Алюминий черный – Чернение алюминия в домашних условиях (для самодельных переходников). Перископ
alexxlab | 24.06.2019 | 0 | Вопросы и ответы
способы проведения процедуры (+25 фото)
Алюминий – лучший металл для изготовления различных деталей. Его легко обрабатывать, металл имеет легкий вес, высокую прочность и не подвержен коррозии. Но при всех достоинствах внешний вид этого металла не привлекательный. На алюминиевой поверхности очень плохо удерживаются краски, а если на изделие не нанести какое-либо защитное покрытие, то оно покроется темными пятнами. Такая технология, как анодирование алюминия, позволит защитить металл от окисления, а также придаст эффектный внешний вид.
Что такое анодирование?
Анодирование или же анодное оксидирование – процесс, результатом которого является образование на поверхности металла оксидного покрытия. Металл окисляется. Оксидная пленка защищает металлическую поверхность от окислительных процессов, возникающих при взаимодействии алюминия и воздуха. При анодировании окисленное место не удаляется, а формируется более твёрдое покрытие. Технология похожа на воронение.
Для чего анодировать алюминий?
Данный металл при нахождении в естественной среде соединяется с кислородом, на поверхности образуется защитная пленка. Защитный слой не позволяет алюминию окисляться. Однако, эти природные оксиды очень тонкие и могут легко повреждаться. Данная проблема решается при помощи анодирования – это позволит улучшить устойчивость металла к неблагоприятным внешним факторам, а также придать более эффектный вид.
После процедуры анодирования металлу не грозит коррозия. Защитная пленка, которая образуется на металле в процессе анодирования, отличается высокой стойкостью к износу. Такое покрытие не отслоится по пришествию времени.
Покрытие это не является нанесением именно защитного слоя, как это бывает при покрытии стали хромом или цинком. Оксидная пленка в процессе создания анодированного покрытия формируется непосредственно из самого металла. Анодировать можно не только алюминий, но и другие металлы – титан, магний.
Нередко к анодированию прибегают, когда нужно повысить именно декоративные качества данного металла и придать определенный оттенок. Среди цветов популярны светлый или темный золотистый, цвет жемчуга, серебро с матовым блеском. Цвета покрытия можно менять, используют для этого обычные анилиновые красители, использующиеся для одежды.
В промышленных условиях технология анодирования проводится в 20%-ом растворе серной кислоты. Однако, анодирование алюминия в домашних условиях с применением кислоты может быть опасным, кроме того, это очень неудобно. Вы же не станете использовать именно этот метод?
Существует и другая технология, она предполагает использование растворов углекислого натрия и хлористого натрия. Это сода и соль, которые есть на каждой кухне.
На видео: как работает анодирование.
Преимущества процедуры
Можно выделить несколько преимуществ, которые дает данная технология:
- анодированные алюминиевые профиля приобретают значительные защитные свойства;
- поверхность металла получается матовой и однородной;
- процесс позволяет устранить повреждения на поверхности – царапины, сколы, полосы;
- металл приобретает высокие декоративные свойства;
- толщина защитного слоя достаточно большая.
Способы анодирования алюминия
Теплое анодирование
Эта технология считается сравнительно простой. Ее можно повторить своими руками. Процесс проводится при комнатной температуре. С помощью простых манипуляций можно получить красивое цветное покрытие при помощи органических красителей. Если приложить определенные усилия, то можно получить несколько цветов на одной и той же детали.
Стоит вспомнить советское оружие – РПО-2, РПС-3, РПО-3. Эти ружья были зелеными, а этот цвет является результатом анодирования алюминия. В качестве красителя применяли зеленку, которая продается в каждой аптеке.
Технология имеет преимущества, но присутствуют и недостатки. Так, анодированный алюминий, обработанный таким образом, не имеет действительно высокой защиты от коррозии. В морской воде, а также в местах контакта с агрессивными металлами возникает коррозия. Обработка металла таким способом также не дает мощной механической защиты – поверхность легко царапается обыкновенной иголкой. Если технология нарушена, то покрытие и вовсе стирается рукой.
Такое покрытие служит основой для покраски. Трудно представить такую высокую адгезию. Если после анодирования алюминиевого профиля окрасить его эпоксидной краской, то получится очень надежное покрытие и эстетичность. Эпоксидная краска будет держаться на поверхности очень много времени.
Теплое анодирование проводится очень просто. Первым делом обезжиривают детали и закрепляют их в подвесе. Выполняют анодирование до молочного оттенка, промывают деталь холодной водой. Окрашивают в горячем растворе красителя и закрепляют окрашенную поверхность в течение часа.
Холодная технология
Этот способ выполняется при низких температурах – от -10° до +10°. Метод изобрели по нескольким причинам: высокое качество, прочность, твердость анодного слоя, а также низкая скорость растворения поверхности и большая толщина слоя. Обычно в домашних условиях анодирование алюминиевых сплавов проводят именно таким образом.
Слой со стороны металла растет, а с внешней стороны – растворяется. Скорость равна тому же показателю при теплом анодировании. Однако, холодная технология может продемонстрировать низкие скорости растворения внешней пленки. Из-за этого и формируется толстый слой. При теплом методе внешний слой растворяется так же быстро, как растет внутренний – получить твердую пленку значительно сложней.
Данная технология требует хорошего охлаждения деталей – только так можно получить качественный результат. Покрытие будет твердым и износостойким. Так, подводному ружью, которое анодировано таким образом, соленая морская вода уже не сможет навредить.
Единственный минус процедуры – невозможность использования органических красителей. Окраска – это естественный процесс, а цвет зависит от состава материала, который обрабатывается. Оттенки в процессе меняются – от зеленого до темного, нередко такая технология дает черный цвет.
Вначале деталь обезжиривают и закрепляют в специальном подвесе. Затем металл анодируют до получения плотного слоя. Далее – промывают в горячей или холодной воде. В конце закрепляют слой с помощью проварки в дистиллированной воде.
Технология твердого анодирования
Твердое анодирование алюминия также позволяет получить твердую и прочную пленку. Технология эта широко применяется в промышленности. Особенность этого способа в том, что в процессе задействован не один, а несколько электролитов. Так, используется не только серная кислота, но и борная, винная, уксусная или щавелевая. Плотность тока медленно растет и за счет изменения структуры на поверхности растет пленка повышенной прочности.
Необходимое оборудование
Мы знаем, что такое анодирование, а теперь следует узнать, какое оборудование для анодирования нужно. Для работы потребуется несколько ванн для разных деталей по размеру. Ванны должны быть алюминиевыми. Еще один вариант – пластик или полиэтилен. Дно и стенку ванны из пластика покрывают алюминиевой фольгой. Это нужно для создания анодно-катодной установки.
Ванна должна обладать хорошими характеристиками теплоизоляции – тогда электролит не будет сильно нагреваться, и его не придется часто менять.
Далее изготавливают катод из свинца. Его делают из листового материала. Площадь этого катода должна быть в два раза выше, чем площадь поверхности обрабатываемой детали. Катодная пластина должна иметь отверстия – через них будут выходить газы.
Когда катод готов, следует приготовить электролит, залить его в ванну, окунуть деталь и подключить к плюсовой клемме источника тока. Свинцовую пластину соединяют с минусовой клеммой. Чтобы металл анодировал, подойдет источник питания на 12 В и 1,5 А. Что касается временных затрат, то для небольших деталей процесс займет около получаса. Для процесса анодирования алюминиевого профиля потребуется несколько часов.
Цвет может быть различным в зависимости от режимов анодирования. С помощью анилиновых красителей алюминиевые детали окрашиваются даже в черный цвет.
Для изготовления анодированного алюминия в домашних условиях у каждого в доме есть необходимое оборудование. Это значит, что можно легко создавать эффектные детали, на которых будет прочный защитный и декоративный слой.
Покраска алюминия в домашних условиях (2 видео)
Анодированный алюминий (25 фото)
три метода окрашивания в домашних условиях
По сравнению с трудностями, которые представляет покраска алюминия, да и любого цветного металла, покраска кафельной плитки может показаться просто летним отдыхом. Покраска алюминия в домашних условиях – дело достаточно сложное и трудоемкое, и при несоблюдении определенных условий достаточно малейшего повреждения или царапины, и высохший слой краски легко отстанет от поверхности, на которую его нанесли. Краска для алюминия, так же, как и грунтовка, применяется только специализированная, но без анодирования она все равно продержится недолго.
Есть всего несколько способов, как покрасить алюминий в домашних условиях, и нельзя сказать, что поверхность будет окрашена достаточно качественно, потому что покраску алюминия нужно производить в специальных условиях, из-за своеобразных свойств серебристого легкого металла, который легко вступает в простую реакцию окисления, даже с обыкновенным воздухом.

