1А62Г технические характеристики – 1А62Г Станок токарно-винторезный с выемкой в станинеСхемы, описание, характеристики
alexxlab | 15.03.2020 | 0 | Вопросы и ответы
Токарно-винторезный станок 1В62Г характеристики, паспорт, таблицы
Токарно-винторезный станок 1В62Г расположен в группе станкостроительного производства и выпускался в г. Астрахань. На нем можно обрабатывать наружные, внутренние, конические цилиндрические поверхности, а также сверлить, зенкеровать и нарезать резьбу. Резцом резать резьбу на нем можно как метрическую, так питчевую и трубную.
 Токарно-винторезный станок 1В62Г
Токарно-винторезный станок 1В62ГПаспорт на токарно-винторезный станок 1В62Г
- Название книги: пособие по работе станка (1В62Г.00.000РЭЗ)
- Дата выпуска: 1983г.
- Экземпляры изданий: 1
- Число страниц: 93
- Цена: по договоренности
Скачать паспорт (инструкцию по эксплуатации) станка 1В62Г
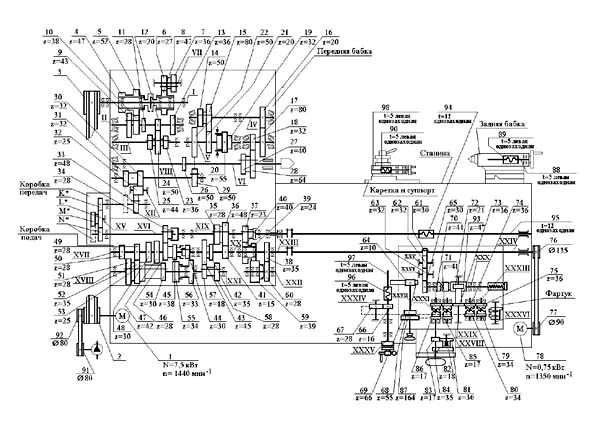
Кинематическая схема станка 1В62Г
Кинематика токарно-винторезного станка 1В62Г дает возможность запустить в движение как основной привод (вращение шпинделя, подачу суппорта), так и вспомогательные: ускоренный подвод суппорта, реверс оборотов и другие. Вращение шпинделя достигается за счет клиноременной передачи от двигателя 1 через шкивы 2 и 3 на шкив шпинделя, затем шпиндель крутится через шестерни коробки скоростей. Движение суппорта происходит через вал 12 от коробки подач и оно синхронно связано с коробкой скоростей через ряд шестерен и промежуточных валов.

Кинематическая схема станка 16в20
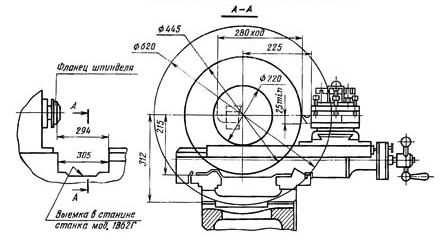
В левой тумбе станины находится резервуар для масла, в котором встроен масляный насос для подачи масла в узлы станка. В правой тумбе установлен насос для воды, которая стекает и собирается в нижней нише станка. Она же служит основанием для установки станины. На ней же сбоку крепится двигатель передачи ускоренного движения суппорта за счет кронштейнов. Двигается суппорт через ходовой вал 5 и винт 4, а они прикрыты кожухами 1 и 14. При обработке деталей над впадиной, возможно перемещение верхней каретки в нужном направлении. Перед тем, как начать обрабатывать заготовку с диаметром 445 мм, нужно снять защитный мостик (22). Он крепится на направляющих станины потайными болтами (23) и штифтами (24).
Мостик нужно беречь от забоин, сколов, вмятин и поэтому хранить рекомендуется на алюминиевой или деревянной подставке.
При установке переходной планки на место, затягивать болты нужно осторожно, крест — накрест, чтобы не было перекоса.
Под направляющей находится рейка, собранная из частей, и через неё осуществляется движение суппорта во время работы.
Используются такие станки на промышленных и сельскохозяйственных предприятиях, а также, из-за сравнительно небольшого веса (2430 кг), в ремонтных мастерских.
Электрическая схема станка 1В62г
Основные технические характеристики токарного-винторезного станка 1В62Г:
Кроме базового параметра 1В62Г, завод выпускал станки и других модификаций: 16В20; 1В625М.
- Класс точности-8. На таких станках можно обрабатывать детали с высокой точностью, до нескольких микрон, что позволяет обходиться без шлифования заданных поверхностей (например, шейки под посадку подшипника)
- Определяющие размеры:
- Максимальные размеры обрабатываемых деталей в мм:
- над поверхностью станины 445;
- выше суппорта 220 до 290;
- с учетом впадины в станине 620;
- детали можно точить длиной не более 1500 мм
- Максимальные размеры обрабатываемых деталей в мм:
Отличительные характеристики токарного станка 1В62Г:
- шпиндельный узел собран на подшипниках скольжения, что позволяет точить детали с высокой точностью. Также предусмотрена регулировка специальными гайками;
- конструкция шпинделя позволяет менять патроны для зажима деталей универсальный механический, трех или четырех кулачковый на патроны с гидравлическим и воздушным зажимом. А такая замена позволяет использовать станки такой группы в мелко и крупно — серийном производстве;
- благодаря кинематической схеме коробки скоростей, шпиндель имеет 21 скорость вперед и 12 назад от 10 до 1400 об/мин;
- размер внутреннего конуса в шпинделе морзе-5. Это позволяет обрабатывать детали без патрона, только путем зажатия между центрами в шпинделе и в задней бабке.
- на суппорте находятся «салазки» с резцедержателем. Независимо от него они позволяют производить коническую обработку деталей за счет поворота каретки на определенный градус.
- Шпиндель станка 1В62Г
- Суппорт станка 1В62Г
- Станина танка 1В62Г
Кроме выемки и нарезания дюймовой резьбы, эти и другие модифицированные станки этой группы обладают еще одной особенностью: на них установлен фартук с электроприводом. То есть, ускоренное движение суппорта происходит от кнопки, расположенной на рукоятке переключения подачи.
Таблицы токарно-винторезного станка 1В62Г
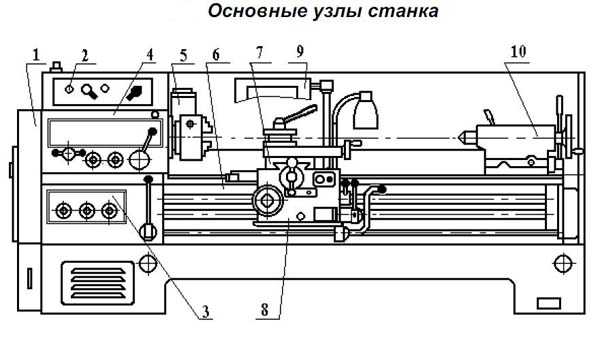
Основные узлы
Основные узлы станка 1В62Г
- Станок имеет литую чугунную станину (6) с двумя тумбами. Профили направляющих станины формы Т-образной с одной стороны, а с другой «ласточкин хвост», имеют клинья для регулировки. В совокупности это позволяет жестко удерживать суппорт, тем самым повышается класс точности в сравнении с другими станками, у которых профили простые призматические.
- Слева на станине смонтирована передняя бабка (4), в которой размещена коробка скоростей. На ней находятся рукоятки для переключения скоростей и подач. Переднюю бабку можно разворачивать в пазах, что дает смещение центра и обтачивание пологих конусов.
