Зубодолбежный станок 514: 514 Станок зубодолбежный вертикальный полуавтомат. Паспорт, схемы, характеристики, описание
alexxlab | 18.02.2023 | 0 | Разное
Зубодолбежный станок модели 514
Общие сведения о станке
3убодолбежный станок модели 514 предназначен для нарезания цилиндрических зубчатых колес наружного и внутреннего зацеплений с прямыми и винтовыми зубьями в условиях индивидуального и, главным образом, серийного производства. При наличии дополнительных приспособлений на станке можно также нарезать рейки. Станок может быть использован для чернового и чистового нарезания зубьев.
Станок состоит из следующих основных узлов (рис. 28): станины 1, стойки 4, стола 2, долбежной головки 8.
Станина
является основанием, которым станок
крепится к фундаменту. На ней расположены:
стойка, направляющие стола, гитара
обката
и деления (под крышкой 17), электродвигатель
16 ускоренного вращения заготовки. Стойка
имеет направляющие для движения
долбежнойголовки. На ней смонтированы:
главный электродвигатель, коробка
скоростей 6, механизм врезания и
счетно-выключающееустройство 10,гитары
смешанных колес (под крышками 21 и 11) и
кривошипно-шатунный механизм 19 для
возвратно-поступательного
движения ползуна долбяка.
Анализ кинематической структуры зубодолбежного станка
модели 514
Кинематическая структура зубодолбежного станка состоит из pяда частных структур, при нарезании зубьев разных форм. Рассмотрим частную структуру станка для нарезания зубчатого колеса наиболее характерной формы – цилиндрического зубчатого колеса с прямыми зубьями.
Структура станка при нарезании цилиндрических зубчатых колес с прямыми зубьями
Боковая
поверхность прямого зуба цилиндрического
колеса очерчена по профилю эвольвентой
окружности, а по длине – прямой линией.
Рис. 28. Общий вид зубодолбежного станка модели 514 |
Зуборезный долбяк состоит из ряда режущих контуров зубьев, каждый из которых имеет правую и левую режущие кромки в виде материальных линий, очерченных по эвольвенте. Размеры режущих зубьев соответствуют размерам впадин между нарезаемыми зубьями, а их геометрическое взаимное положение определяется окружным шагом нарезаемого зубчатого колеса.
Форма режущей кромки зуборезного долбяка и форма профиля зуба нарезаемого колеса различаются между собой, поэтому профили зубьев можно получить только методом обката. Образующая прямая линия по длине зуба образуется методом следа, так как долбяк при движении вдоль зуба оставляет за собой прямолинейный след. Так как станок зубодолбеж- ный, то на нем прежде всего образуется форма зуба по длине, а затем –
профиль
зуба. Следовательно, образование боковой
поверхности прямого зуба цилиндрического
колеса на зубодолбежном станке
производится методом следа и обката.
Следовательно, образование боковой
поверхности прямого зуба цилиндрического
колеса на зубодолбежном станке
производится методом следа и обката.
Для образования линии методом следа нужно иметь одно движение формообразования и методом обката – также одно движение. Следовательно, в станке потребуется иметь два движения формообразования.
Процесс деления в зубодол6ежном станке производится попутно в процессе формообразования, поэтому отдельного движения для него не потребуется, а для процесса врезания нужно одно движение. Таким образом, в зубодолбежном станке требуется создавать три исполнительных движения и, следовательно, основа его кинематической структуры состоит из трех частей.