Окраску алюминия в идеале проводят с предшествующим процессом анодирования, с профессиональным оборудованием, и использованием специальных условий, и только при всех этих составляющих поверхность будет окрашена достаточно качественно и прочно.
Три метода окрашивания
Любой специалист, имеющий дело с алюминием, и его специфическими свойствами, с уверенностью скажет, что без промышленного оборудования существует всего три способа покрасить серебристый металл. Для каждого из них потребуется либо специальное оборудование, либо соответствующие реагенты. Обычной краской, и грунтовкой, в этом процессе ничего не добиться. Три непростых и трудоемких метода – и на этом все:
- порошковая покраска алюминия;

- технология анодирования, и анилиновые красители;

- применение специальной грунтовки, и эмали с предварительным обезжириванием.

Чтобы произвести покраску алюминия своими руками, надо обладать быстротой реакции, минимальными химическими знаниями, или специальными условиями, пусть даже сооруженными из подручных средств. Но если в этом возникла насущная надобность, и покраску алюминиевых деталей надо произвести срочно, лучше предварительно ознакомиться с существующим арсеналом способов, и качественно окрасить поверхность максимально удобным в данный момент.
Порошковые краски
Будущее распространение, и простота процесса принадлежат порошковым краскам для поверхностей из цветного металла, в том числе, и для алюминиевых поверхностей. Единственное, что все ещё тормозит распространение этого удобного способа – надобность в наличии определенных производственных средств. Порошковая окраска проводится всего в два этапа, из которых один – применение специального растворителя, удаляющего предыдущий слой, а второй – нанесение порошкового красящего вещества. Если бы на этом процесс с порошковой краской и заканчивался, то никаких дальнейших проблем бы не существовало.

