7Б35 станок – 7Б35 Станок поперечно-строгальный. Паспорт, схемы, характеристики, описание
alexxlab | 11.10.2019 | 0 | Вопросы и ответы
Поперечно-строгальный станок 7Б35: технические характеристики, паспорт
Возможность обработки мелкой и средних заготовок, на которых имеются достаточно длинные плоские поверхности, предопределяет широкое применение поперечно-строгальных станков целого ряда модификаций в условиях мелкосерийного и единичного производства. Станки такого рода компактны и надёжны в эксплуатации. Большинство из них оснащается механическим прижимом обрабатываемого изделия, хотя популярная модель 7Д36 оборудована гидравлическим прижимом.
 Строгальный станок 7Б35
Строгальный станок 7Б35В каких случаях строгание конкурентоспособно с фрезерованием
Действительно, наличие фазы холостого хода, когда резец возвращается в исходное положение, и обработки не производит, существенно улучшает позиции прямого конкурента строгальным станкам – фрезерного оборудования. Однако в некоторых случаях использование строгания более целесообразно:
- В случае черновой обработки групповых поверхностей на однотипных заготовках наладка фрезерных станков по своей трудоёмкости значительно превосходит затраты времени на обслуживание строгальных.
- Механическая обработка заготовок с поверхностной коркой ржавчины или окалины быстро выводит фрезы из строя, при этом трудоёмкость восстановления является достаточно высокой, из-за сложности заточки инструмента.
- Во время строгания заготовка нагревается менее интенсивно, а потому тепловые деформации изделия незначительны.
- Соответственно, увеличивается и точность обработки.
Энергетические затраты при строгании поверхностей существенно ниже, чем при их фрезеровании, поэтому мощность привода строгальных станков, по сравнению с фрезерными, также ниже. - Строгальные станки и инструмент дешевле фрезерных, и это особо оправдывает себя при небольших объёмах выполняемых операций.
Скачать паспорт строгального станка 7Б35
Суммируя вышеуказанное нетрудно сделать вывод о том, что для получения небольших плоских поверхностей по металлу целесообразно использовать их поперечное строгание. Поперечно-строгальный станок 7Б35, длительное время производившийся станкостроительным заводом в Оренбурге, как нельзя лучше подходит для данных целей.
Общие параметры
По своему устройству станок 7Б35 – универсального назначения. Механизм поперечно-строгального станка – кривошипно-кулисный, что позволяет изменять ход ползуна в пределах 20…500 мм. Технологические возможности станка определяются следующими характеристиками:
- Максимальным передвижением поверхности с закреплённой деталью, соответственно в вертикальном и горизонтальном направлениях, мм – 310 и 500. При этом вертикальное движение возможно только в ручном режиме;
- Скорость быстрого перемещения, м/мин – 2,23;
- Точность управления по отсчётному лимбу, мкм – 100;
- Перемещение за один оборот лимба, мм – 12;
- Наибольшие размеры устанавливаемых на столе заготовок, мм: по боковым поверхностям — 380×375, по верхней — 500×360;
- Способ крепления заготовок – лапами на Т-образные пазы;
- Наибольшее вертикальное перемещение резцовой головки на суппорте в ручном режиме, мм – 170;
- Наибольшее угловое перемещение резцовой головки на суппорте в ручном режиме, град ± 60;
- Точность перемещения резца: угловая ± 10, линейная – 0,05 мм;
- Функция автоматического подъёма резца при его холостом перемещении – отсутствует.
Технические характеристики оборудования:
- тип и мощность привода — электродвигатель переменного тока 5,5 кВт, при числе оборотов 1400 мин-1;
- угловая скорость вращения приёмного вала — 625 мин-1;
- наибольшее тяговое усилие на ползуне, кг – 1800;
- производительность шестерённого насоса для подачи СОЖ, л/мин – 5;
- протяжённость двойного хода стола, м – 0…0,5;
- максимально допустимая скорость резания, м/мин – 140;
- габариты станка (длина, ширина, высота), мм — 2335×1355×1540.
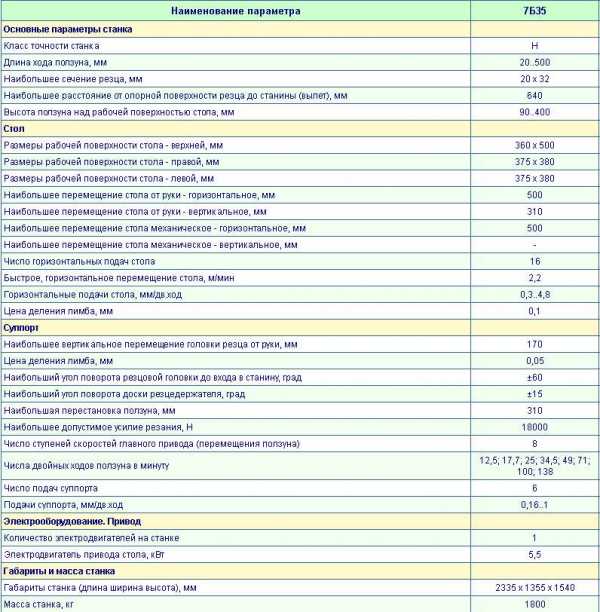
Технические характеристики
Устройство станка не предусматривает автоматического учёта двойных ходов ползуна. С целью безопасности работы имеется предохранитель от перегрузки.
Основные узлы и принцип действия
Поперечно-строгальный станок 7Б35 состоит из:
- приводного электродвигателя;
- клиноременной передачи;
- коробки скоростей;
- фрикционной муфты включения;
- суппорта с резцовой головкой;
- рабочего стола;
- механизма подачи стола;
- кривошипно-кулисного механизма;
- механизма вертикальной подачи суппорта;
- насосно-смазочной станции;
- станины.
