Безэлектродная сварка – техника зажигания дуги и особенности процесса
alexxlab | 18.08.2017 | 0 | Вопросы и ответы
техника зажигания дуги и особенности процесса
Электродуговая сварка — один из самых распространенных в быту, мелкосерийном производстве и промышленности видов сварки. Ее также можно назвать дуговой сваркой плавлением.
Каждому начинающему сварщику полезно знать основы дуговой сварки — принцип ее действия, условия, которые необходимы для возникновения высокотемпературной дуги, виды сварочных аппаратов для бытового применения, и некоторые отдельные параметры и особенности процесса.
Основной физический принцип
В основе электродуговой сварки лежит не один, а сразу два электрических принципа: явление короткого замыкания, с которым знакомы все, имеющие набор школьных знаний по электричеству, и явление пробоя. Вот на нем стоит остановиться внимание.

Имеется в виду пробой диэлектрика, который происходит в результате насыщения его межатомного пространства частицами, несущими электрический заряд. Положительный заряд несут ионы, отрицательный — электроны.
Теоретически пробой возможен для любого диэлектрика (в определенных условиях), но в случае электродуговой сварки используется конкретно пробой воздушного пространства между электродом и массой (деталью).
Технологический процесс подразумевает создание на электроде заряда тока низкого напряжения, но большой силы — порядка 80-200 А, и огромной плотности — до нескольких тысяч А/см2.
Когда электродом касаются массы, то есть другого материала с высокой электропроводностью, в случае сварки металла, то возникает короткое замыкание, инициирующее мощное электрическое поле.
В этом поле и происходит пробой. Вследствие насыщения заряженными частицами прослойка воздуха превращается из диэлектрика в проводник тока.
Именно в этот момент и возникает сварочная дуга, давая название электродуговой сварке. Температура в зоне соприкосновения дуги с металлом может достигать 5000 °C.
Области сварочной дуги
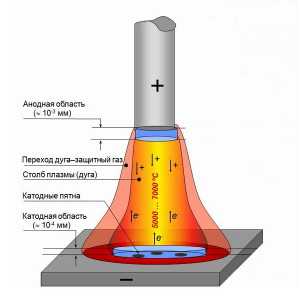
Дуга замыкает цепь между электродом и массой. С точки зрения теории сварного дела, в сварочной дуге выделяют несколько областей:
- катодную;
- анодную;
- приэлектродную.
 Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс».
Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс».
Анодная область отдает ионы в результате бомбардировки потоком электронов, поэтому на аноде всегда образуется так называемый кратер — вогнутое пятно, площадь которого зависит от площади электронной бомбардировки.
Электродуговые установки постоянного тока имеют фиксированные анод и катод. В аппаратах переменного тока анод с катодом постоянно меняются местами. Это вызывает нестабильность сварочной дуги, сильное разбрызгивание металла и другие неприятные факторы, а кроме того, не позволяет производить сварку определенных металлов, для которых требуется особая техника.
Виды аппаратов и виды включений
Сварочный аппарат самого простого типа для электродуговой сварки — трансформаторный. По сути своей он представляет трансформатор, понижающий напряжение и увеличивающий ток. Этот аппарат варит переменным током.
Процесс имеет ряд описанных выше недостатков, кроме того, трансформаторный аппарат для преобразования тока промышленной частоты очень громоздкий и тяжелый.
Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
Электродуговая сварка инвертором позволяет, во-первых, добиться высокой стабильности дуги, что означает лучшее качество шва, а во-вторых, использовать разные режимы подключения — с прямой и обратной полярностью.
Полярность прямая, когда электрод подключается к катоду, а масса к аноду, то есть сварка идет «от плюса к минусу». Такой электродуговой сваркой соединяют большинство металлов.
Но в некоторых отдельных случаях, например, для сварки коррозионностойких (нержавеющих) сталей и некоторых других химически активных металлов может использоваться обратная полярность — электрод к аноду, а масса к катоду.
Работа с обратной полярностью, как правило, идет под флюсом, образующим защитную газовую среду, и с присадочной проволокой.
Электроды и защитные газы
Видов электродуговой сварки, различающихся по применяемым материалам, довольно много, но базовое различие одно: по типу электрода. Классификация здесь следующая. Сварка может быть плавящимся электродом и электродом, не расплавляющимся при работе (неплавящимся). Что это значит?
Электрод — металлический контакт, стержень, имеющий оболочку из специального состава. Прогорая, эта оболочка образует защитную газовую среду, предохраняя расплав от окисления.
Но при этом плавящийся электрод является еще и присадкой, его основной металл входит в состав сварного соединения. Электродуговая сварка неплавящимся электродом требует ввода в сварочную ванну (непосредственно в точку, где происходит реакция) дополнительной присадочной проволоки.
Существует много разновидностей металлических и неметаллических электродов для электродуговой сварки, в том числе угольных и графитовых.
Каждый из них подбирается под конкретный металл и способ сварки. Кроме того, в определенных случаях применяется сварка в защитном газе (в основном для химически активных металлов). В качестве газов могут применять гелий, аргон и углекислоту.
Все эти способы диктуют свои подходы к собственно методике работы. Могут различаться виды сварочных аппаратов, виды горелок. Например, в полуавтомате для электродуговой сварки в защитной среде через сопло горелки подается одновременно и защитный газ, и присадка.
Могут использоваться различные вспомогательные материалы, такие, как флюсы, поэтому описать универсальный способ создания шва достаточно сложно. Но, тем не менее, некоторые базовые принципы присутствуют.
Как научиться
 Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Кроме инвертора понадобятся:
- плотная одежда с длинными рукавами;
- сварочные перчатки или рукавицы;
- маска;
- молоток;
- зубило;
- металлическая щетка;
- пачка универсальных электродов;
- заготовка в виде куска толстого металла — лучше всего обычной стали.
Надо подключить электрод к катоду (минусу) аппарата с помощью специального держателя. Плюс, соответственно, надо подать на заготовку. Осталось только включить аппарат электродуговой сварки.
Электрическая дуга зажигается постукиванием или чирканьем по массе. После вспышки необходимо отдалить электрод от металла примерно на 5 мм. Возникнет дуга, и металл начнет плавиться.
Существует два способа вести электрод — острым углом от себя и на себя. Первый способ сложнее, но позволяет делать менее глубокий шов (это нужно в работе с тонким металлом). Второй — проще, это стандартный метод работы.
Электрод при электродуговой сварке нужно вести не по прямой, а зигзагообразными движениями, чтобы получался шов, похожий на строчки швейной машинки. Ход электрода должен перекрывать обе стороны соединяемых листов.
Тренироваться сначала нужно просто на кусочке стали, потом — переходить на сварку листового металла.
Требования госстандартов
На электродуговую, как и на многие сварки плавлением, существуют свои ГОСТы, которые обязательны к выполнению на любом производстве. Они описывают классификацию сварки металлов, методы оценки качества, специфику применяемых присадок и флюсов, и многое другое.
В частности, ГОСТ 11533-75 описывает автоматическую и полуавтоматическую дуговую сварку под флюсом, ГОСТ 14771-76 — дуговую сварку в защитных газах. Сварщики, работающие на предприятии, обязаны знать требования госстандартов минимум в своей конкретной области.
svaring.com
Ручная электродуговая сварка: особенности применения
Сварки металлов с применением электрической дуги — один из наиболее распространенных методов. Электродуговая сварка обладает множеством достоинств: она проста, универсальна, не требует дорогостоящего оборудования и мастеров высокой квалификации. С помощью этого метода возможна сварка чугуна, алюминия, меди, стали и любого другого металла.

