1П426Дф3 технические характеристики – 1П426ДФ3 Станок токарно-револьверный с ЧПУ. Паспорт, схемы, характеристики, описание
alexxlab | 16.01.2021 | 0 | Вопросы и ответы
1П426ДФ3 Станок токарно-револьверный с ЧПУ. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-револьверного станка 1П426ДФ3
Изготовитель токарно-револьверного станка модели 1П426ДФ3 с ЧПУ – Алапаевский станкостроительный завод, АСЗ, основанный в 1942 году.
Станки, выпускаемые Алапаевским станкостроительным заводом, АСЗ
1П426ДФ3 Станок токарно-револьверный с ЧПУ. Назначение, область применения
Станок токарно-револьверный 1П426ДФ3 с ЧПУ предназначен для токарной обработки штучных деталей в полуавтоматическом цикле в условиях мелкосерийного и среднесерийного производства при повторяющихся партиях деталей 10—500 шт. (время обработки партии 0,25—2 смены).
На станке можно производить следующие виды токарной обработки: обточку, расточку, подрезку, проточку канавок, сверление, зенкерование, развертывание, нарезание резьб метчиками и плашками, а также резцами, обточку и расточку конических поверхностей, а также криволинейных поверхностей, образованных радиусами.
Модель станка 1П426ДФ3 отличается от 1П426Ф3 наличием второй (круглой) револьверной головки на суппорте.
Основные технические характеристики токарно-револьверного станка 1П426ДФ3
Разработчик – Ленинградское особое конструкторское бюро автоматов и револьверных станков.
Изготовитель – Алапаевский станкостроительный завод АСЗ.
Основные параметры станка – в соответствии с ГОСТ 21608-76 Станки металлорежущие с ЧПУ.
- Наибольший диаметр заготовки типа Диск, устанавливаемой над станиной – Ø 500 мм
- Наибольший диаметр штучной заготовки – Ø 250 мм
- Наибольший диаметр обрабатываемого прутка – Ø 65 мм
- Количество револьверных головок – 2 мм
- Количество суппортов – 1 мм
- Наибольшая перемещение суппорта – 340 /560 мм
- Мощность электродвигателя – 18,5 кВт
- Вес станка полный – 8 т
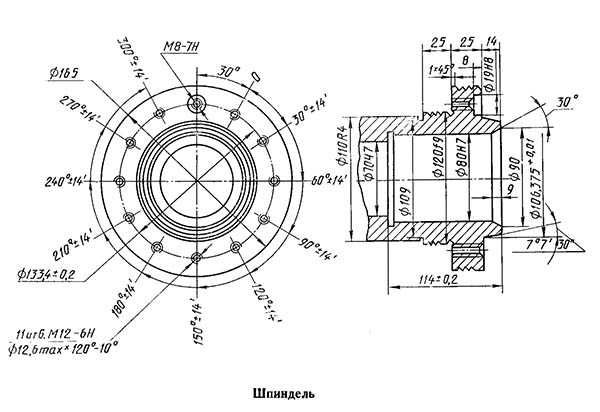
Шпиндель токарно-револьверного станка 1П426ДФ3
- Конец шпинделя – по ГОСТ 12595 (Концы шпинделей фланцевые с коротким конусом)
- Номинальный диаметр конуса D = 139,719 мм, условный размер конца шпинделя – 8
- Внутренний (инструментальный) конус шпинделя – нет
- Диаметр сквозного отверстия в шпинделе – Ø 92 мм
- Пределы чисел прямых оборотов шпинделя с зажимным патроном – (18 ступеней, 12 переключаются автоматически) 30..1800 об/мин
Особенности конструкции и принцип работы станка 1п426дф3
Основная особенность токарно-револьверного станка 1П426ДФ3 – вертикальные направляющие суппорта и наличие двух револьверных головок, находящихся на одном суппорте.
Станок 1П426ДФ3 оснащен системой числового программного управления 2У22-61.
Система ЧПУ 2У22 осуществляет управление перемещениями суппорта в продольном и поперечном направлениях, а также одновременно в обоих направлениях, переключением скоростей вращения шпинделя, остановом и реверсом шпинделя, поворотом револьверных головок, подачей и зажимом прутка, включением и выключением охлаждения.
В главном приводе используется
Станок имеет шести- и восьмипозиционные револьверные головки на крестовом суппорте.
Продольные салазки револьверного суппорта перемещаются по вертикальным направляющим станины, поперечные салазки перемещаются перпендикулярно к продольным. Револьверные головки могут поворачиваться на любое число позиции.
Перемещение суппорта одновременное в обоих направлениях (по осям X и Z) обеспечивает фасонное точение деталей.
Шероховатость обработанной поверхности при обработке стали Ra = 2,5 мкм.
Шероховатость обработанной поверхности при обработке при обработке цветных металлов Ra=1,25 мкм.
Класс точности — П по ГОСТ 8—82.
Разработчик — Ленинградское ОКБ АРС.
