1 20 конусность – Нормальные конусности и углы
alexxlab | 03.03.2017 | 0 | Вопросы и ответы
Нормальные конусности и углы
Источник: ГОСТ 8593-81
Конусность К есть отношение разности диаметров двух поперечных сечений конуса к расстоянию между ними.
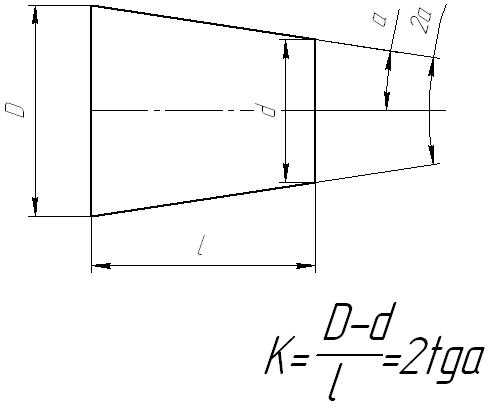
Уклон “i” есть отношение разности размеров двух поперечных сечений к расстоянию между ними.
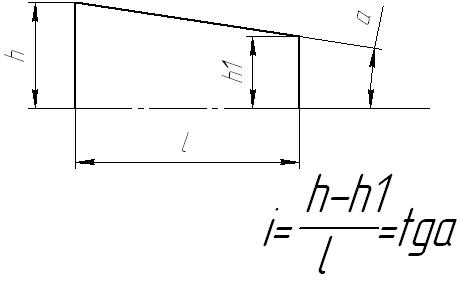
Таблица 1. Углы конусности
|
Конусность К |
Угол конуса 2а |
Угол уклона а |
Исходное значение (К или 2а) |
|
1:200 |
0°7’11” |
0°8’36” |
1:200 |
|
1:100 |
0°34’23” |
0°17’11” |
1:100 |
|
1:50 |
1°8’46” |
0°34’23” |
1:50 |
|
1:30 |
1°54’35” |
0°57’17” |
1:30 |
|
1:20 |
2°51’51” |
1°25’56” |
1:20 |
|
1:15 |
3°49’6″ |
1°54’33” |
1:15 |
|
1:12 |
4°46’19” |
2°23’9″ |
1:12 |
|
1:10 |
5°43’29” |
2°51’45” |
1:10 |
|
1:8 |
7°9’10” |
3°34’35” |
1:8 |
|
1:7 |
8°10’16” |
4°5’8″ |
1:7 |
|
1:5 |
11°25’16” |
5°42’38” |
1:5 |
|
1:3 |
18°55’29” |
9°27’44” |
1:3 |
|
1:1,866 |
30° |
15° |
30° |
|
1:1,207 |
45° |
22°30′ |
45° |
|
1:0,866 |
60° |
30° |
60° |
|
1:0,652 |
75° |
37°30′ |
75° |
|
1:0,500 |
90° |
45° |
90° |
|
1:0,289 |
120° |
60° |
120° |
К оглавлению
glavconstructor.ru
ГОСТ 10080-71 Развертки конические с коническим хвостовиком под метрические конусы. Конусность 1:20. Конструкция и размеры (с Изменениями N 1, 2), ГОСТ от 17 марта 1971 года №10080-71
ГОСТ 10080-71*
______________________
* Обозначение стандарта.
Измененная редакция, Изм. N 1, 2.
Группа Г23
2373-0150
РАЗВЕРТКИ КОНИЧЕСКИЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ
ПОД МЕТРИЧЕСКИЕ КОНУСЫ. КОНУСНОСТЬ 1:20
Конструкция и размеры
Metric taper reamers with 1:20 with tapered shank. Design and dimensions
ОКП 39 1751*
_________________
* Введено дополнительно, Изм. N 2.
Дата введения 1972-07-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 17 марта 1971 г. N 477 срок введения установлен с 01.07.1972 г.
ВЗАМЕН ГОСТ 10080-62
ПЕРЕИЗДАНИЕ. Июнь 1977 г.
ВНЕСЕНЫ: Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 30.09.81 N 4474 с 01.01.82, Изменение N 2, Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 4 от 21.10.93). Государство-разработчик Россия. Постановлением Госстандарта России от 30.01.1995 N 23 введено в действие на территории РФ с 01.07.1995
Изменения N 1, 2 внесены изготовителем базы данных по тексту ИУС N 12, 1981 год, ИУС N 4, 1995 год
1a. (Введен дополнительно, Изм. N 1. Исключен, Изм. N 2).
1. Настоящий стандарт распространяется на чистовые и предварительные конические развертки, предназначенные для обработки отверстий с метрическими конусами по ГОСТ 25557-82*.
________________
* На территории Российской Федерации действует ГОСТ 25557-2006. Здесь и далее. – Примечание изготовителя базы данных.
Требования стандарта являются обязательными, кроме п.6 и приложения 2.
(Измененная редакция, Изм. N 2).
2. Конструкция и основные размеры разверток должны соответствовать указанным на чертеже и в таблице.
