Зуборезный станок самодельный: FO 16 зубофрезерный станок Б/У
alexxlab | 06.01.2023 | 0 | Разное
FO 16 зубофрезерный станок Б/У
- Доска объявлений
- Металлообработка
- Специализированные станки и оборудование
- Зубообрабатывающее оборудование
- Зубофрезерные станки
Объявление не актуально!
Номер изделия ….. 191233
Производитель ….. TOS Čelákovice
Год выпуска/Год ремонт ….. – 1984
Макс. диаметр заготовки ….. 1600 mm
Модуль ….. 16 –
Мощность гл. электромотора ….. 12 kW
Размеры ДхШхВ ….. 4300 x 2000 x 3170 mm
Масса станка ….. 18500 kg
Станок в хорошем состоянии, под напряжением, по предварительной договоренности можно посмотреть в работе на нашем складе в Брно (Чехия).
Создано 18.03.2019 Изменено 11.03.2020
Станки по металлу Металлообрабатывающие станки Зубофрезерный станок Зубообрабатывающий станок с ЧПУ Зуборезный станок Зубонарезной станок
Похожие объявления
Зубофрезерный станок 5К32А
Состояние: Новый Год выпуска: 1978
В наличии
Красноярск (Россия)
345 000
Интересные статьи партнеров
Звезда Смерти из дерева. Для тех кто в теме 😉
Для тех кто в теме 😉
Деревянный велосипед для детей своими руками
СТАНКОФФ.RU запустил оптоволоконный лазерный резак для металла XTC-1530W/1500 RAYCUS в Санкт-Петербурге
12 способов нанести текстуру на древесину подручными инструментами
Пусконаладочные работы в Оренбурге, запуск лазерного станка для резки металлов и неметаллов с чпу LM HYBRID 1325/300 Вт
Как сделать супер острый нож из старого гаечного ключа
Пусконаладка фрезерно-гравировального станка с ЧПУ WoodTec HA 2030 C в Альметьевске
Скульптура тигра из обрезков фанеры своими руками [Чертежи прилагаются]
Подвижный шлем Дарта Вейдера напечатанный на 3D-принтере [Инструкция + Чертежи]
Вы недавно смотрели
Все просмотренные объявления →
Энерготехномаш: Станочное оборудование
Главная/Распродажа ТМЦ производственно-технического.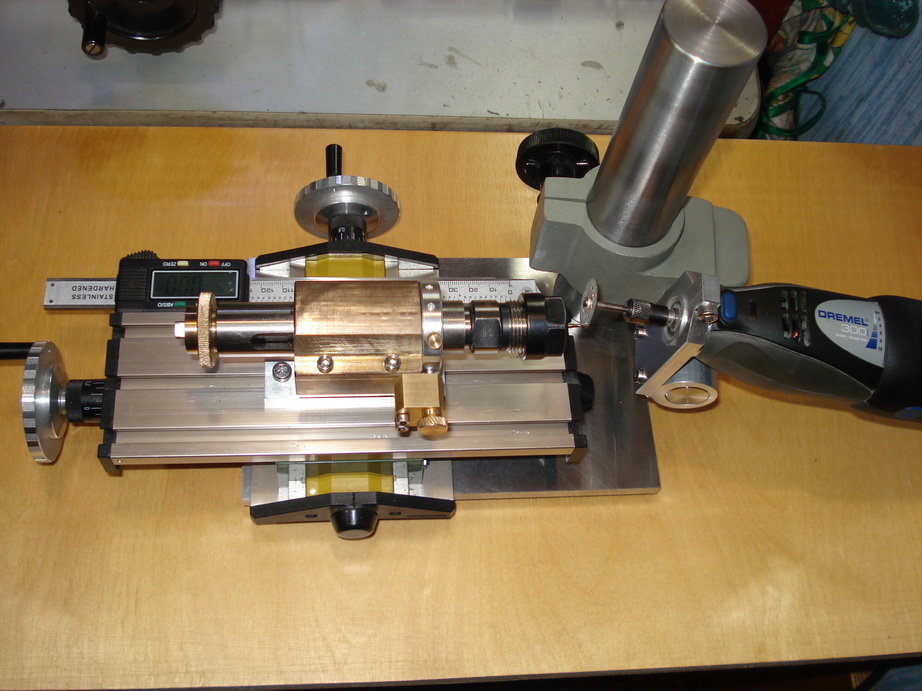 ../Станочное оборудование
../Станочное оборудование
-
Спецификация станочного оборудования № Наименование оборудования, наличие уточняется по запросу Тип Заводской номер Год выпуска Примечание 1 Электроэрозионный копировально-прошивочный станок 4Б723Б 2610 1976 2 Электроэрозионный вырезной станок 4732Ф3М 1813 – 3 Электроэрозионный станок – – – 4 Универсально-заточный станок 3Е642Е 571 1989 5 Универсально-заточной станок 3В642 2291 1974 6 А5214А 1202 – 7 Автомат для холодной навивки пружин А5214А 1194 – 8 Автомат пружинонавивочный Аб5218 – – 9 Долбежный станок – – – 10 Пресс однокривошипный простого действия открытый наклоняемый К2322 1221 1963 тн 11 Пресс винтовой Братск 12 Пресс винтовой Братск 13 Пресс гидравлический COIIY зав.  №10414
№10414тн 14 Пресс механический 15222А тн 15 Пресс ножницы Братск 16 Зубофрезерный – – – 17 Гидропривод С 100 -3У12УА УХЛ 4.1 – – 18 Рейсмус 14145 1991 19 Пила циркулярная – – – 20 Пила циркулярная – – – 21 Пила циркуляционная – – – 22 Отрезной круглопильный станок 8В66 – – 23 Отрезной самодельный станок – – – 24 Угловырубной самодельный станок – – – 25 Притирочный 3А806А 165 1988 26 Листогиб ЛГМ И 2714 – – 27 Листогиб – – – 28 Трубогиб – – – 29 Пресс механический 15222А 30 Пресс винтовой – – – 31 Токарный станок с ЧПУ СВ 141 П 196 1989 32 Токарный станок с ЧПУ 33 Токарный станок с ЧПУ – – – 