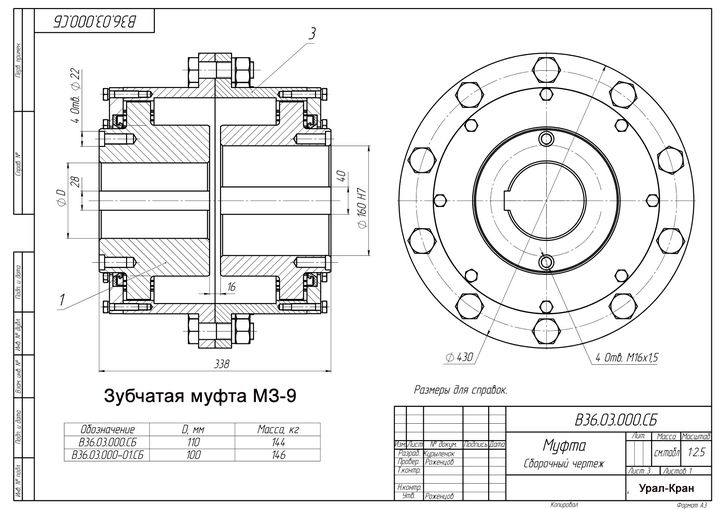
Жесткие втулки G52 доступны до размера 70, с максимальным диаметром отверстия 13 дюймов и крутящим моментом 1 100 000 фунт-сила-дюйм.
Доступны другие типы: распорки G32, плавающие валы G52.
Установка:
Муфты зубчатые предназначены для обеспечения механического соединения между вращающимися валами механического оборудования, с помощью зубчатого зацепления компенсируют характерное смещение при передаче мощности и крутящего момента между соединенными валами.
1) Монтажные фланцевые втулки, уплотнения и ступица
- Осмотрите узел муфты, чтобы убедиться в отсутствии видимых повреждений.
- Очистите отверстия ступиц и валы безворсовой тканью. Удалите любые зазубрины или заусенцы.
- В собранном виде шпонки должны плотно входить в шпоночные канавки ступицы и вала с небольшим зазором поверх шпонок.
- Установите фланцевые втулки с маслосъемными кольцами на валы перед установкой гибких втулок.
2) Прямое отверстие с зазором / скользящей посадкой
- Установите шпонки на вал.
- Убедитесь, что установочные винты ступицы не выступают в шпоночный паз или отверстие. Удалите или выверните установочный винт, чтобы обеспечить зазор во время сборки.
- Сдвиньте ступицу вверх по валу до нужного осевого положения.
- Соберите и затяните установочные винты с помощью калиброванного динамометрического ключа.
3) Прямое отверстие с посадкой с натягом
- Точно измерьте диаметры отверстия и вала, чтобы обеспечить правильную посадку.
- Установите шпонки в вал.
- Нагрейте ступицу (275°F) в печи до тех пор, пока отверстие не станет больше, чем вал.
- Когда ступица расширится, установите ее на вал в нужное осевое положение.
4) Коническое отверстие
- Проверьте приемлемую форму контакта между ступицей и валом.
- Установите ступицу на вал, соблюдая совмещение шпоночных пазов.
- Слегка постучите по поверхности втулки мягким молотком. Полученное положение послужит отправной точкой для осевого вытягивания ступицы.
- С помощью микрометра глубины измерьте расстояние от конца вала до поверхности втулки и запишите размер.
- Установите циферблатный индикатор для считывания осевого смещения ступицы. В качестве альтернативы индикатор можно расположить так, чтобы он касался конца ступицы.
- Снимите ступицу и установите шпонки на вал.
- Нагрейте ступицу (350°F) в печи, пока отверстие не станет достаточно большим, чем вал. Не превышайте 500°F.
- Когда ступица расширится, быстро установите ее на вал до «нулевой» уставки. Продолжайте продвигать ступицу вверх по конусу до нужного осевого положения.
5) Выравнивание валов
- Используйте внутренний микрометр или распорную планку одинаковой толщины с интервалом 90° для измерения расстояния между ступицами до зазора.
- Значение «Угловое смещение» — это максимальная разница между измерениями X и Y, снятыми на противоположных концах фланцев.

6) Установка втулки
- Вставьте прокладку между фланцами и зазорной шайбой в зенковое отверстие каждой жесткой ступицы для узлов с плавающим валом и скрепите фланцы болтами.
- Проверьте соосность муфты. Определите «W», измерив расстояния «W»max и «W»min между гибкой втулкой и втулкой с помощью микрометра глубины или щупов. Разница между «W»max и «W»min не должна превышать значение «W».
- Когда ступица расширится, быстро установите ее на вал до «нулевой» уставки. Продолжайте продвигать ступицу вверх по конусу до нужного осевого положения.
Ежегодное техническое обслуживание
- Проверить центровку. Если превышены максимальные значения рабочего смещения, отцентрируйте муфту.
