1В340Ф30 технические характеристики – 134030 –
alexxlab | 30.11.2016 | 0 | Вопросы и ответы
1В340Ф30 Станок токарно-револьверный с ЧПУ схемы, описание, характеристики
Сведения о производителе токарно-револьверного станка модели 1В340Ф30
Изготовитель токарно-револьверного станка модели 1В340Ф30 – Бердичевский станкостроительный завод “Комсомолец”, г. Бердичев, Житомирской область, Украина. Адрес сайта: http://www.bevers.ru
В 1929-1931 гг. на базе предприятия был основан трансмиссионный завод.
В 1932 г. заводу присваивается имя «Комсомолец». В этот период завод освоил выпуск трубопроводно-запорной арматуры и запасных частей.
С 1980 года завод осваивает выпуск новой гаммы токарно-револьверных станков, в состав которой входят автоматизированные станки модели 1Г340П, станки с цикловым программным управлением модели 1Г340ПЦ, станки с числовым программным управлением модели 1В340Ф30 и роботизированные комплексы на их базе.
В 1984 году на заводе начинается выпуск многоцелевых токарно-револьверных станков модели 1П420ПФ40, которые кроме токарной обработки выполняют сверлильно-фрезерную доработку детали за одну установку в патроне.
Станки, выпускаемые Бердичевским станкостроительным заводом
1В340Ф30 Станок токарно-револьверный с ЧПУ. Назначение, область применения
Станок токарно-револьверный с вертикальной инструментальной головкой на крестовом суппорте предназначен для токарной обработки деталей с прямолинейным, ступенчатым и криволинейным профилем из прутка в автоматическом цикле и из штучных заготовок — в полуавтоматическом цикле в условиях серийного и мелкосерийного производств; на нем можно производить обточку, расточку, проточку канавок, подрезку торцов, сверление, зенкерование, развертывание, нарезку резьб плашками и метчиками, а также резцом по программе.
Восьмипозицнонная револьверная головка па крестовом суппорте в сочетании с однокоординатным поперечным гидрофицированным суппортом обеспечивает высокие технологические возможности станка, фиксируется с помощью зубчатых полумуфт и управляется гидравликой.
Продольное и поперечное перемещения осуществляются высокомоментными двигателями постоянного тока через шариковые винтовые пары. Станок оснащен оперативной системой управления типа «Электроника НЦ-31».
Станок изготавливается в двух исполнениях:
- для обработки прутковых материалов диаметром до 40 мм
- для обработки штучных заготовок диаметром до 200 мм.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом зажима и подачи прутка.
В станке реализована возможность быстрой переналадки с пруткового исполнения для обработки прутковых материалов и в патроне для обработки штучных заготовок, что значительно расширяет его технические возможности.
Зажим и подача прутков, а также зажим штучных заготовок производятся гидравлическим механизмом зажима и подачи прутка.
Наибольшее допускаемое колебание диаметра прутка ±1 мм, штучных заготовок ±3 мм.
Станок обеспечивает точность обработки изделий по 8 квалитету с шероховатостью поверхностей Ra 2,5 мкм. Основные преимущества станка:
- конструкция восьмипозиционной револьверной головки обеспечивает высокую жесткость (фиксация головки на плоские зубчатые колеса) и высокое быстродействие;