При
нарезании цилиндрического колеса
зуборезным долбяком характер исполнительных
движений определяется следующей условной
записью: форма зуба по длине образуется
движением формообразования ФV(П1),
состоящим из одного прямолинейного
движения долбяка,
профиль зуба создается движением
формообразования ФS(В2В3),
называемым
также движением обката. Это исполнительное
движение – сложное, оно составлено из
двух элементарных вращательных движений:
вращения долбяка В2 и
вращения заготовки В3
Это исполнительное
движение – сложное, оно составлено из
двух элементарных вращательных движений:
вращения долбяка В2 и
вращения заготовки В3
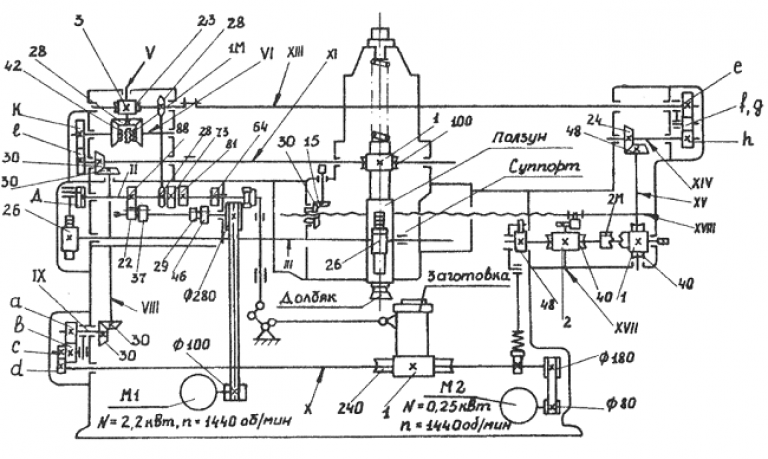
Исполнительными звеньями станка, совершающими элементарные движения, являются: ползун (рис. 29), совершающий прямолинейное движение относительно долбежной головки; штоссель, совершающий вращательное движение относительно ползуна; шпиндель стола; долбежная головка.
Рассмотрим структуру кинематических групп, создающих установленные исполнительные движения.
Рис. 29. Кинематическая схема зубодолбежного станка модели 514 |
Кинематическая группа движения ФV(П1)
Внутренней
связью группы является поступательная
кинематическая пара между ползуном и
долбежной головкой.
Движение, создаваемое этой группой, простое с незамкнутой траекторией. Поэтому оно должно настраиваться по четырем параметрам. Настройка производится посредством следующих органов: на путь (длину хода) – установкой пальца К1кривошипа на разных расстояниях от центра кривошипного диска; на скорость (частоту движения) – коробкой скоро-
стей; на направление (резание сверху вниз или снизу вверх) – установкой пальца К1 кривошипа по одну или другую сторону от центра кривошипного диска; на исходное положение (место хода) – установкой длины раздвижного шатуна.
Кинематическая группа движения
Внутренней
связью группы является следующая
совокупность: вращательная кинематическая
пара между штосселем и ползуном,
вращательная кинематическая пара между
шпинделем стола и столом и кинематическая
цель, связывающая вращение штосселя со
шпинделем стола – червячная передача
17–18, конические зубчатые передачи
19–20, 21–22, сменные зубчатые колеса a–b и c–d гитары
и червячная передача 23–24. Внешней связью
является кинематическая цепь между
электро-двигателем 12 и внутренней связью
– ременная передача 1–2, коробка
скоростей, цепная передача 25–26, червячная
передача 27–28,
конические
зубчатые передачи 29–30 реверса и
парносменные зубчатые колеса А–В.
Внешней связью
является кинематическая цепь между
электро-двигателем 12 и внутренней связью
– ременная передача 1–2, коробка
скоростей, цепная передача 25–26, червячная
передача 27–28,
конические
зубчатые передачи 29–30 реверса и
парносменные зубчатые колеса А–В.
Движение, создаваемое этой группой – сложное с замкнутой траекторией, поэтому оно должно настраиваться по трем параметрам. Настройка производится посредством следующих органов: на траекторию – сменными колесами a–b и c–d гитары; на скорость (скорость подачи) – парносменными колесами А–В ; на направление – коническим реверсом с муфтой
Кинематическая группа движений Вр(П4)
Внутренней
связью группы является
поступательная
кинематическая пара между долбежной
головкой и стойкой 4 (см. рис. 28).