Но для того, чтобы нанесенный краситель, в виде порошка, приобрел необходимые декоративные и защитные свойства, поверхность, в распыленном и нанесенном порошке, необходимо подвергнуть термической обработке. А этот процесс требует наличия специальной промышленной термокамеры. Именно здесь, приготовленную к покраске поверхность подвергают воздействию высокой температуры, чтобы порошок расплавился и растекся по алюминию ровным, и устойчивым слоем. Возможно, где-нибудь поблизости, есть мастерская, или промышленное предприятие с таким оборудованием, тогда краску на алюминиевую поверхность можно нанести самостоятельно, а для термообработки прибегнуть к помощи специалиста. Но, если такой возможности нет, придется применять для покраски алюминия другие способы.
На видео: порошковая покраска алюминиевого профиля.
Специальная грунтовка и эмаль
Подготовка металла к этому способу займет некоторое время, а дальнейший процесс потребует быстроты и сноровки. Для того, чтобы найти чем покрасить алюминий, возможно, придется посетить не один строительный магазин. Но, если удалось приобрести специальную краску, и грунтовку, чтобы окрасить алюминиевый профиль в подходящий цвет, или просто обезопасить его от разрушающих воздействий, это только начало поэтапного процесса. Затем начинается альтернативная технология нанесения красящего состава:
- хорошенько ошкурить изделие с помощью наждачной бумаги;

- обезжирить профиль специальным составом;

- максимально оперативно загрунтовать специально приобретенной грунтовкой, завершить нанесение грунтовки раньше, чем закончилось предварительное обезжиривающее воздействие;

- равномерно нанести краску из аэрозольного баллончика, на приготовленный грунт;

- поставить изделие сохнуть, а потом покрыть защитным лаковым слоем.

Существует и более простая версия окрашивания, для тех, у кого есть шлифовальный станок. После того, как деталь отшлифована, на нее быстро наносятся специальные эмали, в скрупулезном следовании инструкциям, указанным на упаковке. При наличии специализированного оборудования, и этот способ достаточно прост. Если обладать химическими знаниями, и соответствующими реактивами, то можно изготовить алюминий в окрашенном виде от желтого, до коричневого цвета. Но здесь нужно знание механизма химических реакций, и специализированные реагенты.
Анодирование в домашних условиях
Окрашивая алюминиевые детали для технических надобностей в чёрный цвет, посредством анодирования, нужно строго соблюдать технологию соответствующего процесса. Сначала готовится насыщенный раствор из пищевой соды и поваренной соли, предварительно определив необходимое количество воды для полного погружения детали. Затем вода делится на две части, отдельно готовится солевой раствор, отдельно растворяется сода, после чего оба состава тщательно перемешиваются. Тем временем, поверхность детали тщательно шлифуется наждачной бумагой, а затем сразу же протирается ацетоном.
На видео: анодирование алюминия в домашних условиях.
Деталь помещается в сосуд с электролитическим раствором, к которому подводится источник питания. И деталь, и сосуд, непременно должны быть из алюминия. Под воздействием электрического тока, окрашиваемый алюминиевый профиль находится до тех пор, пока раствор не приобретен серовато-голубоватый оттенок. После этого готовится раствор из анилинового красителя, воды и уксусной кислоты, который выливается в ёмкость с анодированной деталью. Для многих автомобильных и технических надобностей требуется покраска именно черного цвета, и её относительно легко получить при помощи анодирования.
При всей сложности описания этого процесса, он, пожалуй, самый простой и малозатратный из все ранее перечисленных. Он пользуется заслуженной и проверенной репутацией, как способ, при котором получается самая прочная, и водостойкая краска, для столь прихотливого металла.
Алюминий прекрасный металл, используемый во многих видах машиностроения, и для нужд авиации, и некоторые сложности в обращении с ним, он с лихвой компенсирует своими техническими качествами.
Андонирование алюминия (1 видео)
Материалы для обработки алюминия (17 фото)
gidpokraske.ru
Заказать черное анодирование алюминия в ЕКБ. Срочно. Цены
Заказать
Есть вопросы? [email protected] // 8-912-044-66-44, 8-953-822-86-85
Пример обозначения аноднооксидного покрытия алюминия с черным наполнением: Ан.Окс.ч
Толщина покрытия обычно не указывается. Обозначение при толщине, например, 15 мкм: Ан.Окс15.ч
Оптимальный ряд толщин в диапазоне 15-40 мкм.
Окончательный цвет анодированного алюминия с черным наполнением зависит от марки алюминиевого сплава и вида механической обработки его поверхности!
Заказать черное анодирование металла (алюминий, дюраль, Д16, АМГ, АМЦ, АД, ВТ) по ГОСТ 9.305-84 вы можете по телефонам и электронной почте, указанным в разделе “КОНТАКТЫ”. Для ускорения расчетов просим воспользоваться специальной формой для on-line заказа. Гарантия на покрытие согласно ОСТ5 Р.9048-96.
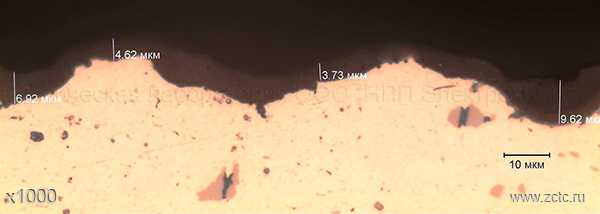
Описание покрытия. Благодаря природной пористости аноднооксидных покрытий в свежеосажденном состоянии появляется возможность их окрашивания методом наполнения в специальных красителях. Данная операция не имеет ничего общего с традиционным окрашиванием, когда краска наносится поверх материала и удерживается на нем за счет сил адгезии. Толщина изделия при этом увеличивается на десятки и сотни микрон. Наполнение анодированного алюминия в красителях позволяет получчить желаемый цвет без изменения размеров детали. Карситель “закупоривает” собой поры в покрытии, за счет чего фиксируется в нем и создает цвет. На способность покрытий к окрашиванию влияют такие параметры, как толщина пленки, сорбционная способность, фоновый естественный цвет. В качестве пигментов могут применяться анилиновые красители и неорганические соли. Разница между обычными бесцветными пленками и пленками, наполненными черным красителем зключается в лучшей коррозионной стойкости и теплоотдаче послдних. В остальном свойства черного покрытия аналогичны серебристому.
Микротвердость аноднооксидного покрытия на сплавах марок Д1, Д16, В95, АК6, АК8: 1960-2450 МПа; на сплавах марок А5, А7, А99, АД1, АМг2, АМг2с, Амг3, АМг5, Амr6, АМц, АВ: 2940-4900 МПа; микротвердость эматалевого покрытия: 4900 МПа.
Удельное электрическое сопротивление поверхности анодированного алюминия: 1012 Ом⋅м.
Достоинства анодированного алюминия наполнением в черный цвет:
а) Черное аноднооксидное покрытие на алюминии обладает антибликовыми свойствами.
б) Черный анодированный алюминий на 10-15% лучше отдает тепло в условиях естественной конвекции, чем другие виды алюминия. При наличии принудительного обдува разница нивелируется.
в) Остальные достоинства аналогичны достоинствам серебристой анодировки.
Недостатки черного анодирования алюминия:
а) Недостатки покрытия аналогичны серебристому анодированию.
Принимаем заказы на черное анодирование алюминия и его сплавов как в Свердловской области (Екатеринбург, Алапаевск, Асбест, Березовский, Верхняя Пышма, Верхотурье, Ирбит, Каменск-Уральский, Камышлов, Краснотурьинск, Красноуфимск, Нижний Тагил, Новоуральск, Полевской, Ревда, Реж, Серов, Североуральск и другие), так и по всему Уралу и России (Челябинск, Пермь, Уфа, Тюмень, Казань, Новосибирск, Москва и другие).
Подробнее об анодировании алюминия:
ОБ АНОДИРОВАНИИ АЛЮМИНИЯ.
ОБ АНОДИРОВАНИЕ РАДИАТОРОВ (СЕРЕБРИСТОЕ И ЧЕРНОЕ).
ПРОЕКТИРОВАНИЕ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ.
zctc.ru
Процесс анодирования алюминия
Анодирование алюминия или его анодное окислениерассматривается многими предпринимателями, как одно из самых перспективных направлений обработки алюминия и его сплавов.
Сущность анодирования алюминия
Почему? Что такого особенного в этом незамысловатом с точки зрения химии процессе? А главное в чем его экономическая выгода? Давайте разбираться.
Как известно, алюминий самый распространенный металл на Земле, а кроме того еще и самый востребованный. Химические и физические свойства алюминия позволяют использовать его практически повсеместно: в машиностроении, авиации, космической промышленности, электро- и теплотехнике и пр. Алюминий на открытом воздухе быстро окисляется и образует на поверхности защитную микропленку, которая делает металлоизделия из алюминия химически более инертными. Однако эта естественная защита слишком мала, поэтому алюминий и его всевозможные сплавы не вечны: со временем они легко подвергаются коррозии.

