Абразивный заточной круг – Какие бывают круги для наждака — очередной ликбез
alexxlab | 20.09.2019 | 0 | Вопросы и ответы
виды, сферы применения шлифовочных инструментов, маркировка и особенности выбора
 В большинстве случаев для придания конечной продукции гладкой поверхности металлические заготовки подвергают обработке при помощи специальных шлифовальных кругов. Благодаря полированию удаётся достичь внешней привлекательности элемента, а также снабжения его необходимыми в конкретной ситуации техническими характеристиками.
В большинстве случаев для придания конечной продукции гладкой поверхности металлические заготовки подвергают обработке при помощи специальных шлифовальных кругов. Благодаря полированию удаётся достичь внешней привлекательности элемента, а также снабжения его необходимыми в конкретной ситуации техническими характеристиками.
Области применения шлифовальных кругов
Этот инструмент находит широкое применение как при обработке элементов предметов интерьера, так и для подгонки, например, брусковых и щитовых деталей промышленного производства. Придание гладкости движущимся узлам особенно важно, поскольку обеспечение минимизации их трения играет большую роль в работе всего оборудования.
Шлифовке может подвергаться довольно широкий перечень материалов. К ним относится и камень, и металл, и пластик, и даже древесина. Съёмные насадки позволяют формировать различные пазы и выемки в цветных металлах, бетонных стенах, мягких сплавах, которые доводятся резцовыми головками до чистового варианта.
 Зачастую шлифовальные круги применяют не только для сглаживания металлических поверхностей, но и для удаления ржавого налёта с деталей, что практически невозможно осуществить без этого оборудования. Во многих случаях мастера приобретают абразивные круги для точильных станков, при помощи которых быстро затачивают ножи и другие режущие инструменты.
Зачастую шлифовальные круги применяют не только для сглаживания металлических поверхностей, но и для удаления ржавого налёта с деталей, что практически невозможно осуществить без этого оборудования. Во многих случаях мастера приобретают абразивные круги для точильных станков, при помощи которых быстро затачивают ножи и другие режущие инструменты.
Особую популярность эта продукция заработала у ювелиров, занимающихся по большей части полировкой драгоценных металлов. Инструмент также нередко используется для обработки поверхностей полудрагоценных камней и поделочных минералов.
На рынке можно встретить особые разновидности шлифовочных насадок, которые устанавливаются на дрель. Ими пользуются в процессе проведения ремонтных работ, например, при очистке стен для последующей укладки плитки. Определённые виды кругов позволяют при установке на электрическое точило очищать трубы от коррозии, удалять старую краску с сантехники и прочее.
Разновидности оборудования
Для осуществления корректной обработки деталей необходимо определиться с видом шлифования. Благодаря этому можно подобрать оптимальный вариант абразивной насадки.
К главным критериям выбора этого оборудования относятся следующие составляющие:
- материал, из которого изготовлена обрабатываемая деталь;
- характер работы, оказываемой на поверхность изделия.
Шлифкруги, оснащённые кольцевым либо прямым профилем, зачастую применяются для работы на небольших наждаках и станках, в быту, а также для заточки, проводимой торцевой поверхностью инструмента. В качестве материалов, с которыми работают этим оборудованием, актуальностью пользуются камень, фарфор и стекло.

Зачастую опытные мастера имеют в своём арсенале чашечные круги и инструменты с тарельчатыми цельнометаллическими насадками, оснащёнными алмазным напылением. Чашечная модификация напоминает оборудование прямого профиля с конической выточкой. Отличается она лишь прямоугольным расположением торца в отношении к боковой плоскости.
Если рассматривать разновидности оборудования в зависимости от типа абразива, можно выделить довольно широкий ассортимент инструментов. Кроме обозначенного выше алмазного напыления, используемого обычно для заточки и доводки твердосплавных элементов, довольно популярным считается электрокорунд, позволяющий изготавливать цельные насадки. Корундовые круги обычно делают без запрессованного сердечника и основания.
Отлично зарекомендовали себя устройства из карбида кремния, которые можно встретить на рынке в двух разновидностях: чёрные и зелёные. Последние считаются более хрупкими.
Особой прочностью обладает абразив, называемый эльбор. В основу этого материала включён кубический нитрид бора, практически не уступающий своими эксплуатационными характеристиками алмазу. Более того, он обладает неоспоримым преимуществом, а именно: высоким уровнем термостойкости.
Связующие компоненты в абразивных материалах
Техника выполнения алмазного напыления на абразивные насадки не предполагает применения каких-либо связующих элементов, поскольку наносится на металл тонким слоем. Именно этим обусловлена значительная дороговизна такого оборудования. Абразивные круги, обладающие меньшей прочностью, изготавливают с применением связующего керамического состава, включающего в себя обычно материалы неорганического происхождения, такие как глина, кварц и т. д. Их тщательно измельчают и добавляют в выбранный абразив во время формирования круга. Благодаря этому конечное изделие становится жёстким.
Существует две основных разновидности насадок в зависимости от связующего компонента в абразиве:
- бакелитовые;
- вулканитовые.
 Наиболее востребованными являются бакелитовые насадки, включающие в свой состав искусственную смолу, придающую кругу необходимую упругость и эластичность. Однако обозначенный компонент обуславливает также снижение износостойкости, что происходит вследствие недостаточного скрепления зёрен. Этого не наблюдается у кругов на жёсткой керамической основе. Однако стоит помнить, что жёсткие основы с высокой твёрдостью способны провоцировать перегрев шлифуемого металла, а это чревато пережогом поверхности обрабатываемой детали. В бакелитовых насадках такого недостатка нет. Они довольно мягкие, несильно нагревают металл и самозатачиваются при работе.
Наиболее востребованными являются бакелитовые насадки, включающие в свой состав искусственную смолу, придающую кругу необходимую упругость и эластичность. Однако обозначенный компонент обуславливает также снижение износостойкости, что происходит вследствие недостаточного скрепления зёрен. Этого не наблюдается у кругов на жёсткой керамической основе. Однако стоит помнить, что жёсткие основы с высокой твёрдостью способны провоцировать перегрев шлифуемого металла, а это чревато пережогом поверхности обрабатываемой детали. В бакелитовых насадках такого недостатка нет. Они довольно мягкие, несильно нагревают металл и самозатачиваются при работе.
Ещё большей мягкостью обладают круги с вулканитовым компонентом. В качестве абразивного элемента в них используют синтетический каучук, прошедший термообработку. В процессе производства оборудования применяется метод вулканизации, который и лёг в основу названия продукта. Такие круги несколько дороже модификаций, оснащённых керамическим абразивом. Но это и не удивительно, ведь помимо отличной упругости они обладают ещё и повышенной износостойкостью.
Особенности выбора инструмента
Главным критерием выбора шлифовального камня является его твёрдость. Этот показатель не должен быть менее твёрдости самой детали, подвергаемой обработке. Причём не позволительно допускать большие различия в таких параметрах, что чревато вероятным перегревом поверхности.
 Немаловажным критерием во время избрания абразива можно назвать также зернистость. Обычно для установления оптимального размера зерна необходимо ознакомиться с требованиями, предъявляемыми к чистоте обработки конечного продукта. Каждый шлифовальный круг оснащён своей маркировкой, расшифровка которой позволяет правильно выбрать наждачный инструмент. Обычно она представлена видом абразивного материала, степенью неуравновешенности, размером и типом, структурой, степенью твёрдости, уровнем точности, зернистостью, характером связки и максимальной скоростью обработки.
Немаловажным критерием во время избрания абразива можно назвать также зернистость. Обычно для установления оптимального размера зерна необходимо ознакомиться с требованиями, предъявляемыми к чистоте обработки конечного продукта. Каждый шлифовальный круг оснащён своей маркировкой, расшифровка которой позволяет правильно выбрать наждачный инструмент. Обычно она представлена видом абразивного материала, степенью неуравновешенности, размером и типом, структурой, степенью твёрдости, уровнем точности, зернистостью, характером связки и максимальной скоростью обработки.
Для работы с металлом и деревом необходимо использовать шлифкруги разной зернистости, иначе качество отделки может оказаться низким. При выявлении на поверхности обрабатываемого элемента зазубрин или грубых штрихов можно с уверенностью утверждать, что выбор размера зерна оборудования был сделан неверно.
Для удобства пользования инструментом создана таблица зернистости шлифовальных кругов, позволяющая довольно быстро разобраться с необходимыми параметрами и определиться с выбором насадки.
К наиболее востребованным типам такого инструмента можно отнести шлифовальные круги со следующими обозначениями:
- с зернистостью 120;
- с зернистостью 60;
- с зернистостью 100.
В зависимости от конкретного вида проводимой операции мастер подбирает необходимый тип оборудования. Для черновой шлифовки обычно используют круги с большими фракциями зёрен, а для чистовой этот показатель должен быть значительно ниже. Помимо этого, при подборе инструмента учитываются особенности режима заточного оборудования и технические свойства режущего элемента.