Внешней
связью является кинематическая цепь
между электродвигателем 12 (см. рис. 29) и
долбежной головкой – ременная передача
1–2,
коробка
скоростей, цепная передача 25–26, сменные
колеса C–D гитары,
коническая зубчатая передача 31–32,
червячные передачи 33–34, 35-36, кулачек К2 и тяга XYII.
Движение, создаваемое этой группой – простое с незамкнутой траекторией, следовательно, предполагается его настройка по четырем параметрам, однако фактически оно настраивается только по двум: на скорость (скорость врезания) – сменными колесами C–D гитары и на исходное положение (место хода) – поворотом гайки на ходовом винте XYII тяги долбежной головки. Не использованы здесь настройка на путь, так как для этого потребовалось бы иметь большой набор сменных кулачков врезания, и настройка на направление, в изменении которого нет надобности.
Зубодолбежный станок модели 514
Зубодолбежный станок модели 514
Главное дв-е – возвратно-поступательное движение долбяка. Расчётные перемещения:
Цепь деления настраивается из условия – за 1 оборот долбяка заготовка должна совершить оборота. Расчётные перемещения:
Формула настройки:
Цепь круговой подачи:
Формула настройки:
Цепь радиальной подачи:
5К32
Настройка станка на фрезерование
цилиндрических прямозубых з. к. (1-3),
косозубых з.к. (1-4), червячных з.к. методом
радиальной подачи (1-3, 5), червячных з.к.
методом тангенциальной подачи (1-4, 6)
к. (1-3),
косозубых з.к. (1-4), червячных з.к. методом
радиальной подачи (1-3, 5), червячных з.к.
методом тангенциальной подачи (1-4, 6)
1) Цепь главного движения (вращения фрезы): nдвnфрезы
Формула настройки:
2) Цепь обката или деления (вращение заготовки, строго увязанное с вращением фрезы):
1 об.фK/Z оборотов заготовки
3) Цепь продольной подачи: 1 об.загSп
4) Цепь дополнительного вращения заготовки при фрезеровании косозубых шестерен:
Т мм перемещения суппорта1 об. заготовки; Т – шаг винтовой линии зубьев
5) Цепь радиальной подачи заготовки: 1 об.загSр
6) Цепь тангенциальной
подачи фрезы:
1 об. заг Sт
заг Sт
7) Цепь дополнительного вращения заготовки для компенсации погрешностей из-за осевого перемещения фрезы: tsмм перемещения пиноли шпинделя 1/Z об. заготовки ±Δ, где ts – осевой шаг зацепления: фреза- заготовка нарезаемого червячного колеса
здесь Тшк – шаг винтовых зубьев шпиндельного колеса 68.
8) Ускоренные перемещения могут быть сообщены каретке с суппортом, шпинделю фрезы вдоль его оси, салазкам со столом, столу. Эти органы приводятся от отдельного электродвигателя мощностью 3 квт при включении соответствующих электромагнитных муфт. Включение, реверс и отключение электродвигателя ускоренных перемещений, переключение муфт производятся при работе станка посредством путевых выключателей.