В данном материале мы кратко расскажем, что такое электродуговая сварка и какие существуют виды электродуговой сварки.
Содержание статьи
Общая информация
Что такое электродуговая сварка? На картинке ниже вы можете видеть наглядную схему. По сути, ключевой элемент — электрическая дуга. Она образуется следующим образом: необходим источник, способный выдавать большое значение тока при относительно небольшом напряжении. Это напряжение подается на свариваемый металл и на электрод одновременно. В результате между электродом и металлом образовывается электрическая дуга.
В данном случае энергия электрического тока преобразовывается в тепловую энергию, за счет чего металл плавится, и сварщик может сформировать шов. Благодаря этой особенности температура нагрева может достигать нескольких тысяч градусов по Цельсию. Этой температуры достаточно для работы практически со всеми известными металлами. Отсюда такая универсальность электродуговой сварки.
Технология электродуговой сварки заключается в том, что помимо металла под действием высокой температуры также плавится электрод. В ходе этого процесса образуется сварочная ванна или сварочная зона. Здесь протекают все основные сварочные процессы: металл взаимодействует с электродом, образуется шлак и так далее.
Как мы упоминали выше, электродуговая сварка металлов выполняется с помощью электродов (их также называются стержнями). Электроды могут быть плавящимися и неплавящимися. Плавящийся электрод, как вы можете догадаться, плавится под воздействием температуры. А неплавящийся нет. По этой причине с неплавящимися стержнями нужно дополнительно использовать присадочную проволоку.

Присадочная проволока продается в бобинах, которые заправляются в специальный механизм подачи. Также проволоку можно подать в сварочную зону вручную. Она необходима для полноценного формирования сварочного шва.
Читайте также: Правила хранения электродов
У электродуговой сварки есть один существенный недостаток — дуга горит нестабильно и требует большого внимания при работе с ней. Чтобы упростить работу были придуманы плавящиеся электроды с особым составом, который может включать в себя натрий, калий и прочие элементы. Благодаря им дуга проще зажигается, горит стабильнее. Но этого недостаточно, чтобы справиться с еще одним недостатком дуговой сварки.
Мы говорим про окисление шва. Дело в том, что шов, взаимодействуя с кислородом, активно окисляется и теряет свои положительные свойства. Он становится хрупким и пористым, возрастает вероятность образования трещин. Чтобы справиться с этой проблемой можно использовать специальные защитные газы. К ним относится аргон, углекислый газ, гелий и различные смеси из этих газов.
Электродуговая сварка с применением защитных газов требует использования особых сварочных аппаратов, которые оснащены системой подачи газа. У вас не получится сварить металл с газом, если вы решили выполнить работу с помощью бюджетного компактного инвертора. Так что заранее определитесь, какой сварочный аппарат вам нужен.
В работе можно использовать и переменный, и постоянный ток. Мы рекомендуем использовать постоянный ток, поскольку наша практика показала, что металл меньше разбрызгивается, шов получается ровнее и качественнее. На переменном токе в основном работают только профессионалы своего дела, которые четко осознают, зачем им нужны именно такие настройки сварочного аппарата.
Особенности дуги
Говоря про электродуговую сварку не лишним будет рассказать вам об электрической дуге, как о самом главном элементе. Мы уже разобрались, что электрическая дуга формируется в момент первого взаимодействия электрода с металлом. Чтобы вам было проще понять представьте, что формирование дуги похоже на кратковременный разряд тока. Понятие электрической дуги очень обширно, так что применительно к сварке ее называют просто сварочной дугой.