Защитить изделия из алюминия, сделать их более твердыми и долговечными можно двумя способами: окрасить их с помощью порошковых красок или оксидировать, т.е. искусственно создать на его поверхности толстую пленку. Оксидирование в свою очередь подразделяется на два подвида: химическое оксидирование в растворах хрома и собственно анодирование с помощью анодной поляризации изделия в электролите.
Преимущества окрашивания в том, что готовые изделия внешне более эффектны: получаемый цвет ровнее, ярче, возможных оттенков окрашивания больше, легче получить нужную текстуру. Однако анодирование гораздо менее зависимо от качества поставляемых материалов, да и производственные линии устроены проще. Кроме того, спектр цветов и оттенков анодированных металлоизделий становится с каждым годом все больше и больше. Сейчас доступно даже радужное анодирование с созданием на поверхности изделия переливающегося блестящего покрытия.
Технология анодирования алюминия
Производственный процесс анодирования алюминия условно делится на три этапа:
1. Подготовительный – на этом этапе алюминиевое изделие необходимо тщательно механически и электрохимически обработать. От того, как качественно будет проведен этот процесс будет зависеть конечный результат. Механическая обработка подразумевает очищение поверхности, ее шлифовка и обезжиривание. Затем изделие сначала помещают в щелочной раствор, где происходит так называемое “травление”, а после – в кислотный, для осветления изделия. Последний шаг – промывка изделия. Промывка проводится в несколько стадий, так как крайне важно удалить остатки кислоты даже в труднодоступных участках изделия.

2. Химическое анодирование алюминия – изделие прошедшее первичную обработку подвешивают на специальные кронштейны и помещают в ванну с электролитом между двумя катодами. В качестве электролитов могут выступать растворы серной, щавелевой, хромовой и сульфосальциловой кислот иногда с добавлением органической кислоты или соли. Серная кислота – самый распространенный электролит, однако он не подходит для сложных изделий с мелкими отверстиями или зазорами. Для этих целей лучше подходят хромовые кислоты. Щавелевая кислота в свою очередь создает наилучшие изоляционные покрытия разных цветов.
Вид, концентрация, температура электролита, а также плотность тока напрямую влияют на качество анодирования. Чем выше температура и ниже плотность тока, тем быстрее происходит анодирование, пленка получается мягкая и очень пористая. Соответственно чем ниже температура и выше плотность тока, тем тверже покрытие. Диапазон температур в сернокислом электролите колеблется от 0 до 50 градусов по Цельсию, а диапазон плотности от 1 до 3 А/дм2. Концентрация электролита может колебаться в пределах 10-20 % от объема в зависимости от требований технической документации.
3.Закрепление – непосредственно после анодирования поверхность изделия выглядит очень пористой. Чем больше пор – тем мягче поверхность. Поэтому, чтобы изделие получилось крепким и долговечным, поры нужно закрыть. Сделать это можно, окунув изделие в почти кипящую пресную воду, обработав под паром, либо поместив в специализированный “холодный” раствор.
Если изделие предполагается окрасить в какой-нибудь цвет, его не “закрепляют”, так как краска прекрасно заполнит пустое пространство в порах.
Оборудование для анодирования алюминия делится на 3 вида: основное (ванны для анодирования), обслуживающее (обеспечивает непрерывную работу линии, подает ток в ванны и т.д.) и вспомогательное (на нем осуществляется подготовка алюминиевых изделий, их перемещение по линиям, складирование и пр.).