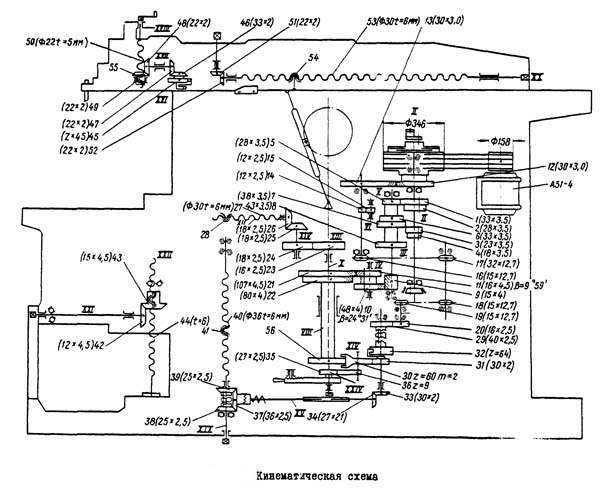
Кинематическая схема
Поперечно-строгальный станок может быть дообрудован поворотным устройством, который в основную комплектацию не входит. Поставляется также комплект быстроизнашиваемых принадлежностей: ремней, рукояток, узла местного освещения, зажимного устройства и крепёжных элементов.
Станок работает так. Крутящий момент от электродвигателя через понижающую передачу сообщается суппорту, при этом стол может передвигаться ускоренно. С этой целью кинематическая схема поперечно-строгального станка предусматривает специальную цепную передачу. Далее при помощи сцепной муфты, работающей без смазки, движение передаётся узлу главного движения. Посредством перебора вех восьми ступеней число ходов кривошипно-кулисного механизма может ступенчато варьироваться в пределах 12,5;17,7; 25;34,5;49;71;100 и 138. Число степеней механизма подачи — 16.
Использовать максимальные длины строгания при наибольших скоростях перемещения суппорта допускается только после проведения соответствующих расчётов. При превышении возможен обрыв кулисного пальца, а также ремней передачи. Слабым местом муфты является фрикционный диск с накладками из феродо: их стойкость при средних режимах эксплуатации станка не превышает 5…6 месяцев.
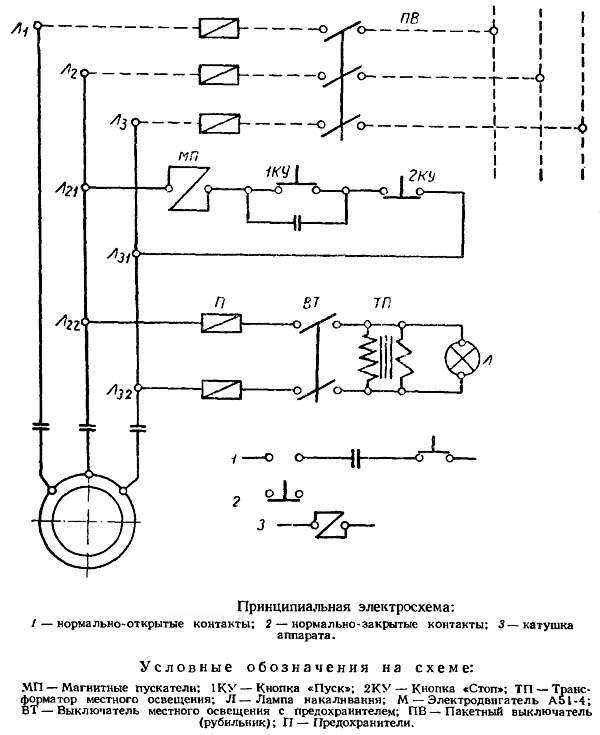
Электрическая схема принципиальная
Схема управления поперечно-строгальным станком 7Б35 представлена следующими функциональными элементами:
- рукояткой включения фрикционной муфты;
- рукоятками управления зажимными устройствами на ползуне и столе;
- ключом, изменяющим положение ползуна;
- упором хода ползуна;
- рукоятками хода салазок на суппорте из холостого цикла в рабочий и наоборот;
- рукоятками включения и переключения механизма перебора.
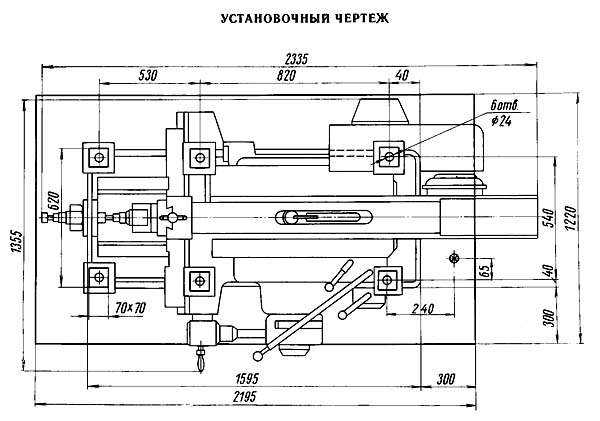
Установочный чертеж
В схеме предусматривается ускоренный холостой ход резцовой головки, что снижает непроизводительные потери времени при строгании.
В отличие от рассмотренной конструкции, 7Е35 – станок поперечно-строгальный, являющийся модернизацией базовой модели – отличается увеличенным до 20 числом подач и возможностью дополнительного закрепления стола в станине, что увеличивает жёсткость опорной поверхности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
7Б35 поперечно-строгальный станок – Строгальные и долбежные станки
На днях приобрел малыша 7Б35 для своих маленьких гаражных нужд.
Он оказался немного тяжелее чем я ожидал, но огромное желание, рокла и пара ломов победили.
он у меня в берлоге.
принимайте в ряды строгальщиков.
далее издержки перевозки, немного погнули винты
надеюсь ничего криминального.
ну и чуть замяли жетяной фартук, но дело поправимое.
Первичный осмотр и сразу пара вопросов:
1) не хватает конусного подъема для вертикальной подачи.
по паспорту он выглядит вот так:
Коллеги, если не затруднит, можно снять размеры для изготовления ?
2) Есть ли возможность выставлять его на виброопоры, а не заливать его цементом?
Изменено пользователем ExproSEwww.chipmaker.ru
Станок поперечно строгальный 7б35
Паспорт на Станок поперечно-строганный 7Б35 | ПАСПОРТИЗАЦИЯ
Назначение технического устройства.