 При работе с мягкими материалами нельзя использовать резиновые и керамические круги с крупными фракциями. Мелкозернистые насадки применяются лишь для полировки. Обычно абразивы с небольшими зёрнами наносят на тарельчатые металлические насадки, а также на отрезные диски. Для обеспечения глянцевой поверхности логично воспользоваться фибровым кругом. В этом случае результат обработки будет лучше при выборе инструмента с более мягкой насадкой, нежели материал детали, с которой проводятся манипуляции. Однако это также зачастую сопровождается быстрым износом инструмента.
При работе с мягкими материалами нельзя использовать резиновые и керамические круги с крупными фракциями. Мелкозернистые насадки применяются лишь для полировки. Обычно абразивы с небольшими зёрнами наносят на тарельчатые металлические насадки, а также на отрезные диски. Для обеспечения глянцевой поверхности логично воспользоваться фибровым кругом. В этом случае результат обработки будет лучше при выборе инструмента с более мягкой насадкой, нежели материал детали, с которой проводятся манипуляции. Однако это также зачастую сопровождается быстрым износом инструмента.
Работая с немалыми поверхностями, следует останавливать выбор на шлифовальных кругах большого диаметра. Такая рекомендация позволит экономить оборудование, ведь маленькому элементу понадобится производить обороты значительно чаще, что приведёт к его быстрой порче.
Подойдя к выбору шлифовального круга основательно, можно найти такой инструмент, который проявит себя в работе максимально эффективно при наименьших финансовых затратах.
obinstrumentah.info
Выбор абразивных кругов для шлифования
Материалом для изготовления современного абразивного инструмента чаще всего служат самые твердые, полученные искусственным путем, минералы: электрокорунд, карбид кремния, карбид бора и некоторые минералы естественного происхождения – наждак, корунд и кварцевый песок. Как видно из фиг. 49, твердость абразивных материалов намного превосходит твердость обрабатываемый деталей и значительно выше твердости таких материалов, как металлокерамические твердые сплавы. Наиболее твердым материалом является карбид бора.
Абразивные материалы
Что же представляют собой абразивные материалы.
Наждак
Наждак – материал, получаемый из особой горной породы, состоящей из смеси корунда и магнезита (железной руды). Для изготовления абразивных кругов и брусков наждак в последнее время почти не применяют. Его используют, главным образом, в виде порошка для изготовления шлифовальной шкурки. Наждак условно обозначается буквой Н.
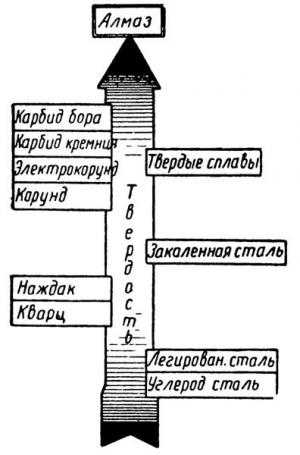
Фиг. 49. Твердость абразивных и обрабатываемых материалов
Корунд
Корунд – это окись алюминия. В чистом виде он встречается редко. Вязкость его обоих разновидностей (корунда сероватого и желтоватого цвета) незначительна и поэтому корундовые инструменты используются только для работ, при которых их зернам не приходится выдерживать больших усилий. Естественный корунд обозначают буквой Е.
Кварцевый песок
Кварцевый песок, представляющий собой кристаллизованную кремневую кислоту, используется для изготовления ведущих кругов для бесцентровошлифовальных станков. Обозначается буквой П.
Важно отметить, что в настоящее время природные абразивные материалы почти вышли из упротребления как материалы для изготовления шлифовальных кругов, уступив место более качественные искусственным материалам. К искусственным материалам относятся: электрокорунд, монокорунд, карбид кремния, карбид бора.
Электрокорунд
Электрокорунд, или искусственный корунд, представляет продукт плавки глины в электрических печах и имеет три разновидности.
Нормальный электрокорунд, содержащий 86-91 % окиси алюминия и окрашенный в светлые и темнокоричневые тона Его зерна, имеющие значительную вязкость, вполне пригодны для обработки твердых и прочных материалов: углеродистых сталей, закаленных и незакаленных и даже высоколегированных сталей. Электрокорунд условно обозначают буквой Э.
Белый и розовый электрокорунды были ранее известны под названием корракса. Они изготовляются из высококачественного сырья – глинозема, представляющего чистую окись алюминия. Такие материалы содержат 96-99% чистой окиси алюминия и служат для изготовления высококачественного абразивного инструмента, производящего чистовую обработку закаленной углеродистой инструментальной стали, низколегированной быстро режущей стали и выполняющего резьбошлифование. Зерна белого злектрокорунда обладают высокой твердостью, но несколько меньшей вязкостью по сравнению с зернами нормального электрокорунда и поэтому применяются для работы с меньшей глубиной шлифования (для отделочных работ) или для шлифования весьма твердых поверхностей (азотированной поверхности, поверхности сормайта и др.). Абразивный инструмент из белого электрокорунда маркируется буквами ЭБ.
Монокорунд
Монокорунд является новым абразивным материалом и содержит не менее 97% чистой окиси алюминия. По своей твердости, прочности и режущей способности превосходит электрокорунд нормальный и белый. Он является неплохим материалом для скоростного шлифования’ закаленных сталей. Условно маркируется буквой М.
Карбид кремния, или карборунд, представляет собой химическое соединение углерода и кремния. Существует две его разновидности: черный карбид кремния, окрашенный в черные или темно-синие тона, и зеленый (карборунд «экстра») – блестящий материал различных зеленых оттенков. Черный карбид кремния менее чист по химическому составу, чем зеленый, однако они оба незначительно отличаются друг от друга по их свойствам. Зерна этих абразивных материалов отличаются особенно острыми режущими кромками, высокой твердостью, но малой вязкостью и, следовательно, большой хрупкостью. По этой причине карбид кремния применяется для обработки материалов не высокой прочности (алюминия, меди, латуни, чугуна, бронзы). Хорошие результаты дает обработка инструментами из черного карбида кремния неметаллических материалов: мрамора, фарфора, фибры, резины, стекла. Зеленый же карбид кремния применяется, главным образом, при обработке металлокерамических твердых сплавов. Черный карбид кремния маркируется буквами КЧ, а зеленый КЗ.
Карбид бора
Карбид бора – самый твердый из искусственных абразивных материалов. Его получают в электрических печах из борной кислоты и нефтяного кокса. Для изготовления абразивного инструмента карбид бора пока не используется и применяется только для доводки твердых сплавов
Открытие способов производства искусственных абразивных материалов позволило создать современный абразивный инструмент, способный обрабатывать самые твердые инструментальные и машиностроительные материалы. Наибольшее распространение получил абразивный инструмент, изготовляемый в виде абразивных кругов и абразивных брусков.
Абразивный круг представляет собой пористое тело, состоящее из твердых зерен абразивных материалов, связанных друг с другом цементирующим веществом.
Абразивный камень
Еще и сейчас абразивный круг иногда называют «камнем».
Это название сохранилось от тех далеких времен, когда для шлифования пользовались естественными горными породами, выделывая из них точила. Теперь же абразивный круг или брусок представляет собой совершенные, сложные и удивительные инструменты. Слесари издавна мечтали об инструменте, который не нужно было бы перетачивать, заправлять, чтобы он работал долгое время как новый. Мечта о таком инструменте казалась несбыточной. Но вот перед на1ми абразивный круг и абразивный брусок- самозатачивающиеся инструменты. Они обладают способностью в течение долгого времени сохранять режущие свойства.
Абразивный круг, как мы уже сказали, состоит из твердых абразивных зерен. Эти зерна служат резцами, при помощи которых снимается стружка с обрабатываемой поверхности металла. При этом абразивные зерна постепенно затупляются и в результате давление на них обрабатываемого металла все более возрастает. Когда эти усилия достигают предельной величины, абразивные зерна выкрашиваются, близлежащие участки связки разрушаются, и на поверхности круга появляются новые абразивные зерна. Данный процесс принято называть самозатачиванием круга.
Похожие материалы
www.metalcutting.ru
Как правильно выбрать шлифовальный круг
Понимание принципов работы шлифовального круга поможет вам в правильном выборе инструмента для ваших шлифовальных операций.
Джо Салливан, Компания NORTON.
Шлифовальный круг это, прежде всего режущий инструмент. Это абразивный режущий инструмент.
В шлифовальном круге абразив выполняет ту же функцию, что и зубья в пиле. Но в отличие от пилы, которая имеет зубья только по краям, шлифовальный круг содержит абразивные зерна, распределенные по всему инструменту. Тысячи твердых и крепких частиц, воздействуя на деталь, удаляют материал в виде мелких стружек.