Вместе с тем, сварочная дуга — это основной элемент всей электрической цепи во время сварки. Она может быть сжатой, косвенной и прямой. Сжатая дуга — это гибрид из косвенной и прямой, но при этом сжатой в струе газа. Она используется для резки или сварки тугоплавких металлов. Дуга косвенного действия формируется между двумя электродами, при этом металлическая деталь, которую вы собираетесь варить, не включается в электрическую цепь. Дуга прямого действия самая распространенная. Она образуется между электродом и металлом.
Виды электродуговой сварки
Теперь, когда мы разобрались с определением и особенностями сварочной дуги, приступим к классификации методов электродуговой сварки.
Самый распространенный метод — ручная электродуговая сварка (РДС). Она используется для сварки всех видов металлов, в том числе черных и цветных. Ключевая особенность РДС — обязательная необходимость защищать сварочную зону от кислорода. С этой задачей неплохо справляются плавящиеся электроды со специальным покрытием. Под воздействием высокой температуры покрытие плавится, образуя защитный слой на поверхности шва, и защищая его от пагубного влияния кислорода.
Технология ручной электродуговой сварки крайне проста, поэтому она получила широкое распространение среди домашних сварщиков. Электрод подсоединяется к держаку и его конец нагревается, когда им постукивают или чиркают о поверхность металла. Этот процесс зажигает дугу, замыкается электрическая цепь.
Затем электрод медленно отводят от поверхности металла примерно на пол сантиметра. На расстоянии между электродом и металлом появляется видимая дуга. Если расстояние меньше 5 миллиметров, то такая дуга называется короткой. Мы рекомендуем использовать именно короткую дугу в своей работе, но это требует опыта и частой практики, поскольку не так уж просто непрерывно вести электрод на расстоянии менее пол сантиметра.

Но это не единственный метод. Также есть сварка под флюсом, сварка неплавящимся электродом в среде защитного газа и сварка с применением порошковой проволоки. Технологический процесс электродуговой сварки с применением любого из этих методов мало отличается от РДС. Единственное отличие — используемые в работе комплектующие и оборудование. Сама же дуга и ее характеристики остаются неизменными. Давайте подробнее разберем каждый метод.
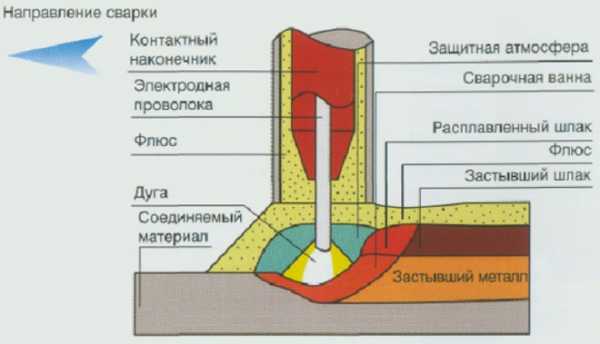
Начнем со сварки применением флюса. Флюс — это вещество, выпускаемое в жидком, порошкообразном, пастообразном и кристаллическом виде, которое подается в сварочную зону и выполняет роль защиты шва от кислорода. Также флюс обеспечивает стабильное горение дуги и несколько упрощает формирование шва. Зачастую для работы с флюсом используют автоматический сварочный аппарат, который сам подает флюс в сварочную зону. Но вы можете и вручную нанести защитное вещество на поверхность металла. С помощью этого метода можно без особых трудностей варить металл любой толщины.
Второй метод — сварка с применением неплавящихся электродов. Они могут быть вольфрамовыми, угольные или графитовыми. Такой метод требует использования защитных газов и проволоки, об этом мы писали выше. С помощью такого метода возможна качественная сварка чугуна, алюминия, никеля, меди и прочих металлов. Такой способ зачастую используют профессиональные сварщики, которым доверили ответственную работу. Шов получается очень качественным и аккуратным. Также вы сможете сварить металлы любой толщины с достаточно быстрой скоростью.
Последний вид электродуговой сварки — сварка с применением порошковой проволоки. Этот метод очень интересный. Здесь при формировании шва в зону сварки подают специальную порошковую проволоку, но от обычной она существенно отличается. Сама порошковая проволока представляет собой полую трубку, которая заполнена флюсом. При плавлении этой проволоки флюс высвобождается и также плавится, образуя тот же защитный слой, что и при работе с обычным порошковым или кристаллическим флюсом.
Вместо заключения
Теперь вы знаете, что такое электродуговая сварка. Сварщик электродуговой обязан знать не только основы самого сварочного процесса, но и быть ознакомленным с основными нормативными документами, должен уметь читать чертежи и проводить первичный контроль качества. Технологический процесс электродуговой сварки не так уж сложен, как может показаться на первый взгляд. Все, что от вас необходимо — это правильно зажигать дугу, следить за ее стабильность и работать с оптимальной скоростью. Этого уже будет достаточно для успешного старта. Желаем удачи в работе!
svarkaed.ru
На заметку начинающему мастеру: сварка электродом

Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой. Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Содержание статьи
Азы электросварки
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, ва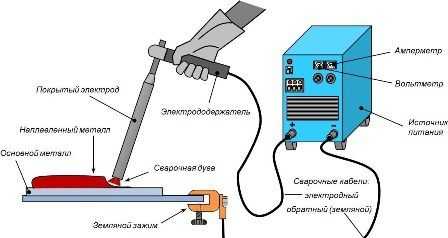 жно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
жно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Не которые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
которые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических кап ель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
ель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
- Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
- Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра. Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
- При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов. Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Обзор основных ошибок начинающих
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
[Всего голосов: 1 Средний: 5/5]svarkaed.ru
Электродуговая сварка – особенности, как выполняется + Видео
Электродуговая сварка – это наиболее популярный способ выполнения сварочных работ, при которых используется электрическая дуга.
1 Технология электродуговой сварки
Для данного вида сварочных работ требуется сильноточный источник питания с малым напряжением. К одному из зажимов такого аппарата подсоединяют электрод для сварки, к другому – свариваемое изделие. Расплавление кромок деталей, которые необходимо соединить, осуществляется дуговым электрическим разрядом. При этом указанная электродуга имеет температуру более 5 тысячи градусов, что выше температуры, при которой плавятся любые известные человечеству металлы.
Задача дуги состоит в том, чтобы преобразовать в теплоту электроэнергию. Под влиянием полученной теплоты происходит расплавление электродного металла и свариваемых поверхностей. Это приводит к формированию сварочной ванны, где металл сварочного стержня взаимодействует с металлом детали. А образующийся при таком процессе шлак уходит на поверхность, создавая пленку, выполняющую защитную функцию. После того как металл затвердевает, получается прочное и качественное соединение.

