Бронза и художественное литье – особенности технологии и этапы процесса
alexxlab | 26.01.2021 | 0 | Вопросы и ответы
Художественное литье бронзы по выплавляемым моделям – Ярмарка Мастеров
Процесс литья по выставляемым моделям.
Очень часто мои заказчики и покупатели спрашивают, «Как же все же делают фигурки из бронзы?» и постоянно приходится рассказывать процесс заново. Решил создать ..этакую шпаргалку 🙂 …мастер-классом вроде и не назовешь её. Описать решил максимально простым языком без специальной терминологии. Думаю так будет проще и понятнее не создаст дополнительных вопросов. Хочу еще сказать, что сам я не литейщик, я только создаю мастер-модели, снимаю с них формы, делаю восковки и их уже везу в литейную мастерскую. А потом готовые отливки довожу до ума. Обработка очень важная часть финального процесса.
Но во всех стадиях литья принимал не однократное участие и потому знаком со всеми стадиями процесса. Работа это не легкая и требует аккуратности и дотошности..мелочей нет. Схалтуришь на одном каком то этапе и работа всей команды будет загублена.
Литейное дело – одно из самых древних в мире ремесел, трудоемкая и сложная работа, требующая внимания и аккуратности на каждом этапе подготовки и литья. От Мастер-модели до финальной отливки в бронзе. Но результат стоит затраченных усилий. Литые изделия отличаются изысканным внешним видом. С годами на поверхности изделий из бронзы, латуни покрывается оксидной пленкой – это придаёт внешнему виду изделий антикварный вид. С годами изделия из бронзы как благородное вино растут в цене покрываясь налетом старины.
Довольно высокая цена на изделия выполненных методом художественного литья по выставляемым моделям, обусловлена большим количеством операций выполненными вручную, а так же дорогостоящими расходными материалами (ювелирный воск, формомасса, сплавы, а так же расходники для последующей обработки готовых изделий).
Коротко процесс создания бронзовой фигурки можно описать по операциям.
1. Изготовление мастер-модели для литья. Модель может быть из разных материалов: пластилин, воск, дерево, пластики, металл, гипс и т.д.
Несколько примеров моих мастер-моделей изготовленных из разных пластиков:



будущие шахматные фигурки:

фигурка сноубордист “Карвер”

Мы в своем технологическом процессе чаще создаем мастер-модели из полимерных скульптурных пластиков. Скульптор-миниатюрист создает модель вручную. Сложные модели иногда приходится делать разборными и многосоставными. На модель крепят литниковую систему продумывая как будет течь металл и как затем удалить литники без ущерба для будущей фигурки.
2. С мастер-модели снимается силиконовая (резиновая) форма из специальной резины. Изготавливается так называемая матрица, по которой затем будет получена восковая копия модели (восковка). С литниками для последующего литья.

Форму разрезают особым способом, что бы можно было получить качественную восковку.
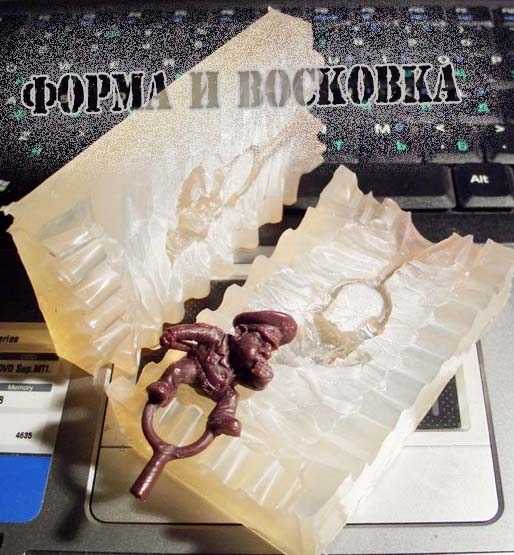
3. После изготовление резиновой формы в неё под давлением впрыскивается горячий воск. Затем, когда воск остыл матрицу разбирают и достают восковую копию модели. Её нужно проверить на наличие дефектов., обработать снять восковый облой, если он есть, просмотреть(просветить восковки) нет ли пузырьков в восковке иначе на отливке из металла будут полости и раковины. Если нужно восковка затем проходит стадию полировки. В час в среднем с одной резиновой формы можно получить 4-5 восковок в зависимости от размера и сложности.
