Зубообрабатывающие станки: ЗУБООБРАБАТЫВАЮЩИЕ СТАНКИ
alexxlab | 19.11.2017 | 0 | Разное
Электроник – Зубообрабатывающие станки
Зубообрабатывающие станки предназначены для нарезания и отделки зубьев колес различных передач. По виду обработки и инструмента различают следующие зубообрабатывающие станки: зубофрезерные, зубострогальные, зубопротяжные, зубошлифовальные и др. По назначению зубообрабатывающие станки бывают: для обработки цилиндрических колес с прямыми и косыми зубами, червячных колес, шевронных колес, зубчатых реек, конических прямозубых колес, с криволинейными зубьями. По степени шероховатости обработанной поверхности выделяют станки: для предварительного нарезания зубьев, для чистовой обработки, для отделочной обработки поверхности зубьев.
Существует два метода нарезания зубчатых колес, метод обкатка и метод следа (копирования). При методе копирования используется инструмент, режущая кромка которого совпадает по форме с профилем впадины зубчатого венца. Модульная фреза 1 (дисковая см. рис.З.1, а или пальцевая на рис.З.1, б) перемещается вдоль впадины цилиндрического колеса 2, в каждый момент времени, оставляя отпечаток своей формы. После обработки одной впадины заготовку поворачивают на окружной шаг (движение деления) и обрабатывают следующую впадину.
Данный метод имеет свои недостатки: профиль зуба зависит от модуля и числа зубьев колеса. Для точной обработки каждого колеса нужна своя фреза. Поэтому необходим большой набор сложных фрез. Практически ограничиваются набором из 8 или 15 фрез для каждого модуля. При этом одной фрезой нарезают колеса с различным числом зубьев (в некотором интервале). Наименьшее из колес интервала получается с правильным профилем, другие – не точно. Достоинство метода копирования – простота оборудования. Обработку можно вести на горизонтально- и вертикально-фрезерных станках с использованием делительной головки. Метод копирования малопроизводителен.
Метод копирования используется в единичном производстве, чаще при ремонтных работах. Специальные зубодолбежные станки с резцовой головкой обеспечивают очень высокую производительность, их применяют в массовом производстве.
Наиболее распространен метод обката. В этом случае режущий инструмент и заготовка обкатываются подобно звеньям зубчатой передачи.
В зубодолбежном станке долбяк 1 (рис.З.1, а) и заготовка 2 воспроизводят зацепление цилиндрических колес. Если бы заготовка была достаточно пластичной, в ней можно было выдавливать впадины, прокатив по окружности твердое колесо (инструмент). В станке движение объекта (согласованное движение долбяка и заготовки) является сложным формообразующим движением. Оно служит для создания формы зуба в поперечном сечении эвольвенты. Чтобы удалить материал из впадины обрабатываемого колеса, на торце долбяка по всему контуру создают режущие кромки, а долбяку сообщают возвратно-поступательное движение, которое является также формообразующим движением и служит для получения формы зуба по длине. Долбяком можно нарезать зубчатую рейку. Для этого движение, образующее профиль зуба, должно состоять из вращения долбяка и согласованного с ним прямоугольного движения рейки. Можно режущей рейкой 2 (гребенкой) нарезать цилиндрическое колесо 1 (рис.З.1, б).
Рис. З.2 Схема нарезания зубчатых колес фрезой методом обката
В зубофрезерном станке инструмент и заготовка образуют пару, подобно червячной передаче. Если провести секущую плоскость через ось червяка перпендикулярно оси червячного колеса, то в сечении червяка получается профиль зубчатой рейки. При вращении червяка эта рейка сдвигается вдоль его оси, обкатываясь с зубьями колеса. Такой же обкат имеет место в зубофрезерном станке, где червячная фреза 1 (рис.З.2, в) вращается с заготовкой 2 (сложное формообразующее движение).
Профилирование одной впадины зубчатого венца показано на рис.З.2, г.
При обработке червячного колеса достаточно углубиться фрезой на полную высоту зуба, чтобы получилась его форма по длине. При нарезании цилиндрического колеса необходимо еще формообразующее движение вдоль зуба. Если зуб зубчатого колеса прямой, то это движение простое. У косозубого колеса зуб винтовой, поэтому для его образования требуется сложное движение, состоящее из перемещения червячной фрезы вдоль оси колеса и доворота самого колеса. При нарезании конических колес заготовка обкатывается с воображаемым плоским производящим колесом. Метод обката отличается высокой производительностью и точностью. Преимущество метода обката – универсальность режущего инструмента: при одном модуле одним инструментом теоретически можно нарезать колеса с разным числом зубьев.