Рекомендуем ознакомиться
Для сварки электродугой применяют электроды двух видов:
- неплавящиеся;
- плавящиеся.
Если используется неплавящийся сварочный стержень, сварной шов создается за счет расплавления специальных прутков (проволоки), которые называют присадочными и вводят в саму ванну. Плавящийся электрод не требует применения такой присадки.

В некоторых случаях в электроды добавляют натрий, калий, другие элементы, характеризуемые легкостью ионизации. Делается это для того, чтобы сварочная дуга обладала большей устойчивостью. Сварной шов от окисления может предохраняться газами с защитными функциями:
- углекислым;
- гелием;
- полностью инертным аргоном.
Защитные газы подают при проведении сварки из сварочной головки.
В настоящее время электросварка дугой может выполняться постоянным либо переменным током. Меньший разброс расплавленного металла (его брызг) отмечается при использовании постоянного тока, так как отсутствует смена его полярности и переход через ноль.
2 Сварочная дуга – что она собой представляет?
Под дугой, используемой для выполнения сварочных мероприятий, понимают одну из разновидностей электроразряда в газах. При этом разряде отмечается прохождение через газовый промежуток электротока под влиянием электрического поля. По сути, речь идет именно об электрической дуге. Но так как применяют ее в процессе сварки, дугу называют не иначе как сварочной.
На дуге фиксируется снижение напряжения. Она является одним из элементов сварочной электрической цепи. Электрод, подключаемый к “плюсовому” полюсу источника питания, при выполнении сварочных работ на постоянном токе именуют анодом. Если его подключают к “минусовому” полюсу – катодом. При работе на переменном токе каждый из сварочных стержней поочередно является то катодом, то анодом.

Дуговой промежуток – это расстояние между двумя электродами. Длина такого промежутка определяет длину электродуги. При малых температурах в стандартных условиях газы состоят из молекул и атомов с нейтральными характеристиками. Об их электропроводимости речи не идет. Добиться прохождения через газовую среду электротока можно исключительно тогда, когда в ней присутствуют ионы и электроны – элементы с определенным зарядом. Процесс формирования данных элементов принято называть ионизацией.
Заряженные частицы образуются в дуговом промежутке в результате того, что с поверхности катода начинается испускание электронов. Это приводит к ионизации паров и газов, находящихся в промежутке. Электрическая дуга может быть:
- сжатой;
- свободной (прямого действия).
В первом случае сечение электрической дуги могут уменьшать посредством регулирования газового потока, изменения сопла горелки сварочного аппарата, электромагнитного поля. Свободная же дуга неизменна.
3 Электродуговая сварка металлов – разновидности процесса
Для разных металлов рекомендованы различные виды осуществления сварочных работ. Для сварки изделий из чугуна, легированных сталей, некоторых цветных металлов, а также из нержавеющей стали обычно применяется ручная технология с защитой сварочной зоны. В данном случае электрод подсоединяют к электродержателю.
Конец стержня для сварки нагревается в тот момент, когда он прикасается к свариваемому изделию (наблюдается замыкание цепи тока). Нагретый электрод отводят от поверхности сварки (обычно на расстояние до 5 мм), что приводит к установлению дуги. Ток в дальнейшем поддерживается уже за счет дугового разряда.
Важнейшим условием получения качественного соединения при описываемой технологии является наличие обмазки – специального флюса густой консистенции, который окружает стержень для сварки. Обмазка предохраняет ванну и непосредственно электродугу от попадания в них газов из воздуха, обеспечивает высокую стабильность разряда, привносит раскислители, делающие сварочный металл более чистым.
По схожей схеме производится и сварка под флюсом. Правда, при ней роль электрода выполняет проволока, которую с катушки подают через пласт флюса в сварочную зону. Такой процесс можно считать практически полностью автоматическим. С его помощью несложно соединять изделия большой толщины, причем на отличном уровне производительности. Как правило, эту технологию применяют при выполнении больших объемов сварочных работ, так как предварительная подготовка изделий к соединению друг с другом требует немалого времени.
Достаточно популярной считается и технология сварки металлов в инертном газе при помощи вольфрамового неплавящегося электрода. Она предполагает защиту сварочной зоны гелием либо аргоном, которые подаются извне. При описанном способе вредные примеси из атмосферы не попадают в ванну. Чаще всего вольфрамовые стержни рекомендуются для соединения конструкций из нержавейки, никеля, алюминиевых сплавов.
Подробнее хочется рассказать о сварке плавящимися электродами по газоэлектрической технологии. По своей сути она напоминает процесс, выполняемый под слоем флюса, которым является газ, обволакивающий дугу, торец стержня и ванну. Газ подают через сварочное сопло. Целесообразность такой методики обусловлена тем, что при ней допускается получать дуговой разряд с разными параметрами, вводя смеси газов и кислород в незначительных количествах.
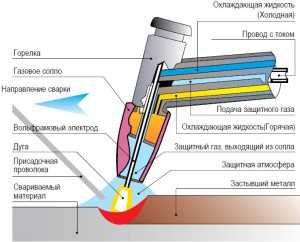
Газоэлектрический метод позволяет сваривать металлы с высокой химической активностью (например, медь, “нержавейку”, магний и так далее). Он, кроме того, обеспечивает:
- удобство сварки в навесном и вертикальном положениях;
- высокую скорость процесса;
- визуальный контроль выполнения операции со стороны сварщика;
- отличную чистоту шва;
- возможность соединять изделия и с очень большими толщинами, и с очень малыми.
Реже сварка проводится электродами трубчатого типа. При данной операции электрический разряд формируется между трубчатым непрерывным стержнем (порошковой проволокой с флюсом) и изделием, подвергающимся сварке. Функцию присадочного материала при этом выполняет материал электрода, а сварочная ванна защищается элементами, образующимися в процессе разложения флюса.
tutmet.ru
Ручная электрическая дуговая сварка — технология сваривания
Ручная и автоматическая дуговая сварка выполняется парой неплавких угольных (графитовых) или одним плавким сварочным электродом. В первом случае электрическая дуга возникает между двумя электродами. Она обладает настолько высокой температурой, что свариваемые детали и присадочный материал оплавляются до полужидкого состояния, заполняя стык между двумя деталями сварочным швом.
Во втором случае электрическая дуга возникает между плавким электродом и металлической поверхностью свариваемых деталей. Во избежание удара тока последние необходимо обязательно заземлять! Зазор между ними заполняется расплавленным металлом, который капает в стык с электрода.
Преимущества ручной дуговой сварки
Данная электросварка позволяет:
- сваривать металл в ограниченном пространстве;
- быстро производить сварочные работы;
- работать с обширной номенклатурой марок стали. Это объясняется богатым выбором электродов, отличающихся своим химическим составом;
- простота выполнения процедуры, которая под силу даже малоопытному сварщику.

