Аппарат самодельный – Самодельные аппараты, которые можно сделать своими руками
alexxlab | 06.11.2019 | 0 | Вопросы и ответы
самодельный мини аппарат в домашних условиях
При выполнении в домашних условиях нетрудных и небольших по объему сварочных работ, каждый может собрать сварочный аппарат своими руками.
Для сборки не придется затрачивать большое количество денег, сил и времени. Также не нужно приобретать неоправданно дорогие модели подобного оборудования.
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
Также трансформатор удастся изготовить самостоятельно. Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.
Трансформатор для сварочных работ.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования, изготовленного в домашних условиях, не обязательно применять дополнительные приспособления. Смотря на значение силы тока, можно выбрать величину мощности трансформатора, а чтобы рассчитать мощность, необходимо показатель тока, который используется во время эксплуатации оборудования, помножить на 25.
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Его особенность – работа с переменным током, благодаря чему обеспечивается выполнение качественного шва при сваривании металлических поверхностей. Такое оборудование может справиться с любой бытовой работой, где необходимо сварить металлические либо стальные конструкции.
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
- Материал для сердечника, который будет располагаться в трансформаторе.
Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П». В некоторых случаях ращрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
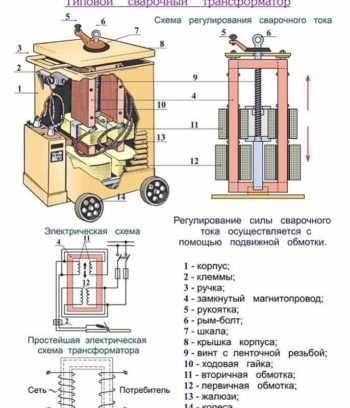
Схема устройства сварочного трансформатора.
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее. Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2.
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.
Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину. Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.
Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
Изготовление сварочного аппарата
На сегодняшний день практически невозможно и довольно-таки трудно сварить металл или обработать его надлежащим способом, не применяя сварочное оборудование. После того, как вы сделаете сварочный аппарат своими руками, вы сможете выполнять любые работы с металлическими изделиями.
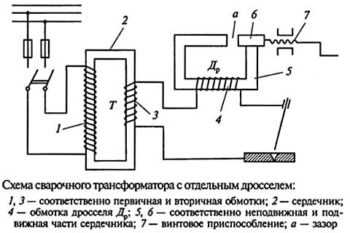
Схема трансформатора с отдельным дросселем.
Чтобы изготовить качественный агрегат необходимо обладать знаниями и навыками, которые помогут понять схему сварочного аппарата постоянного тока или переменного, что является двумя вариантами сборки оборудования.
С целью домашнего использования лучше всего узнать, как сделать мини сварку.
Удобнее вызвать мастера или приобрести уже готовый агрегат, однако иногда это бывает слишком затратно, поскольку на выбор модели по различным параметрам, таким как масса для сварочного аппарата, количество вольтов на сварочный аппарат определить достаточно трудно.
Существует несколько типов сварочных аппаратов: работающих на переменном токе, постоянном, имеющие три фазы либо инверторные. Чтобы выбрать один из вариантов и начать сборку необходимо, рассмотреть каждую схему первых 2-х типов. Во время подготовительного процесса необходимо обратить внимание на стабилизатор напряжения.
На переменном токе
Чтобы изготовить самодельные сварочные аппараты необходимо подобрать показатель напряжения, самое лучшее это 60 вольт, ток лучше всего регулировать от 120 до 160 ампер.
Можно самостоятельно определить значение сечения необходимого провода для изготовления первичной обмотки трансформатора, который должен подсоединяться к сети в 220 вольт.
Сечение по параметрам площади не должно быть больше 7 мм2, поскольку к вниманию стоит отметить возможный перепад напряжения и возможной дополнительной нагрузки.
Исходя из вычислений, оптимальным размером диаметра жилы из меди под первичную обмотку, который уменьшает действие механизма, является 3 миллиметра. При выборе алюминия для провода, сечение умножается на значение 1,6.
Стоит отметить, провода нужно обмотать тряпкой, поскольку они должны быть изолированы. Дело в том, что под увеличением температуры провод может расплавиться и возникнет короткое замыкание.
При отсутствии необходимого провода, есть возможность заменить его жилой немного тоньше, приматывая её парно. Однако необходимо помнить, что обмотка толщина увеличится, из-за чего размеры сварочного оборудования будут большими. Под вторичную обмотку применяют большой толщины провод с большим количеством жил из меди.
На постоянном токе

Электрическая схема сварочника на постоянном токе.
Некоторые сварочные аппараты работают при помощи постоянного тока. Благодаря такому агрегату можно сваривать чугунные изделия и конструкции из нержавеющей стали.
Чтобы создать своими руками сварочный аппарат постоянного тока может потребоваться не больше получаса. С целью преобразования самоделки с переменным током, нужно, чтоб вторичная обмотка была подключена с выпрямителем, который собирается на диоде.
В свою очередь, диод должен выдерживать ток с 200 ампер и обладать хорошим охлаждением. Чтобы подровнять значение тока можно воспользоваться конденсаторами, имеющие определенные характеристики и особенности напряжения. После этого агрегат собирается последовательно по схеме.
Дроссели используют в регулировке тока, а контакты, чтоб присоединить держатель. Дополнительные детали используются в передаче тока от внешнего носителя на место сваривания.
Рекомендации по работе с агрегатом
Чтобы эксплуатировать аппарат для сварки по его назначению необходимо, в первую очередь, разжечь электрическую дугу. Этот процесс легкий и выполняется следующими действиями: кончик электрода под определенным наклоном со стороны металлического покрытия подносим и чиркаем по поверхности конструкции.
Если действие совершено правильно и удачно, возникает вспышка небольших размеров, и материал расплавляется, после чего можно сваривать необходимые элементы.
При изготовлении мини сварочного аппарата своими руками необходимо руководствоваться рекомендациями по работе с ним. Чтобы сваривать элементы нужно держать стрежень в таком положении, чтобы он был на определенном расстоянии друг от друга свариваемых деталей. Это расстояние может быть равным сечению подобранного электрода.
Зачастую такой металл как углеродистая сталь присоединяется с прямым полярным током. Однако некоторые сплавы можно сварить только по обратной полярности тока. Кроме этого необходимо внимательно контролировать качество шва и как проплавляется конструкция.
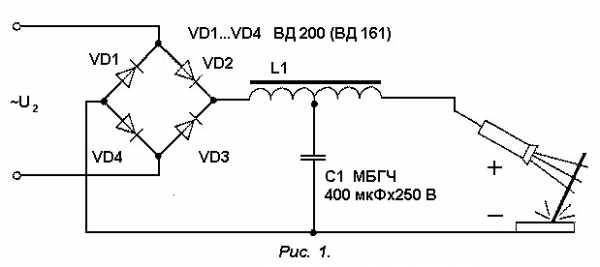
Схема простого сварочного аппарата.
Стоит сделать акцент на том, что переменный ток, находящийся в инверторе, может регулироваться эффективно и с плавностью. Зачастую никаких сложностей не возникает с настраиванием агрегата на необходимые параметры.
С небольшим показателем силы тока, шов выйдет некачественным, но и увеличенное значение не стоит выставлять, поскольку есть риск прожечь поверхность.
Если необходимо сварить поверхности небольшой толщины, то стержни подойдут с размером от 1 до 3 миллиметров, при этом сила тока должна варьироваться с отметками 20-60 А. С использованием электродов большого сечения можно сваривать металлические изделия до 5 миллиметров, однако в этом случае ток должен быть 100 А.