Конструкция и основные размеры разверток
Чистовые развертки
Предварительные развертки
______________
* Размеры для справок
Размеры в мм
Исполнение 1 | Исполнение 2 | Число зубьев | |||||||||||||
Обозна- чение разверток | При- ме- | Обозна- чение разверток | При- ме- | Для метри- ческих конусов | Предва- ритель- ных раз- верток | чисто- вых раз- верток | пред- вари- тельных раз- верток | чисто- вых раз- верток | Конус Морзе хвос- | ||||||
2373-0151 | – | 4 | 3,8 | 4 | 4,4 | 2,9 | 4 | 106 | 30 | 22 | 5 | 6 | 0 | ||
2373-0205 | – | 1 | |||||||||||||
2373-0152 | – | 6 | 5,8 | 6 | 6,5 | 4,5 | 5 | 116 | 40 | 30 | |||||
2373-0153 | 2373-0163 | 80 | 79,6 | 80 | 82,0 | 70,9 | 56 | 405 | 222 | 182 | 13 | 14 | 5 | ||
2373-0154 | 2373-0164 | 100 | 99,6 | 100 | 102,3 | 89,3 | 71 | 505 | 260 | 214 | 16 | 6 | |||
Примечания. 1. Номинальные диаметры и установлены для чистовых разверток.
2. Размеры чистовых разверток 2373-0205 и 2373-0152 соответствуют ИСО 2250-72, кроне размеров , , и числа зубьев.
Пример условного обозначения чистовой конической развертки под метрический конус 80, исполнения 1:
Развертка 2373-0153 ГОСТ 10080-71
То же, предварительной конической развертки:
Развертка 2373-0153-1 ГОСТ 10080-71
Пример условного обозначения чистовой конической развертки под метрический конус 80, исполнения 2:
Развертка 2373-0163 ГОСТ 10080-71
То же, предварительной конической развертки:
Развертка 2373-0163-1 ГОСТ 10080-71
(Измененная редакция, Изм. N 1, 2).
3. Размеры конусов Морзе хвостовиков по ГОСТ 25557-82. Допуски конусов Морзе по АТ8 ГОСТ 2848-75.
(Измененная редакция, Изм. N 2).
4. Центровые отверстия – формы или по ГОСТ 14034-74. Развертки диаметром 4 и 6 мм изготовляются с наружными центрами с углом 75°.
5. Технические требования – по ГОСТ 10083-81.
4, 5. (Измененная редакция, Изм. N 1).
6. Элементы конструкции и геометрические параметры разверток указаны в приложении (рекомендуемом).
ГОСТ 2848-75 введен взамен ГОСТ 2848-67.
ГОСТ 14034-74 введен взамен ГОСТ 14034-68.
ПРИЛОЖЕНИЕ (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РАЗВЕРТОК
ПРИЛОЖЕНИЕ к ГОСТ 10080-71
Рекомендуемое
1. Элементы конструкции и геометрические параметры предварительных разверток указаны на черт.1 и в табл.1.
__________________
* Размеры для справок
Черт.1
Таблица 1
Размеры, мм
Для метрических конусов | На меньшем диаметре | На большем диаметре | |||||||||||||
Номин. | Пред. откл. | ||||||||||||||
4 | 3,8 | +0,04 -0,02 | 4,3 | 2,7 | 22 | 0,3 | 0,05 | 90° | 0,15 | 0,6 | 0,2 | 0,8 | 1,5 | 0,5 | 0,3 |
6 | 5,8 | 6,3 | 4,3 | 30 | 85° | 0,20 | 0,8 | 0,3 | 1,2 | 2,0 | 0,8 | 0,4 | |||
80 | 79,6 | +0,10 -0,05 | 81,6 | 70,5 | 182 | 2,0 | 0,50 | 70° | 1,50 | 3,8 | 2,0 | 4,5 | 8,0 | 3,2 | 2,0 |
100 | 99,6 | 101,9 | 88,9 | 214 | 4,2 | 5,0 | 10,0 | 4,0 | 2,5 | ||||||
(Измененная редакция, Изм. N 1).
2. Геометрические параметры чистовых разверток указаны на черт.2 и в табл.2.
Черт.2
Таблица 2
Размеры, мм
Для метрических конусов |
| ||||
на меньшем диаметре | на большем диаметре | ||||
4 | 0,3 | 80° | 12° | 0,3 | 0,4 |
6 | 85° | 0,4 | 0,6 | ||
80 | 2,0 | 75° | 9° | 1,8 | 2,0 |
100 | 2,2 | 2,5 | |||
3. Размеры радиусов скругления и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
4. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ 2 (справочное). Соответствие стандарта международному стандарту ИСО 2250-72
ПРИЛОЖЕНИЕ 2
Справочное
Размеры чистовых разверток 2373-0205 и 2373-0152 установленные в настоящем стандарте, полностью охватывают номенклатуру размеров и соответствуют размерам разверток с коническим хвостовиком под метрические конусы по международному стандарту ИСО 2250-72 и приведены в таблице.
Дополнительно в стандарт включены требования к исполнительным размерам (, , ) и числу зубьев чистовых разверток 2373-0205 и 2373-0152, размерам и числу зубьев чистовых разверток под метрический конус 4 с хвостовиком с конусом Морзе 0, размерам и числу зубьев чистовых разверток с коническим хвостовиком под метрические конусы 80 и 100, размерам и числу зубьев предварительных разверток, элементам конструкции и геометрическим параметрам чистовых и предварительных разверток.
ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. N 2).
Электронный текст документа
подготовлен ЗАО “Кодекс” и сверен по:
официальное издание
Развертки конические.