Поперечно-строгальный станок модели 7Б35 предназначен для обработки резцом горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей с наибольшей длиной обработки 500 мм, а также для прорезания всевозможных прямолинейных пазов, канавок и выемок.
Технические характеристики.
Длина хода ползуна, мм – 20-500
Наибольшее перемещение стола, мм:
— от руки, не менее – горизонтальное — 500; вертикальное – 310
— механическое, не менее – 500 (горизонтальное)
Быстрое перемещение, м/мин – 2,23 (горизонтальное)
Цена деления лимба, мм – 0,1 (горизонтальное)
Перемещение за один оборот лимба, мм — горизонтальное — 12; вертикальное – 6
Размеры рабочих площадей стола, мм:
-верхней – длина – 500; ширина – 360; число пазов – 3
-правой – длина – 380; ширина – 375; число пазов – 3
-левой– длина – 380; ширина – 375; число пазов – 3
Габаритные размеры, мм:
длина – 2335
ширина – 1335
высота – 1540
Вес станка, кг – 1800
Руководство по эксплуатации, паспорт на Станок поперечно-строганный 7Б35 скачать бесплатно в формате djvu (93 страницы):
tu-passport.ru
Ремонт коробки скоростей поперечно-строгального станка модели 7Б35
Введение
Металлорежущие станки являются основным видом заводского оборудования, предназначенным для производства современных машин, приборов, инструментов и других изделий, поэтому количество и качество металлорежущих станков, их техническая оснащённость в значительной степени характеризуют производственную мощь предприятий.
Развитие вычислительной техники позволило создать высокопроизводительные металлорежущие станки с программным управлением, в том числе с автоматической сменой инструмента и автоматическим подбором режимов резания.
С появлением СЧПУ класс точности станков вырос и поэтому для обслуживания таких станков требуются высококвалифицированный обслуживающий персонал.
Вместе с разработкой новейшего оборудования требуются специалисты умеющие настраивать, ремонтировать и работать на данном оборудовании, поэтому служба ОГМ должна тщательно и своевременно улавливать все нюансы устройства современных станков.
В моей записке я предложу ремонт коробки скоростей поперечно-строгального станка модели 7Б35, а также чертежи и технологические процессы изготовления и ремонта деталей.
Краткое описание назначения, технической характеристики, устройства, смазки и условий работы. Технические условия на ремонт.
2.1 НазначениеПоперечно-строгальный станок модели 7Б35 предназначен для обработки резцом горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей с длинной наибольшей обработки – 500 мм, а также для прорезания прямолинейных всевозможных пазов, канавок и выемок.
2.2 Технические характеристики
Вес станка, кг ……………………………………………………….1800
Габаритные размеры, мм:
Длина…………………………………………………………………2335
Ширина……………………………………………………………….1355
Высота…………………………………………………………………1540
Длина хода ползуна, мм…………………………………………………….20-500
Наибольшее перемещение стола, мм | горизонтальное | вертикальное |
От руки, не менее………………………. | 500 | 310 |
Механическое…………………………… | 500 | – |
Быстрое перемещение, м/мин…………. | 2,23 | – |
Цена одного деления лимба, мм………. | 0,1 | – |
Перемещение за 1 оборот лимба, мм…. | 12 | 6 |
Размеры рабочих площадей стола, мм:
длина | ширина | число пазов | |
Верхней……………………………….. | 500 | 360 | 3 |
Правой………………………………… | 380 | 375 | 3 |
Левой………………………………….. | 380 | 375 | 3 |
Наибольшее вертикальное перемещение головки резца от руки, мм ……170
Наибольший угол поворота резцовой головки до входа в станину, град …+/-60
В станке не предусмотрен автоматический подъём резца при обратном перемещении ползуна, а также отсутствует счётчик двойных ходов.
Привод
Тип привода: индивидуальный электрический;
Тип электродвигателя А0,2-42-4;
Мощность N=5,5 кВт;
Число оборотов в минуту 1450 об/мин.
Число оборотов приёмного шкива станка 625 об.
Привод станка – клиноременный, состоящий из трёх ремней типа Б-1600. Ускоренный ход стола осуществляется цепной передачей.
2.3 Устройство и кинематика станка
Станок состоит из следующих узлов:
1. Станина
2. коробка скоростей
3. электрооборудование
4. механизм подачи стола
5. стол
6. кулисный механизм
7. суппорт
8. механизм вертикальной подачи суппорта
9. ползун
10. принадлежности
11. централизованная смазка
12. поворотный стол (поставляется по особому заказу за отдельную плату).
Кинематика станка (Рис.1 и рис.2)
Главное движение – движение резание – это возвртно-поступательное перемещение ползуна с режущим инструментом резцом.
Движение от ЭД N=5,5 кВт передаётся через клиноремённую передачу на приводной шкив станка.
При включении дисковой фрикционной муфты вращение от приводного шкива передаётся на второй вал коробки скоростей с двумя блоками зубчатых колёс 1-2, 3-4, переключением которых передаётся через ступени скоростей третьему валу коробки. Зубчатое колесо 9 с удлинённым зубом, заклиненное на третьем валу находиться в постоянном зацеплении с колесом 10 передвижного блока зубчатых колёс 10-11 удваивается полученное ранее количество скоростей.
Кулисный механизм преобразует вращательное движение, получаемое от коробки скоростей, в прямолинейное возвратно-поступательное движение ползуна.
Подача стола
Укреплённый на валу кулисного механизма кулачок поворачивает зубчатый сектор 30, сцепляющийся с зубчатым колесом 31; последнее через поводок и сидящую на нём собачку поворачивает храповое колесо 32, соединённое кулачковой муфтой с валом конического колеса33. Коническое колесо 33 сцепляется с колесом 34. от которого движение передаётся через вал коническому колесу 37. Включением кулачковой муфты с одним из конических колёс 38 или 39 сообщается вращение ходовому винту 40 и реверсирование движения стола.
Подача суппорта
vunivere.ru
7Б35 поперечно-строгальный станок
7Б35 поперечно-строгальный станок итак, стоит неизвестно на чем, какой то электромагнит и ВНИМАНИЕ ВОПРОС ! какой у него тип? Вы уж простите но телепаты все в отпуске. давайте сначала поймем, что за станок у вас, а лишь только после этого скачаем паспорт и посмотрим наименование элетромагнита. есть его фото? 7Б35 поперечно-строгальный станокRom22 (26 June 2013 – 17:41) писал:
Подскажите кто знает, что за магнит (тип).