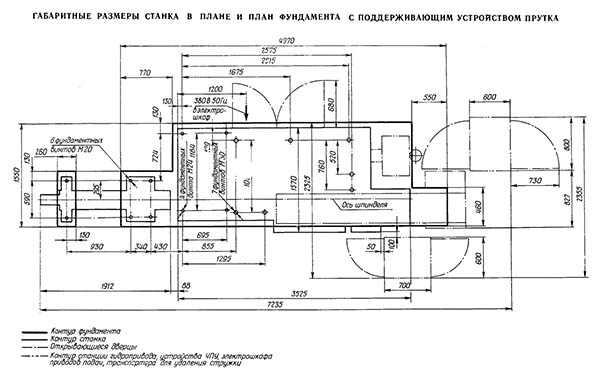
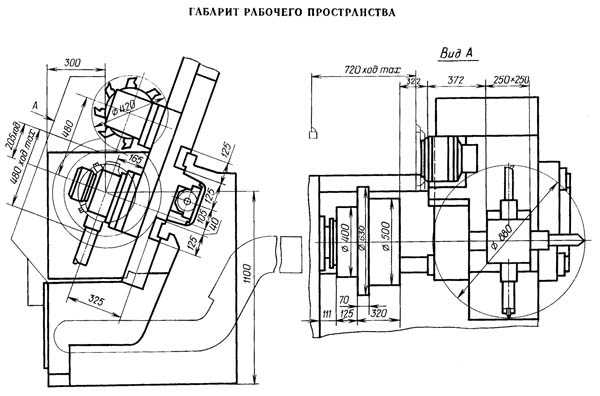
Габарит рабочего пространства токарно-револьверного станка 1П426ДФ3
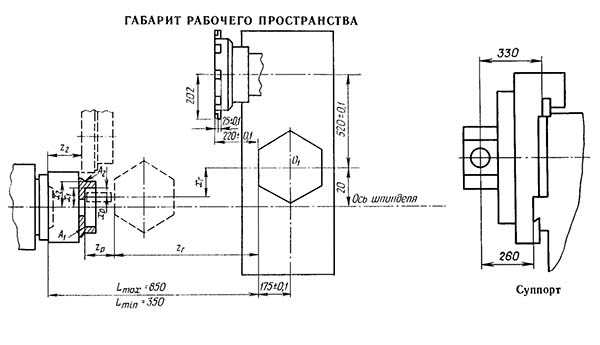
Габарит рабочего пространства станка 1п426дф3
Габарит рабочего пространства токарно-револьверного станка 1П426ДФ3. Смотреть в увеличенном масштабе
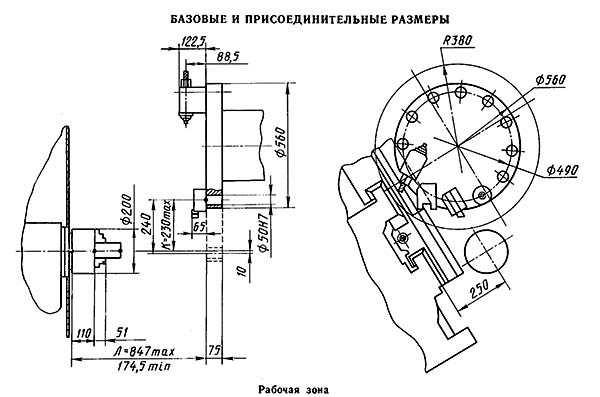
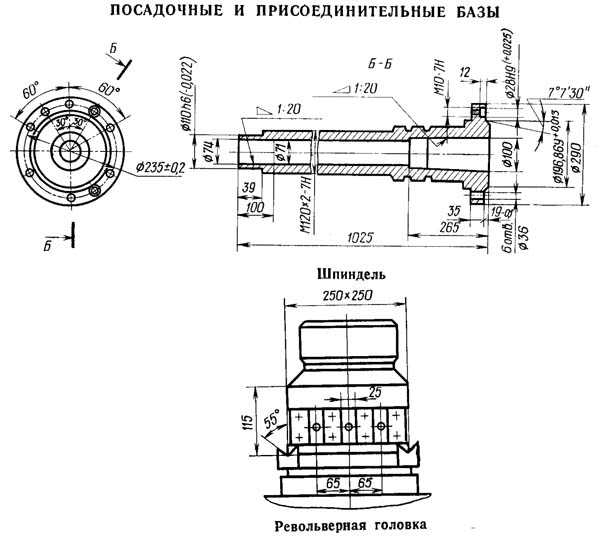
Посадочные и присоединительные базы токарно-револьверного станка 1П426ДФ3. Конец шпинделя
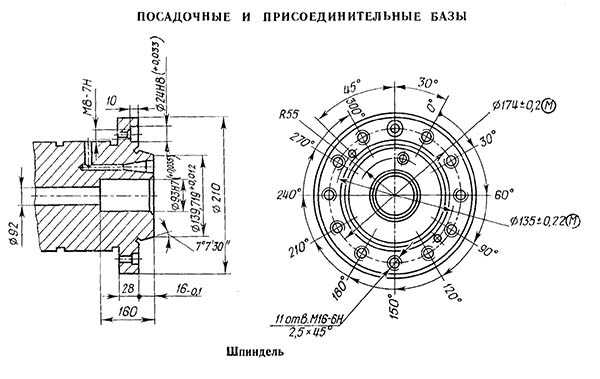
Конец шпинделя токарно-револьверного станка 1п426дф3
Конец шпинделя токарно-револьверного станка 1п426дф3. Смотреть в увеличенном масштабе
Посадочные и присоединительные базы токарно-револьверного станка 1П426ДФ3. Револьверная головка
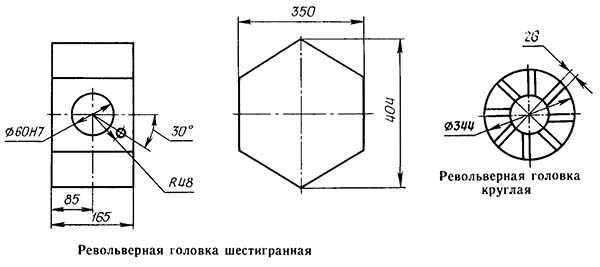
Револьверные головки токарно-револьверного станка 1п426дф3
Наладочный чертеж токарно-револьверного станка 1П426ДФ3
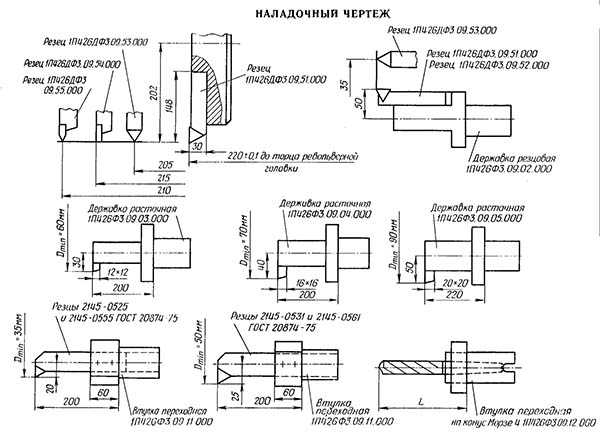
Наладочный чертеж токарно-револьверного станка 1п426дф3
Наладочный чертеж токарно-револьверного станка 1П426ДФ3. Смотреть в увеличенном масштабе
Общий вид токарно револьверного станка 1П426ДФ3

Фото токарно-револьверного станка 1п426дф3
Фото токарного револьверного станка 1П426ДФ3. Смотреть в увеличенном масштабе

Фото токарно-револьверного станка 1п426дф3

Фото токарно-револьверного станка 1п426дф3

Электродвигатель главного движения токарного станка 1п426дф3
Коробка скоростей токарно-револьверного станка 1п426дф3

Гидростанция токарно-револьверного станка 1п426дф3
Ходовой винт продольной подачи токарного станка 1п426дф3
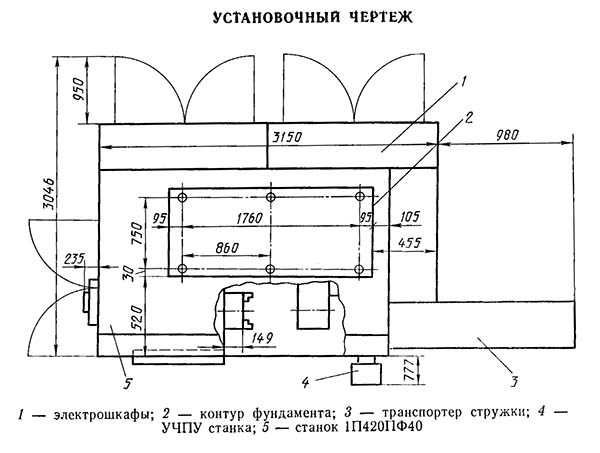
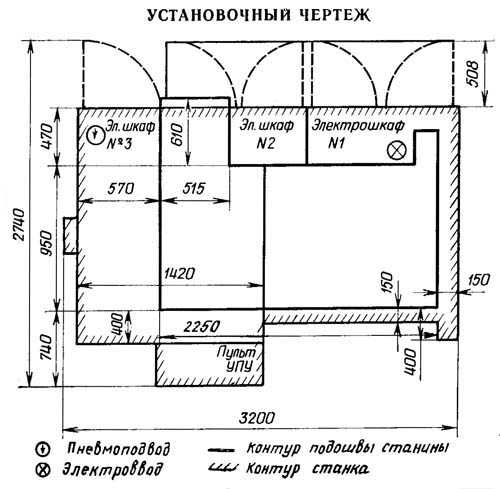
Установочный чертеж токарно револьверного станка 1П426ДФ3
Установочный чертеж токарного револьверного станка 1П426ДФ3. Смотреть в увеличенном масштабе
Станок токарно-револьверный с ЧПУ. Видеоролик.
Технические характеристики станка 1П426ДФ3
| Наименование параметра | 1П426ДФ3 | |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 | |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 250 | |
| Диаметр зажимных патронов, мм | 250; 315 | |
