3В642 универсальный заточной станок – Можно ли использовать как шлифовальный станок универсально- заточной 3В642? – Заточные станки
alexxlab | 16.11.2019 | 0 | Вопросы и ответы
Паспорта на универсально-заточные станки – Заточные станки
Подборка паспортов на универсально-заточные станки. Желательно появляющиеся паспорта вносить в эту тему.
ЗД641Е – Станок Универсально-Заточной. Техническая документация.
http://www.chipmaker…iles/file/7108/
3Д641Е – станок универсально-заточной механизированный. паспорт (djvu)
http://www.chipmaker…iles/file/6871/
3Б634 полный паспорт
http://www.chipmaker…iles/file/6776/
3М642, 3М642Е, 3М642Е-1 – универсально-заточной станок . Паспорт. Станкоимпорт, 1982 djvu
http://www.chipmaker…iles/file/6685/
3E642E – станок универсально-заточный
http://www.chipmaker…iles/file/5368/
3М642 (3В642) – универсально-заточный станок
http://www.chipmaker…iles/file/4961/
3В642, станок универсально-заточной
http://www.chipmaker…iles/file/4018/
3Е642, станок универсально-заточной, электросхема
http://www.chipmaker…iles/file/2318/
3Д642Е, станок универсально-заточной механизированный
http://www.chipmaker…iles/file/2095/
3А64Д, станок универсально-заточный
http://www.chipmaker…iles/file/2076/
3Е642Е -электрооборудование и быстроизнашивающиеся части
http://www.chipmaker…iles/file/1364/
3Е642,3Е642Е, станок универсально-заточной
http://www.chipmaker…iles/file/1363/
Каталог приспособлений к универсально-заточным станкам 3Е642, ВЗ-318 и пр. (Витебск)
http://www.chipmaker…iles/file/6881/
3В641, универсально-заточной станок, Чита. Паспорт, руководство по эксплуатации (djvu)
http://www.chipmaker…iles/file/9772/
Остальные паспорта можно скачать здесь: http://www.chipmaker.ru/files/category/36/
www.chipmaker.ru
3Д642Е станок заточной универсальный. Паспорт, схемы, описание, характеристики
Сведения о производителе универсального заточного станка 3Д642Е
Производитель универсального заточного станка 3Д642Е – Витебский завод заточных станков Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
Станки, выпускаемые Витебским заводом заточных станков, Визас
Универсально-заточные станки. Общие сведения
Заточные станки служат для заточки инструмента и применяются в инструментальных цехах заводов и в заточных отделениях механических цехов. По способу заточки они разделяются на две группы:
- станки для абразивной заточки и доводки инструмента, работающие шлифовальным кругом;
- станки для безабразивной заточки и доводки.
Первая группа имеет большее распространение, тем более что в последнее время огромное значение приобрела заточка инструмента алмазными кругами. Применение алмазных кругов значительно повышает производительность и качество заточки. К безабразивной заточке относятся электроискровой и анодно-механический способы.
По назначению заточные станки делятся на универсальные (для заточки различных видов инструмента) и специальные (для заточки инструмента определенного вида).
Универсально заточные станки используются для заточки многолезвийного инструмента из инструментальной стали и твердых сплавов. Заточные станки позволяют работать с цилиндрическими и коническими инструментами, зенкерами и развертками. Также заточные станки используют для обработки фрез, долбяков и метчиков, резцов, червячных фрез, зуборезных головок и протяжек, с винтовыми и прямыми зубьями и др. по передним и задним поверхностям, расположенным на периферии и торце эльборовыми, алмазными и абразивными шлифовальными кругами.
На заточных станках этого типа можно выполнять также круглое (наружное и внутреннее) и плоское шлифование.
3Д642Е станок универсально-заточный с гидавлическим приводом. Назначение и область применения
Универсальные заточные станки 3Д642Е предназначены для заточки и доводки основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. из инструментальной стали, твердого сплава, металлокерамики абразивными, алмазными и эльборовыми кругами.
Заточный станок 3Д642Е обладает литой чугунной станиной, это повышает точность обработки и уменьшает колебание, вызванные при обработке детали. Дополнительно на станки можно поставить синусную плиту для закрепления заготовок, приспособление для заточки по радиусу резцов и концевого многолезвийного инструмента, приспособление для наружного круглого шлифования, для внутреннего шлифования, для заточки право- и леворежущих зенкеров и т.д.
Станок универсально-заточной 3Д642Е является модификацией станка 3Д642. В отличие от предшественника, продольные перемещения стола у станка 3Д642Е осуществляются за счет гидравлического привода продольного перемещения стола, это дает плавность хода стола и увеличение производительности в смену.
Механизированный подъем и опускание шлифовальной головки способствует улучшению условий труда и снижению вспомогательного времени.
На станках производится заточка инструмента с трех рабочих мест.
Шпиндель шлифовального круга может поворачиваться в горизонтальной плоскости на 360°, в вертикальной на 20° вверх и на 40° вниз относительно горизонтальной оси, что упрощает настройку на заданный угол заточки и расширяет технологические возможности станков.