34 Токарный станок с ЧПУ – – – 35 Токарный станок – – – 36 Токарный станок (Армения) – – – 37 Токарный станок 16Б160331 368 – 38 Токарный станок МК 6733 41394 1983 39 Токарный станок 1К62 7475 1970 40 Токарный станок 16Б16033 421 1985 41 Токарный станок 16Б160331 416 42 Токарно-винторезный станок 1К62 10046 1968 43 Токарно-винторезный станок 1И61111 – – 44 Токарно-винторезный станок 1К62Д 7693 1989 45 Токарно-винторезный станок 1К62 13431 1965 46 Токарно-винторезный станок 1Е611 1895 1978 47 Токарно-винторезный станок 1К62Д 4140 1988 48 Токарно-винторезный станок 1И611 17185 1972 49 Токарно-винторезный станок 1К62 630222 1963 50 Токарно-винторезный станок 1К62Д 7803 1989 51 Токарно-винторезный станок 16К20 2108 1983 52 Токарно-винторезный станок 165(ДИП500) №4761 1962 53 Токарно-винторезный станок 163(ДИП300) №3802 54 Токарный по дереву станок – – – 55 Токарный патронно-центровой с оперативной системой управления станок 16К2011 – – 56 Токарно-винторезный повышенной точности универсальный станок 1604 1529 1971 57 Токарно-винторезный универсальный станок 1А616 41944 58 Токарно-револьверный с ЧПУ станок 1В340Ф30 4134 – 59 Токарно-револьверный с ЧПУ станок ТСЛ 4 М 280. 1510.125016881 1990 60 Токарный продольного точения станок 11Т16А 2063 – 61 Заточной для дисковых пил полуавтомат станок 3692 – – 62 Автомат продольного точения станок 63 Автомат отрезной круглопильный станок 8Г663 408 1985 64 Вертикально-сверлильный универсальный станок 2А135 16259 1973 65 Вертикально-сверлильный станок 2Д150 зав. №5181962 66 Вертикально-сверлильный станок 2Н125 518 1969 67 Вертикально-сверлильный станок 7Н125 518 1969 68 Шпоночно-фрезерный вертикальный станок 692М 1481 1972 69 Машина трубогибочная с механическим приводом ГСТМ 21М 7880 1978 70 Станок ножовочный отрезной – – – 71 Автомат отрезной круглопильный 8Т663 100 6246 1988 72 Универсальный фрезерный ALG-200 – 1975 73 Фрезерный по дереву – 700 1964 74 Продольно-строгальный станок 7М36 3529 1963 75 Поперечно-строгальный станок 7Б35 3297 1973 76 Горизонтально-фрезерный станок – – – 77 Горизонтально-фрезерный станок – – – 78 Вертикальный консольно-фрезерный станок 6Т12-1 – 2011 79 Вертикальный консольно-фрезерный станок 6Т12-1 260 1989 80 Вертикальный консольно-фрезерный станок 6Т12-1 377 1989 81 Фрезерный консольный широкоуниверсальный станок 6Т80Ш 3613 1989 82 Вертикально-фрезерный станок 6П10М 438 1980 83 Вертикально-фрезерный станок 6Р12 1421 1974 84 Фрезерный широкоуниверсальный с УЦИ станок 6Е75 ПФ1 66 1989 85 Универсально-фрезерный станок – – – 86 Консольно-фрезерный горизонтальный с поворотным столом станок 6Р81 16516 1984 87 Консольно-фрезерный горизонтальный станок 6Р82Г 1120 1979 88 Консольно-фрезерный горизонтальный с поворотным столом станок 6Р81Г 3162 – 89 Консольно-фрезерный вертикальный станок 6Р11 7935 1985 90 Копировально-фрезерный гравировальный станок 6Т463 1081 – 91 Широко-универсальный фрезерный станок – – – 92 Широко-универсальный фрезерный станок – – – 93 Настольно-сверлильный станок – – – 94 Станок вертикально-сверлильный Братск 95 Станок вертикально-сверлильный Братск 96 Станок вертикально-сверлильный Братск 97 Станок вертикально-сверлильный 2Д150, 1962г, зав. №2973тн 98 Станок вертикально-сверлильный 7Н125, 1969г, зав.