Разновидности анодирования
На сегодняшний день можно встретить компании предоставляющие различные услуги по анодированию алюминия. Это и классическое, и твердое, и цветное анодирование. Некоторые организации предлагают анодировать алюминий в домашних условиях. Каждое направление имеет свои интересные особенности, о которых мы и поговорим дальше.
Твердое анодирование алюминия – это особый способ получения сверхпрочной микропленкина поверхности алюминиевой детали. Он получил небывалое распространении в авиа, космо и автостроении, архитектуре и схожих областях. Суть процесса в том, что для анодирования берется не один электролит, а несколько в определенной комбинации. Так одна из запантенованных методик подразумевает смешение серной, щавелевой, винной, лимонной и борной кислот в пропорции 70-160/30-80/5-20/2-15/1-5 г/л. и постепенным увеличением плотности тока с 5 до 28 В. при температуре раствора до 25 градусов по Цельсию. Твердость покрытия достигается благодаря изменению структуры пористых ячеек анодной пленки.
Цветное анодирование алюминия – технология изменения цвета анодированной детали. Производится как до, так и после расположение детали в электролите. Бывает 4 видов:

Первое – адсорбационное окрашивание – происходит сразу после перемещения элемента из ванной с электролитом, т.е до заполнения пор. Деталь также погружают в раствор с красителем, разогретым до определенной температуры (55-75 град. по Цельсию), на некоторое время (обычно от 5 до 30 минут), а затем дополнительно уплотняют, чтобы увеличить окрашенный слой.
Второе – электролитическое – оно же черное анодирование алюминия – это получение сначала бесцветной анодной пленки, а затем продолжение процесса в кислом растворе солей некоторых металлов. Цвет готового изделия получается от слабобронзового до черного. Анодирование алюминия в черный цвет востребовано в производстве строительных профилей и панелей.

Третий вид – интерференционное окрашивание – то же, что и предыдущее, но позволяет получить большее количество оттенков благодаря формированию специального светоотражающего слоя.
Ну и наконец, четвертый вид – интегральное окрашивание – в раствор электролита для анодированию добавляют органические соли, благодаря которым и происходит покраска изделия.
Теперь вы получили общее представление о процессе анодирования. Как видно из всего сказанного – электрохимическое оксидирование позволяет добиться самых разных результатов, не тратя при этом огромных денег на организацию процесса. Не удивительно, что в нем так заинтересованы многие предприниматели.
promplace.ru
способы, инструкция, особенности, правила работы
Процесс покраски алюминия в домашних условиях не будет простым. Это сложное мероприятие, требующее соблюдение всех условий. Даже при минимальных повреждениях, царапинах нанесенное покрытие будет с легкостью отставать от металла. Краски и грунтовки для алюминия используются исключительно специализированные. Однако процесс анодирования чаще всего все равно необходим.
Существуют различные способы покраски своими руками. Но нельзя заявлять, что окраска проводится очень качественно, так как процедура должна осуществляться в соответствующих условиях. Это объясняется свойствами алюминия, который элементарно окисляется от воздуха.
Идеальным способом окраски будет проведение анодирования в специальных условиях, нанесение краски с применением профессионального оборудования. Именно в таком случае поверхность получает качественное и прочное покрытие.

Способы окрашивания
Для любого специалиста, знающего свойства алюминия, не будет секретом, что покрасить его без специализированного оборудования можно 3 способами. Но без особых приспособлений или реагентов все равно не обойтись. Использование обыкновенной краски и грунтовки ни к чему не приведет. Эффективны лишь только эти три метода:
- Порошковая покраска;
- Анодирование или использование анилиновых красителей;
- Использование специальных грунтовок или эмалей, предварительно обезжирив поверхности. Этот метод называется еще «покраска без анодирования».
Порошковое окрашивание
Порошковая покраска алюминия предполагает обработку металлической поверхности особыми химическими составами, а затем наносится слой порошковой краски. Затем деталь обрабатывается высокой температурой, в результате чего краситель плавится, обеспечивая прочность и долговечность полимерного слоя. Достоинством является широкая цветовая гамма, т. е. золотистый цвет или хром создать получится без проблем. Возникающие дефекты можно элементарно удалять специальным красящим карандашом. Широкое распространение способа останавливает необходимость определенного оборудования.
Окрашивание порошковой краской осуществляется в две стадии. Первая – использование специальных растворителей для удаления предыдущих слоев. Вторая – обработка красящим составом. Если бы этим все ограничивалось, то затруднений не возникало.