Поставщики абразивов предлагают широкий выбор продукции для широкого поля применения в металлообработке. Неправильный выбор инструмента может стоить рабочего времени и денег. Данная статья представляет основные принципы выбора наилучшего шлифовального круга для работы.
Абразив. Зерно.
Шлифовальные круги и прочие абразивы в связке (bonded abrasives) состоят из двух основных компонентов – шлифовального зерна, которое собственно режет и связки, которая скрепляет зерна между собой и удерживает их во время резания. Процент зерна, связки и свободного пространства в круге определяет структуру круга.
Абразивные частицы, используемые в круге выбираются на основании того, как они будут взаимодействовать с обрабатываемым материалом. Идеальный абразив обладает способностью оставаться острым с минимальным числом затупившихся кромок. Когда затупление начинается, абразив скалывается, обнажая свежие режущие вершины.
Каждый тип абразива уникален и отличается от другого твердостью, крепостью, стойкостью к скалыванию и сопротивлением на удар.
Оксид алюминия (aluminium oxide) – наиболее распространенный абразив, используемый в шлифовальных кругах. Это абразив, выбираемый обычно для шлифования углеродистой стали и сплавов, быстрорежущей стали, отожженного ковкого чугуна, изделий из кованного железа, бронзы и подобных материалов. Существует много различных видов абразивов из оксида алюминия, каждый из которых специально изготовлен и подобран для соответствующего вида работ по шлифованию. Каждый тип абразивов обозначается по-своему. Обозначение обычно состоит из комбинации букв и цифр, которая варируется в зависимости от производителя.
Циркониевый оксид алюминия (zirconia alumina) – другое семейство абразивов, произведенных из различного сочетания оксида алюминия и оксида циркония. Сплав материалов дает крепкий, стойкий абразив, который отлично применяется в грубой шлифовальной обработке, например, отрезке широкого диапазона сталей и сплавов. Как и оксид алюминия, циркониевый оксид алюминия имеет несколько разновидностей на выбор.
Карбид кремния (silicon carbide) – абразив, используемый в шлифовании серого чугуна, отбеленного чугуна, латуни, мягкой бронзы и алюминия, а так же, камня, резины и других неметаллических материалов.
Керамический оксид алюминия (ceramic aluminium oxide) – новейшее важное достижение в абразивах. Это высокочистое зерно, изготовленное в процессе гель-спекания. В результате получился абразив, обладающий способностью к скалыванию в необходимом количестве на микро уровне, постоянно создавая тысячи новых режущих вершин. Данный абразив исключительно крепок и тверд. Он используется главным образом для прецизионного шлифования труднообрабатываемых сталей и сплавов. Абразив смешивается в различных пропорциях с другими материалами для достижения оптимальной производительности в обработке различных деталей.
Коль скоро знакомство с зерном состоялось, следующий вопрос относится к размеру зерна. Каждый шлифовальный круг имеет число, обозначающее эту характеристику. Размер зерна – это индивидуальный размер частицы в круге. Он соответствует количеству линейно расположенных отверстий на одном дюйме сита, используемого для окончательного рассева зерна. Другими словами, большие числа означают меньшее количество отверстий на сите, через которое проходит зерно. Меньшие числа (такие как 10, 16, или 24) означают круг с грубым зерном. Чем грубее зерно – тем больше размер удаляемого материала. Грубые зерна используются для быстрого и объемного съема материала, где окончательная обработка не столь важна. Большие числа (такие как 70, 100 или 180) относятся к кругам из тонкого зерна. Они подходят для тонкой окончательной обработки, для небольшой площади контакта, и для использования на твердых и хрупких материалах.
Выбираем связку.
Что бы абразив в круге резал с наибольшей эффективностью, круг должен содержать подходящую связку. Связка – это материал, котрый удерживает абразивные зерна вместе, так что бы они могли эффективно резать. Связка должна изнашиваться по мере изнашивания и вырывания абразивных зерен из круга для открывания новых режущих точек.
Существует три основных типа связок, используемых в обычных шлифовальных кругах. Каждый тип дает различные характеристики кругов для шлифования. Выбор типа связки основывается на таких факторах, как рабочая скорость круга, вид шлифовальной обработки, точность обработки и обрабатываемый материал.
Большинство шлифовальных кругов изготавливается на стекловидных связках (vitrified bonds), которые состоят из смеси тщательно подобранных глин. При большой температуре, вырабатываемой печами, в которых изготавливаются круги, глины и абразивное зерно сплавляются в состояние плавленного стекла. По мере охлаждения, стекло формирует связь, скрепляющую каждое зерно с соседними и удерживающую зерна во время шлифования.
Шлифовальные круги на стекловидной связке очень жестки, прочны и пористы. Они обеспечивают съем материала в широком диапозоне с требуемой точностью. Они не подвержены повреждениям со стороны воды, кислот, масел и температурных изменений.
Стекловидная связка является очень твердой, но в то же время хрупкой как стекло. Она может разрушаться под действием давления при шлифовании.
Некоторые связки производятся из органических веществ. Эти связки размягчаются под действием тепла, выделяемого при шлифовании. Основным типом органической связки является смолянистая связка (resinoid bond), которая производится из синтетической смолы. Круги на смолянистой связке более всего подходят для операций, где требуется быстрый и грубый съем материала, но так же и для более тонкой обработки. Они созданы для работы на высокой скорости и часто используются в мастерских, литейных, для обработки железных чушек, а так же для заточки и гуммирования пил.
Другой тип органической связки – это резина (rubber). Круги, изготовленные на резиновой связке обоспечивают гладкое шлифование. Резиновая связка используется в кругах, применяемых там, где требуется высокое качество окончательной обработки, например, при шлифовании канавок роликовых и шариковых подшипников. Она так же часто используется в отрезных кругах в обработке, где появление заусенцев и прижог должны быть сведены к минимуму.
Твердость связки обозначается в степени твердости шлифовального круга. Говорится, что связка имеет твердую степень если скрепление абразивных зерен очень сильное, которое отлично удерживает зерна от вырывания под действием сил при шлифовании. Говорится, что связка имеет мягкую степень если достаточно небольшого усилия для вырывания зерен из круга. Это весьма относительная характеристика связки, определяющая ее степень или твердость.
Более твердые круги используются при длительном применении, для работ на станках с приводом большой мощности, и для работ с небольшой или узкой площадью контакта. Более мягкие круги используются для быстрого, грубого съема материала, для работ с большой площадью контакта, и для обработки твердых материалов, таких как инструментальная сталь и углеродистая сталь.
Формы круга.
Круг сам по себе может иметь различные формы. Изделие, которое прежде всего приходит на ум при мысли о шлифовальном круге – это прямой круг (straight wheel). Шлифовальная поверхность – часть инструмента, предназначенная для работы, находится на периферии прямого круга. Основной разновидностью прямой формы является круг с выемкой, называемый так из-за углубления в центре круга, предназначенного для фланца – детали крепления круга на шпинделе.
На некоторых кругах шлифовальная поверхность находится на боковой стороне круга. Такие круги обычно имеют названия своих форм, как цилиндрические круги, круги-чашки или круги-тарелки. Изготавливают так же секции и сегменты на различных связках, из которых формируют шлифовальные круги. Круги, у которых боковая сторона является шлифовальной поверхностью часто используются для заточки зубьев режущего инструмента или для обработки труднодоступных поверхностей.
Смонтированные круги (mounted wheels) – это небольшие шлифовальные круги специальных форм, таких как конусы или пробки, прочно смонтированные на стальной оправке. Используются в ручном инструменте и при внутреннем прецизионном шлифовании.
Собираем все вместе.
Множество факторов следует учесть выбирая подходящий круг для своей работы. Прежде всего – это обрабатываемый материал. Он определяет тип абразива, который вам будет нужен в вашем круге. Например : оксид алюминия или циркониевый оксид алюминия требуются для шлифования сталей и сплавов. Для шлифования литейного чугуна, цветных металлов, неметаллических материалов следует подобрать круг из карбида кремния.
Твердые, хрупкие материалы в основном требуют тонко зернистые и мягкие круги. Твердые материалы препятствуют проникновению абразивных зерен и способствуют их быстрому затуплению. Поэтому, сочетание тонкого зерна и мягкой связки позволяет абразиву удаляться прочь по мере затупления, освобождая новые острые грани. С другой стороны, круги из грубого зерна на твердой связке подбираются для мягких, вязких и легко проникаемых материалов.
Следует так же учесть количество снимаемого материала. Более грубое зерно дает быстрое удаление большого количества материала, поскольку способно проникать глубже и срезать больше. Однако, если обрабатываемый материал является труднопроникаемым, мелкозернистый круг будет работать быстрее на той же операции за счет большего количества режущих вершин.
Круги на стекловидной связке производят быстрое резание. Смолянистая, резиновая связки или шеллак используются если следует снять меньшее количество материала и при более высоких требованиях к окончательной обработке.