Восковки с литниковой системой:

4. Восковки готовы теперь предстоит спаять елку из наших восковых фигурок. Примерно под углом 45 градусов фигурки одна за другой крепятся к основному более толстому литнику. Постепенно обрастя фигурками вырастает нечто напоминающее ёлку.
5. Затем подготовленная ёлка ставится в резиновую опору и помещается в металлическую опоку. Сверху заливается формомассой (специальный гипсовый состав), Опока ставится под вакуум для удаления пузырьков из формомассы. Если этого не сделать фигурка вся будет покрыта мелкими бусинками металла. Формомасса затвердела.
6. Следующий этап вытапливаем восковые модели и затем постепенно прокаливаем получившиеся керамические формы в специальных прокалочных печах до нужной температуры. Формы должны выдерживать температуру расплавленных сплавов около 1300 градусов.
7. Затем в подготовленные формы, выстоявшиеся и доведенные до требуемой температуры заливается расплавленный сплав и ставится под вакуум. Так как форма гигроскопична, металл притягивается к стенкам формы. За счет чего получается качественная поверхность отливки. Процесс подготовки форм и литья беспрерывно продолжается несколько дней. Тираж нельзя прервать и остановить всю тепловую цепочку процесса. Для этого литейщикам приходится работать в несколько смен, для контроля всего цикла литья.
8. После заливки форм их охлаждают и разрушают.
Отлитые ёлочки с фигурками разрезают специальными кусачками срезая фигурки с центрального литника.
Затем наступает очередь непосредственной обработки будущих фигурок. Фигурки размывают и очищают от остатков застывшей формомассы. Затем могут быть подвергнуты к отмачиванию в специальных растворах для удаления накала на фигурках.
9. Затем наступает очередь механической обработке. С фигурок удаляю литники, стачивая их бормашинами и полируют места крепления литников к фигурке. Далее фигурки обрабатывают мягкими латунными щетками на станках, снимая остатки окалины, полируют со специальными пастами муслиновыми кругами (тряпочные круги различной плотности с пропитками) После полировки фигурки она может проходить процесс ускоренного старения (чернения) для придания металлу антикварного вида. После обработки кислотами и специальными составами фигурки опять подвергают полировке мягкими муслиновыми кругами и растирают тканью выравнивая общий тон фигурки
Вот собственно финал нашей работы, долгожданные фигурки из металла 🙂

Кладоискатели, слева без чернения только полировка с карцеванием..справа чернение и дополнительная полировка.
Шахматная фигурка, Королева бордеров. Бронза, гальваническое покрытие меднение

“Не свисти- денег не будет!”


.
www.livemaster.ru
Декоративная бронза: литье в форму
Для придания интерьеру ассоциаций с аристократическим стилем средних веков мастерами декора издавна использовалась латунь, а особенно часто – бронза. Литье из этих сплавов и сейчас дает возможность создавать монументальные шедевры, способные украсить любой дом.

Бронза: свойства
В художественном литье чаще используются сплавы, нежели чистый металл. Особой популярностью пользуется бронза – сплав меди с оловом (добавка и легирующий элемент) в различных пропорциях. Если вместо олова добавляется цинк, то в результате получается латунь, а если никель – мельхиор. Медь в сочетании с алюминием, бериллием или кремнием также считается бронзой. Легирующий элемент указывается в обозначении:
- БрО5, где олова 5%;
- БрОС5-25: в составе 5% олова и 25% свинца.