Конструкция и размеры: Cб. ГОСТов. –
М.: Издательство стандартов, 1977
Редакция документа с учетом
изменений и дополнений
подготовлена ЗАО “Кодекс”
docs.cntd.ru
|
Конусность – отношение разности диаметров двух поперечных сечений кругового конуса к расстоянию между ними.$ κ =\frac{D-d}{l} = 2tgφ = 2i $ Конусность имеет двойной Уклон: k=2i Конусность на чертеже может быть указана в градусной мере, в радианах и в процентах. Заданы конусность пробки крана 1:5, диаметр D=BC=20 мм, длина l=35 мм. Конусность Необходимо построить очертание пробки крана одним из двух способов: Первый способ. Из формулы k=2i находим i=1:10. Отмечаем точки BC и строим треугольник DKP так, чтобы KP:BK=1:10. Продолжив BP до пересечения с осью конуса, получим вершину конуса S. Точку S соединяем с точкой C. Отложив по оси пробки от BC отрезок l=35 мм и проведя через конец этого отрезка прямую, перпендикулярную к оси , получим диаметр d=EF=13 мм торца пробки; Второй способ. Из формулы k=(D-d)/l находим d=EF=20-35/5=13 мм; Величина угла при вершине конуса: здесь угол φ представлен в радианах. где L – расстояние от большого сечения до вершины S конуса, а отношение: D/(2L) = tgφ Пусть задана конусность например 1 : 2,5 откуда i=1:5 и tgφ=0,2 тогда перевод ее в градусы выполняется по формулам: $ φ=arctgφ=arctg(0,2)=0.1974 [рад] $ и $ φ=\frac{0.1974×180°}{π}=11.3102° $ Конусность стандартизована. ГОСТ 8593-81 устанавливает нормальные конусности и углы конусов
Конусности и углы конусов должны соответствовать указанным на чертеже и в таблице. При выборе конусностей или углов конусов ряд 1 следует предпочитать ряду 2. Конусность поверхности  Конусность обозначается на чертеже: – надписью Конусность с указанием ее величины; – указывающей на нее стрелкой с полкой где пишется: – Конусность с указанием ее величины; – знак конусности и ее величина. + |
ngeo.fxyz.ru
ГОСТ 11183-71 Развертки конические с цилиндрическим хвостовиком под метрические конусы. Конусность 1:20. Конструкция и размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РАЗВЕРТКИ КОНИЧЕСКИЕ
С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
ПОД МЕТРИЧЕСКИЕ КОНУСЫ
КОНУСНОСТЬ 1:20
КОНСТРУКЦИЯ И РАЗМЕРЫ
ГОСТ 11183-71
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
РАЗВЕРТКИ КОНИЧЕСКИЕ С ЦИЛИНДРИЧЕСКИМ Конструкция и размеры Tapered reamers
with cylindrical shank for metric tapers, taper 1 : 20. |
ГОСТ Взамен
|
Постановлением Государственного комитета стандартов Совета Министров СССР от 17.03.71 № 477 дата введения установлена
01.07.72
Ограничение срока действия снято Постановлением Госстандарта от 28.04.81 № 2139
* Переиздание (ноябрь 1997 г.) с Изменениями № 1, 2, утвержденными в апреле 1981 г., январе 1995 г. (ИУС 7-81, 4-95)
1а. (Исключен, Изм. № 2).
1. Настоящий стандарт распространяется на чистовые и предварительные конические развертки, предназначенные для обработки отверстий с метрическими конусами по ГОСТ 25557-82.
В части основных размеров чистовых разверток стандарт соответствует стандарту ИСО 2250-72.
Требования стандарта являются обязательными, кроме п. 6 и приложения 2.
2. Конструкция и основные размеры разверток должны соответствовать указанным на чертеже и в таблице.
1, 2. (Измененная редакция, Изм. № 1, 2).
3. Размеры квадратов – по ГОСТ 9523-84.
4. Центровые отверстия – форма В и форма R – по ГОСТ 14034-74.
(Измененная редакция, Изм. № 1).
5. Технические требования – по ГОСТ 10083-81.
(Измененная редакция, Изм. № 2).
6. Элементы конструкции и геометрические параметры разверток указаны в приложении 1.
* Размеры для справок
Размеры, мм
|
Обозначение развертки |
Применяемость |
Для метрического конуса |
D |
D1 |
d1 |
d |
L |
l |
l1 |
Число зубьев z |
|
|
предварительных |
чистовых |
||||||||||
|
2372-0141 |
|
4 |
4 |
4,4 |
2,9 |
4 |
48 |
30 |
22 |
5 |
6 |
|
2372-0131 |
|
6 |
6 |
6,5 |
4,5 |
5 |
63 |
40 |
30 |
||
|
2372-0139 |
|
80 |
80 |
82,0 |
70,9 |
56 |
340 |
222 |
182 |
13 |
14 |
|
2372-0140 |
|
100 |
100 |
102,3 |
89,3 |
71 |
385 |
260 |
214 |
16 |
|
Примечание. Размеры чистовых разверток для метрических конусов 4 и 6 соответствуют ИСО 2250-72, кроме размеров D1, d1 и числа зубьев.
Пример условного обозначения чистовой конической развертки под метрический конус 80:
Развертка 2372-0139 ГОСТ 11183-71
То же, предварительной конической развертки:
Развертка 2372-0139-1 ГОСТ 11183-71
(Измененная редакция, Изм. № 1, 2).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РАЗВЕРТОК
1. Элементы конструкции и геометрические параметры предварительных разверток указаны на черт. 1 и в табл. 1.