Подскажите, что за станок? 7Б35 поперечно-строгальный станок подскажите как у кого выглядит на танке этот узел на сколько должна выступать втулка (должна ли она вообще выступать) похоже из за выступающей втулки на другом конце винта подачи не хватает места под одну из конических шестерен и автоматическая подача у меня работает только в 1 сторону. и как вытащить штифт который блокирует втулку он торчит мм на 3 а другой стороны нет сквозного отверстия чтоб ее выбить фото обратной стороны вала по идее он должен выступать больше 7Б35 поперечно-строгальный станок у меня выглядит так. 7Б35 поперечно-строгальный станокСообщение отредактировал kvasek: 31 March 2016 – 12:11
7Б35 поперечно-строгальный станок А я вот все сижу репу чешу – стоит строгаль стоялый на улице за 10 тыр взять? Стоялый лет 5 Сообщение отредактировал Рикки: 31 March 2016 – 12:12 7Б35 поперечно-строгальный станок Рикки, дык это дешевле лома. Чтоб помочь вам обоснованно фото сделайте. Мой тоже пять лет стоял во влажном помещении, правда под крышей, но он так замаслен и закрашен что ржа его почти не коснулась. Не запустил его пока, но уже доволен приобретением. 7Б35 поперечно-строгальный станок Фото делать надо попасть туда. В прошлом годе просили 13000, в этом 10, но сняли тиски. Вертикальная подача резца есть, напрягает отсутствие круглой заглушки на ползуне.. Еще не всякая воровайка его утянет – три тонны вроде?Сообщение отредактировал Рикки: 31 March 2016 – 12:26
7Б35 поперечно-строгальный станокExproSE, Ставить станок на виброопоры сильно не советую тк большие массы находятся в динамике. (сам пробывал) Сначала все было не плохо, но при увеличении скорости (даже до средних значений) станок отправлялся в путешествие по цеху.
7Б35 поперечно-строгальный станокя тоже стал обладателем данного станка и тоже интересен чертеж клина который отвечает за подачу суппорта
7Б35 поперечно-строгальный станокag-set (10 May 2013 – 00:57) писал:
Буржуйский близнец с которого я думаю и содрали 7Б35
Едрит мадрид. За стол застропили. Стол от отрыва держить только винт вертикального перемещения стола и прилив под клин на каретке стола. А потом удивляются, как так получилось, что клин ничего не регулирует. 7Б35 поперечно-строгальный станоквинтик&шпунтик (31 December 2016 – 21:30) писал:
Стол от отрыва держить только винт вертикального перемещения стола
Нет винт вертикального перемещения там не держит, а держат планки крепления вертикального перемещения каретки стола. И да вы правы, прилив клина поперечного перемещения. В результате подъема за стол отламывает этот прилив и гнёт винт поперечного перемещения стола. У меня такая проблема была. 7Б35 поперечно-строгальный станокumis (23 May 2013 – 21:13) писал:
польский патрон чудесно облегчает зажим практически любого инструмента
а можно поподробнее – как крепили патрон? 7Б35 поперечно-строгальный станок надеюсь более менее понятно .www.chipmaker.ru
Паспорт 7Б35 Поперечно-строгальный станок
Паспорта на строгальные станки
Наименование издания: Часть 1: Руководство к станку – 51 страница Часть 2: Альбом чертежей, схем – 30 страницВыпуск издания: Есть 3 варианта документации издания: Станкоимпорт, Оренбургский завод, Чкаловский заводГод выпуска издания: –Кол-во книг (папок): 2
Кол-во страниц: 81Стоимость: Договорная Описание: Полный комплект документации Описание: Часть 1: Руководство к станку1. Назначение и область применения станка2. Распаковка и транспортировка станкаУказания по распаковке и транспортировке- Схема транспортировки станка в распакованном виде3. Фундамент станка, монтаж, установка, указания по установке станка4. Подготовка станка к первоначальному пуску- Установочный чертёж станка5. Паспорт станка- Общие сведения, основные данныеСпецификация основных групп станкаСпецификация рукояток управленияСпецификация зубчатых и червячных колёс, червяков и цепных звёздочек, гаек и винтов 6. Описание станкаОбщая компоновка и особенности станкаСпецификация особенности отдельных узлов- Механизм рукояток переключения 7. Электрооборудование станкаОписание электросхемы станкаУказания по эксплуатации и обслуживанию электрооборудования станкаСпецификация электрооборудования8. Смазка станкаСпецификация к схеме смазки Указания по обслуживанию смазочной системы станка9. Первоначальный пуск станка10. Настройка, наладка станка и режим работы11. Регулирование станкаСпецификация запасных деталейЧертежи запасных деталей – Собачка (355050)- Храповое колесо (355051)- Камень (354035)- Гайка (353122)- Винт (35535к)- Ось (35314)- Откидная доска (353111)- Поворотная доска (353120)- Зубчатое колесо (352124/2)- Зубчатое колесо (352124/1)- Зубчатое колесо (252123/2)- Зубчатое колесо (252123/2)- Зубчатое колесо (252123/1)- Шестерня насоса (32077)- Шестерня насоса (35074)- Корпус насоса (352023)Часть 2: Альбом чертежей, схем- Схема расположения подшипников качения- Общий вид станка- Кинематическая схема станка- Общий вид станины- Коробка скоростей- Ползун и супорт – Механизм вертикальной подачи супорта – Кулисный механизм – Механизм подачи стола – Стол – Монтажная электросхема станка- Принципиальная электросхема станка- Размещение электрооборудования на станке- Схема смазки станка– Места смазки станка
prompasport.ru
i-perf.ru
Станок поперечно-строгальный 7Б35 | Станочный Мир
Если Вам необходимо купить Станок поперечно-строгальный 7Б35 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04;
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок поперечно-строгальный 7Б35 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
7Е35 Станок поперечно-строгальный. Паспорт, схемы, характеристики, описание
Сведения о производителе поперечно-строгального станка 7Е35
Разработчиком и изготовителем поперечно-строгального станка 7Е35 является Оренбургский станкостроительный завод, основанный в 1941 году.