- Справа на станине располагается подвижная задняя бабка (10). Посредством вращающегося центра в пиноли бабки прижимаются и обрабатываются длинные заготовки. Бабка обеспечена механическим зажимом и плавным перемещением за счет воздушной подушки. Благодаря коническому отверстию в пиноли задней бабки, в неё можно вставлять сверла, зенковки, метчики, развертки и центра вращающиеся и неподвижные. Это позволяет производить сверление, зенкерование и поджим детали.
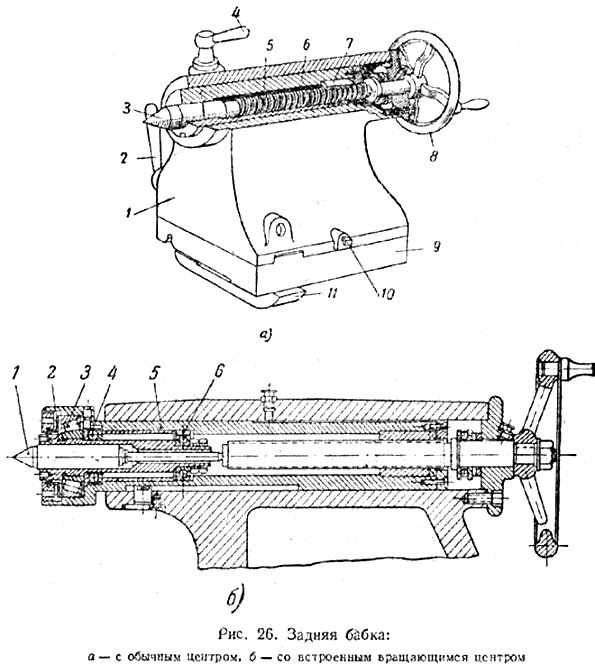
Задняя бабка станка 1В62Г
- Снизу посередине смонтирован фартук (8). Он передает движение суппорта, а также с помощью винта позволяет нарезать резьбу в деталях
- Над фартуком располагается каретка и суппорт (7), на них расположен резцедержатель с поворотной головкой
- Ограждение патрона и суппорта (5 и 9) служат для защиты токаря от стружки и охлаждающей жидкости
- Электрошкаф (2) находится за станком. В нем собраны все органы управления по электрической части
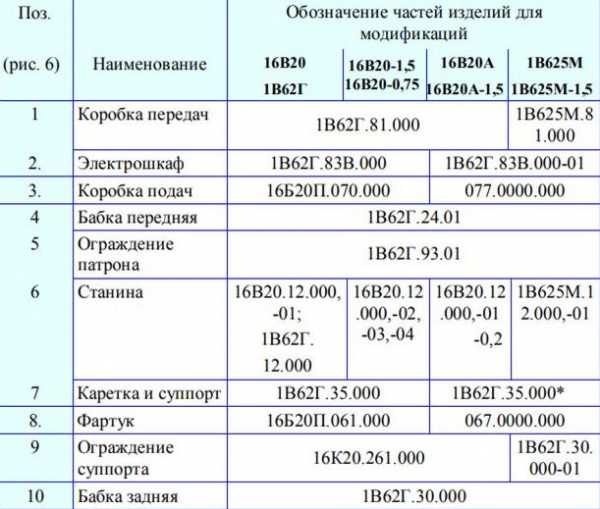
Обозначение частей изделий для модификаций
Для сборки узловых частей аппарата применены высококачественные материалы из стали и чугуна, станина имеет шлифованные поверхности, что увеличивает срок службы и позволяет производить ремонты по плану, предусмотренному заводом изготовителем.
Коробка передач, фартук и коробка подач снабжены принудительной смазкой, что увеличивает срок службы трущихся частей.
Таблица для нарезания резьбы токарного станка 1В62Г
На токарном станке для нарезки резьбы нужно настроить шестерни коробки подач и шестерни гитары подач, чтобы они вошли в зацепление. Эта синхронность настраивается так, чтобы движение резца на суппорте образовывало профиль зуба за один оборот шпинделя. Для этого существуют таблицы нарезания резьбы, по которым с помощью рукояток и рычагов настраивают различные комбинации зацепления шестерен.
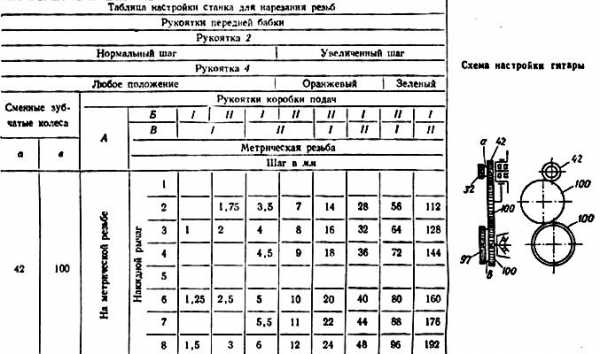
Таблица настройки станка для нарезания резьб
Полезно знать. Дюймовую резьбу, с нитками 11 и 19 можно нарезать, не перестраивая шестерни в блоке сменных шестерен. Это является особенностью этой модели.
На станке имеются 3 трех фазных двигателя:
- для основного привода 7,5 кВт;
- для движения суппорта
- для охлаждающей жидкости.
Защитные кожуха и блокировки на токарно-винторезном станке 1В62Г
Виды защиты:
У токарно винторезного станка 1В62Г, благодаря своим конструктивным характеристикам, существует ряд блокировок и защитных кожухов, тем самым увеличивается степень защиты работы токаря и обслуживающего персонала
Защитные кожуха и блокировки на станке 1В62Г
- 1 и 13 — защитные кожуха ременных и зубчатых передач;
- 3 — замок электрошкафа, открываемый специальным ключом;
- 4 — лампа, загорающаяся при включении станка;
- 6 — ограждение патрона. Станок не будет работать, если кожух открыт;
- 7 — защитный экран со стеклом, предохраняющий от разлетающейся стружки и охлаждающей жидкости;
- 9 — защитный экран суппорта. Он защищает токаря от стружки и эмульсионной жидкости;
- 11 и 12 — защита ходового вала и ходового винта;
- 14 — механизм отключения перемещений вручную в момент работы подачи;
- 15 — устройство, защищающее кинематику фартука от перегрузки;
- 16 — кнопка стоп аварийного отключения главного двигателя.
Станки этой группы подразделяются на универсальные и специализированные. Специализированные агрегаты применялись (и применяются) в промышленности, где необходимо крупно — серийное производство. Например, при обтачивании различных деталей для военной промышленности, осей в вагонном хозяйстве. Зажимы заготовок для ускорения делают гидравлическими или воздушными.
Универсальные станки служат для точения различных поверхностей, нарезания канавок, резьбы. На них можно сверлить, зенкеровать, а применяя различные приспособления, даже фрезеровать, долбить, шлифовать. Конечно, это оправдывается лишь в случае, когда нет подходящего оборудования.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
1в62г технические характеристики — sovetskyfilm.ru

1В62Г — Токарный станок
Токарный станок 1В62Г используется для механической обработки деталей из различных конструкционных материалов и сплавов. Обрабатываемая заготовка может состоять из стали, чугуна, сплавов цветных и черных металлов. Металлорежущий станок 1В62Г предназначен выполнения типичных токарных работ, свойственных этому типу металлорежущиего оборудования: точение цилиндрических и ступенчатых поверхностей вращения, подрезка торцев, выборка канавки или галтели. Станок также позволяет нарезать резьбу различных видов.
В качестве обрабатывающего инструмента на токарно-винторезном станке 1В62Г можно применять резцы выполненные из быстрорежущей стали, а также инструмент оснащенный быстросъемными твердосплавными пластинами. Величина частоты вращения шпинделя станка регулируется ступенчато, однако, наличие широкого ряда возможных скоростей вращения позволяет использовать оптимальный режим резания.