Для диаметров 4 и 6 мм
Для диаметров 80 и 100 мм
* Размеры для справок.
Черт. 1
Таблица 1
Размеры, мм
|
Для метрического конуса |
D |
D1 |
d1 |
L1 |
l1 |
r |
r1 |
b |
На меньшем диаметре d1 |
На большем диаметре D1 |
S |
b |
t |
|||
|
Номин. |
Пред. откл. |
f |
f1 |
f |
f1 |
|||||||||||
|
4 |
3,8 |
+0,04 |
4,3 |
2,7 |
54,3 |
22 |
0,3 |
0,05 |
90° |
0,15 |
0,6 |
0,2 |
0,8 |
1,5 |
0,5 |
0,3 |
|
6 |
5,8 |
-0,02 |
6,4 |
4,3 |
71,0 |
30 |
85° |
0,2 |
0,8 |
0,3 |
1,2 |
2 |
0,8 |
0,4 |
||
|
80 |
79,6 |
+0,10 |
81,6 |
70,5 |
– |
182 |
2,0 |
0,50 |
70° |
1,5 |
3,8 |
2,0 |
4,5 |
8 |
3,2 |
2,0 |
|
100 |
99,6 |
-0,05 |
101,9 |
88,9 |
– |
214 |
4,2 |
5,0 |
10 |
4,0 |
2,5 |
|||||
2. Геометрические параметры чистовых разверток указаны на черт. 2 и в табл. 2.
Черт. 2
Таблица 2
Размеры, мм
|
Для метрического конуса |
r |
b |
a (пред. откл. ±2°) |
f |
|
|
На меньшем диаметре d1 |
На большем диаметре D1 |
||||
|
4 |
0,3 |
80° |
12° |
0,3 |
0,4 |
|
6 |
85° |
0,4 |
0,6 |
||
|
80 |
2,0 |
75° |
9° |
1,8 |
2,1 |
|
100 |
2,2 |
2,5 |
|||
3. Размеры радиусов скруглений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
4. (Исключен, Изм. № 1).
ПРИЛОЖЕНИЕ 2
Справочное
Соответствие стандарта международному стандарту ИСО 2250-72
Размеры чистовых разверток, установленные в настоящем стандарте, полностью охватывают номенклатуру размеров и соответствуют размерам разверток с цилиндрическим хвостовиком подметрические конусы по международному стандарту ИСО 2250-72 и приведены в таблице.
Дополнительно в стандарт включены требования к исполнительным размерам (D1, d1) и числу зубьев чистовых разверток под метрические конусы 4 и 6, размерам и числу зубьев чистовых разверток под метрические конусы 80 и 100, размерам и числу зубьев предварительных разверток, элементам конструкции и геометрическим параметрам чистовых и предварительных разверток.
ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. № 2).
files.stroyinf.ru
Конус Морзе: размеры, ГОСТ, таблица
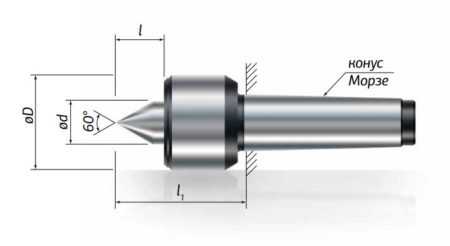
Для закрепления инструмента на станках в машиностроении широко применяются хвостовики и оправки конической формы, называемой конусом Морзе. Эта простая и, в то же время, надежная конструкция позволяет быстро и максимально точно закрепить инструмент в патроне станка.
История создания
Появления такой конструкции, а так же происхождение самого названия до сих пор покрыто множеством тайн. Достоверно известно, что в 1863 году американский инженер Стивен Морзе зарегистрировал патент на изобретение спирального сверла, такого, которое известно нам и по сей день. До этого для изготовления сверла, скручивали заостренный плоский профиль.
В описании, запатентованного Стивеном Морзе спирально м сверле, нет никаких упоминаний об особой форме хвостовика, но по какой-то причине Бюро стандартов США внесло коническую форму в национальные стандарты. Считается, что изобретатель, запатентовав новую конструкцию сверла, направил опытные образцы в Бюро патентов, где была замечена и по достоинству оценена эта особенность.
Впоследствии была создана компания по производству, получившая его имя и занимавшаяся изготовлением инструмента для машиностроения. К концу 19 века компания серьезно расширилась и стала одним из ведущих производителей инструмента того времени. Произведенный ей продукт поставлялся во многие страны мира, в том числе и в Россию. За время ее существования было запатентовано еще несколько изобретений, но, ни одно из них не было связано с коническим исполнением хвостовиков инструмента. Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось.
Так же известно еще несколько изобретателей с фамилией Морзе, живших в США в то время. И, возможно, автором этого изобретения является кто-то из них, но никакой информации, подтверждающей эту версию, нет. Поэтому официальным изобретателем конической формы хвостовика инструмента считается именно Стивен Эмброуз Морзе.
Особенности конструкции и основные типы конусов Морзе
Есть версия, что коническая конструкция появилась в результате постепенной эволюции токарного, фрезерного и сверлильного инструмента в результате изучения влияния износа инструмента на его характеристики и качество выпускаемых деталей. Было замечено, что в процессе работы инструмент с цилиндрическим хвостовиком изнашивался и начинал проворачиваться в кулачках, возникали биения и отклонения инструмента.