- наличие гидравлического отрезного суппорта позволяет совмещать операцию отрезки или прорезки канавок с другими операциями при обработке детали;
- обработка деталей из прутка в автоматическом цикле;
- широкий диапазон нарезаемых резьб, включая многозаходные;
- крестовый суппорт с вертикальной осью револьверной головки позволяет производить все виды токарной обработки малым числом инструмента;
- наличие оперативной системы управления дает возможность рабочему на рабочем месте в ходе обработки первой детали при помощи средств ручного управления и, используя элементы автоматического управления, формировать управляющую программу, позволяющую следующую деталь обрабатывать в автоматическом цикле;
- значительно сокращается время на составление и отладку управляющей программы по сравнению с имеющимися станками с ЧПУ.
Станок предназначен для работы в условиях серийного и мелкосерийного производства.
Корректированный уровень звуковой мощности LpA не должен превышать 96 дБА.
Разработчик — Бердичевский станкостроительный завод «Комсомолец».
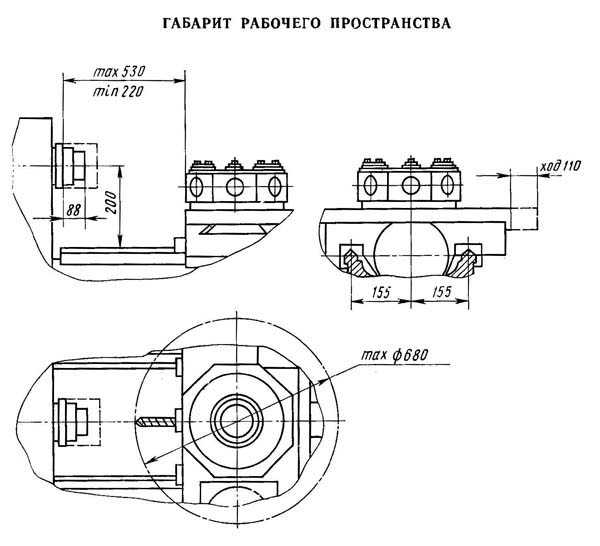
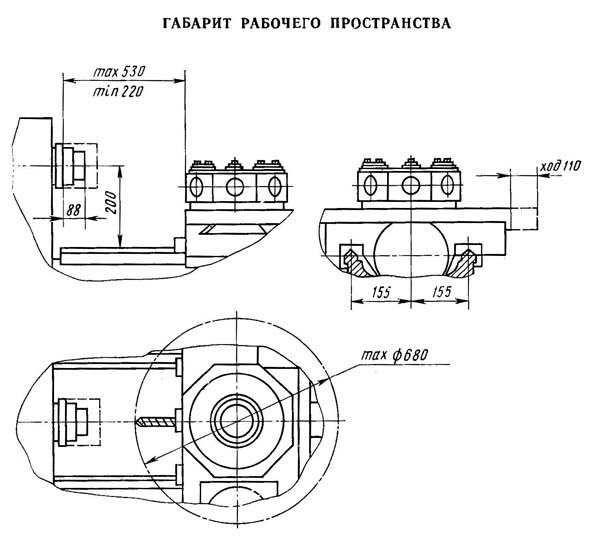
1В340Ф30 Габарит рабочего пространства станка
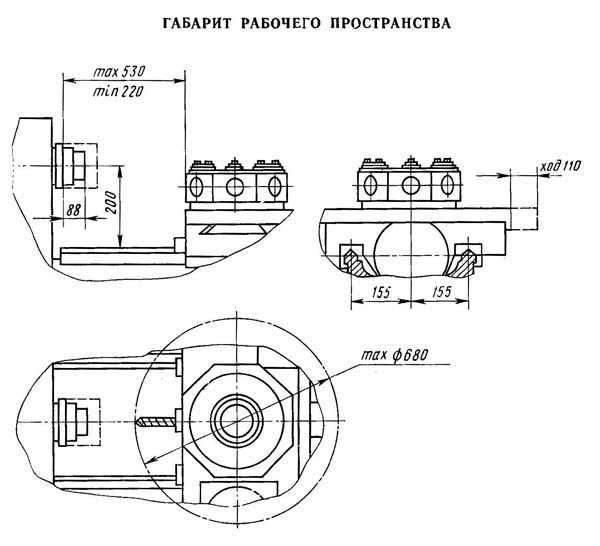
Габаритные размеры рабочего пространства станка 1в340ф30
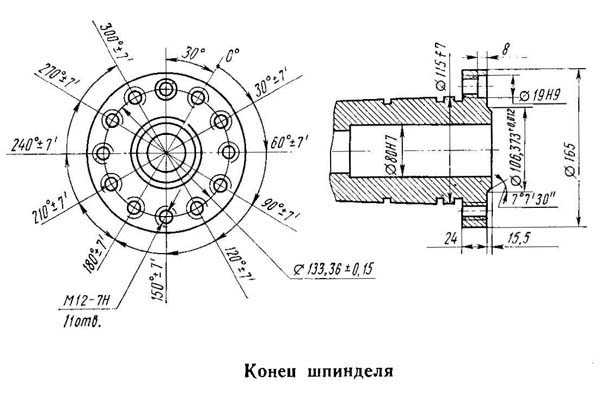
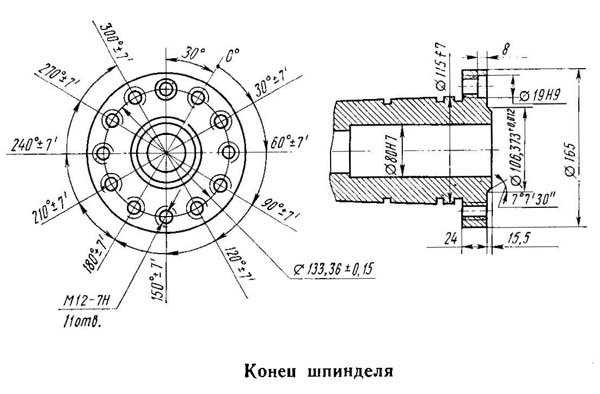
1В340Ф30 Посадочные и присоединительные базы станка. Шпиндель
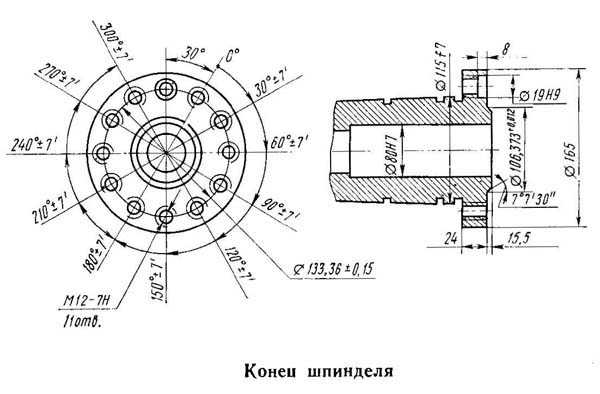
Посадочные и присоединительные базы станка 1в340ф30
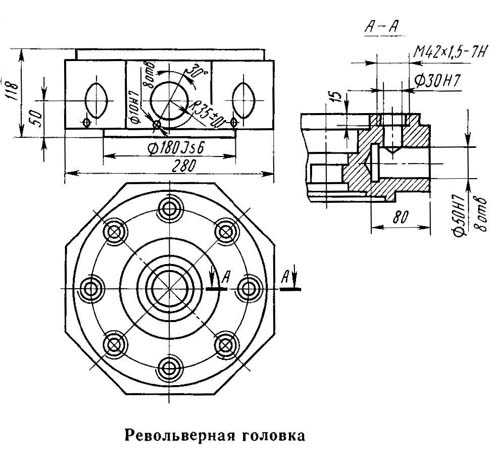
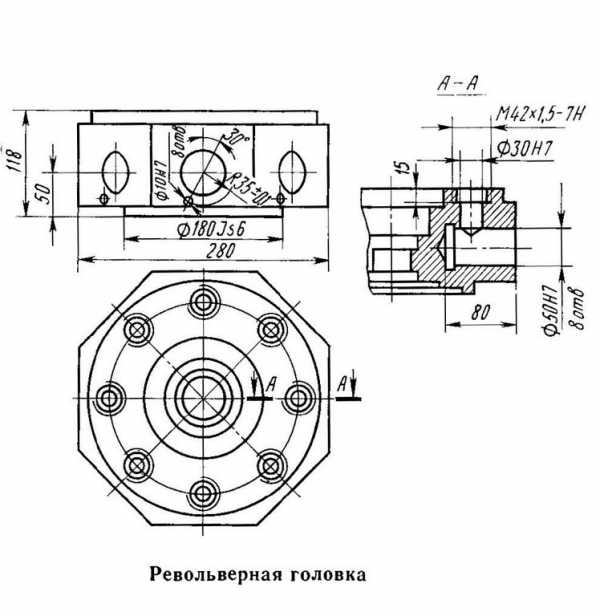
1В340Ф30 Посадочные и присоединительные базы станка. Инстументальная револьверная головка
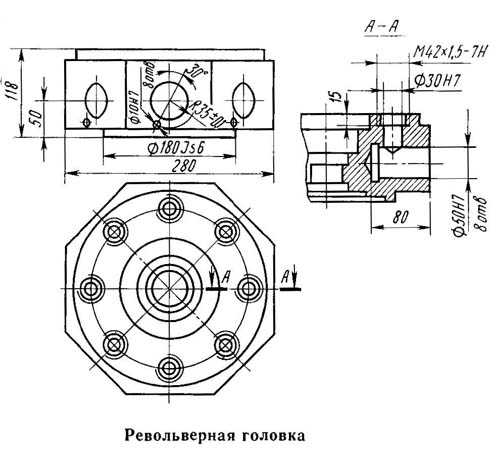
Посадочные и присоединительные базы станка 1в340ф30
1В340Ф30 Фото токарного станка с ЧПУ

Фото токарного револьверного станка 1в340ф30
1В340Ф30 Фото револьверной головки токарного станка с ЧПУ

Фото токарного револьверного станка 1в340ф30
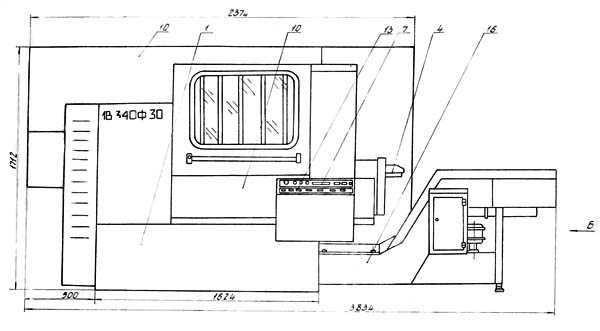
1В340Ф30 Общий вид токарного станка с ЧПУ
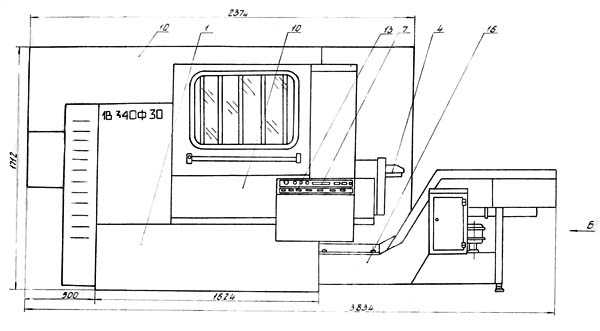
Общий вид токарного револьверного станка 1в340ф30
1В340Ф30 Схема кинематическая токарного станка с ЧПУ
Кинематическая схема токарного револьверного станка 1в340ф30
Главное движение. Вращение шпинделя осуществляется от двигателя мощностью 15 кВт с числом оборотов 4500 через ременную передачу.
Движение подач. Продольные и поперечные перемещения револьверного суппорта осуществляются электродвигателями постоянного тока с регулируемым числом оборотов от 0 до 1500 об/мин посредством пар винт – гайка качения с ходом винтов, соответственно, 10 и 5 мм.
Быстрые хода (в 8 м/мин) и рабочие подачи (5..600 м/мин) отрезного суппорта осуществляются при помощи гидравлики.
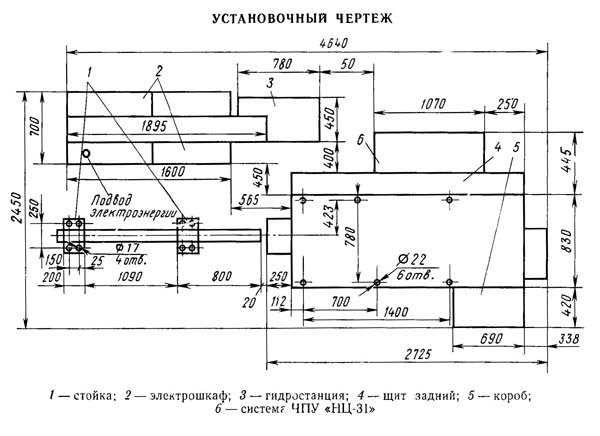
1В340Ф30 Установочный чертеж токарного станка
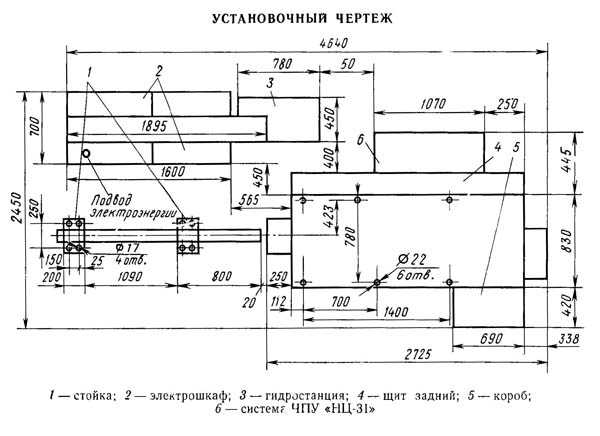
Установочный чертеж токарного револьверного станка 1в340ф30
1В340Ф30 Станок токарно-револьверный с числовым программным управлением (ЧПУ). Видеоролик.
