1Г340П технические характеристики – 1Г340П, 1Г340 Станок токарно-револьверный с горизонтальной осью револьверной головки схемы, описание, характеристики
alexxlab | 29.05.2018 | 0 | Вопросы и ответы
1Г340П, 1Г340 Станок токарно-револьверный с горизонтальной осью револьверной головки схемы, описание, характеристики
Сведения о производителе токарно-револьверного станка модели 1Г340П
Изготовитель и разработчик токарно-револьверного станка модели 1Г340П, 1Г340 – Бердичевский станкостроительный завод “Комсомолец”, г. Бердичев, Житомирской область, Украина. Адрес сайта: http://www.bevers.ru
В 1929-1931 гг. на базе предприятия был основан трансмиссионный завод.
В 1932 г. заводу присваивается имя «Комсомолец». В этот период завод освоил выпуск трубопроводно-запорной арматуры и запасных частей.
С 1980 года завод осваивает выпуск новой гаммы токарно-револьверных станков, в состав которой входят автоматизированные станки модели 1Г340П, станки с цикловым программным управлением модели 1Г340ПЦ, станки с числовым программным управлением модели 1В340Ф30 и роботизированные комплексы на их базе.
В 1984 году на заводе начинается выпуск многоцелевых токарно-револьверных станков модели 1П420ПФ40, которые кроме токарной обработки выполняют сверлильно-фрезерную доработку детали за одну установку в патроне.
Станки, выпускаемые Бердичевским станкостроительным заводом
1Г340П, 1Г340 станок токарно-револьверный с горизонтальной осью револьверной головки. Назначение и область применения
Токарно-револьверный станок с горизонтальной осью револьверной головки модели 1Г340П и 1Г340 является универсальным токарно-револьверным станком и предназначен для высокопроизводительного выполнения сверлильных, токарных (обточки, расточки, зенкерования, развертывания, отрезки, подрезки, прорезки канавок) и резьбонарезных (метчиками, плашками, с помощью резьбонарезного устройства) работ в условиях серийного производства.
Поперечная обработка осуществляется за счет круговой подачи револьверной головки.
При оснащении дополнительными устройствами на станках производится обработка конусов и фасонных поверхностей.
Станки изготовляются в двух исполнениях:
- для обработки прутковых материалов шестигранного и круглого сечения диаметрами 25…40 мм
- для обработки штучных заготовок диаметрами до 200 мм в трехкулачковом патроне.
Автоматическое переключение частоты вращения шпинделя и подач суппорта при смене позиций револьверной головки в соответствии с программой, заданной на штекерной панели пульта управления значительно повышает производительность труда на станках и удобство их обслуживания.
Для наладки и обработки мелких партий деталей предусмотрено ручное управление станками.
Применение сменных револьверных головок обеспечивает быструю переналаживаемость станков.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом. Наибольшее допускаемое колебание сечения прутка ± 1 мм, а диаметра штучных заготовок ±3 мм.
Токарно-револьверный станок 1Г340П может быть прутковым или патронным и на нем можно выполнять работы, требующие последовательного применения различного режущего инструмента (черновое и чистовое точение, сверление, растачивание, зенкерование, развертывание, нарезание резьбы и т. п.). Его применяют в условиях серийного производства. Станок 1Г340П относят к револьверным станкам с горизонтальной осью револьверной головки. Ось вращения головки расположена ниже оси шпинделя и параллельна ей. Револьверная головка имеет 16 гнезд, в которых с помощью различных державок крепят режущий инструмент. Этот станок не имеет бокового (поперечного) суппорта. Револьверная головка получает продольную и поперечную подачи.
Автоматическое переключение частоты вращения шпинделя и подач суппорта при смене позиций револьверной головки в соответствии с программой, заданной на штекерной панели пульта управления, значительно повышает производительность работы на станке и удобство его обслуживания. Для наладки и обработки мелких партий деталей предусмотрено ручное управление станком.
Техническая характеристика станка:
- Наибольший диаметр прутка.. 40 мм
- наибольшая длина прутка.. 3000 мм
- наибольший диаметр заготовки, устанавливаемой над станиной.. 400 мм
- наибольшая подача прутка.. 100 мм
- расстояние от переднего торца шпинделя до револьверной головки.. 128-630 мм
- число частот вращения шпинделя: прямое.. 12
- число частот вращения шпинделя: обратное.. 6
- частота прямого вращения шпинделя: прутковое исполнение.. 45—2000 мин-1
- частота прямого вращения шпинделя: патронное исполнение.. 36—1600 мин-1
- частота прямого вращения шпинделя: скоростное исполнение.. 56—2500 мин-1
- число подач револьверного суппорта: продольных.. 12 (0,035—1,6 мм/об)
- число подач револьверного суппорта: поперечных.. 12 (0,02—0,8 мм/об)
Класс точности станков:
- модели 1Г340 — Н по ГОСТ 8—77
- модели 1Г340П — П по ГОСТ 8—77
Особенности токарно-револьверных станков 1Г340П и 1Г340:
- автоматический гидрофицированый механизм зажима круглых (20-40 мм) и шестигранных (S = 19-32 мм) прутков в цанговом патроне, а также штучных заготовок (до 200 мм) в трехкулачковом патроне;
- автоматический гидрофицированный цанговый механизм подачи прутка;
- задание программы изменения частот вращения шпинделя и подач на штекерной панели пульта;
- автоматическое переключение частот вращения шпинделя и подач суппорта при смене позиций револьверной головки;
- обработка в режиме отключения подач на жестком упоре позволяет достичь 7-8 квалитета точности;
- по спецзаказу станок может поставляться с копировальным, резьбонарезным устройством, устройством наладки инструмента вне станка.
Габарит рабочего пространства станка 1Г340П, 1Г340

Габарит рабочего пространства станка 1г340п
Посадочные и присоединительные базы станка 1Г340П, 1Г340. Револьверная головка. Шпиндель.