Наиболее оптимальной формой, позволяющей с максимальной точностью закрепить инструмент в станке, обеспечить быструю смену инструмента без отклонений, а так же обеспечить подачу СОЖ (смазочно-охлаждающей жидкости) к рабочей части инструмента является конус.
В процессе развития технологий машиностроения появился так называемый метрический конус, который отличается от своих предшественников постоянной конусностью и угловыми размерами. Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.
Согласно классификации, принятой в ГОСТах СССР конусы Морзе принято разделять на малые, большие и общего применения.
Исходя из особенностей конструкции, на сегодняшний день различают три типа конусов Морзе:
- Гладкий;
- С резьбой;
- С лапкой.
Выпадение инструмента из шпинделя предотвращается самой конической формой хвостовика и отверстия в шпинделе или оправке. Дополнительно крепление хвостовика с лапкой в шпинделе происходит за счет вхождения лапки в специальный паз, резьбового – за счет резьбы в торце хвостовика.
Так же изготавливают инструмент с дополнительными пазами и отверстиями для подведения СОЖ. Это наиболее актуально для современных станков с ЧПУ.
Преимущества конуса Морзе
Кроме возможности быстрой смены инструмента и прочного закрепления его в станке, избегая смещения, а соответственно и перенастройки станка конус Морзе дает еще ряд преимуществ.
Во-первых, применение конуса Морзе привело к значительному уменьшения размеров хвостовика инструмента без потери надежности его закрепления в станке.
Во-вторых – придает дополнительный упор по оси крепления при меньшей длине инструмента по сравнению с цилиндрическим хвостовиком.
В-третьих – существенно снижает вероятность заклинивания инструмента в шпинделе.

Системы обозначения конусов Морзе
В России и странах ближнего зарубежья до сих пор принято классифицировать все виды конусов Морзе согласно советским ГОСТам. В них указаны основные параметры (конусность, длина, диаметры наружного и внутреннего конусов) для каждого вида конусов Морзе.
Даже сейчас, когда во всем мире производство инструмента регламентируется международными стандартами ISO и DIN, обозначения ГОСТ обозначения в нашей стране не потеряли свою актуальность. Более того, старые ГОСТы постоянно дорабатываются и совершенствуются.
На данный момент основным документом, регламентирующим обозначения и размеры конусов Морзе является ГОСТ 25557-2006 «Конусы инструментальные. Основные размеры», заменивший устаревший ГОСТ 25557-82. Ниже приведены примеры обозначения конусов Морзе из данного ГОСТ.

Так же существуют госты на отдельные виды инструмента, в которых применена эта конструктивная особенность. Например, ниже приведена таблица обозначений оправок с конусом Морзе для сверлильных патронов (ГОСТ 2682-86).
В соответствие с современными международными стандартами конусы Морзе подразделяются на 8 видов, обозначаемых маркировкой МТ и цифрами от 0 до 7 (например: МТ3), в Германии принята маркировка МК
Укороченные конусы Морзе
В процессе развития станкостроения появились станки, в которых размеры патронов под инструмент оказались меньше длины стандартных конусов Морзе, что создавало большие проблемы с подбором инструмента и установкой его в станок. Для таких станков был разработан отдельный вид укороченных конусов Морзе.
Главной особенностью таких конусов является то, что при сохраненном большем диаметре и конусности, длина хвостовика была уменьшена. При этом, укороченные конусы, благодаря сохранению своей формы, ни в чем не уступают стандартным. Они позволяют так же надежно закреплять инструмент и так же быстро производить его замену.
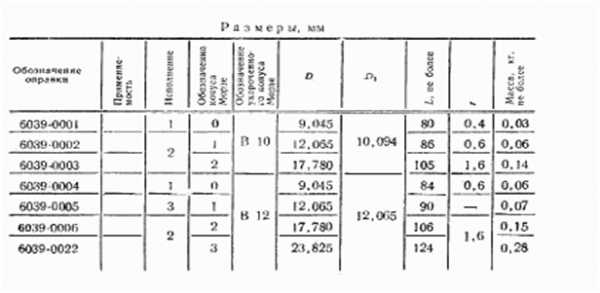
Ниже приведены основные размеры укороченных конусов Морзе:
|
Наименование |
N конуса Морзе |
D, мм |
D1, мм |
d1, мм |
amax, мм |
L, мм |
M |
l1, мм |
|
B7 |
0 |
7,067 |
7,2 |
6,5 |
3,0 |
11,0 |
— |
|
|
B10 |
1 |
10,094 |
10,3 |
9,4 |
3,5 |
14,5 |
— |
|
|
B12 |
12,065 |
12,2 |
11,1 |
18,5 |
М6 |
16,0 |
||
|
B16 |
2 |
15,733 |
16,0 |
14,5 |
5,0 |
24,0 |
— |
|
|
B18 |
17,780 |
18,0 |
16,2 |
32,0 |
М10 |
24,0 |
||
|
B22 |
3 |
21,793 |
22,0 |
19,8 |
40,5 |
— |
||
|
B24 |
23,825 |
24,1 |
21,3 |
50,5 |
М12 |
28,0 |
||
|
B32 |
4 |
31,267 |
31,6 |
28,6 |
6,5 |
51,0 |
М16 |
32,0 |
|
B45 |
5 |
44,399 |
44,7 |
41,0 |
64,5 |
М20 |
40,0 |
|
Появление такой конструкции хвостовика, как конус Морзе, не было грандиозным прорывом в машиностроении. Оно стало следующей ступенью в эволюционном развитии производства. Конус Морзе заслуженно занимает важную нишу в истории машиностроения, и по сей день, коническая форма хвостовика является ярким примером простого, но надежного конструкторского решения.