Технические характеристики станка 1В340Ф30
| Наименование параметра | 1В340Ф30 | |
|---|---|---|
| Основные параметры станка | ||
| Обозначение системы ЧПУ | НЦ-31 | |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | |
| Наибольший диаметр обрабатываемого прутка на переднем зажиме, мм | 50 | |
| Наибольший диаметр обрабатываемого прутка в зажимной и подающей трубе, мм | 40 | |
| Диаметр отверстия в шпинделе, мм | ||
| Наибольшая длина изделия устанавливаемого в центрах (РМЦ), мм | 120 | |
| Шпиндель | ||
| Мощность двигателя главного движения, кВт | 6 | |
| Количество рабочих скоростей шпинделя | 12 | |
| Пределы чисел оборотов шпинделя, об/мин | 45…2000 | |
| Частота вращения шпинделя в I диапазоне, об/мин | 45…1400 | |
| Частота вращения шпинделя во II диапазоне, об/мин | 63…2000 | |
| Пределы чисел оборотов шпинделя (обратное вращение), об/мин | 45…250 | |
| Конец шпинделя фланцевый по ГОСТ 12595-75 | 1-6Ц | |
| Наибольший крутящий момент на шпинделе не менее, Нм (кг*м) | 40 | |
| Подачи | ||
| Наибольшее перемещение револьверного суппорта: продольное (Z) / поперечное (X), мм | 310/ 110 | |
| Диапазон скоростей продольных и поперечных подач револьверного суппорта, мм/мин | 1..2500 | |
| Число подач револьверного суппорта | б/с | |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 10/ 5 | |
| Диапазон скоростей продольных и поперечных подач отрезного суппорта, мм/мин | 5..600 | |
| Число подач отрезного суппорта | б/с | |
| Скорость быстрых ходов отрезного суппорта, м/мин | 8 | |
| Количество позиций (инструментов) в револьверной головке | 8 | |
| Наибольшее усилие продольных/ поперечных подач, кгс | 600/ 300 | |
| Параметры системы ЧПУ | ||
| Обозначение системы ЧПУ | НЦ-31 | |
| Число координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Дискретность задания координат в продольном/ поперечном направлении (дискретность задания по оси Z, X) | 0,001 | |
| Электрооборудование станка | ||
| Количество электродвигателей на станке, кВт | 6 | |
| Электродвигатель главного привода, кВт | 6 | |
| Электродвигатель продольных подач, кВт | 1,5 | |
| Электродвигатель поперечных подач, кВт | 1,5 | |
| Электродвигатель станции смазки, кВт | 0,37 | |
| Электродвигатель гидростанции, кВт | 2,2 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | |
| Электродвигатель инструментальной головки, кВт | ||
| Суммарная мощность электродвигателей, кВт | 11,69 | |
| Суммарная мощность станка, кВт | ||
| Габариты и масса станка | ||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 2840 1770 1670 | |
| Масса станка с ЧПУ, кг | 3600 |
Полезные ссылки по теме
Каталог справочник токарно-револьверных станков
Паспорта токарно-револьверных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Станок токарно револьверный с чпу 1в340ф30
1В340Ф30 характеристики станка
Купить этот станок без посредников:

Технические характеристики:
Станки модели 1в340ф30 предназначены для выполнения разнообразных токарных работ в пределах установленной мощности, в основном, при обработке сложных деталей со ступенчатым и криволинейным профилем. Станок изготавливается в двух исполнениях: для обработки прутковых материалов диаметром до 40 мм и для обработки штучных заготовок диаметром до 200 мм.
Купить этот станок без посредников:
mashinform.ru
Токарно-револьверный станок 1В340Ф30 с ЧПУ
Фирменная гарантияпо всей России 1 год
Европейскиестандарты производства
| Основные параметры станка | ||
| Обозначение системы ЧПУ | НЦ-31 | |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | |
| Наибольший диаметр обрабатываемого прутка на переднем зажиме, мм | 50 | |
| Наибольший диаметр обрабатываемого прутка в зажимной и подающей трубе, мм | 40 | |
| Диаметр отверстия в шпинделе, мм | ||
| Наибольшая длина изделия устанавливаемого в центрах (РМЦ), мм | 120 | |
| Шпиндель | ||
| Мощность двигателя главного движения, кВт | 6 | |
| Количество рабочих скоростей шпинделя | 12 | |
| Пределы чисел оборотов шпинделя, об/мин | 45…2000 | |
| Частота вращения шпинделя в I диапазоне, об/мин | 45…1400 | |
| Частота вращения шпинделя во II диапазоне, об/мин | 63…2000 | |
| Пределы чисел оборотов шпинделя (обратное вращение), об/мин | 45…250 | |
| Конец шпинделя фланцевый по ГОСТ 12595-75 | 1-6Ц | |
| Наибольший крутящий момент на шпинделе не менее, Нм (кг*м) | 40 | |
| Подачи | ||
| Наибольшее перемещение револьверного суппорта: продольное (Z) / поперечное (X), мм | 310/ 110 | |
| Диапазон скоростей продольных и поперечных подач револьверного суппорта, мм/мин | 1..2500 | |
| Число подач револьверного суппорта | б/с | |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 10/ 5 | |
| Диапазон скоростей продольных и поперечных подач отрезного суппорта, мм/мин | 5..600 | |
| Число подач отрезного суппорта | б/с | |
| Скорость быстрых ходов отрезного суппорта, м/мин | 8 | |
| Количество позиций (инструментов) в револьверной головке | 8 | |
| Наибольшее усилие продольных/ поперечных подач, кгс | 600/ 300 | |
| Параметры системы ЧПУ | ||
| Обозначение системы ЧПУ | НЦ-31 | |
| Число координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Дискретность задания координат в продольном/ поперечном направлении (дискретность задания по оси Z, X) | 0,001 | |
| Электрооборудование станка | ||
| Количество электродвигателей на станке, кВт | 6 | |
| Электродвигатель главного привода, кВт | 6 | |
| Электродвигатель продольных подач, кВт | 1,5 | |
| Электродвигатель поперечных подач, кВт | 1,5 | |
| Электродвигатель станции смазки, кВт | 0,37 | |
| Электродвигатель гидростанции, кВт | 2,2 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | |
| Электродвигатель инструментальной головки, кВт | ||
| Суммарная мощность электродвигателей, кВт | 11,69 | |
| Суммарная мощность станка, кВт | ||
| Габариты и масса станка | ||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 2840 1770 1670 | |
| Масса станка с ЧПУ, кг | 3600 |
Станок токарно-револьверный с вертикальной инструментальной головкой на крестовом суппорте предназначен для токарной обработки деталей с прямолинейным, ступенчатым и криволинейным профилем из прутка в автоматическом цикле и из штучных заготовок — в полуавтоматическом цикле в условиях серийного и мелкосерийного производств; на нем можно производить обточку, расточку, проточку канавок, подрезку торцов, сверление, зенкерование, развертывание, нарезку резьб плашками и метчиками, а также резцом по программе.
Восьмипозицнонная револьверная головка па крестовом суппорте в сочетании с однокоординатным поперечным гидрофицированным суппортом обеспечивает высокие технологические возможности станка, фиксируется с помощью зубчатых полумуфт и управляется гидравликой.
Продольное и поперечное перемещения осуществляются высокомоментными двигателями постоянного тока через шариковые винтовые пары. Станок оснащен оперативной системой управления типа «Электроника НЦ-31».
Станок изготавливается в двух исполнениях:
- для обработки прутковых материалов диаметром до 40 мм
- для обработки штучных заготовок диаметром до 200 мм.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом зажима и подачи прутка.
В станке реализована возможность быстрой переналадки с пруткового исполнения для обработки прутковых материалов и в патроне для обработки штучных заготовок, что значительно расширяет его технические возможности.
Зажим и подача прутков, а также зажим штучных заготовок производятся гидравлическим механизмом зажима и подачи прутка.
Наибольшее допускаемое колебание диаметра прутка ±1 мм, штучных заготовок ±3 мм.
Станок обеспечивает точность обработки изделий по 8 квалитету с шероховатостью поверхностей Ra 2,5 мкм. Основные преимущества станка:
- конструкция восьмипозиционной револьверной головки обеспечивает высокую жесткость (фиксация головки на плоские зубчатые колеса) и высокое быстродействие;
- наличие гидравлического отрезного суппорта позволяет совмещать операцию отрезки или прорезки канавок с другими операциями при обработке детали;
- обработка деталей из прутка в автоматическом цикле;
- широкий диапазон нарезаемых резьб, включая многозаходные;
- крестовый суппорт с вертикальной осью револьверной головки позволяет производить все виды токарной обработки малым числом инструмента;
- наличие оперативной системы управления дает возможность рабочему на рабочем месте в ходе обработки первой детали при помощи средств ручного управления и, используя элементы автоматического управления, формировать управляющую программу, позволяющую следующую деталь обрабатывать в автоматическом цикле;
- значительно сокращается время на составление и отладку управляющей программы по сравнению с имеющимися станками с ЧПУ.