Однако для того чтобы покрашенные, например, легкосплавные диски или профиль приобрели требуемую привлекательность и были надежно защищены, их поверхность необходимо дополнительно нагреть. Сделать это можно с помощью термической камеры. В ней подготовленные поверхности подвергаются обработке высокими температурами, чтобы нанесенная краска-порошок растекалась ровным, прочным слоем.
Воспользоваться порошковой покраской алюминия не всегда возможно. Цена помощи же специалистов также может быть немалой. Поэтому для самостоятельной обработки можно использовать иные методы окрашивания.
Анодирование
Этот способ предполагает нанесение защитного слоя с помощью гальванического метода. Наиболее прочное покрытие получается именно этим способом. Чаще всего остальные методы позволяют добиться лишь временного результата.
Анодирование – это процесс улучшения внешнего вида и обеспечение защиты от окисления. По завершении процедуры металл можно окрашивать необходимым материалом, к примеру, анилиновой краской.
Для работы потребуется следующее:
- Соль, сода – для подготовки электролита.
- Алюминиевая посуда.
- Источник тока.
- Наждачная бумага.
- Уксус.
- Анилин.
- Средство для обезжиривания.

Этот электрохимический метод предполагает точное соблюдение технологии работы. Поэтапно это выглядит следующим образом.
- Для начала самостоятельно подготавливается раствор электролита из соли и соды. Заблаговременно следует определить требуемый объем воды для полноценного размещения обрабатываемой детали.
- Вода разделяется на 2 равные порции, из которых отдельно приготавливается раствор с содой и солью. Затем они смешиваются. Процентное соотношение должно быть примерно таково: 9 частей соли к 1 части соды. Смешивать следует в стеклянной емкости.
- После этого деталь необходимо тщательно обработать наждачной бумагой и обезжирить (например, ацетоном).
- Окунается в воду. Желательно не прикасаться к подготовленной поверхности.
Затем заготовка помещается в алюминиевый сосуд с раствором. - Подключается источник тока. «Плюс» – к детали, «минус» – к посуде. Источником питания может служить автомобильный аккумулятор на 12 В и силой тока в 2 А. По плотности тока необходимо исходить из расчета примерно 15 мА на 1 см2.
- Во включенном состоянии остается примерно на два часа, а точнее, до того момента пока раствор не станет серовато-голубоватым.
По завершении процесса следует подготовить анилиновый краситель, с водой и уксусной кислотой. Пропорции следующие: на 1 л воды добавляется 1 мл уксуса и 15 грамм краски. Состав необходимо нагревать до 75 – 80°С. Данный раствор необходимо вылить в сосуд с анодированным элементом. Многие автомобильные и иные детали часто необходимо красить в черный или иные цвета. Сделать это быстро и дешево можно подобным способом.
Этот метод, несмотря на кажущуюся сложность, является наиболее простым и малозатратным из всех приведенных. Он завоевал заслуженную популярность, так как позволяет получать наиболее прочную, водостойкую поверхность на подобном привередливом материале.
Специальные грунтовки и эмали
Чтобы не использовать метод анодирования, но не снизить качество созданной поверхности, можно использовать специальную грунтовку, обеспечивающую высокую адгезию. Для этого необходимые такие инструменты и материалы:
- Малярные приспособления – кисти или распылители.
- Наждачная бумага.
- Специальная алкидная грунтовка.
- Соответствующая краска для алюминия.
- Обезжиривающие средства – ацетон, уайт-спирит, керосин.
Подобный метод окрашивания требует определенной подготовки. Чтобы найти специальные красители и грунтовки для окраски алюминиевых элементов (бампера, лодки или профлиста) придется изучить ассортимент не одного строительного магазина. Краситель стоит покупать эпоксидный или акриловый. Для домашней обработки лучше выбирать аэрозоль, чем порошковый краситель. Однако поиск и покупка материалов является одним из начальных этапов обработки. Альтернативная покраска алюминия заключается в выполнении следующих операций:
- Обработка поверхности наждачной бумагой. Должна получиться равномерная матовая поверхность. Оптимально использовать шкурку с абразивом 1200.
- Удаление пыли и грязи.
- Обезжиривание специальными составами.
- Обработка специальной грунтовкой. Причем завершать грунтование необходимо то того, как закончится обезжиривающий эффект.
- Равномерное нанесение краски из баллончика на загрунтованную поверхность. Наносится в 2-3 слоя с небольшим промежутком, необходимым для просыхания предыдущего.
- Просыхание детали в течение 6 часов.
- Нанесение защитного лака на высохшую поверхность.
- При необходимости полировка готовой поверхности.