В 1943 году на заводе освоен выпуск первых поперечно-строгальных станков модели 736, а в 1945 году завод выпустил первые восемь долбежных станков модели 7417.
в 1956 году Оренбургский станкостроительный завод освоил серийное производство нового поперечно-строгального станка модели 7Б35, долбежного станка модели 7А450. К 1960 году выпуск станочной продукции достиг 2000 штук в год.
Поперечно-строгальные станки серии 7Е35, 7307 завод начал выпускать в 1976 году.
Станки, выпускаемые Оренбургским станкостроительным заводом
Виды поверхностей, обрабатываемых на строгальных станках
Виды поверхностей, обрабатываемых на строгальных станках:
- а — ласточкин хвост
- б, е — канавки
- в — вертикальные плоскости
- г, д — фасонные поверхности
- ж — фаски

Положение суппорта и поворотной доски суппорта при строгании
Настройка и наладка станка на чистовое строгание плоскости выполняется в следующей последовательности.
1. Выбирается режим резания. В него входят глубина резания t, подача s, скорость резания v. С целью сокращения основного технологического времени Та черновое строгание следует выполнять с возможно большей глубиной резания и меньшим числом проходов i, стремясь по возможности произвести обработку за один проход.
2. Глубину резания t можно определить по формуле:
t = ∆/i,
где ∆— припуск; i — число проходов.
3. Проводится наладка станка в последовательности:
- закрепляется заготовка в тисках машинных на подкладках
- закрепляется проходной строгальный изогнутый резец в резцедержателе суппорта
- устанавливается и регулируется длина хода ползуна с учетом длины заготовки и перебега резца
- устанавливается резец на заданную глубину строгания лимбу винта вертикальной подачи
- проводится пробное включение станка и регулируется вылет ползуна относительно заготовки
- устанавливается стол с заготовкой справа от резца с тем, чтобы направление подачи стола было в сторону строгальщика
4. Проводится чистовое строгание плоскости. Шероховатость обработанной поверхности сравнивается с эталоном.
7Е35 станок поперечно-строгальный. Назначение и область применения
Поперечно-строгальный станок 7Е35 предназначен для обработки резцом плоских и фасонных поверхностей (горизонтальных, вертикальных, наклонных), а также для прорезания всевозможных пазов и канавок в деталях небольших размеров с длиной обработки до 500 мм. Он применяется в механических, инструментальных и ремонтных цехах цехах машиностроительных заводов для индивидуального и мелкосерийного производства.
Техническая характеристика:
- наибольший ход — 520 мм
- размер рабочей поверхности стола (длина х ширина) — 520 х 360 мм
- частота хода ползуна — 13,2..150 ход/мин
- горизонтальная подача стола — 0,2..4 мм
Станок состоит из следующих основных узлов: по направляющим станины возвратно-поступательное перемещается ползун, сообщая резцу главное движение. Заготовка закрепляется на столе, она неподвижна во время рабочего хода резца. Периодически (при каждом обратном ходе ползуна) стол может перемещаться в поперечном (горизонтальном) направлении по направляющим поперечины или вместе с поперечиной вертикально по станине. Также периодически можно перемещать в вертикальном направлении суппорт с резцом. Движение стола, суппорта является движением подачи или движением углубления. Стол и поперечину можно перемещать непрерывно и ускоренно (установочное движение). Внутри станины расположен кулисный механизм, коробка скоростей и коробка подач.
Ползун с суппортом резцовой головки с остроугольными направляющими имеет регулировочный клин для регулировки зазоров в процессе эксплуатации и механизм для изменения зоны резания (однорукояточный с выборкой зазоров в резьбе). Ползун перемещается при помощи кулисного механизма.
Механическая коробка скоростей с однорукояточным управлением и кулисный механизм обеспечивают движение ползуна с восьмью скоростями и различной длиной хода.
Коробка подач обеспечивает 20 подач стола.
Суппорт имеет ручную и механическую (автоматическую) (по заказу) подачи. При автоматической подаче, суппорт перемещается только вниз.
Стол имеет ручное, механическое и ускоренное перемещения. Перемещение стола в горизонтальном направлении осуществляется как автоматически, так и вручную, а в вертикальном направлении только вручную. Автоматическое горизонтальное перемещение стола осуществляется прерывисто (рабочая подача). Величина подачи устанавливается крановым механизмом.
Механизмы, размещенные в станине станка, имеют принудительную централизованную смазку. Привод станка — от отдельного электродвигателя, включаемого с кнопочной станции.
Для сбора стружки имеется стружкосборник.
Станок в основном исполнении изготавливается с прямоугольным неповоротным столом, а по особому заказу, за отдельную плату, — с универсальным поворотным столом.
Класс точности станка Н по ГОСТ 9—82Е.
Точность обработанной детали до 0,03 мм на длине до 300 мм.
Чистота обработки — не менее V5.
Разработчик — Оренбургский станкостроительный завод.
