Аппарат сварочный тир 300 – Устройство и принцип работы источника ТИР-300ДМ1 — Мегаобучалка
alexxlab | 01.04.2017 | 0 | Вопросы и ответы
Устройство и принцип работы источника ТИР-300ДМ1 — Мегаобучалка
Источник питания предназначен для аргонодуговой сварки неплавящимся электродом на постоянном токе прямой полярности, для сварки алюминия и его сплавов на переменном токе прямоугольной формы и для сварки штучными
электродами на постоянном и переменном токе. Все виды сварки могут выполняться как в непрерывном, так и в импульсном режиме.
Источник (рис.5.20) является устройством питания параметрического типа, и не имеет внешних обратных связей. В состав источника входят: силовой блок тиристоров (V1-V4), силовой трансформатор Тр1 с малым магнитным рассеянием, имеющий жесткую внешнюю характеристику; регулятор тока, представляющий собой дроссель насыщения Др1, работающий в режиме вынужденного намагничивания и имеющий раздельные рабочие обмотки, коммутируемые тиристорами; импульсный стабилизатор горения дуги переменного тока; осциллятор Рр, регулятор снижения сварочного тока в конце сварки; элементы управления, индикации и охлаждения. Источник снабжен двумя переключателями, предназначенными для переключения диапазонов тока (S3), и режимов работы (S4), выключателя (S5) для включения и отключения осциллятора, автоматическим выключателем (QF), тумблером (S6) выбора режима “импульсный” – “непрерывный”, устройством управления длительностью импульса и паузы. Силовая цепь источники снабжена автоматической защитой и коммутирующей аппаратурой (QF и KI).
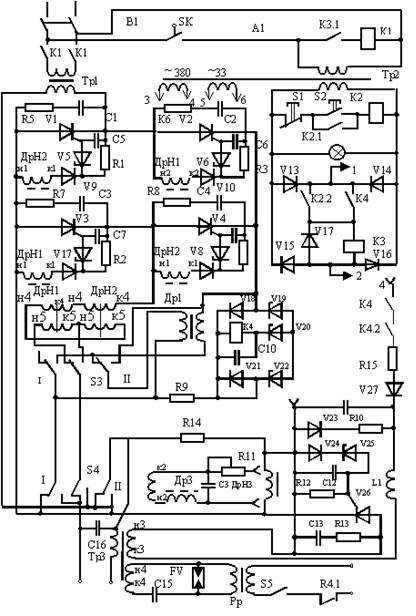
Рис.5.20. Упрощенная принципиальная схема ТИР – 300ДМ1
Регулирование сварочного тока ступенчато-плавное. Источник питания обеспечивает высокую стабильность горения дуги как в установившемся, так и переходном режимах. Источник поддерживает заданное значение сварочного тока в пределах рабочего участка внешней характеристики с точностью, определяемой крутизной характеристики, при относительно медленно изменяющихся возмущениях, как со стороны дуги, так и со стороны питающей сети. При возбуждении дуги как контактным, так и бесконтактным методами (осциллятором) ток дуги плавно увеличивается с 5 А до заданной величины за время, около 0,4 с. Спадание тока при гашении дуги происходит по линейному закону, что позволяет более равномерно снижать тепловложение в сварочный шов. В источнике это реализовано достаточно простым путем из-за малой мощности, затрачиваемой на управление сварочным током в дросселе с раздельными рабочими обмотками, благодаря тому, что коэффициент усиления по мощности у примененного дросселя равен 2000.
Порядок работы схемы следующий: при включении автоматического выключателя QF и при закрытой дверке источника (конечный выключатель SK замкнут) подается питание на первичные обмотки трансформатора управления Тр2 и вспомогательного Тр6. При нажатии кнопки “Пуск” (S2) включается реле К2 и своими замыкающими контактами K2.1 шунтирует кнопку S2, К2.2 включает реле К3, которое в свою очередь замыкающими контактами K3.I включает контактор K1. Контактор подает питание на силовой трансформатор Тр1 и одновременно запитывает систему управления источником. На выходных клеммах источника появляется напряжение холостого хода. При включенном тумблере S5 подается питание на трансформатор Тр4 осциллятора. Происходит колебательный разряд конденсатора CI5 на импульсный трансформатор Тр3, через разрядник FV. Возбуждается электрическая дуга. Ток сварки задается блоком задания и регулирования тока и положением переключателя ступеней S3. При возбуждении дуги резко увеличивается переменная составляющая на дросселе Др1, срабатывает реле дуги K4, которое своими размыкающими контактами К4.1 отключает питание от трансформатора осциллятора. Одновременно К4.2 подает питание на импульсный стабилизатор горения дуги переменного тока.