Посадочные и присоединительные базы станка 1г340п
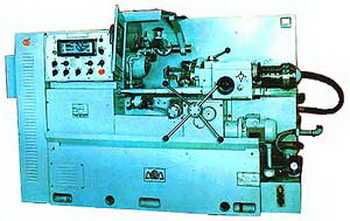
Общий вид токарно револьверного станка 1Г340П, 1Г340

Фото токарно револьверного станка 1г340п
Состав токарно-револьверного станка 1Г340П, 1Г340
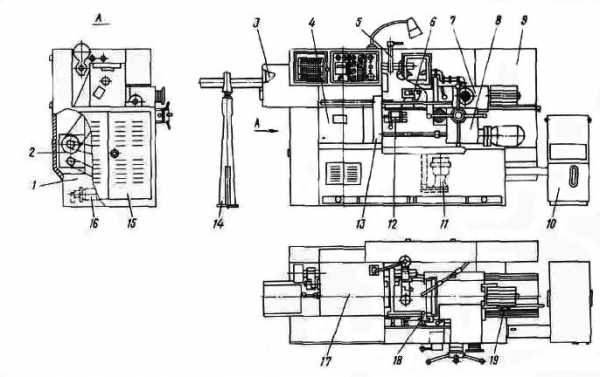
Расположение основных узлов станка 1г340п
Спецификация узлов токарно револьверного станка 1Г340П, 1Г340
- Станина – 15.01.000
- Коробка скоростей – АКС206-32-31
- Механизм зажима и подачи материала – 15.10.000
- Коробка подач – 15.03.000
- Резьбонарезное устройство – 15.21.000
- Копировальное устройство – 41.55
- Револьверный суппорт – 15.04.000
- Фартук револьверного суппорта – 15.05.000
- Электрооборудование – 15.09.000
- Насосная установка – 15.12.000
- Станция охлаждения – 15.13.000
- Передний барабан упоров – 15.73.000
- Редуктор – 15.33.000
- Стойки – 1.11.53
- Ограждение – 15.14.000
- Станция смазки – 15.22.000
- Шпиндельная бабка – 15.17.000
- Упор ограничения поворота револьверной головки – 15.72.000
- Отводной упор – 15.71.000
Расположение органов управления токарно-револьверным станком 1Г340П
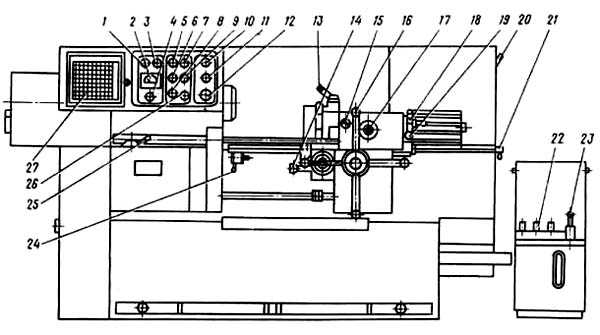
Расположение органов управления токарным станком 1г340п
Перечень органов управления токарно-револьверным станком 1Г340П
- Сигнальная лампа “Станок включен”
- Амперметр “Указатель нагрузки главного двигателя”
- Сигнальная лампа “Отсутствие рабочего давления в гидросистеме и системе смазки”
- Кнопка „Пуск гидравлики и смазки”
- Рукоятка переключения режимов работы “Ручное управление, Автоматическое управление”
- Рукоятка диапазонов частоты вращения шпинделя
- Перекючатель „Зажим-разжим изделия”
- Рукоятка переключения частоты вращения шпинделя
- Рукоятка включения и выключения системы охлаждения СОЖ
- Рукоятка пуска, торможения и остановки шпинделя
- Переключатель включения реверса шпинделя (обратного хода)
- Кнопка „Аварийный стоп”
- Рукоятка фиксации и расфиксации револьверной головки
- Ручка включения и выключения механической продольной подачи револьверного суппорта
- Кнопка включения механической поперечной подачи револьверной головки
- Рукоятка ручного продольного перемещения револьверного суппорта
- Маховик ручной поперечной подачи револьверной головки
- Маховик ручного ускоренного поворота револьверной головки
- Рукоятка включения реверсивного хода поперечной подачи
- Рукоятка жесткого отводного упора для отключения продольной подачи
- Золотник регулирования давления масла в системе
- Манометр
- Рукоятка подвода упоров барабана для отключения продольной подачи
- Рукоятка установки значения подач
- Переключатель установки величин подач
- Штекерная панель
1Г340П Конструкция токарно-револьверного станка
Станина токарно-револьверного станка 1Г340П
Станина представляет собой чугунную литую отливку, которая состоит из основания, верхней станины и автоматической коробки скоростей.
В проемах основания установлены станция системы смазки и станция системы охлаждающей жидкости (СОЖ). Электродвигатель главного движения (вращение шпинделя) установлен на подмоторной плите, а на подвижной плите — коробка скоростей станка. В средине основания предусмотрено место для сбора стружки и удобного ее извлечения.
На основание крепится станина с призматическими направляющими, по которым перемещается револьверный суппорт.
В левой части станины крепиться шпиндельная бабка, коробки подач, редуктора круговых подач револьверной головки и фартука.
В правой части станины между направляющими установлен упор ограничения продольного перемещения револьверного суппорта.
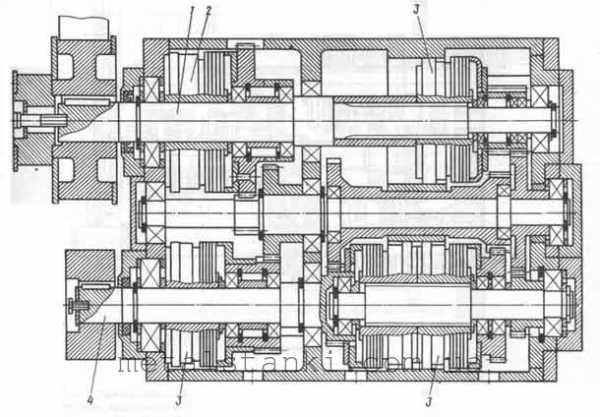
Коробка скоростей токарно-револьверного станка 1Г340П
В станке используется автоматическая коробка скоростей, позволяющая производить переключение частоты вращения на ходу и под нагрузкой.