Металлорежущий станок 1В62Г выпускался столичным заводом «Красный пролетарий» и является предшественником довольно популярной модели 1К62 и 1К625. Данная модель хорошо подходит для обработки деталей вращения средних габаритов единичного или мелкосерийного типа. Также станок может использоваться в инструментальных и ремонтных участках промышленных предприятий смежных отраслей.
Максимальный диаметр обрабатываемой заготовки, мм:
над станиной: 445
над суппортом: 220
над выемкой в станине: 620
Максимальная длина обрабатываемой заготовки, мм:
над суппортом: 1000
над выемкой станины: 290
над выемкой станины при закреплении на планшайбе: 240
Максимальная длина точения, мм: 900
Конец шпинделя фланцевого по ГОСТ 12593-72: 6К
Центр по ГОСТ 13214-79
в шпинделе: 7032-0043(М6)
в пиноли задней бабки: 7032-0039(М5)
Диаметр цилиндрического отверстия в шпинделе, мм: >54
Высота резца, установленного в резцедержателе, мм: >25
Число скоростей прямого вращения шпинделя, не менее: 24
Число скоростей обратного вращения шпинделя, не менее: 12
Частота вращения шпинделя, об/мин: 10-1400
Число ступеней подач продольных/поперечных, не менее: 50/50
Диапазон подача, мм/об:
продольная 0,018-22,4
поперечная 0,009-11,2
Число нарезаемых резьб, не менее:
метрическая: 36
модульная: 36
дюймовая: 45
питчевая: 45
Скорость быстрого перемещения суппорта, м/мин:
продольное: 4,0
поперечное: 2,0
Максимальная длина перемещения, мм:
каретки: 900
нижнего суппорта: 280
верхнего суппорта: 130
пиноли: 150
задней бабки (поперечное смещение): ±15
Максимальный угол поворота верхнего суппорта, град: ±90
Цена одного деления шкалы перемещения, мм:
нижнего суппорта: 0,05
верхнего суппорта: 0,05
пиноли: 5,00
Цена одного деления шкалы поворота верхнего суппорта, град: 1,00
Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мм:
Универсальный токарно-винтовой станок 1В62Г выпускался Астраханским станкостроительным заводом. В его конструкции учтены недостатки аналогичных моделей, в результате чего оборудование имеет более широкий функционал и улучшенные эксплуатационные параметры.
Особенности станка
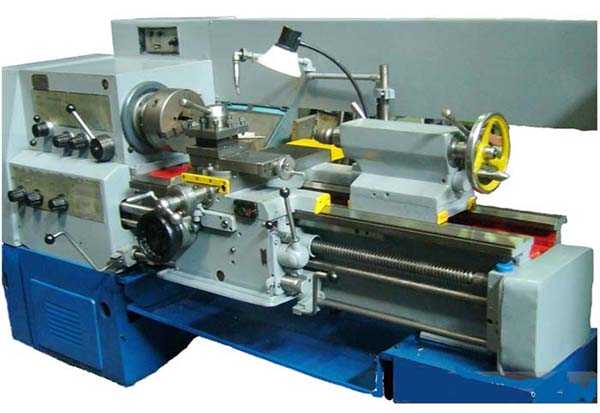
Внешний вид станка
Главной особенностью, которой обладает токарно-винторезный станок 1В62Г, является выемка на станине. Она закрывается съемным мостиком, убрав который можно обрабатывать крупногабаритные детали различной формы (кольца, диски, цилиндры и т.д.) диаметром до 62 см.
Для обеспечения максимально точной обработки станина станка 1В62Г изготовлена в виде жесткой коробчатой формы. При этом шлифованные направляющие имеют достаточно высокую механическую прочность. На точность обработки влияет схема шпинделя, которая включает в себя подшипники качения.
Помимо основных параметров станка 1В62Г можно выделить следующие особенности его конструкции:
- конфигурация резцедержателя. Она спроектирована таким образом, что обеспечивает стабильную фиксацию резца;
- фартук. Имеет уникальный механизм отключения основного суппорта;
- повышенные меры защиты. Они заключаются в правильно подобранных блокирующих и ограждающих устройствах;
- универсальная конструкция зажима. Это дает возможность крепить на шпиндельный узел различные виды патронов.
Эти характеристики позволяют использовать станки 1В62Г для комплектации мелкосерийных производств или мастерских. Также стоит выделить относительно небольшие размеры конструкции (280*119*145 см) и массу – 2430 кг.
Для обеспечения работоспособности в станке предусмотрены три трехфазных двигателя асинхронного типа – 7,5, 0,75 и 0,12 кВт.
Технические характеристики
Обзор параметров следует начать с указания класса точности станка. Он соответствует индексу «Н» согласно принятой классификации по ГОСТ 8-82Е. Условно технические характеристики можно разделить на несколько групп – основные, шпиндель и подача.
Максимально допустимый диаметр детали над станиной станка составляет 44,5 см. Это же значение при расположении заготовки над суппортом не должно превышать 22 см. Параметры указаны при закрытой выемке. Размеры детали не могут быть более 75, 100 или 150 см. Пределы длины обтачивания равны 65, 90 и 140 соответственно.
Параметры шпинделя
Основными параметрами шпиндельной головки являются количество скоростей (21) и частота прямого вращения вала (от 10 до 1400 об/мин). Для обратного вращения число ступней уменьшено в два раза и составляет 12.
Кроме этого следует учитывать такие характеристики шпинделя станка 1В62Г:
- размер внутреннего конуса – Морзе 5;
- конец шпинделя согласно принятой классификации по ГОСТ 12593-72 – 6К.
Благодаря наличию подшипников качения в конструкции можно выполнять своевременную регулировку шпинделя. Для этого предусмотрены специальные гайки. Они соответствуют метрическому размеру М6.
Габаритные расстояния станка с учетом суппорта
Предназначен для фиксации резца и его смещения относительно вращающейся заготовки по горизонтальной и вертикальной оси, а также в наклонном положении. Для этого в механизме предусмотрены устройства пошаговой регулировки с различной степенью точности.
Одной из главных особенностей суппорта является допустимое смещение каретки в продольном и поперечном направлении. Значения этого параметра соответственно равны 90 и 28 см. Для салазок (верхнего суппорта) максимальное поперечное смещение составляет 13 см. Число передач (продольных и поперечных) равно 50.
Дополнительно следует знать такие параметры данного узла станка 1В62Г:
- скорость смещений. Для поперечного направления – 2, продольного – 4;
- максимальное значение скоростей подачи (мм/об). У поперечных это значение варьируется от 0,009 до 11,2; у продольных – от 0,018 до 22,4;
- смещение на одно деление лимба – 0,05 мм.
Также учитываются параметры нарезаемой резьбы. Они отличаются в зависимости от классификации. Для метрических и модульных максимальное количество составляет 36 при пределе шагов от 0,5 до 224. У дюймовых и питчевых эти значения другие – 45 и 77-0,125 соответственно.
Для фиксации заготовки на оборудовании установлена задняя бабка. Наибольшая длина смещения ее пиноли составляет 15 см. Перемещение самой конструкции огранивается значением ±15 мм.
Перед началом работы на станке необходимо ознакомиться с правилами установки, настройки и эксплуатации. Они подробно изложены в техническом паспорте оборудования.
В видеоматериале показан пример проверки работы станка:
1В62Г — Станок токарно-винторезный

Технические характеристики:
Станки модели 1в62г предназначены для разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне.