Впрочем, качество и крепость получаемого результата очень сильно зависят именно от опыта сварщика.
Для того чтобы варить дуговой сваркой при помощи постоянного тока, вам потребуются инверторы. А это весьма дорогостоящий электроприбор. С другой стороны, инверторная сварка характеризуется меньшим потреблением электроэнергии, что в длительной перспективе окупает стоимость приобретения инвертора.
Процедура выполнения дуговой сварки
При выполнении дуговой сварки двумя неплавкими электродами электрическая дуга возникает в любом положении. При сварочных работах одним плавкими электродом электрическая дуга появляется при прикосновении последнего к металлической поверхности и отделении электрода от детали на 3 мм.
Но и в первом, и во втором случае электроды необходимо держать как можно ближе к поверхности свариваемых деталей. От этого будет зависеть температура электрической дуги и, соответственно, скорость и качество выполнения сварочных работ.
Опытные сварщики определяют оптимальное расстояние по равномерному и однотонному звуку. Если расстояние оказывается слишком большим, возникает резкий звук, часто прерываемый громкими хлопками. Если дистанция оказывается слишком большой, электрическая дуга разрывается. В этом случае сварку следует продолжить с точки разрыва.
Обратите внимание, при варке важных зон, на которые воздействуют динамические нагрузки или где особо проявляется эффект усталости металла, необходимо использовать парные неплавкие электроды. Дело в том, что в этом случае необходимо зажигать электрическую дугу вне зоны сварочных работ. А для этого лучше всего подходят именно парные электроды.
Особенности дуговой сварки
Ручная электродуговая сварка при помощи постоянного тока может производиться с прямой и обратной полярностью. При прямой полярности на электроды подводят «минус», а на свариваемые детали — «плюс». При обратной полярности «минус» и «плюс» меняют местами.
В точке проведения сварки образуется сварочная ванна, состоящая из расплавленного металла и перегретого газового пузыря, из которого выдавливается атмосферный кислород. Это не позволяет металлу окисляться в процессе сварочных работ.
Обратите внимание, в процессе сварочных работ из металлов испаряются легирующие составные металлических сплавов. Из-за этого ручная дуговая сварка считается небезопасной для здоровья, поскольку часть этих испарений попадает в лёгкие сварщика.
Что влияет на качество и размеры сварного шва?
Качество сварного шва определяется проваром — отношением ширины к глубине сварного шва. Чем шире сварной шов, тем меньше его глубина. И наоборот, меньшая ширина сварного шва свидетельствует о его большей глубине.
На качество выполняемых сварных ворот также влияет сила тока, от которого увеличивается глубина проплава. Обратите внимание, при равной силе тока может быть разная глубина проплава. Чем плотнее металл, тем более глубоким будет проплав.
Но на ширину сварного шва сила тока никак не влияет. На него влияет характеристика электрического тока. Так, постоянный ток создает узкий шов, причём это правило особенно заметно при напряжении от 30 В и выше. Электрическая дуговая сварка переменным током образует, наоборот, широкий сварной шов.
На глубину и ширину сварочного шва влияет поперечное сечение используемого электрода. Чем поперечное сечение больше, тем подвижнее будет электрическая дуга, тем шире будет сварной шов. И наоборот, чем меньше будет поперечное сечение, тем менее подвижной будет электрическая дуга, тем глубже будет проплав.
Наконец, последний показатель, влияющий на качество и размеры сварного шва, — это напряжение электрической дуги. Точнее, напряжение влияет только на ширину шва: большее напряжение — большая ширина, меньшее напряжение — меньшая ширина.
При выполнении сварочных работ одинарным плавким электродом вместе с каплями расплавленного металла в сварочную ванну попадает ещё и шлак, содержащийся в электроде.
Химический состав выделяемого шлака серьёзно влияет на качество проводимых сварных работ. В частности, он:
- способствует лучшей металлургической обработке стали;
- улучшает тепловые режимы дуговой сварки и увеличивает скорость сплавления кромок свариваемых деталей;
- оптимизирует формирование сварных швов;
- поддерживает максимальный температурный режим электрической дуги и улучшает её стабильность.
Дуговая сварка под флюсом — ещё одна разновидность выполнения сварочных работ с образованием шлака. Последний образуется при расплавлении флюсовой прослойки, находящейся между электродом и свариваемой поверхностью. По остывании слой шлака отделяется от сварного шва. Отметим, что эта разновидность сварных работ производится только на промышленном оборудовании.
В заключение отметим, что автоматическая дуговая сварка обеспечивает на порядок лучший результат, чем ручная, именно за счет того, что все параметры сварных работ, и прежде всего расстояние между поверхностью и электродом, контролирует микропроцессор.