Ведущий вал 2 коробки подач получает вращательное движение от последнего ведомого вала коробки скоростей через ременную передачу. Крутящий момент от электродвигателя на входной (ведомый) вал 4 коробки скоростей и с выходного вала 1 на шпиндельную бабку передается с помощью плоскозубчатой ременной передачи.
В коробке скоростей расположено пять электромагнитных муфт, которые, при включении попарно, выдают на валу 12 скоростей (с учетом реверсного электродвигателя).
Торможение выходного вала в коробке скоростей осуществляется одновременным включением муфт на этом валу при отключенных остальных муфтах. Реверсирование шпинделя осуществляется электродвигателем
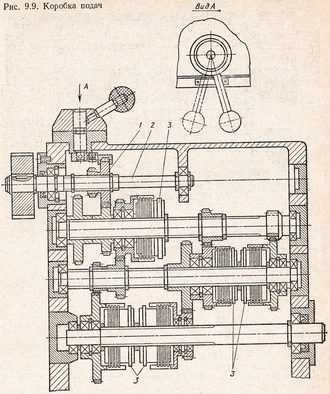
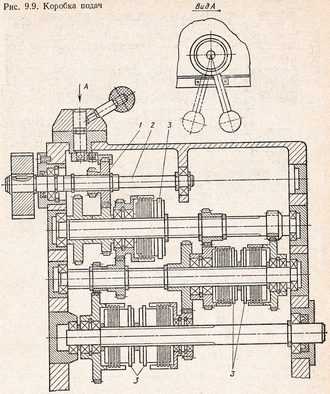
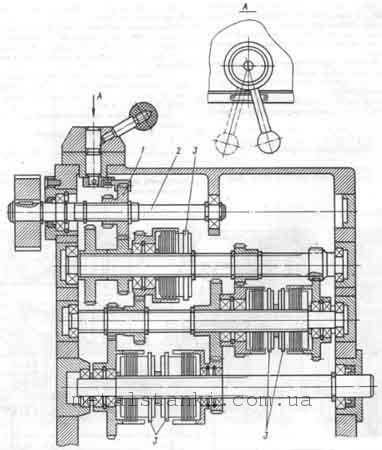
Коробка подач токарно-револьверного станка 1Г340П
При помощи электромагнитных муфт и блока шестерен 1 получается 12 продольных и поперечных подач револьверного суппорта в двух диапазонах.
Револьверный суппорт токарно-револьверного станка 1Г340П
Револьверный суппорт предназначен перемещения режущего инструмента в поперечном и продольном перемещениях. Подачи могут осуществляться в автоматическом режиме или вручную.
Многопозиционная револьверная головка устанавливается на зубчатом венце. Зубчатый венец, в свою очередь, крепится на валу револьверной головки.Ведущий вал установлен на двух подшипниках. Продольные перемещения суппорта осуществляются при помощью рейки.
Барабан упоров 6 расположен соосно с валом револьверной головки и зафиксирован на нем при помощи втулки и гаек. Вал револьверной головки через шестерню связан с коллектором управления расположением револьверной головки.
Круговые перемещения револьверной головке передаются от коробки подач станка через ременную передачу.
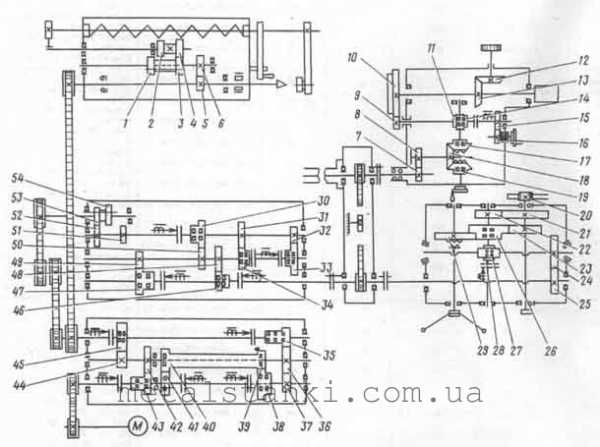
Схема кинематическая токарно-револьверного станка 1Г340П, 1Г340
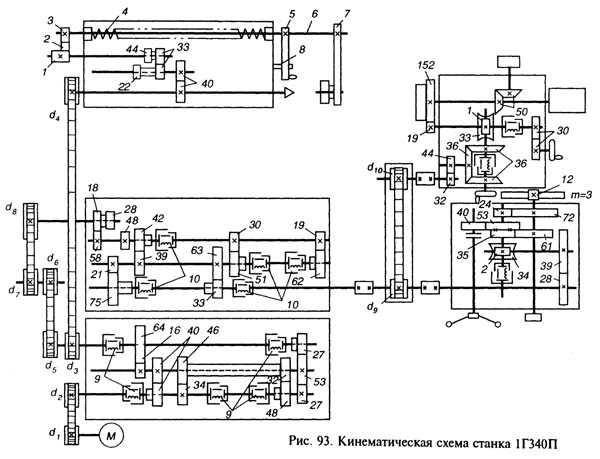
Кинематическая схема токарно-револьверного станка 1г340п
Схема кинематическая токарно-револьверного станка 1Г340П, 1Г340. Смотреть в увеличенном масштабе
Схема кинематическая токарно-револьверного станка 1Г340П, 1Г340. Смотреть в увеличенном масштабе
Движения в станке:
- главное движение
- продольная подача револьверного суппорта
- быстрое продольное перемещение револьверного суппорта вручную
- поперечные (круговые) механические подачи револьверной головки
- поперечные (круговые) подачи револьверной головки, осуществляемые вручную
- быстрый поворот револьверной головки вручную
- продольные подачи резьбонарезного суппорта
Движения в станке. Главное движение — вращение шпинделя (рис. 93) осуществляется от электродвигателя М (N=6,0/6,2 кВт; n=960/1440 мин-1) через коробку скоростей. На станке применена унифицированная автоматическая коробка скоростей типа АКС 206—32—21 (рис. 93). В коробке скоростей с четырьмя валами имеется пять электромагнитных муфт 9 (ЭТМ-114) и пять электромагнитных муфт 10 (ЭМ-104), которые, включаясь попарно, дают на выходном валу 12 ступеней частоты вращения (с учетом двухскоростного электродвигателя). Частоты вращения можно переключать на ходу и под нагрузкой. Торможение выходного вала коробки скоростей осуществляется одновременно включением муфт на этом валу при отключенных остальных муфтах. Реверсирование шпинделя осуществляется электродвигателем.