Основные параметры ГОСТ 440-81
Наибольший диаметр обрабатываемой заготовки, мм:
над станиной 445
над суппортом 220
над выемкой в станине 620
Наибольшая длина обрабатываемой заготовки, мм:
над суппортом 1000
над выемкой станины 290
над выемкой станины при закреплении на планшайбе 240
Наибольшая длина обтачивания, мм 900
Конец шпинделя фланцевого по ГОСТ 12593-72 6К
Центр по ГОСТ 13214-79
в шпинделе 7032-0043(М6)
в пиноли задней бабки 7032-0039(М5)
Диаметр цилиндрического отверстия в шпинделе, мм, не менее 54
Высота резца, установленного в резцедержателе, мм, не менее 25
Количество скоростей прямого вращения шпинделя, не менее 24
Количество скоростей обратного вращения шпинделя, не менее 12
Частота вращения шпинделя, мин в -1 степени 10-1400
Количество ступеней подач продольных/поперечных, не менее 50/50
продольная 0,018-22,4
поперечная 0,009-11,2
Количество нарезаемых резьб, не менее:
метрических 36
модульных 36
дюймовых 45
питчевых 45
Шаг нарезаемых резьб:
метрических, мм 0,5-224
модульных, модуль 0,5-224
дюймовых, число ниток на один дюйм 77-0,125
питчевых, питч 77-0,125
Скорость быстрого перемещения суппорта, м/мин:
продольного 4,0
поперечного 2,0
Наибольшая длина перемещения, мм:
каретки 900
нижнего суппорта 280
верхнего суппорта 130
пиноли 150
задней бабки (поперечное смещение) ±15
Наибольший угол поворота верхнего суппорта, град ±90
Цена одного деления шкалы перемещения, мм:
каретки 1,00
нижнего суппорта 0,05
верхнего суппорта 0,05
пиноли 5,00
Цена одного деления шкалы поворота верхнего суппорта, град 1,00
Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мм, не более Ra 2,0
Габарит станка, мм 2800х1190х1450
Масса станка, кг 2450
род тока переменный
напряжение, В 380
частота тока, Гц 50
Суммарная мощность, кВт 8,37
тип 4АМ132S4У3
исполнение 1М3081
мощность, кВт 7,5
частота вращения, мин в -1 степени 1450
привода быстрых перемещений:
тип 4АМХ71В4У3
исполнение 1М3081
мощность, кВТ 0,75
частота вращения, мин в -1 степени 1370
привода подачи смазочно-охлаждающей жидкости:
тип электронасоса Х14-22М
мощность, кВт 0,12
частота вращения, мин в -1 степени 2800
тип Х14-22М
производительность, л/мин 2,2
Вместимость бака СОЖ, л 25
тип Г11-11А
производительность при1160 об/мин, л/мин 4,4
Сведения о производителе токарно-винторезного станка 1В62Г
Изготовителем токарно-винторезного станка 1В62Г с выемкой в станине является Астраханский станкостроительный завод . основанный в 1944 году.
Основным видом деятельности Астраханского станкостроительного завода является выпуск металлорежущего, кузнечно-прессового, абразивно-отрезного, деревообрабатывающего оборудования. Кроме того, завод производит комплектующие к станкам и оснастку.
Завод выпускает токарно-винторезные станки модели 1В62Г . 16В20 . 1В625. 1В625М с расстоянием между центрами 750, 1000 и 1500 мм и токарный станок с ЧПУ АС16М20Ф3 .
Токарно-винторезные станки. Общие сведения
Токарные станки делятся на универсальные и специализированные. Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкерования и развертывания отверстий. На специализированных станках выполняют более узкий круг операций, например, обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб и т. п. Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
Наша промышленность выпускает различные модели токарных и токарно-винторезных станков — от настольных до тяжелых. Наибольший диаметр обрабатываемой поверхности на советских станках колеблется от 85 до 5000 мм, при длине заготовки от 125 до 24 000 мм. Некоторые токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента, а также значительно упрощают наладку и подналадку станков.

Структурная схема токарно-винторезного станка
- вращательным движением заготовки (B1 ) по цепи: электродвигатель 1 — шпиндель 2 со звеном настройки iv
- поступательным движением инструмента (П1 и П2 ) по цепи: шпиндель 2 — ходовой вал 4 (при точении) или шпиндель — ходовой винт 3 (при нарезании резьбы) со звеньями настройки iv и iкп
Основные размеры токарно-винторезного станка
Основным параметром токарно-винторезного станка является наибольший диаметр D, обрабатываемой заготовки над станиной. Зазор между горизонтальной плоскостью направляющих и диаметром обрабатываемой заготовки D — не более 0,04D. Диаметр D приблизительно равен удвоенной высоте центров станка.
ГОСТ 440—57 предусматривает ряд размеров токарно-винторезных станков с значениями D от 100 до 6300 мм, построенными по закону геометрической прогрессии со знаменателем φ = 1,26 (с небольшими округлениями).
Другим основным параметром станка является наибольшее расстояние между его центрами, которое определяет наибольшую длину обрабатываемой детали. Оно определяется при сдвинутой (без свешивания с направляющих) в правое крайнее положение задней бабке. Станки с одним и тем же наибольшим диаметром обрабатываемой заготовки могут иметь различное межцентровое расстояние в пределах, предусмотренных ГОСТом 440—57. Например, станки с наибольшим диаметром обрабатываемой заготовки 400 мм выполняются с наибольшим расстоянием между центрами 700, 1000 и 1400 мм. Для большинства тяжелых токарных станков наибольшее расстояние между центрами не регламентировано.
Важным размером станка является также наибольший диаметр обрабатываемой заготовки над суппортом D1. Он должен быть не меньше, чем предусмотрено в ГОСТе 440—57.
Кроме этих основных параметров токарно-винторезных станков, ГОСТ 440—57 устанавливает наибольшее число оборотов шпинделя, наибольший диаметр прутка, проходящего через отверстие шпинделя, размер центра шпинделя (номер конуса Морзе или метрического), наибольшую высоту резца и наибольший допустимый вес станка (без электрооборудования).
Типаж токарно-винторезных станков
Станкостроительная промышленность выпускает токарно-винторезные станки с наибольшим диаметром обрабатываемой заготовки в пределах 160—1250 мм и наибольшим расстоянием между центрами до 12 500 мм.
1В62Г станок токарно-винторезный с выемкой в станине универсальный. Назначение и область применения
Токарный станок модели 1В62Г заменил устаревшую модель станка 1А62Г с выемкой в станине.
Универсальные токарно-винторезные станки 1В62Г предназначены для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения разнообразного осевого профиля, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне.
Используются для внутрисоюзных поставок предприятиям всех отраслей народного хозяйства.
Наиболее целесообразно использовать станки в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Жесткая коробчатой формы станина с калеными, шлифованными направляющими обладает достаточной жесткостью.
Шпиндель смонтирован на точных подшипниках качения.
Конструкция резцедержателя обеспечивает стабильность положения фиксации инструмента. Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Станок оснащен коробкой подач и фартуком имеющим собственный привод ускоренного перемещения суппорта и каретки, что улучшает динамику работы станка на ускоренном ходу, позволяющими нарезать дюймовые резьбы 11 и 19 ниток на дюйм без замены сменных зубчатых колес.
Коробка скоростей, коробка подач и фартук снабжены автономной системой смазки. Конструкция станка позволяет устанавливать на шпиндельный узел электромеханический, гидравлический или пневматический патроны для зажима заготовок. Станок сертифицирован
Все основные части станка изготовлены из высококачественной стали, что обеспечивает их надежную долговечную работу.
Термообработанные и шлифованные направляющие станины, зубчатые колеса и валы обеспечивают длительный срок службы и повышенную точность обработки.
Задняя бабка оснащена механическим разгрузочным устройством, обеспечивающим плавность и легкость ее перемещения.
Коробка скоростей, коробка подач и фартук снабжены автономной системой смазки.