Как варить швы в разных положениях?
Ручная и автоматическая дуговая сварка выполняются по различным технологиям, в зависимости от места проведения сварных работ. Рассмотрим, как правильно варить в трёх самых распространенных расположениях сварного шва.
Нижнее положение
Данная технология ручной дуговой сварки требует полного проплавления сечений и предотвращения образования прожогов. Чтобы этого достигнуть, необходимо надёжно закрепить свариваемые детали. Это позволит поддерживать оптимальные размеры ванны сваривания. Для повышения качества можно подложить съёмные медные подкладки.
Вертикальное положение
Сложность данного режима заключается в том, что расплавленные металлы под действием силы тяжести будут стекать вниз, что негативно скажется на качестве образующегося сварного шва.
Поэтому вертикальную сварку выполняют снизу вверх, чтобы расплавленные металлы стекали уже на сформировавшийся сварной шов. Но такая технология существенно замедляет скорость выполнения сварочных работ. Сварка сверху вниз значительно ускорит процесс, но при этом существенно сократится глубина проплава. Качество сварки повысится только при работе с тонкими деталями и при использовании специальных электронов.
Потолочное положение
Ручная дуговая сварка в таком положении крайне сложна. Расплавленный металл сдерживает от того, чтобы не закапать вниз, только сила поверхностного натяжения. Она будет удерживать расплавленный металл лишь при небольшом весе последнего. Поэтому при потолочном сваривании дуговой сварки необходимо максимально уменьшить площадь сварочной ванны. Для этого необходимо регулярно прекращать сварочные работы, чтобы расплавленный металл смог кристаллизоваться.
electrod.biz
Электродуговая сварка для начинающих – основные принципы
Электродуговая сварка – широко распространенный в наше время способ соединения металлических деталей для получения из них различных конструкций. В этой статье мы будем рассматривать, что из себя представляет процесс электродуговой сварки и как он должен проводиться – с точки зрения необходимого оборудования и с точки зрения мер предосторожности. Данный материал ориентирован на начинающих сварщиков.
Приручить сварочную дугу под силу каждому
Электродуговая сварка для начинающих
Принцип работы электродуговой сварки
Электродуговая сварка основана на нагреве свариваемых деталей электрической дугой. Как правило, дуга возникает между электродом и деталями – ее теплота расплавляет металл электрода и кромок свариваемых изделий, в результате последние соединяются. Расплавленный шлак идет на поверхность сварочной ванны и образует защитную пленку, которая предохраняет сварной шов от окисления до его остывания.
Для того, чтобы понять, как функционирует электродуговая сварка, вы можете просмотреть тематическое видео – видео поможет вам лучше понять принцип работы.
Для образования дуги используются специальные источники питания, преобразующие ток из электросети. Возможна работа переменным и постоянным током. В первом случае напряжение понижается на трансформаторе, во втором – ток еще и выпрямляется на выпрямителе.
Электроды могут быть плавкими и неплавкими – в первом случае сварной шов создается при расплавлении самих электродов, во втором плавятся специальные прутки присадочного металла, вводимые в сварочную ванну.
Для того, чтобы защищать металл сварочной ванны от окисления, в зону соединения могут подаваться защитные газы (гелий, аргон, углекислый газ и различные смеси газов) посредством сварочной головки.
Чтобы понять принцип защиты сварочной зоны, вы можете просмотреть тематическое видео. В Интернете достаточно много видео, которые посвящены этому процессу, и эти видео помогут вам добиться лучшего понимания проведения работ.
Классификация
Электродуговая сварка классифицируется по различным параметрам:
- По автоматизации – ручная и автоматизированная;
- По защите сварочной зоны – газовая, аргонно-дуговая, электродуговая сварка под флюсом;
- По режиму – работа постоянным током, работа переменным током, импульсная сварка;
- По области применения – электродуговая сварка черных металлов, труб, алюминия.
Устройство электродуговой сварки
Электродуговая сварка подразумевает наличие сварочного аппарата, свариваемых деталей, электрода или присадочных прутков, а также, при необходимости, оборудования для защиты сварочной зоны.
Главная часть сварочного аппарата — источник тока. Его основой является мощный понижающий трансформатор. Источники тока сварочных аппаратов постоянного тока комплектуются выпрямителями для того, чтобы преобразовывать переменный ток из сети электроснабжения в постоянный.
Помимо этого, широко распространены инверторные источники сварочного тока. Принцип их действия таков: переменный ток из сети электроснабжения подается на выпрямитель и преобразуется в постоянный.
Затем на инверторе постоянный ток преобразуется в высокочастотный переменный, который, в свою очередь, преобразуется на сварочном трансформаторе, снижающем напряжение. Сварочный трансформатор для высокочастотных токов имеет существенно меньшую массу, чем трансформатор для стандартного переменного тока частотой 50 Гц. После этого ток может использоваться для работы сразу же или после выпрямления.
Кроме источника сварочного тока сварочные аппараты оснащены различными дополнительными устройствами – проводами для передачи электричества, держателями для электродов и т.д.