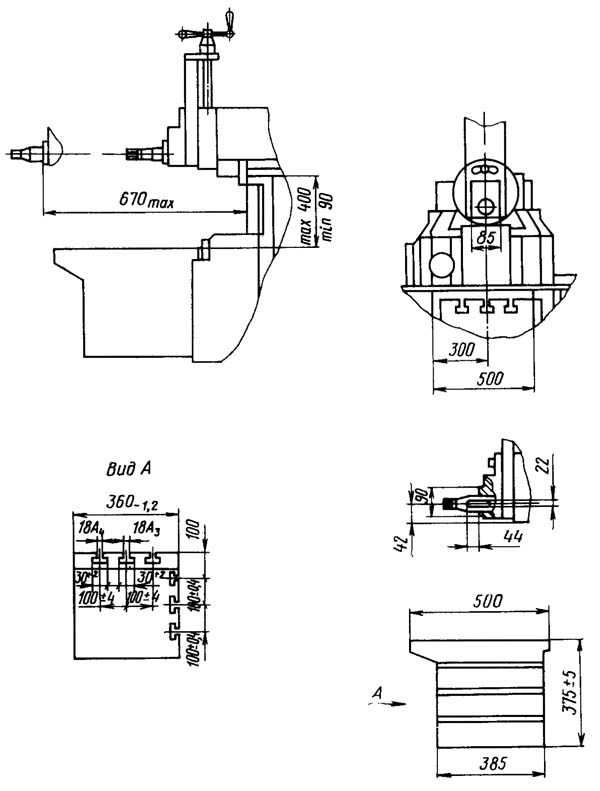
Габарит рабочего пространства. Посадочные и присоединительные базы поперечно-строгального станка 7Е35
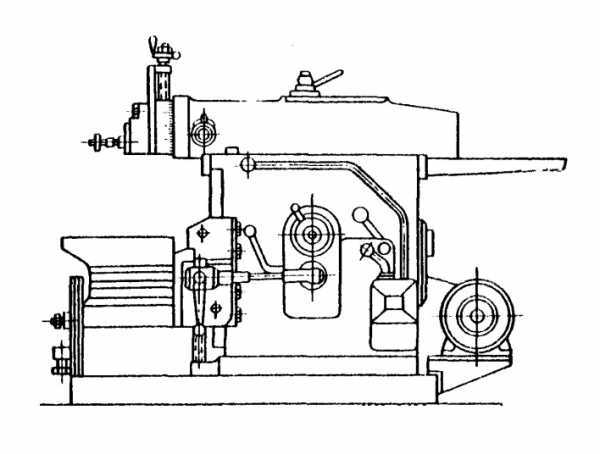
Общий вид поперечно-строгального станка 7Е35

7Е35 Расположение составных частей поперечно-строгального станка 7Е35

Перечень составных частей поперечно-строгального станка 7Е35
- Станина – 7Е3510000
- Суппорт – 7Е3531000
- Механизм автоматической подачи суппорта* – 7Е3533000
- Ползун – 7Е3530000
- Электрооборудование – 7Е3580000
- Коробка скоростей – 7Е3520000
- Механизм переключения коробки скоростей – 7Е3521000
- Централизованная смазка – 7Е3570000
- Коробка подач – 7Е3550000
- Кулисный механизм – 7Е3540000
- Поперечина* – 7Е3560000
- Универсальный стол** – 7Е3561000
12. Стол*** – 7Е3562000
* По особому заказу.
** Только у станка с универсальным поворотным столом.
*** Только у станка с прямоугольным неповоротным столом.
Расположение органов управления строгальным станком 7Е35
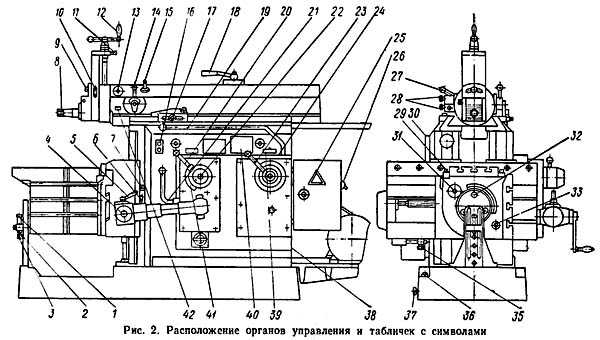
Спецификация органов управления поперечно-строгального станка 7Е35
- Винт точного подпора стола
- Гайка закрепления стойки стола
- Упор стойки стола
- Хвостовик вала для ручного перемещения стола
- Рукоятка включения и реверсирования механического перемещения стола
- Рукоятка управления перемещением стола
- Гайка закрепления поперечины на станине
- Винт закрепления резца
- Гайка закрепления поворотной доски суппорта
- Рукоятка зажима салазки суппорта
- Винт поджима ходового винта суппорта
- Рукоятка перемещения салазок суппорта
- Хвостовик вала закрепления суппорта
- Рукоятка установки величины механической подачи суппорта
- Хвостовик вала переустановки ползуна
- Кнопочная станция включения и выключения электродвигателя главного привода
- Винт крепления упора механической подачи суппорта
- Рукоятка закрепления ползуна
- Рукоятка управления фрикционной муфты главного привода (пуск и останов ползуна)
- Рукоятка установки величины механической подачи стола
- Рукоятка включения ускоренного перемещения стола
- Хвостовик вала изменения длины хода ползуна
- Рукоятка установки ряда чисел двойных ходов ползуна
- Хвостовик вала замка электрошкафа
- Вводный автоматический выключатель
- Рукоятка включения и выключения механизма автоматической откидки резца при обратном ходе ползуна
- Гайка для регулирования силы поджатия штанги
- Гайка закрепления наклоняемого стола
- Хвостовик вала поворота наклоняемого стола в плоскости, параллельной ходу стола
- Гайка закрепления поворотного стола
- Хвостовик вала поворота стола в плоскости, перпендикулярной ходу
- Рукоятка очистки пластинчатого фильтра
- Упоры перемещения стола в горизонтальном направлении на заданный размер
Общая компоновка и особенности конструкции станка 7Е35
Поперечно-строгальный станок модели 7Е35 состоит из основных узлов. На правой стороне станка смонтирована чугунная коробка подач, в которой находится механизм горизонтальной подачи стола.
К передней части станка крепится узел стола, состоящий из поперечины, салазок и собственно стола.
На задней части станка на чугунном кронштейне установлен электродвигатель.
На верхних направляющих станины собран узел ползуна, в котором с правой стороны вмонтирован механизм вертикальной механической подачи суппорта, а в передней его части укреплен суппорт.
Кулисный механизм, коробка скоростей и узел смазки смонтированы внутри станины.