По завершению сварочного процесса, с использования самоделки, необходимо аккуратно убрать окалину легкими движениями, которая появляется на шве, после чего он чиститься специальной щеткой.
Благодаря этому действию вы сможете сохранить приятный эстетический вид у своего аппарата. Не стоит беспокоиться, если на первых парах чистка оборудования будет не сильно получаться. Этот навык нарабатывается на опыте и при условии выполнения всех рекомендаций по грамотной эксплуатации конструкции.
Итог
Подводя итоги, стоит отметить, что сварочные аппараты постоянного тока собирать значительно легче и они также удобны в эксплуатации, за счет своей маломощности.
При выполнении необходимых рекомендаций сборка сварочного аппарата может занять не больше получаса.
tutsvarka.ru
Простой самодельный самогонный аппарат – Как правильно пить
Особенности и главный механизм работы простого самогонного аппарата, предназначенного для производства самогона, примерно одни и те же. Заключается принцип работы в том, чтобы нагревать брагу в специально подготовленной для этого емкости. Пары браги будут подниматься по специальной трубке отвода, чтобы в другой емкости, под воздействием холода и конденсата, получалась новая жидкость, а именно самогонка.
Для изготовления самодельного самогонного аппарата необходимо, в первую очередь, ознакомиться со всеми ключевыми особенностями и правилами перегона браги, а уже после этого подобрать такой вариант, который больше всего подойдет по простоте, размерам и бюджету.
Главные компоненты аппаратов

Любой, даже самый простой и только-только созданный самогонный аппарат в обязательном порядке должен включать такие элементы:
- Змеевик;
- Куб для перегонки жидкости;
- Контейнер для охлаждения;
- Сухопарник;
- Несколько активных рабочих шлангов.
Куб для перегонки жидкости
Для того, чтобы своими руками создать куб для перегонки, можно использовать такие предметы, как скороварки, фляги из алюминия, а также простые бидоны для молока, как в статье про самогонный аппарат из бидона. Все эти предметы отличаются возможность герметично закрываться, поэтому не нужно будет придумывать никаких приспособлений, предотвращающих потерю паров.
У этих сосудов широкая горловина, поэтому и уход за ними более прост. К примеру, отмыть емкость с большим горлом намного проще, чем сосуды с суженным горлышком.
У скороварки, помимо всего прочего, есть вентиль, помогающий выпускать воздух, поэтому нет никакой необходимости в создании отверстий в стенках, крышках или других элементах. Также скороварки отличаются небольшой стоимостью. Есть только одни минус – это маленький объем, который не позволяет приготавливать сразу же много самогонки. Так что при больших партиях самогонки придется не единожды разбирать всю конструкцию и заливать новые порции.
Что же касается бидона и фляги, то внутрь них можно не только затирать бражку, но и использовать такие емкости в качестве куба для перегонки, что освобождает человека от необходимости переливать жидкости.
Флягу с самогонным аппаратом соединяет несколько трубок. Для того, чтобы сделать это, нужно в крышке просверлить соответствующее отверстие. Если же бидон или фляга также применяются для иных целей и нет никакого желания испортить крышку, то можно реализовать иной вариант фиксации и соединения.
Необходимо вырезать деревянный круг, который будет идентичен по размерам горловине, а в середине этого круга просверлить отверстие для будущей трубки. После этого можно герметизировать конструкцию. Нужно взять ржаную муку, развести ее в некотором количестве тепловой воды так, чтобы получилась консистенция глины, а после этого замазать горловину.
Перегонки можно производить на костре, плите на газу или плите на электричестве. Также можно взять кипятильник (большой), опустить его во флягу и начать кипятить брагу прямо так. Отлично подойдет в случае деревянного круга.
Змеевик
Это трубка, изогнутая в спираль. Есть два варианта – или змеевик погружают в воду, или же вода будет обтекать его. Пары спирта, проходя через змеевик и охлаждаясь, выходят самогонкой.
При этом материал змеевика должен быть таким, чтобы он не вступал в реакцию с напитком. Можно взять медную или стальную трубку. Оба материала хороши, но медь нужно или менять время от времени, или чистить содой.
Длина зависит от параметров охлаждающей емкости, однако чаще всего нужна труба с длиной от 1,5 до 2 метров. Диаметр трубки – 1 сантиметр.
Выбор материала змеевика, нужна ли медь или нет?
А какой размер змеевика выбрать, узнайте тут!
Сухопарник

Сухопарник не является обязательным элементом для самодельного самогонного аппарата в простом исполнение. Однако общепринятым является мнение о том, что сухопарник способен защитить самогонку от различных примесей, включая также сивушные масла. Крепится сухопарник между змеевиком и емкостью с бражкой.
Сухопарник он же дефлегматор для самогонного аппарата: принцип работы
Все неприятные или пагубно влияющие на человеческое здоровье примеси при этом будут конденсироваться намного быстрее, чем спирт, тем самым оседая на дно. А спирт, термический показатель кипения которого выше, будет проходить дальше. Поэтому основная польза сухопарника — он помогает сократить время и усилия при очистке напитка.
Для примитивного сухопарника, сделанного своими руками, подойдет банка на три литра с крышкой из металла. Шилом нужно сделать две дырки и вставить туда 2 втулки с резьбой снаружи. Они фиксируются гайками. Здесь все – компонент «сухопарник» полностью подготовлен – осталось только соединить его шлангами с такими компонентами самогонного аппарата, как змеевик и куб для перегонки.
Холодильник
Нужно взять корыто, и в это корыто монтировать в горизонтальном положении змеевик и две трубы. Одна труба пойдет к емкости с начальной брагой (или, как вариант, к сухопарнику), а по второй в итоге начнет вытекать самогонка. В случае такой конструкции нужно периодически менять воду на холодную. В корыто, если есть, можно поместить лед или снег.
Плюсы такого типа контейнера для охлаждения очевидны:
- Простое изготовление;
- Можно производить перегон даже без водопровода и доступа к постоянной воде.
Также можно сделать проточный холодильный аппарат. Для этого нужно взять баллон в форме цилиндра и поместить туда змеевик. В таком случае нужно, помимо стандартной конструкции, проделать два отверстия в баллоне – для того, чтобы вода могла поступать и уходить из камеры.
Плюсы следующие:
- Компактность;
- Можно использовать маленький змеевик;
- Не нужно контролировать температуру воды.
Шланги, соединяющие элементы
Не каждый пользователь имеет в своем распоряжении сварку, позволяющую соединять между собой компоненты самодельного самогонного аппарата. В таких случаях можно взять и использовать шланги из силикона или же трубки, которые используются для подведения воды или газа. Почему лучше использовать силиконовые шланги?
Простейший самогонный аппарат в домашних условиях

Самый простой вариант самодельного аппарата для производства самогона может состоять из таких элементов, которые можно найти в любой квартире.
К примеру, для самогонных аппаратов можно взять такие компоненты, как:
- Кастрюля;
- Чашки из металла;
- Тазик;
- Подставки.
В кастрюлю необходимо налить брагу, внутрь кастрюли поставить подставку (лучше всего подойдет треножник). На эту подставку нужно поставить чашку, диаметр которой будет равен дну таза. Это будет основной контейнер, который предназначен для сбора самогонки. Кастрюлю нужно закрыть тазом с водой (она при этом должна быть холодной) и закрыть отверстия тестом или же тканью, смоченной в воде.
После этого необходимо поставить кастрюлю на огонь и подождать. Пары используемой браги, постепенно нагреваясь, начнут подниматься и соприкасаться со стенками таза (а стенки у таза холодные), тем самым трансформируясь из пара обратно в жидкость. После этого самогон будет стекать в ту чашку, которая находится в кастрюле.