Станок 3Д642Е изготавливается в следующих исполнениях
- с бесступенчатым регулированием частоты вращения шлифовального шпинделя;
- со ступенчатым регулированием частоты вращения шлифовального шпинделя.
По варианту исполнения направляющих станки изготавливаются:
- с замкнутыми стальными направляющими с предварительным натягом;
- с открытыми монолитными чугунными направляющими с предварительным натягом.
По заявке заказчика станки могут быть оснащены приспособлениями для заточки различного инструмента, в том числе приспособлениями для круглого наружного шлифования и системой отсоса пыли.
С применением подкладных плит и дополнительных приспособлений возможна обработка деталей диаметром до 330 мм и длиной до 1040 мм.
За отдельную плату станок может быть оснащѐн более чем 38 дополнительными приспособлениями, в том числе системой подачи охлаждающей жидкости.
Климатическое исполнение и категория размещения станков, отдельно расположенного оборудования и принадлежностей соответствует ГОСТ 15150-69 для поставки в районы:
с умеренным климатом – УХЛ4;
Класс точности станка – П.
Станок 3М642Е является предшествующим аналогом станков 3Д642Е.
Станок 3Д642Е является предшествующим аналогом станков 3Е642Е.
Станок 3Е642 (3Е642Е) является предшествующим аналогом станков ВЗ-318 (ВЗ-318Е) и ВЗ-818 (ВЗ-818Е).
Станки моделей 3Е642 и 3Е642Е сняты с производства в 1994г.
В настоящее время производство “легендарных” моделей заточных станков 3Е642Е и 3Е642 возобновлено.
Станки моделей ВЗ-318 и ВЗ-318Е сняты с производства в 2008г.
Станки моделей ВЗ-818 и ВЗ-818Е выпускаются заводом в настоящее время.
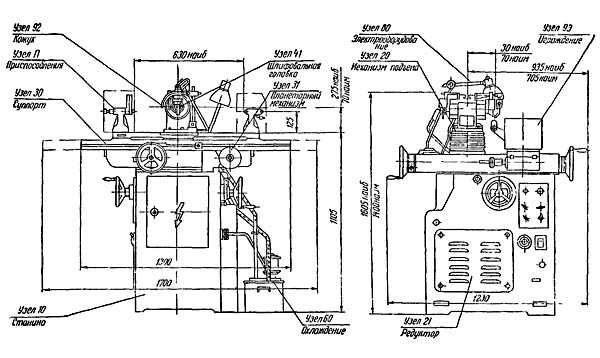
3Д642Е Основные размеры и посадочные места заточного станка
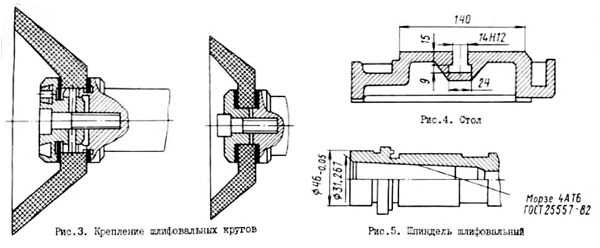
Основные размеры и посадочные места заточного станка 3Д642Е
Общий вид заточного станка 3Д642Е

Фото заточного станка 3Д642Е
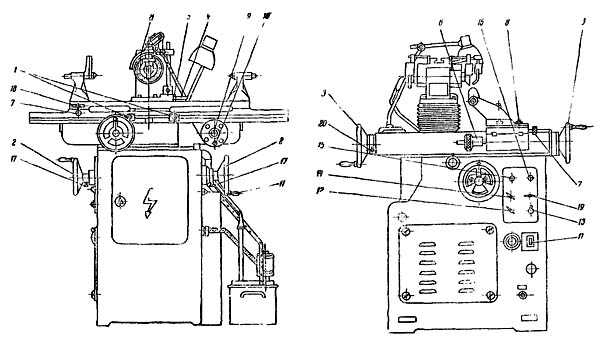
Расположение составных частей заточного станка 3Д642Е
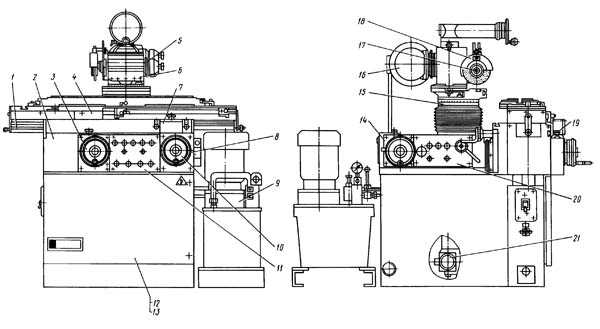
Расположение составных частей заточного станка 3Д642Е
Спецификация составных частей заточного станка 3Д642Е
- Гидроцилиндр – ЗМ642Е.76.000
- Основание стола – ЗД642Е.14Б.000
- Механизм поперечной подачи – ЗМ642Б.27.000
- Стол – ЗМ642Е.43.000
- Головка шлифовальная – ЗМ642Е.31.000
- Бабка шлифовальная – ЗМ642Е.33.000
- Механизм реверса – ЗД642Е.44Б.000
- Панель управления – ЗД642Е.15.000
- Гидрокоммуникация – ЗД642Е.72.000
- Редуктор планетарный – ЗМ642Е.42.000
- Пульт управления основной – ЗД642Е.82А.000
- Станина – ЗД642Е.12.000
- Электрооборудование. Размещение на панели – ЗД642Е.81А.000
- Каретка с колонкой – ЗД642Е.28.000
- Механизм подъема – ЗМ642Е.24.000
- Электрооборудование. Размещение на станке – ЗД642Е.80А.000
- Комплект оправок – ЗМ642Е.91.000
- Комплект кожухов – ЗМ642Е.92.000
- Механизм тонкой подачи – ЗМ642Е.26.000
- Пульт управления левый – ЗД642Е.83А.000.