| Наибольший диаметр обрабатываемого прутка, мм | 65 | |
| Диаметр отверстия в шпинделе, мм | 92 | |
| Расстояние от торца шпинделя до грани револьверной головки, мм | 350..850 | |
| Расстояние от оси шпинделя до основания станка, мм | 1120 | |
| Наибольший размер нарезаемой резьбы плашками и метчиками, мм | ||
| Количество инструментов в револьверной головке | ||
| Шпиндель | ||
| Пределы чисел оборотов шпинделя с зажимным патроном, об/мин | 30..1800 | |
| Количество скоростей шпинделя, об/мин | 18 | |
| Конец шпинделя фланцевый по ГОСТ 12595-72 | 8 | |
| Наибольший крутящий момент на шпинделе не менее, Нм (кг*м) | ||
| Суппорт. Подачи | ||
| Наибольшее перемещение револьверного суппорта: продольное (Z)/ поперечное (X), мм | 560/ 340 | |
| Диапазон скоростей продольных подач револьверного суппорта, мм/мин | 1..6000 | |
| Диапазон скоростей поперечных подач револьверного суппорта, мм/мин | 0,5..3000 | |
| Наибольшее усилие подач револьверного суппорта по оси Z/ X, кН | 20/ 10 | |
| Время поворота круглой револьверной головки, с | 2 | |
| Время поворота шестигранной револьверной головки, с | 3 | |
| Величина перемещения ревоьверного суппорта по оси Z/ X на один импульс, мм | 0,010/ 0,005 | |
| Количество инструментов в револьверной головке | 8; 6 | |
| Электрооборудование станка | ||
| Количество электродвигателей на станке, кВт | 6 | |
| Электродвигатель главного привода, кВт | 18,5 | |
| Электродвигатель привода продольной подачи, Н*м | 13 | |
| Электродвигатель привода поперечной подачи, Н*м | 13 | |
| Электродвигатель привода смазочной системы коробки скоростей, кВт | 0,55 | |
| Электродвигатель гидропривода, кВт | 2,2 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | |
| Габариты и масса станка | ||
| Габаритные размеры станка (длина, ширина, высота), мм | 3525 х 1570 х 2655 | |
| Масса станка , кг | 8660 |
Полезные ссылки по теме
Каталог справочник токарно-револьверных станков
Паспорта токарно-револьверных станков
stanki-katalog.ru
Cтанок токарно-револьверный с ЧПУ, 1П426ДФ3 цена 2 300 000 руб
Описание
Универсальный токарно-револьверный полуавтомат с ЧПУ,для обработки штучныхзаготовок , деталей диаметром до 400 мм.