№518 тн 99 Станок вертикально-фрезерный 675П, 1976г, зав.№6863 тн 100 Станок вертикально-фрезерный 6П101 г.Вилинюс тн 101 Станок горизонтально-фрезерн. тн 102 Станок горизонтально-фрезерн. тн 103 Станок заточной тн 104 Станок заточной Братск 105 Станок ленточнопильный Stalex BS-280G тн 106 Станок металлорежущий тн 107 Станок продольно-строгальный 7М36, 1963г, зав. №3529тн 108 Станок сверлильный радиальный 7НВ Братск 109 Станок токарно-винторезный 163 (ДИП 300), зав.№3802 тн 110 Станок токарно-винторезный 165 (ДИП 500), 1962г, зав.№4761 тн 111 Станок токарно-винторезный 1А616, 1969г, Зав.№41944 тн 112 Станок токарно-винторезный 1К62, 1963г, Зав.№639232 тн 113 Станок токарно-винторезный 1К62, 1963г, Зав. №650140тн 114 Станок токарно-винторезный 1К62, 1968г, Зав.№10048 Братск 115 Станок шлифовальный 3726, 1957г, зав.№6903 Братск 116 Строгальный станок Братск 117 Листогиб ЛГМ И 2714 тн 118 Трубогиб тн 119 Трубогиб большой иа3432, зав.№56 Братск 120 Промышленные ворота с вертикальным подъемом Братск 121 Вертикально-сверлильный станок 2Н125 9323 1972 122 Вертикально-сверлильный универсальный станок 2Н118 6335 1965 123 Вертикально-сверлильный универсальный станок 2Н118 52940 1981 124 Вертикально-сверлильный станок 2М112 31713 125 Сверлильный станок 126 Сверлильный по дереву станок – – – 127 Пуансоно-строгальный станок ОД14ФЗ – – 128 Пуансоно-строгальный станок ОД14ФЗ – – 129 Установка газоприготовительная ЭН-60И4 16 1989 130 Ножницы гильотинные НК3418 2109 1989 131 Заточный станок – – – 132 Заточной для дисковых пил полуавтомат станок 3Е692 23 1990 133 Ножовочный отрезной станок 872 – – 134 Автомат аргонно-дуговой сварки АДС 2М – – 135 Профилешлифовальный оптический с УЦИ 395МФ10 950 1989 136 Профилешлифовальный оптический станок 395М 3336 1973 137 Электро-эррозионный станок 4532 – – 138 Шлифовальный станок – – – 139 Шлифовальный станок 3Б634 21952 1969 140 Шлифовальный станок – – – 141 Шлифовальный станок – – – 142 Шлифовальный станок 3Б634 – – 143 Шлифовальный станок – – – 144 Шлифовальный станок – – – 145 Шлифовальный станок 3Б632В 1965 146 Шлифовальный станок – – – 147 Шлифовальный станок 3К834 23129 1989 148 Шлифовальный станок 149 Шлифовальный станок 3В646 20363 1972 150 Шлифовальный станок – – – 151 Круглошлифовальный станок 3У12ВФ10 – – 152 Круглошлифовальный станок 2958 153 Круглошлифовальный универсальный станок 3А10П – – 154 Внутришлифовальный с ЧПУ высокой точности станок 3М227ВФ2 1228 1989 155 Бесцентровый шлифовальный станок У-31. 842.12.00036070 1989 156 Бесцентровый шлифовальный станок – – – 157 Полировально-шлифовальный станок 3В852 36 1989 158 Электрохимический прошивочный станок ТУ1.94 0786 – 1987 159 Затыловочный универсальный станок 1Е811 01 9 1989 160 Аргонно-дуговая сварка – – – 161 Стенд для испытания сильфона на герметичность – – – 162 Муфельная печь – – – 163 Гидровлический пресс Colly №10414 164 Гидравлический пресс (самодельный) – – – 165 Гравировочный станок – – – 166 Абразивно-обрезной станок – – – 167 Пружинонавивочный станок ЗИМ 430 531 1979 168 Пневмогидроаккумулятор АРХ6,3/320 УХЛ4 3909 1988 169 Металлорежущий станок – – – Примечание: Стоимость оборудования, наличие технической документации согласовывается дополнительно.