Зубофрезерный автомат 5М32. Станок, предназначенный для фрезерования зубьев цилиндрических, прямозубых и косозубых колес, а также червячных колес в условиях единичного и серийного производства. Червячное колесо можно нарезать методом радиальной и тангенциальной подач.
Зубоотделочные операции. Для получения точной формы и размеров зубьев, а также уменьшения шероховатости их рабочих поверхностей зубчатые колеса после нарезания на соответствующих зуборезных станках подвергают чистовой отделке на зубоотделочных станках методом обкатки, притирки, шевингования, шлифования и зубохонингования.
Обкатка – процесс образования гладкой поверхности профиля зубьев незакаленных зубчатых колес. Обработка ведется за счет давления, возникающего при вращении обрабатываемого колеса и закаленного шлифованного колеса (обкаточного эталонного колеса).
Притирка – доводочный процесс придания зубьям колес чистой и гладкой поверхности путем искусственного изнашивания зубьев обрабатываемого колеса посредством притира и абразивного порошка.
Шевингование применяют для уменьшения волнистости на поверхности зубьев цилиндрических зубчатых колес с помощью специального инструмента шевера, соскабливающего с поверхности профиля зуба стружку толщиной 0,005-0,1 мм.
Шлифование производится для повышения точности изготовления зубчатых колес и устранения отклонений, вызываемых термической обработкой. Шлифование может осуществляться двумя методами: копированием и обкаткой.
Зубохонингование применяют для обработки зубчатых колес после зубошевингования и термической обработки.
Зубообрабатывающие станки:
- Зуборезный станок 5П23А;
- Зуборезный станок 5С26П;
- Зуборезный станок 525;
- Зуборезный станок 5С273;
- Зуборезный станок 527В;
- Зуборезный станок 528С;
- Зуборезный станок 5А284;
- Зуборезный станок 5С270П;
- Зубострогальный станок 5Т23В;
- Зубострогальный станок 5П23БП;
- Зубострогальный станок 5236П;
- Зубострогальный станок 5А250П;
- Зубострогальный станок 5А250;
- Зубострогальный станок 5С276П;
- Зубострогальный станок 5С286П;
- Зубострогальный станок 5282;
- Зубострогальный станок 5А283;
Классификация зубообрабатывающих станков — Студопедия
Станки различают:
1) по виду обработки и инструменту: зубодолбежные, зубофрезерные, зубострогальные, протяжные, зубошевинговальные, зубошлифовальные;
2) по назначению: для нарезания цилиндрических колес с прямым и винтовым зубом; для шевронных колес, для нарезания конических колес с прямыми и круговыми
3) по точности и степени шероховатости нарезаемых зубьев: для предварительного нарезания зубьев; для чистовой обработки зубьев; для доводки рабочих поверхностей зубьев.
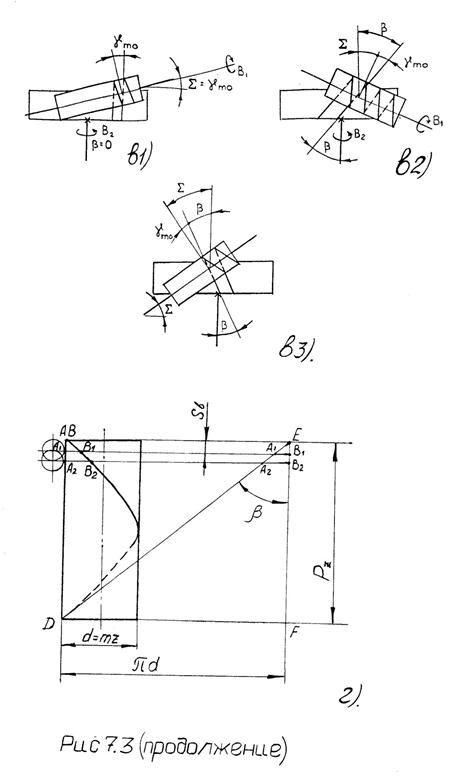
Станки, работающие по методу обката, в обкаточном движении имитируют какое либо зубчатое зацепление (зацепление двух винтовых колес со скрещивающимися осями, зубчатое колесо и рейку). При этом может имитироваться как вся инструментальная рейка ( например при зубофрезеровании) и процесс обработки наиболее производителен, так и один зуб или впадина инструментальной рейки ( см. зубошлифование коническим кругом, обработку конических колес). В этом случае после того как инструмент, имитирующий один зуб или впадину инструментальной рейки выйдет за пределы активной части линии зацепления (рис. 7.3б) необходимо отвести инструмент, вернуть его на активную часть линии зацепления и выполнить делительный поворот.