Дополнительно
Гарантийные обязательства , сервисное обслуживание, монтаж ,шефмонтаж ,
пусконаладка, консультации.
Комплектация
Возможно исполнение в прутковом варианте.
65мм.
Возможность комплектации системами ЧПУ:
НЦ-210 ,SIEMENS ,МАЯК.
Гидрооборудование производства России ,
BOSH GROUP.Разработка програмного обеспечения , технологической оснастки.
Связаться с продавцом
Имеет шести- и восьми- позиционные револьверные головки на крестовом суппорте.Мощность главного привода – 30 кВт.Наибольший диаметр устанавливаемого изделия над станиной-500мм. Наибольшая длинна обрабатываемого изделия -200мм.
Наибольший диаметр обрабатываемого изделия -400мм.Габаритные размеры:
4150х2600х2920мм. Масса 8660 кг.
Лицензии и сертификаты
Связаться с продавцомДоставка и оплата
Не указана
Связаться с продавцомwww.equipnet.ru
Станок с ЧПУ 1П426ДФ3 от компании Луч-сервис, ООО
Главная / Токарные станки / Станок с ЧПУ 1П426ДФ3| Краткое описание: Станок токарно-револьверный с ЧПУ модели 1П426ДФ3 Назначение Полуавтомат предназначен для обработки штучных заготовок в патроне в условиях единичного, мелкосерийного и среднесерийного производства. На станках производят следующие токарные работы: обтачивание, растачивание, подрезку, проточку и расточку канавок, сверление, зенкерование, развертывание, фасонное точение, нарезание резьб метчиками, плашками и резцами. Станки имеют две револьверные головки на крестовом суппорте. Шестигранная револьверная головка служит для обработки внутренних поверхностей, круглая восьмипозиционная — для обработки наружных поверхностей. Продольные салазки револьверного суппорта перемещаются по направляющим станины. Револьверные головки могут поворачиваться на любое число позиций. В главном приводе используется регулируемый двигатель постоянного тока. Бесступенчатое регулирование частот вращения шпинделя обеспечивается за счет изменения скорости вращения двигателя системой управления и автоматическим переключением двухступенчатого блока. В приводах подач установлены высокомоментные двигатели постоянного тока с тиристорным управлением. Система ЧПУ осуществляет управление перемещениями суппорта, переключением частот вращения шпинделя, остановом и реверсом шпинделя, поворотом револьверных головок, подачей и зажимом прутка, включением и выключением охлаждения. Обработка ведется как при продольном, так и при поперечном перемещении револьверного суппорта, а также при перемещении суппорта одновременно в обоих направлениях. В последнем случае возможна обработка фасонных деталей любого профиля. Класс точности П по ГОСТ 8-82Е. Станок может оснащаться ЧПУ,электроприводами и электроавтоматикой по желанию заказчика.технические характеристики высылаются по заказу. | |
Сведения о компании-продавцеПолное название: Луч-сервис, ООО Адрес местонахождения: Краснодар, ул. Демуса, д. 30Контактный телефон: +7 (903) 4510941 | |
На данной странице Вы можете найти подробные сведения о “Станок с ЧПУ 1П426ДФ3”, предлагаемом компанией “Луч-сервис, ООО” – в частности подробные сведения о стоимости, типовой комплектации, технических характеристиках, базовых условиях поставки, а также возможности приобретения дополнительного оборудования. На других страницах портала Kuwalda.Fixmag.RU, в частности в правом блоке меню Вы можете найти похожие товары от компании “Луч-сервис, ООО” и других поставщиков.
Похожие предложения компании:
kuwalda.fixmag.ru
1П420ПФ4 Станок токарно-револьверный с ЧПУ. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-револьверного станка 1П420ПФ4
Изготовитель и разработчик токарно-револьверного станка модели 1П420ПФ4 – Бердичевский станкостроительный завод “Комсомолец”, г. Бердичев, Житомирской область, Украина. Адрес сайта: http://www.bevers.ru
В 1929-1931 гг. на базе предприятия был основан трансмиссионный завод.
В 1932 г. заводу присваивается имя «Комсомолец». В этот период завод освоил выпуск трубопроводно-запорной арматуры и запасных частей.
С 1980 года завод осваивает выпуск новой гаммы токарно-револьверных станков, в состав которой входят автоматизированные станки модели 1Г340П, станки с цикловым программным управлением модели 1Г340ПЦ, станки с числовым программным управлением модели 1В340Ф30 и роботизированные комплексы на их базе.
В 1984 году на заводе начинается выпуск многоцелевых токарно-револьверных станков модели 1П420ПФ40, которые кроме токарной обработки выполняют сверлильно-фрезерную доработку детали за одну установку в патроне.
Станки, выпускаемые Бердичевским станкостроительным заводом
1П420ПФ4 Станок токарно-револьверный с ЧПУ. Назначение, область применения
Предназначен для выполнения токарной и сверлильно-фрезерной обработки деталей из прутка диаметром до 50 мм в автоматическом цикле и штучных заготовок диаметром до 200 мм в полуавтоматическом цикле в условиях мелкосерийного и серийного производства.
Станок обеспечивает точность обработки деталей при обточке — поле допуска h6, расточке — поле допуска Н7, по длине — 0,05 мм.
На станке производятся следующие виды обработки:
- обтачивание
- растачивание
- подрезка торцов
- подрезка канавок
- проточка конусов
- обточка радиусных поверхностей
- сверление
- зенкерование
- развертывание центрального отверстия
- нарезка резьбы метчиком и плашкой
- нарезка резьбы резцом
- фрезерование
Основные технические характеристики токарно-револьверного станка 1П420ПФ4
Разработчик – ЭНИМС, Ленинградское Специальное Конструкторское Бюро Прецизионного Станкостроения (СКБ ПС).
Изготовитель – Бердичевский станкостроительный завод “Комсомолец”.