- Осмотрите маслосъемное кольцо и прокладку, чтобы определить, требуется ли их замена.
- Повторно смазывайте муфту, если используете смазку общего назначения, пока излишки не появятся в открытом отверстии.

Данные по выравниванию
Для увеличения срока службы муфты валы должны быть выровнены, чтобы свести к минимуму отклонение гибких элементов. Соосность вала требуется в осевом, параллельном и угловом направлениях, при этом каждое из этих значений не должно превышать рекомендуемые пределы установки. Центровка вала может быть измерена с использованием различных установленных методов, включая лазерную центровку, обратный циферблатный индикатор, а также обод и торец.
Типы соединения передач доступны
Скачать Полные подробности обо всех муфтах
Скачать
Уникальные соединения: Gear Coupling: GX Gear G 420
Наш продуктов Coupling »
9014 88 Gear SeargeGELEGAL .: УТ-GXG-115-420 | Редакция 00Основные характеристики
- Зубья изогнутые и бочкообразные
- Улучшенные уплотнения — работают намного лучше, чем уплотнительные кольца
- Полное зацепление зубьев – уменьшает неравномерный износ
- Пилотирование на наружном диаметре зубов – обеспечивает лучший динамический баланс
- Увеличенные диаметры отверстий
- Компактный
- Широкий диапазон — Полная шестерня, полушестерня, распорные муфты
- Полностью плавающие и полуплавающие валы
- Специальная форма дисков для обеспечения чистой растягивающей нагрузки
- Более высокая гибкость с лучшими значениями крутящего момента
- Унифицированные пакеты дисков
Чертеж общей сборки
Размеры и стандартные размеры
| Размер | л. с./100 с./100 | Номинальный Крутящий момент | Пик Крутящий момент | Макс. Скорость | Макс. Отверстие | А | Б Диаметр | С Диаметр | D Диаметр | Э | Г Диаметр | Х |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| об/мин | НМ | НМ | об/мин | об/мин | ММ | ММ | ММ | ММ | ММ | ММ | ММ | |
| Г115 | 10 | 710 | 1420 | 10000 | 42 | 87 | 115 | 85 | 60 | 42 | 3 | 105 |
| Г150 | 24 | 1710 | 3420 | 7400 | 55 | 103 | 150 | 106 | 78 | 50 | 3 | 120 |
| Г180 | 50 | 3560 | 5800 | 5900 | 70 | 127 | 180 | 132 | 100 | 62 | 3 | 150 |
| Г195 | 65 | 4630 | 7730 | 5600 | 80 | 127 | 195 | 145 | 113 | 75 | 5 | 150 |
| Г210 | 90 | 6410 | 10700 | 5000 | 90 | 165 | 210 | 160 | 126 | 80 | 5 | 180 |
| Г240 | 150 | 10685 | 16400 | 4300 | 100 | 185 | 240 | 180 | 140 | 90 | 5 | 205 |
| G250 | 185 | 13180 | 21100 | 4300 | 110 | 185 | 250 | 192 | 155 | 90 | 5 | 205 |
| Г290 | 230 | 16380 | 25200 | 3900 | 125 | 226 | 290 | 212 | 170 | 110 | 6 | 238 |
| G320 | 428 | 30500 | 45750 | 3500 | 140 | 246 | 320 | 240 | 190 | 120 | 6 | 305 |
| G350 | 587 | 41800 | 62700 | 3200 | 165 | 278 | 350 | 270 | 216 | 135 | 8 | 360 |
| Г390 | 793 | 56500 | 84750 | 2900 | 180 | 318 | 390 | 295 | 240 | 155 | 8 | 385 |
| G420 | 1032 | 73500 | 116000 | 2700 | 200 | 348 | 420 | 325 | 265 | 170 | 8 | 420 |
Технические данные
| Размер | Пилот Отверстие | вес. | 92КОЛ-ВО*ДИАМ | ММ | Дек | +-ММ | ||
|---|---|---|---|---|---|---|---|---|
| Г115 | 15 | 4,0 | 0,006 | 1,1 | 1,5 | 6 | 0,06 | 9 |
| G150 | 15 | 8,6 | 0,019 | 1,3 | 1,5 | 6 | 0,11 | 40 |
| Г180 | 20 | 15,5 | 00.43 | 1,7 | 1,5 | 6 | 0,16 | 70 |
| Г195 | 30 | 19,0 | 0,062 | 1,7 | 1,5 | 6 | 0,20 | 70 |
| Г210 | 40 | 24,5 | 0,100 | 2,1 | 1,5 | 10 | 0,30 | 70 |
| Г240 | 40 | 36,0 | 0,192 | 2,4 | 1,5 | 10 | 0,45 | 180 |
| Г250 | 40 | 42,0 | 0,250 | 2,4 | 1,5 | 10 | 0,50 | 180 |
| Г290 | 50 | 59,0 | 0,435 | 3,0 | 1,5 | 12 | 0,56 | 350 |
| G320 | 50 | 84,0 | 00. |