Другой фактор, оказывающий влияние на выбор инструмента – это рабочая скорость круга. Обычно стекловидные круги используются на скорости не превышающей 6500 футов по периферии в минуту. При большей скорости связка может разрушиться. Органические связки в основном применяются при скорости от 6500 до 9500 футов по периферии в минуту. Для работы на больших скоростях используются круги со специальным укреплением.
В любом случае, нельзя превышать скорости, отпечатанной на поверхности круга или эткетке.
Следующий фактор – площадь поверхности шлифования между кругом и обрабатываемой деталью. Для большей площади используются грубое зерно и мягкая связка, что облегчает процесс шлифования за счет проникновения воздуха и охлаждения места контакта и за счет меньшего давления на единицу площади. Меньшие площади требуют кругов из более мелкого зерна и с большей степенью твердости что бы выстоять под действием повышенного удельного давления.
Далее, следует учесть условия работы при шлифовании. Условия определяются давлением, действующим на круг и на обрабатываемую деталь. Некоторые абразивы специально разработаны для жестких условий работы при шлифовании сталей и сплавов.
Необходимо принять во внимание в т.ч. и мощность станка. В основном, более твердые круги используются на станках большей мощности. Если мощность привода меньше принятой для данного диаметра круга, то следует установить более мягкий круг ; если выше – поставьте более твердый круг.
Сохранение и подача в производство.
Шлифовальные круги должны подаваться, устанавливаться в станке и использоваться с достаточной мерой предосторожности и сохранности.
При складировании круги должны быть всегда защищены от ударов и сколов. Складские помещения не должны подвергаться большим перепадам температуры и влажности, наносящим вред связке некоторых видов кругов.
Сразу после распаковки круг должен быть внимательно изучен на предмет наличия повреждений после транспортировки. Пользованные круги при возвращении на склад так же должны быть внимательно проверены.
Переносятся круги осторожно во избежании падения и ударов, вызывающих появление трещин. Круги следует переносить, но не катить. Тяжелые круги подвозятся на тележках или погрузчиках, принимая при этом меры для предотвращения повреждений.
Стекловидные круги перед установкой подвергаются звуковому тесту по стандарту ANSI B7.1 “Нормы безопасности для использования, хранения и защиты шлифовальных кругов”. Звуковой тест позволяет выявить наличие трещин в круге. Никогда не пользуйтесь поврежденным кругом !
Необходимо убедиться в том, что скорость вращения шпинделя не превышает максимально безопасной скорости шлифовального круга.
Посадочное отверстие круга должно совпадать с диаметром шпинделя ; круг должен садиться свободно, с небольшим натягом, но без больших усилий. Не пытайтесь подогнать посадочное отверстие. Используйте пару одинаковых, чистых фланцев, диаметром по меньшей мере одна треть от диаметра круга. Поверхность фланцев должна быть плоской, ровной, без выбоин и наростов грязи.
Не допускайте перетягивания гайки шпинделя. При установке направленного круга, следите что бы направление стрелки, изображенной на круге совпало с направлением вращения шпинделя.
Перед запуском станка убедитесь, что защитные экраны станка все на месте и все крышки плотно прикрыты. Убедившись, что круг должным образом установлен, защитные экраны на месте, включите станок, отойдите в сторону и не менее минуты дайте ему поработать с рабочей скоростью вхолостую, после чего можно приступить к шлифованию.
Шлифуйте только периферией прямого круга. Шлифуйте только стороной цилиндрического, чашечного или сегментного круга. Совершайте соприкосновения плавно, исключая удары и долбление. Усилия не должны быть чрезмерными и не должны вызывать замедлений вращения, изменений звука мотора и перегрева. Следите за амперметром, – чрезмерные усилия вызвают повышение тока.
Если круг сломался во время работы, внимательно осмотрите станок – не повреждены ли защитные приспособления. Так же проверьте фланцы, шпиндель, крепежные гайки – не согнуты ли они, треснуты и т.п.
Анализ системы.
Шлифовальный круг – это один из компонентов инженерной системы, в которую входят : собственно круг, оборудование, обрабатываемая деталь и эксплуатационный фактор. Каждый фактор оказывает влияние на другие. Следовательно, пользователь, желающий оптимального исполнения своих шлифовальных операций выбирает круг, который более соответствует остальным составляющим процесса.
www.abrazivy.ru
инженер поможет – Шлифовальный круг для круглошлифовального станка
Если у вас на шлифовальном круге написано 1A1 250x40x34 24А F30 L 5 V 35 Б 3, то думаю после прочтения сами сможете с легкостью расшифровать
Формы шлифовально круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Для круглого шлифования круг должен иметь профиль А1А или 1V1. На советских кругах было обозначение ПП или 1.
Геометрия шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
250-это диаметр шлифовального круга
40- это толщина шлифовального круга
34-диаметр отверстия в шлифовальном круге
Абразив и зерно шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Все шлифовальные круги состоят из двух основных компонентов – это шлифовальные зерна, которые собственно режут и связка, скрепляющая и удерживающая их в процессе резания. Соотношение зерна к свободному пространству и связки в круге характеризует структуру шлифовального круга.
Идеальный абразив должен оставаться острым имея минимальное число острых кромок, а при затуплении абразив шлифовального круга должен скалыватся, обновляя свежие режущие кромки.
Оксид алюминия – этот абразив используется для шлифования углеродистой стали и сплавов, быстрорежущей стали, отожженного ковкого чугуна, изделий из кованного железа, бронзы. Бывает белый – 22А, 23А,24А, 25А (чем больше число, тем выше качество) и нормальный – 12А,13А, 14А, 15А, 16А; хромистый – 32А, 33А, 34А; титанистый – 37А. У иностранных производителей шлифовальных кругов обозначение следующее
А коричневый оксид алюминия, WA белый оксид алюминия
WAB белый оксид алюминия + голубая связка
WA белый оксид алюминия + специальная связка
WAR белый оксид алюминия + красная связка
WAY белый оксид алюминия + желтая связка
PA розовый оксид алюминия
RA рубиновый оксид алюминия
DA белый и коричневый оксид алюминия
SA полуломкий оксид алюминия
HA монокристаллический оксид алюминия
С черный карбид кремния

Циркониевый оксид алюминия – этот абразив используется для шлифования при черновом шлифовании, обозначается 38А или Z.
Карбид кремния – этот абразив используется для шлифования серого и отбеленного чугуна, мягкой бронзы, латуни и алюминия и неметаллических материалов, обозначается 64С-62С или GC.
Керамический оксид алюминия – этот абразив используется для прецизионного шлифования труднообрабатываемых сталей и сплавов, обозначается AS1-5, чем выше число тем больше содержание оксида алюминия, например 1-это 10%.
Размер зерна – это количество линейно расположенных отверстий на одном дюйме сита, используемого для окончательного рассева зерна. Чем больше размер зерен, тем грубее зерно. Чем меньше размер зерен, тем больше круг подходит для чистового шлифования.
Размер зерна шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Крупное от 8 до 24 (F 180-80)
Среднее от 30 до 60 (F 56-24)
Мелкое от 80 до 180 (F 24-12)
Очень мелкое от 220 до 600 (F 10-4)
Твердость шлифовальных кругов
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Твердость связки измеряется в степени твердости шлифовального круга. Например, связка имеет твердую степень в случае если скрепление связкой абразивных зерен шлифовального круга очень сильное, и она хорошо удерживает зерна от вырывания под действием сил резания при шлифовании. И наоборот, связка имеет мягкую степень если достаточно приложения малой силы для вырывания зерен из круга.
Твердые круги применяются для работ для обработки с небольшой площадью контакта. Мягкие шлифовальные круги используются для быстрого и грубого съема материала, и для обработки твердых материалов.
| Наименование | Обозначение по ГОСТ 19202-80 | Обозначение по ГОСТ Р 52587-2006 |
| Весьма мягкий | ВМ1, ВМ2 | F, G |
| Мягкий | М1, М2, М3 | H, I, J |
| Среднемягкий | СМ1, СМ2 | K, L |
| Средний | С1, С2 | M, N |
| Среднетвердый | СТ1, СТ2, СТ3 | O, P, Q |
| Твердый | Т1, Т2 | R, S |
| Весьма твердый | ВТ | T, U |
| Чрезвычайно твердый | ЧТ | V, W, X, Y, Z |
Структура шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Под структурой инструмента обычно понимается процентное соотношение объема абразивного материала в единице объема инструмента. Чем больше абразивного зерна в единице объема круга, тем плотнее структура инструмента. Структура абразивного инструмента влияет на величину свободного пространства между зернами.
| Структура | Обозначение |
| Плотная | 1, 2, 3, 4 |
| Средняя | 5, 6, 7 |
| Открытая | 8, 9, 10 |
| Высокопористая | 11, 12 |
Связка шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Связка в шлифовальном круге предназначена для удержания абразивных зерен вместе и должна способствовать процессу самозатачивания зерен.