 №10414
№10414 1510.1250
1510.1250 №518
№518 №2973
№2973 №3529
№3529 №650140
№650140 842.12.000
842.12.000
Заказать звонок
Ваше имя*:
Телефон*:
E-mail:
Регион*:
Для защиты от спамроботов введите код “4959”
В вашем браузере отключена поддержка Jasvscript. Работа в таком режиме затруднительна.
Пожалуйста, включите в браузере режим “Javascript – разрешено”!
Если Вы не знаете как это сделать, обратитесь к системному администратору.
Вы используете устаревшую версию браузера.
Отображение страниц сайта с этим браузером проблематична.
Пожалуйста, обновите версию браузера!
Если Вы не знаете как это сделать, обратитесь к системному администратору.
Нарезание зубьев самодельным зуборезным станком
По какой-то причине нарезание зубьев было одним из мотивов приобретения собственных станков. Я хотел иметь возможность делать самодельные шестерни.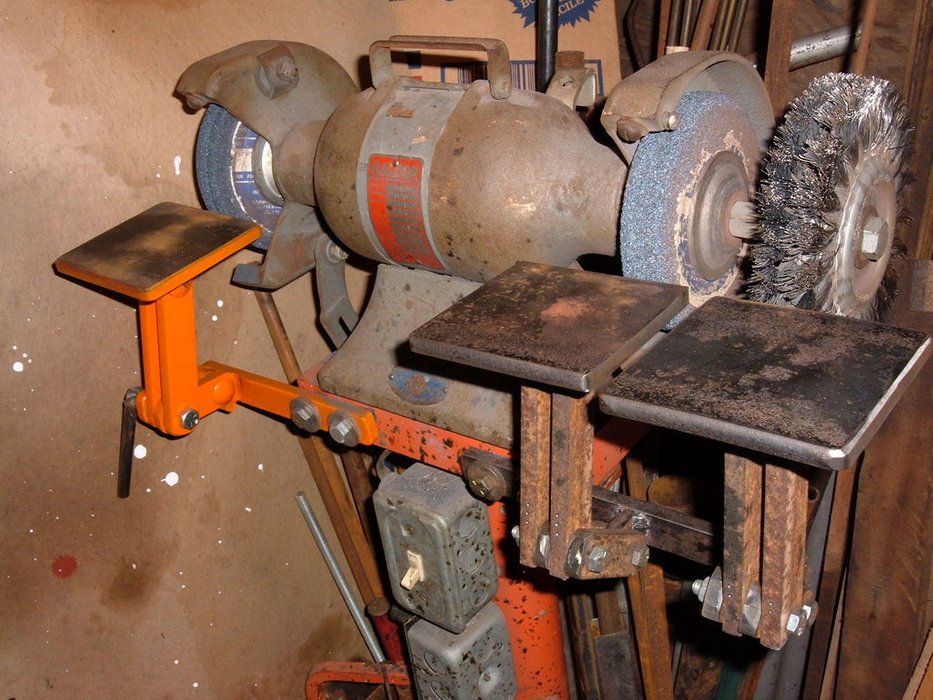 Честно говоря, почти все шестерни, которые я использовал, были куплены или восстановлены. Тем не менее, это был зуд, который нужно было почесать.
Честно говоря, почти все шестерни, которые я использовал, были куплены или восстановлены. Тем не менее, это был зуд, который нужно было почесать.
Маленькая стальная шестерня, 22 зуба, модуль 0,5
Я думаю, есть три или четыре возможных способа, которыми вы можете воспользоваться в этом процессе.
Однозубая зубчатая нарезка
Во-первых, вы можете вырезать каждый зуб по одному. На самом деле, конечно, вы вырезаете промежутки между зубами. Для этого вам понадобится фреза и какой-нибудь способ точного индексирования заготовки зубчатого колеса для резки. Резак может быть самодельным или профессиональным. Коммерческие фрезы для нарезания зубчатых колес стоят недешево, и вам потребуется довольно много, чтобы охватить целый ряд различных размеров и типов зубчатых колес. Как правило, для полного диапазона размеров зубчатых колес для заданного шага и угла давления требуется набор из восьми штук. Это быстро становится дорогим. Кроме того, вы можете сделать свой собственный резак любым из нескольких способов, подробно описанных в другом месте (см. ссылки). Самодельные фрезы можно шлифовать только для одного размера шестерни, и, как и коммерческие фрезы, они также могут нарезать ряд шестерен аналогичных размеров.
ссылки). Самодельные фрезы можно шлифовать только для одного размера шестерни, и, как и коммерческие фрезы, они также могут нарезать ряд шестерен аналогичных размеров.