В режиме непрерывной сварки блок задания и регулирования тока источника задает опорное стабилизированное напряжение и подает в цепь: R16, дроссель Др2, обмотку управления насыщения ДрН2 и ДрН1. Величина тока в этой цепи определяет величину тока дуги при работе на первой ступени до 150 А, а при работе на второй ступени −до 300 А. При окончании сварки, т.е. при нажатии на кнопку S1 “Стоп”, система управления осуществляет плавное снижение сварочного тока для заварки кратера.
При сварке на переменном токе в полупериоды обратной полярности в сварочный контур вводятся импульсы стабилизации посредством импульсного трансформатора Тр3 для устойчивого возбуждения дуги. На трансформаторе ТрЗ имеется обмотка смещения (к2,н2), в которую через резистор R11 и дроссель ДрЗ подается ток смешения. Величина тока устанавливается резистором R11. Обмотка смещения необходима для перемагничивания сердечника импульсного трансформатора ТрЗ после трансформации импульса стабилизации, подаваемого на обмотку н3, к3. Импульс стабилизации получают путём разряда конденсатора С11 через L1, обмотку ТрЗ (н3, к3) и тиристор V26. Тиристор V26 включается при смене знака напряжения на выходе источника. Элементы токоограничения и знакоразделения тока управления тиристора: R12, V24, V25. Дроссель насыщения ДрН3 шунтирует цепь запуска во избежание ложного срабатывания тиристора. Разряд и заряд конденсатора С11 происходит в разные полупериоды сетевого напряжения. При работе в импульсном режиме с блока задания времени импульса и паузы в блок задания и регулирования тока поступают команды, которые изменяют ток в дросселе Др2 и обмотках насыщения н3, к3 ДрН2 и ДрН1, изменяя угол поджигания силовых тиристоров V1- V4.
Стабилизация и регулирование величины тока дуги осуществляется дросселем насыщения с раздельными рабочими обмотками в режиме вынужденного намагничивания (V1- V4; ДрН1, ДрН2, Др2).
Стабилизатор тока на базе дросселя насыщения с раздельными рабочими обмотками универсален и используется при сварке как на постоянном, так и переменном токах. Выбор режима осуществляется введением нагрузки (дуги) в цепь переменного или в цепь постоянного тока тиристорного моста (V1- V4) посредством переключателя S2.
При работе источника на переменном токе в диапазоне токов до 150 А переключатели S3 и S4 занимают положения, которые указаны на схеме (см. рис. 43). В полупериоды положительной полярности ток проходит по следующей цепи: начало вторичной обмотки н2 Tp1-V2-Др1(н1,к1)-S3-Др1(н2,к2)-S4-V3-ДрН1(н4,к4)-ДрН2(к4,н4)-ДрН1(н5,к5)-ДрН2(к5,н5)-S3-S4-дуга-Тр3(к1,н1)-4-Тр1(к2). В полупериоды отрицательной полярности -Тр1(к2)-S4-Тр3(н1,к1)-дуга-S4-S3-ДрН2(н5,к5)-ДрН1(к5,н5)-ДрН2(н4,к4)-ДрН1(к4,н4)-V4-Др1(н1,к1)-S3-Др1(н2,к2)-S4-V1-Тр1(н2). При сварке в диапазоне токов от 150 А до 300 А переключатель S3 устанавливается в положение II.
При сварке на постоянном токе переключатель S4 устанавливается в положение II. В положительную полуволну переменного тока сварочный ток проходит по следующей цепи: Тр1(н2)-V2-Др1(н1,к1)-S3-Др1(н2,к2)-S4-дуга- Тр3(к1,н1)-S3-V3-ДрН1(н1,к1)-ДрН2(к4,н4)-S3-S4-Тр1(к2). В отрицательную полуволну сварочный ток проходит — Тр1(к2)-S4-S3-ДрН2(н4,к4)-ДрН1(к4,н4)-V4-Др1(н1,к1)-S3-Др1(н2,к2)-S4-дуга-Тр3(к1,н1)-S4-V1-Тр1(н2).