Какими технологическими свойствами обладает бронза? Литье возможно при достижении материалом текучести. Температура, при которой плавится медь, составляет 1083 °С. При добавлении к ней олова порог понижается до 800 °С, что значительно облегчает процесс разогрева сырья. После застывания изделие имеет усадку до 1%. В зависимости от компонентов бронзовые изделия будут отличаться по твердости. При минимальном количестве олова их можно ковать, при его концентрации от 20% и выше они приобретают твердость и становятся хрупкими. Пластичности добавляет введение в состав свинца. Добавка цинка делает материал более устойчивым к коррозии.

Бронза: литье
Плавлению металлов предшествует значительная подготовительная работа. Одна ее часть связана с изготовлением модели. На этом этапе скульптор лепит образец в масштабе из пластичного материала. Затем переводит его в натуральную величину в гипсе или глине. С этой переходной модели снимается обратный слепок. Сложная форма имеет несколько составных элементов и собирается по частям. В нее заливается разогретый воск. Оборачивая форму, добиваются равномерного его распределения по всей поверхности. После остывания образуется макет будущей скульптуры, выполненный в воске. Автор дорабатывает детали, исправляет недочеты.
Художественное литье из бронзы и латуни в подавляющем большинстве осуществляется по таким выплавляемым формам (“восковкам”). Скульптура получается пустотелой с толщиной стенок 2 – 5 мм. В противном случае, если бы металл заполнял всю форму, то массивная отливка была бы слишком тяжелой, да и материала бы требовалось много. И дело не только в его дороговизне. При заливке нужно было бы сразу расплавлять все его количество, а это автоматически увеличивает размер горна и печи, усложняет процесс подачи сплава к форме. Кроме того, усадка материала даст неизбежную деформацию, что приведет к искажению форм и отдельных деталей композиции.
Особенности процесса
После создания восковой формы начинается следующий этап. За дело принимается литейщик. Он создает свою форму для заливки расплавленного металла. Восковка облепляется специальным термостойким составом в несколько слоев. Сначала такую жидкую керамику заливают внутрь восковой формы. На этом этапе создается сердцевина – «болван». После его застывания таким же составом модель тщательно покрывают снаружи, установив необходимое количество “летников”, куда будет направляться бронза.
Литье становится возможным после спекания (прокаливания) массы при высокой температуре. В результате этого процесса образуется прочная керамическая скорлупа. Воск выпаривается через летники и отверстия для выпуска воздуха. В результате получается пустотелая форма. После заливки металлом она разбивается. Внутренний слой керамики может быть оставлен или также удаляется через технологическое отверстие.

Литье бронзы в домашних условиях
Получить изделие из сплава можно и в земляной форме. В домашних условиях при наличии шаблона таким способом можно сделать бронзовую отливку. Но нужно быть готовым к тому, что точного копирования мелких деталей добиться не удастся и предстоит доработка. Форма получается одноразовая, но саму землю (смесь глины и песка) можно использовать многократно. Обычно делают разъемные формы, состоящие из двух частей. Но можно сделать и цельную, если использовать восковую модель. После спекания глиняная форма кипятится в воде, воск через летник всплывает на ее поверхность.
Качественную отливку можно получить, если форма будет прогрета предварительно. Медь и олово разогревают в стальном тигле. Используют угольный горн или муфельные печи. После полного расплавления металл выдерживают при высокой температуре еще несколько минут и заливают в летник тонкой непрерывной струйкой. Изделие после остывания дополнительно обрабатывается. Сначала обрубается металл, застывший в летниках. Места зачищаются. Тонкие детали формируются в процессе чеканки. Изделие шлифуется, полируется, при необходимости покрывается патиной.
fb.ru
Художественное литьё из металлов: технологии и материалы
С момента появления до сегодняшнего дня формование металлических расплавов использовалось для создания произведений искусства. Старинные украшения и скульптуры, выполненные с величайшим мастерством, были сделаны с помощью древних технологий художественного литья из металлов. Эти методы почти без изменений используются современными авторами.