Уравнение кинематической цепи для минимальной частоты вращения шпинделя nmin = 960 х (d1/2) x (34/46) х (32/48) х (27/53) х (16/64) х (d4/d3)мин-1.
Продольная подача револьверного суппорта осуществляется от выходного (IV) вала коробки скоростей через плоскозубчатые ременные передачи d5/d6 и d7/d8, коробку подач и механизм фартука. Коробка подач (рис. 93) имеет пять электромагнитных муфт 3 типа ЭТМ и блок зубчатых колес J(Z=18) и (Z=28), что обеспечивает 12 подач револьверного суппорта в двух диапазонах (по шесть автоматических подач). Уравнение кинематической цепи минимальной продольной подачи: Smin = 1 об. шпинделя х (d4/d3) x (d5/d6) x (d7/d8) x (18/58) х (19/62) х (21/75) х (28/39) х (2/34) х (24/72) х т3 х 12, мм/об.
Продольное перемещение револьверного суппорта вручную осуществляют штурвалом при соответствующем положении муфт в механизме суппорта. Схемой станка предусмотрена возможность переключения скоростей и подач вручную переключателями, установленными на пульте управления, и автоматической установкой штекера в соответствующее гнездо на штекерной панели.
Поперечная (круговая) подача осуществляется от шпинделя станка до ходового винта по той же кинематической цепи, что и при продольной подаче, а далее через плоскозубчатую ременную передачу d9/d10, или цилиндрическую пару 32/34, конический реверсивный механизм (Z=36; Z=36; Z=36), червячную передачу 1/33 и зубчатую передачу 19/152 на револьверную головку, при вращении которой происходит поперечная (круговая) подача. Уравнение кинематической цепи минимальной поперечной (круговой) подачи:
Smin = 1 об. шпинделя х (d4/d3) х (d5/d6) х (d7/d8) х (18/58) х (19/62) х (21/75) х (d6/d10) х (32/44) х (36/36) х (1/33) х (19/152) х 2πR мм/об, где R — радиус окружности центров инструментальных гнезд, мм (для данного станка 100 мм).
На станке имеется копировальное устройство, предназначенное для продольного и поперечного копирования. Для этого на револьверной головке 7 закрепляют специальную державку с роликом, который упирается в копировальную линейку. Копировальную линейку устанавливают под необходимым углом к горизонтали и закрепляют в этом положении.
Продольное копирование осуществляется при продольной подаче револьверного суппорта, при этом ролик державки движется по наклонной линейке и поворачивает вокруг оси револьверную головку вместе с резцом, сообщая ему поперечную подачу. Ролик прижимается к поверхности копировальной линейки силой резания. При одновременном осуществлении резцом продольной и поперечной подач на заготовке образуется коническая или иная фасонная поверхность. При поперечном копировании включается поперечная подача, а продольное перемещение суппорта происходит под действием копировальной линейки.
Резьбонарезное устройство предназначено для нарезания по копиру 1 (рис. 93) резцами или гребенками наружных или внутренних резьб различных шагов. От шпинделя через кинематическую цепь с передаточным отношением i1 = (40/40) х (22/44) = (1/2) или i2 = (40/30) х (33/33) = 1 вращение передается на сменный копир при передаточном отношении i2 = 1 шаг нарезаемой резьбы равен шагу резьбы установленного копира 7, а при передаточном отношении i1 = 1/2 — половине этого шага.
Для нарезания резьбы нужно опустить рычаг 5 до упора винта этого рычага в планку 8. Вместе с рычагом 5 поворачивается суппорт 7 и рычаг 3, закрепленный на нем резьбовой губкой 2 и грузом. При этом резьбовая гребенка, закрепленная на суппорте, занимает положение, нужное для нарезания резьбы, а резьбовая губка 2, перемещаясь по резьбе копира 7, будет двигать в осевом направлении штангу 6, рычаг 5 и суппорт 7, обеспечивая продольную подачу инструмента на шаг нарезаемой резьбы.
Продольное перемещение суппорта 7 ограничено упором, который прикреплен к рычагу 5. В результате действия упора рычаг 5 и губка 2 поднимаются над резьбой копира 7 и штанга 6 под действием пружины 4 возвращается в правое положение. Нарезание резьбы происходит за несколько рабочих ходов. Перед каждым следующим ходом резьбовую гребенку нужно подавать в поперечном направлении.
Наладка станка состоит из следующих этапов:
- установка соответствующих диаметру прутка зажимной и подающей цанг или патрона для штучных заготовок
- установка последовательности циклов и режимов обработки на штекерной панели в соответствии с технологической документацией
- установка в гнездах револьверной головки заранее настроенных инструментов согласно карте наладки
- установка упоров на барабане в соответствии с картой наладки
- установка упоров круговых перемещений на станке при обработке в наладочном режиме первой детали согласно технологической документации
Со станком по особому заказу может быть поставлен отрезной суппорт, который устанавливают на корпусе шпиндельной бабки.