Станок предназначен для работы в условиях серийного и мелкосерийного производства.
Корректированный уровень звуковой мощности LpA не должен превышать 96 дБА.
Разработчик — Бердичевский станкостроительный завод «Комсомолец».
Габарит рабочего пространства станка 1В340Ф30
Посадочные и присоединительные базы станка 1В340Ф30. Шпиндель
Посадочные и присоединительные базы станка 1В340Ф30. Инстументальная револьверная головка
Общий вид токарного токарного станка с ЧПУ 1В340Ф30
Установочный чертеж токарного станка 1В340Ф30
Имеется аналог данной модели:
Токарный станок CKE6150Z с ЧПУ: http://tapcoint.ru/functions/f_tokarnie-stanki/chpu/cke6150z_chpy
tapcoint.ru
Характеристики:
Наибольший диаметр изделия, устанавливаемого над станиной | 500 мм |
Наибольший диаметр обрабатываемого изделия: над станиной | 320 мм |
Наибольший диаметр обрабатываемого изделия: над суппортом | 200 мм |
Наибольшая длина инструментальной головки: при 6-позиционной головке | 900 мм |
Наибольшая длина инструментальной головки: при 8-позиционной головке | 750 мм |
Наибольшая длина инструментальной головки: при 12-позиционной головке | 850 мм |
Наибольшая длина в центрах | 1000 мм |
Диаметр цилиндрического отверстия в шпинделе | 55 мм |
Наибольший ход суппорта: поперечный | 210 мм |
Наибольший ход суппорта: продольный | 905 мм |
Максимальная рекомендуемая скорость рабочей подачи: продольной | 2000 мм |
Максимальная рекомендуемая скорость рабочей подачи: поперечной | 1000 мм |
Количество управляемых координат | 2 |
Количество одновременно управляемых координат | 2 |
Дискретность задания перемещения | 0,001 мм |
Пределы частот вращения шпинделя | 20…2500 мин-1 |
Максимальная скорость быстрых перемещений: продольных | 15000 мм/мин |
Максимальная скорость быстрых перемещений: поперечных | 7500 мм/мин |
Количество позиций инструментальной головки | 8 |
Мощность электродвигателя главного движения | 11кВт |
Габариты станка | 3700*2260*1650 мм |
Масса станка | 4000 кг |

Токарно-револьверный станок с вертикальной головкой на крестовом суппорте с ОСУ повышенной точности 1В340Ф30 предназначен для выполнения разнообразных токарных работ в пределах установленной мощности, в основном, при обработке сложных деталей со ступенчатым и криволинейным профилем. Нарезание резьб производится резцом, метчиком или плашкой, возможно совмещение обработки инструментом, установленным в отрезном и крестовом суппортах. Станок изготавливается в двух исполнениях: для обработки прутковых материалов диаметром до 40 мм и для обработки штучных заготовок диаметром до 200 мм. Устройство станка Станок смонтирован на жесткой литой чугунной станине с закаленными призматическими направляющими. Крестовый суппорт с восьмипозиционной револьверной головкой обеспечивает высокие технологические возможности станка. Жесткость и точность положения инструмента обеспечивается зажимом револьверной головки на высокоточные зубчатые полумуфты. Привод главного движения, состоящий из двигателя постоянного тока и ременной передачи на шкив шпинделя, одновременно служащий цилиндром зажима, позволяет вести высокоэффективную обработку на современных режимах. Применение в приводах подачи высокомоментных двигателей постоянного тока и шариковых винтовых пар в комплекте с фотоимпульсными датчиками обратной связи обеспечивает высокую точность обработки. Для выгрузки из рабочей зоны готовых деталей из пруткового материала установлено разгрузочное устройство. Для поддержания прутка длиной более 1000 мм предусмотрена защитная труба с двумя стойками. Станок комплектуется транспортером для уборки стружки. Особенности конструкции Cтанок имеет автоматический гидрофицированный механизм зажима круглых (25-40 мм) и шестигранных (S=19-32) прутков в цанговом патроне, а также штучных заготовок (до 200 мм) в трехкулачковом патроне. – привод вращения шпинделя: электродвигатель постоянного тока мощностью 15 КВт. – привода подач: высокомоментные электродвигатели постоянного тока в комплекте с шариковыми винтовыми парами – выгрузка деталей из рабочей зоны при обработке прутка осуществляется разгрузочным устройством. – прутки длиной до 3000 мм устанавливаются в защитную трубу с двумя стойками.
Соседние файлы в папке Курсовой проект (работа) по МРС
studfiles.net
Токарно-револьверный с ЧПУ 1В340Ф30
| |

| Технические характеристики ( Токарно-револьверный станок с ЧПУ модели 1В340Ф30 с поворотным патроном ) | |
| Параметр | Значение |
| Техническая характеристика поворотного патрона: | |
| Диаметр патрона, мм | 250 |
| Высота патрона, мм | 177 |
| Наибольшая высота зажимаемой детали, мм | 60 |
| Наименьшая высота зажимаемой детали, мм | 15 |
| Наибольшее расстояние от оси до торца изделия, мм | 100 |
| Точность поворота, мин/угловые/ | +-5 |
| Привод зажима детали | * |
| Привод поворота детали | * |
| Максимальное число оборотов шпинделя, об/мин | 1600 |
| Техническая характеристика станка | : |
| Наибольший диаметр заготовки, устанавливаемой, мм: | |
| над станиной | 400 |
| Наибольший диаметр обрабатываемой заготовки, мм | 200 |
| Система ЧПУ | НЦ-31; NC-200 |
| Расстояние от торца шпинделя до револьверной головки, мм | 226-530 |
| Наибольшее поперечное перемещение револьверной головки, мм | 110 |
| Частота вращения шпинделя, об/мин | 10-2500 |
| Пределы подач револьверного суппорта, мм/мин: | |
| продольного | 1-2500 |
| поперечного | 1-1250 |
| Для станка с поворотным патроном: | |
| Высота зажимаемой детали, мм | 15-75 |
| Расстояние от оси поворота до торца детали, мм | 100 |
| Угол поворота детали за один рабочий ход, град | 60,9 |
| Мощность электродвигателя, кВт | 15 |
| Габаритные размеры, мм: | |
| длина | 3850 |
| ширина | 1880 |
| высота | 1710 |
| Масса, кг | 3650 |
| примечания |
| * Привод зажима детали и привод поворота детали – гидравлические. |
centrpromsnab.ru
i-perf.ru
1B340Ф30
Токарно-револьверный станок с вертикальной головкой
на крестовом суппорте с ОСУ повышенной точности мод.1В340Ф30
предназначен для выполнения разнообразных токарных работ
в пределах установленной мощности, в основном, при обработке
сложных деталей со ступенчатым и криволинейным профилем.
Нарезание резьб производится метчиками, плашками или резцом.
Возможно совмещение обработки
отрезным и крестовыми суппортами.
Станок предназначен для работы в условиях серийного и мелкосерийного
производства.Станок изготавливается в двух исполнениях: для обработки
прутковых материалов диаметром до 40 мм и для обработки штучных
заготовок диаметром до 200 мм.
Устройство токарно-револьверного станка 1В340Ф30
Токарно-револьверный станок 1В340Ф30 смонтирован на жесткой литой чугунной станине с закаленными призматическими направляющими. Крестовый суппорт с восьмипозиционной револьверной головкой обеспечивает высокие технологические возможности станка. Жесткость и точность положения инструмента обеспечивается зажимом револьверной головки на высокоточные зубчатые полумуфты. Привод главного движения, состоящий из двигателя постоянного тока и ременной передачи на шкив шпинделя, одновременно служащий цилиндром зажима, позволяет вести высокоэффективную обработку на современных режимах. Применение в приводах подачи высокомоментных двигателей постоянного тока и шариковых винтовых пар в комплекте с фотоимпульсными датчиками обратной связи обеспечивает высокую точность обработки. Для выгрузки из рабочей зоны готовых деталей из пруткового материала установлено разгрузочное устройство. Для поддержания прутка длиной более 1000 мм предусмотрена защитная труба с двумя стойками. Токарно-револьверный станок 1В340Ф30 комплектуется транспортером для уборки стружки.