История и суть технологии
С металлом человечество познакомилось очень давно, но самые ранние попытки получения отливок из него, скорее всего, берут начало в четвёртом тысячелетии до н. э. Такие предположения позволяют делать археологические находки на Ближнем Востоке. Согласно исследованиям, первые формы, заполненные жидким металлом, были простыми углублениями в открытом грунте.
Значительного прогресса в точности и качестве отливок мастерам древности удалось добиться не сразу. Приблизительно вторым-третьим тысячелетием до нашей эры датируются первые сохранившиеся артефакты, которые можно отнести к скульптурному жанру. В этот период литьё становится не только предметом ремесла, но и способом создания произведений искусства высокого уровня.
Суть технологии заключается в свойстве расплавленного металла (как и любой другой жидкости) заполнять сосуд, в который его вылили. После остывания готовая отливка становится точной геометрической копией пустот в ёмкости. Основные этапы упрощённо выглядят так:
- Изготовление скульптором оригинальной модели из пластичных неметаллических материалов.
- Приготовление материалов для формования, создание литейной формы по оригиналу.
- Плавление металла, заливка его в форму, остывание.
- Освобождение готового изделия от формы, очистка и механическая обработка.
Процесс значительно усложняется, если необходимо создавать пустотелые отливки или тиражируемые изделия.
Используемые материалы
 «Семёркой древних» называют перечень из железа, меди, олова, свинца, серебра, золота и ртути — с ними человечество знакомо не одну тысячу лет. Драгоценные металлы использовались для изготовления ювелирных изделий, а основным материалом для художественного литья в прошлом были сплавы на основе меди. В новое время к ним добавились чугун и алюминий.
«Семёркой древних» называют перечень из железа, меди, олова, свинца, серебра, золота и ртути — с ними человечество знакомо не одну тысячу лет. Драгоценные металлы использовались для изготовления ювелирных изделий, а основным материалом для художественного литья в прошлом были сплавы на основе меди. В новое время к ним добавились чугун и алюминий.
Художники на протяжении всей истории не ограничивали себя ассортиментом материалов для плавки. Например, в XIX веке в Европе и России были популярны изделия из цинка и свинца, а современные скульпторы нередко обращаются к нержавеющей стали. Но классическими материалами для художественного литья даже на сегодняшний день являются бронза и чугун.
Бронзовые сплавы
Сплавы меди с некоторыми цветными металлами (свинцом, оловом, алюминием, бериллием) без присутствия цинка и никеля называют бронзой. Медь с большими примесями цинка — это латунь. Последнюю применяют в основном для изготовления кабинетной скульптуры и дорогой мебельной и интерьерной фурнитуры. Главным материалом для художественного литья больших и малых форм оставалась несменной на протяжении веков оловянная бронза. Её преимущества:
 ничтожная усадка;
ничтожная усадка;- высокая текучесть;
- высокая теплопроводность;
- прочность;
- коррозионная стойкость;
- упругость;
- свариваемость.
Литьё из бронзы — одно из старейших искусств. Применение её в разных частях древнего мира было повсеместным: люди готовили в бронзовой посуде, носили бронзовые украшения, пользовались бронзовыми инструментами, застёгивали одежду на бронзовые пуговицы. Эта эпоха известна по удивительно высокому качеству исполнения и небывалой художественной силы скульптурам, сохранившимся до наших дней. С тех времён берёт начало литейная бронзовая традиция, надолго пережившая свой век с одноимённым названием. Безусловно, сплавы совершенствовались на всём протяжении истории, но большая часть технологических процессов художественного литья оставались неизменными.