Пульт управления правый – ЗД642Е.84А.000 - Редуктор подъема – ЗМ642Е.25.000
- Пылеотвод – ЗМ642Е.94.000
- Комплект принадлежностей – ЗМ642Е.96.000
- Комплект приспособлений – ЗМ642Е.98.000
Расположение органов управления заточным станком 3Д642Е
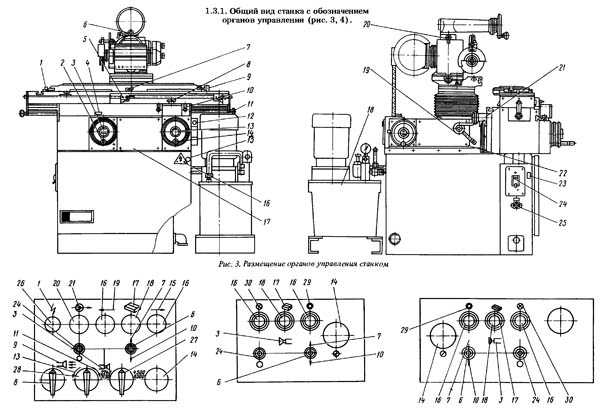
Расположение органов управления заточным станком 3Д642Е
Перечень органов управления заточного станка 3Д642Е
- Винты зажима поворотного стола
- Маховичок быстрой поперечной подачи
- Рукоятка включения тонкой поперечной подачи
- Маховичок тонкой поперечной подачи
- Упоры стола
- Маховичок подъема шлифовальной бабки
- Центральный винт фиксации стола
- Рычаг реверса стола
- Винты зажима поворотного стола
- Жесткий упор стола
- Кнопка отключения гидроцилиндра стола
- Гидропанель
- Вытяжная рукоятка переключения скорости движения стола
- Маховичок перемещения стола с основного рабочего места
- Замки электрошкафа
- Пульт управления основной
- Гидростанция
- Рукоятка зажима колонны
- Винт фиксации кронштейна шлифовальной бабки
- Маховичок перемещения стола с боковых рабочих мест
- Пульт управления левый
- Пульт управления правый
- Вводный автомат
- Розетка для подключения приспособлений
Перечень органов управления на пультах управления заточного станка 3Д642Е
- Выключатель пылесоса
- Тумблер переключения направления вращения шлифовального круга
- Кнопка „Все стоп”
- Кнопка „Пуск стола”
- Кнопка „Стоп стола”
- Кнопка включения гидропривода
- Тумблер „Пуск—стоп” шлифовального круга
- Сигнальная лампа „Станок включен”
- Переключатель скоростей вращения шлифовального круга
- Переключатель направления вращения шлифовального круга
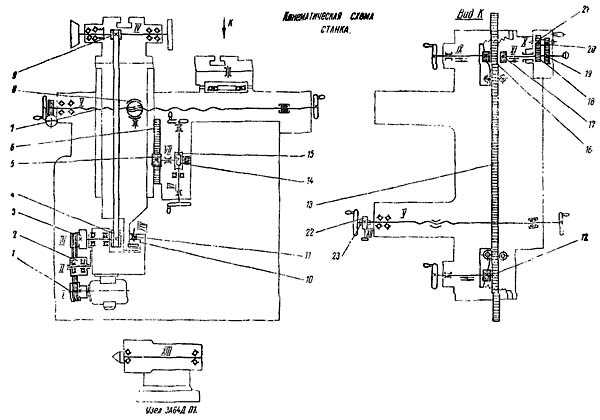
Кинематическая схема заточного станка 3Д642Е

Кинематическая схема заточного станка 3Д642Е
Схема кинематическая заточного станка 3Д642Е. Скачать в увеличенном масштабе
3Д642Е станок заточной универсальный. Видеоролик.