Зубофрезерование
Во-вторых, зубофрезерование. Строго говоря, для этого требуется специальная фреза и станок, чьей жизненной функцией является зубофрезерование. Фреза немного похожа на заросший метчик, и одна фреза может создать правильную эвольвентную форму для зубчатых колес с любым числом зубьев для заданного шага и угла давления. Для этого заготовка шестерни должна вращаться с заданной скоростью по мере того, как фреза выполняет нарезку. Соотношение числа оборотов фрезы и числа оборотов заготовки определяет количество зубьев. Зубофрезерные станки сложны, дороги и имеют неудобные ограничения для нарезания зубчатых колес с простым числом зубьев. Свободная зубофрезерная обработка позволяет варочной панели вращать заготовку зубчатого колеса. Это может привести к тому, что будет сгенерировано неправильное количество тетов.
Зубодолбление
Третий метод заключается в использовании формирователя с одноточечной фрезой для вырезания/изготовления зубьев. В самом простом случае это похоже на использование фрезы с одной точкой, как в методе выше. специалисты по формованию зубчатых колес перемещают фрезу по мере вращения заготовки зубчатого колеса, чтобы создать правильную эвольвенту.
Самодельный простой зуборезный станок
Я выбрал способ, который представляет собой смесь первого и второго методов. Изготовлена фреза, немного напоминающая червячную фрезу, без винтовых зубьев, требующих постоянного вращения заготовки зубчатого колеса. Зубья (или промежутки) вырезаются по одному с помощью индексирующего устройства какой-либо формы. Одним из преимуществ этого метода является то, что, хотя фреза должна быть тщательно изготовлена, она не обязательно должна иметь точную форму зазора между зубами. Вместо этого это форма стойки, и зазоры с каждой стороны текущего зазора изменяются по мере вырезания текущего зазора.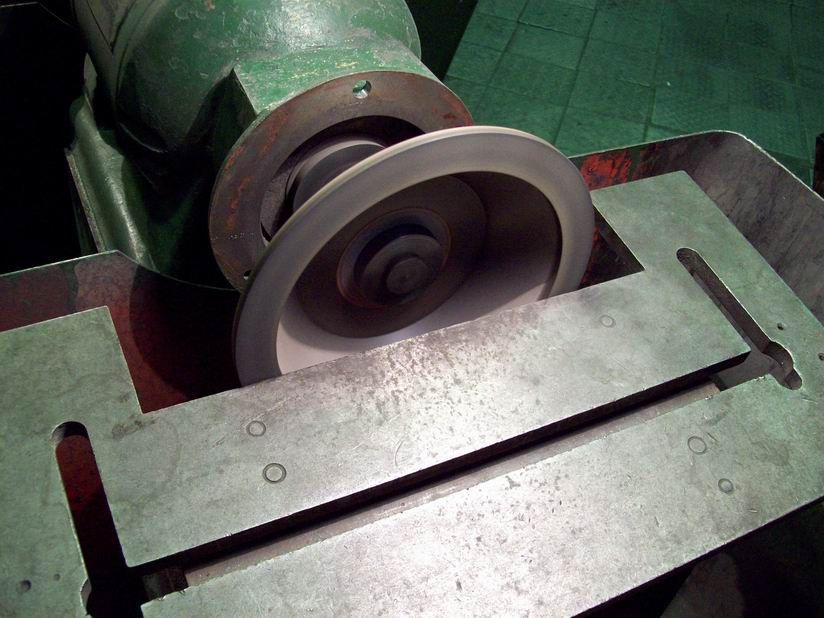 Более того, одна фреза может использоваться для нарезания зубчатых колес любого размера с заданным шагом и углом зацепления.
Более того, одна фреза может использоваться для нарезания зубчатых колес любого размера с заданным шагом и углом зацепления.
Дополнительные сведения можно найти по ссылкам сбоку. Если вы обнаружите какие-либо ошибки, пожалуйста, сообщите мне, чтобы я мог их исправить
Если вы хотите узнать больше о других методах нарезания зубчатых колес, ознакомьтесь с полным руководством по небольшим мастерским:
Зубчатые колеса и их разделка (практика в мастерской) от Ивана Закон.
Удачной резки.
Зуборезка и изготовление зуборезов с нуля
Брент Х
Ультрачлен
- #1
Привет, ребята,
Кто-нибудь здесь делал свои собственные зубофрезы? На ютубе есть несколько парней, которые сделали фрезы. Некоторые из них представляют собой одноточечные фрезы типа «летучая мышь», другие представляют собой фрезы типа HOBB, а третьи (относительно немногие) изготавливают фрезы для нарезания эвольвентного зуба в одну фрезу, а затем нарезают зубья с последующей закалкой и заточкой.
Некоторые из них представляют собой одноточечные фрезы типа «летучая мышь», другие представляют собой фрезы типа HOBB, а третьи (относительно немногие) изготавливают фрезы для нарезания эвольвентного зуба в одну фрезу, а затем нарезают зубья с последующей закалкой и заточкой.
Я занимался математикой и собираюсь составить электронную таблицу для расчета геометрии фрезы и работы над изготовлением некоторых нестандартных зуборезных фрез.