Такой шов может быть и вашего исполнения
Вспомогательные инструменты
Для нормального проведения процесса сварочных работ сварщику необходимы:
- Держатель для электродов. Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ.
- Защитная маска – необходима для защиты глаз от излучения сварочной дуги. Материал маски должен обладать низкой теплопроводностью, не воспламеняться от искр, не пропускать ультрафиолетовое излучение. Как правило, маски изготавливают из листовой фибры, на уровне глаз делают специальную прорезь, в которую вставляют стекло светофильтра. Светофильтры, согласно ГОСТ, не должны пропускать ультрафиолетовое излучение, инфракрасное же излучение должно задерживаться как минимум на 96%. Щитки, маски и светофильтры для сварки классифицируются по ГОСТ – для щитков и масок предназначен ГОСТ 1361-69, для светофильтров – ГОСТ 9497-60. Реализуемые защитные приспособления должны соответствовать ГОСТ.
- Средства защиты органов дыхания – поскольку продукты сварочного процесса вредны для здоровья, сварщик должен защищать органы дыхания. Средства защиты, как правило, действуют по принципу респирации. В условиях особой токсичности воздуха в рабочей зоне наряду с масками используются системы очистки воздуха.
Для выполнения вспомогательных операций сварщику необходимы:
- Стальная щетка – для чистки металла;
- Молоток – для отбивки шлака;
- Зубило – для того, чтобы вырубать дефектные участки шва;
- Фартук и рукавицы.
Меры безопасности
Поскольку сварка – достаточно опасный производственный процесс, необходимо соблюдать следующие меры предосторожности:
- Регулярно проверять оборудование;
- Заземлять свариваемые изделия, аппаратуру и источники тока в соответствии со стандартами;
- Знать меры оказания первой помощи при поражении электрическим током;
- Предохранять органы зрения от светового воздействия электродуги.

Все участки тела сварщика должны быть закрыты
Для начинающих сварщиков будет полезно просмотреть видео по технике безопасности. Если вы посещаете уроки сварки – уделите мерам безопасности пристальное внимание, поскольку это весьма важно. В учреждениях, где проводятся уроки для начинающих сварщиков, вам может попасться задание выполнить реферат по технике безопасности – в этом случае вы будете помнить ее, поскольку выполнить реферат – хороший способ запомнить материал.
Заключение
Мы рассмотрели процесс электродуговой сварки. Надеемся, эта информация будет Вам полезна. Вы можете обучиться сварке, записавшись на курсы, где проводят уроки сварки (для начинающих сварщиков существуют курсы, где можно получить разряд всего за несколько месяцев), либо с помощью видео-уроков для начинающих. Также вы можете прочитать какой-нибудь материал, посвященный этой теме, к примеру – реферат. Хороший реферат способен объяснить много аспектов сварки, и поэтому реферат вполне может считаться обучающим материалом.
zavarimne.ru
Электродуговая сварка для начинающих: технология, оборудование
Среди всех современных разновидностей способов соединения металла электродуговая сварка является одним из самых востребованных, так как она отличается простотой и относительно невысокой себестоимостью. Именно эта разновидность появилась одной из первых и до сих пор сохраняет свою популярность. В основном, изменениям подвергается только техника, которая необходима для проведения процесса, хотя принцип действия остается прежним. Современные аппараты служат для преобразования электрического тока под нужные параметры и могут питаться от обыкновенной розетки. Если сначала это были громоздкие трансформаторы, у которых сложно было подобрать точное значение параметров, то сейчас это компактные инверторы, на некоторых из которых установлена цифровая шкала. Также они не уступают трансформаторам по мощности.

Процесс электродуговой сварки
Область применения
Электродуговая сварка для начинающих является наиболее простой в освоении. Именно по этой причине именно ее чаще всего используют в бытовой сфере. Для этого существует широкий спектр компактных сварочных инверторов. Но этим все не ограничивается, так как имеется и более серьезная техника, а также узкоспециализированные расходные материалы. Чаще всего сварку такого рода применяют для соединения углеродистых сталей, но при необходимости может осуществляться сварка цветных металлов, высокоуглеродистой стали, нержавейки и высоколегированных металлов и их сплавов. Все это проходит проблемно, так что в профессиональной сфере стараются использовать иные методы, такие как аргонодуговая сварка, но благодаря простоте этого метода в частной сфере нередко используют именно его. Это может привести к появлению брака, с большой вероятностью. Справиться со всеми сложностями могут только опытные сварщики. В промышленности, при создании металлоконструкций, или в строительстве данная методика применяется для самых простых и менее ответственных швов.
Преимущества
Электродуговая сварка получила широкое распространение и высокую востребованность благодаря следующим качествам:
- Нет необходимости в длительных подготовительных процедурах, так что аппарат быстро настраивается;
- Как сами аппараты, так и расходные материалы к ним отличаются мобильностью и компактностью;
- Шов обладает относительно низкой себестоимостью, если сравнивать с более современными методами сварки;
- Стоимость оборудования также не является слишком высокой;
- Электродуговая сварка является более безопасной, чем газовая;
- Работы проводятся практически с любыми толщинами металла;
- Создание шва получается достаточно быстрым;
- Сварочные инверторы работают от обыкновенной бытовой сети;
- Имеется огромный выбор сварочной техники с самыми разнообразными параметрами;
- Техника и расходные материалы находятся в свободном доступе.
Недостатки
В то же время электродуговая сварка обладает рядом недостатков, которые и привели к развитию более современных методов соединения металла. Среди основных негативных моментов стоит отметить следующие:
- Из-за высокой скорости проведения сварочного процесса порой сложно сформировать валик хорошего качества;
- Обмазка сварочных электродов может быть отсыревшей, что приведет к попаданию водорода в сварочную ванну, а это грозит появлением трещин, свищей, пор и прочих дефектов;
- Цветные металлы очень плохо свариваются, так что риск появления бракованного шва здесь становится очень высоким;
- Швы, полученные данным методом, становятся менее надежными;
- Здесь почти всегда нужно использовать флюс и прочие дополнительные материалы для улучшения качества сварки;
- Наблюдается слишком большая зависимость от внешних условий, от которых не всегда защищает покрытие.
Виды электродуговой сварки
Ручная дуговая сварка может проводиться в двух различных видах. Первым является стандартный, когда применяется обыкновенный трансформатор или инвертор, а металл шва получается из плавкого электрода. Таким методом осуществляется подавляющее большинство операций. Именно он и ассоциируется с понятием «ручная дуговая сварка». Здесь допустимо использование флюсов и других стандартных материалов.