Технические данные и характеристики станка 3Д642Е
| Наименование параметра | 3Д642Е | 3Е642Е |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольшие размеры обрабатываемых изделий в центрах (длина х диаметр), мм | 500 х 250 | 630 х 250 |
| Высота центров над рабочим столом, мм | 125 | 125 |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола по ГОСТ 6569-75 (длина х ширина), мм | 800 х 140 | 900 х 140 |
| Наибольшее продольное перемещение стола, мм | 400 | 450 |
| Угол поворота стола в горизонтальной плоскости, град | ±45 | ±45 |
| Скорость продольного перемещения стола, м/мин | 0,2 … 8 | 0,2 … 12 |
| Бабка шлифовальная | ||
| Наибольшее вертикальное перемещение бабки, мм | 250 | 235 |
| Цена деления лимба подачи вертикального перемещения, мм | 0,005 | 0,005 |
| Наибольшее поперечное перемещение бабки, мм | 230 | 230 |
| Цена деления лимба тонкой подачи поперечного перемещения, мм | 0,001 | 0,001 |
| Угол поворота бабки в горизонтальной плоскости, град | 360 | 360 |
| Угол поворота бабки в вертикальной плоскости, град | ±20 | |
| Шлифовальная головка | ||
| Число оборотов заточного круга при бесступенчатом регулировании, об/мин | 2200…6400 | 2200…6400 |
| Число оборотов заточного круга при ступенчатом регулировании, об/мин | 2240,3150, 4500,6300 | 2200,3200, 4400,6400 |
| Конец шлифовального шпинделя по ГОСТ 2324-77 исполнение 2 | Морзе 4 | Морзе 4 |
| Наибольший диаметр устанавливаемого шлифовального круга по ГОСТ 2424-83 типа ПП | 200 | 200 |
| Наибольший диаметр устанавливаемого шлифовального круга по ГОСТ 2424-83 других типов | 150 | 150 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 6 | 6 |
| Электродвигатель привода шпинделя, кВт | 1,1 | 2,2 |
| Электродвигатель вертикального перемещения шлифовальной бабки (привод колонны), кВт | 0,18 | 0,18 |
| Электродвигатель привода изделия, кВт/ об/мин | 0,25/ 1500 | 0,25/ 1500 |
| Электродвигатель гидропривода, кВт/ об/мин | 1,1/ 1000 | 1,1/ 1000 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Производительность насоса охлаждения, л/мин | 22 | 22 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380/220 В |
| Габариты и масса станка | ||
| Габарит станка, мм | 1715 х 1810 х 1635 | 1745 х 1940 х 1550 |
| Масса станка, кг | 1650 | 1160 |
Связанные ссылки
Каталог-справочник заточных станков
Паспорта и руководства металлорежущих станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
3Д642Е Паспорт универсального заточного станка, (djvu) 1,2 Мб, Скачать
stanki-katalog.ru
3А64Д станок заточной универсальный. Паспорт, схемы, описание, характеристики
Сведения о производителе универсального заточного станка 3А64Д
Производитель универсального заточного станка 3А64Д – Витебский завод заточных станков, Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
Станки, выпускаемые Витебским заводом заточных станков, Визас
Универсально-заточные станки. Общие сведения
Заточные станки служат для заточки инструмента и применяются в инструментальных цехах заводов и в заточных отделениях механических цехов. По способу заточки они разделяются на две группы:
- станки для абразивной заточки и доводки инструмента, работающие шлифовальным кругом;
- станки для безабразивной заточки и доводки.
Первая группа имеет большее распространение. Основной парк заточных станков составляют станки, работающие абразивным инструментом. В промышленности получают все более широкое распространение алмазные круги для чистовой заточки и доводки режущего инструмента, оснащенного твердосплавными пластинками. Применение алмазных кругов вместо обычных шлифовальных значительно повышает производительность. Заточка инструмента алмазными кругами на металлической связке позволяет в ряде случаев исключить операцию доводки инструмента.
Ко второй группе относятся станки для анодно-механической заточки и для электроискровой заточки и доводки инструмента.
По назначению заточные станки делятся на:
- универсальные (для заточки различных видов инструмента)
- специальные (для заточки инструмента определенного вида)
Универсально заточные станки используются для заточки многолезвийного инструмента из инструментальной стали и твердых сплавов. Заточные станки позволяют работать с цилиндрическими и коническими инструментами, зенкерами и развертками. Также заточные станки используют для обработки фрез, долбяков и метчиков, резцов, червячных фрез, зуборезных головок и протяжек, с винтовыми и прямыми зубьями и др. по передним и задним поверхностям, расположенным на периферии и торце эльборовыми, алмазными и абразивными шлифовальными кругами.
На заточных станках этого типа можно выполнять также круглое (наружное и внутреннее) и плоское шлифование.
3А64Д станок универсально-заточный. Назначение и область применения
Заточный станок 3А64д выпускался с 1965 года и заменил модель универсально-заточного станка 3А64М.
На станке 3А64Д повышена точность лимба поперечного перемещения стола с 0,02 до 0,01 мм и встроен механизм токой подачи на 0,0025 мм.
Универсальные заточные станки 3А64Д предназначены для заточки основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. из инструментальной стали, твердого сплава, металлокерамики абразивными, алмазными и эльборовыми кругами.
Универсально-заточными станками моделей 3А64Д можно пользоваться для заточки инструментов алмазными и обычными шлифовальными кругами с охлаждением и всухую. Для заточки твердосплавного инструмента применяют шлифовальные круги из карбида кремния или алмазные тех же размеров и формы.