Некоторые цены на одну фрезу просто сумасшедшие, и я не могу легко найти угловые фрезы с углом давления 20 градусов – большинство из них модные и не подходят к моему миру диаметрального имперского шага – LOL.
Я думаю, что я просто попробую и посмотрю, что я могу испортить. Я ничего не могу сделать, пока не вернусь домой, но я, по крайней мере, разберусь с геометрией и выложу свою электронную таблицу чисел для вашего удовольствия.
RobinHood
Ультрачлен
- #2
Я думаю, что еще один проект только что переместился в начало вашего списка дел: разгрузочное приспособление для вашего токарного станка….
Брент Н
Ультрачлен
- #3
ЭВРИКА!
RobinHood
Ультрачлен
- #4
Да, это он. …
…
Вот ссылка на видео инструмента:
Последнее редактирование:
Брент Х
Ультрачлен
- #5
Спасибо, Руди. Сериал скачан, и у меня есть книга Закона об Иване. Вы делали что-нибудь подобное? У меня есть точилка для инструментов, и она совмещена с точилкой для зубчатых колес, так что все будет хорошо.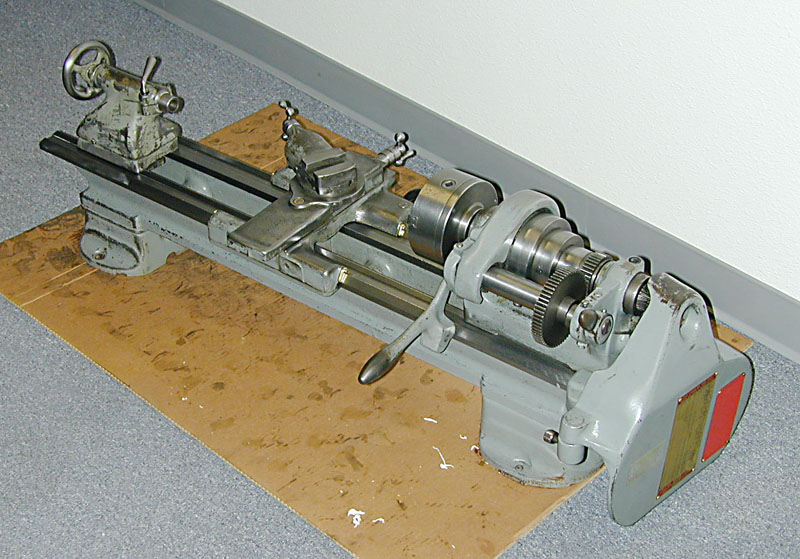 Просто пытаюсь рассчитать математику для резаков и поместить все это в электронную таблицу с автоматическим расчетом.
Просто пытаюсь рассчитать математику для резаков и поместить все это в электронную таблицу с автоматическим расчетом.
RobinHood
Ультрачлен
- #6
Нет, я еще не сделал разгрузочную насадку (пока).
У меня довольно много фрез для эвольвентных зубчатых колес. Так что пока нет необходимости делать свой собственный.
Брент Х
Ультрачлен
- #7
@RobinHood: Роджер, в ближайшие дни я попытаюсь перенести чертежи в Autocad и посмотреть, как масштабировать их для 1-дюймовых фрез. резак для пуговиц теперь создается с помощью электронной таблицы Excel – просто работаю над тем, чтобы сделать его более удобным для пользователя и заставить его выполнять как имперскую, так и метрическую математику. Я перенес числа в чертеж AutoCAD, и все углы вышли на ура – то есть на как минимум хорошее начало
Если насадка-разгрузчик “Эврика” хорошо сработает, она станет отличным дополнением к созданию резцов. Похоже, что к тому времени, когда я добьюсь успеха в изготовлении резаков, их покупка будет стоить примерно столько же времени… но в этом нет ничего интересного… LOL
ДжонниТК
Активный член
- #8
Зуборезка запоминает меня, подпишитесь на некоторые из них в Instagram
RobinHood
Ультрачлен
- #9
Вообще-то я думал модифицировать Эврику, чтобы количество «зубцов» можно было регулировать. Может быть, 12 – это стандарт для фрезы такого размера?
Затем находится это видео:
Это заставило меня задуматься, почему бы не сделать шестерни с помощью зубчатых ступиц? Для каждого DP или модуля требуется только одна варочная панель. Также не имеет значения, режете ли вы прямозубую или косозубую шестерню — все используют одну и ту же фрезу.
Также не имеет значения, режете ли вы прямозубую или косозубую шестерню — все используют одну и ту же фрезу.
Брент Х
Ультрачлен
- #10
@RobinHood – да, у меня есть фреза 12DP 20PA, которую я надеялся использовать для точной настройки зуба, который я приварил к своей шестерне токарного станка….. вздох….