Такой способ достаточно прост и примитивен, однако у него есть несколько важных минусов:
- Неприятный и очень сильно заметный запах от браги;
- Если для перегонки используются слишком большой объем браги, предстоит несколько раз начинать процесс перегонки заново, а для этого придется разбирают все конструкцию самогонного аппарата;
- В самогоне при этом методе будет больше масел и сивухи.
Для того, чтобы держать под своим контролем температуру, необходимо самостоятельно вмонтировать термометр в куб для перегонки. Однако, если речь идет о простом самогонном аппарате, то можно работать и без этого термометра.
how-to-drink.ru
Самодельный сварочный аппарат Плазматрон » Полезные самоделки
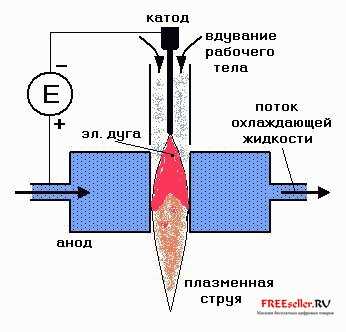
Принцип действия большинства плазматронов мощностью от нескольких кВт до нескольких мегаватт, практически один и тот же.
Между катодом, выполненным из тугоплавкого материала, и интенсивно охлаждаемым анодом, горит электрическая дуга. Через эту дугу продувается рабочее тело (РТ) – плазмообразующий газ, которым может быть воздух, водяной пар, или что другое. Происходит ионизация РТ, и в результате на выходе получаем четвертое агрегатное состояние вещества, называемое плазмой.
В мощных аппаратах вдоль сопла ставится катушка эл.магнита, он служит для стабилизации потока плазмы по оси и уменьшения износа анода.
В этой статье описывается уже вторая по счету конструкция, т.к. первая попытка получить устойчивую плазму не увенчалась особым успехом. Изучив устройство “Алплаза”, мы пришли к выводу что повторять его один в один пожалуй не стоит. Если кому интересно – все очень хорошо описано в прилагаемой к нему инструкции.
Наша первая модель не имела активного охлаждения анода. В качестве рабочего тела использовался водяной пар из специально сооруженного электрического парогенератора – герметичный котел с двумя титановыми пластинками, погруженными в воду и включенными в сеть 220V. Катодом плазматрона служил вольфрамовый электрод диаметром 2 мм который быстро отгорал. Диаметр отверстия сопла анода был 1.2 мм, и оно постоянно засорялось. Получить стабильную плазму не удалось, но проблески все же были, и это стимулировало к продолжению экспериментов.
В данном плазмогенераторе в качестве рабочего тела испытывались пароводяная смесь и воздух. Выход плазмы получился интенсивнее с водяным паром, но для устойчивой работы его необходимо перегревать до температуры в не одну сотню градусов, чтобы не конденсировался на охлажденных узлах плазматрона. Такой нагреватель еще не сделан, поэтому эксперименты пока что продолжаются только с воздухом.
Фотографии внутренностей плазматрона
Анод выполнен из меди, диаметр отверстия сопла от 1.8 до 2 мм. Анодный блок сделан из бронзы, и состоит из двух герметично спаянных деталей, между которыми существует полость для прокачки охлаждающей жидкости – воды или тосола.
Катодом служит слегка заостренный вольфрамовый стержень диаметром 4 мм, полученный из сварочного электрода. Он дополнительно охлаждается потоком рабочего тела, подаваемого под давлением от 0.5 до 1.5 атм.
Вот и полностью разобранный плазматрон

Электропитание подводится к аноду через трубки системы охлаждения, а к катоду – через провод, прицепленный его держателю.
Запуск, т.е. зажигание дуги, производится закручиванием ручки подачи катода до момента соприкосновения с анодом. Затем катод надо сразу же отвести на расстояние 2..4 мм от анода (пара оборотов ручки), и между ними продолжает гореть дуга.
Электропитание, подключение шлангов подачи воздуха от компрессора и системы охлаждения – на следующей схеме:

В качестве балластного резистора можно использовать любой подходящий электронагревательный прибор мощностью от 3 до 5 кВт, например подобрать несколько кипятильников, соединенных параллельно.
Дроссель выпрямителя должен быть рассчитан на ток до 20 A, наш экземпляр содержит около сотни витков толстой медной проволоки.
Диоды подойдут любые, рассчитанные на ток от 50 А и выше, и напряжение от 500 V.
ОСТОРОЖНО! ЭТОТ ПРИБОР ИСПОЛЬЗУЕТ
БЕСТРАНСФОРМАТОРНОЕ ПИТАНИЕ ОТ СЕТИ!
Воздушный компрессор для подачи рабочего тела взят автомобильный, а для прокачки охлаждающей жидкости по замкнутому контуру используется автомобильный омыватель стекол. Электропитание к ним подводится от отдельного 12-вольтового трансформатора с выпрямителем.
Немного о планах на будущее:
Как показала практика, и эта конструкция тоже оказалась экспериментальная. Наконец-то получена стабильная работа в течение 5 – 10 минут. Но до полного совершенства еще далеко.
Сменные аноды постепенно выгорают, а делать их из меди, да еще с резьбой, затруднительно, уж лучше бы без резьбы. Система охлаждения не имеет прямого контакта жидкости со сменным анодом, и из-за этого теплообмен оставляет желать лучшего. Более удачным был бы вариант с прямым охлаждением.
Детали выточены из имевшихся под рукой полуфабрикатов, конструкция в целом слишком сложна для повторения.
Также необходимо найти мощный развязывающий трансформатор, без него пользоваться плазматроном опасно.

И под завершение еще снимки плазматрона при разрезании проволоки и стальных пластинок. Искры летят почти на метр 🙂
www.freeseller.ru
Самодельный сварочный инвертор своими руками — собираем из доступных деталей
Сделать инвертор самостоятельно реально, даже при отсутствии глубоких познаний в области электротехники, электроники. Для этого всего лишь нужно разобрать принцип работы подобного устройства, четко придерживаться готовой схемы. Если заняться изготовлением самодельного сварочного аппарата, который практически не будет уступать по техническим характеристикам заводскому аналогу, можно очень хорошо сэкономить.
Не стоит сомневаться, что сварочный агрегат, изготовленный самостоятельно, будет эффективно работать. Устройство, собранное по самой простой схеме, будет позволять варить электродами 3,0-5,0 мм, с длиной дуги – 1 см.
Подбираем конструкцию инвертора
- Ненужный компьютерный блок может быть корпусом установки.
- Комплектация сварочного инвертора своими руками неоригинальна, напоминает большинство прочих самодельных конструкций. Многие элементы можно заменить аналогами. При наличии основных деталей конструкции можно рассчитать оптимальные параметры корпуса и начать его изготовление.
- Подойдут готовые радиаторы от старых приборов, например, блоков питания ПК. Но их можно изготовить и самостоятельно, если есть под рукой шина из алюминия, толщина которой составляет от 2 до 4 мм, а ширина больше 3 см. Можно задействовать вентилятор от какого-либо старого прибора.
- Все детали больших размеров рекомендуется первоначально разложить на плоскости, чтобы можно было наглядно определить возможности соединения согласно схеме.
- Далее нужно определиться с местом под вентилятор. Он не должен гнать горячий поток воздуха от одних элементов устройства к иным. Если в данной ситуации присутствуют сложности, тогда можно воспользоваться несколькими вентиляторами одновременно, которые будут работать на вытяжку. Цена кулеров, их масса незначительны, но зато надежность агрегата в целом существенно увеличится.