Универсально-заточный станок 3А64д предназначен для затачивания как основных видов металлорежущих инструментов из инструментальной стали или из твердого сплава, так и дереворежущего инструмента — сборных и цельных, насадных и концевых фрез, сверл, фрезерных цепочек, шипорезных ножевых головок и др. Для заточки на станке дереворежущего инструмента необходимо применять специальные приспособления.
Область использования универсально-заточных станков расширяется прилагаемыми к ним приспособлениями:
- для круглого наружного, внутреннего и плоского шлифования
- для заточки отрезных и прорезных фрез
- фрезерных головок
- червячных фрез
- метчиков
- спиральных сверл
- зенкеров и других инструментов
Особенности конструкции и принцип работы станка
Станок приспособлен для круглого (наружного и внутреннего) и плоского шлифования. Все движения при затачивании инструмента и настройке станка производятся вручную. Станок выполнен с вертикальным перемещением шлифовальной головки, продольным и поперечным перемещением стола.
Станки универсально заточные 3А64Д обладают литой чугунной станиной, это повышает точность обработки и уменьшает колебание, вызванные при обработке детали. Дополнительно на станки можно поставить синусную плиту для закрепления заготовок, приспособление для заточки по радиусу резцов и концевого многолезвийного инструмента, приспособление для наружного круглого шлифования, для внутреннего шлифования, для заточки право- и леворежущих зенкеров и т.д.
Станки имеют следующие основные узлы: станину, колонну, суппорт, шлифовальную головку, механизм подъема шлифовальной головки, планетарный редуктор, систему охлаждения.
Станок состоит из станины, суппорта, включающего нижние и верхние салазки с поворотным столом, и шлифовальной головки, установленной на колонке механизма вертикальной подачи. Шпиндель шлифовальной головки выполнен двусторонним с двумя конусными гнездами для установки сменных оправок с шлифовальными кругами. Оправки крепятся в гнезде шпинделя и выталкиваются из него накидной гайкой.
Для защиты от разбрызгивания охлаждающей жидкости и отвода ее в бак используют специальное ограждение.
Рабочее место в зависимости от характера работы может находиться либо спереди станка, либо слева или справа, в соответствии с чем размещены органы управления.
Привод шпинделя шлифовальной головки осуществляется через клиноременный редуктор и плоскоременную передачу от двухскоростного электродвигателя, укрепленного на кронштейне. Кронштейн может перемещаться на колонке, что позволяет регулировать натяжение плоского ремня. Насаженный на вал электродвигателя двухступенчатый шкив обеспечивает вращение шпинделя со скоростью 4500 и 6300 об/мин или 2240 и 3150 об/мин в зависимости от числа оборотов вала электродвигателя (2850 и 1420 об/мин). Вращение шпинделя шлифовальной головки должно быть по часовой стрелке с торца укороченной стороны шпинделя.
Заточку сборных фрез (ножевых головок) и другого насадного инструмента чаще всего выполняют на оправке, укрепленной в центрах станка. При заточке сборных фрез с ножами, имеющими прямолинейную режущую кромку, в качестве делительного устройства применяют упор, расположенный на столе станка. При затачивании ножей шипорезных ножевых головок упор укрепляют на колонке так, чтобы передняя грань ножа у лезвия скользила по опорной поверхности упора (рис. 67). Такой способ заточки обеспечивает постоянство заднего угла и расположение режущих кромок ножей на окружности резания одного диаметра. При этом шлифовальную головку на колонке необходимо развернуть на 1° с тем, чтобы шлифовальный круг соприкасался с задней гранью ножа только в одном месте.
На станке 3А64Д можно затачивать твердосплавный дереворежущий инструмент как шлифовальными кругами из карбида кремния, так и алмазными кругами.
Станки 3А64 и 3А64М после модернизации также могут быть использованы для алмазной заточки дереворежущего инструмента, оснащенного пластинками из твердого сплава.
Модернизация (по проекту ЭНИМС и СКБ-13 г. Витебска) заключается в замене шлифовальной головки новой более точной и жесткой, в изготовлении механизма тонкой поперечной подачи и устройства подвода смазывающе-охлаждающей жидкости в зону резания.
Комплектация заточного станка
К станку прилагаются:
- Универсальная головка;
- Передняя и задняя центровые бабки;
- Приспособление для установки центров;
- Приспособление для правки круга.
- Приспособление для круглого шлифования цилиндрических и конических поверхностей вцентрах от Ø 5 до 42 мм;
Приспособления не входящие в комплект станка:
- Приспособление для плоского шлифования;
- Приспособление для затачивания фрезерных головок от Ø 130 до 400 мм;
- Приспособление для затачивания сверл Ø 20..50 мм;
- Приспособление для внутреннего шлифования Ø 15..30 мм;
- Приспособление для затачивания фасонных фрез;
- Приспособление для затачивания долбяков;
- Приспособление для затачивания длинных разверток. Максимальная длина 750 мм;
- Приспособление для затачивания зенкеров трех- и четырехперых;
- Приспособление для затачивания метчиков Ø 52..270 мм;
- Приспособление для затачивания резцов по радиусу. Наибольший радиус 25 мм;
- Приспособление подручник;
- Пылесос.