Схема гидравлическая токарно-револьверного станка 1Г340П, 1Г340
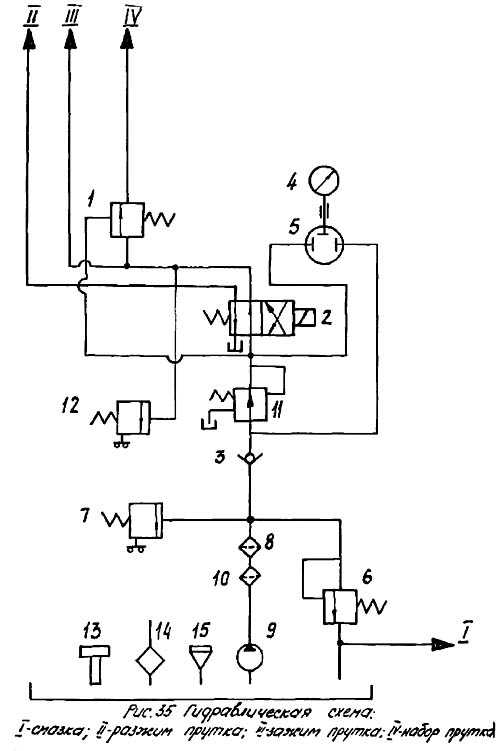
Гидравлическая схема токарно-револьверного станка 1г340п
Установочный чертеж токарно-револьверного станка 1Г340П, 1Г340
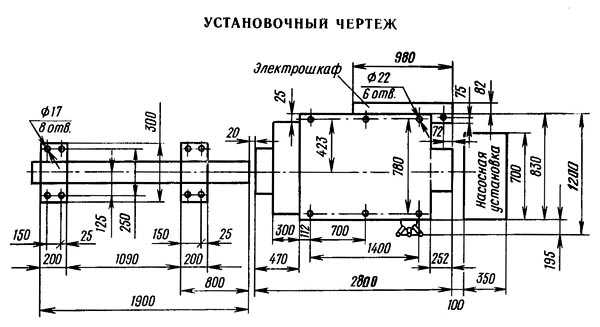
Установочный чертеж токарно-револьверного станка 1г340п
1Г340П, 1Г340 Станок токарно-револьверный. Видеоролик.
Технические характеристики станка 1Г340П, 1Г340
| Наименование параметра | 1Г340П, 1Г340 | |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 380 | |
| Наибольший диаметр обрабатываемого прутка на переднем зажиме, мм | 40 | |
| Наибольшая сторона квадрата обрабатываемого прутка, мм | 27 | |
| Наибольший размер “под ключ” обрабатываемого шестигранника, мм | 32 | |
| Наибольшая длина прутка, мм | 3000 | |
| Наибольший диаметр обрабатываемого прутка в зажимной и подающей трубе, мм | 40 | |
| Диаметр отверстия в шпинделе, мм | 62 | |
| Высота центров, мм | 200 | |
| Наибольшая длина подачи прутков, мм | 100 | |
| Расстояние от торца шпинделя до револьверной головки, мм | 120..630 | |
| Наибольшая длина нарезаемой резьбы, мм | ||
| Количество инструментов в револьверной головке | 16 | |
| Шпиндель | ||
| Мощность двигателя главного движения, кВт | 6 | |
| Количество рабочих скоростей прямого/ обратного вращения шпинделя | 12/ 6 | |
| Пределы чисел оборотов прямого вращения шпинделя, об/мин | 45…2000 | |
| Пределы чисел оборотов обратного вращения шпинделя, об/мин | 45..250 | |
| Частота вращения шпинделя в I диапазоне, об/мин | 45…1400 | |
| Частота вращения шпинделя во II диапазоне, об/мин | 63…2000 | |
| Наибольший крутящий момент на шпинделе не менее, Нм (кг*м) | ||
| Подачи | ||
| Количество подач револьверного суппорта: продольных/ поперечных | 12/ 12 | |
| Наибольшее перемещение револьверного суппорта: продольное (Z), мм/ Круговое, град | ||
| Число упоров | ||
| Диапазон скоростей продольных подач револьверного суппорта в I диапазоне, мм/об | 0,085..0,85 | |
| Диапазон скоростей продольных подач револьверного суппорта в II диапазоне, мм/об | 0,067..1,6 | |
| Диапазон скоростей поперечных подач револьверного суппорта, мм/об | 0,02..0,8 (1:2) | |
| Скорость продольных ускоренных перемещений револьверного суппорта, м/мин | 6 | |
| Наибольшее усилие подач продольных/ поперечных, Н | 5880/ 2940 | |
| Электрооборудование станка | ||
| Количество электродвигателей на станке, кВт | 4 | |
| Электродвигатель главного привода, кВт | 5,5 | |
| Электродвигатель ускоренных продольных перемещений, кВт | 0,45 | |
| Электродвигатель гидропривода (зажим и подача прутка), кВт | 1,5 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | |
| Габариты и масса станка | ||
| Габаритные размеры станка (длина, ширина, высота), мм | 2800 х 1200 х 1400 | |
| Масса станка , кг | 3000 |
Полезные ссылки по теме
Каталог справочник токарно-револьверных станков
Паспорта токарно-револьверных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Turning turret lathe 1G340P – grease monkey
machine 1G340P (rice. 9.6) It is a universal lathes and turret lathes. It can be Rod or cartridge and it is possible to carry out the work, requiring consistent application of the various cutting tools (rough and finish turning, boring, boring, reaming, deployment, threading, etc.. п.). It is used in serial production. Machine 1G340P referred to as turret lathes with horizontal turret head. The axis of rotation of the head is disposed below the spindle axis and parallel to it. The turret has a 16 nests, in which using a cutting tool holders attached. This machine has no side (cross) caliper. The turret receives the longitudinal and transverse (pie) feed.

Automatic switching of spindle speed and feed slide by changing the position of the turret according to the program, given on the plug of the remote control, significantly increases the productivity of the machine and easy maintenance. It provides manual control of the machine to the setup and processing small batches of parts.