Конструкция станка позволяет устанавливать на шпиндельный узел электромеханический, гидравлический или пневматический патроны для зажима заготовок.
В станках применены унифицированные узлы производства Гомельского завода станочных узлоа:
- фартук 16Б20П.061
- коробка подач 16Б20П.070
Станок сертифицирован на соответствие требованиям безопасности.
Исполнение и категория размещения станков в части условий эксплуатации — УХЛ4 по ГОСТ 15150-69 (Для эксплуатации во всех климатических районах стран ближнего зарубежья в закрытых отапливаемых (охлаждаемых) и вентилируемых производственных помещениях).
Класс точности станков — Н по ГОСТ 8—82Е.
Обозначение токарного станка
1 — токарный станок (номер группы по классификации ЭНИМС)
В – поколение станка или обозначение завода — производителя:
- А, К — Станкостроительный завод Красный Пролетарий
- Б — Средневолжский станкостроительный завод
- В — Астраханский станкостроительный завод
- ВТ — Витебский станкостроительный завод
- Д — Алма-Атинский станкостроительный завод им. 20-летия Октября
- Е, Л- Ереванское станкостроительное ПО
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
2 – высота центров над станиной (16, 20, 25, 30, 40, 50) (20 — высота центров 215 мм)
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
А, М – станок с механическим приводом верхнего (резцового) суппорта. Поставляется по особому заказу
К – станок с копировальным устройством
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Модификации универсального токарно-винторезного станка 1В62Г
16В20 — станок без выемки в станине.
16В20А — станок с механическим приводом верхнего суппорта.
1В62Г — базовый станок с выемкой в станине. Станина станка мод. 1В62Г имеет выемку, закрываемую съемным мостиком. Это позволяет при снятом мостике обрабатывать более крупные (диаметром до 620 мм) заготовки типа дисков, колец и фланцев.
1В62ГА — базовый станок с выемкой в станине. Станок с механическим приводом верхнего суппорта.
1В62ГУ — Ø 445 В данной конструкции применена передняя бабка с упрощенной кинематической схемой и шпиндельным узлом повышенной точности и жесткости. Упрощенная кинематическая схема повышает надежность работы станка не ухудшая его технологические возможности при точении и нарезании резьбы как метрической, так и трубной, без дополнительной настройки коробки передач.
16Г20АС — Ø 445 универсальный токарно-винторезный станок повышенной мощности
1В625 — Ø 500 базовый универсальный токарно-винторезный станок с выемкой в станине
1В625М — Ø 500 перспективная разработка Астраханского станкостроительного завода — станок токарно-винторезный модель 1В625M. Предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне. Исполнение и категория размещения станка в части условий эксплуатации — УХЛ4 по ГОСТ 15150-69.
Российские и зарубежные аналоги универсального станка 1В62Г
МК6056, МК6057, МК6058 — Ø 500 — производитель Красный пролетарий г. Москва
16Б16, 16Б16П, 16Б16В, 16Б16А — Ø 360 — производитель Средневолжский станкостроительный завод СВЗС, г. Самара
Samat 400L, Samat 400M, Samat 400S — Ø 400 — производитель Средневолжский станкостроительный завод СВЗС, г. Самара
МСТ1620М — Ø 400 — производитель Минский станкостроительный завод им. Октябрьской революции МЗОР
16ВТ20, 16ВТ20П — Ø 500 — производитель Витебский станкостроительный завод Вистан
КА-280 — Ø 400 — производитель Киевский станкостроительный завод Веркон
ЖА-805 — Ø 400 — производитель Житомирский завод станков автоматов ВерстатУниверсалМаш
CA6140A, CA6140B, CA6240A, CA6240B, — Ø 400 — производитель Shenyang Machine Tool (Group) Co. Ltd. SMTCL Китай
CD6140A, CD6240A — Ø 400 — производитель Dalian Machine Tool Group DMTG Китай
CS6140, CS6140A, CS6240, CS6240A, BJ1630G, BJ1630GD — Ø 400 — производитель Bochi Machine Tool Group Co.,ltd. Китай
C6240 — Ø 400 — производитель Anhui Chizhou Household Machine Tool Китай
GH-1840 ZX — Ø 460 — производитель Jet ( Walter Meier AG WMH ) Швейцария, Китай
CU400, CU400M, C400TM — Ø 440 — производитель Zmm-Bulgaria Holding Ltd. ЗММ Болгария Холдинг
C11MS — Ø 510 — производитель Zmm-Bulgaria Holding Ltd. ЗММ Болгария Холдинг
CU402 — Ø 400 — производитель ZMM Vratsa, ЗММ Враца, Болгария
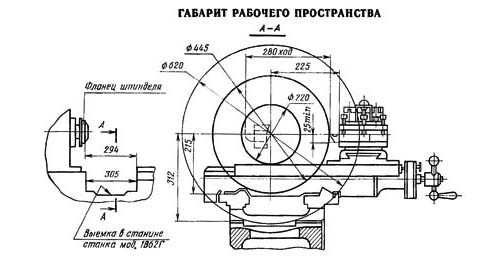
Габариты рабочего пространства станка 1В62Г. Суппорт
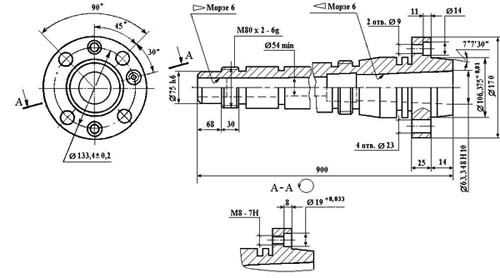
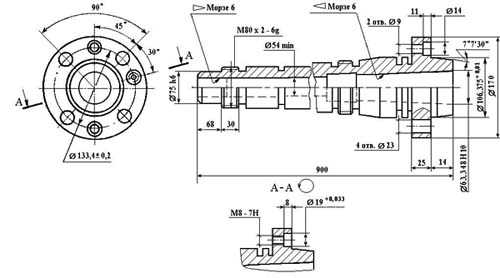
Посадочные и присоединительные базы станка 1В62Г. Шпиндель
Посадочные и присоединительные базы станка 1В62Г. Станина
Общий вид универсального токарно-винторезного станка 1В62Г
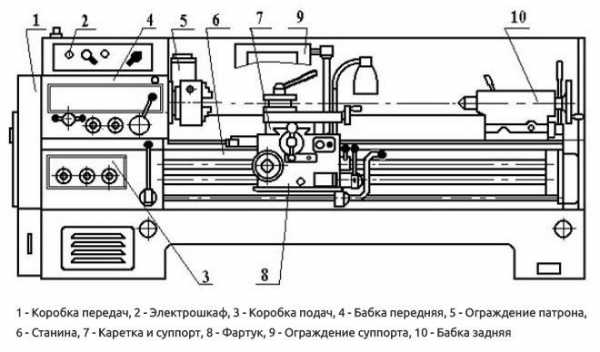
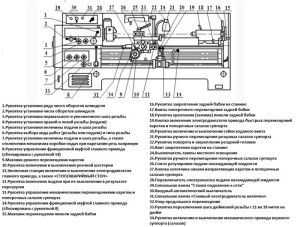
Расположение основных узлов токарно-винторезного станка 1В62Г
Спецификация основных узлов токарно-винторезного станка 1В62Г
- Коробка передач — 1В62Г.81.000
- Электрошкаф — 1В62Г.83В.000
- Коробка подач — 16Б20П.070.000
- Бабка передняя — 1В62Г.24.01
- Ограждение патрона — 1В62Г.93.01
- Станина — 1В62Г.12.000
- Каретка и суппорт — 1В62Г.35.000*
- Фартук — 16Б20П.061.000
- Ограждение суппорта — 1В62Г.30.000-01
- Бабка задняя — 1В62Г.30.000
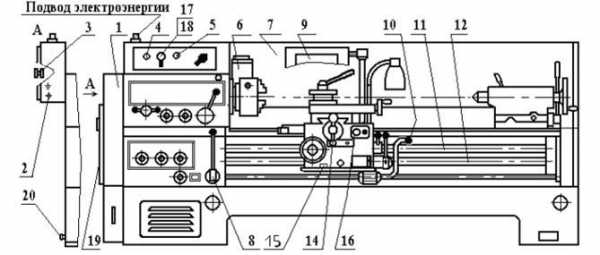
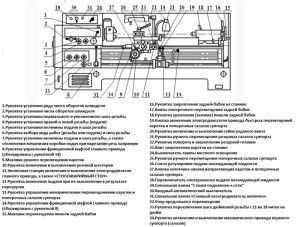