Выбор типа связки шлифовального круга влияет на скорость обработки, ее вид и точность.
Керамическая связка изготавливается из неорганических веществ – глины, кварца, полевого шпата и ряда других путем их измельчения и смешивания в определенных пропорциях. Маркировка шлифовальных кругов с керамической связкой содержит букву (V). Старое обозначение – (К)
Керамическая связка придает абразивному инструменту жесткость, теплостойкость, устойчивость формы, но одновременно и повышенную хрупкость, вследствие чего круги с керамической связкой нежелательно применять при ударной нагрузке, например при обдирочном шлифовании.
Бакелитовая связка в основном состоит из искусственной смолы – бакелита. Маркировка кругов с бакелитом имеет в обозначении латинскую букву (B). Старое обозначение – (Б). В сравнении с керамической, круги с бакелитовая связкой обладают большей упругостью и эластичностью, меньше нагревают обрабатываемый металл, однако имеют меньшую химическую и температурную стойкость.
Бакелитовая связка может быть с упрочняющими элементами (BF, старое обозначение – БУ), с графитовым наполнителем (B4, старое обозначение – Б4).
Вулканитовая связка – это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В)

Класс точности шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Точность размеров и геометрической формы абразивных инструментов обусловливается тремя классами АА, А и Б. Для менее ответственных операций абразивной обработки применяют инструмент класса Б. Более точным и качественным является инструмент класса А. Для работы в автоматических линиях, на высокоточных и многокруговых станках применяется высокоточный инструмент АА. Он отличается более высокой точностью геометрических параметров, однородностью зернового состава, уравновешенностью абразивной массы, изготовляется из лучших сортов шлифовальных материалов.
Зернистость шлифовального круга
Зернистость шлифовального круга влияет на качество получаемой поверхностипри шлифовании поверхности, например чем мельче зерно круга, тем выше класс шероховатости поверхности.
Зернистость шлифовального круга выбирают в зависимости от типа шлифовальной операции: черновой, получистовой или чистовой, а также необходимых требований к чистоте и точности обработки. При операции чернового шлифования используют круги, изготовленные из более крупных зерен, чем при чистовом. Высокие требования к чистоте полученной поверхности и точности обработки в большинстве случаев обеспечиваются путем применения кругов с более мелким зерном. Закаленные детали и твердые сплавы шлифуют более мелкозернистыми кругами, чем незакаленные. Для шлифования деталей из материалов, склонных к большему засаливанию ( латунь, медь и многоие др.), используют круги с более крупным зерном. При больших контактных поверхностях шлифовального круга с обрабатываемой деталью ( например шлифование торцом круга) применяют круги с более крупным зерном.
Зернистость шлифовального круга характеризует размеры зерен круга в поперечнике. От величины зерен зависят чистота поверхности и точность обработки; определяется зернистость просеиванием абразивных зерен через ряд сит с различным числом отверстий.
Зернистость шлифовальных кругов выбирают в зависимости от вида выполняемой работы и требований к шероховатости обрабатываемой поверхности.
Зернистость шлифовального круга оказывает влияние на качество шлифуемой поверхности; чем мельче зерно круга, тем более чистой получается поверхность. Зернистость шлифовальных кругов характеризуется размером его абразивных зерен и обозначается соответствующим номером.
Класс неуравновешенности шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Класс неуравновешенности шлифовального круга характеризует неуравновешенность массы круга, которая зависит от точности геометрической формы, равномерности размешивания абразивной массы, качества прессования и термообработки инструмента в процессе его изготовления. Установлено четыре класса допускаемой неуравновешенности массы кругов (1, 2, 3, 4). Классы неуравновешенности не имеют отношения к точности балансировки кругов в сборе с фланцами перед установкой их на круглошлифовальный станок.
engcrafts.com
Выбираем заточные круги для ленточных пил. Какое оборудование выбрать для заточки. другие станки
Преимущества заточных кругов на основе кубического нитрида бора при заточке ленточных пил. Качество заточки ленточной пилы во многом определяется правильным выбором заточных кругов. Выбор круга необходимо проводить, учитывая рекомендации производителя, в прямой зависимости от материала из которого выполнено полотно пилы и формы зуба полотна. Обычно применяют шлифовальные диски с мелкой и средней зернистостью. Применение высокотвердых заточных кругов может стать причиной перегрева полотна. При выборе заточных дисков не стоит экономить. Дешевые круги имеют свойство быстро стачиваться, и как результат не обеспечивают равномерное снятие металла за один цикл, что ведет к изменению геометрии полотна.
На всех заточных станках абразивный заточной круг для ленточных пил, которым производится заточка зубьев, по внешнему диаметру в сечении имеет определенный профиль. Нарушение профиля заточного камня приводит к изменению профиля зубьев и часто неправильно изношенный абразивный круг является первой причиной появления трещин во впадинах зубьев. Для обработки профильной поверхности заточного камня, как правило, применяются карандаши с неориентированными искусственными алмазами или карандаши из эльбора. На практике, не имея специального алмазного инструмента для правки заточного круга, применяют алмазные сверла, зубья от буровых коронок и т.д. Правка абразивного круга на большинстве заточных станков производится вручную.
Для правки (циклевки) заточного круга применяют специальные приспособления (качалки). Такими приспособлениями, как правило, оснащены дорогие заточные автоматы. Качество обработки профиля заточного круга специальными приспособлениями значительно лучше, чем вручную и сохранение профиля абразивного камня не представляет особой сложности (кроме тех случаев, когда необходима настройка циклевочного приспособления). При сохранении профиля заточного круга все зубья пил находящихся в эксплуатации обязательно будут идентичны, при условии не изменяемой настройки заточного станка.
Правка заточного круга руками представляет ряд определенных сложностей. Кисти рук в момент правки, желательно опереть на какую либо опору или придать им жесткость за счет мышечной силы. Недостаточная жесткость при правке абразивного круга приводит к выкрашиваннию зерен части окружности, то есть круг имеет радиальные биения. Диаметр профиля круга может иметь, какие либо дефекты, которые скажутся на профиле зубьев. Малая подача алмазного инструмента на заточной круг, способствует затуплению острых кромок кристаллов абразивного материала, из которого состоит круг. Заточной круг с тупыми зернами не режет метал пилы, а нагревает и вытягивает, вследствие чего обязательно присутствуют прижоги обработанной поверхности и режущие кромки имеют заусенцы (режущие кромки зубьев с напайками выкрашиваются).
Качество обработки профильной поверхности круга можно контролировать, что называется на ощупь, подушечкой большого пальца правой руки с опорой руки на защитный кожух заточного станка во избежание получения травм, касаемся поверхности вращающегося заточного круга. Обработанная поверхность должна быть слегка шершавой, не иметь биений и редких выступающих зерен. Профиль абразивного круга контролируется специальными шаблонами. При достаточном опыте, готовым профилем зубьев пилы при настройке, можно пользоваться как шаблоном для придания заточному кругу необходимого профиля.
В момент настройки заточного станка на профиль зубьев, слегка касаемся заточным кругом обрабатываемой поверхности (стараемся настроиться на полный профиль зубьев), места сопряжений круга с поверхностью посредством правки круга алмазным карандашом слегка снимаются и постепенно удаляя выступающие части профиля абразивного круга добиваемся полного сопряжения профиля круга с профилем зубьев в рабочем режиме при заточке. Необходимым условием при такой настройке является неизменное значение угла наклона, шага движения толкателя и высоты зубьев.
Поэтому подгонка профиля заточного круга к профилю зубьев описанным способом незаменима при работе на простом заточном оборудовании. На более сложном универсальном заточном оборудовании есть возможность получать один и тот же профиль зубьев с разным профилем заточного круга, изменяя при настройке шаг движения толкателя и корректируя высоту зубьев. Типоразмеры кругов для заточки зубьев пил, на различных станках разные (указываются в паспорте на ЗС). Стоит упомянуть, что ширина заточного круга на большинстве сложных заточных автоматах находится в зависимости 1/3 от шага зубьев (шаг 35мм. – круг 12мм.). Форма профиля заточных кругов для заточки зубьев широких ленточных пил может иметь один радиус ), два радиуса ), два радиуса и угол равный углу спинки профиля зубьев ) и профиль с прямым участком и радиусом (профиль зубьев SB (NU)) г).
Качественная заточка пил в значительной мере зависит от правильного выбора точильного круга: размера и формы, материала шлифовальных зерен, их величины (зернистости), рода связки, ее твердости, допустимой окружной скорости.
Для изготовления точильных кругов применяют кристаллические материалы: кварц (кремнезем), наждак, природный корунд, электрокорунд (искусственный корунд), карбид кремния (карборунд), алмаз (природный и искусственный), карбид бора.