Оцените статью:Рейтинг: 0/5 – 0 голосов
prompriem.ru
ГОСТ 10080-71 Развертки конические с коническим хвостовиком под метрические конусы. Конусность 1:20. Конструкция и размеры
Текст ГОСТ 10080-71 Развертки конические с коническим хвостовиком под метрические конусы. Конусность 1:20. Конструкция и размеры
УДК 621.951.7-434.5:006.354 Группа Г23
2373-0150
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РАЗВЕРТКИ КОНИЧЕСКИЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ ПОД МЕТРИЧЕСКИЕ КОНУСЫ. КОНУСНОСТЬ 1:20
Конструкция и размеры
Tapered reamers with taper shank for metric tapers, taper 1: 20.
Design and dimensions
ГОСТ
10080-71
Взамен
ГОСТ 10080—62
Постаноалением Государственного комитета стандартов Совета Министров СССР от 17 марта 1971 г. N* 477 срок введения установлен
с 01.07.72
Несоблюдение стендарта преследуется по закону
1. Настоящий стандарт распространяется на чистовые и предварительные конические развертки, предназначенные для обработки отверстий с метрическими конусами по ГОСТ 25557—82.
2. Конструкция и основные размеры разверток должны соответствовать указанным на чертеже и в таблице.
Исполнение 1
Исполнение 2 в**г
“Размеры для справок
Издание официальное Перепечатка воспрещена
Переиздание. Ноябрь 1984 г.
6S
Размеры, ин
|
Исполнение 1 |
Исполнение 2 |
X % X 0 V ? S ft 18 й0 и I |
D |
О. |
d |
<8 |
1 |
/ |
/о |
Чнсло зубьев г |
4) <0 1 0 ь 5 * | |||
|
Обозначения разверток |
1 0 К X 11Л вь йо Са |
Обозначения разверток |
1 4) 5! X 1 А 5 J) > *8 Са |
я Вк «2 А в gS £5 сн |
X 2 а i 0 5 | |||||||||
|
2373-0151 |
— |
4 |
4 |
4,5 |
2,9 |
4 |
105 |
32 |
22 |
5 |
6 |
0 | ||
|
2373-0152 |
— |
6 |
6 |
6,6 |
4,5 |
5 |
120 |
42 |
30 |
1 | ||||
|
2373-0153 |
2373-0163 |
80 |
80 |
82,0 |
70,9 |
56 |
405 |
222 |
182 |
и |
14 |
5 | ||
|
2373-0154 |
2373-0164 |
100 |
100 |
102,3 |
89,3 |
71 |
505 |
260 |
214 |
16 |
б | |||
При Нечаеве. Номинальные диаметры Д D| н В установлены для чистовых разверток.
Пример условного обозначения чистовой конической развертки под метрический конус 80, исполнения /:
Ртерт ШШ РОС! /ОШ-7/
То же, предварительной конической развертки:
Ртерт 23Ш53-1 ГОС! ШИ1
Пример условного обозначения чистовой конической развертки под метрический конус 80, исполнения 2:
Ртерт 23ШЗ РОС! 10080-71 То же, предварительной конической разверни:
Разверти 2373-0Ш-1 РОС! 10080-71
п
ч
П
н
TJ
W
3. Размеры конусов Морзе хвостовиков по ГОСТ 25557—82. Допуски конусов Морзе по АТ8 ГОСТ 2848—75.
4. Центровые отверстия — форма В по ГОСТ 14034—74.
5. Технические требования — по ГОСТ 10083—81.
6. Элементы конструкции и геометрические параметры разверток указаны в приложении (рекомендуемом).
ПРИЛОЖЕНИЕ к ГОСТ 10080—71 Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РАЗВЕРТОК
1. Элементы конструкции и геометрические параметры предварительных разверток указаны на черт. 1 я в табл. 1.
Для диаметров 4 и 6 мм
Направление стружкоразбелительных конабох-ледое
SL3
т-
Для диаметров 80 и 100мм
А-А
* Размеры для справок.
Черт. 1
Таблица 1
Размеры, мм
|
S8 |
о |
На мень- |
На боль | ||||||||||||
|
К w о, £ н £ о о |
01 |
/о |
Р |
шем диз* метре d |
шем диаметре Di | ||||||||||
|
2 * gS |
Номин |
Пред. откл. |
d |
г |
п |
/ |
А |
f |
А |
S |
ь |
t | |||
|
4 |
3,8 |
+0.04 —0.02 |
4.3 |
2,7 |
22 |
0,3 |
0,05 |
со I о о |
0,15 |
0,6 |
0,2 |
0,8 |
1,5 |
0,5 |
м |
|
6 |
5,8 |
6,4 |
4,3 |
30 |
00 1 СЛ 1 о |
0.20 |
0J5 |
0,3 |
1,2 |
2,0 |
0,8 |
м | |||
|
80 |
79,6 |
+0,10 —0,05 |
81,6 |
70,5 |
182 |
2,0 |
0,50 |
70° |
1,50 |
3,8 |
2,0 |
4,5 |
8.0 |
3,2 |
2^0 |
|
100 |
99,6 |
101,9 |
88,9 |
214 |
4,2 |
5,0 |
10,0 |
4,0 |
2,5 | ||||||
2. Геометрические параметры чистовых разверток указаны на черт. 2 и в табл. 2.