Серый чугун
Бронза и железо, пожалуй, самые важные материалы в истории человечества. Недаром они дали названия двум эпохам технологической эволюции — бронзовому и железному векам. Поскольку для железного литья требовались более высокие температуры и сложные печи, плавку железа человечество освоило несколько позже бронзы. По некоторым сведениям, чугун лили в Китае ещё 2 тыс. лет назад. Первыми массовыми изделиями из него в Европе и России были стволы пушек и ядра к ним в XV веке.
Эволюция печей и энергоёмкого топлива для них быстро сделала высокие температуры доступными не только для военной промышленности. Художественное применение литейного железа началось приблизительно в 1500 г. с производства плитки для печей, памятников и фонтанов. Мощным толчком для популяризации чугуна в искусстве было бурное развитие металлургических технологий во второй половине девятнадцатого века и последующая за этими событиями индустриализация.
Для приготовления скульптуры используют серый чугун с высоким содержанием фосфора как самый недорогой и приспособленный для литья сплав железа с углеродом. Фосфор улучшает текучесть — это помогает металлу полностью заполнять форму. Свойство фосфора повышать хрупкость железа для художественного литья значения не имеет, как и присущая серому чугуну пористость. Материал обладает ещё одним важным свойством — привлекательностью внешнего вида готового изделия.
Применяемые методы
Традиционные технологии нисколько не утратили актуальности и в наше время. В качестве основных мастера применяют литьё либо в земляные формы, либо по выплавляемым моделям. На XIX век пришёлся накал соперничества этих двух методов. Первый стал массовым в основном у промышленников, уступив лидерство в искусстве более точному и дорогому литью по восковым моделям.
Литьё в землю
Этот метод объединяет литьё в землю, песок или глину. Основная разница между ними заключается в материале формы. Суть технологии состоит в получении отпечатка от шаблона на смеси с дальнейшим изменением её качества (трамбовкой, добавлением связующего вещества) и последующим формированием в ней литниковой системы — каналов, по которым будет поступать и удаляться расплавленный металл.
Для создания сложных объёмных фигур нередко используют разборные шаблоны, а формовку производят в специальных составных ящиках — опоках. На результат большое влияние оказывает состав и качество формовочной смеси. После отливки заусенцы и линии каналов удаляются механически.
Достоинства технологии:
- простота;
- низкая себестоимость;
- возможность создавать отливки больших размеров и массы.
По выплавляемым моделям
Этот метод был популярен ещё в Древнем Египте и Китае, использовался в Греции и Риме, не претерпел больших изменений за тысячелетия. Основные эволюции произошли во вспомогательных материалах: воск мастера сменили на синтетические смеси, активно стали применять эластичные резиновые формы и т. п. Классический метод литья по выплавленному воску выглядит так:
- Создание восковой модели скульптором — точной копии будущей отливки.
- Изготовление формы — на поверхность воска наносится в несколько этапов пастообразная гипсово-глиняная смесь.
- Запекание формы в печи. Во время нагрева воск покидает форму, вытекая через заранее предусмотренные каналы.
- Заливка расплавленного металла в покинутые воском пустоты.
- Освобождение готовой скульптуры от глиняной формы.
- Удаление лишнего металла с отливки, шлифование, полировка, художественная химическая обработка.
В подобном виде этот древний метод сейчас очень популярен у художников. Процесс литья усложняется при необходимости создавать тиражируемые изделия. Тогда в регламент работ добавляются процедуры изготовления «негативных моделей», назначение которых — служить многоразовой формой для восковых отливок.
Сам по себе способ формирования по выплавляемым моделям позволяет создавать чрезвычайно качественные и тонкие изделия из всех видов металлов. Технологические трудности могут возникнуть лишь при изготовлении больших элементов: такие задачи по плечу только мастерам высокой квалификации.
tokar.guru
Художественное литье из бронзы. Художественное литье. Литье из бронзы. Изделия из. Изготовление. Художественная. Бронза. Латуни. Бронзовые
Бронза – один из первых сплавов, освоенный человеком для производства орудий и предметов интерьера. Художественное литье (из бронзы) – одно из профильных направлений, если не основное, производство Ногинского Литейно-Механического Завода. Люстры и фонари красивы и долговечны, не подвергаются коррозии. В то же время бронза очень пластичный материал, что позволяет отливать из нее красивые элементы с высокой деталировкой.