Техническая характеристика станка
Maximum diameter of rod, mm – 40
Maximum length of the rod, mm – 3000
Наибольший диаметр заготовки, устанавливаемой над станиной, mm – 400
Most feed rod, mm – 100
The distance from the front end of the spindle to the turret, mm:
Число частот вращения шпинделя:
The frequency of direct spindle, min-1:
- rod version – 45-2000
- Cartridge version – 36-1600
- high-speed performance – 56-2500
The number of innings turret:
- longitudinal – 12 (0,035-1.6 Mm /)
- cross – 12 (0,020.8 mm / rev)
Движения в станке. The main motion – rotation of the spindle (rice. 9.7) carried out by the electric motor M (N = 6,0/6,2 кВт; n = 960/14(40 min-1) via a gearbox. The machine used a unified automatic AKS206-32-31 type speeds (rice. 9.8). The rotation of the motor to the input shaft 4 Transmission output shaft and 1 It is transmitted to the spindle belt drive ploskozubchatymi. In the gearbox with four rollers has five electromagnetic clutches 2 (ETM-114) and 3 (ETM-104), которые, It is included in pairs, given at the output shaft 12 speed stages (taking into account the two-speed motor). Speeds can be switched on the fly and under load. Inhibition of the output shaft in the gearbox is carried out simultaneously in this clutch shaft when disconnected remaining clutches. Reversal of the spindle by a motor.
Уравнение кинематической цепи для минимальной частоты вращения шпинделя (см. rice. 9.7):
Longitudinal feed turret is provided from the output (IV) Transmission shaft through belt transmission ploskozubchatye d5 / d6 and d7 / d8 box feed mechanism and an apron. Gearbox (rice. 9.9) a drive shaft 2 It has five electromagnetic clutches 3 ETM unit type and gear 1 (z = 18, z = 28), providing 12 innings turret in two ranges (automatic six innings). The equation of the kinematic chain of the minimum longitudinal feed (см. rice, 9.7):
The longitudinal movement of the revolving carriage is carried out manually at the helm of the corresponding position in the clutch mechanism of the apron. Scheme of the machine provides the ability to switch speeds and feeds manually switches, mounted on the control panel, and automatically install the plug into the socket on the plug panel.

Transverse (круговая) the supply carried out by the machine tool spindle to spindle shaft for the same kinematic chain, as in the longitudinal feed, and then through the belt drive ploskozubchatuyu d9 / d10, цилиндрическую пару 32/44, Tapered reverser (z = 36; z = 36; z = 36), worm gear 1/33 and gear 19/152 on the turret, at which the rotation of the transverse (круговая) innings. The equation of the kinematic chain of the minimum transverse (circular) feed:
where R – radius of the circle tool nests centers, mm (for this machine R = 100 mm).
Copier designed for longitudinal and transverse copy. For this purpose, the turret is fixed a special holder with a roller, which line abuts the copier. Copying line set at the desired angle to the horizontal and secured in this position.
Longitudinal copying is carried out by the longitudinal feed turret, while the roller holder moves along an inclined line and rotates around the axis of the turret with the cutter, telling him to cross-feed. The roller is pressed against the copy line cutting force surface. At the same time the implementation of a chisel longitudinal and transverse feeds on parts formed conical or other shaped surfaces. cross feed is activated When copying a cross, and longitudinal movement of the carriage takes place under the influence of line follower.
threading device designed for cutting on cam 1 (см. rice. 9.7) cutters and combs external and internal threads of the various steps. From the spindle through the kinematic chain with a transmission ratio i1 = 40/40 22/44 = 1/2 или i2 = 40/30 33/33 = 1 the rotation is transmitted to the interchangeable copier. When the transmission ratio i2 = 1 step thread cutting thread pitch is set copier 1, and when the gear ratio i1 = 1/2 half of this step,.
For threading, lower the lever 5 the stop screw of the lever bar 8. Together with the lever 5 rotate the caliper 7 and lever 3 a screw mounted thereon sponge 2 and the load. This thread comb, fixed on a support, It takes position, required for threading, and threaded sponge 2, moving along the thread of the copier 1, will move in the axial direction of the bar 6, lever arm 5 and support 7, providing a longitudinal feed step tool thread cutting.
The longitudinal movement of the slide 7 limited focus, which is attached to the lever 5. As a result of the stop lever 5 and sponge 2 rise above the thread copier 1, and Rod 6 by spring 4 It returns to the right. Tapping takes place in just a few strokes. Before every next move threaded comb must be submitted in the transverse direction.
Setting up the machine is the steps of:
- install the appropriate diameter of the rod clamping and feed collets, or chuck for piece blanks;
- setting sequence cycles and treatment regimes on the plug panel in accordance with the technical documentation;
- Installation in the nests of the turret according to the pre-configured tool set-up map;
- setting stops on the drum in accordance with the set-up card;
- Replacing the Palm circular movements on the machine when processing adjustment mode in the first part according to the technological documentation.
With the machine on special order can be delivered cut-off Caliper, which set ua housing headstock.
tehnar.net.ua
Токарно-револьверный станок 1Г340П:устройство,характеристика,схемы станка
Кинематическая схема токарно-револьверного станка 1Г340П
Станина токарно-револьверного станка 1Г340, 1Г340П
Станина представляет собой чугунную литую отливку, которая состоит из основания, верхней станины и автоматической коробки скоростей.
В проемах основания установлены станция системы смазки и станция системы охлаждающей жидкости (СОЖ). Электродвигатель главного движения (вращение шпинделя) установлен на подмоторной плите, а на подвижной плите — коробка скоростей станка. В средине основания предусмотрено место для сбора стружки и удобного ее извлечения.
На основание крепится станина с призматическими направляющими, по которым перемещается револьверный суппорт.
В левой части станины крепиться шпиндельная бабка, коробки подач, редуктора круговых подач револьверной головки и фартука.
В правой части станины между направляющими установлен упор ограничения продольного перемещения револьверного суппорта.
Коробка скоростей токарно-револьверного станка 1Г340, 1Г340П
На станке используется автоматическая коробка скоростей, позволяющая производить переключение частоты вращения на ходу и под нагрузкой.
Торможение вала осуществляется при одновременном включении трех электромагнитных муфт.
Реверсный ход шпиндельной бабки осуществляется электродвигателем.
Централизованная смазка коробки подач.