Особенности конструкции
Токарно-револьверный станок 1В340Ф30 имеет автоматический гидрофицированный механизм зажима круглых (25-40 мм) и шестигранных (S=19-32) прутков в цанговом патроне, а также штучных заготовок (до 200 мм) в трехкулачковом патроне. – привод вращения шпинделя: электродвигатель постоянного тока мощностью 15 КВт. – привода подач: высокомоментные электродвигатели постоянного тока в комплекте с шариковыми винтовыми парами – выгрузка деталей из рабочей зоны при обработке прутка осуществляется разгрузочным устройством. – прутки длиной до 3000 мм устанавливаются в защитную трубу с двумя стойками.
Технические характеристики | |
| Наибольший диаметр изделия, устанавливаемого над станиной, мм: | 400 |
| Наибольший диаметр обрабатываемой заготовки, мм | 200 |
| Расстояние от торца шпинделя до револьверной головки, мм | 226-530 |
| Наибольшее поперечное перемещение револьверной головки, мм | 110 |
| Частота вращения шпинделя, об/мин | 10-2500 |
| Пределы подач револьверного суппорта, мм/мин: | |
| – продольного | 1-2500 |
| – поперечного | 1-1250 |
| Высота зажимаемой детали, мм | 15-75 |
| Расстояние от оси поворота до торца детали, мм | 100 |
| Угол поворота детали за один рабочий ход, град | 60.9 |
| Мощность электродвигателя главного движения, кВт | 15 |
| Габаритные размеры, мм: | |
| – длина | 3850 |
| – ширина | 1880 |
| – высота | 1710 |
| Масса, кг. | 3650 |
<<Вернуться назад
rts1.ru
1в340ф30 — sovetskyfilm.ru
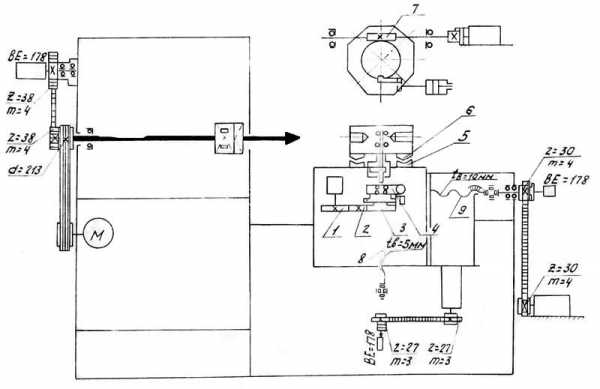
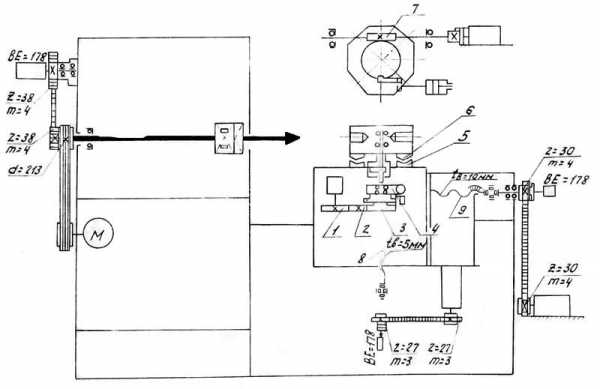
Основные механизмы, движения и принцип работы токарно-револьверного станка 1В34СФ3 (рис. 54). На основании А закреплена верхняя станина Б, на которой установлена шпиндельная бабка В. По призматическим направляющим верхней станины перемещается крестовый суппорт Е с восьмипозиционной револьверной головкой Д с вертикальной осью. Инструмент, закрепленный в револьверной головке, имеет продольное и поперечное перемещение. Гидрофицированный отрезной суппорт (на рис. 54 не показан) с однокоординатным поперечным перемещением закреплен на шпиндельной бабке.
Увеличить 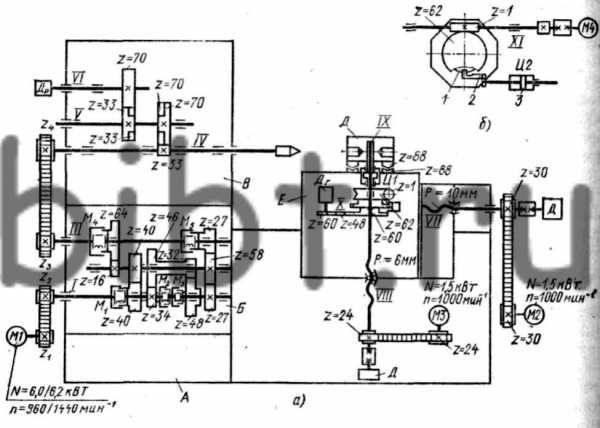
Рис. 54. Кинематическая схема токарно-револьверного станка 1В340Ф30 с ЧПУ
Кинематика станка 1В340Ф30.Главное движение шпиндельный вал IV получает от двухскоростного электродвигателя M1 (N = 6,0/6,2 кВт; n=960/1440 мин -1 ) через плоскозубчатую ременную передачу z1 -z2. автоматическую коробку скоростей, обеспечивающую шесть частот вращения, и плоскозубчатую ременную передачу z3 -z4. Шпиндель имеет 12 частот вращения за счет электродвигателя и попарного переключения электромагнитных муфт в АКС.
В станке пределы частот вращения меняются в зависимости от пруткового, патронного или скоростного исполнения (соответственно n=45-:-2000, 36-:-1600, 56-:-2500 мин -1 ). Это достигается установкой сменных шкивов z1 -z2. z3 -z4. Шпиндель тормозится одновременным включением муфт M1. М2. М3. Реверс шпинделя осуществляется электродвигателем. Смазывание коробки скоростей централизованное.
Движения подачи 1В340Ф30. Продольные и поперечные подачи револьверного суппорта происходят от высокомоментных электродвигателей постоянного тока М2 и М3 (N = 1,5 кВт, n= 1000 мин -1 ) с изменением частоты их вращения от 0 до 1000 мин -1 через зубчатые ременные передачи и пары винт — гайка качения VII и VIII. Для контроля расположения револьверного суппорта на винтах установлены датчики обратной связи.
Быстрые ходы и рабочие подачи отрезного суппорта осуществляются от гидросистемы. Конечные выключатели обеспечивают выдачу команды в исходном верхнем положении суппорта, переход с быстрого подвода на рабочую подачу и выключение подачи в конце рабочего хода.
Датчик резьбонарезания Dp на валу VI получает вращение через беззазорные передачи z = 33-70, z = 33-70.
Револьверная головка станка 1В340Ф30 поворачивается вокруг вертикальной оси от гидродвигателя М4 (рис. 54, б) через червячную пару z = 1-62 и фиксируется с помощью плоскозубчатых колес z = 88. Началу IX револьверной головки закреплено колесо z = 60, которое через зубчатые колеса z = 48-60 приводит во вращение ось X датчика Dг поиска позиции револьверной головки. Для предварительной фиксации револьверной головки служит фиксатор 2, управляемый поршнем 3 цилиндра Ц2 с гидрораспределителем. При попадании фиксатора в гнездо фиксаторного диска 1 перемещается гидрораспределитель и перекрывает доступ масла к гидродвигателю М4 поворота револьверной головки; одновременно масло поступает в верхнюю полость цилиндра зажима Ц1, и головка фиксируется на плоскозубчатое колесо z = 88. Тарельчатые пружины компенсируют осевое перемещение червяка z= 1 после попадания фиксатора 2 в гнездо диска 1 и доворачивают револьверную головку при окончательной фиксации.
Гидросхема станка 1В340Ф30 обеспечивает подачу прутка на заданную длину, зажим заготовки с заданным усилием, зажим револьверной головки и ее поворот, рабочие и вспомогательные перемещения отрезного суппорта, контроль давления в линиях нагнетания и зажима, работу устройства для автоматической разгрузки деталей.
Перепечатка материалов запрещена.
Помогите другим людям найти библиотеку разместите ссылку:
1В340Ф30 — Станок токарно-револьверный с ЧПУ

Технические характеристики:
Станки модели 1в340ф30 предназначены для выполнения разнообразных токарных работ в пределах установленной мощности, в основном, при обработке сложных деталей со ступенчатым и криволинейным профилем. Станок изготавливается в двух исполнениях: для обработки прутковых материалов диаметром до 40 мм и для обработки штучных заготовок диаметром до 200 мм.