- Наибольший диаметр заготовки типа Диск, устанавливаемой над станиной – Ø 450 мм
- Наибольший диаметр штучной заготовки – Ø 200 мм
- Наибольший диаметр обрабатываемого прутка – Ø 50 мм
- Количество револьверных головок – 1 мм
- Количество инструментов в револьверной головке – 12 мм
- Наибольшая перемещение суппорта – 240 /630 мм
- Мощность электродвигателя – 30/ 22 кВт
- Вес станка полный – 5,9 т
Шпиндель токарно-револьверного станка 1П420ПФ4
- Конец шпинделя – по ГОСТ 12595 (Концы шпинделей фланцевые с коротким конусом)
- Номинальный диаметр конуса D = 106,375 мм, условный размер конца шпинделя – 6
- Внутренний (инструментальный) конус шпинделя – нет
- Диаметр сквозного отверстия в шпинделе – Ø 70 мм
- Пределы чисел прямых оборотов шпинделя с зажимным патроном – (бесступенчатое регулирование) 20..4000 об/мин
Основные особенности токарно-револьверного станка 1П420ПФ4 – наклонная станина, наличие круговой координаты С (угловое позиционирование шпинделя в дискретном режиме (0-360 град.) и приводного инструмента в револьверной головке.
Основным преимуществом станка мод. 1П420ПФ40 по сравнению с заменяемой моделью является возможность полной обработки (токарной и сверлильно-фрезерной) детали за один технологический установ, что повышает точность обработки детали и сокращает вспомогательное время и общее время производственного цикла обработки.
Наклонные направляющие станины и встроенный транспортер обеспечивают свободный сход стружки и ее автоматическое удаление из рабочей зоны.
В приводах подач, углового позиционирования шпинделя и вращающегося инструмента в револьверной головке применены высокомоментные двигатели постоянного тока, имеющие широкий диапазон регулирования скорости перемещения.
Привод вращения шпинделя и приводы подач – высокомоментные регулируемые электродвигатели постоянного тока повышенной мощности.
Шпиндель станка смонтирован в высокоточных подшипниках качения, не требующих регулировки в процессе эксплуатации и обеспечивающих высокую точность и долговечность.
За счет применения накладок из наполненного фторопласта в направляющих суппорта и упрощенной кинематики главного привода повышена надежность работы станка.
Конструкция 12-позиционной револьверной головки обеспечивает высокую жесткость (фиксация головки на плоские зубчатые колеса) и высокое быстродействие. Осевые и ортогональные сверлильно-фрезерные головки для вращающегося инструмента в любой из 12 позиций револьверной головки
Установка вращающегося инструмента возможна в любой из позиций. Смазка ответственных трущихся деталей станка осуществляется централизованной системой смазки.
Применение системы охлаждения с насосом высокого давления и большим расходом охлаждающей жидкости (до 50 л/мин), а также ограждение каркасного типа позволяет вести обработку с повышенными режимами резания при надежной изоляции рабочей зоны станка.
Станок оснащен ленточным транспортером для уборки стружки.
Управление станком осуществляется системой ЧПУ мод. МС2101-05, позволяющей вводить управляющие программы с клавиатуры УЧПУ; с кассеты внешней памяти на ЦМД; с перфоленты.
Предусмотрена связь с ЭВМ высшего уровня.
На станке автоматизированы рабочий цикл, смена инструмента (поворотом планшайбы револьверной головки) и удаление отходов. Средства автоматизации дают возможность встраивания в автоматизированную систему и автоматического измерения обрабатываемых поверхностей.
По специальному заказу станок может оснащаться автоматической системой измерения обрабатываемых поверхностей и ввода коррекции на положение инструмента.
Система измерения детали с автоматической коррекцией положения инструмента позволяет достичь высокой точности обработки.
Класс точности станка П по ГОСТ 8—82.
Шероховатость обрабатываемой поверхности Ra 1,25—2,5 мкм.
Станки предназначены для использования в условиях УХЛ4 по ГОСТ 15150—69.
Разработчики: Бердичевский станкостроительный завод «Комсомолец», ЭНИМС, Ленинградское СКБПС.
Обработка внецентровых отверстий с нарезанием резьбы на торце и по периферии детали, фрезерование прямолинейных и криволинейных пазов, а также лысок и кулачков;
Габарит рабочего пространства токарно-револьверного станка 1П420ПФ4
Габарит рабочего пространства станка 1П420ПФ4
Габарит рабочего пространства токарно-револьверного станка 1П420ПФ4. Смотреть в увеличенном масштабе
Посадочные и присоединительные базы токарно-револьверного станка 1П420ПФ4. Конец шпинделя
Конец шпинделя токарно-револьверного станка 1П420ПФ4
Конец шпинделя токарно-револьверного станка 1П420ПФ4. Смотреть в увеличенном масштабе
Общий вид токарно револьверного станка 1П420ПФ4

Фото токарно-револьверного станка 1П420ПФ4

Фото токарно-револьверного станка 1П420ПФ4

Фото токарно-револьверного станка 1П420ПФ4
Установочный чертеж токарно револьверного станка 1П420ПФ4
Установочный чертеж токарно-револьверного станка 1П420ПФ4
Установочный чертеж токарного револьверного станка 1П420ПФ4. Смотреть в увеличенном масштабе
Станок токарно-револьверный с ЧПУ. Видеоролик.