Схема дросселя насыщения c раздельными рабочими обмотками состоит как бы из двух, связанных функционально, частей: силового выпрямителя, выполненного по мостовой схеме на тиристорах V1-V4, в цепь постоянного тока которого включена линейная индуктивность Др1; маломощного дросселя насыщения, (ДрН1, ДрН2), рабочие обмотки, которого разделены на токовые н4, к4; н5, к5 и напряжения н1, к1; н2, к2.
Насыщенному (под действием тока управления в обмотках н3,к3) состоянию сердечников дросселей соответствует режим поочередного включения плеч выпрямительного моста V1-V4 в начале каждого полупериода сетевого напряжения. При этом происходит увеличение тока, проходящего через дугу и реактор Др1. При достижении значения тока нагрузки, соответствующей равенству ампервитков обмотки токовой и обмотки управления, которые в данный момент времени направлены встречно, сердечник выходит из состояния насыщения.
Дроссель насыщения характеризуется теперь режимом трансформатора тока, одна из вторичных обмоток (н3.к3) нагружена на индуктивность Др2. Переменная составляющая тока трансформируется и выделяется на Др2 в форме напряжения второй гармоники, совпадая с напряжением на индуктивности Др1, отличаясь только по величине. Такие же по форме напряжения наводятся и на обмотках напряжения н1, к1, ДрН1, н2, к2 ДрН2. При насыщении соответствующего сердечника трансформация исключается, напряжение становится равным нулю, что соответствует включению очередной пары тиристорного моста.
Функционально параметрическое регулирование возложено на маломощный дроссель насыщения ДрН1, ДрН2, работающий как синхронный коммутатор переменного напряжения. Тиристоры синхронно и синфазно повторяют режим работы дросселя насыщения, переключают основную индуктивность Др1 в цепи нагрузки и контролируют режим набора и отдачи энергии индуктивности в сеть, сохраняя ток в индуктивности на заданном, по цепи управления дросселя насыщения, уровне. Тиристоры снабжены защитными RC цепями (CI-C4, R5-R8).
megaobuchalka.ru
Источники питания | Сварка и сварщик
Основная особенность источников питания при ручной сварке W-электродом в защитных газах – наличие крутопадающей внешней статической характеристики. Она обеспечивает стабильность сварочного тока при изменениях длины дуги и устойчивость процесса сварки. Используют источники питания с высоким напряжением холостого хода, в 4-6 раз превышающим напряжение на дуге.
В качестве источников переменного тока могут применяться трансформаторы для ручной дуговой сварки.
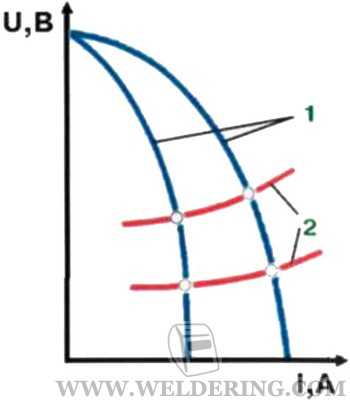
1 – Внешняя вольтамперная характеристика источника питания; 2 – Вольтамперная характеристика дуги.
Технические характеристики сварочных трансформаторов
Марка | Номинальный сварочный ток, А | Продолжительность нагрузки (ПН), % | Диапазон регулирования сварочного тока, А | Потребляемая мощность, кВА | Габариты, мм | Масса, кг |
Напряжение питающей сети 220 В | ||||||
ТДМ – 163 | 160 | 20 | 50-150 | 7 | 335x190x220 | 15 |
ТДМ – 171 | 170 | 20 | 80-200 | 5 | 310x235x430 | 19 |
ТДМ – 168 | 160 | 20 | 50-175 | 5.3 | 198x325x380 | 31 |
ТДМ – 209 | 200 | 40 | 18-200 | 10 | 386x225x415 | 40 |
ТДМ – 121 | 125 | 15 | 50-125 | 7,5 | 185x270x430 | 25 |
ТДМ – 180 | 180 | 20 | 45-180 | 13,5 | 360x360x430 | 55 |
Напряжение питающей сети 380 В | ||||||
ТДМ – 2510 | 250 | 60 | 50-250 | 15 | 400х520×920 | 100 |
ТДМ – 401Э | 400 | 60 | 70-460 | 28 | 585x555x850 | 140 |
ТДМ – 300 | 320 | 60 | 80-320 | 18 | 375x390x590 | 70 |
ТДМ – 504 | 500 | 40 | 90-500 | 35 | 520x590x810 | 150 |
ТДМ – 301 | 300 | 40 | 90-320 | 19 | 470x350x350 | 75 |
ТДМ – 403 | 400 | 60 | 50-400 | 38 | 650x550x750 | 150 |
Глубина проплавления весьма чувствительна к колебаниям тока при изменениях напряжения питающей сети. Степень стабилизации тока должна быть не менее 5 %. Источники питания должны обладать широким диапазоном регулирования сварочного тока, так как при заварке кратера необходимо плавное снижение тока в 2,5-3 раза. Поэтому источники со ступенчатым или механическим регулированием тока малоэффективны. Все источники для этого вида сварки содержат специальное устройство для заварки кратера. В специальных установках (типа УПС), кроме того, обеспечивается плавное нарастание сварочного тока в начале сварки, что исключает разрушение и перенос в шов частиц электрода из-за бросков тока при зажигании дуги касанием об изделие.