Твердость шлифующих зерен кристаллов во всех случаях должна быть выше твердости материала затачиваемого инструмента. Материал шлифующих зерен характеризуется также их размером (зернистостью). Все абразивные инструменты имеют основную (крупную) и более мелкие фракции. Зернистость характеризуется зерновым составом – соотношением массы, объема или числа зерен каждой фракции и общих масс; объема или числа зерен материала. При выборе зернистости абразивного материала необходимо учитывать, что чем крупнее зерно, тем производительнее шлифование, но выше неровности обработки.
Абразивная способность – это свойство осуществлять съем с обрабатываемого материала в заданных условиях. Она характеризуется отношением массы снятого обрабатываемого материала к массе израсходованного шлифовального материала, при заданных условиях. Абразивная способность материалов (по нарастающей): электрокорунд, карбид кремния, эльбор, алмаз.
Виды и марки материала шлифовальных кругов по ГОСТ 2424-83:
Электрокорунд:
-нормальный (18А; 15А; 14А; 13А; 12Р)
-белый (25А; 24А; 23А)
-хромотитанистый (94А; 93А; 92А; 91А)
-монокорунд (45А; 44А; 43А)
Карбид кремния:
-зеленый (64С; 63С)
-черный (55С; 54С; 53С)
Кроме шлифовальных зерен каждый абразивный круг имеет органическую или неорганическую связку, с помощью которой обеспечивается работа абразивных зерен.
Промышленностью выпускаются шлифовальные круги на керамической (К), бакелитовой (Б) и вулканитовой (В) связке, а также комбинированные (керамическая + бакелитовая; керамическая + вулканитовая; керамическая + бакелитовая + вулканитовая).
Вулканитовую связку производят из вулканизированного каучука, смешанного с серой. Круги с этой связкой прессуют в формах с давлением 0.5 МПа (4ч.), они имеют высокую прочность и эластичность. При работе издают запах горелой резины (теплостойкость 150. 180?С). Связка выгорает при 250. 300?С. Недостаток кругов — быстрое засаливание (разогретый при заточке каучук заполняет поры и кристаллы круга).
Глифталевая связка – это синтетическая смола, состоящая из глицерина и фталевого ангидрида. Придает кругам повышенную упругость. Бакелитовую связку производят из искусственной фенолформальдегидной смолы – бакелита. Круги с такой связкой несколько прочнее керамических и вулканитовых. Применяется в кругах для заточки пил, дает меньший нагрев. Бакелит растворим в щелочах, поэтому при работе с охлаждением в состав охлаждающей эмульсии нельзя вводить более 1.5% щелочи. Эта связка сравнительно слабо удерживает шлифовальные зерна, из-за чего заточные круги изнашиваются быстрее.
Керамическую связку изготавливают из огнеупорной глины, полевого шпата и каолина, прессованием (при давлении 15…20МПа) или литьем. Круги пористые, мало засаливаются, при впитывании влаги не теряют прочность и часто применяются для заточки инструмента с охлаждением. Недостатки – низкая эластичность и хрупкость, они требуют строгого соблюдения режима работы.
Твердость шлифовальных кругов – это способность связки удерживать зерна от выкрашивания. Твердость круга зависит от сцепляющих сил связки, формы и величины зерен и не зависит от твердости шлифующих зерен. Чем крупнее и круглее зерна и чем больше размеры пор, тем легче выкрашиваются зерна. К твердости предъявляются требования прочности только до определенных пределов.
Пока зерно режет, связка должна крепко его удерживать, но когда зерно затупилось, перестает резать и начинает только нагревать обрабатываемый предмет, связка должна обеспечить отрыв затупившихся зерен, чтобы в работу вступили новые острые зерна. Твердость круга зависит от условий его работы: окружной скорости круга, толщины снимаемого слоя, скорости подачи затачиваемого инструмента, твердости и вязкости стали инструмента.
При большой частоте вращения круг кажется тверже (более устойчив), при малой – мягче. При работе твердыми кругами во избежание посинения кончиков зубьев рекомендуется несколько уменьшить частоту вращения точильного круга, а скорость или величину подачи затачиваемого инструмента увеличить.
Это увеличивает усилие, приходящиеся на затупившиеся зерна, они скорее вырываются, быстрее в работу вступают новые зерна, уменьшается засаливание круга. Некоторое влияние на твердость круга оказывает твердость стали затачиваемого инструмента. Чем тверже шлифуемый материал, тем быстрее затупляются зерна, которые быстрее должны заменяться новыми, острыми зернами. Поэтому для шлифования твердых материалов применяют мягкие шлифовальные круги.
Промышленность выпускает шлифовальные круги следующей твердости (в порядке увеличения): мягкий (М) – М1, М2, М3, среднемягкий (СМ) – СМ1, СМ2, средний (С) – С1, С2, среднетвердый (СТ) – СТ1, СТ2, СТ3, твердый (Т) – Т1, Т2, весьма твердый (ВТ) – ВТ1, ВТ2, чрезвычайно твердый (ЧТ) – ЧТ1, ЧТ2.
На твердость круга влияет и величина шлифующих зерен. Абразивные круги из одного материала и связки в работе могут вести себя по разному. В крупнозернистых кругах на долю каждого зерна (при меньшем количестве зерен) будет приходится большее усилие, круг будет быстрее изнашиваться, поэтому крупнозернистые круги следует брать более твердыми, а мелкозернистые – более мягкими. Каждый абразивный круг на торцевой поверхности должен иметь четкую маркировку по ГОСТ 2424-83 с указанием формы круга и его характеристик.
При заточке ленточных пил большое количество зубьев одной пилы требует, чтобы заточной абразивный круг не сильно изнашивался за один круг заточки пилы. Если твердость заточного круга не будет соответствовать и круг износится раньше начала круга заточки, то кроме нарушения профиля зубьев одной пилы, начнет появляться неодинаковая заточка зубьев вследствие изменения базовой части профиля зубьев, в которую упирается толкатель заточного станка.
По этим причинам для заточки зубьев ленточных пил применяются абразивные круги средней твердости (СТ-1; СТ-2). При строгом соблюдении минимальной подачи заточного круга на пилу, для заточки стелитированных зубьев, можно применять круги твердостью С1, С2.
Тип связки абразивных кругов для заточки ленточных пил лучше использовать комбинированный (КБ) керамика + бакелит. Зернистость абразивных заточных кругов применяемых для изготовления и заточки зубьев ленточных пил используется от 16 до 40. Соответственно абразивные круги с большой зернистостью применяются для профилирования зубьев (создания необходимого профиля) до оснащения зубьев стеллитом.
Применение заточных кругов с большой зернистостью делает процесс профилирования более быстрым, позволяет работать с большой подачей заточного круга на пилу, но шероховатость поверхности не будет соответствовать требованиям и пила с высокими неровностями обработки в работе быстро затупится и потрескается. Для чистовой заточки зубьев ленточных пил используются заточные абразивные круги с 16 величиной зерна.
Абразивным материалом, применяемым в кругах для заточки ленточных пил является электрокорунд белый или хромотитанистый. Предпочтительнее использовать круги из хромотитанистого электрокорунда, но промышленность не выпускает заточные круги всего спектра типоразмеров применяемых на различных заточных станках.
Чаще для заточки используются круги из белого электрокорунда марки 25А. Использование заточных кругов из карбида кремния приводит к перегреву обрабатываемой поверхности (сухая заточка), появлению прижегов, это связанно с теплопроводностью абразивного материала.
Применение кругов из карбида кремния зеленого возможно для заточки зубьев пил оснащенных напайками из твердого сплава ВК3; ВК6; ВК8, но нужно учитывать, что прижеги на теле пилы необходимо в обязательном порядке удалить шарошкой (по впадине зубьев) установленной в ручном шлифовальном приспособлении. Оснащение металлокерамическими твердыми сплавами зубьев ленточных пил, как правило, не применяется, поэтому данный вариант применим больше к круглым и рамным пилам.
Чаще всего, для заточки ленточных пил используются абразивные круги 25А16СТ15КБ3 35м/с, где 25А – материал шлифовальных зерен; 16 – зернистость; СТ1 – твердость связки; 5КБ3 – тип связки; 35м/с – допустимая окружная скорость круга. Использование одной или другой марки заточного круга, также определяется типом заточного оборудования, его жесткостью и конструктивными особенностями. Работа заточными кругами средней твердости имеет ряд специфических моментов, которые необходимо учитывать.
В работе абразивные круги СТ не так быстро изнашиваются, как необходимо для своевременной замены затупившихся зерен новыми, острыми. Следствием работы затупившимися зернами является засаливание круга, прижеги обработанной поверхности, плохая чистота обработки в связи с тем, что металл пилы под воздействием температуры вытягивается, а не срезается (сухая заточка).