Кинематика ставка предусматривает:
- возвратно-поступательное движений ползуна, являющееся главным движением, которое имеет 8 различных скоростей (двойных ходов ползуна в минуту)
- вспомогательные движения стола в горизонтальной плоскости, осуществляющие подачу обрабатываемого изделия (движение подачи и ускоренное горизонтальное перемещение стола)
Движение вертикальной подачи суппорта резца
При настройке на станке перемещаются вручную:
- палец кулисы – при изменении длины хода ползуна
- гайка ползуна – при изменении вылета ползуна
- стол в вертикальной плоскости – при установке изделия на станке
- стол в горизонтальной плоскости
- суппорт для наклона резца по отношению к обрабатываемой поверхности
Кинематическая схема поперечно-строгального станка 7Е35
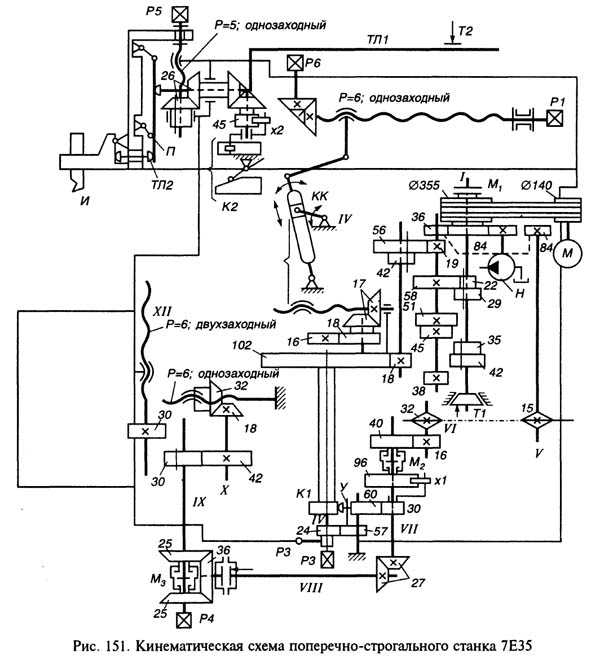
Схема 1 кинематическая строгального станка 7Е35. Смотреть в увеличенном масштабе
Схема 2 кинематическая строгального станка 7Е35. Смотреть в увеличенном масштабе
Схема 3 кинематическая строгального станка 7Е35. Смотреть в увеличенном масштабе
Кинематика станка состоит из следующих цепей. Асинхронный электродвигатель М (рис. 151) служит для всех механических перемещений узлов станка. Привод главного движения соединяет двигатель с ползуном и содержит коробку скоростей (валы I, II и III) и кривошатунный механизм КК.
Три двойных передвижных блока зубчатых колес дают восемь ступеней скоростей. Дисковая фрикционная муфта М, позволяет соединить шкив Ø 335 и вал I, чтобы остановить движение рабочих органов без выключения двигателя. Тормоз 77 сблокирован с муфтой М, и ускоряет остановку.
Кривошипно-кулисный механизм преобразует вращательное движение зубчатого колеса 102 вместе с пальцем в возвратно-качательное движение кулисы. Верхний конец кулисы связан серьгой с ползуном. Палец соединен с гайкой, который перемещается квадратом Р2 вала I при настройке. Передвижение гайки от оси вала /увеличивает радиус кривошипа, а следовательно, угол качания кулисы и ход ползуна. Место хода (исходное положение) ползуна смещается поворотом винта рукоятки Р1 или Р6.
Суппорт поперечно-строгального станка 7Е35

Суппорт станка перемещается в направляющих корпуса 1, закрепленного в конце ползуна. В суппорте 2 смонтирована откидная планка 4 с резцедержателем 5. Во время рабочего хода (влево) планка упирается в опорную плоскость, при обратном ходе она свободно откидывается, качаясь вокруг пальца 3. Положение суппорта 2 относительно оси ползуна можно регулировать и закреплять суппорт в нужном положении при помощи болта 6.
Схема электрическая принципиальная строгального станка 7Е35

Расположение электрооборудования на строгальном станке 7Е35
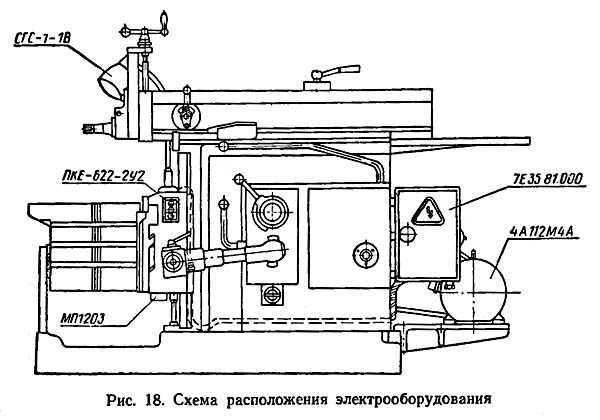
Расположение электрооборудования на строгальном станке 7Е35
Электрооборудование на строгальном станке 7Е35
На станке установлен трехфазный короткозамкнутый асинхронный электродвигатель 4А112М4А.
На станке применяются следующие величины напряжений переменного тока при частотах 50…60 Hz:
- силовая цепь трехфазная 220, 380, 400, 440 В
- цепь управления 220, 380, 400, 440 В
- цепь местного освещения 24 В
Выбор рабочего напряжения силовой цепи и местного освещения производит заказчик.
Для освещения рабочего места смонтирован на поперечине светильник СГС-1-1В с лампой. В нише поперечины с рабочей стороны установлены кнопки управления для пуска – «1» и остановки «0» главного привода и лампа, сигнализирующая о включении вводного автомата. Шкаф управления установлен на задней стенке станины. Ввод питающих проводов выполнен снизу через концевое соединение 1/2″ проводом ПГВ сечением не менее 1,5 mm2 черного цвета для линейных проводов и зелено-желтого цвета для заземления.