Черт. 2
Таблица 2
Размеры, мм
|
Для метрических конусов |
г |
Р |
а (пред. откл. ±2®) |
/ | |
|
на меньшем диаметре d |
на большем диаметре Dx | ||||
|
4 |
0,3 |
О О 00 |
12° |
0,3 |
0.4 |
|
6 |
85° |
0,4 |
0,6 | ||
|
80 |
2,0 |
75° |
9° |
1,8 |
2,0 |
|
100 |
2,2 |
2.5 | |||
3. Размеры радиусов скругления и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
4. Шероховатость поверхностей, не указанная в технических требованиях ГОСТ 10063—81, — с параметром Rz не более 20 мкм по ГОСТ 2789—73.
Постановлением Государственного комитета СССР по стандартам от 30.09.81 4474 срок введения установлен
С 01.01.82
На обложке и первой странице обозначение стандарта дополнить обозначением: (СТ СЭВ 2511—80).
Стандарт дополнить пунктом — 1а (перед п. 1):
«1а. Стандарт полностью соответствует СТ СЭВ 2511—80».
Пункт 2. Чертеж дополнить наименованием: «Чистовые развертки»; заменить обозначение: на 1и
Чертеж дополнить новым чертежом предварительной развертки:
Предварительные развертки
Оснобная плоскость
Нарезка стружкоразделочнык ланабок -лебая
Нонус Морзе fo£7mM7’7J
Пункт 2. Таблицу изложить в новой редакции (кроме примечания):
06
(Продолжение изменения к ГОСТ 1Ш0-71)
Размеры в мм
|
Исполнение 1 |
Исполнение 2 |
X X X и V т £ а м 4)0 2У XX чо qx |
D |
Oi |
i |
ii |
L |
1 |
1, |
Число зубьев i |
1 0 0 й X 0 « а 0 % xj =й | ||||
|
Обозначение разверток |
А И У 0 $ # £ б) 2 £ а С |
Обозначение разверток |
А Н V 0 2 41 И £ 4) 2 S а С |
X 2 £ Л Ч V й !* ” ш 0.3 Eft |
\ а 0 й (0 a X 2 в 0 н ох so ре | ||||||||||
|
, 0 ,я 5ft 2*к lh “г s |
X ХО 3^ s? В! э-а | ||||||||||||||
|
2373-015! |
4 |
3,8 |
4 |
4.4 |
2,9 |
4 |
106 |
30 |
22 |
5 |
6 | ||||
|
2373-0205 |
1 | ||||||||||||||
|
2373-0152 |
шт |
6 |
5,8 |
6 |
6,5 |
4,5 |
JL |
116 |
40 |
JL |
1 | ||||
|
23734153 |
2373-0ib3 |
80 |
79,6 |
80 |
82.0 |
70,9 |
56 |
405 |
222 |
182 |
13 |
14 |
5 | ||
|
23734154 |
23734164 |
100 |
99,0 |
100 |
102,3 |
89,3 |
71 |
505 |
260 |
214 |
10 |
6 | |||
*
Пункт 4 изложить в новой редакции:
«4, Центровые отверстия – формы Ь или if по ГОСТ 14034-74, Разверни диаметром 4 и б мм изготовляются с
IUIUMMMI l^Vlftil/ШМЦ V (у »»
Пункт 5. Заменить ссылку: ГОСТ 1ШЗ-62 на ГОСТ 10083—81.
Приложение. Пункт 1, Чертеж и таблица i Заменить обозначение: k на \\,
Таблица 1. Графа ft. Заменить значение: 6,4 на 6,3.
Пункт 4 изложить в новой редакции:
«4. Параметры шероховатости поверхностей, неуказанные в ГОСТ 1008341, – <25 т но ГОСТ 2789-73»,
(ИУС X121981 г,)
Принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол М 4 от 21.10.98)
Дата введения 1996—07—01
На обложке и первой странице под обозначением стандарта исключить обозначение: (СТ СЭВ 2611—80)*
Стандарт дополнить кодом: ОКП 39 1751.
ПуНКТ [В ИСКЛЮЧИТЬ).
Пункты 1* Зи, Заменить ссылку: СТ СЭВ 147’—75* на ГОСТ 2(5567—82,
Пункт 1 дополнить словами: «Требования стандарта являются обязательными, кроме п, 6 и приложении Ф*.
Таблицу дополнить примечанием — 2: «2. Размеры чистовых разверток 2373—0205 и 2373ММ15Й соответствуют И СО 2250—7)2, кроме размеров Du d! и числа зубьев».
Приложение. Пункт 4 исключить.
Стандарт дополнить приложением — 2:
(Продолжение см. с. 38)
(Продолжение изменения М 2 к ГОСТ 10089—71)
еПРИЛОЖЕНИЕ 2 Справочное
Соответствие стандарта международному craHAapty ИСО 2250—72
Размеры чистовых разверток 2)3t73—0205 и 2373—С152, установленные в настоящем стандарте, полностью охватывают номенклатуру размеров и соответствуют размерам разверток с коническим хвостовиком над метрические конусы по международному стандарту ИСО 21250—7.2 и приведены в таблице.