Самостоятельно проработать: Колев стр. 134…137.
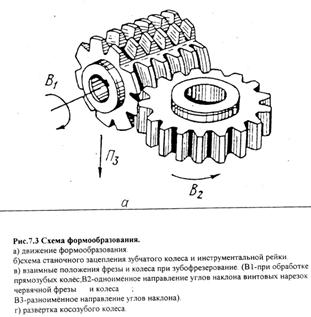
КИНЕМАТИЧЕСКАЯ СТРУКТУРА И НАЛАДКА ЗУБОФРЕЗЕРНЫХ СТАНКОВ.
Эти станки работают по методу обката и в обкаточном движении имитируется зацепление двух винтовых колес со скрещивающимися осями Рис. 7.За. При этом угол скрещивания осей фрезы и колеса показан на рис. 7.3в.
|
|
На этих станках обрабатывают:
1. Прямозубые; и косозубые колеса наружного зацепления;
2. Червячные и храповые колеса.
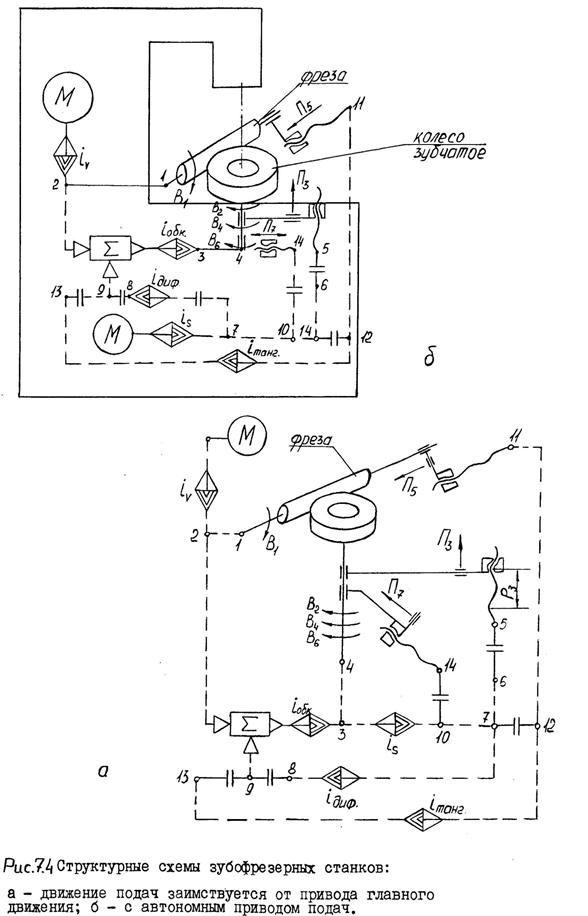
Эти станки могут иметь бездифференциальную и дифференциальную структуры. Бездифференциальные станки применяются крайне редко.
Кинематическая схема зубофрезерного станка приведена на рис. 7.4.
|
Классификация зубообрабатывающих станков
Зубообрабатывающие станки предназначены для обработки зубчатых колёс, червяков и зубчатых реек. В зависимости от применяемого инструмента различают зубофрезерные, зубодолбёжные, зубострогальные, зубоотделочные (зубошевинговальные, зубошлифовальные, зубохонинговальные, зубопритирочные, зубообкаточные и зубозакругляющие) станки.
На зубообрабатывающих станках осуществляют: черновую обработку зубьев, чистовую обработку зубьев, приработку зубчатых колёс, доводку зубьев, закругление торцов зубьев.