Технология или немного о литье
Бронзовое литье весьма сложно технологочески и предъявляет высокие требования к изготовлению прототипов и форм для изготовления отливок. Немалое значение имеет технологическая база, производственные помещения, а также уровень профессиональной подготовки художников, создающих литейные формы, мастеров-литейщиков, отливающих изделия и осуществляющих последующую обработку. Ногинский ЛМЗ имеет столетнюю историю литейного производства, богатейший опыт в механической обработке металлов и сплавов. Завод постоянно совершенствует технологоческую базу, осваивает новые производственные направления, повышает качественный уровень производимой продукции.
Художественное литье изготавливают следующими методами: литье в землю, ХТС, литье по выплавляемым восковым моделям. Способ изготовления определяется специалистами завода в зависимости от формы изделия и качества его поверхности. Выбор способа влияет на сроки изготовления и стоимость изделия.
Спектр изготавливаемой продукции
Ногинский Литейно-Механический Завод предлагает вашему вниманию латунные и бронзовые литые конструкций:
- Люстры
- Бра
- Светильники
- Жирандоли
- Подсвечники
- Канделябры
- Настольные лампы
- Лестничные ограждения
Мы готовы к сотрудничеству с производственными мастерскими по изготовлению светильников, мебели, строительными организациями и предлагаем латунные и бронзовые литые элементы:
- Накладки
- Шишки
- Стаканы
- Блюдца
- Кронштейны
- Звенья
- Потолочники
- Рейки
- Элементы для декора интерьеров
Литье из латуни значительно превосходит по своим характеристикам литье из бронзы. Технически – это очень близкие по химическому составу материалы, однако латунь выигрывает тем, что намного твёрже бронзы и менее подвержена механическому воздействию.
Москва любит изделия высококачественной латуни. Любит бронзу. При реставрации Детского Мира на Лубянке Ногинский ЛМЗ, проводя реставрационные работы, восемь исторических торшеров были изготовлены именно из художественной бронзы. На поприще художественного литья у Ногинского Литейно-Механического Завода большие перспективы.
nlmz.ru
Художественное литье из бронзы | художественное литье из латуни | художественное литье из металла | литье в москве из бронзы | литье в москве из латуни | литье в москве из металла | литье статуэтки из бронзы | литье статуэтки из латуни| литье статуэтки из металла | литье фигурки из бронзы | литье фигурки из латуни | литье фигурки из металла | литье сувениров из бронзы | литье сувениров из латуни | литье сувениров из металла | литье сувенирной продукции из бронзы | литье сувенирной продукции из латуни | литье сувенирной продукции из металла | литье сувенирных изделий из бронзы | литье сувенирных изделий из латуни | литье сувенирных изделий из металла | литье наград из бронзы | литье наград из латуни
Художественное литье – многовековое античное искусство
А что Вы слышали про такие уникальные античные изделия искусства, как художественное литье?
Это одни из самых удивительных изделий, созданных на основе чугуна, бронзы, латуни. Их можно лицезреть на объектах, имеющие декорацию в стиле барокко или аристократическом стиле.
Художественное литье из металла позволяет создать по-настоящему античный, аристократический дизайн. Помещения, содержащие данные изделия, подчеркивают отменный вкус его обладателя.
И если Вы желаете стать владельцем этого чуда искусства, то целесообразно обратить свой взор на нашу компанию, обладающую всем необходимым для создания художественного литья.
Какие разновидности подобных изделий Вы можете найти в нашей компании?