Зуборезный полуавтомат 525
Вращение резцовой головки:
Движение подач:
Цепь деления:
А) цепь деления при работе станка по методу обката:
Б) Цепь деления при работе станка по методу врезания:
Цепь обката при работе станка по методу обката:
Цепь обката при работе станка по методу врезания:
Цепь модификации обката:
Отвод нарезаемого колеса после обработки каждой впадины:
Резьбофрезерный станок 561
1) Цепь главного движения (вращения фрезы): nдв nф
2) Цепь окружной подачи (вращения заготовки)
а) при фрезеровании нормальных резьб: nф nзаг , муфты М2, М1
б) при фрезеровании резьб с большим шагом Т:
Т/12,7 об. ходового винта шага 12,7 мм
1 об. заготовки, муфта М4
:
ходового винта шага 12,7 мм
1 об. заготовки, муфта М4
:
3) Цепь продольной подачи фрезерного суппорта
а) при фрезеровании нормальных резьб: 1 об.загSп , М4 :
б) при фрезеровании резьб с большим шагом и продольных канавок: nф Sп , М3, М1
в) при фрезеровании с использованием метода обкатки: 1 об.загSп , М3
4) Цепь обката: 1 об.фK/Z об.заг, М2, М1 :
5) Цепь быстрых продольных перемещений суппорта: nдвvб , М3, М1
Кинематическая настройка станка модели 561 на различные виды работ
а) настройка на фрезерование нормальных резьб
Движения:
– главное (вращение фрезы) – цепь 1;
– окружной подачи – цепь 2,а;
– продольная подача – цепь 3,а;
б) настройка на фрезерование резьб с большим шагом:
Движения:
– главное (вращение фрезы) – цепь 1;
– окружная подача – цепь 2,б;
– продольная подача – цепь 3,б;
в) настройка на фрезерование продольных канавок:
Движения:
– главное (вращение фрезы) – цепь 1;
– продольная подача – цепь 3,б;
г) настройка на фрезерование шлицевых валов и зубчатых колес методом обкатки:
Движения:
– главное (вращение фрезы) – цепь 1;
– обката – цепь 4;
–
продольная подача – цепь 3,в.
Высокоточные зубодолбежные станки SE25FR/FR Plus,SC40FR
Механическое оборудование / Станки|Станки|Зубчатые станки
компании, работающие с продуктом: Nidec Machinetool Corporation
- Контактная информация для запроса продукции
- Свяжитесь с нами
Высокоточные зубодолбежные станки SE25FR/FR Plus, SC40FR отвечают требованиям заказчика по высокоточной и высокоскоростной обработке зубчатых колес, используемых в прецизионных редукторах и т. д.
SE25FR/FR Plus
- Макс. диаметр заготовки (мм)
Внешнее зубчатое колесо: φ250
Внутреннее зубчатое колесо: ⌀120 + фреза P.C.D. - Макс. модуль
SE25FR : 2,5
SE25FR Plus : 1,25
- Макс. диаметр заготовки (мм)
Внешнее зубчатое колесо: φ400
Внутреннее зубчатое колесо: ⌀250 + фреза P. C.D.
C.D. - Макс. модуль
4
Функция
Высокоточная обработка (SE25FR, SC40FR)
Высокоточная червячная передача (собственного производства) используется для режущей головки и стола для подавления колебаний вращения для высокоточной обработки
Пример обработки (SE25FR)
Характеристики заготовки
| Мн | 0,4 мм |
|---|---|
| Количество зубьев | 162 |
| Угол спирали | 0 град |
| Диаметр наконечника зубчатого колеса | Прибл. 64 мм |
| Ширина шестерни | 13 мм |
| Твердость | Прибл. HB300 HB300 |
Условия обработки
| Количество ходов | 750 стр/мин |
|---|---|
| Скорость резания | 63,6 м/мин |
| Окружная подача | 0,416 мм/стр. |
| Радиальная подача | 0,002 мм/стр. |
| Время обработки | 2,08 мин |
Характеристики фрезы
| Тип | Хвостовик производства MAT |
|---|---|
| Количество зубьев | 106 |
| Материал | МХ-1 |
| Покрытия | Могучий щит |
Технические характеристики
| Артикул / Модель | СЕ25ФР | SE25FR Плюс | СК40ФР | |
|---|---|---|---|---|
| Макс. диаметр заготовки | Внешняя шестерня (мм) | ⌀250 | ⌀400 | |
| Внутренняя шестерня (мм) | ⌀120 + фреза P.C.D. | ⌀250 + фреза P.C.D. | ||
| Макс. модуль | 2,5 | 1,25 | 4 | |
| Макс. ширина шестерни (мм) | 60 | 115 | ||
| Скорость хода шпинделя (стр/мин) | от 180 до 1800 | от 50 до 800 | ||
| Радиальный ход (мм) | от -60 до 270 | -125 до 425 | ||
Свяжитесь с нами
▷ Шестерня для швейной машины 3d модели 【STLFinder 】
Шестерня для швейной машины
вещьвселенная
Шестерня с 24 зубьями и углом наклона 8°. …
Напечатано материалом, армированным углеродным волокном.