Приспособления, устанавливаемые на верхней плоскости поворотного стола, закрепляются с помощью болтов с Т-образными головками.
Как видно из перечня приспособлений, на станках можно производить, помимо заточных операций, также наружное, внутреннее и плоское шлифование.
Климатическое исполнение и категория размещения станков, отдельно расположенного оборудования и принадлежностей соответствует ГОСТ 15150-69 для поставки в районы:
с умеренным климатом – УХЛ4;
Класс точности станка – П.
3А64Д Габаритные размеры рабочего пространства
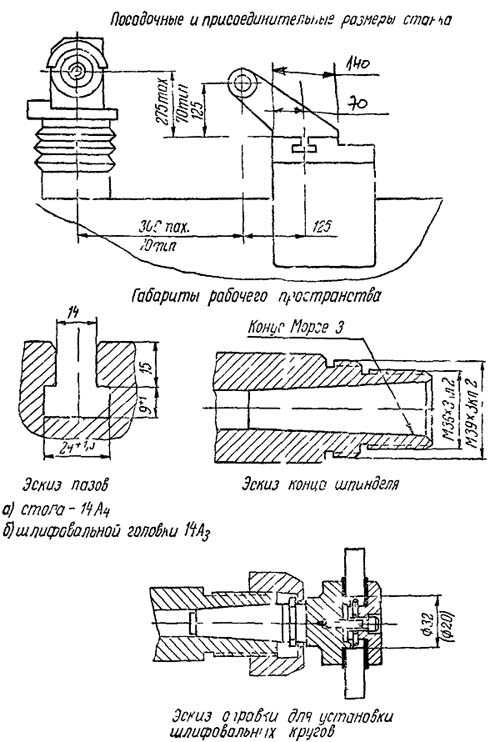
Габаритные размеры рабочего пространства станка 3А64Д
3А64Д Общий вид заточного станка

Фото заточного станка 3А64Д
Расположение составных частей заточного станка 3А64Д
Расположение составных частей заточного станка 3А64Д
Спецификация составных частей заточного станка 3А64Д
- 10 — Станина
- 20 — Механизм вертикальной подачи шлифовальной головки
- 21 — Редуктор
- 30 — Суппорт
- 31 — Планетарный механизм
- 41 — Шлифовальная головка
- 60 — Охлаждение
- 80 — Электрооборудование
- 90 — Принадлежности
- 91 — Оправки шлифовальных кругов
- 92 — Кожухи шлифовальных кругов
- 93 — Ограждение
- П — Приспособления
3А64Д Расположение органов управления заточным станком
Расположение органов управления заточным станком 3А64Д
3А64Д Перечень органов управления заточным станком
- Упоры
- Маховичок подъема шлифовальной головки
- Маховичок поперечного перемещения стола
- Рукоятка поворота шлифовальной головки
- Зажим поворота шлифовальной головки
- Рукоятка продольного перемещения стола
- Винт точного поворота стола
- Гайка зажима поворота стола
- Кнопка включения медленного перемещения стола
- Рукоятка медленного продольного перемещения стола
- Выключатель сети
- Выключатель “Приспособление”
- Выключатель местного освещения
- Выключатели “Охлаждение” и “Отсос”
- Кнопка «Пуск» шпинделя
- Кнопка «Стоп» шпинделя
- Зажим лимба
- Валик включения винта 7
- Рукоятка барабанного переключателя
- Кнопка-маховичок тонкой поперечной подачи
- Рукоятка крана подачи охлаждения
3А64Д Кинематическая схема заточного станка
Кинематическая схема заточного станка 3А64Д
Схема кинематическая заточного станка 3А64Д. Скачать в увеличенном масштабе
Описание кинематической схемы заточного станка
Кинематические цепи выполняют следующие рабочие и установочные движения:
- Вращение шпинделя шлифовальной головки
- Продольное перемещение стола
- Поперечное перемещение суппорта стола
- Вертикальное перемещение колонки
- Вращение шпинделя приводной бабки изделия
1. Вращение шпинделя шлифовальной головки производится от двухскоростного электродвигателя. Насаженный на вал электродвигателя шкив имеет четыре попарно одинаковых ручья, каждая пара которых соответствует скоростям 4500 и 6300 об/мин, или 2240 и 3150 об мин. Вращение от электродвигателя к шпинделю шлифовальной головки передается через клиноременный редуктор.
2. Продольное перемещение стола осуществляется вручную. Ручное перемещение — вращением одного из трех маховичков, два из которых расположены с задней стороны суппорта слева и справа: на осях этих маховичков сидят реечные шестерни 12 и 16, сцепляющиеся с рейкой 13, закрепленной на верхнем столе. Третий маховичок, расположенный спереди суппорта, служит для тонкого перемещения стола. В маховичок встроена планетарная передача 18, 19, 20, 21 с передаточным отношением 1:6,75. Переключение скорости перемещения стола производится кнопкой.