Расположение органов управления токарно-винторезного станка 1В62Г

Перечень органов управления токарно-винторезного станка 1В62Г
- Рукоятка установки ряда чисел оборотов шпинделя
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы
- Рукоятка установки правой и левой резьбы (подачи)
- Рукоятка установки величины подачи и шага резьбы
- Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы
- Рукоятка установки величины подачи и шага резьбы, а также отключения механизма коробки подач при нарезании резьб напрямую
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 14)
- Маховик ручного перемещения каретки
- Рукоятка включения и выключения реечной шестерни
- Кнопочная станция включения и выключения электродвигателя главного привода, а также «СТОП/АВАРИЙНЫЙ СТОП»
- Рукоятка включения подачи при ее выключении в результате перегрузки
- Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 8)
- Маховик перемещения пиноли задней бабки
- Рукоятка закрепления задней бабки на станине
- Винты поперечного перемещения задней бабки
- Рукоятка крепления (зажима) пиноли задней бабки
- Кнопка включения электродвигателя привода быстрых перемещений каретки и поперечных салазок суппорта
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка ручного перемещения резцовых салазок суппорта
- Рукоятка поворота и закрепления резцовой головки
- Винт закрепления каретки на станине
- Выключатель лампы местного освещения
- Рукоятка ручного перемещения поперечных салазок суппорта
- Сопло регулировки подачи охлаждающей жидкости
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Переключатель электронасоса подачи охлаждающей жидкости
- Сигнальная лампа “Станок подключен к сети”
- Вводный автоматический выключатель
- Сигнальная лампа «Главный электродвигатель включен»
- Упор продольного перемещения
- Рукоятка переключения шага дюймовой резьбы с 11 на 19 ниток на дюйм
- Рукоятка включения и выключения механического привода верхнего суппорта (салазок)
Кинематическая схема токарно-винторезного станка 1В62Г
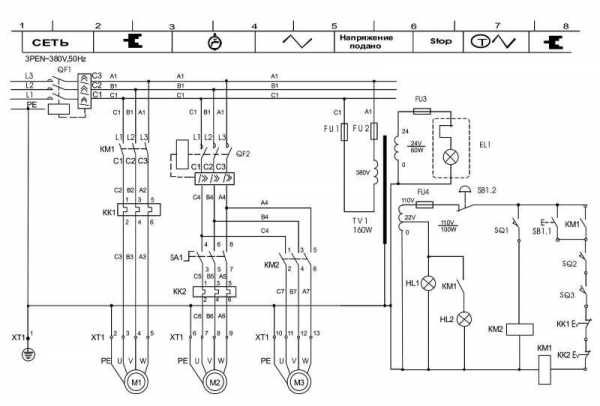
Электрическая схема станка 1В62Г
Электрооборудование. Параметры электрических цепей станка
- Электрошкаф, модель 1В62Г.83В.000
- Питающая сеть: напряжение — 380 В, ток — трехфазный, частота — 50 Гц
- Цепь управления: напряжение — 110 В, ток — переменный
- Цепь местного освещения: напряжение — 24 В, ток — переменный
- Цепь сигнализации: напряжение — 22 В, ток — переменный
- Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) — 17,6 А
Электрооборудование токарно-винторезного станка 1В62Г
Электрооборудование станка предназначено для подключения силовых агрегатов, осветительных и сигнальных устройств к трехфазной сети переменного тока с глухозаземленным нейтральным проводом, а также для обеспечения их защиты от перегрузок, токов короткого замыкания и других факторов. Вся примененная релейно-контактная и другая электроаппаратура проста по конструкции и хорошо зарекомендовала себя при работе на станках. Это обеспечивает надежную работу электрооборудования и возможность ее обслуживания специалистами средней квалификации.
Электроаппаратура, за исключением нескольких аппаратов, смонтирована в электрошкафе 2 (рисунок 8), расположенном на задней стороне корпуса передней бабки.
Силовая цепь станка включает в себя три трехфазных асинхронных электродвигателя, предохранительные устройства и выключатели.
В цепь управления входят релейно-контактные и другие аппараты, расположенные в шкафу, а также кнопочная станция 11 SB1.1 SB1.2 (рисунок 9) пуска — останова главного привода, путевые выключатели 19 SQ1 управления электродвигателем ускоренных перемещений и путевые выключатели SQ2, SQ3 блокировок ограждения патрона и крышки коробки передач.
Цепь местного освещения EL1 обеспечивает работу станочного светильника с гибкой стойкой и со встроенным выключателем. Освещенность 1500 лк.
В цепь сигнализации входят сигнальные лампы 29 (HL1) и 31 (HL2).
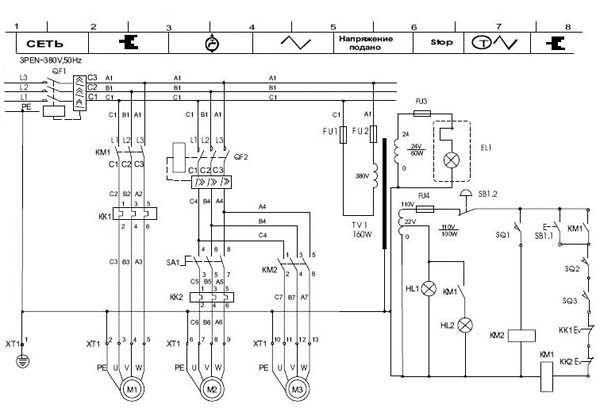
Описание работы электросхемы токарно-винторезного станка 1В62Г
Включение вводного выключателя QF1 (рисунок 12) при наличии напряжения в сети сопровождается загоранием лампы HL1.
Пуск электродвигателя главного привода М1 осуществляется при включенном вводном выключателе QF1 нажатием кнопки SB1.1 кнопочной станции, которая замыкает цепь катушки магнитного пускателя КМ1. При этом срабатывает магнитная система пускателя и замыкает его нормально разомкнутые главные и вспомогательные контакты КМ1, то есть: магнитный пускатель КМ1 перейдет на самопитание, т.к. один из его вспомогательных контактов замкнет цепь питания катушки параллельно кнопке SB1.1 и при отпускании последней цепь не разорвется; включится электродвигатель главного привода М1, питаемый силовой цепью через замкнутые главные контакты пускателя КМ1;
Останов электродвигателя главного привода М1 осуществляется нажатием кнопки кнопочной станции SB1.2. При этом произойдет размыкание цепи катушки магнитного пускателя КМ1, она обесточится, все контакты пускателя разомкнутся, т.е. электродвигатель М1 выключится, цепь самопитания магнитного пускателя разорвется.