*mir.stl — это зеркальное зубчатое колесо для проверки правильной фаски зуба. … Придется запрессовывать шестерню тисками.
…
Напечатано материалом, армированным углеродным волокном.
*mir.stl — это зеркальное зубчатое колесо для проверки правильной фаски зуба. … Придется запрессовывать шестерню тисками.
Сменное приспособление для швейной машины
вещьвселенная
Шестерня для швейной машины, левосторонняя, 25 градусов
Шестерня для швейной машины elna, ведущее колесо захвата
вещьвселенная
Старые модели швейных машин Elna приводят в движение натяжное колесо (остроконечное колесо, которое захватывает верхнюю нить и наматывает ее на нижнюю нить) с помощью постоянно вращающегося стержня, оснащенного пластиковым зубчатым колесом. В Gered Gereedschap в Гронингене,. ..
..
Elna Sewing Machine Gear // Pignon pour machine à coudre Elna
вещьвселенная
Сменный механизм для швейной машины Elna. Шестерня находится ниже иглы, где распределяется «под проволокой». Я не нашел никакой ссылки на швейную машину, но она могла питаться от 110 или 220 вольт. После исследования это снаряжение оказалось…
Привод челнока швейной машины Toyota 4400
вещьвселенная
Toyota 4400 Привод челнока для швейной машины Toyota 4500 Toyota 4600 Toyota 4300
Швейная машина Simplicity Select Gear
вещьвселенная
Это механизм выбора стежка, который ломается в швейной машине Simplicity SW240. Его уже нет в наличии, поэтому пришлось делать самому. Может подойдет на другие модели. Зубчатый пресс насаживается на вал. Печатал из PLA со 100% заполнением. Жена говорит, что это…
Его уже нет в наличии, поэтому пришлось делать самому. Может подойдет на другие модели. Зубчатый пресс насаживается на вал. Печатал из PLA со 100% заполнением. Жена говорит, что это…
Швейная машина Singer с шестерней привода подачи
вещьвселенная
Он был разработан для швейной машины Singer модели 4552, но также может быть совместим со следующими моделями машин Singer: 4600, 4610, 4613, 4617, 4622, 4623, 4624, 6230, 6233, 6234, 6235, 6267, 6268, 7000, 7004, 7005, 9005, 9008,…
Riccar #53741 – Привод челнока швейной машины
вещьвселенная
Сменная шестерня для Riccar #43741 Шестерня привода челнока для швейных машин Теоретически должна быть совместима с: ### Riccar: 414, 500, 505, 515, 525, 555FA, 570, 572, 600, 606, 610, 616, 666FA , 805, 806, 807, 808, 808E, 888, 906E, 2600, 2800, 2900,. ..
..
Швейная машина Simplicity Select Gear
вещьвселенная
Это механизм выбора стежка для швейной машины Simplicity SW240. Когда он сломается, вы больше не сможете изменить стиль стежка. Он имеет посадку с натягом и нажимается на вал. Я печатал PLA со 100% заполнением. … Вроде держится всего…
Riccar #53741 – Шестерня привода челнока швейной машины
прусапринтеры
Сменная шестерня для Riccar #43741 Шестерня привода челнока для швейных машин Теоретически должна быть совместима с: Riccar: 414, 500, 505, 515, 525, 555FA, 570, 572, 600, 606, 610, 616, 666FA, 805, 806, 807, 808, 808E, 888, 906E, 2600, 2800, 2900, 2950,.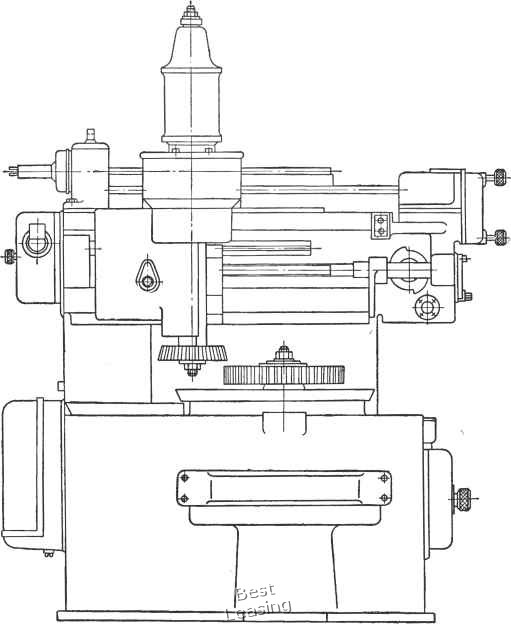 ..