3. Поперечное перемещение суппорта осуществляется вращением маховичков, сидящих на винте 7 и перемещающихся вместе с суппортом относительно неподвижной самоустанавливающейся гайки 8, закрепленной в станине. Маховички на винте 7 расположены с обоих концов для удобства обслуживания. Тонкая поперечная подача получается поворотом кнопки на валу XII через винтовую пару 22, 23.
4. Вертикальное перемещение шлифовальной головки происходит от подъема колонки. Вращением маховичка приводится во вращение однозаходный левый червяк 14, передающий движение через червячное колесо 15 реечной шестерне 5, сидящей с ним на одном валу. Реечная шестерня 5 перемещает рейку 6, а вместе с ней и колонку с укрепленной на ней шлифовальной головкой.
5. Вращение шпинделя приводной бабки производится от укрепленного на ней электродвигателя при помощи клиноременной передачи. Число оборотов ведомого шкива (шпинделя приводной бабки) 215 в минуту.
Общая компоновка
Станок выполнен с вертикальным перемещением шлифовальной головки, с продольным и поперечным перемещением стола и нижним расположением привода шпинделя.
Все механизмы станка смонтированы внутри и на верхней плоскости станины.
Станок снабжен лампой местного освещения.
Рабочее место в зависимости от характера работы может быть либо спереди станка, либо слева или справа, в соответствии с чем размещены органы управления.
3А64Д Схема электрическая принципиальная станка

Электрическая схема заточного станка 3А64Д
Схема электрическая заточного станка 3А64Д. Скачать в увеличенном масштабе
3А64Д Установочный чертеж станка
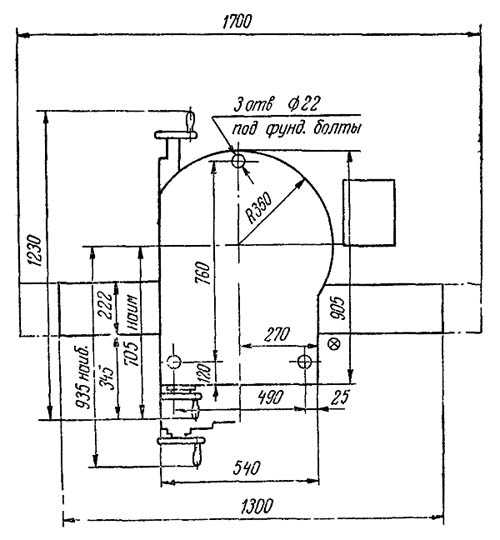
Установочный чертеж станка 3А64Д
3А64Д станок заточной универсальный. Видеоролик.
Технические данные и характеристики станка 3А64Д
| Наименование параметра | 3А64 | 3А64м | 3А64д |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | П | ||
| Наибольший диаметр устанавливаемого изделия, мм | 250 | 250 | 250 |
| Наибольшая длина изделия устанавливаемого в центрах, мм | 650 | 650 | 600 |
| Расстояние между осью шлифовального круга и линией центров в горизонтальной плоскости, мм | 70..300 | 70..300 | 70..300 |
| Расстояние между осью шлифовального круга и линией центров в вертикальной плоскости, мм | 55..150 | 55..150 | 55..150 |
| Высота центров, мм | 125 | ||
| Рабочий стол станка | |||
| Размеры рабочей поверхности стола по ГОСТ 6569-75 (длина х ширина), мм | 134 х 920 | 134 х 920 | 140 х 900 |
| Наибольшее продольное/ поперечное ручное перемещение стола, мм | 400/ 230 | 400/ 230 | 400/ 230 |
| Перемещение поперечное стола на одно деление лимба, мм | 0,02 | 0,02 | 0,01 |
| Перемещение поперечное стола на один оборот лимба, мм | 2 | 2 | |
| Перемещение поперечное стола на одно деление тонкой подачи, мм | нет | нет | 0,0025 |
| Угол поворота стола в горизонтальной плоскости, град | ±45° | ±45° | ±45° |
| Бабка шлифовальная (колонна) | |||
| Наибольшее вертикальное перемещение бабки, мм | 205 | 205 | 205 |
| Цена деления лимба подачи вертикального перемещения, мм | 0,02 | 0,02 | 0,002 |
| Угол поворота бабки в горизонтальной плоскости, град | 270° | 270° | 350° |
| Шлифовальная головка | |||
| Число оборотов заточного круга при ступенчатом регулировании, об/мин | 3730, 5600 | 2000, 2800, 4020, 5820 | 2240, 3150, 4500, 6300 |