- Основные элементы конструкции самодельного сварочного полуавтомата, отличающиеся большими размерами и массой – это дроссель и трансформатор. Рекомендуется их размещать по краям (симметрично друг другу) или по центру. То есть их масса не должна перетягивать аппарат в одну из сторон. К примеру, работать с установкой, подвешенной на ремне через плечо сварщика достаточно неудобно, когда она постоянно будет сползать в одном направлении.
- После того как все детали из сварочного инвертора расставлены по своим местам, необходимо определиться с параметрами днища для агрегата, вырезать из подручного материала, который обязательно должен быть неэлектропроводящий. Чаще всего для этих целей применяется стеклотекстолит, гетинакс. Если же данного материала нет, тогда подойдет обычная древесина, предварительно обработанная влагостойкими, противопожарными растворами. Крайний вариант даже отличается некоторыми достоинствами.
- Компонентами крепежа обычно являются шурупы, что упрощает, удешевляет сборку изделия.
Самодельная сварка: материалы для изготовления, основные характеристики
После сборки полуавтоматического сварочного инвертора по стандартной несложной электрической схеме, вы станете обладателем эффективной установки со следующими эксплуатационными характеристиками:
- напряжение – 220В;
- ток на входе – 32А, на выходе – 250А.
В схему сварочного оборудования с подобными техническими показателями входят следующие детали:
- блок питания;
- блок силовой;
- драйверы силовых ключей.
Перед тем как собирать самодельный сварочный аппарат, рекомендуется подготовить все компоненты по схеме, инструмент для выполнения сборки. Для такой самоделки понадобятся:
- нож;
- комплект отверток;
- ножовка по металлу;
- проволока, полосы из меди;
- паяльник для соединения деталей электронных схем;
- металлический лист малой толщины:
- резьбовые компоненты крепежа;
- компоненты для формирования электронных схем;
- текстолит;
- термобумага;
- слюда;
- стеклоткань.

Для применения в домашних условиях изготавливают чаще инверторы, которые функционируют от стандартной электросети (220В). Если существует потребность, то можно также собрать аппарат, который будет функционировать от трехфазной электросети (380В). Инверторы подобного типа отличаются собственными преимуществами, одним из которых можно обозначить довольно высокий КПД в отличие от однофазных изделий.
Намотка трансформатора
Чтобы произвести намотку трансформатора понадобиться полоска из меди: толщина – 0,3 мм, ширина – 40 мм. Проволока из меди подходит для высокого нагрева. Термопрослойку можно выполнить из бумаги, используемой для кассовых аппаратов, или ксероксной. Но второй вариант хуже, бумага не достаточно прочная, может порваться.
Лакоткань – оптимальный доступный изоляционный материал, желательно использовать минимум слой. Для электрической безопасности устройства можно поместить в обмотки пластины из текстолита. Напряжение зависимо от качества выполненной изоляции между обмотками. Длины полос из бумаги должно хватать для полного перекрытия периметра обмотки и еще должен быть запас – минимум 2 см.
Запрещено использовать толстую проволоку, так как работа инверторного сварочного аппарата основана на высокочастотных токах. Если взять такой провод, то его сердцевина при работе задействоваться не будет. В результате может произойти перегрев трансформатора.
Для того чтобы не допустить подобного эффекта, рекомендуется брать проводник минимальной толщины, большей площади. Поверхность подобного типа не перегреется, является эффективным проводником.
При выполнении вторичной обмотки рекомендовано использовать 3 полоски из меди, отделяемые между собой фторопластовой пластинкой. И снова выполняется термическая прослойка из бумажной кассовой ленты. Недостаток этой бумаги – темнеет после нагревания, но остается прочной на разрыв.
Вместо полоски из меди можно также использовать проволоку ПЭВ – диаметр не более 0,7 мм. Такой провод имеет большое количество жил – это его основное достоинство. Но подобный вариант обмотки намного хуже, чем медный, провода подобного типа обладают значительными воздушными просеками, из-за чего плохо стыкуются.
При использовании ПЭВ конструкция полуавтомата из инвертора имеет четыре обмотки (используется ПЭВ диаметром – 0,3 мм):
- первичная обмотка – 100 витков;
- 1-я вторичная обмотка – 15 витков;
- 2-я вторичная обмотка – 15 витков;
- 3-я вторичная обмотка – 20 витков.
Обязательно необходим вентилятор охлаждения трансформатора и всей конструкции. Для этих целей прекрасно подойдет кулер системного блока (220В, 0,15А).
Охлаждение
Силовые компоненты схемы самодельного сварочного инвертора, изготовленного самостоятельно, значительно нагреваются. Это может способствовать быстрой поломке. Чтобы не допустить их перегревания, кроме радиаторов охлаждения для блоков, нужно дополнительно устанавливать вентиляторы.
При наличии вентилятора большой мощности, можно обойтись только им. При этом поток холодного воздуха необходимо направлять на силовой трансформатор. При использовании вентиляторов небольшой мощности, к примеру, от старых ПК, их нужно около шести, три из которых будут охлаждать трансформатор.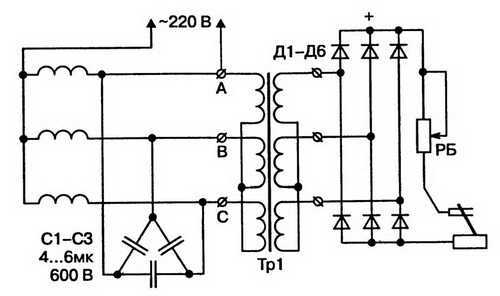
Также, чтобы не допускать перегревания сварочного аппарата своими руками, рекомендуется устанавливать на наиболее нагревающийся радиатор температурный датчик, который при достижении максимально допустимой температуры подаст сигнал на автоматическое отключение.
Для эффективной работы вентиляционной системы в корпусе сварочного агрегата необходимо правильно установить воздухозаборники, решетки которых не должны быть перекрыты.
Настройка
Самодельный сварочный инвертор собрать несложно, и для этого не требуются значительные капиталовложения. Но выполнить его настройку без привлечения специалиста проблематично. Как сделать и настроить самодельный инвертор самостоятельно?
Инструкция
- Необходимо предварительно на плату сварочного агрегата подать напряжение. Блок станет издавать характерный писк. Сетевое напряжение также нужно подать на вентилятор охлаждения, который не допустит перегрева деталей, и агрегат будет стабильней работать.
- Когда силовые конденсаторы получили достаточную зарядку, необходимо замкнуть токоограничивающий резистор (проверяется работа реле, на резисторе должно быть нулевое напряжение).
Важно – если сварку подключить без токоограничивающего резистора, возможен взрыв!
- Использование подобного типа резистора существенно снижает скачки тока в момент подключения сварки к сети 220В.
- Наш инструмент вырабатывает ток более 100А. Данный параметр зависит от конкретно применяемой схемы, а вычислить его можно с помощью осциллографа.
- Проверка режима сварки на блоке управления самодельного плазмореза. Для этого нужно подсоединить к выходу усилителя оптрона вольтметр. Для устройств незначительной мощности среднее амплитудное напряжение должно быть порядка 15В.
- Далее нужно проверить выходной мост на правильность его сборки. Для этого подается от подходящего блока питания напряжение 16В на вход агрегата. Блок на холостом ходу потребляет ток порядка 100 мА, что стоит учесть при выполнении контрольных замеров.
- Работу своего самодельного инвертора можно сравнить с работой промышленного. На обеих обмотках осциллографом измеряется соответствие друг другу импульсов.
- Далее нужно проконтролировать работу сварочного устройства с конденсаторами. Необходимо поменять напряжение с 16В на 220В, подсоединяя инвертор напрямую к электросети. С помощью осциллографа, подсоединенного к выходным транзисторам, наблюдаем за формой сигнала, ее соответствие испытаниям на минимальном напряжении.