Наши специалисты предлагают Вам самое лучшее:
- Художественное литье из металла. Такие изделия являются лучшими для декорирования помещений различного назначения – ресторанов, гостиниц в готическом стиле и других объектов.
- Художественное литье из бронзы. Подобные изделия создаются из сплава меди с оловом или другими металлами – свинцом, никелем. Такие элементы декора являются лучшим архитектурным дополнением для помещения.
- Художественное литье латуни. В основе изделия используется сплав меди с цинком (в количестве до 45%). Данные изделия используются в качестве архитектурного элемента, дополняющего дизайн ландшафта или интерьера.
Различные гербовые медали, памятные доски, литые ручки, таблички, накладки и даже скульптуры. Это и далеко не все Вы можете найти и купить в нашей компании прямо сейчас.
Как порадовать своего друга на День Рождения? Каким образом его удивить? Как украсить интерьер, ландшафт?
Лучшее решение – заказать в нашей компании художественное литье по выплавляемым моделям. Благодаря наличию эскиза или исходной модели можно создать красивое изделие из бронзы или другого сплава металлов.
Почему художественное литье – это отличный вариант для подарка, а также для декорирования помещения?
На это есть ряд причин:
- Художественное литье из металла – это индивидуальная и ценная вещь. Если Ваш друг или знакомый испытывает симпатию к античным временам, то целесообразно подарить такой подарок. Ведь работа по созданию такой вещи является универсальной. Профессиональные мастера по литью нашей компании обладают навыками чеканного искусства и способны воплотить любые замыслы и идеи.
- Подобные изделия максимально точно воспроизводят поверхности отливки и ее очертаний. Получается, что с поразительной точностью можно воссоздать из модели, наброска, качественное изделие.
- Возможность использования большого разнообразия металлов и их сплавов. Латунь, бронза, цинк, чугун и многие другие сплавы – каждый из них придает свой оттенок готовому изделию.
- Долговечность. Античные изделия искусства до сих пор находят в домах вельмож, аристократов, при этом они полностью сохраняют свой прежний вид, покрываясь оксидной пленкой, которая придает особую «антикварность». Такой подарок будет радовать владельца целую вечность.
- Доступная стоимость. Приобрести художественное литье не так дорого, зато такое изделие искусства порадует владельца и украсит помещение.
Именно поэтому многие выбирают художественное литье на заказ в качестве отличного сувенира или элемента декора.
3 главных причины выбрать нашу компанию
- Большой ассортимент художественного литья на самом высоком уровне. Из бронзы, латуни и других сплавов.
- Профессиональная работа мастеров. В нашей компании работают настоящие специалисты своего дела, которые готовы создать лучшее художественное литье на заказ.
- Демократичная стоимость. Ценовая политика нашей компании направлена на удовлетворение клиентов.
Если Вы ищите качественное художественное литье в Москве, то обратите внимание на нашу компанию.
artlitpro.ru
Художественное литье, отливки, литье металлов и сплавов, Этапы создания литейного изделия, отливки из бронзы, латуни, олова, свинец, цинк, медь, отливки из чугуна, 3d принтеры для создания формы, литье по выплавляемым моделям
Главная страница » Художественное литье
Художественное литье
Литейное ремесло – одно из самых древних в мире. Оно требует высокого уровня концентрации и внимательности на каждом этапе производства, от подготовки 3d модели и до шлифовки готового изделия. Результат определенно стоит приложенных усилий. Ведь литейные статуи, бюсты, фигурки выглядят изысканно и роскошно.
Они прекрасно вписываются в классический интерьер домов, радуют хозяев в весеннем саду, украшают места общественного отдыха и старинные улочки. По истечении времени латунные и бронзовые элементы покрываются оксидной пленкой, что придает изделию антикварный вид. С годами их цена растет, поскольку фигура приобретает оттенок давности, облик статуй, как будто, пропитывается старинной эпохой.