Электродуговая сварка покрытыми электродами
Вторым видом является сварка, которая проводится неплавким электродом, или плавким без покрытия, в среде защитных газов. Данный метод также проводится вручную и здесь задействована дуга, в качестве основной температурной силы. Здесь нужен больший опыт работы с металлом, так как технология более сложная и затратная, так как проводится дополнительное подключение газовой горелки.
Схема
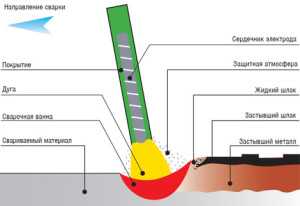
Схема проведения электродуговой сварки выглядит следующим образом:
Схема электродуговой сварки
- Стержень электрода;
- Защитное покрытие над стержнем;
- Газовая защита, которая получается благодаря расплавлению покрытия дугой;
- Сварочная ванна с расплавленным металлом;
- Корка образовавшегося шлака на остывшем металле;
- Шов;
- Основной материал;
- Капли металла.
Технические характеристики
Основным видом техники, который используется для такой процедуры как ручная дуговая сварка, является сварочный трансформатор. Оборудование для этого процесса подбирается под каждую операцию отдельно, если есть такая возможность, но в большинстве случаев стараются обзавестись универсальным инвертором, благодаря которому можно выполнять большинство всех операций. Для этого требуется точно знать характеристики используемой техники. Здесь приведены основные показатели одних из самых популярных моделей.
Параметры трансформатора | ТДМ22 | ТДМ140 | ТДМ169 | ТДМ180 | ТДМ121 |
| Напряжение переменного тока в сети частотой50 Гц, В | 180 — 240 | 220 | 220 | 220/380 | 220 |
| В каком диапазоне можно регулировать сварочный ток, А | 80 — 220 | 40 — 140 | 50 — 160 | 40 — 180 | 40 — 140 |
| Продолжительность беспрерывной максимальной нагрузки за определенный период времени, % | 20 | 15 | 20 | 20 | 20 |
| Напряжение х.х, В | 58 | 50 | 63 | 70 | 49 |
| Мощности потребления энергии, кВ*А | 9 | 7,5 | 13 | 13 | 7,5 |
| Размеры, мм | 380 х 300 х 220 | 270 х 240 х 420 | 330 х 160 х 300 | 360 х 360 х 930 | 185 х 270 х 430 |
| Вес, кг | 25 | 28 | 30 | 45 | 25 |
Технология сварки
Технология электродуговой сварки является достаточно простой, если рассматривать ее физические параметры. Но если вдаваться в нюансы проведения каждого отдельного процесса и правильную последовательность операций, то все становится намного сложнее. Сущность процесса электродуговой сварки состоит в создании и поддерживании, до тех пор, пока соединение не будет закончено, электрической дуги. Практически во всей области электротехники она является вредным явлением, но для сварки она полезное. С ее помощью можно расплавить металл и электрод, чтобы эта масса образовала единое неразъемное соединение, отличающееся крепостью.

Правильный сварной шов при электродуговой сварке
Оборудование для электродуговой сварки также является относительно простым, не считая всех особенностей настроек и дополнительных режимов в современных моделях. Ток поступает из сети на трансформатор, после чего передается на плюс и минус выводов, которыми являются «земля» и держатель с электродом. Вне зависимости от того, что какую роль выполняет, при размыкании цепи, которое осуществляется между поверхностью свариваемого металла и электродом, образуется дуга, создающая ванну расплавленного металла в месте своего нахождения.

Технология электродуговой сварки
Задачей сварщика является поддерживание дуги и перемешивание металла, чтобы он образовал крепкую однородную массу. Для этого совершаются колебательные движения с заданной амплитудой. Когда шов доходит до конца, дуга разрывается.
Техника безопасности
Электродуговая сварка является небезопасным процессом. Здесь есть риск поражения током, благодаря чему нужно соблюдать правила электробезопасности. Специалист обязательно должен проводить сварку в рабочей одежде и с применением средств индивидуальной защиты, таких как сварочная маска и прочие. Корпус трансформатора обязательно должен быть заземлен. В месте проведения работ не должно находиться легко воспламеняемых предметов. Огарки отработанных электродов запрещается выбрасывать на пол, так как это следует делать в строго определенные места.
Заключение
Технология электродуговой сварки является одной из самых простых в данной сфере, но, тем не менее, она нелегка в освоении, чтобы создать действительно качественное соединение. Ведь нужно правильно подобрать оборудование, режимы и придерживаться техники безопасности.
svarkaipayka.ru