Инвертор для сварки является достаточно востребованным агрегатом в любой сфере деятельности: на производстве, в домашних условиях. А благодаря использованию встроенного регулятора, выпрямителя тока сварочный агрегат инверторного типа позволит добиться наиболее эффективных результатов сварки, если их сравнивать с результатами аналогичных работ с использованием стандартных сварочных агрегатов, на которых установлены трансформаторы из стали электротехнической.
Вывод
Сборка самодельного аппарата для точечной сварки не представляет особой сложности. Если для этого нет достаточного опыта, то можно всегда обратиться к специалистам за дополнительной консультацией. Но в результате можно собрать агрегат с дополнительными функциями, которых лишены заводские аналоги, и существенно сэкономить денежные средства.
electrod.biz
Самодельные сварочные аппараты постоянного тока: детали и расчеты
В современных специализированных магазинах представлены самые разнообразные сварочные аппараты. Это и традиционные трансформаторы, и современные инверторы, и различные инструменты для специальных режимов сварки. Однако качественное изделие заводского производства стоит довольно дорого и не каждому по карману. При большом желании выпрямители без особых проблем собираются своими руками.

Схема сварочного полуавтомата.
Простейшие самодельные сварочные аппараты
Самодельный сварочный выпрямитель прекрасно подойдет для выполнения небольших бытовых задач. До полноценного инвертора он в некоторых моментах, конечно же, не дотягивает, но с обычными домашними работами справляется на ура. Преимуществом самодельных сварочных аппаратов является то, что пользователь может самостоятельно вносить изменения в конструкцию, меняя характеристики агрегата и добавляя или исключая ненужные функции.
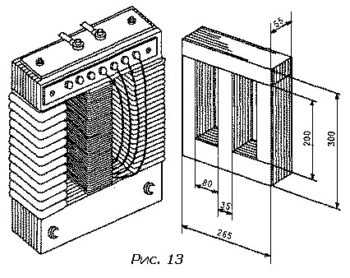
За основу можно взять конструкцию, представленную на рис. 1. Принципиальная схема такого агрегата показана на рис. 2.
Рисунок 1. Размеры самодельного сварочного аппарата.
Самые простые модели самодельных сварочных аппаратов представляют собой трансформатор с рабочей и сетевой обмоткой. Сетевая, как правило, создается под напряжением в 220-240 В. Рабочую рассчитывают на напряжение 45-70 В. Изменение тока осуществляется путем изменения количества витков рабочей обмотки. «Железную» часть можно собрать из деталей промышленных понижающих трехфазных трансформаторов либо же старых асинхронных двигателей.
Собираются самодельные сварочные аппараты с использованием:
- Отверток.
- Паяльника.
- Плоскогубцев.
- Ножниц, ножа и ножовки.
- Электродрели.
- Молотка.
- Шайб, винтов и гаек.
- Алюминиевых пластин и заклепок.
Что нужно знать об обмотках сварочного аппарата?
В процессе расчета и создания проекта агрегата нужно рассчитывать первичную обмотку на ток в 25 А. Рабочая либо вторичная обмотка рассчитывается на 160 А. Очень важно подобрать подходящее сечение проводов. Как правило, используется расчет, в соответствии с которым на 1 мм² провода допускается подавать ток не более 10 А. В случае использования алюминиевых проводов данное значение необходимо уменьшить до 4 А.
Рисунок 2. Принципиальная схема самодельного аппарата для сварки.
Сначала определяется площадь сечения окна железа в см², после рассчитывается число витков обмоток. Сначала нужно рассчитать количество обмоток на 1 В, а затем для суммарного значения. На 1 В определите следующим образом: разделите 48 на площадь сечения окна железа трансформатора.
К сборке самодельных сварочных аппаратов можно приступать только после полного завершения расчета. Созданное в соответствии с этой инструкцией приспособление представляет собой простейший сварочный агрегат. Для того чтобы перевести инструмент в режим работы на постоянном токе, нужно внести ряд изменений в конструкции и скорректировать расчет.
Возможные детали и необходимые расчеты
Для того чтобы самодельные аппараты могли работать на постоянном токе, в их конструкцию включаются высокомощные выпрямители.
Для максимально эффективной теплоотдачи используются радиаторы. Сами диоды имеют довольно большой размер, что оказывает непосредственное влияние на габариты конструкции. В некоторых ситуациях есть смысл использовать специальный диодный мост. Вы можете самостоятельно его запараллелить, увеличив за счет этого значение выходного тока.
Для сглаживания кривой формы напряжения применяется «электролит» 10 000 мкФ и больше. Его подключение выполняется при помощи резистора. Он обеспечит защиту появления К3 при возгорании сварочной дуги, в момент прикосновения электродом к свариваемым изделиям.
Рисунок 3. Схема сварочного аппарата.
При расчете самодельных сварочных аппаратов приходится корректировать и подстраивать все характеристики под доступные для сборки детали, которые при самостоятельном конструировании в большинстве случаев имеют не самое высокое качество. К примеру, домашние мастера часто используют магнитопровод от трансформатора низкой мощности или же статор давно отслужившего свое и проржавевшего двигателя.
По возможности нужно подобрать детали в хорошем состоянии. От этого напрямую зависит качество сварочных работ. Многим умельцам удается собирать в домашних условиях прекрасные самодельные сварочные аппараты с мягким зажиганием дуги, позволяющие сваривать тонкостенные изделия и практически исключающие разбрызгивание расплавленного металла.
Как работает схема сварки?
На рис. 3 показана принципиальная схема самодельного аппарата.
В данном случае позицией VD-VD4 обозначен сетевой мост. Он отвечает за выпрямление переменного сетевого потенциала. По контактам лампы HL1 начинается течение тока. Она выполняет функции индикатора на протяжении всего сварочного процесса и одновременно заряжает «электролит», обозначенный на рассматриваемой схеме как С5. Дополнительно HL1 отвечает за ограничение тока заряда устройства. Сразу после того как индикатор погаснет, можно начинать варить.
Одновременно с началом зарядки «электролита» С5 стартует зарядка батареи конденсаторов, обозначенных на схеме позициями С6-С17. Происходит это через контур дросселя L1. Загорается светодиод HL2. Это позволяет пользователю понять, что на сварочный аппарат идет сетевое напряжение. Но сварки пока что не будет, т.к. тиристор под позицией VS1 закрыт. Потенциал на его управляющем выводе отсутствует.
Для подачи напряжения на генератор импульсов нужно включить кнопку SB1. Непосредственно генератор сделан на однопереходном транзисторе, обозначен как VT1. Генератор передает импульсы на тиристор под позицией VS2, он включается и открывает запараллеленные тиристоры. На схеме обозначены как VS3-VS7.
Происходит разрядка «электролитов» С6-С17 по обмотке трансформатора Т1, а также контур дросселя под позицией L2. Цепь с трансформатором, дросселем и упомянутыми «электролитами» представляет собой колебательный контур с переменным током. При нахождении контура в противофазе происходит передача тока по диодам под позициями VD8 и VD9. Запараллеленные тиристоры (на рассматриваемой схеме обозначены VS3-VS7) запираются и ждут подачи нового импульса узла на VT1. Затем все происходит по новой, в той же последовательности.
На обмотке «III» трансформатора появляются импульсы, под воздействием которых отпирается VS1. Уже через него происходит соединение выпрямителя VD1-VD4 и преобразователя на тиристорах.
Схема сварочного трансформатора.
Светодиод HL3 сигнализирует о запуске генератора. За выпрямление напряжения отвечают VD11-VD34. Форма кривой сглаживается при помощи «электролитов» под позициями С19-С24. Они же отвечают за облегчение появления дуги.