Технические характеристики поперечно-строгального станка 7Е35
| Наименование параметра | 7Б35 | 7Е35 | 7307 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности станка | Н | Н | Н |
| Длина хода ползуна, мм | 20..500 | 20..520 | 20..720 |
| Наибольшее сечение резца, мм | 20 х 32 | 20 х 32 | 25 х 40 |
| Наибольшее расстояние от опорной поверхности резца до станины (вылет), мм | 640 | 670 | 880 |
| Высота ползуна над рабочей поверхностью стола, мм | 90..400 | 90..400 | 90..480 |
| Наибольшая перестановка ползуна, мм | 310 | 310 | 410 |
| Стол | |||
| Размеры рабочей поверхности стола – верхней, мм | 360 х 500 | 360 х 500 | 450 х 710 |
| Размеры рабочей поверхности стола – правой, мм | 375 х 380 | ||
| Размеры рабочей поверхности стола – левой, мм | 375 х 380 | ||
| Наибольшее перемещение стола – горизонтальное, мм | 500 | 530 | 710 |
| Наибольшее перемещение стола – вертикальное, мм | 310 | 310 | 390 |
| Число горизонтальных подач стола | 16 | 20 | 20 |
| Пределы горизонтальных подач стола, мм/дв.ход | 0,3..4,8 | 0,2..4,0 | 0,2..4,0 |
| Быстрое, горизонтальное перемещение стола, м/мин | 2,2 | 3,0 | 3,0 |
| Быстрое вертикальное перемещение стола, м/мин | – | 0,6 | 0,6 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,1 |
| Ползун. Суппорт | |||
| Наибольшее вертикальное перемещение салазок суппорта (головки резца) от руки, мм | 170 | 170 | 170 |
| Цена деления лимба, мм | 0,05 | 0,05 | 0,05 |
| Наибольший угол поворота резцовой головки до входа в станину, град | ±60 | ±60 | ±60 |
| Наибольший угол поворота доски резцедержателя, град | ±15 | ±15 | ±15 |
| Наибольшее допустимое усилие резания, Н | 18000 | 18000 | 20000 |
| Число ступеней скоростей главного привода (перемещения ползуна) | 8 | 8 | 8 |
| Числа двойных ходов ползуна в минуту | 12,5; 17,7; 25; 34,5; 49; 71; 100; 138 | 13,2; 19; 26,5; 37,5; 53; 75; 106; 150 | 10,6; 15; 21,2; 30; 42,5; 60; 85; 118 |
| Число подач суппорта | 6 | 6 | 6 |
| Подачи суппорта, мм/дв.ход | 0,16; 0,33; 0,50; 0,66; 0,83; 1,0 | 0,16; 0,33; 0,50; 0,66; 0,83; 1,0 | 0,16; 0,33; 0,50; 0,66; 0,83; 1,0 |
| Электрооборудование. Привод | |||
| Количество электродвигателей на станке | 1 | 1 | 1 |
| Электродвигатель привода стола, кВт | 5,5 | 5,5 | 5,5 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2335 х 1355 х 1540 | 2350 х 1250 х 1550 | 2980 х 1400 х 1665 |
| Масса станка, кг | 1800 | 2100 | 2800 |
Связанные ссылки
Каталог строгальных металлорежущих станков
Паспорта к строгальным станкам и оборудованию
stanki-katalog.ru
| Наименование параметра | 7Б35 |
|---|---|
| Основные параметры станка | |
| Класс точности станка | Н |
| Длина хода ползуна, мм | 20..500 |
| Наибольшее сечение резца, мм | 20 х 32 |
| Наибольшее расстояние от опорной поверхности резца до станины (вылет), мм | 640 |
| Высота ползуна над рабочей поверхностью стола, мм | 90..400 |
| Стол | |
| Размеры рабочей поверхности стола – верхней, мм | 360 х 500 |
| Размеры рабочей поверхности стола – правой, мм | 375 х 380 |
| Размеры рабочей поверхности стола – левой, мм | 375 х 380 |
| Наибольшее перемещение стола от руки – горизонтальное, мм | 500 |
| Наибольшее перемещение стола от руки – вертикальное, мм | 310 |
| Наибольшее перемещение стола механическое – горизонтальное, мм | 500 |
| Наибольшее перемещение стола механическое – вертикальное, мм | – |
| Число горизонтальных подач стола | 16 |
| Быстрое, горизонтальное перемещение стола, м/мин | 2,2 |
| Горизонтальные подачи стола, мм/дв.ход | 0,3..4,8 |
| Цена деления лимба, мм | 0,1 |
| Суппорт | |
| Наибольшее вертикальное перемещение головки резца от руки, мм | 170 |
| Цена деления лимба, мм | 0,05 |
| Наибольший угол поворота резцовой головки до входа в станину, град | ±60 |
| Наибольший угол поворота доски резцедержателя, град | ±15 |
| Наибольшая перестановка ползуна, мм | 310 |
| Наибольшее допустимое усилие резания, Н | 18000 |
| Число ступеней скоростей главного привода (перемещения ползуна) | 8 |
| Числа двойных ходов ползуна в минуту | 12,5; 17,7; 25; 34,5; 49; 71; 100; 138 |
| Число подач суппорта | 6 |
| Подачи суппорта, мм/дв.ход | 0,16..1 |
| Электрооборудование. Привод | |
| Количество электродвигателей на станке | 1 |
| Электродвигатель привода стола, кВт | 5,5 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 2335 х 1355 х 1540 |
| Масса станка, кг | 1800 |
stankos.ru
Паспорт на Станок поперечно-строганный 7Б35

Назначение технического устройства.
Поперечно-строгальный станок модели 7Б35 предназначен для обработки резцом горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей с наибольшей длиной обработки 500 мм, а также для прорезания всевозможных прямолинейных пазов, канавок и выемок.
Технические характеристики.
Длина хода ползуна, мм – 20-500
Наибольшее перемещение стола, мм:
— от руки, не менее – горизонтальное — 500; вертикальное – 310
— механическое, не менее – 500 (горизонтальное)
Быстрое перемещение, м/мин – 2,23 (горизонтальное)
Цена деления лимба, мм – 0,1 (горизонтальное)
Перемещение за один оборот лимба, мм — горизонтальное — 12; вертикальное – 6
Размеры рабочих площадей стола, мм:
-верхней – длина – 500; ширина – 360; число пазов – 3
-правой – длина – 380; ширина – 375; число пазов – 3
-левой– длина – 380; ширина – 375; число пазов – 3
Габаритные размеры, мм:
длина – 2335
ширина – 1335
высота – 1540
Вес станка, кг – 1800
Руководство по эксплуатации, паспорт на Станок поперечно-строганный 7Б35 скачать бесплатно в формате djvu (93 страницы):
tu-passport.ru