Думаю, мне нужен второй токарный станок – ха-ха
привязка вращения фрезы к резаку – это довольно процесс. Есть несколько видеороликов, в которых парни неплохо справляются с вертикальной мельницей с поворотным столом и сложным выбором зубчатого зацепления.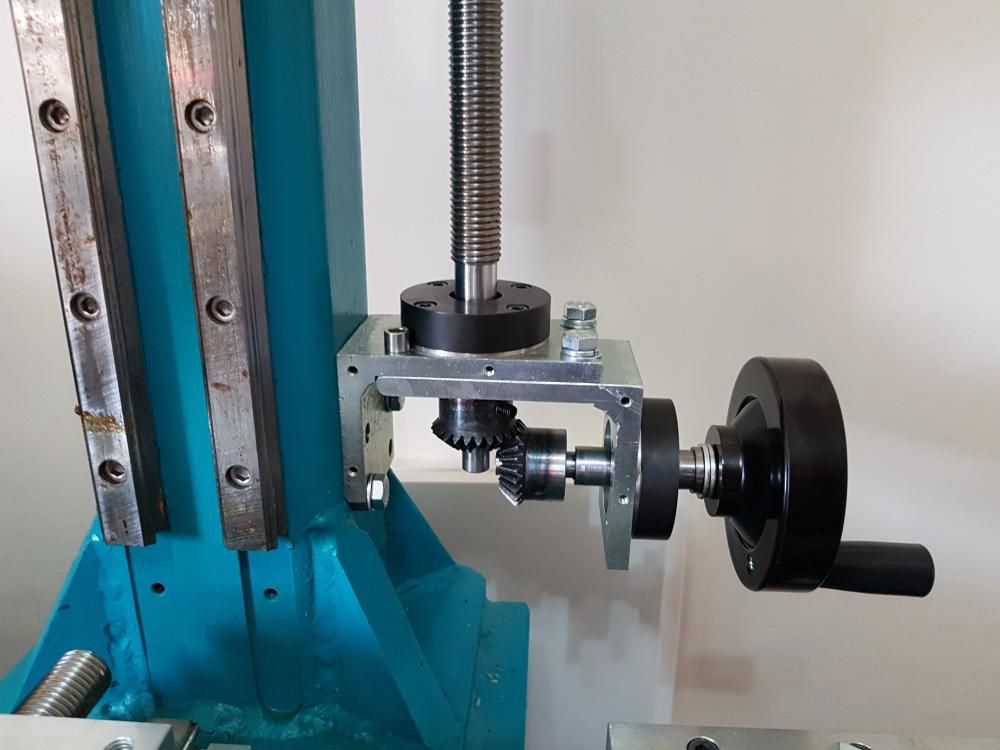
Несколько лучших вариантов с горизонтальной фрезой …… посмотрим, что можно придумать. Я опубликую рисунки, когда закончу их, и, возможно, Руди, ты сможешь проверить их на наличие ошибок, если у тебя будет время.
PeterT
Ultra Member
- #11
Не уверен, что это тот же метод. С нетерпением ждем ваших результатов!
http://mikesworkshop.weebly.com/designing-gear-cutters.html
Брент Х
Ультрачлен
- #12
@PeterT : да, да, сделайте кусачки для пуговиц, которые будут врезать профиль в заготовку для резака.
После нескольких прочтений книги Ivan Law – мастерской Майка и Джона Стивенсона, я смог сложить 2 и 2 вместе.
Затем он разбирался в Excel и правильно вводил формулы. Далее нужно получить набор электронных таблиц, так что это «простой» вопрос ввода данных для нужного вам резака, и он выдаст размеры кнопок резака, расстояние и глубину резания.
Разгрузочный инструмент Eureka предназначен для профилирования зубьев фрезы для снятия задней стороны, чтобы фреза не проходила сквозь шестерню во время резки. Как сказал @RobinHood, инструмент сейчас рассчитан на 12 зубьев фрезы. Большинство резаков теперь имеют 14, если они имеют шпонку 1 дюйм. Вещи будут немного «модифицированы» в соответствии с моими ожиданиями.
Хакер
Суперпользователь
- №13
Мне потребовалось больше часа, чтобы посмотреть это, и я до сих пор во всем этом не разобрался. Это очень интересное видео. Это заставляет вас хотеть построить его только для того, чтобы нарезать шестерни, даже если они вам не нужны. Мне было интересно, ускорит ли сборка и настройка использование зубчатых ремней на приводе задней бабки вместо натяжных роликов?
Брент Х
Ультрачлен
- №14
@Hacker: Я думаю, именно поэтому это называется Эврика! Требуется несколько раз, чтобы понять это, а затем . ….ЭВРИКА!!!…..LOL…
….ЭВРИКА!!!…..LOL…
Математическая часть для выполнения вычислений сводила меня с ума, а потом я все понял после Я узнал, что Excel вычисляет углы в радианах, поэтому для этого вам нужно исправить Sin и Cos. Потом чертеж в AutoCad все проработал с новыми размерами.