Наибольший диаметр заготовки, устанавливаемой, мм:
над станиной 400
Наибольший диаметр обрабатываемой заготовки, мм 200
Система ЧПУ НЦ-31; NС-200
Расстояние от торца шпинделя до револьверной головки, мм 226-530
Наибольшее поперечное перемещение револьверной головки, мм 110
Частота вращения шпинделя, об/мин 10-2500
Пределы подач револьверного суппорта, мм/мин:
продольного 1-2500
поперечного 1-1250
Для станка с поворотным патроном:
Высота зажимаемой детали, мм 15-75
Расстояние от оси поворота до торца детали, мм 100
Угол поворота детали за один рабочий ход, град 60.9
Мощность электродвигателя, кВт 15
Габаритные размеры, мм:
длина 3850
ширина 1880
высота 1710
Токарно-револьверный станок с вертикальной головкой на крестовом суппорте с ОСУ повышенной точности 1В340Ф30 предназначен для выполнения разнообразных токарных работ в пределах установленной мощности, в основном, при обработке сложных деталей со ступенчатым и криволинейным профилем. Нарезание резьб производится резцом, метчиком или плашкой, возможно совмещение обработки инструментом, установленным в отрезном и крестовом суппортах. Станок изготавливается в двух исполнениях: для обработки прутковых материалов диаметром до 40 мм и для обработки штучных заготовок диаметром до 200 мм. Устройство станка Станок смонтирован на жесткой литой чугунной станине с закаленными призматическими направляющими. Крестовый суппорт с восьмипозиционной револьверной головкой обеспечивает высокие технологические возможности станка. Жесткость и точность положения инструмента обеспечивается зажимом револьверной головки на высокоточные зубчатые полумуфты. Привод главного движения, состоящий из двигателя постоянного тока и ременной передачи на шкив шпинделя, одновременно служащий цилиндром зажима, позволяет вести высокоэффективную обработку на современных режимах. Применение в приводах подачи высокомоментных двигателей постоянного тока и шариковых винтовых пар в комплекте с фотоимпульсными датчиками обратной связи обеспечивает высокую точность обработки. Для выгрузки из рабочей зоны готовых деталей из пруткового материала установлено разгрузочное устройство. Для поддержания прутка длиной более 1000 мм предусмотрена защитная труба с двумя стойками. Станок комплектуется транспортером для уборки стружки. Особенности конструкции Cтанок имеет автоматический гидрофицированный механизм зажима круглых (25-40 мм) и шестигранных (S=19-32) прутков в цанговом патроне, а также штучных заготовок (до 200 мм) в трехкулачковом патроне. — привод вращения шпинделя: электродвигатель постоянного тока мощностью 15 КВт. — привода подач: высокомоментные электродвигатели постоянного тока в комплекте с шариковыми винтовыми парами — выгрузка деталей из рабочей зоны при обработке прутка осуществляется разгрузочным устройством. — прутки длиной до 3000 мм устанавливаются в защитную трубу с двумя стойками.
Характеристики:
Наибольший диаметр изделия, устанавливаемого над станиной, мм
Наибольший диаметр обрабатываемой заготовки, мм
Расстояние от торца шпинделя до револьверной головки, мм
Наибольшее поперечное перемещение револьверной головки, мм
Частота вращения шпинделя, об/мин
Пределы подач револьверного суппорта, мм/мин: продольного
Пределы подач револьверного суппорта, мм/мин: поперечного
Для станка с поворотным патроном: Высота зажимаемой детали, мм
Для станка с поворотным патроном: Расстояние от оси поворота до торца детали, мм
Для станка с поворотным патроном: Угол поворота детали за один рабочий ход, град
Мощность электродвигателя, кВт
Габариты станка, мм
Масса станка, кг
Для продолжения скачивания необходимо собрать картинку:
Токарно-револьверные станки
Синонимы: токарно-револьверный станок, револьверный станок, револьверный полуавтомат, револьверный автомат, turret lathe, automatic turret lathe.
Револьверный станок — металлорежущий станок токарной группы, оснащенный многопозиционной поворотной револьверной головкой, несущей инструменты для обработки наружных и внутренних поверхностей точением, растачиванием, сверлением, зенкерованием, развёртыванием, накатыванием и т.п
Токарно-револьверные станки применяются в серийном производстве для обработки деталей из прутков или из штучных заготовок. На этих станках можно выполнить все основные токарные операции.
Револьверные станки отличаются от токарно-винторезных тем, что не имеют задней бабки и ходового винта, а имеют револьверную головку, в гнездах которой может быть установлен разнообразный инструмент. При наличии специальных комбинированных державок можно в одном гнезде головки, закрепить несколько инструментов. Заготовки зажимаются патронами или специальными цанговыми зажимными устройствами. Револьверная головка может поворачиваться вокруг своей оси, и тогда инструмент последовательно подводится к детали, обрабатывая ее за несколько переходов. Инструмент крепится также и в резцедержателе поперечного суппорта.
Применение токарно-револьверных станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется применение большого количества режущего инструмента.
К преимуществам токарно-револьверных станков, по сравнению с токарными, относятся:
- возможность сокращения машинного времени за счет применения многорезцовых державок и одновременной обработки детали инструментом, установленным на револьверной головке и поперечном суппорте,
- сравнительно малые затраты времени за счет предварительной настройки станка на обработку детали многими инструментами
Токарно-револьверные станки в зависимости от вида обрабатываемых заготовок бывают прутковые или патронные. Обычно станки малого размера — прутковые, а среднего размера могут быть как прутковые, так и патронные. Крупные револьверные станки обычно патронные. Все эти станки делятся на станки с вертикальной и горизонтальной осью вращения револьверной головки. Револьверные головки бывают призматические и цилиндрические. Головки призматической формы обычно имеют вертикальную ось и шесть граней с гнездами. Головки цилиндрической формы делают с горизонтальной осью вращения с расположением горизонтальной оси головки параллельно или перпендикулярно оси шпинделя станка.
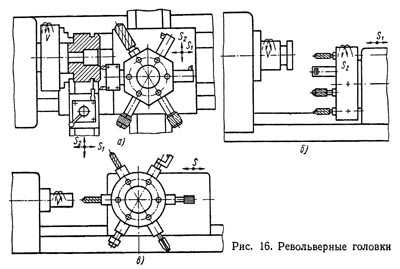
а) Револьверная головка с вертикальной осью вращения
б) Револьверная головка с горизонтальной осью вращения параллельной оси шпинделя
в) Револьверная головка с горизонтальной осью вращения перпендикулярной оси шпинделя
Движения в револьверных станках:
- главное движение V — вращение шпинделя, несущего заготовку
- движение подачи продольное s1 (ось X) — продольное перемещение суппортов, несущих режущий инструмент
- движение подачи поперечное s2 (ось Z) — поперечное перемещение суппортов, несущих режущий инструмент
В револьверных головках с горизонтальной осью вращения. параллельной оси шпинделя, поперечная подача осуществляется медленным вращением револьверной головки. В станках с револьверной головкой, имеющей вертикальную ось вращения. поперечная подача осуществляется поперечным суппортом, а иногда и перемещением салазок с револьверной головкой в поперечном направлении.
Вспомогательными движениями в револьверных станках являются:
- повороты (индексирование) револьверной головки для последовательного ввода в работу различного инструмента
- подача и зажим прутка
- быстрый подвод и отвод револьверного и поперечного суппортов
1В340Ф30 Станок токарно-револьверный с ЧПУ. Назначение, область применения
Станок токарно-револьверный с вертикальной инструментальной головкой на крестовом суппорте предназначен для токарной обработки деталей с прямолинейным, ступенчатым и криволинейным профилем из прутка в автоматическом цикле и из штучных заготовок — в полуавтоматическом цикле в условиях серийного и мелкосерийного производств; на нем можно производить обточку, расточку, проточку канавок, подрезку торцов, сверление, зенкерование, развертывание, нарезку резьб плашками и метчиками, а также резцом по программе.
Восьмипозицнонная револьверная головка па крестовом суппорте в сочетании с однокоординатным поперечным гидрофицированным суппортом обеспечивает высокие технологические возможности станка, фиксируется с помощью зубчатых полумуфт и управляется гидравликой.
Продольное и поперечное перемещения осуществляются высокомоментными двигателями постоянного тока через шариковые винтовые пары. Станок оснащен оперативной системой управления типа «Электроника НЦ-31».
Станок изготавливается в двух исполнениях:
- для обработки прутковых материалов диаметром до 40 мм
- для обработки штучных заготовок диаметром до 200 мм.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом зажима и подачи прутка.
В станке реализована возможность быстрой переналадки с пруткового исполнения для обработки прутковых материалов и в патроне для обработки штучных заготовок, что значительно расширяет его технические возможности.
Зажим и подача прутков, а также зажим штучных заготовок производятся гидравлическим механизмом зажима и подачи прутка.
Наибольшее допускаемое колебание диаметра прутка ±1 мм, штучных заготовок ±3 мм.