Технические характеристики станка 1П420ПФ4
| Наименование параметра | 1П426ДФ3 | 1П420ПФ4 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 | 450 |
| Наибольший диаметр обрабатываемого изделия, мм | 250 | 200 |
| Наибольшая длина обрабатываемого изделия, мм | 130 | |
| Диаметр зажимных патронов, мм | 250; 315 | 200 |
| Наибольший диаметр обрабатываемого прутка, мм | 65 | 50 |
| Диаметр отверстия в шпинделе, мм | 92 | 70 |
| Расстояние от торца шпинделя до грани револьверной головки, мм | 350..850 | – |
| Расстояние от оси шпинделя до основания станка, мм | 1120 | |
| Наибольший размер нарезаемой резьбы плашками и метчиками, мм | ||
| Количество инструментов в револьверной головке | 12 | |
| Наибольшее сечение резцов в револьверной головке, мм | 25 х 25 | |
| Диаметр отверстия в револьверной головке под цилиндрический хвостовик, мм | 40 | |
| Шпиндель | ||
| Пределы чисел оборотов шпинделя с зажимным патроном, об/мин | 30..1800 | 20..4000 |
| Пределы чисел оборотов приводного инструмента, об/мин | – | 20..2500; 20..1500 |
| Количество скоростей шпинделя, об/мин | 18 | Б/с |
| Конец шпинделя фланцевый по ГОСТ 12595-72 | 8 | 6 |
| Наибольший допустимый крутящий момент на шпинделе не менее, Нм (кг*м) | 500 | |
| Наибольший допустимый крутящий момент на инструментальном шпинделе не менее, Нм (кг*м) | – | 10 |
| Суппорт. Подачи | ||
| Наибольшее перемещение револьверного суппорта: продольное (Z)/ поперечное (X), мм | 560/ 340 | 630/ 240 |
| Диапазон скоростей продольных подач револьверного суппорта (Z), мм/мин | 1..6000 | 1..5000 |
| Диапазон скоростей поперечных подач револьверного суппорта (X), мм/мин | 0,5..3000 | 1..5000 |
| Скорость быстрых перемещений суппорта по оси Z/ X, м/мин | 15 | 10 |
| Диапазон скоростей круговых подач шпинделя (ось С), град/мин | – | 1..2000 |
| Наибольшее усилие подач револьверного суппорта по оси Z/ X, кН | 20/ 10 | |
| Время поворота круглой револьверной головки, с | 2 | |
| Время поворота шестигранной револьверной головки, с | 3 | – |
| Величина перемещения револьверного суппорта по оси Z/ X на один импульс, мм | 0,010/ 0,005 | 0,001/ 0,0005 |
| Дискретность задания кругового перемещения шпинделя, град | – | 0,001 |
| Количество инструментов в револьверной головке | 8; 6 | 12 |
| Наибольший диаметр приводного инструмента, мм | – | 12 |
| Точность позиционирования суппорта в продольном направлении (ось Z), мм | 0,025 | |
| Точность позиционирования суппорта в поперечном направлении (ось Х), мм | 0,010 | |
| Точность позиционирования шпинделя (ось С), мин | – | 2 |
| Наибольшее перемещение пиноли, мм | 180 | |
| Электрооборудование станка | ||
| Количество электродвигателей на станке (с электронасосами), кВт | 6 | 12 |
| Электродвигатель главного привода, кВт | 18,5 | 30/ 22 |
| Электродвигатель привода продольной подачи (ось Z), Н*м | 13 | 13/13 |
| Электродвигатель привода поперечной подачи (ось Х), Н*м | 13 | 10/13 |
| Электродвигатель привода круговой подачи (ось С), Н*м | – | 10/13 |
| Электродвигатель приводного иструмента, Н*м | – | 10/13 |
| Электродвигатель привода смазочной системы коробки скоростей, кВт | 0,55 | |
| Электродвигатель насоса гидропривода, кВт | 2,2 | 2,2 |
| Электродвигатель вентилятора гидростанции, кВт | – | 0,12 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 2 х 0,12 |
| Электродвигатель охлаждения дигателя главного движения, кВт | – | 0,25 |
| Электродвигатель привода экрана ограждения, кВт | – | 0,18 |
| Электродвигатель привода транспортера стружки, кВт | – | 0,55 |
| Суммарная мощность всех электродвигателей, кВт | 40,54/ 33,54 | |
| Габариты и масса станка | ||
| Габаритные размеры станка (длина, ширина, высота), мм | 3525 х 1570 х 2655 | 3470 х 2260 х 2300 |
| Масса станка , кг | 8660 | 5900 |
Полезные ссылки по теме
Каталог справочник токарно-револьверных станков
Паспорта токарно-револьверных станков
stanki-katalog.ru
2.1Основные элементы предприятия Технические характеристики станков
1) Обрабатывающий центр с ЧПУ Хmill 1300
технол. ход, ось X …………………………………….. 1300 мм технол. ход, ось Y………………………………………700 мм технол. ход, ось Z …………………………………….. 650 мм размеры стола …………………………………………1400×710 мм допуст. нагрузка стола ………………………………. 1000кг Т-образные пазы, число ………………………………5 шт Т-образные пазы, ширина ……………………………18 мм Т-образные пазы, расстояние ……………………….. 150 мм расстояние торец шпинделя/стол ……………………150 – 800 мм вылет …………………………………………………..785 мм Главный шпиндель диапазон частоты вращения …………………………60 – 8000 об/мин
зажим шпинделя ……………………………………..MAS BT 50 Подача ускоренный ход по оси X ……………………………15000 мм/мин ускоренный ход по оси Y ……………………………15000 мм/мин ускоренный ход по оси Z ……………………………10000 мм/мин рабочая подача ……………………………………….5000 мм/мин Державка инструмента количество позиций инструм. магазина ……………24 шт Tочность точности позиционирования ………………………..± 0,01 mm / ± 0,00039″ точность повтора …………………………………… ± 0,005 mm / ± 0,002″ Мощность мощность двигателя гл. привода (пост./30 мин.)…. 11/15 kW / 15/20 Hp Размеры и массы габариты ………………………………………………3970x3886x3071 мм вес ……………………………………………………..11000 кг
2) Портальный обрабатывающий центр KNUTH 2035 Числовое программное управление……………………….. | Fanuc 0i-MC |
Тип интерфейса для подключения к ПК………………….. | RS-232 |
Размеры рабочей поверхности стола …………………… | 1600×3500 мм |
Количество Т-образных пазов…………………………… | 13 |
Ширина Т-образных пазов………………………………. | 28 мм |
Расстояние между соседними Т-образными пазами…… | 160 мм |