Дополнительно в стандарт включены требования к исполнительным размерам (£>|, d\) и числу зубьев чистовых разверток 20173—0(206. и 2373—01f5|2;,
размерам и числу зубьев чистовых разверток под метрический конус 4 с хвостовиком с конусом Морзе Q, размерам « числу зубьев чистовых разверток с коническим хвостовиком под метрические конусы 30 и 100 размерам и числу зубьев предварительных разверток, элементам конструкции и геометрическим параметрам чистовых я предварительных разверток»
(ИУС № 4 1995 г)
allgosts.ru
Уклон и Конусность – Определение, обозначение на чертеже, формула расчёта уклона и конусности
Иногда, в задачах по начертательной геометрии или работах по инженерной графике, или при выполнении других чертежей, требуется построить уклон и конус. В этой статье Вы узнаете о том, что такое уклон и конусность, как их построить, как правильно обозначить на чертеже.
Что такое уклон? Как определить уклон? Как построить уклон? Обозначение уклона на чертежах по ГОСТ.
Уклон. Уклон это отклонение прямой линии от вертикального или горизонтального положения.
Определение уклона. Уклон определяется как отношение противолежащего катета угла прямоугольного треугольника к прилежащему катету, то есть он выражается тангенсом угла а. Уклон можно посчитать по формуле i=AC/AB=tga.
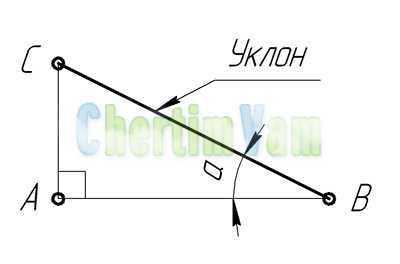
Построение уклона. На примере (рисунок ) наглядно продемонстрировано построение уклона. Для построения уклона 1:1, например, нужно на сторонах прямого угла отложить произвольные, но равные отрезки. Такой уклон, будет соответствовать углу в 45 градусов. Для того чтобы построить уклон 1:2, нужно по горизонтали отложить отрезок равный по значению двум отрезкам отложенным по вертикали. Как видно из чертежа, уклон есть отношение катета противолежащего к катету прилежащему, т. е. он выражается тангенсом угла а.
Обозначение уклона на чертежах. Обозначение уклонов на чертеже выполняется в соответствии с ГОСТ 2.307—68. На чертеже указывают величину уклона с помощью линии-выноски. На полке линии-выноски наносят знак и величину уклона. Знак уклона должен соответствовать уклону определяемой линии, то есть одна из прямых знака уклона должна быть горизонтальна, а другая должна быть наклонена в ту же сторону, что и определяемая линия уклона. Угол уклона линии знака примерно 30°.
Что такое конусность? Формула для расчёта конусности. Обозначение конусности на чертежах.
Конусность. Конусностью называется отношение диаметра основания конуса к высоте. Конусность рассчитывается по формуле К=D/h, где D – диаметр основания конуса, h – высота. Если конус усеченный, то конусность рассчитывается как отношение разности диаметров усеченного конуса к его высоте. В случае усечённого конуса, формула конусности будет иметь вид: К = (D-d)/h.
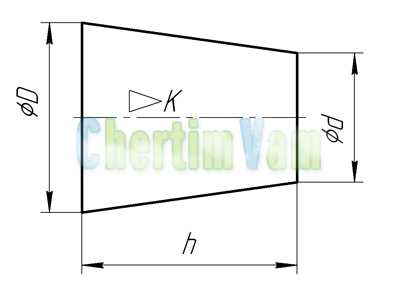
Обозначение конусности на чертежах. Форму и величину конуса определяют нанесением трех из перечисленных размеров: 1) диаметр большого основания D; 2) диаметр малого основания d; 3) диаметр в заданном поперечном сечении Ds , имеющем заданное осевое положение Ls; 4) длина конуса L; 5) угол конуса а; 6) конусность с . Также на чертеже допускается указывать и дополнительные размеры, как справочные.
Размеры стандартизованных конусов не нужно указывать на чертеже. Достаточно на чертеже привести условное обозначение конусности по соответствующему стандарту.
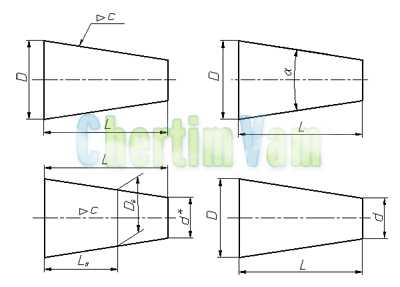
Конусность, как и уклон, может быть указана в градусах, дробью (простой, в виде отношения двух чисел или десятичной), в процентах.
Например, конусность 1:5 может быть также обозначена как отношение 1:5, 11°25’16», десятичной дробью 0,2 и в процентах 20.
Для конусов, которые применяются в машиностроении, OCT/BKC 7652 устанавливает ряд нормальных конусностей. Нормальные конусности — 1:3; 1:5; 1:8; 1:10; 1:15; 1:20; 1:30; 1:50; 1:100; 1:200. Также в могут быть использованы — 30, 45, 60, 75, 90 и 120°.
chertimvam.ru