Для получения качественной обработки поверхности зубьев заточными абразивными кругами средней твердости необходимо, своевременно и качественно циклевать профильную поверхность круга, правильно выбирать подачу круга на пилу, когда износ круга допустим в определенных пределах (определяется визуально). С постепенным уменьшением диаметра заточного абразивного круга уменьшается и окружная скорость круга. Заточной круг большого диаметра, во время работы меньше изнашивается и больше прижигает обработанную поверхность. У круга большого диаметра работает большее количество зерен и скорость резания больше (соответственно выше температура, выделяемая при резании).
У круга с маленьким диаметром работает меньшее количество зерен и за счет уменьшения скорости резания, на каждое зерно приходится большая подача, что увеличивает нагрузку на зерно и оно выпадает раньше. Когда заточной абразивный круг новый, имеет большой диаметр, можно работать с большей подачей круга на пилу для своевременной замены тупых зерен новыми, острыми.
Когда заточной круг изнашивается и становиться меньше диаметром, необходимо ограничивать подачу круга на пилу. На заточных станках оборудованных изменяемой скоростью вращения заточного круга, можно уменьшать или увеличивать скорость вращения в зависимости от диаметра заточного абразивного круга.
Перед тем, как установить новый абразивный круг на заточной станок, заточной круг необходимо осмотреть визуально и простучать на предмет трещин (при наличии трещин звук будет не чистым, а дребезжащим). Перед первым запуском нужно быть очень осторожным, если круг имеет внутренние дефекты, его может разорвать.
К сожалению не все производства оборудованы приспособлением для проверки абразивных кругов, где в закрытом кожухе круг испытывают со скоростью вращения на 50-75% больше допустимой, указанной на маркировке абразивного круга. На заточных станках оборудованных балансировкой заточных кругов необходимо отбалансировать круг в соответствии инструкции к заточному станку.
Балансировка осуществляется ввертыванием специальных балансировочных винтов в оправку заточного круга. Балансируется круг (круг установлен на оправке) на специальном приспособлении или непосредственно на заточном станке со снятым приводным ремнем. Большая часть простого заточного оборудования не имеет в конструкции станка балансировки заточного круга. Часто заточной круг устанавливается непосредственно на двигателе и оправка заточного круга не съемная.
Неотбалансированный заточной круг во время работы, изнашивается не равномерно, это ухудшает условия работы круга и в достаточной мере препятствует получению качества заточки. На заточных станках, не оборудованных балансировкой заточного круга необходимо, своевременно править заточной абразивный круг для получения качественной заточки зубьев пил.
Боразоновые (эльборовые) круги и заточные круги.
Специально разработанный для деревообрабатывающего производства полнопрофильный боразоновый круг для заточки ленточных пил. Боразоновые (эльборовые) круги обладают более высоким износостойким качеством, чем алмаз. Твердость у алмаза выше, чем у эльбора, но алмаз инертен к железу (Fe) больше, чем кубический нитрид бора, а железо (Fe) содержится в любом металле, соответственно износостойкость инструмента из CBN выше, чем у алмазного инструмента в шлифовки деталей из металла.
При применении этих кругов повышается точность и качество заточки пил. Эти свойства позволяют инструментам на основе боразона снизить стоимость обработки деталей при сохранении высокой производительности.
Заточной круг выпускается под множество профилей пил разных производителей с учетом высоты и угла зуба и с шагом.
Заточные боразоновые круги применяются на специализированных станках с постоянной подачей масла на круг. С использованием сожа для охлаждения круга, срок эксплуатации боразонового круга сокращается в несколько раз.
Круги изготавливаются на бакелитовой связке с вкраплением алмазной крошки и используются для заточки ленточных пил.
Заточные круги CARBORUNDUM предназначены для заточки дереворежущего инструмента и профессионального использования в сложных условиях точения и шлифовки, а также во всех видах точильных и шлифовальных операций.
Линейка заточных абразивных кругов CARBORUNDUM ELECTRITE включает:
– круги для заточки рамных и дисковых пил с разведенными, плющенными или стеллитованными зубьями;
– круги двухслойные для ленточных пил;
– круги заточные (чашечного типа) для заточки плоских ножей и фрез; – бруски для правки заточных кругов.
Для изготовления абразивных кругов используются белый искусственный корунд, розовый корунд, нормальный корунд или карбид кремниевый черный. В этих кругах производитель удачно объединил переднюю часть, изготовленную из обладающего повышенной режущей способностью розового хромтитанистого электрокорунда на связке средней твердости, которой протачивается наиболее твердая передняя часть зуба и его острая режущая кромка. Эта часть хорошо держит форму и не требует постоянного допрофилирования. Вторая часть изготавливается из менее твердого электрокорунда нормального на более мягкой связке. Она служит для прошлифовывания радиусов впадины и задней кромки зуба. Эта часть круга работает в менее тяжелых условиях и редко поджигает зуб. Дополнительным плюсом этих кругов является то, что они ведут себя более предсказуемо по сравнению с кругами на бакелитовой связке, тем самым немного облегчая заточнику задачу правильного подбора режимов заточки – глубины врезания и скорости подачи зуба.
Заточные борозоновые диски CBN
Заточные борозоновые диски CBNТехнология затачивания ленточных пил, разработанная фирмой Wood-Mizer, основана на применении абразивного борозонового диска CBN, который имеет форму, соответствующую профилю зуба Wood-Mizer. Данный диск не нужно править.
Его использование позволяет идеально выдерживать установленный профиль зуба Wood-Mizer и режущую кромку зуба. Компания Wood-Mizer поставляет борозоновые диски CBN в пяти вариантах профиля зуба в соответствии с типоразмерами пил, выпускаемых фирмой в настоящее время:
– 10/30: наиболее популярный профиль ленточной пилы; подходит для большинства вариантов распила древесины;
– 9/29: данный профиль применяется при распиле мерзлой и твердой древесины;
– 13/29: используется для свежеспиленной древесины мягких пород, таких как ель и сосна; увеличивает скорость пиления на 10%;
– 4/32: профиль разработан для сверхтвердой и мерзлой древесины;
– 7/34: рекомендуется для распила сверхтвердой тропической древесины; применяется на станках с двигателями мощностью от 15 кВт и выше.
Wood-Mizer поставляет специально разработанные борозоновые заточные CBN-диски диаметром 5″ или 127 мм для персонального заточного устройства BMS250 и диаметром 8″ или 203 мм для профессионального заточного станка BMS500.
Профильные боразоновые заточные круги и их применение
Профильные боразоновые заточные круги используются для заточки ленточных пил по дереву. При выборе профильного круга для заточки нужно быть очень внимательным, поскольку важно, чтобы сам круг был создан из высокопрочного материала, ведь в таком случае он выдержит нагрузки и не повредит полотно пилы. А также следует уделить особое внимание форме кромке круга, ведь она должна полностью соответствовать форме зубцов на ленте пилы.
Современные профильные боразоновые заточные круги состоят из двух частей, первая – это стальной корпус круга, вторая – это рабочая часть, кромка, которая полностью повторяет форму зубцов. Делается она из высокопрочного абразивного материала.
Само использование профильного заточного круга из баразона не является трудным, но требует максимальной внимательности. Поскольку при заострении пилы, круг, установленный на дрель или подобный крутящий инструмент, поочередно подносится к каждой впадине между зубьями пилы, и затачивает их. Если же работа проводится неосторожно, то зубья могут быть повреждены, форма их может быть неправильно изменена или же впадина сделается слишком глубокой, что может привести пилу в негодность. Также высок и риск разнообразных травм для человека при неосторожной заточке пилы при помощи профильного круга.
Обрабатывать пилу профильным заточным кругом нужно не только тогда, когда она затупиться, но и сразу после покупки. Поскольку разница между пилами разных производителей бывает не только в глубине впадины между зубьями, а даже и в форме. Форма, в принципе, значения не имеет, и именно поэтому, любой профильный круг нужной длины можно использовать для соответственных полотен пилы, он не изменит глубины впадины, но при этом создаст ту же форму, что была и на старой пиле, дабы снизить к минимуму отличия в работе между старой и новой пилой.
Что представляют собой заточные автоматы для ленточных пил
В последние десятилетия развитие лесоперерабатывающей промышленности развивается стремительными темпами. Пилорамы различного вида, кромкообрезные станки, оцилиндровочные станки и многое-многое другое. Все эти виды оборудования требуют квалифицированного обслуживания и специальных приспособлений, с помощью которого осуществляется ремонт оборудования.
Одним из таких специализированных видов оборудования является заточные автоматы. Заточными автоматами называют оборудование, предназначенное для заточки ленточной пилы используемой в ленточной пилораме. Работа заточного станка осуществляется следующим образом. Подающий механизм станка пошагово продвигает тело пилы, а заточный диск опускается и затачивает кромку зубца пилы.
Заточка пилы проводится в автоматическом режиме и не требует участия человека. Также следует учитывать, что заточные автоматические станки могут быть оборудованы различными видами заточных кругов. В частности есть возможность установить заточные круги “Carborundum Elektrite” произведенные в Чехии.