На зубофрезерных станках нарезают цилиндрические прямозубые, косозубые и с шевронными зубьями колёса, червячные зубчатые колёса. Наиболее распространённые в промышленности вертикальные фрезерные станки выпускаются с подвижным столом и неподвижной стойкой и с подвижной стойкой и неподвижным столом. При нарезании зубчатых колёс заготовка жестко связана с делительным червячным колесом, получающим вращение от делительного червяка, который сменными зубчатыми колёсами кинематически связан с червячной фрезой. Соотношение частоты вращения червячной фрезы и заготовки определяется передаточным отношением набора сменных зубчатых колёс.
На зубодолбёжных станках нарезают цилиндрические зубчатые колёса наружного и внутреннего зацепления с прямыми и косыми зубьями, блоки зубчатых колёс, колёса с буртами, зубчатые секторы, шлицевые валики, зубчатые рейки, храповые колёса и т. п. Обычно нарезание производится методом обкатки, реже – методом копирования. Наибольшее применение в промышленности имеют вертикальные долбёжные станки. Режущим инструментом является долбяк, который движется возвратно-поступательно параллельно оси заготовки.
На зубострогальных станках обрабатывают конические зубчатые колёса с прямыми зубьями по методу обкатки одним или чаще двумя резцами. На строгальных станках воспроизводится зацепление нарезаемого зубчатого колеса с воображаемым плоским производящим зубчатым колесом; при этом два зуба последнего представляют собой зубострогальные резцы, совершающие возвратно-поступательное движение. Процесс нарезания зубьев происходит при движении резцов к вершине конуса заготовки, а обратный ход является холостым (в этот период резцы отводятся от заготовки). Нарезание конических зубчатых колёс с круговыми зубьями осуществляется методом обкатки на специальных станках с применением зуборезной резцовой головки, представляющей собой диск с вставленными по его периферии резцами, обрабатывающими профиль зуба с двух сторон (первая половина резцов обрабатывает одну сторону, вторая половина – другую).
Зубошевингование (бреющее резание) производится на зубошевинговальных станках. Основано на взаимном скольжении находящихся в зацеплении зубьев инструмента и обрабатываемого зубчатого колеса при встречном движении . По направлению подачи различают три метода зубошевингования: параллельный, диагональный и касательный. Инструментом является шевер – дисковый, реечный и червячный. Первые два типа – для обработки цилиндрических зубчатых колёс, последний – для червячных.
На зубошлифовальных станках производят обработку зубчатых колёс обкаткой и профильным копированием при помощи фасонного шлифовального круга.
Toolsmart.ru – продажа оборудования для резки металла.
Зубообрабатывающие станки — Студопедия
Современные микропроцессорные системы числового программного управления позволяют использовать их при изготовлении зубчатых венцов прямозубых и косозубых колёс.
Это позволило повысить точность зубообрабатывающих станков, отказаться от длительной и трудоёмкой настройки кинематических цепей при изменении номенклатуры за счёт электронной синхронизации движений и коррекций, снять ограничения по числу управляемых координат.
В настоящее время ЧПУ применяется практически на всех типах зубообрабатывающих станков.
Наибольшее распространение в управлении зубофрезерными станками получили два вида структур:
1. с ведущей координатой. В качестве ведущей координаты принято главное движение – вращение фрезы. В этом случае датчик ведущей координаты является задающим, а скорости остальных органов по другим координатам устанавливаются системой ЧПУ с учётом сигналов от задающего датчика и датчика стола с заготовкой.
2. при отсутствии ведущей координаты. В этом случае все движения исполнительных органов находятся в равных условиях. Управление процессом обработки зубчатого колеса выполняется по заданной программе от системы ЧПУ.
Первый вариант обеспечивает высокую кинематическую точность даже при колебаниях скорости фрезы за счёт постоянного отслеживания её специальным датчиком и введения коррекции в работу других приводов.
Вторая схема предусматривает необходимость обеспечения высокой стабильности скорости перемещений по всем координатам.
В зубофрезерных станках с ЧПУ при отсутствии механической связи между исполнительными органами предусмотрено раздельное управление приводами по всем координатам.
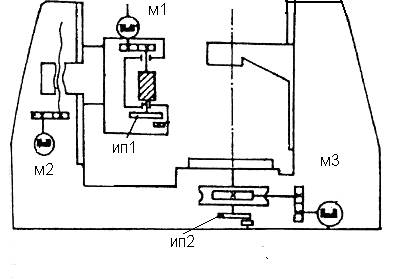
М1 – привод инструмента
М2 – привод суппорта
М3 – привод стола
ИП1 – измерительный преобразователь шпинделя
ИП2 – измерительный преобразователь стола
Рис.12.15 Компоновочная схема зубофрезерного станка
и структурная схема ЧПУ станком.