В качестве источников постоянного тока можно использовать универсальные сварочные выпрямители ВДУ. Они работают с принудительным воздушным охлаждением, имеют крутопадающие внешние статистические характеристики, обеспечивают плавное дистанционное регулирование режима сварки, стабилизацию сварочного тока при колебаниях напряжения в питающей сети. Источники сварочного тока современных установок поддерживают режимы сварки импульсной дугой. Время импульса и паузы изменяется от 0,01 до 1-3 с, а глубина модуля – в 10-12 раз
Технические характеристики сварочных выпрямителей
Марка | Сварочный ток, А | Напряжение, В | КПД | Габариты, мм | Масса, кг | ||
номинальный ПН=60% | пределы регулирования | номинальное | холостого хода | ||||
ВДУ-504 | 500 | 70-500 | 45 | 72-76 | 82 | 1275x816x940 | 385 |
ВДУ-505 | 500 | 50-500 | 22-46 | 85 | 84 | 800x700x920 | 300 |
ВДУ-506 | 500 | 50-500 | 22-46 | 85 | – | 820x620x1100 | 310 |
ВС8У-160 | 160 | 5-180 | 30 | 100 | – | 520x700x1195 | 240 |
ВС8У-315 | 315 | 8-350 | 30 | 100/200 | – | 520x700x1195 | 360 |
ВС8У-630 | 630 | 10-700 | 30 | 100/200 | – | 520x850x1250 | 480 |
ТИР-300 Д | 300 | 10-300 | 30 | 65 | 75 | 1230x620x1000 | 480 |
ТЦЭ-315 | 315 | 20-315 | 30 | 65 | 75 | 1230x620x1000 | 320 |
Источники серии ВСВУ служат для ручной и автоматической сварки. Они обеспечивают работу в непрерывном и импульсном режимах; автоматическое, плавное и регулируемое нарастание тока в начале процесса сварки – от минимального значения до заданного; плавное регулирование тока дежурной дуги в импульсном режиме от 2 до 3% номинального сварочного тока; модулирование формы импульса от прямоугольной до треугольной; плавное снижение тока при заварке кратера; стабилизацию режима сварки в пределах 2,5% при изменениях напряжения сети до 10%. Напряжение холостого хода имеет два значения: 100 В для сварки в аргоне и 200 В в гелии. Для бесконтактного возбуждения дуги в приборах ВСВУ установлен осциллятор последовательного включения.
Специализированный источник ТИР-300Д предназначен для сварки в среде аргона постоянным или переменным током прямоугольной формы. Аппарат пригоден для сварки любых металлов. Регулирование сварочного тока – ступенчато-плавное. Сварочная дуга обладает высокой стабильностью горения как в установившемся, так и в переходных режимах. При возбуждении дуги касанием об изделие или при помощи осциллятора ток дуги плавно увеличивается с 5 А до указанной величины за 0,4 с. При гашении дуги ток снижается по линейному закону, обеспечивая заварку кратера
Эффективны ИНВЕРТОРНЫН ИСТОЧНИКИ ПИТАНИЯ ДУГИ отечественного производства.