| Конец шлифовального шпинделя | 1:20 20 мм | 1:20 20 мм | Морзе 3 |
| Наибольший диаметр устанавливаемого шлифовального круга, мм | 175 | 175 | 175 |
| Наибольшая ширина шлифовального круга, мм | 15 | 15 | |
| Наибольшая высота чашечного шлифовального круга, мм | 45 | 45 | |
| Электрооборудование и привод станка | |||
| Количество электродвигателей на станке | 1 | 2 | 4 |
| Электродвигатель привода шпинделя шлифовальных кругов, кВт (об/мин) | 0,65 (2800) | 0,75; 1,0 | 0,75; 1,0 |
| Электродвигатель привода изделия, кВт | 0,25 | ||
| Электродвигатель насоса охлаждения, кВт | 0,125 | ||
| Электродвигатель пылесоса, кВт | 0,6 | ||
| Общая установленная мощность всех электродвигателей, кВт | |||
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380/220 В | 50Гц, 380/220 В |
| Габариты и масса станка | |||
| Габарит станка, мм | 1700 х 1460 х 1600 | 1700 х 1460 х 1605 | 1700 х 1460 х 1605 |
| Масса станка, кг | 1000 | 1040 | 1100 |
Связанные ссылки
Каталог-справочник заточных станков
Паспорта и руководства заточных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
№ | НАИМЕНОВАНИЕ | Г/В |
1 | КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК 3У131М | 1988 |
2 | ТОКАРHО КАPУСЕЛЬНЫЙ 2СТ. СТАНОК DKZ-2000 | 1965 |
3 | ГОРИЗОНТАЛЬНО РАСТОЧНОЙ СТАНОК 2А622Ф1-1 | 1977 |
4 | ВНУТРИШЛИФОВАЛЬНЫЙ СТАНОК 3А229 | 1973 |
5 | ВЕРТИКАЛЬНО ФРЕЗЕРНЫЙ СТАНОК FV32 | 1984 |
6 | ОБPАБАТЫВАЮЩИЙ ЦЕНТP СГПМ-800А1 | 1989 |
7 | ПРЕСС МЕХ. КООPДИНАТНО-PЕВ. С ЧПУ ОЦКО-126Ф14 | 1989 |
8 | ГОРИЗОНТАЛЬНО РАСТОЧНОЙ СТАНОК 2620ВФ-1 | 1978 |
9 | ГОРИЗОНТАЛЬНО РАСТОЧНОЙ СТАНОК 2А622А-1 | 1987 |
10 | РАДИАЛЬНО СВЕРЛИЛЬНЫЙ СТАНОК VOM-50 | 1985 |
11 | СТРОГАЛЬHО ДОЛБЕЖНЫЙ СТАНОК 745А | 1970 |
12 | ТОКАРHЫЙ П/АВТ.ЧПУ 16К20Ф3С3 | 1987 |
13 | УНИВЕРСАЛЬНО ГОРИЗОН.- РАСТОЧНОЙ СТАНОК TOZ W100 | 1967 |
14 | ВНУТРИШЛИФОВАЛЬНЫЙ П/А 3К227А | 1979 |
15 | ПPОДОЛЬНО ШЛИФОВАЛЬНЫЙ СТАНОК COBURG 15S3030/4 | 1974 |
16 | ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК 3Л722 | 1981 |
17 | ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК 3Б724 | 1975 |
18 | ШЛИЦЕШЛИФОВАЛЬНЫЙ СТАНОК 3М451В | 1988 |
19 | ТОКАРНЫЙ СТАНОК 1К62 | 1963 |
20 | ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК 6М13У | 1993 |
21 | ТОКАРHЫЙ П/АВТ. С ЧПУ SPT32NC | 1986 |
22 | ТОКАРHЫЙ П/АВТ. С ЧПУ SPT32NC | 1986 |
23 | УНИВЕРСАЛЬНО-ФPЕЗЕPНЫЙ СТАНОК УФ-200В | 1992 |
24 | ВЕРТИКАЛЬНО-ФРЕЗЕРHЫЙ ОБPАБАТЫВ. ЦЕНТP МА655А2 | 1987 |
25 | ПРОДОЛЬНО-ФРЕЗЕРНЫЙ РАСТОЧНОЙ СТАНОК 6М610Ф11-23 | 1986 |
26 | ВЕРТИКАЛЬНО-ФРЕЗЕРHЫЙ ОБPАБАТЫВ. ЦЕНТP МА-655У | 1990 |
27 | ФРЕЗЕРHО-ШПОНОЧНЫЙ СТАНОК 692Р-1 | 1987 |
28 | ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК 6М13У | 1993 |
29 | ОБPАБАТЫВАЮЩИЙ ЦЕНТP САМ5-850Т | 1997 |
30 | КООРДИНАТНО РАСТОЧНОЙ СТАНОК 2СТ WKV-100 | 1963 |
31 | РЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК 5822М | 1977 |
32 | ТОКАРНЫЙ СТАНОК 1К62 | 1981 |
33 | ТОКАРНЫЙ СТАНОК 1К62 | 1972 |
34 | ШЛИФОВАЛ ЗАТЫЛ.ШЛИФОВАЛЬНЫЙ СТАНОК 5884 | 1980 |
35 | УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВ. СТАНОК 3У142В | 1978 |
36 | ТОКАРНЫЙ СТАНОК УТ16П | 1986 |
37 | ЗУБООФРЕЗЕРНЫЙ П/А 5А342 | 1967 |
www.prostanki.com