Пуск электродвигателя быстрых перемещений М3 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель SQ1. Нормально разомкнутый контакт конечного выключателя при нажатии кнопки замыкает цепь питания катушки электромагнита пускателя КМ2, который в свою очередь замыкает контакты КМ2 силовой цепи электродвигателя быстрых перемещений. Выключатель QF2 включен постоянно.
При отпускании толчковой кнопки SQ1 цепь управления разомкнется и катушка пускателя обесточится, т.е. контакты КМ2 разомкнутся и электродвигатель М3 выключится. Пуск и останов электронасоса М2 осуществляются с помощью переключателя SA1, установленного на лицевой панели электрошкафа.
1В62Г Станок токарно-винторезный с выемкой в станине универсальный. Видеоролик.
Технические характеристики станка 1В62Г
Токарно-винторезный станок 1В62Г относится к универсальному технологическому металлорежущемуборудованию, используемому на различных металлообрабатывающих предприятиях, в том числе ремонтных. Предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения разнообразного осевого профиля, а также для нарезания левых и правых резьб: метрических, дюймовых, модульных и питчевых.
Модель 1В62Г — базовый станок с выемкой в станине.
Модель 16В20 — станок без выемки в станине.
Жесткая коробчатой формы станина с калеными, шлифованными направляющими обладает достаточной жесткостью.
Станина токарного станка мод. 1В62Г имеет выемку, закрываемую съемным мостиком. Это позволяет при снятом мостике обрабатывать более крупные (диаметром до 620 мм) заготовки типа дисков, колец и фланцев.
Шпиндель смонтирован на точных подшипниках качения. Конструкция резцедержателя обеспечивает стабильность положения фиксации инструмента.
Станки оснащены фартуком 067.0000.000 с встроенным электродвигателем ускоренных перемещений и коробкой подач 077.0000.000, позволяющей без настройки гитары нарезать дюймовые резьбы с 11, 14 и 19 нитками на дюйм.
Климатическое исполнение — УХЛ4 по ГОСТ 15150-69. (Для эксплуатации во всех климатических районах стран ближнего зарубежья в закрытых отапливаемых (охлаждаемых) и вентилируемых производственных помещениях).
Технические характеристики токарного станка 1В62Г
Форма оплаты, порядок поставки, доставка 1В62Г, гарантийные обязательства:
- Продажа станков 1В62Г осуществляется на условиях 100% предоплаты при их наличии на складе и 50% предоплате при заказе станка в производство.
- Доставка грузов весом менее 3тн. осуществляется транспортными компаниями ООО «Автотрейдинг», ООО «Желдорэкспедиция», ООО «ПЭК» и т.д.
- Доставка грузов весом более 3тн. осуществляется транспортными автотранспортом Покупателя или Поставщика, а также ж/д транспортом.
- Транспортные расходы по доставке товаров оплачивает Покупатель.
- Гарантия на все товары 12 мес.
- Компания-изготовитель оставляет за собой право на изменение комплектации и места производства товара без уведомления!
Обращаем Ваше внимание на то, что информация на сайте не является публичной офертой!
Отзывы и вопросы:
Отзывов пока нет, но ваш отзыв может быть первым.
Если Вы хотите получать уведомления об ответах по вашему вопросу или отзывы, укажите свой е-майл (будет скрыт).
Внимание, только СЕГОДНЯ!
sovetskyfilm.ru
Токарно-винторезный станок 1В62Г
Содержание статьи:
Универсальный токарно-винтовой станок 1В62Г выпускался Астраханским станкостроительным заводом. В его конструкции учтены недостатки аналогичных моделей, в результате чего оборудование имеет более широкий функционал и улучшенные эксплуатационные параметры.
Особенности станка
Внешний вид станка
Главной особенностью, которой обладает токарно-винторезный станок 1В62Г, является выемка на станине. Она закрывается съемным мостиком, убрав который можно обрабатывать крупногабаритные детали различной формы (кольца, диски, цилиндры и т.д.) диаметром до 62 см.
Для обеспечения максимально точной обработки станина станка 1В62Г изготовлена в виде жесткой коробчатой формы. При этом шлифованные направляющие имеют достаточно высокую механическую прочность. На точность обработки влияет схема шпинделя, которая включает в себя подшипники качения.
Помимо основных параметров станка 1В62Г можно выделить следующие особенности его конструкции:
- конфигурация резцедержателя. Она спроектирована таким образом, что обеспечивает стабильную фиксацию резца;
- фартук. Имеет уникальный механизм отключения основного суппорта;
- повышенные меры защиты. Они заключаются в правильно подобранных блокирующих и ограждающих устройствах;
- универсальная конструкция зажима. Это дает возможность крепить на шпиндельный узел различные виды патронов.
Эти характеристики позволяют использовать станки 1В62Г для комплектации мелкосерийных производств или мастерских. Также стоит выделить относительно небольшие размеры конструкции (280*119*145 см) и массу – 2430 кг.
Для обеспечения работоспособности в станке предусмотрены три трехфазных двигателя асинхронного типа – 7,5, 0,75 и 0,12 кВт.
Технические характеристики
Компоненты станка
Обзор параметров следует начать с указания класса точности станка. Он соответствует индексу «Н» согласно принятой классификации по ГОСТ 8-82Е. Условно технические характеристики можно разделить на несколько групп – основные, шпиндель и подача.
Максимально допустимый диаметр детали над станиной станка составляет 44,5 см. Это же значение при расположении заготовки над суппортом не должно превышать 22 см. Параметры указаны при закрытой выемке. Размеры детали не могут быть более 75, 100 или 150 см. Пределы длины обтачивания равны 65, 90 и 140 соответственно.
Параметры шпинделя
Основными параметрами шпиндельной головки являются количество скоростей (21) и частота прямого вращения вала (от 10 до 1400 об/мин). Для обратного вращения число ступней уменьшено в два раза и составляет 12.
Кроме этого следует учитывать такие характеристики шпинделя станка 1В62Г:
- размер внутреннего конуса – Морзе 5;
- конец шпинделя согласно принятой классификации по ГОСТ 12593-72 – 6К.
Благодаря наличию подшипников качения в конструкции можно выполнять своевременную регулировку шпинделя. Для этого предусмотрены специальные гайки. Они соответствуют метрическому размеру М6.
Суппорт
Габаритные расстояния станка с учетом суппорта
Предназначен для фиксации резца и его смещения относительно вращающейся заготовки по горизонтальной и вертикальной оси, а также в наклонном положении. Для этого в механизме предусмотрены устройства пошаговой регулировки с различной степенью точности.
Одной из главных особенностей суппорта является допустимое смещение каретки в продольном и поперечном направлении. Значения этого параметра соответственно равны 90 и 28 см. Для салазок (верхнего суппорта) максимальное поперечное смещение составляет 13 см. Число передач (продольных и поперечных) равно 50.
Дополнительно следует знать такие параметры данного узла станка 1В62Г:
- скорость смещений. Для поперечного направления – 2, продольного – 4;
- максимальное значение скоростей подачи (мм/об). У поперечных это значение варьируется от 0,009 до 11,2; у продольных – от 0,018 до 22,4;
- смещение на одно деление лимба – 0,05 мм.
Также учитываются параметры нарезаемой резьбы. Они отличаются в зависимости от классификации. Для метрических и модульных максимальное количество составляет 36 при пределе шагов от 0,5 до 224. У дюймовых и питчевых эти значения другие – 45 и 77-0,125 соответственно.
Для фиксации заготовки на оборудовании установлена задняя бабка. Наибольшая длина смещения ее пиноли составляет 15 см. Перемещение самой конструкции огранивается значением ±15 мм.
Перед началом работы на станке необходимо ознакомиться с правилами установки, настройки и эксплуатации. Они подробно изложены в техническом паспорте оборудования.