Можно использовать менее сложную версию при наличии шлифовального станка. После тщательного шлифования поверхность быстро обрабатывается специальной эмалью. При этом нужно точно соблюдать инструкции по применению красящего состава. Если есть необходимые материалы и инструменты, то этот способ очень прост.
Чтобы проводить все мероприятия своими руками необходимо настроиться на быстрое проведение всех этапов, обзавестись начальными знаниями химии и реакций, а также подручными средствами. Для подробного изучения процесса можно воспользоваться приведенным видео и изучить фото, в которых разъяснены все нюансы процедуры. В этом случае качественно провести покраску не составит труда.
oxmetall.ru
Окрашивание оксидированного алюминия | Защитные покрытия металлов
Пористость и большая адсорбционная способность окисных пленок, полученных электролитическим путем чаще в растворе серной кислоты, позволяют окрашивать их в различные цвета. Для этих целей широко используют водные растворы анилиновых красителей, применяющихся для окраски тканей в текстильной промышленности. Интенсивность окраски определяется главным образом толщиной и пористостью пленки. Повышение концентрации красителя выше 3 г/л не оказывает существенного влияния, однако слишком разбавленные и холодные растворы красителей медленнее действуют, чем более концентрированные и нагретые. Путем последовательного воздействия различных красителей можно сообщить поверхности анодно оксидированных изделий гамму красивых цветов.
Успех окрашивания оксидированного алюминия определяется в основном равномерной, без дефектов, достаточной толщины и пористости окисной пленкой. Оксидированные изделия необходимо тщательно промыть в чистой воде; в пленке не должно быть остатков полировочных материалов или электролита. Нельзя также допускать, чтобы на поверхности оксидированных изделий перед их окрашиванием были высушенные участки.
В приборостроении анодированные изделия часто окрашивают в черный цвет. Для этой цели в качестве красителя используют 0,5—1%-ный водный раствор анилинового черного для шерсти и анилинового черного ФФ. Изделия выдерживают в растворе красителя при 80— 90° С в течение 15—30 мин.
При окрашивании кислотными и так называемыми протравными красителями, образующими с окисной пленкой окрашенные лаки, изделия после оксидирования и промывки сразу погружают в горячий раствор красителя. При окрашивании основными красителями оксидированные изделия предварительно обрабатывают растворами таннина и аммиака.
Для окрашивания в желтый и золотистый цвета можно использовать следующие красители: тартразин, хризофенин, прямой прочно оранжевый, дибромфлюоресцин. Красный цвет дают ализариновый красный, бенгальская роза, фуксин, родамин, эритразин. В синий и голубой цвет можно окрашивать в красителях: анилиновый чисто голубой, патентованный голубой, в зеленый: нафталиновый зеленый, смарагдовый зеленый. Светлые тона можно получать при окрашивании оксидированного алюминия или дуралюмина; силумин может быть окрашен только в темные цвета (черный или коричневый), так как окисная пленка на силумине имеет темную окраску.
Широкое распространение получило окрашивание анодированного алюминия под золото. Для этого необходимо предварительно получить прозрачную пористую пленку толщиной 10—15 мкм на отполированном до высокого блеска алюминии. Для этой цели применяют алюминий высокой чистоты (А0, А00 и выше) и сплавы с магнием. Допустимая примесь кремния в изделиях из алюминия и алюминиевомагниевых сплавов, предназначенных для имитации под золото, не должна превышать 0,2%. Для сплава АМг5 содержание кремния не должно превышать 0,1%. Обезжиренные и промытые изделия подвергают электрополировке в растворе состава, % (по массе): 34 H3PO4, 34 H2SO4, 3,6 CrO3 и 28,4 H2O. Анодная плотность тока 30—35 А/дм2, температура 85—90°С, продолжительность 5—6 мин.
После электрополировки изделия промывают в проточной холодной воде, где они могут сохраняться до анодирования в течение 12 ч. Анодирование осуществляют в 15—20%-ной серной кислоте при плотности тока 0,7—1 А/дм2 и температуре 20—25° С в течение 15— 20 мин.
Свежеоксидированные и тщательно промытые в холодной воде изделия погружают в водный раствор красителя следующего состава, г/л:
Краситель оранжевый 2Ж для нитролаков . 0,1
Кислотный черный М (Дербеневский химзавод)……………. 0,01
Сода кальцинированная ………………0,05
Температура 60° С, выдержка — в зависимости от требуемого оттенка.
Раствор для окрашивания (в расчете на 1 л) готовят следующим образом: 0,1 г красителя оранжевого 2Ж помещают в колбу и заливают при помешивании 50 см3 холодной воды, а затем доливают 450 см3 горячей воды. Для полного растворения красителя к раствору добавляют 0,5 см3 10%-ной или 5 см3 1 %-ной Na2CO3 и раствор фильтруют. В другой колбе 0,01 г красителя кислотного черного М заливают при помешивании 50 см3 холодной воды, затем доливают 450 см3 горячей воды и раствор фильтруют. Оба раствора сливают вместе; рН раствора (определяют при помощи стеклянного электрода с применением двух буферных растворов) устанавливают в пределах 6,7—7,5.
Окрашенные детали промывают холодной проточной водой. Неудачную цветную пленку можно удалить путем кратковременного погружения в 50%-ную HNO3 при комнатной температуре до полного обесцвечивания; окисная пленка при этом не разрушается. После промывки в холодной воде детали могут быть вторично окрашены. Оксидированные алюминиевые изделия, окрашенные анилиновыми красителями, выцветают под действием дневного света, что является существенным недостатком.
В результате последовательного погружения оксидированных алюминиевых изделий в различные растворы солей в пленке образуются труднорастворимые окрашенные соединения, устойчивые против действия света. Следует, однако, отметить, что гамма окрасок в результате взаимодействия неорганических солей и создания окрашенных соединений в пленке значительно беднее той, которую удается получить с помощью органических красителей.
www.stroitelstvo-new.ru
Окрашивание алюминия | Всё о красках
Многие из известных процессов нанесения конверсионного покрытия позволяют наносить на металлическую поверхность цветные покрытия . Натуральные красители позволяют получить оттенки серого, зелёного, жёлтого или коричневого цветов, однако соответствующие конверсионные покрытия можно впоследствии подкрашивать при помощи абсорбции красителей или пигментов. Конечно, в общем и целом, подобные изделия имеют не слишком привлекательный внешний вид, так как имеют достаточно мутную расцветку. Для получения цветного покрытия на алюминиевых поверхностях без использования краски в первую очередь следует рассмотреть окрашивание методом нанесения анодных оксидных покрытий