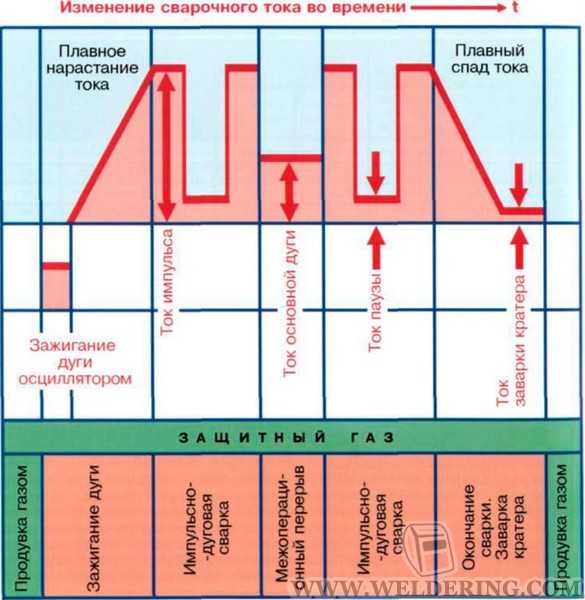
Источник ДС 200 А.3 предназначен для сварки в непрерывном и импульсном режимах сталей, цветных металлов и их сплавов. Он обеспечивает режим контактного и бесконтактною зажигания дуги на малом токе; регулируемое время нарастания и спада тока после окончания сварки, а также регулировку тока зажигания. Предусмотрен продув газа перед началом сварки и обдув сварочной ванны после окончания. Плавные нарастания и спад сварочного тока позволяют получить качественный шов. Пульсирующий режим предназначен для управления процессами тепловложения и кристаллизации сварочной ванны.
ЦИКЛОГРАММА ПРОЦЕССА ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ
Источник ДС 200 АУ.3 служит для сварки не только сталей и цветных металлов, но и алюминия и его сплавов. Для этого предусмотрен режим работы на переменном токе с регулировкой амплитуды, частоты и доли сварочного тока положительного и отрицательного импульсов. Это позволяет повысить очищающую способность сварочной дуги, необходимую для разрушения о киской пленки. Источник также обеспечивает режим контактного и бесконтактного зажигания дуги, плавное нарастание и уменьшение тока в начале и при окончании сварки, продувку газом перед началом сварки и обдув сварочной ванны после сварки.

Влияние соотношений длительности импульсов тока на качество шва
При преобладании положительного импульса достигается лучшая очистка алюминиевых деталей от окисной пленки
При преобладании отрицательного импульса достигается максимальная глубина проплавления
Технические характеристики инверторных источников питания
Марка | Напряжение сети, В | Диапазон регулирования, В | Напряжение холостого хода, В | ПН, % | КПД | Габариты, мм | Масса, кг |
“Адонис”-3 | 1×220 | 35-160 | 86 | 60 | 85 | 155x330x520 | 17 |
“Фора”-160 Пр | 1×220 | 40-160 | 100 | 60 | 88 | 410x180x290 | 10 |
“Фора”-200 Пр | 3×380 | 70-250 | 100 | 40 | 88 | 410x180x290 | 12 |
ВДУЧ-16 | 1×220 | 30-160 | 86 | 80 | 86 | 280x600x365 | 23 |
ВДУЧ-200 | 3×380 | 30-200 | 86 | 80 | 86 | 280x600x365 | 27 |
ДС 200 А.З | 3×380 | 5-200 | 60 | 60 | 89 | 500x220x430 | 25 |
ДС 200 АУ.З | 3×380 | 10-200 | DC-60, АС-80 | 60 | 89 | 510x240x430 | 30 |
ФЕБ-200 М | 1×220 | 40-200 | 55 | – | 85 | 215x350x500 | 23 |
ФЕБ-350 М | 3×380 | 40-350 | 60 | 60 | 85 | 300x440x690 | 45 |
Специализированные установки снабжены автоматическими системами управления сварочными режимами и коммутационной аппаратурой. Установка УДГ-161 предназначена для сварки коррозионностойких сталей постоянным током. Защитный газ подается за 1-2 с до начала сварки и прекращается через 10 с после ее окончания. Дистанционный пульт управления позволяет с расстояния до 10 м регулировать режим сварки, изменять время заварки кратера, управлять газовым клапаном и встроенным осциллятором. Установка УДГ-501-1 предназначена для сварки переменным током алюминия и его сплавов. У этого аппарата две ступени плавного регулирования сварочного тока. Время заварки кратера от 0 до 30 с, после чего ток автоматически отключается
Технические характеристики специализированных установок
Марка | Номинальный сварочный ток, А | ПН, % | Режим работы | Диапазон регулирования тока, A | Потребляемая мощность, кВА | Габариты, мм установки / возбудителя | Масса, кг |
Напряжение питающей сети 220 В | |||||||
УДГ-82 | 75 | 20 | DC | 8-80 | 7 | 550x292x394 | 50 |
УДГ-121 | 125 | 20 | АС | 20-125 | 10 | 500x292x394 | 50 |
УД ГУ-1220 | 125 | 20 | АС | 20-125 | 10 | 490x292x394 | 52 |