Производственная компания «Кедр» предлагает к реализации ленточные пилорамы различных видов и конфигураций, кромкообрезные станки, ленточные пилы, оцилиндровочные станки. Кроме этого компания может произвести доставку, установку и настройку уже купленного оборудования.
Очень важно правильно ухаживать за ленточными пилами. Так можно существенно продлить жизненный цикл данного устройства. Правильная заточка должна удовлетворять следующим обязательным требованиям.
Во первых все зубья пилы должны иметь одинаковый размер и внешний вид. То есть не отличаться углом наклона
Во вторых наивысшие точки зубцов должны находится на одной прямой, а впадины между зубцами должны иметь плавное закругление
В третьих уже заточенные зубья пилы не должны иметь металлического блеска на углах, так как это говорит о том, что имеются непроточеные участки.
Вне сомнения , режущие зубья обязаны быть заточены, но важно затачивать углубления между зубцами пилы, где есть возможность образования микротрещин.Закончив заточку пилы весьма важно не торопится, и оставить пилу выдерживаться сутки, дабы снизить напряжение в металле.
Полуавтоматический заточной станок Wood-Mizer BMS250 и его характеристики
В заточном станке BMS250 затачивание ленточнопильного полотна производится борозоновым заточным диском CBN, который имеет форму, соответствующую профилю зуба Wood-Mizer. Данный диск не нужно править. Его применение позволяет идеально выдерживать установленный профиль зуба и режущую кромку зуба. Компания Wood-Mizer поставляет борозоновые диски CBN в пяти вариантах профиля зуба: 10/30, 9/29, 13/29, 4/34, 7/34.
Полуавтоматический заточной станок BMS250 для ленточных пил оборудован электродвигателем мощностью 0,18 кВт с номинальной скоростью 2800 об/мин. Данный двигатель вращает борозоновый заточной диск CBN. Двигатель прочно зафиксирован, а положение пилы в прижимном механизме регулируется по высоте. Двигатель высокоустойчив к воздействию масла, металлической пыли и абразивного материала.
При установке ленточной пилы голова заточного станка поднимается вверх.
Второй двигатель для подачи пилы надежно закрыт герметичным кожухом для предотвращения попадания отходов заточки, что увеличивает срок службы двигателя. Остановка процесса затачивания происходит под воздействием магнитного сенсора, который оператор прикрепляет к пиле.
Заточной станок снабжен выхлопным отверстием для удаления газообразных отходов; к отверстию подсоединяется система аспирации.
В процессе заточки для охлаждения борозонового диска CBN и удаления с его поверхности металлических опилок применяется специальная охлаждающая жидкость, которую также поставляет фирма Wood-Mizer.
Компания Wood-Mizer предлагает фирменный комплект оборудования для заточки и разводки ленточных пил, в который помимо заточного станка BMS250 входит ручное разводное устройство BMT100.
Заточной автомат АЗУ-05 220 В – описание модели
Цена: 27 000 р.
Технические характеристики: АЗУ-05
Ширина полотна ленточной пилы, мм 10-31 (32-51)
Максимальный шаг зуба ленточной пилы, мм 28
Максимальная высота зуба ленточной пилы, мм 10
Характеристики заточных кругов
– алмазных 125х32х6
– абразивных 125х32х8
Скорость вращения круга, об/мин 6 000
Максимальная скорость подачи пилы, шагов/мин 60
Мощность 3-х фазного электрического двигателя привода абразивного круга, Вт 250
Напряжение, В 220
Мощность электрического двигателя подачи пилы, Вт 6
Напряжение, В 12
Масса, кг 10
Устройство предназначено для автоматической заточки ленточных пил шириной от 10 до 51 мм. В серийной поставке заточное устройство настроено на заточку ленточных пил Silco шириной 32, 38, 51 мм с шагом зуба 19, 22, 25 мм или пил шириной 10, 12, 16, 19, 25 и 31 мм с шагом зуба 6.3 мм шведской фирмы Hakansson.
По желанию заказчика устройство может поставляться с дополнительными кулачками для заточки ленточных пил других марок.
Устройство оборудовано системой охлаждения зубьев пилы при заточке. Охлаждение зуба необходимо, если вы используете алмазные заточные круги и, тем более, простые абразивные. При заточке происходит нагрев зуба, и при отсутствии охлаждения возможен отпуск закаленной части. Чтобы избежать этого всегда используйте охлаждение.
В отличие от предыдущих модификаций данная модель обладает рядом преимуществ:
– более надежная и точная кинематика;
– усовершенствованный, быстрозажимной механизм фиксации пилы;
– высокая гибкость в настройке, позволяющая одним кулачком производить настройку пил разных марок;
– усовершенствованная, более надежная электросхема;
– система охлаждения зуба.
Устройство поставляется как в комплекте и пилорамами Авангард ЛП, так и отдельно.
Для заточки ленточных пил уже более трех лет мы применяем алмазные или специальные корборундовые круги.
Алмазные круги просто незаменимы при заточке биметаллических ленточных пил Hakansson для распиловки особо твердых пород древесины. Срок службы камня около полугода. Рекомендуется также использовать алмазные камни для доводки пил после заточки их простыми камнями.
Для заправки профиля простых кругов предлагаем алмазные карандаши.
Качество заточки ленточной пилы во многом определяется правильным выбором заточных кругов. Выбор круга необходимо проводить, учитывая рекомендации производителя, в прямой зависимости от материала из которого выполнено полотно пилы и формы зуба полотна.
Обычно применяют шлифовальные диски с мелкой и средней зернистостью. Применение высокотвердых заточных кругов может стать причиной перегрева полотна. При выборе заточных дисков не стоит экономить. Дешевые круги имеют свойство быстро стачиваться, и как результат не обеспечивают равномерное снятие металла за один цикл, что ведет к изменению геометрии полотна.
Заточные круги, для ленточных пил основанные на материале из кубического нитрида бора дают прекрасные результаты при заточке. Их применение дает экономический эффект по сравнению с алмазными шлифкругами.
А по отношению к привычным абразивным кругам у дисков из нитрида бора проявляется значительно меньший износ. Это позволяет значительно легче обеспечить требуемую точность и необходимую форму.
Значительным отличием данных кругов является меньшее нарушение однородности обрабатываемой поверхности. В общем, заточка ленточных пил кругами из кубического нитрида бора делает срок службы инструмента более длительным в сравнении с обработкой абразивными кругами.
Исключение прижогов, отсутствие образования микротрещин при заточке, так же является весомым плюсом данных дисков. Правильный выбор заточного диска, следование рекомендациям производителя, соблюдение требований при заточке, обеспечат длительный срок службы и правильную работу ленточной пилы.
sawwood.ru
Шлифовальные круги | Абразивный инструмент
К абразивному инструменту относятся шлифовальные круги, головки, бруски,сегменты, у которых режущими элементами являются зерна абразивного материала.
Конструкция
Шлифовальный круг представляет собой пористое тело, состоящее из абразивных зерен, связанных друг с другом цементирующим материалом – связкой.
Абразивные зерна являются резцами, снимающими с обрабатываемой поверхности стружку в процессе работы круга. Абразивные зёрна получаются путем раздробления и размола абразива, поэтому форма их, величина граней и углов произвольны и разнообразны. Расположение зерен в круге случайно. В процессе шлифования зерна-резцы работают с самыми разнообразными (чаще всего тупыми) углами резания. Неблагоприятные параметры резания этого инструмента компенсируются огромным количеством резцов, участвующих в процессе шлифования.
Преимущества шлифовальный кругов
Круг, как режущий инструмент, имеет целый ряд преимуществ по сравнению с другими инструментами:
- высокую точность и большую чистоту обрабатываемой поверхности;
- высокую твердость абразивных зерен,позволяющую обрабатывать твердые материалы,а также металлы в закаленном виде;
- самозатачивание – способность круга в процессе шлифования восстанавливать свои режущие свойства.
Самозатачивание
Самозатачивание имеет место в том случае, когда из-за затупления возросшее давление на зерна оказывается больше прочности, удерживающей их связки. В зависимости от характеристики круга и условий работы зерна выкрашиваются полностью или частично. При полном выкрашивании обнажаются новые зерна, при частичном зерна снабжаются новыми режущими кромками. Самозатачиваемость круга зависит от степени сопротивления, оказываемого связкой выкрашиванию зерен. Полное использование круга получается в том случае, если связка удерживает зерна только до момента потери ими режущей способности. При неправильном выборе круга происходит ненормальный его износ, который характеризуется или истиранием (сглаживанием вершин) зерен и засорением пор размельченной связкой и стружкой, или выкрашиванием и осыпанием вполне работоспособных зёрен.
Шлифовальный круг допускает одновременную обработку большой поверхности, а также устранение или упрощение зажима деталей при некоторых видах шлифования (например, при бесцентровом, при применении магнитных плит и патронов и т. п.).
Похожие материалы
www.metalcutting.ru