Трансформатор под позицией Т1 состоит из трех «строчников» от телевизоров старых моделей, сложенных разом. Использован ферритовый сердечник ПК30х16. Обмотки «I» и «II» состоят из 2 секций с проводом ПСД 1,68 в стеклотканевой изоляции. Соединение последовательное. Присутствуют следующие витки:
- На «I» обмотке — 2х4.
- На «II» обмотке — 2х2.
Тепловой режим обмотки «I» несколько хуже, поэтому в процессе сборки самодельных сварочных аппаратов постоянного тока эта обмотка мотается с зазором (шагом), равным 1 мм. Во второй обмотке должен быть сделан отвод от середины.
Обе обмотки выставляются так, чтобы ничего не мешало работе диодов под позициями VD11-VD34. Обмотка «I», начиная от вывода на L2, наматывается против часовой стрелки. Вторую обмотку мотают по часовой стрелке, от вывода, подсоединенного на VD21-VD34. Обмотка «III» — виток 0,4-0,5-миллиметрового изолированного провода на напряжение от 500 В.
При распределении обмоток нужно знать и учитывать правильные зазоры, чтобы обеспечивалось требуемое охлаждение магнитопровода.
Из соображений безопасности устанавливаются 4 пластины из стеклотекстолита толщиной 1,5 мм. После подгонки их необходимо приклеить.
Дроссель L1 наматывается на сердечник ПЛ 12,5х25-50. При этом необходимо соблюдать зазор в 0,3-0,5 мм. Наматываются 175 витков. Используется провод типа ПЭВ-2. Подходит калибр 1,32.
Дроссель L2 представляет собой бескаркасную спираль, намотанную с использованием провода 4 мм² в теплоизоляции. Всего нужно 11 витков. Намотка выполняется с диаметром в 14 мм. Через дроссель проходит сильный ток, поэтому он требует организации дополнительной обдувки.
В качестве выпрямителя VD11-VD34 в данной конструкции выступает алюминиевая этажерка. Для стяжки используются шпильки. Каждые 2 диода зажимаются между пластинами размером 4,4х4,2 см и толщиной 1 мм.
Тиристоры, «кондеры», транзистор, диоды, стабилитроны и резисторы устанавливаются на стеклотекстолитовую плиту.
Рассмотренная схема позволяет собрать самодельный сварочный аппарат, который сможет качественно выполнять различные бытовые задачи, требующие применения сварки. Данный аппарат пригодится при ремонте в гараже и прочих хозяйственных и бытовых помещениях. В процессе использования придерживайтесь требований техники безопасности, актуальных для сварочных аппаратов любого типа.
moyasvarka.ru
Самодельный рентгеновский аппарат | Полезное своими руками
Рентгеновский аппарат очень прост по своему устройству и не представит больших трудностей при изготовлении.
Основными деталями, из которых состоит всякий рентгеновский аппарат, являются: рентгеновская трубка, высоковольтный трансформатор, конденсаторы постоянной емкости, реостат, флюоресцирующий экран.
Высоковольтный трансформатор у нас уже есть. Его вполне заменит нам катушка Румкорфа. Только помните, что для рентгеновского аппарата нужна катушка, дающая искру длиной не менее 8—10 см.
Конденсаторы большой емкости можно купить готовыми, рассчитанными на высокое напряжение. Реостат можно тоже приобрести готовый, желательно, употребляемый для накала кенотронов в мощных усилителях радиоузлов.
Нам остается сделать только рентгеновскую трубку. Правда, и они теперь имеются в продаже. Но, во-первых, стоят они еще сравнительно дорого, а во-вторых, требуют для своей работы очень большого напряжения, гораздо большего, чем может дать наш трансформатор. Сделать же самому рентгеновскую трубку не так уж сложно.
Мы сделаем ее из обыкновенной электрической лампочки. 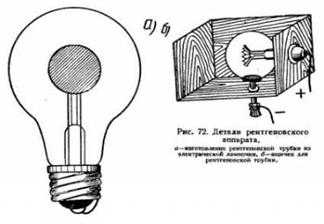
Для этого берется лучше новая пустотная электрическая лампочка в 25 ватт. На самую широкую часть груши баллона надо наклеить станиолевый кружочек диаметром в 2 см, а цоколь закоротить (см. рисунок а).
Станиоль следует приклеивать очень осторожно, чтобы не было складок, царапин и пустот между ней и баллоном.
Клею надо употреблять как можно меньше. Но лучше всего приклеивать станиоль яичным белком.
Пока кружочек присыхает, мы займемся устройством штатива для будущей трубки.
Штатив делается из четырех дощечек размером: две по 100 мм и две по 100×200 мм. В одной из дощечек размером 100×100 мм в центре прорезается отверстие по диаметру электрического патрона. Из дощечек сколачивается ящичек, как указано на рисунке б.
Когда ящик готов, в него ввертывают электрический патрон, предварительно заряженный шнуром; в патрон ввинчивается наша круксова трубка, изготовленная из электрической лампочки.
Когда лампочка туго ввернута в патрон, станиолевый кружок на ней должен приходиться против какой-нибудь боковой стенки. Если этого не получилось сразу, то патрон следует несколько повернуть в гнезде.
Против станиолевого кружочка на стенке делают отметку, и лампочку вывертывают. Затем на месте отметки просверливают небольшое отверстие для контакта с лампой.
Контакт можно сделать из толстой медной проволоки сечением 5 мм и длиной 50—60 мм. На одном из концов проволоки припаивается медный кружочек диаметром в 10 мм. Желательно предварительно этот кружочек осторожно выгнуть на груше нашей лампочки для того, чтобы при соприкосновении его со станиолевым кружочком контакт был плотнее.
Проволока вставляется изнутри штатива в приготовленное отверстие, причем то место контакта, которое будет соприкасаться с доской, надо предварительно изолировать, желательно эбонитовой или фарфоровой трубочкой, но так, чтобы стержень двигался в ней с большим трением.
Можно употребить для изоляции фарфоровый ролик, применяемый для электропроводки. Но в этих случаях по отверстию ролика надо будет сначала подобрать диаметр проволоки и затем уже приступить к изготовлению контакта.
Когда контакт вставлен на место, к его внешнему концу припаивается кусок электрического шнура длиной в метр.
В ящик ввертывают лампочку, контакт осторожно, но как можно туже придвигают к станиолевому кружочку, привинчивают к боковой стенке, и наша рентгеновская трубка готова к работе.
Помните, что от аккуратности изготовления контакта и станиолевого кружочка и от плотности их соприкосновения зависит успех работы нашего рентгеновского аппарата.
Если на станиолевом кружочке будет хоть самая незначительная складка или царапина, или контакт будет плохо прижат к кружочку, то при включении высокого напряжения баллон лампы может быть пробит электрической искрой — и вся работа будет испорчена.
Для удобства обращения с рентгеновским аппаратом его следует собрать на общем устойчивом штативе. Штатив изготовляется из деревянных брусьев по рис.3. Из брусьев сечением 30×30 мм связываются две рамы размером 200×200 мм и устанавливаются одна от другой на расстоянии 100 мм на доске размером 220×220 мм. Для основания надо взять толстую доску.
На одной из рам в центре прикрепляется ящик с рентгеновской трубкой. Другая рама будет служить для установки флюоресцирующего экрана.
Очень удобно использовать для рентгеновской установки небольшую закрытую тумбочку. В таком случае в нижнем отделении ее располагаются батареи, в верхнем — катушка, и на тумбочке устанавливается лампа с экраном.