УДГ-161 | 150 | 35 | DC | 5-150 | 8 | 360x360x930 | 60 |
УДГ-180 | 170 | 20 | AC | 40-170 | 13,5 | 360x380x960 | 60 |
Напряжение питающей сети 380 В | |||||||
УД ГУ-302 | 315 | 60 | DC | 10-135 | 25 | 800x700x900 | 250 |
УД Г-501-1 | 500 | 60 | AC | 40-500 | 40 | 700x685x885 | 300 |
УДГ-251-1 | 250 | 35 | DC | 5-250 | 21 | 370x800x730 | 120 |
УД Г-350 | 315 | 60 | DC | 12-315 | 7,5 | 650x450x1000 | 50 |
УДГУ-501 | 500 | 60 | AC | 25-525 | 35 | 650x450x1000 | 140 |
weldering.com
Аппарат аргонной сварки ТИР-300 ДМ
Во всех категориях– Транспорт — Автомобили с пробегом Новые автомобили Мотоциклы и мототехника Грузовики и спецтехника Водный транспорт Запчасти и аксессуары– Недвижимость — Квартиры Комнаты Дома, дачи, коттеджи Земельные участки Гаражи и машиноместа Коммерческая недвижимость Недвижимость за рубежом– Работа — Вакансии Резюме– Услуги — Предложения услуг Запросы на услуги– Личные вещи — Одежда, обувь, аксессуары Часы и украшения Красота и здоровье– Детский мир — Детская одежда Детская обувь Автомобильные кресла и переноски Детская мебель Детские коляски Игрушки Постельные принадлежности Аксессуары для кормления Детское питание Средства по уходу за ребенком Аксессуары для купания Другие товары для детей– Для дома и дачи — Бытовая техника Мебель и интерьер Посуда и товары для кухни Ремонт и строительство Растения– Бытовая электроника — Аудио и видео Игры, приставки и программы Настольные компьютеры Ноутбуки Оргтехника и расходники Планшеты и электронные книги Телефоны Рации и радиостанции Товары для компьютера Фототехника– Хобби и отдых — Билеты и путешествия Организация и проведение отдыха Подарки, сувениры, рукоделие Велосипеды Книги и журналы Коллекционирование Музыкальные инструменты Туризм, охота и рыбалка Спорт– Животные — Собаки Кошки Птицы Аквариум Другие животные Товары для животных– Товары для бизнеса — Готовый бизнес Оборудование для бизнеса Продукты питания
По всей РоссииКрасноярский край Красноярск Ачинск Дивногорск Железногорск Зеленогорск Канск Лесосибирск Минусинск Назарово Норильск СосновоборскВыбрать другой…
Найти
www.aportex.ru
FUBAG TR 300 цена, характеристики, отзывы

- -Сварочный ток (MMA): 55-200 А
- -Тип выходного тока: переменный
- -Продолжительность включения при максимальном токе: 10 %
- -Типы сварки: ручная дуговая сварка (MMA)
- -Диаметр электрода: 2-5 мм
- -Количество фаз питания: 1 или 3
- -Тип устройства: сварочный трансформатор
- -Степень защиты: IP21
- -Комплектация: держатель электрода, кабель заземления, маска, щетка
- -Масса: 23 кг
Здесь вы можете посмотреть видео обзор FUBAG TR 300. Узнать характеристики, прочитать отзывы о FUBAG TR 300.
Видео обзоры
При отсутствие точных совпадений для Вас доступны видео похожих моделей, они отмечены серым цветом.
Магазины, в которых можно купить этот товар и его аналоги
Характеристики
* Точные характеристики уточняйте у продавца.
Основные характеристики| Сварочный ток (MMA) | 55-200 А |
| Тип выходного тока | переменный |
| Продолжительность включения при максимальном токе | 10 % |
| Типы сварки | ручная дуговая сварка (MMA) |
| Диаметр электрода | 2-5 мм |
| Количество фаз питания | 1 или 3 |
| Тип устройства | сварочный трансформатор |
| Степень защиты | IP21 |
| Комплектация | держатель электрода, кабель заземления, маска, щетка |
| Масса | 23 кг |
| Габариты, ДхШхВ | 500х310х280 мм |
| Температурный диапазон работы | от -10 до 40 °C |
* Точные характеристики уточняйте у продавца.
Форум FUBAG TR 300
Задать вопросnaobzorah.ru