Я начну рисовать Eureka после того, как настрою несколько чертежей для @YYCHobbyMachinist следующих остальных для 9-дюймового Utilathe
RobinHood
Ультрачлен
- №15
Хакер сказал:
Мне интересно, ускорит ли сборка и настройка использование зубчатых ремней на приводе задней бабки вместо натяжных роликов?
Нажмите, чтобы развернуть.
 ..
..Это именно то, что мне было интересно.
Метод смены шестерни традиционный – нет возможности “рассинхронизации” из-за зубьев шестерни. Я думаю, что современные зубчатые ремни / колеса оказались очень надежными, просто посмотрите на все ремни ГРМ…
Но сначала нужно иметь резак…
Основной принцип насадки EUREKA состоит в том, чтобы иметь стационарный инструмент и рабочие «лепестки» в разрезе и вне его. Традиционные разгрузочные токарные станки работают наоборот: инструмент перемещается по оси X, а заготовка вращается концентрически с осью Z токарного станка. Количество «сбросов» на оборот зависит от количества зубьев фрезы.
Я рассматриваю возможность использования механизма крепления конуса (в основном, телескопического ходового винта) через синхронизированный кулачок для перемещения поперечных салазок. Мне нужно, чтобы кулачок вращался с количеством зубьев фрезы на один оборот шпинделя. Профиль кулачка будет контролировать профиль разгрузки и длину хода. Таким образом, можно было изготавливать фрезы различных размеров и углов заточки. Кроме того, если бы кулачковый привод осуществлялся через телескопический карданный вал, можно было бы использовать каретку токарного станка и установить желаемый модуль или DP и сделать червячную фрезу. Зубчатые червячные втулки имеют прямые боковые поверхности, что избавляет от необходимости пытаться аппроксимировать эвольвентную кривую. И вам нужен только один для всех шестерен, независимо от количества зубьев.
Другое дело, если бы трансмиссия к кулачку осуществлялась через планетарный редуктор, можно было бы вращать зубчатый венец «медленнее», чем водило планетарной передачи, и получить дифференциальную функцию. Это позволило бы использовать винтовые фрезы, если дифференциал на оборот является функцией угла наклона спирали. (дифференциальное деление — это механический принцип универсальной делительной головки: при каждом вращении кривошипа точка отсчета перемещается назад ((или вперед)) на «дифференциальную величину», чтобы круг можно было разделить на простое число, для например, без использования круглой пластины с отверстиями в виде простых чисел [например, 127]). Я отвлекся.
Может все это можно было сделать на Menziken M220? Намек, намек… Шутки в сторону, я думаю, что они стали жертвой революции ЧПУ, как и многие другие производители высококачественных ручных станков.
Последнее редактирование:
Брент Х
Ультрачлен
- №16
Некоторая установка, подобная этой, подойдет для фрезерования на вертикальной мельнице — исполнение может нуждаться в небольшом улучшении, но концепция есть
RobinHood
Ультрачлен
- # 17
Вы знаете, все работает. Если работа будет выполнена, то почему бы и нет?
Токарный станок для снятия напряжения в действии. Именно такую настройку я пытался описать выше.
PeterT
Ultra Member
- # 18
>Далее я получаю набор электронных таблиц, так что это «простой» вопрос ввода данных для нужного вам резака, и он выдаст размеры кнопок резака, расстояние и глубину резания.
Я собирался сделать прямозубые шестерни для своего радиала и искал способ изготовления фрез с помощью пуговиц. В итоге я купил коммерческие шестерни и модифицировал их, потому что их нужно было утончать и модифицировать по нескольким направлениям, поэтому я пошел по этому пути. Но мне всегда было интересно, как правильно прикрепить кнопки к держателю инструмента. В идеале они должны быть изготовлены из инструментальной стали и закалены, если они собираются резать заготовки зубчатых колес даже из мягко отожженной инструментальной стали. Я думал просверлить отверстие и закрепить винтом, как вставку. Но (в зависимости от размера) места не так много. Возможно серебряный припой, но теперь вероятен шанс отжига твердости кнопки. Как вы планировали этот аспект? Прошло много времени с тех пор, как я читал ту книгу Ивана.
Брент Х
Ультрачлен
- # 19
@PeterT : Иван предложил loctite, чтобы у вас было немного свободного времени, чтобы повернуть их, чтобы режущие поверхности правильно выровнялись с рельефом на держателе инструмента
RobinHood
Ультрачлен
- #20
Если я иду по пути пуговиц, я бы использовал сломанный инструмент из быстрорежущей стали или даже сломанный твердосплавный инструмент и использовал плоскошлифовальную машину со шпиндексером или T&C G со шпиндексером. Используйте loctite и слегка вдавите его в держатель инструмента, или припаяйте кнопки серебром.