Флюоресцирующий экран для нашего аппарата нужен небольшой. Экран размером больше 150 X 150 мм делать не следует, так как он всё равно будет бесполезен: наш аппарат имеет незначительную мощность и не сможет осветить весь экран. Для экрана по его размеру изготовляется деревянная рамка, последняя прикрепляется ко второй рамке на основании, против лампы.
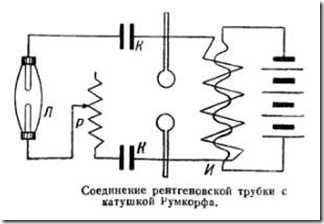
Теперь остается только соединить рентгеновскую трубку с источником высокого напряжения, включить ток — и рентгеновский аппарат готов к действию. Рентгеновская трубка соединяется с катушкой Румкорфа по схеме, указанной на рис.2.
При соединении следите, чтобы провода, идущие от полюсов катушки, не проходили на близком друг от друга расстоянии, во всяком случае не ближе 15—20 см, иначе между ними могут проскакивать искры, которые не только «арушат нормальную работу аппарата, но и могут оказаться опасными для жизни.
Не следует также близко ставить катушку к лампе, не ближе одного метра.
Соединять лампу с катушкой надо так: к аноду, то-есть положительному полюсу катушки, присоединяется провод, идущий от нити накала лампы, а к катоду—отрицательному полюсу — присоединяется провод, идущий от контакта, прикрепленного к станиолевому кружочку на баллоне лампы; причем, как то, так и другое соединение делается не непосредственно с контактом катушки, а через лейденские банки, как указано на схеме.
Для определения полюсности контактов катушки, разрядники ее раздвигаются настолько, чтобы между ними не могла проскакивать искра. Включают ток. При этом на положительном полюсе появляется светящаяся кисть, обращенная к другому электроду. А на отрицательном может быть кисть, только меньших размеров, или просто светящаяся точка. Заметить это можно только в темноте.
Когда наша рентгеновская трубка правильно соединена с катушкой, катод, посылая так называемые катодные лучи, будет вызывать на стекле лампочки яркую желто-зеленую флюоресценцию. При этом же испускаются в пространство и невидимые рентгеновские лучи.
Если же этого флюоресцирующего свечения не получится, а лампочка наполнится только фиолетовым свечением, то это значит, что она неправильно соединена или сила индукции нашей катушки недостаточна для такой лампочки. Тогда следует взять лампочку с меньшей грушей.
Можно использовать для постройки рентгеновского аппарата вместо катушки Румкорфа обыкновенный силовой трансформатор с большим коэффициентом трансформации и даже боббину от автомашины.
Можно также, в крайнем случае, обойтись и без лейденских банок, если нет возможности изготовить их или приобрести. Рентгеновская лампа при этом будет работать несколько слабее.
Экран для рентгеновского аппарата можно приобрести в аптеке, в отделе медоборудования.
Испытания рентгеновского аппарата и работа с ним
Проверив еще раз правильность соединений рентгеновского аппарата и убедившись в том, что всё сделано правильно, а главное — обеспечена безопасность для работы, оператор садится к аппарату, вставляет раскрытую ладонь левой руки между рентгеновской трубкой и экраном, и в комнате выключается свет.
Включив катушку Румкорфа, вы на экране сразу же увидите мутное очертание своей руки.
Регулируя расстояние руки между экраном и рентгеновской трубкой, а также напряжение, подаваемое на катушку Румкорфа, вы быстро добьетесь такого положения, когда на бледнозеленоватом фоне экрана ясно выделятся костяные суставы пальцев руки и чуть заметные очертания контуров пальцев.
Теперь, когда аппарат испытан и вы убедились в том, что он хорошо работает, можно приступать к интересным опытам с ним.
Нашим рентгеновским аппаратом можно просматривать не только кисти рук, но и мелких животных: скелет, например, кошки, щенка. Для учащихся, которые уже изучают анатомию животных, это особенно интересно и полезно.
Много интересного доставит рассматривание внутреннего строения птиц, пресмыкающихся и насекомых.
Такое просвечивание называется рентгеноскопией.
electro-shema.ru
Самодельные сварочные аппараты своими руками: процесс изготовления
При сооружении или ремонте техники или бытовых приборов достаточно часто возникает потребность в сварке каких-либо элементов. Чтобы соединить детали, понадобится использовать сварочный аппарат. Сегодня легко можно приобрести подобную конструкцию, однако следует знать, что можно изготовить и самодельные сварочные аппараты.

Конструкция самодельного сварочного полуавтомата.
Сварочные аппараты бывают постоянного и переменного тока. Последние используются для того, чтобы сваривать на небольших токах заготовки из металла небольшой толщины. Дуга сварки на постоянном токе является более устойчивой, при этом возможно производить сварку на прямой и обратной полярности. В данном случае можно использовать электродную проволоку без обмазки или электроды. Чтобы придать стойкости горения дуги, на небольших токах рекомендуется делать завышенное напряжение холостого хода обмотки сварки.
Чтобы выпрямлять переменный ток, следует использовать обыкновенные мостиковые выпрямители на крупных полупроводниках с охладительными радиаторами. Для того чтобы сглаживать пульсации напряжения, один из выводов нужно подсоединить к держателю электродов через специальный дроссель, который являет собой катушку из нескольких десятков витков шины из меди сечением 35 мм. Подобная шина может наматываться на любой сердечник, лучше всего использовать сердечник от магнитного пускателя.
Принципиальная электрическая схема блока питания сварочного аппарата.
Чтобы выпрямлять и плавно регулировать сварочный ток, следует использовать более сложные схемы с применением крупных тиристоров для управления.
К достоинствам регуляторов неизменного тока можно отнести их универсальность. У них имеется большой спектр конфигурации напряжений, в связи с чем подобные элементы можно использовать не только для постепенной регулировки тока, но и для зарядки батарей аккумуляторов, питания электрических элементов для нагрева и других цепочек.
Сварочные аппараты переменного тока можно использовать для соединения заготовок электродами, поперечник которых более 1,6 мм. Толщина соединяемых заготовок может быть более 1,5 мм. В данном случае имеется большой ток сварки, а дуга пылает стабильно. Могут использоваться электроды, которые изготовлены для сварки исключительно на переменном токе.
Устойчивое горение дуги можно получить в случае, если приспособление для сварки будет иметь падающую наружную характеристику, которая определяет зависимость между силой тока и напряжением в цепочке сварки.
Что нужно учитывать в процессе изготовления сварочных аппаратов?
Сварочный трансформатор на бaзe широко распространённого ЛАТР2.
Для ступенчатого перекрытия спектра токов сварки необходима коммутация как первичных обмоток, так и вторичных. Для плавной конфигурации тока в рамках выбранного спектра следует употреблять механические свойства перемещения обмоток. Если удалять обмотку сварки по отношению к сетевой, будут увеличиваться магнитные потоки рассеивания. Следует понимать, что это может привести к снижению сварочного тока. В процессе изготовления самодельной конструкции для сварки не нужно стремиться к полному перекрытию спектра токов сварки. Рекомендуется первым делом собрать сварочный аппарат своими руками для работы с электродами 2-4 мм. Если понадобится в дальнейшем работать на небольших сварочных токах, конструкцию можно дополнить отдельным приспособлением для выпрямления с постепенной регулировкой тока сварки.
Самодельные конструкции должны удовлетворить некоторые требования, основными из которых являются следующие:
- Сравнительная компактность и небольшой вес. Подобные параметры можно снизить путем уменьшения мощности конструкции.
- Достаточная продолжительность работы от электросети 220 В. Повысить ее можно с помощью использования стали с высокой магнитной проницаемостью термостойкой изоляции проводов для обмотки.
Подобные требования можно с легкостью выполнить, если знать основы сооружения сварочных конструкций и придерживаться технологии их изготовления.