Чёрные и некоторые другие декоративные покрытия можно получать прямо на алюминиевой поверхности путём химической обработки. Чёрный цвет можно получить при погружении металлического изделия на 20-30 минут в раствор, содержащий:
Перманганат калия – 5-10 г/л
Гексагидрат нитрата меди – 20-25 г/л
Азотная кислота – 2-4 мг/л
при температуре 80ºС и выше. Во время обработки также может возникнуть необходимость очистки проволочными щётками. При снижении содержания в растворе гексагидрата нитрата меди за 10-15 минут обработки можно получить тусклый коричневый цвет. Для получения чёрного покрытия на алюминиевых поверхностях также можно использовать растворы, содержащие молибден. Насыщенный чёрный цвет можно получить при обработке изделия в течение 1-2 минут в кипящем растворе, содержащем 10-20 г/л молибденовокислого аммония и 15 г/л нашатырного спирта. Был запатентован еще один похожий раствор для чернения, только с добавлением сернистого соединения и органического восстановителя.Похожий способ обработки был разработан компанией Алусуис и назван «Хемалор-С» (Chemalor-S). В него был включён начальный этап травления в 2-15%(от массы) растворе хлористого железа при температуре 70-95ºС, за которым следует чернение в течение 2-8 минут в растворе, содержащем 40-60 г/л семивалентного молибдата аммония и 40-80 г/л хлористого алюминия при уровне рН 2-3 и температуре 90ºС. Затем чернённый алюминий погружается на 0.5-3 минуты в щелочной хроматный раствор, содержащий 13-17 г/л хромата натрия и 40-50 г/л карбоната натрия, при температуре 85-92ºС. В результате образуется светостойкое покрытие толщиной 2-4 микрона, обладающее хорошим сопротивлением истиранию, коррозийной стойкостью и стойкостью к химическому воздействию.Эта обработка применяется для радиаторов и деталей фотоаппаратов.
Другие типычёрного покрытия можно получить в растворах, содержащих карбонат натрия, хромат натрия, красную кровяную соль и свинцовую сольили нитрит натрия, силикат натрия, цинковый купорос и хлорид кальция или магния, или хлориды, сульфаты, гидрокарбонаты поваренной соли, катализатор и соединения для поддержания уровня рН, достаточного для протекания реакции.
Недавно начали использовать чёрные конверсионные покрытия в области производства установок для выработки солнечной энергии, и многие компании разработали для этого собственные системы. Компания «Алкоа» («Alcoa») предлагает использовать обработку изделий в растворе силикатов-боратов при температуре 66-100ºС и уровне рН 8-10. Данный тип обработки предназначен для создания на алюминиевом коллекторе солнечной энергии поверхности с высокой поглотительной и низкой излучательной способностью. Покрытие обладает хорошей коррозийной стойкостью, однако в процессе эксплуатации наблюдаются некоторые потери в поглотительной способности и снижение излучательной способности, которые до сих пор не были полностью оценены. Компания Рейнольдс («Reynolds») предлагает использовать хромистое покрытие с содержанием окиси меди, изменённой перманганатом, компания «Сумитомо» (Sumitomo) предлагает использовать хромато-фосфатные покрытия, которые впоследствии окисляются при температуре 400-600ºС для образования на поверхности оксидного покрытия. Можно получить полный спектр цветов, от охры до фиолетового через коричневато-красный, путем обработки конверсионного покрытия переменным током в водном электролите с добавлением таких элементов, как селен и теллур.Также был разработан раствор для голубого бронзирования, содержащий по 5 г/л красной кровяной соли и дихлорида железа.
Серый цвет, похожий на цвет железа, можно получить на алюминии при помощи обработки изделия в растворе, содержащем 25 г/л сернистого калия и 1 г/л сульфата ванадия, при температуре 80-90ºС; результативный цвет можно изменять, добавляя в раствор определённые органические и неорганические красители, таким образом можно добиться получения коричневого, золотистого и даже красного оттенков.
Красноватый коричневый цвет можно получить путем использованияследующего раствора:
Перманганат калия – 320 г/л
Азотнокислый кадмий – 100 г/л
Дихлорид железа – 20 г/л
Азотная кислота – 20 г/л
В общем, полученные в результате химического окрашивания покрытия, имеют худшие эксплуатационные качества, они менее прочные, чем покрытия, полученные путем покраски анодных оксидных плёнок покрытия. Однако,
химическое окрашивание может оказаться более эффективным, чем анодирование и крашение в тех случаях, если окрашиваемое изделие содержит вкрапления тяжёлых металлов, которые трудно замаскировать при применении анодирования. Также одноцветные покрытия на основе окрашенных неорганических веществ зачастую имеют более светлый оттенок, чем красочное покрытие.
При разработке процесса Декорал (Decoral) компанией «Ли Мануфэкчуринг»(LeaMfg.Co.) были совмещены конверсионное покрытие и крашение органическими веществами. В результате получилось покрытие, обладающие ярким светлым цветом. При подобной обработке очищенные алюминиевые детали помещают в щелочной раствор соединения ферроцианида , содержащий 0.1-0.5 молей на литр железосинеродистого калия, 0.1-0.5 молей на литр карбоната калия и 0.1-0.5 молей на литр тринатрийфосфата при уровне рН 11-12.Обычно для покраски требовалась обработка в таком растворе в течение 5-20 минут при температуре 25-35ºС.Полученное покрытие можно было окрашивать целым рядом органических красителей, похожих на используемые для окрашивания изделий из анодированного алюминия, а на покрашенную поверхность обычно наносилось лакокрасочное, восковое или смоляное покрытие. В ещё одном похожем растворе для нанесения конверсионного покрытия железосинеродистый калий
заменялся на азотнокислое железо.Полученное покрытие имело толщину до 2.5 микрон, обладало хорошей термостойкостью и коррозийной стойкостью и являлось альтернативой тонким, декоративным анодным покрытиям. Главное его преимущество заключалось в мелких деталях, которые могли быть обработаны барабанным методом – технология, применение которой очень ограничено при анодировании. В результате такие изделия, как металлические наконечники для карандашей или петельки для обуви, часто обрабатываются именно этим способом.
vseokraskah.net