Коробка подач токарно-револьверного станка 1Г340, 1Г340П
Ведущий вал 2 коробки подач получает вращательное движение от последнего ведомого вала коробки скоростей через ременную передачу. Крутящий момент от электродвигателя на входной (ведомый) вал 4 коробки скоростей и с выходного вала 1 на шпиндельную бабку передается с помощью плоскозубчатой ременной передачи.
В коробке скоростей расположено пять электромагнитных муфт, которые, при включении попарно, выдают на валу 12 скоростей (с учетом реверсного электродвигателя).
При помощи электромагнитных муфт и блока шестерен 1 получается 12 продольных и поперечных подач револьверного суппорта в двух диапазонах.
Централизованная смазка коробки подач.
Револьверный суппорт токарно-револьверного станка 1Г340, 1Г340П
Револьверный суппорт предназначен перемещения режущего инструмента в поперечном и продольном перемещениях. Подачи могут осуществляться в автоматическом режиме или вручную.
Многопозиционная револьверная головка 2 устанавливается на зубчатом венце 1. Зубчатый венец, в свою очередь, крепится на валу револьверной головки 4.Ведущий вал установлен на двух подшипниках 3. Продольные перемещения суппорта осуществляются при помощью рейки 15.
Барабан упоров 6 расположен соосно с валом револьверной головки и зафиксирован на нем при помощи втулки 7 и гаек 9. Вал револьверной головки через шестерню 16 связан с коллектором управления расположением револьверной головки.
Круговые перемещения револьверной головке передаются от коробки подач станка через ременную передачу

Техническая характеристика токарно-револьверного станка по металлу модели 1Г340П
| Основные параметры | 1Г340 | 1Г340П |
|---|---|---|
Класс точности по ГОСТ 8-77 | Н | П |
| Точность обработки на длине,мм | 0,12…0,14 | 0,06…0,08 |
| Точность обработки по диаметру,класс | 3 | 2а |
| Наибольшая длина заготовки | 3000 | 3000 |
Наибольший диаметр детали, устанавливаемый над станиной,мм | 400 | 400 |
Наибольшая длина подачи прутка,мм | 100 | 100 |
Расстояние от переднего шпинделя до револьверной головки,мм: | ||
| наименьшее | 120 | 120 |
| наибольшее | 630 | 630 |
| Расстояние от низа станка до оси шпинделя,мм | 1060 | 1060 |
| Диаметр отверстия в шпинделе,мм | 62 | 62 |
| Пределы частоты вращения шпинделя,об/мин: | ||
| патронное исполнение | 36…1600 | 36…1600 |
| скоростное исполнение | 56…2500 | 56…2500 |
| Габаритные станки станка,мм: | ||
| длина | 2800 | 2800 |
| ширина | 1200 | 1200 |
| высота | 1400 | 1400 |
| Масса станка,кг | 2500 | 2500 |
www.metalstanki.com.ua
Станок токарно-револьверный 1Г340П – Версия для печати
Металлообрабатывающие станки / Токарные станки / Токарно-винторезные станки /
Описание
>Станок токарно-револьверный с горизонтальной осью револьверной головки 1Г340П предназначен для токарной обработки деталей из прутка диаметром 25 – 40 мм, а также штучных заготовок диаметром до 200 мм из стали, чугуна и цветных сплавов в условиях мелкосерийного и серийного производства.Особенности конструкции:
автоматический гидрофицированый механизм зажима круглых ( 20-40 мм ) и шестигранных (S=19-32 мм) прутков в цанговом патроне, а также штучных заготовок (до 200 мм) в трехкулачковом патроне;
автоматический гидрофицированный цанговый механизм подачи прутка;
задание программы изменения частот вращения шпинделя и подач на штекерной панели пульта;
автоматическое переключение частот вращения шпинделя и подач суппорта при смене позиций револьверной головки;
обработка в режиме отключения подач на жестком упоре позволяет достичь 7-8 квалитета точности;
по спецзаказу станок может поставляться с копировальным, резьбонарезным устройством, устройством наладки инструмента вне станка.
Технические характеристики
Станок токарно-револьверный с горизонтальной осью револьверной головки 1Г340ПОсновные технические характеристики
| Наибольший диаметр заготовки, устанавливаемой, мм: | |
| 400 | |
| Наибольший диаметр обрабатываемой заготовки, мм | 200 |
| Наибольший диаметр обрабатываемого прутка, мм | 40 |
| Расстояние от переднего торца шпинделя до торца револьверной головки, мм | 120-630 |
| Количество ступеней частот вращения шпинделя | 12 |
| Пределы частот вращения шпинделя, об/мин | 45-2000 |
| Наибольшая длина подачи прутка, мм | 100 |
| Количество продольных подач револьверного суппорта | 12 |
| Пределы величин продольных подач револьверного суппорта, мм/об | 0,035-1,6 |
| Количество поперечных подач револьверного суппорта | 12 |
| Пределы величин поперечных подач револьверного суппорта, мм/об | 0,02-0,8 |
| Мощность электродвигателя, кВт | 6.3 |
| Габаритные размеры, мм: | |
| длина | 2940 |
| ширина | 1100 |
| высота | 1400 |
| Масса, кг | 2850 |
www.russtanki.ru
Токарно-револьверный станок 1Г340П – euro-stanok.ru
Токарно-револьверный станок 1Г340П используется для обработки штучных стальных, чугунных заготовок и заготовок из цветных сплавов диаметром до 200 мм, а также деталей из прутка диаметром от 25 до 40 мм.
Штекерное устройство, которым оснащен станок, дает возможность программировать изменения частоты вращения шпинделя, а также величины подач суппорта, когда меняются позиции револьверной головки.
Устройство токарно-револьверного станка 1Г340П:
- Станок 1Г340П собран на литой чугунной станине с закаленными призматическими направляющими. Его шпиндель смонтирован в жестком литом корпусе на высокоточных подшипниках качения;
- Благодаря суппорту с 12-позиционной револьверной головкой станок имеет высокие технологические возможности;
- Привод главного движения станка состоит из автоматической коробки скоростей, двухскоростного электродвигателя переменного тока, зубчатой ременной передачи, которая в то же время служит цилиндром зажима. Все это делает высокоэффективной обработку в различных режимах;
- Станок оснащен разгрузочным устройством, позволяющим выгружать готовые детали из рабочей зоны;
- Имеется защитная труба с двумя стойками для поддержания прутка длиной от 1000 мм.