Станок обеспечивает точность обработки изделий по 8 квалитету с шероховатостью поверхностей Ra 2,5 мкм. Основные преимущества станка:
- конструкция восьмипозиционной револьверной головки обеспечивает высокую жесткость (фиксация головки на плоские зубчатые колеса) и высокое быстродействие;
- наличие гидравлического отрезного суппорта позволяет совмещать операцию отрезки или прорезки канавок с другими операциями при обработке детали;
- обработка деталей из прутка в автоматическом цикле;
- широкий диапазон нарезаемых резьб, включая многозаходные;
- крестовый суппорт с вертикальной осью револьверной головки позволяет производить все виды токарной обработки малым числом инструмента;
- наличие оперативной системы управления дает возможность рабочему на рабочем месте в ходе обработки первой детали при помощи средств ручного управления и, используя элементы автоматического управления, формировать управляющую программу, позволяющую следующую деталь обрабатывать в автоматическом цикле;
- значительно сокращается время на составление и отладку управляющей программы по сравнению с имеющимися станками с ЧПУ.
Станок предназначен для работы в условиях серийного и мелкосерийного производства.
Корректированный уровень звуковой мощности LpA не должен превышать 96 дБА.
Разработчик — Бердичевский станкостроительный завод «Комсомолец».
1В340Ф30 Габарит рабочего пространства станка
1В340Ф30 Посадочные и присоединительные базы станка. Шпиндель
1В340Ф30 Посадочные и присоединительные базы станка. Инстументальная револьверная головка
1В340Ф30 Фото токарного станка с ЧПУ

1В340Ф30 Фото револьверной головки токарного станка с ЧПУ

1В340Ф30 Общий вид токарного станка с ЧПУ
1В340Ф30 Схема кинематическая токарного станка с ЧПУ
Главное движение. Вращение шпинделя осуществляется от двигателя мощностью 15 кВт с числом оборотов 4500 через ременную передачу.
Движение подач. Продольные и поперечные перемещения револьверного суппорта осуществляются электродвигателями постоянного тока с регулируемым числом оборотов от 0 до 1500 об/мин посредством пар винт — гайка качения с ходом винтов, соответственно, 10 и 5 мм.
Быстрые хода (в 8 м/мин) и рабочие подачи (5..600 м/мин) отрезного суппорта осуществляются при помощи гидравлики.
1В340Ф30 Установочный чертеж токарного станка

Технические характеристики станка 1В340Ф30
Станок токарно-револьверный с вертикальной инструментальной головкой на крестовом суппорте предназначен для токарной обработки деталей с прямолинейным, ступенчатым и криволинейным профилем из прутка в автоматическом цикле и из штучных заготовок — в полуавтоматическом цикле в условиях серийного и мелкосерийного производств; на нем можно производить обточку, расточку, проточку канавок, подрезку торцов, сверление, зенкерование, развертывание, нарезку резьб плашками и метчиками, а также резцом по программе.
Восьмипозицнонная револьверная головка па крестовом суппорте в сочетании с однокоординатным поперечным гидрофицированным суппортом обеспечивает высокие технологические возможности станка, фиксируется с помощью зубчатых полумуфт и управляется гидравликой.
Продольное и поперечное перемещения осуществляются высокомоментными двигателями постоянного тока через шариковые винтовые пары. Станок оснащен оперативной системой управления типа «Электроника НЦ-31».
Станок изготавливается в двух исполнениях:
- для обработки прутковых материалов диаметром до 40 мм
- для обработки штучных заготовок диаметром до 200 мм.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом зажима и подачи прутка.
В станке реализована возможность быстрой переналадки с пруткового исполнения для обработки прутковых материалов и в патроне для обработки штучных заготовок, что значительно расширяет его технические возможности.
Зажим и подача прутков, а также зажим штучных заготовок производятся гидравлическим механизмом зажима и подачи прутка.
Наибольшее допускаемое колебание диаметра прутка ±1 мм, штучных заготовок ±3 мм.
Станок обеспечивает точность обработки изделий по 8 квалитету с шероховатостью поверхностей Ra 2,5 мкм. Основные преимущества станка:
- конструкция восьмипозиционной револьверной головки обеспечивает высокую жесткость (фиксация головки на плоские зубчатые колеса) и высокое быстродействие;
- наличие гидравлического отрезного суппорта позволяет совмещать операцию отрезки или прорезки канавок с другими операциями при обработке детали;
- обработка деталей из прутка в автоматическом цикле;
- широкий диапазон нарезаемых резьб, включая многозаходные;
- крестовый суппорт с вертикальной осью револьверной головки позволяет производить все виды токарной обработки малым числом инструмента;
- наличие оперативной системы управления дает возможность рабочему на рабочем месте в ходе обработки первой детали при помощи средств ручного управления и, используя элементы автоматического управления, формировать управляющую программу, позволяющую следующую деталь обрабатывать в автоматическом цикле;
- значительно сокращается время на составление и отладку управляющей программы по сравнению с имеющимися станками с ЧПУ.
Станок предназначен для работы в условиях серийного и мелкосерийного производства.
Корректированный уровень звуковой мощности LpA не должен превышать 96 дБА.
Разработчик — Бердичевский станкостроительный завод «Комсомолец9raquo;.
Габарит рабочего пространства станка 1В340Ф30
Посадочные и присоединительные базы станка 1В340Ф30. Шпиндель
Компания «ТАПКО-М» длительное время производит поставки качественного и долговечного оборудования для обработки металла, а также различного инструмента, расходных материалов и запасных частей физическим и юридическим лицам по наличному и безналичному расчёту в любой город на территории России. Также осуществляются поставки в страны СНГ.
- Для того чтобы выполнить подбор техники Вы можете воспользоваться нашим электронным каталогом, который находится в левой части данного интернет-магазина или просто совершить звонок по номеру +7 (495) 737-08-80 и опытный менеджер нашей компании поможет с выбором станка, а также решить вопросы связанные с оформлением и отгрузкой;
- Мы выставим Вам счёт после того как на наш электронный адрес [email protected] поступит информация о выбранном станке, а также реквизиты Вашей организации или персональные паспортные данные. Основные модели оборудования представлены в демонстрационном зале. Если это необходимо, то приезжайте и попробуйте поработать за станком, ведь это действительно надежный способ понять, насколько подходит Вам данное оборудование.
Имеются следующие варианты оплаты:
Безналичная оплата для юридических лиц
- Свяжитесь с нашим менеджером и затем получите по электронной почте или по факсу счёт на требуемое оборудование.
- Следующий шаг – это денежный перевод с расчётного счёта Вашей компании согласно указанному счёту.
Наличная оплата для физических лиц
- Необходимо связаться с менеджером и получить платёжную квитанцию или счёт на оплату.
- Затем нужно осуществить оплату квитанции в любом удобном для Вас отделении банка.
Наличная оплата в офисе или на складе
- Нужно получить счёт и осуществить оплату прямо в офисе компании «ТАПКО-М» или на складе.
Существуют следующие варианты отгрузки:
Отгрузка со склада компании «ТАПКО-М»:
- В центральном офисе, г. Москва, ул. Орджоникидзе, д. 11
- С основного склада в Москве, ул. Ильменский проезд, д 10 стр. 3
- Со склада регионального представительства ТАПКО-М
- Узнайте у Вашего менеджера можно ли совершать отгрузку товара.
- Затем нужно уточнить габариты, а также каков вес данного товара и способ посредством которого будет производиться его отгрузка.
- Следующий шаг – это получение товара прямо со склада компании ТАПКО-М. При себе необходимо иметь доверенность на получателя, а также паспорт (общегражданский) –для юридических лиц или этот документ для физических лиц.
Авто и ЖД доставка в любой город на территории РФ
- Вы вместе с нашим менеджером производите выбор транспортной компании, которая будет производить перевозку, а затем согласовываете способ доставки и оформления соответствующих документов;
- Учитывая установленные сроки, товар будет на складе транспортной компании в Вашем городе.
- Заберите станок со склада Вашей транспортной компании или сделайте заказ в транспортную компанию на осуществление транспортной доставки непосредственно на Ваш производственный участок.
Внимание, только СЕГОДНЯ!
sovetskyfilm.ru
Токарно-револьверный станок 1В340Ф30 с ЧПУ
Обзор станка
Станок токарно-револьверный с вертикальной инструментальной головкой на крестовом суппорте предназначен для токарной обработки деталей с прямолинейным, ступенчатым и криволинейным профилем из прутка в автоматическом цикле и из штучных заготовок — в полуавтоматическом цикле в условиях серийного и мелкосерийного производств; на нем можно производить обточку, расточку, проточку канавок, подрезку торцов, сверление, зенкерование, развертывание, нарезку резьб плашками и метчиками, а также резцом по программе.