..
Комбинированный кулачковый механизм и шестерня для швейной машины
вещьвселенная
Этот кулачковый механизм имеет две функции: один – как шестерня, приводимая в движение двумя вращающимися штифтами, а второй – как кулачковый механизм, управляющий зигзагообразной функцией швейной машины. Это тип Vroom и Dreesmann, который был продан тысячами в Нидерландах. Мы…
Вертикальная шестерня для винтажной швейной машины Bernina, модели 500/600
вещьвселенная
Эта шестерня должна быть напечатана из материала, который может взаимодействовать с металлической шестерней и выдерживать ~1000 об/мин. …Стальная цанга должна быть надета на шток, чтобы закрепить его на вертикальном валу.
…Стальная цанга должна быть надета на шток, чтобы закрепить его на вертикальном валу.
Шестерня, зубчатое колесо с кулачками для швейной машины Łucznik 451
вещьвселенная
модель швейная машина Łucznik 439, 449, 450, 451, 455, 721, 722, 723, 747, 760, 761, 2000, 2001, 2002, 2003, 2004 ширина шестерни 4 мм, 6 мм, Koło domaszynzębate szycia Łucznik 451 Średnica otworu: 14 mm, Średnica zębatki 56 mm, Szerokość zębatki…
Швейная машина Singer Fashion Cams (с зубчатым венцом stl)
вещьвселенная
…
319
238
240
248
258
316
320
338
348
360
418
477
478
514
518
538
818
838
1730
1800 Видео начального этапа проектирования. https://youtu.be/rUxoTvWU1jo Печать шпульки: https://www.youtube.com/watch?v=KLY6kZeEODQ&t=451s
https://youtu.be/rUxoTvWU1jo Печать шпульки: https://www.youtube.com/watch?v=KLY6kZeEODQ&t=451s
Шестерня для старой швейной машины
вещьвселенная
Это для старой швейной машины.
Коническая шестерня для швейной машины Finesse с вертикальным приводом (аналогична некоторым моделям Singer)
вещьвселенная
… вертикальный приводной вал. … У моей швейной машины Finesse была аналогичная коническая шестерня, но мне пришлось увеличить внутренний диаметр центрального отверстия до 0,5 дюйма, чтобы соответствовать оси / воротнику, и увеличить внутренний диаметр в месте, где пластиковая часть встречается с металлической установочным винтом.
Артикул Singer 087246 Сменный механизм для швейной машины Stylist 7258
вещьвселенная
Совместите шестерню ниже, как показано на рисунке, и наденьте новую шестерню на вал двигателя. Отодвиньте его назад, чтобы разжать зубчатый механизм. Поместите и затяните 2 установочных винта, которые были на сломанной шестерне, в 2 отверстия на новой, чтобы закрепить ее. Требуется…
Зубчатая машина
грабкад
Зубчатая машина
Зубчатая передача
грабкад
Базовая передача
Зубчатая машина
вещьвселенная
Простая зубчатая передача, в общих чертах основанная на зубчатой машине из книги «Изготовление деревянных часов с шестернями» (хотя и без использования их конструкции или чертежей).