Вернуться к оглавлению
Как выбрать тип сердечника для изготавливаемой конструкции?
Принципиальная электрическая схема мостового выпрямителя сварочного аппарата.
В процессе изготовления подобных конструкций используются стержневые магнитные проводы, они являются более технологичными. Сердечник набирается из пластин электротехнической стали любой конфигурации, толщина материала должна составлять 0,35-0,55 мм. Элементы понадобится стянуть шпильками, которые покрыты изоляционным материалом.
В процессе выбора сердечника следует учитывать размеры «окна». В конструкцию должны помещаться обмотки элементов. Не рекомендуется использовать сердечники с поперечным сечением 25-35 мм, так как в таком случае изготавливаемая конструкция не будет обладать необходимым припасом мощности, в результате чего качественную сварку будет произвести достаточно сложно. В данном случае также нельзя исключать перегрев устройства. Сердечник должен быть сечением 45-55 мм.
В некоторых случаях производятся сварочные конструкции с тороидальными сердечниками. Данные устройства имеют более высокие электротехнические показатели и низкие электропотери. Изготавливать подобные приспособления гораздо сложнее, так как обмотки нужно будет размещать на торе. Следует знать, что намотку в данном случае выполнять достаточно сложно.
Сердечники изготавливаются из ленточного трансформаторного железа, которое сворачивается в рулон в форме тора.
Чтобы увеличить внутренний диаметр тора, с внутренней стороны нужно отмотать часть ленты из металла, после чего намотать ее на наружную сторону сердечника.
Вернуться к оглавлению
Как правильно выбрать обмотку конструкции?
Схема намотки провода.
Для первичной обмотки рекомендуется использовать провод из меди, который покрыт изоляционным материалом из стеклоткани. Можно использовать и провода, которые покрыты резиной. Не допускается использовать шнуры, которые покрыты полихлорвиниловой изоляцией.
Большое количество отводов сетевой обмотки не рекомендуется делать. За счет снижения количества витков первичной обмотки будет возрастать мощность аппарата для сварки. Это приведет к увеличению напряжения горения дуги и ухудшению качества соединения заготовок. Путем изменения количества витков первичной обмотки достигнуть перекрытия спектра токов сварки без ухудшения свойств сварки не получится. Для этого надо будет предусмотреть переключение витков вторичной обмотки сварки.
Вторичная обмотка должна содержать 67-70 витков шины из меди сечением 35 мм. Можно использовать многожильный сетевой кабель или гибкий многожильный шнур. Изоляционный материал обязательно должен быть теплостойким и надежным.
Вернуться к оглавлению
Самодельный аппарат для сварки из автотрансформатора
Схема инверторного сварочного аппарата.
Сварочное устройство работает от электросети 220 В. Конструкция обладает отличными электротехническими показателями. Благодаря использованию новой формы магнитного провода вес приспособления составляет порядка 9 кг при размерах 150х125 мм. Это достигается применением ленточного железа, которое сворачивается в рулон в форме тора. В большинстве случаев используется стандартный пакет пластинок Ш-образной формы. Электротехнические показатели трансформаторной конструкции на магнитном проводе приблизительно в 5 раз выше, чем у подобных пластинок. Электропотери будут минимальными.
Элементы, которые будут нужны для того, чтобы изготовить сварочный аппарат своими руками:
- магнитный провод;
- автотрансформатор;
- электрокартон или лаковая ткань;
- провода;
- деревянная рейка;
- изоляционный материал;
- трансформатор;
- кабель;
- кожух;
- выключатель.
Вернуться к оглавлению
Процесс изготовления сварочного устройства подобного типа
Схема сборки трансформатора сварочного аппарата.
Для того чтобы избавиться от поиска редкого железа, можно купить готовый автотрансформатор на 9 А или применить магнитный провод от неисправного лабораторного трансформаторного устройства. Для этого нужно снять заграждение, арматуру, после чего удалить поврежденную обмотку. Освобожденный магнитный провод понадобится изолировать от слоев обмотки электрокартоном или несколькими слоями лаковой ткани.
Сварочное трансформаторное устройство имеет несколько обмоток. В первичной используется провод ПЭВ-2 сечением 1,2 мм и длиной в 170 м. Чтобы было удобнее работать, можно применить челнок (рейка из дерева 50х50 мм с прорезями на концах). На данный элемент понадобится первым делом намотать весь провод. Между обмотками надо будет поместить слой изоляционного материала. Вторичная обмотка производится с помощью провода из меди в хлопчатобумажной или стекловидной изоляции. В данном случае нужно будет сделать 45 витков поверх первичной обмотки. С внутренней стороны шнур размещается виток к витку, а с внешней стороны понадобится оставить небольшой промежуток. Щель нужна для того, чтобы провод равномерно распределялся и хорошо охлаждался.
Блок – схема сварочного инвертора.
Изготавливать конструкцию должно несколько людей. Один человек должен осторожно, не задевая ближних витков, протягивать и устанавливать провод. Напарник при этом должен придерживать свободный конец шнура, исключая его скручивание. Если задевать ближние витки, то изоляция может повредиться. Трансформатор сварки, который изготавливается подобным образом, сможет давать ток 50-185 А.
Если в наличии уже имеется автотрансформатор на 9 А, то его нужно осмотреть. Если окажется, что обмотка не повреждена, то это значительно упростит дело. Если использовать готовую обмотку в роли первичной, то можно за 1 час изготовить трансформаторную конструкцию, которая дает ток 70-150 А. Для этого понадобится демонтировать ограждение, токосъемный переключатель и арматуру для крепежа. Надо будет определить и отметить маркером выводы на 220 В. Другие концы нужно тщательно изолировать, после чего на время прижать к магнитному проводу. Это делается для того, чтобы данные элементы не повредились при работе со вторичной обмоткой. Монтаж последней производится так же, как и в предыдущем варианте, однако в данном случае нужно будет использовать провод из меди такого же сечения и длины.
Изготовленное трансформаторное устройство понадобится поместить на площадку с изоляцией в специальный кожух. Предварительно нужно проделать в кожухе отверстия для вентиляции. Провода первичной обмотки следует подключить к электросети 220 В кабелем. В цепочке надо будет обязательно предусмотреть автоматический выключатель для отключения.
Выводы вторичной обмотки следует соединить с гибкими проводами, покрытыми изоляционным материалом. К какому-либо из шнуров надо будет закрепить держатель электродов, а ко второму — свариваемую заготовку. Данный шнур для безопасности пользователя нужно заземлить.
Вернуться к оглавлению
Нюансы, которые следует знать
Регулировка тока может предусматриваться поэтапным включением в цепочку шнура держателя электродов — проволоки из нихрома диаметром 3 мм и длиной 5 м. Ее нужно свернуть змейкой, которая закрепляется к листу из асбестоцемента. Соединять все провода нужно болтами М10. Путем подбора, перемещая по змейке точку подключения провода, понадобится установить необходимый ток. Возможно использовать вариант регулировки тока применением электродов разного диаметра. Для сварки следует использовать электроды диаметром 1-3 мм.
Все нужные материалы для трансформаторной конструкции можно купить в строительных супермаркетах. Человеку, который знаком с электротехникой, изготовить подобное устройство своими руками достаточно просто.
Чтобы исключить ожоги в процессе работы, понадобится использовать защитный щит из фибры, который снабжается светофильтром.
Обязательно должны быть следующие элементы: убор для головы, защитная одежда и перчатки. Сварочный аппарат надо защитить от сырости и исключать его перегрев.
Сделать сварочный аппарат своими руками несложно, если знать технологию изготовления.
moiinstrumenty.ru