Восьмипозицнонная револьверная головка па крестовом суппорте в сочетании с однокоординатным поперечным гидрофицированным суппортом обеспечивает высокие технологические возможности станка, фиксируется с помощью зубчатых полумуфт и управляется гидравликой.
Продольное и поперечное перемещения осуществляются высокомоментными двигателями постоянного тока через шариковые винтовые пары. Станок оснащен оперативной системой управления типа «Электроника НЦ-31».
Станок изготавливается в двух исполнениях:
- для обработки прутковых материалов диаметром до 40 мм
- для обработки штучных заготовок диаметром до 200 мм.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом зажима и подачи прутка.
В станке реализована возможность быстрой переналадки с пруткового исполнения для обработки прутковых материалов и в патроне для обработки штучных заготовок, что значительно расширяет его технические возможности.
Зажим и подача прутков, а также зажим штучных заготовок производятся гидравлическим механизмом зажима и подачи прутка.
Наибольшее допускаемое колебание диаметра прутка ±1 мм, штучных заготовок ±3 мм.
Станок обеспечивает точность обработки изделий по 8 квалитету с шероховатостью поверхностей Ra 2,5 мкм. Основные преимущества станка:
- конструкция восьмипозиционной револьверной головки обеспечивает высокую жесткость (фиксация головки на плоские зубчатые колеса) и высокое быстродействие;
- наличие гидравлического отрезного суппорта позволяет совмещать операцию отрезки или прорезки канавок с другими операциями при обработке детали;
- обработка деталей из прутка в автоматическом цикле;
- широкий диапазон нарезаемых резьб, включая многозаходные;
- крестовый суппорт с вертикальной осью револьверной головки позволяет производить все виды токарной обработки малым числом инструмента;
- наличие оперативной системы управления дает возможность рабочему на рабочем месте в ходе обработки первой детали при помощи средств ручного управления и, используя элементы автоматического управления, формировать управляющую программу, позволяющую следующую деталь обрабатывать в автоматическом цикле;
- значительно сокращается время на составление и отладку управляющей программы по сравнению с имеющимися станками с ЧПУ.
Станок предназначен для работы в условиях серийного и мелкосерийного производства.
Корректированный уровень звуковой мощности LpA не должен превышать 96 дБА.
Разработчик — Бердичевский станкостроительный завод «Комсомолец».
Габарит рабочего пространства станка 1В340Ф30
Посадочные и присоединительные базы станка 1В340Ф30. Шпиндель
Посадочные и присоединительные базы станка 1В340Ф30. Инстументальная револьверная головка
Общий вид токарного токарного станка с ЧПУ 1В340Ф30

Установочный чертеж токарного станка 1В340Ф30
Имеется аналог данной модели:

Токарный станок CKE6150Z с ЧПУ: http://tapcoint.ru/functions/f_tokarnie-stanki/chpu/cke6150z_chpy
Сохранить в соцсетях
tapcoint.ru
Станок токарно-револьверный с ЧПУ с поворотным патроном 1В340Ф30
В настоящее время станок не поставляется , но мы попробуем подобрать для Вас аналог..
Станок токарно-револьверный с ЧПУ с поворотным патроном 1В340Ф30 предназначен для выполнения разнообразных токарных работ в пределах установленной мощности, в основном, при обработке сложных деталей со ступенчатым и криволинейным профилем.Патрон автоматизированный зажимной поворотный предназначен для токарной обработки деталей арматуры: тройников, крестовин и т.д. с точным поворотом на 90 градусов
Технические характеристики 1В340Ф30
| Технические характеристики | 1В340Ф30 |
|---|---|
| Техническая характеристика поворотного патрона: | |
| Диаметр патрона, мм | 250 |
| Высота патрона, мм | 177 |
| Наибольшая высота зажимаемой детали, мм | 60 |
| Наименьшая высота зажимаемой детали, мм | 15 |
| Наибольшее расстояние от оси до торца изделия, мм | 100 |
| Точность поворота, мин/угловые/ | +-5 |
| Привод зажима детали | * |
| Привод поворота детали | * |
| Максимальное число оборотов шпинделя, об/мин | 1600 |
| Техническая характеристика станка | : |
| Наибольший диаметр заготовки, устанавливаемой, мм: | |
| над станиной | 400 |
| Наибольший диаметр обрабатываемой заготовки, мм | 200 |
| Система ЧПУ | НЦ-31; NC-200 |
| Расстояние от торца шпинделя до револьверной головки, мм | 226-530 |
| Наибольшее поперечное перемещение револьверной головки, мм | 110 |
| Частота вращения шпинделя, об/мин | 10-2500 |
| Пределы подач револьверного суппорта, мм/мин: | |
| продольного | 1-2500 |
| поперечного | 1-1250 |
| Для станка с поворотным патроном: | |
| Высота зажимаемой детали, мм | 15-75 |
| Расстояние от оси поворота до торца детали, мм | 100 |
| Угол поворота детали за один рабочий ход, град | 60,9 |
| Мощность электродвигателя, кВт | 15 |
| Габаритные размеры, мм: | |
| длина | 3850 |
| ширина | 1880 |
| высота | 1710 |
| Масса 1В340Ф30 , кг | 3650 |
rustan.ru
Станок токарно-револьверный с ЧПУ 1В340Ф30
Металлообрабатывающие станки / Токарные станки / Токарные станки с ЧПУ /

Описание
>Токарно-револьверный станок с вертикальной головкой на крестовом суппорте с ОСУ повышенной точности 1В340Ф30 предназначен для выполнения разнообразных токарных работ в пределах установленной мощности, в основном, при обработке сложных деталей со ступенчатым и криволинейным профилем. Нарезание резьб производится резцом, метчиком или плашкой, возможно совмещение обработки инструментом, установленным в отрезном и крестовом суппортах. Станок изготавливается в двух исполнениях: для обработки прутковых материалов диаметром до 40 мм и для обработки штучных заготовок диаметром до 200 мм.
Устройство станка
Станок смонтирован на жесткой литой чугунной станине с закаленными призматическими направляющими. Крестовый суппорт с восьмипозиционной револьверной головкой обеспечивает высокие технологические возможности станка. Жесткость и точность положения инструмента обеспечивается зажимом револьверной головки на высокоточные зубчатые полумуфты. Привод главного движения, состоящий из двигателя постоянного тока и ременной передачи на шкив шпинделя, одновременно служащий цилиндром зажима, позволяет вести высокоэффективную обработку на современных режимах. Применение в приводах подачи высокомоментных двигателей постоянного тока и шариковых винтовых пар в комплекте с фотоимпульсными датчиками обратной связи обеспечивает высокую точность обработки. Для выгрузки из рабочей зоны готовых деталей из пруткового материала установлено разгрузочное устройство. Для поддержания прутка длиной более 1000 мм предусмотрена защитная труба с двумя стойками. Станок комплектуется транспортером для уборки стружки.
Особенности конструкции
Cтанок имеет автоматический гидрофицированный механизм зажима круглых (25-40 мм) и шестигранных (S=19-32) прутков в цанговом патроне, а также штучных заготовок (до 200 мм) в трехкулачковом патроне. – привод вращения шпинделя: электродвигатель постоянного тока мощностью 15 КВт. – привода подач: высокомоментные электродвигатели постоянного тока в комплекте с шариковыми винтовыми парами – выгрузка деталей из рабочей зоны при обработке прутка осуществляется разгрузочным устройством. – прутки длиной до 3000 мм устанавливаются в защитную трубу с двумя стойками.
Технические характеристики
Станок токарно-револьверный с вертикальной головкой на крестовом суппорте 1В340Ф30Основные технические характеристики
| Наибольший диаметр заготовки, устанавливаемой, мм: | * |
| над станиной | 400 |
| Наибольший диаметр обрабатываемой заготовки, мм | 200 |
| Система ЧПУ | НЦ-31; NС-200 |
| Расстояние от торца шпинделя до револьверной головки, мм | 226-530 |
| Наибольшее поперечное перемещение револьверной головки, мм | 110 |
| Частота вращения шпинделя, об/мин | 10-2500 |
| Пределы подач револьверного суппорта, мм/мин: | |
| продольного | 1-2500 |
| поперечного | 1-1250 |
| Для станка с поворотным патроном: | |
| Высота зажимаемой детали, мм | 15-75 |
| Расстояние от оси поворота до торца детали, мм | 100 |
| Угол поворота детали за один рабочий ход, град | 60.9 |
| Мощность электродвигателя, кВт | 15 |
| Габаритные размеры, мм: | |
| длина | 3850 |
| ширина | 1880 |
| высота | 1710 |
| Масса, кг. | 3 650 |
www.russtanki.ru