С этой целью каждый исполнительный орган оснащается самостоятельным регулируемым приводом: инструмента, шпинделя и стола. Все они связаны между собой системой ЧПУ. Одна из функций системы ЧПУ – это выполнение коррекции по рассогласованию между угловыми положениями фрезы и стола с заготовкой. Обеспечивается это двумя датчиками – прецизионными измерительными преобразователями, установленными в кинематических цепях приводов шпинделя и стола и входящими в состав узла коррекции. Сюда же входит блок фазового дискриминатора (фд), в котором происходит сравнение вырабатываемого преобразователями сигнала и выделение сигнала рассогласования. Далее сигнал поступает для обработки в блок микропроцессора (мп) и блок суммирующего усилителя (су). В блок суммирующего усилителя поступает также сигнал обратной связи из блока управления приводами (буп).
Параметры обрабатываемого зубчатого колеса – число зубьев Z и угол наклона зуба  задаются с пульта оператора. Режимы резания могут задаваться потенциометрами с пульта оператора, либо программироваться системой ЧПУ.
задаются с пульта оператора. Режимы резания могут задаваться потенциометрами с пульта оператора, либо программироваться системой ЧПУ.
Использование программного управления зубообрабатывающими станками позволяет сократить время наладки станка при переходе на другой типоразмер изделия в 7 – 8 раз, так как в основном время расходуется на замену инструмента с соответствующими характеристиками и установку заготовок. Применение промышленных роботов и механизированных приспособлений позволяет ещё более повысить эффективность использования зубообрабатывающего оборудования в условиях серийного и крупносерийного производства.
Зуборезные станки и инструментыfor на продажу
Зуборезные станки Зуборезный станок в процессе фрезерованияВ категорию зуборезных станков входят любые станки, используемые в процессе производства зубчатых колес, червячных передач или зубчатых реек . Процесс зубчатой резки с ЧПУ можно использовать после определенных процессов формования, таких как ковка и экструдирование, или вместо них, и включает такие стадии, как фрезерование, протяжка, фрезерование и шлифование. Зуборезные станки используются для первичной обработки, а затем для обработки зубьев зубчатых колес, а также для подгонки, точной обработки и закругления.Если вы ищете для продажи зуборезные станки, важно различать различные элементы оборудования, предлагаемые на рынке подержанного оборудования, так как для изготовления зубчатых колес используются различные типы.
Другие зуборезные станки
Плитка для создания зубчатого колеса: зубофрезерный станокНаиболее широко используемыми станками в этой категории являются зубофрезерные станки. Они используются для резки зубчатых колес диаметром 2-750 мм и модулем упругости 0,05-10,0 мм. Вертикальный протяжка используется для больших передач.Это использует один зуборез для обработки формы зуба. Другой вид зуборезного станка для продажи использует варочную поверхность для создания зубчатого колеса. Плита используется для различных размеров производственного цикла при резке зубьев на заготовку зубчатого колеса. Эта плита представляет собой резак с требуемым рисунком зуба, который передается на заготовку при вращении вокруг его периферии. Это называется формой резки. Зуборезные станки используются для производства зубчатых колес путем генерации и отслеживания профиля. После нарезки зубчатое колесо может быть обработано путем полировки, бритья, шлифования, хонингования или притирки, формирования и снятия фаски.Если вы ищете резаки для продажи, вы можете найти реальные сделки на аукционах подержанной промышленной техники.
Поставщики зуборезных станков Токарные станкидоступны от GILDEMEISTER , MAX MÜLLER, MORI SEIKI и BOLEY. Рекомендованные компании для фрезерных станков включают VOEST ALPINE, HITACHI , BOEHRINGER, MAZAK и NAKAMURA. Специальные машины, такие как зубошлифовальные станки, доступны от DR KAISER MASCHINENBAU. Машины для удаления заусенцев производятся KESEL WERKZEUGMASCHINEN.Другими производителями зуборезных станков являются MICRON, GLEASON PFAUTER, LIEBHERR , KAPP и LORENZ
.