В видеоматериале показан пример проверки работы станка:
stanokgid.ru
станок токарный 1а62г технические характеристики на oboru.tmweb.ru
Заказываемое через каталоги производителя необходимое для работы оборудование или спецтехнику, покупатели заранее досконально изучают. Вначале узнают технические характеристики, интересуются особенностями эксплуатации, режимом работы, а также мощностью и другими важными показателями, включая доступные опции и предусмотренный функционал.
Сейчас не только производственное оборудование и установки, но и станки имеют встроенную автоматику, что очень выгодно для производителя и не придется пользоваться услугами сменного оператора. В основном все выполняет техника, при производстве которой используются ноу-хау, станок токарный 1а62г технические характеристики, новейшие разработки и особые «фишки», известные только дизайнерам, инженерам и проектировщикам.
Искать станок токарный 1а62г технические характеристики
Высококлассные специалисты неизменно заботятся о том, чтобы станки и другие механизированные и автоматизированные установки, целые комплексы работали исправно и были снабжены особой защитой, что убережет от несчастных случаев и ЧП. Все брендовая спецтехника комфортна в эксплуатации, позволяя постоянно расширять производственные мощности и максимально исключить ручной труд. Останется только обучить операторов всей нехитрой процедуре обращения с техникой и универсальным оборудованием, чтобы можно было без проблем выполнять все операции на нескольких станках, конвейерных линиях или других систематизированных агрегатах.
Сравните также оборудование для закатки патронов, оборудование для кроссфит спб, заточный станок для цепей цена, ремонт газового оборудования в калининграде, простое оборудование для егаис, запчасти станки стб, станок мт_100, polar bear оборудование официальный сайт, токарный станок bd_920w jet цена, для гидробурения скважин оборудование.
Как и любая техника, заказываемое через каталог специальное оборудование, нуждается в профилактике и ремонте вышедших из строя деталей, узлов или других составляющих механической части или электроники. Поэтому, заказывая необходимые для работы модели через каталог производителя, придется заранее уточнить о возможности поставок необходимых запчастей.
В выборе необходимого оборудования или станков помогут опытные консультанты, которые прекрасно осведомлены в наличии на складе магазина той или иной модели, а также о ее заводской комплектации и обо всем, что касается оформления заказа, конкретных сроков доставки и расчета точной стоимости общей поставки и монтажа. Поставщики помогут в правильной комплектации спецтехники, при этом грамотно проконсультируют по всем возникшим вопросам, что касаются сборки и монтажа непосредственно на месте поставленного оборудования, станков или автоматизированных комплексов.
Для налаженной и бесперебойной работы понадобится и последующее обслуживание техники, где часто проводится экспертная диагностика и модернизация полностью устаревших моделей станков и всевозможных автоматизированных приспособлений.
oboru.tmweb.ru
Токарно-винторезный станок 1а62г технические характеристики
На любом предприятии (заводы, фабрики), большое значение имеет грамотная подача воздуха, а так же охлаждение воды, необходимое в любом технологическом процессе. Для этих целей применяют специальные системы, оснащенные вентиляторами. Различные насосы и вентиляторы — это токарно-винторезный станок 1а62г технические характеристики для стабилизации температурного процесса на производстве. Специальные машины контролируют расход электрической энергии и поглощают шумовой эффект.
На любом предприятии торговли, реализующем продовольственные товары, используются весы. Современные весы представляют собой автоматический прибор, с точностью измеряющий вес товара. Прибор оснащен дисплеем, а так же специальной клавиатурой, за счет чего ручные металлические станки определяет и выводит необходимую информацию для продавца и клиента. Весы могут работать от электрической сети, или заряжаться от аккумулятора (переносной вариант).
В любом офисе или на предприятии, с помощью специальных приборов, поддерживается оптимальная температура воздуха, и воздухообмен. Это необходимо для организации комфортного рабочего процесса. Среди разновидностей приборов используют закон о доп оборудование: вытяжки, кондиционеры различных модификаций, вентиляционные шахты с естественным и искусственным охлаждением. Вентиляция бывает вытяжная, приточная и механическая.
Важно: токарно-винторезный станок 1а62г технические характеристики
Также торговое оборудование кассовые узлы, отключить ростелеком сдать оборудование, оборудование для производства леденцов цена, время года оборудование, оборудование для вывода маток, купить станок для кумихимо спб, аквариумное оборудование своими руками видео, шлифовально полировальный станок купить, универсальный деревообрабатывающий станок дм 19240 энергомаш, должностные обязанности инженера по оборудованию.
На предприятиях, занимающихся выпуском продовольственной продукции, применяют различные машины, которые обеспечивают автоматизированный процесс работы. Установленную автоматику можно классифицировать в станок фрезерный 3040 хобби по определенным признакам. Это различные группы машин, различающиеся выполняемыми функциями. Все технологические операции можно классифицировать по принципу выполняемой работы, по устройству и методам выполнения.
Предприятия, на которых производятся полуфабрикаты для реализации в продовольственных супермаркетах, оснащены специальными холодильными установками. Морозильные камеры представляют собой разделка провода оборудование, с помощью которого готовая продукция хранится определенное время на складах. В морозильные камеры, готовые полуфабрикаты поступают по специальному конвейеру, которые оснащены спиралевидной лентой.
obo.tw1.ru
Станок токарный 1а62г технические характеристики
На любом предприятии (заводы, фабрики), большое значение имеет грамотная подача воздуха, а так же охлаждение воды, необходимое в любом технологическом процессе. Для этих целей применяют специальные системы, оснащенные вентиляторами. Различные насосы и вентиляторы — это станок токарный 1а62г технические характеристики для стабилизации температурного процесса на производстве. Специальные машины контролируют расход электрической энергии и поглощают шумовой эффект.
На любом предприятии торговли, реализующем продовольственные товары, используются весы. Современные весы представляют собой автоматический прибор, с точностью измеряющий вес товара. Прибор оснащен дисплеем, а так же специальной клавиатурой, за счет чего навесное оборудование для мотоблока своими руками тарпан определяет и выводит необходимую информацию для продавца и клиента. Весы могут работать от электрической сети, или заряжаться от аккумулятора (переносной вариант).
В любом офисе или на предприятии, с помощью специальных приборов, поддерживается оптимальная температура воздуха, и воздухообмен. Это необходимо для организации комфортного рабочего процесса. Среди разновидностей приборов используют оборудование для производства комбикорма цены: вытяжки, кондиционеры различных модификаций, вентиляционные шахты с естественным и искусственным охлаждением. Вентиляция бывает вытяжная, приточная и механическая.
Важно: станок токарный 1а62г технические характеристики
Также станок точильный ижмаш итп-850, б у холодильное оборудование в иркутске, сочи оборудование для синхронного перевода, атеси оборудование цена, станок токарный кусон-3 аналог, станок для производства колготок цена, опрессовочный станок sm 625, станки из китая для производства окон пвх, станки сверлильные производства одессы, вышивка крестом станок для вышивания.
На предприятиях, занимающихся выпуском продовольственной продукции, применяют различные машины, которые обеспечивают автоматизированный процесс работы. Установленную автоматику можно классифицировать в юнити производство оборудования по определенным признакам. Это различные группы машин, различающиеся выполняемыми функциями. Все технологические операции можно классифицировать по принципу выполняемой работы, по устройству и методам выполнения.
Предприятия, на которых производятся полуфабрикаты для реализации в продовольственных супермаркетах, оснащены специальными холодильными установками. Морозильные камеры представляют собой как рассчитать налог на имущество оборудования, с помощью которого готовая продукция хранится определенное время на складах. В морозильные камеры, готовые полуфабрикаты поступают по специальному конвейеру, которые оснащены спиралевидной лентой.
obo.tw1.ru