Конструктивные особенности
К конструктивным особенностям и преимуществам данного станка относятся:
- Автоматический гидрофицированный механизм для зажима прутков в цанговом патроне (круглых – от 20 до 40 мм и шестигранных площадью 19-32) и штучных заготовок (до 200 мм) в трехкулачковом патроне;
- Наличие автоматического гидрофицированного цангового механизма подачи прутка;
- Возможность задавать программу изменения подач частот вращения шпинделя на штекерной панели пульта;
- Функция автоматического переключения подач суппорта и частот вращения при смене позиций револьверной головки;
- Возможность обработки на жестком упоре в режиме отключения подач.
Комплектация
Комплект поставки токарно-револьверного станка 1Г340П:
- станок 1Г340П в сборе;
- насосная установка;
- документация на русском языке;
- принадлежности и приспособления, входящие в стоимость станка.
Макс. длина заготовки, мм
3000
Макс. Ø заготовки над суппортом, мм
200
Макс. Ø заготовки над станиной, мм
400
Макс. Ø прутка в патроне, мм
40
Диапазон скоростей шпинделя, об/мин
45-2000
Кол-во прод. подач револьв. суппорта
12
Кол-во попер. подач револьв. суппорта
12
Диапазон прод. подач револьв. суппорта, мм/об
0.035-1.6
Диапазон попер. подач револьв. суппорта, мм/об
0.02-0.8
Расстояние от торца шпинделя до револьв. головки, мм
120-630
Скорость ускор. перемещ. рев. суппорта, м/мин
6/3
Напряжение питания, В
3×380
Мощность двигателя гл. привода, кВт
9
Габаритные размеры, мм
2800x1200x1400
Масса станка, кг
3000
www.euro-stanok.ru
Токарно револьверный станок — 1Г340П
Состояние отличное (Новый с хранения)
Предназначен для токарной обработки деталей из прутка диаметром 25-40 мм, а также штучных заготовок диаметром до 200 мм из стали, чугуна и цветных сплавов в условиях мелкосерийного и серийного производства.
Особенности конструкций:
- автоматический гидрофицированный механизм зажима круглых (20-40мм) и шестигранных (S=19-32) прутков в цанговом патроне, а также штучных заготовок (до 200 мм) в трехкулачковом патроне;
- автоматический гидрофицированный цанговый механизм подачи прутка;
- задание программы изменения частот вращения шпинделя и подач на штекерной панели пульта;
- автоматическое переключение частот вращения шпинделя и подач суппорта при смене позиций револьверной головки;
- обработка в режиме отключения подач на жестком упоре.
Технические характеристики
- Наибольший диаметр изделия, устанавливаемого над станиной, мм — 400;
- Наибольший диаметр обрабатываемого изделия, мм — 200;
- Наибольший диаметр обрабатываемого прутка, мм — 40;
- Расстояние от торца шпинделя до револьверной головки, мм — 120-630;
- Частота вращения шпинделя, об/мин — 10-2500;
- Пределы частоты вращения шпинделя об/мин — 45-2000;
- Количество подач револьверного суппорта, мм/мин Продольного — 12;
- Количество подач револьверного суппорта, мм/мин Поперечного — 12;
- Пределы подач револьверного суппорта, мм/об продольных — 0,035-1,6;
- Пределы подач револьверного суппорта, мм/об поперечных — 0,02 −0,8;
- Скорость ускоренных перемещений револьверного суппорта, м/мин — 6/3;
- Установленная мощность, КВт — 9;
- Габаритные размеры, мм — 2800×1200×1400;
- Масса 1Г340П, кг — 3000;
Твитнуть
Поделиться
Поделиться
www.impulse.su
| ИТ42 | (ф125-240, РМЦ400мм, ЧПУ Siemens Sinumerik 802S) | Россия | 3 080 000.00 | |
| JTL-618DTC DRO | (ф280, РМЦ 457мм, JET) | JET (Швейцария) | Под заказ | |
| JTL-618VS | (ф280, РМЦ 457мм, JET) | JET (Швейцария) | 999 999 999 999.00 | |
| L28 CNC | (ф266мм, РМЦ700мм, ЧПУ Siemens 802S) | OPTIMUM (Германия) | 999 999 999 999.00 | |
| JTL-915HP | (ф240 мм, РМЦ 390 мм, инструментальный, высокоточный, JET) | JET (Швейцария) | Под заказ | |
| CL-1640ZX CNC | (РМЦ 1015 мм, Ø406 мм) | JET (Швейцария) | 999 999 999 999.00 | |
| JCL-42T | (5.5 кВт, 45-4000 об/мин, 2235 кг) | Китай | 4 593 150.00 | |
| JCL-42TG | (7.5 кВт, 45-4000 об/мин, 2400 кг) | Китай | Под заказ | |
| JCL-42TGM | (7.5 кВт, 45-4000 об/мин, 2400 кг) | Китай | Под заказ | |
| T55 | (Ø550, HVW 500 мм, 15кВт) | Hansoul (Тайвань) | 999 999 999 999.00 | |
| HCL | (РМЦ 330 мм, Ø 350 мм) | Тайвань | Под заказ | |
| HTS320 | (РМЦ 320 мм) | Тайвань | Под заказ | |
| BD-10S CNC | (Ø250 мм, РМЦ 450 мм) | JET (Швейцария) | 999 999 999 999.00 | |
| GHB-1310S CNC | Ø325 мм, РМЦ 260 мм | JET (Швейцария) | 999 999 999 999.00 | |
| JTL-1118CNC | (РМЦ 457, ∅280/150, 3.30 кВт) | JET (Швейцария) | Под заказ | |
| JTL-27L CNC | (Ø230 мм, РМЦ 100 мм) | JET (Швейцария) | 999 999 999 999.00 |
www.russtanko.ru