Расстояние от торца шпинделя до поверхности стола………………………………………………………. | 200-1400 мм |
Максимальная масса заготовки………………………….. | 10000 кг |
Точность линейного позиционирования……………….. | ±0,04 мм |
Перемещение инструмента по Z………………………… | 2700 мм |
Перемещение инструмента по оси Y…………………… | 1200 мм |
Перемещение стола по оси Х…………………………….. | 3800 мм |
Диапазон поворота инструмента по оси А……………… | ±90° |
Скорость подачи инструмента по оси Z………………… | 5 м/мин |
Скорость подачи инструмента по оси Y………………… | 5 м/мин |
Скорость подачи стола по оси Х………………………… | 5 м/мин |
Скорость холостых подач инструмента по оси Z………. | 8 м/мин |
Скорость холостых подач инструмента по оси Y………. | 10 м/мин |
Скорость холостых подач стола по оси X………………. | 10 м/мин |
Частота вращения главного шпинделя………………….. | 30-6000 об/мин |
Максимальный диаметр инструмента…………………… | 250 мм |
Максимальная длина инструмента………………………. | 500 мм |
Максимальная масса инструмента………………………. | 20 кг |
Количество мест в инструментальном магазине………… | 40 |
Инструментальная оснастка……………………………… | BT 50 |
Время поворота револьверной головки на одну позицию……………………………………………………. | 3 сек |
Монтаж…………………………………………………….. | Напольный |
Расход СОЖ………………………………………………. | 200 л/мин |
Максимальный крутящий момент главного шпинделя… | 560 Нм |
Максимальная мощность приво да главного шпинделя | 26 кВт (30 мин) |
Номинальная мощность привода главного шпинделя…. | 22 кВт |
Питающая сеть: напряжение сети/ частота/ количество фаз………………………………………………………….. | 400 В/ 50 Гц/ 3 |
Габаритные размеры станка …………………………….. | 9500x5800x5500 мм |
Масса станка………………………………………………. | 68000 кг |
studfiles.net
1П756ДФ3 Станок токарный патронный с ЧПУ, полуавтоматописание, схемы, характеристики
Сведения о производителе токарного станка с ЧПУ 1П756ДФ3
Производителем токарного станка с ЧПУ 1П756ДФ3 является Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года – это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков – 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели – 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ – 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 – для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
1П756ДФ3 Станок токарный патронный с ЧПУ. Назначение и область применения
Полуавтомат токарный патронный с ЧПУ 1П756ДФ3 предназначен для токарной обработки по программе цилиндрических, торцовых, конических, ступенчатых и криволинейных поверхностей деталей из чёрных и цветных металлов и сплавов, а также для сверления и растачивания центральных отверстий, нарезания наружных и внутренних резьб.
Станок предназначен для обработки деталей в патроне со ступенчатым и криволинейным профилями в условиях мелкосерийного и серийного производства.
На станке можно производить наружное точение, растачивание, сверление, нарезание резьбы по программе.
Расположение зеркала направляющих станины в наклонной плоскости обеспечивает свободный сход и удаление стружки из зоны обработки и свободный доступ к обрабатываемой детали.
Накладные стальные закаленные направляющие продольного и поперечного перемещений в сочетании с опорами качения и антифрикционными накладками гарантируют длительное сохранение точности полуавтомата.
Регулирование частоты вращения шпинделя и подачи позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
Полуавтомат оснащен системой программного управления «Электроника НЦ-31».
В полуавтомат можно встраивать отечественные и иностранные комплектующие изделия — систему ЧПУ, главный привод, привод подач, револьверную головку, транспортер стружки и др.
Предусмотрена возможность стыковки полуавтомата с роботами различных исполнений.
Полуавтомат может применяться в комплексе с роботами, в составе автоматических участков и линий.
Компоновка полуавтомата, размещение на нем электрошкафов и электрооборудования, включая устройство ЧПУ, сосредоточение всех органов управления на одном подвижном пульте управления обеспечивают значительное сокращение производственной площади, занимаемой полуавтоматом, а также удобство управления им.
Компоновка станка с расположением зеркала направляющих станины в наклонной плоскости обеспечивает свободный сход и удаление стружки из зоны обработки и свободный доступ к обрабатываемой детали. Применение накладных стальных закаленных направляющих продольного и поперечного ходов в сочетании с опорами качения и антифрикционными накладками гарантирует длительное сохранение точности полуавтомата.
Привод главного движения состоит из шпиндельной бабки и двигателя постоянного тока. Шпиндельный узел имеет жесткую конструкцию и высокую виброустойчивость.
Приводы продольной и поперечной подач выполнены с применением высокомоментных электродвигателей, что позволяет обрабатывать детали на интенсивных режимах резания.
Смена инструмента на полуавтомате осуществляется автоматически с помощью двух револьверных головок.
Подвод охлаждения в зону резания производится через инструментальные блоки.
Стружка удаляется транспортером, выдвигаемым на заднюю сторону полуавтомата.
Класс точности полуавтомата П по ГОСТ 8—77.
Шероховатость поверхностей Rа 2,5 мкм по ГОСТ 2789—73.
Разработчик — Рязанское специальное конструкторское бюро станкостроения.
Модификации токарного станка 1П756
- 1П756ДФ3 – модель станка 1979 года. Система ЧПУ Bosch CNC System 5.
- 1П756ВДФ3 – модель станка высокой точности 1979 года. Система ЧПУ Альфа 2М.
- 1П756ВДФ311 – модель станка высокой точности 1979 года. Система ЧПУ МС2101.01 (НЦ-80).
- 1П756ДФ311 – система ЧПУ 2С85
- 1П756ДФ321 – система ЧПУ Электроника НЦ-31
- 1П756ДФ398 – система ЧПУ Sinumerik 7T
- 1П756Ф4 – модель станка 1986 года. система ЧПУ Электроника НЦ-80-31
1П756ДФ3 Габаритные размеры рабочего пространства токарного станка с ЧПУ
Чертеж рабочего пространства токарного станка 1п756дф3
1П756ДФ3 Посадочные и присоединительные базы токарного станка с ЧПУ
Посадочные и присоединительные базы токарного станка 1п756дф3
1П756ДФ3 Общий вид токарного станка с ЧПУ

Фото токарного станка 1п756дф3
1П756ДФ3 Установочный чертеж токарного станка с ЧПУ
Установочный чертеж токарного станка 1п756дф3
Технические характеристики станка 1П756ДФ3
| Наименование параметра | 1П756ДФ3 | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | |
| Наибольший диаметр устанавливаемой заготовки над станиной, мм | 630 | |
| Наибольший диаметр обрабатываемой в патроне заготовки над станиной, мм | 500 | |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе, мм | 80 | |
| Наибольшая длина изделия устанавливаемого в патроне, мм | 320 | |
| Высота резца, устанавливаемого в резцедержателе, мм | 32; 25 | |
| Количество одновременно управляемых координат | 2/2 | |
| Высота оси центров от подошвы станка, мм | 1100 | |
| Допустимая масса заготовки из стали, кг | ||
| Шпиндель | ||
| Количество рабочих скоростей шпинделя | Три ступени – 1:16, 1:4, 1:1 | |
| Пределы чисел оборотов шпинделя (бесступенчатое регулирование внутри ступеней), об/мин | 8..100; 31,5..400; 125..1600 | |
| Центр шпинделя передней бабки по ГОСТ 25557-82 | М100 | |
| Конец шпинделя | 11М | |
| Наибольший допустимый крутящий момент на шпинделе, кН*м | 3,15 | |
| Подачи | ||
| Дискретность задания перемещения продольного (Z)/ поперечного (X), мм | 0,01/ 0,005 | |
| Наибольшее перемещение суппорта: продольное (Z)/ поперечное (X), мм | 720/ 480 | |
| Диапазон скоростей продольных подач (Z), мм/мин (мм/об) | 1..2000 | |
| Диапазон скоростей поперечных подач (X), мм/мин (мм/об) | 1..2000 | |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 10 | |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 12..16 | |
| Наибольший шаг нарезаемой резьбы, мм | 39,999 | |
| Допустимое усилие резания суппорта Рz, Py, Pz кН | 2/ 10/ 6 | |
| Электрооборудование и привод станка | ||
| Питающая сеть станка | ~380В 50Гц | |
| Количество электродвигателей на станке | 10 | |
| Электродвигатель главного привода, кВт | 30 | |
| Электродвигатель подач по оси X, кВт | 1.7 | |
| Электродвигатель подач по оси Z, кВт | 1.7 | |
| Электродвигатель насоса охлаждения, кВт | 0,15 | |
| Электродвигатель восьмипозиционной инструментальной головки, кВт | 0,75 | |
| Электродвигатель четырехпозиционной инструментальной головки, кВт | 0,75 | |
| Электродвигатель транспортера стружки, кВт | 0,75 | |
| Электродвигатель насоса смазки суппорта, кВт | 0,08 | |
| Электродвигатель насоса смазки передней бабки, кВт | 0,18 | |
| Суммарная мощность электродвигателей, кВт | ||
| Суммарная мощность станка, кВт | ||
| Габариты и масса станка | ||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 3200 х 2740 х 2600 | |
| Масса станка с ЧПУ, кг | 9000 |
Полезные ссылки по теме
Каталог справочник токарных станков с ЧПУ
Паспорта и руководства токарных станков с ЧПУ
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
1П756Ф3
Полуавтомат предназначен для токарной обработки по программе
цилиндрических, торцовых, конических, ступенчатых и криволинейных
поверхностей деталей из чёрных и цветных металлов и сплавов,
а также для сверления и растачивания центральных отверстий,
нарезания наружных резьб. Расположение зеркала направляющих
станины в наклонной плоскости обеспечивает свободный доступ к
обрабатываемой детали. Накладные стальные закаленные
направляющие продольного и поперечного перемещений в
сочетании с опорами качения и антифрикционными накладками
гарантируют длительное сохранение точности полуавтомата.
Особенности конструкции
- Все органы управления сосредоточены на неподвижном поворотном пульте на выносной консоли.
- Привод главного движения состоит из шпиндельной бабки и двигателя постоянного тока.
- Шпиндельный узел полуавтомата имеет жёсткую конструкцию и высокую виброустройчивость.
- Приводы продольной и поперечной подач выполнены с применением высокомоментных электродвигателей,
что позволяет обрабатывать детали на интенсивных режимах резания.
- Смена инструмента на полуавтомате производится автоматически с помощью двух револьверных головок.
- Охлаждение в зону резания подводится через инструментальные блоки.
- Стружка удаляется транспортёром, установленным в нише станины полуавтомата.
Технические характеристики | |
| Наибольшая длина обрабатываемой заготовки, мм | 320 |
| Наибольшая глубина растачивания, мм | 120 |
| Наибольший диаметр заготовки, мм: | |
| – устанавливаемой над станиной | 630 |
| – обрабатываемой в патроне | 500 |
| Наибольший шаг нарезаемой резьбы, мм | 39,999 |
| Пределы частот вращения шпинделя, об/мин | 8-1600 |
| Пределы продольных и поперечных рабочих подач суппорта, мм/мин | 1-4000 |
| Ускоренные продольные и поперечные подачи суппорта, мм/мин | 8000 |
| Дискретность отсчёта по осям координат, мм | 0,001 |
| Количество позиций инструмента на верхней револьверной головке | 8 |
| Количество позиций на нижней револьверной головке | 4 |
| Количество револьверных головок на станке | 2 |
| Мощность главного привода, кВт | 22-30 |
| Габаритные размеры, мм: | |
| – длина | 3200 |
| – ширина | 2000 |
| – высота | 2600 |
| Масса, кг | 8000 |
<<Вернуться назад
rts1.ru