Металлические шедевры создаются из маленьких деталей. Все они должны быть безупречного качества и иметь красивый вид, особенно при декорировании собственного дома. Каттедж, украшенный литыми композициями, сразу становится изысканным жилищем уважаемой и духовно богатой личности. Стиль барокко, бронзовая отделка часто символизируют высокий статус владельца.
Какие материалы используются?
Довольно редко встречаются скульптуры из чистого металла в силу того, что его свойства не соответствуют необходимым требованиям прочности, чистый металл очень мягкий. Для отливок из чистового металла применяются тяжелые металлы — олово, свинец, цинк.
При образовании соединений металл приобретает необходимые свойства прочности, твердости, пластичности, вязкости, упругости и т.д. Поэтому при художественном литье в основном используют черные и цветные сплавы. Соединение двух или нескольких химических элементов в определенных пропорциях называется сплав.
Так соединение железа и углерода в определенном соотношении образуют черные сплавы, это чугун и сталь, для художественного литья чаще применяется серый литейный чугун.
А соединения меди и цинка, алюминия, свинца, олова, магния и других элементов образуют цветные сплавы. Для художественного литья в основном используют медные сплавы – это латуни и бронзы. Также в ювелирном литье применяют золотые, платиновые, серебряные сплавы.
Каждый металл и сплав обладает определенными физическими, механическими и технологическими свойствами. Исходя из этого для каждой художественной отливки выбирают нужный и наиболее подходящий для нее материал.
При этом важными технологическими свойствами являются литейные свойства, такие как жидкотекучесть, усадка и ликвация, от них зависит хорошее заполнение литейной формы и получение отливок без дефектов (раковин, пор, трещин и т.д.).
Латунь является сплавом меди и цинка, часто с добавлением свинца, олова, алюминия и других элементов. Латунь дешевле бронзы в силу меньшего содержания олова. Она имеет плотную структуру и идеально подходит для создания отливок сложной формы.
Бронза – это сплав меди с оловом, алюминием, марганцем, свинцом и другими элементами. Сплав меди с оловом называют оловянными бронзами, а сплавы меди с алюминием, свинцом, марганцем и т.д., называют безоловянными бронзами или специальными (алюминиевыми, свинцовыми, марганцевыми и т.д.).
В силу дороговизны цветных сплавов, наиболее широкое применение в художественном литье получил серый чугун, особенно для небольших отливок, с покрытием от коррозии.
Этапы создания литейного изделия
Существует много способов и технологий литья. Для получения художественных отливок широко применяется литье по выплавляемым моделям.
— Сущность данной технологии заключается в том, что сначала изготавливается модель будущего художественного изделия и ее литниковая система из легкоплавких материалов, например воска, парафина, пластика и т.д. Литниковая система представляет собой каналы, по которым будет в дальнейшем заливаться расплавленный металл, их нужно расположить так, чтобы потом у полученной отливки их аккуратно можно было срезать.
— На полученную легкоплавкую модель наносят несколько слоев суспензии и обсыпки, которая после высыхания превращается в огнеупорную оболочку.
— Далее легкоплавкую модель выплавляют из этой оболочки, при этом оболочка не расплавляется и остается целой, так получается пустотелая форма, в которую по литниковой системе в будущем будет заливаться расплавленный сплав. Внутренняя часть формы полностью повторяет художественное изделие.
— Полученную форму заформовывают в неразъемных опоках и прокаливают.
Процесс создания формы самый трудоемкий и занимает львиную долю времени производства.

— Далее в полученную форму заливают расплавленный сплав. Это самый непродолжительный этап в производстве, но он играет не менее важную роль, как и все остальные, поскольку существует возможность появления браков в виде пригоревших частей, образовавшихся спаев, недоливов, пустых участков и т.д. Процедура наполнения осуществляется с помощью специальных ковшей.- Остывание формы.
— После чего форму разрушают и извлекают художественную отливку. Обычно это делается механическим путем: клешнями и молотком.
— Затем начинается процесс очистки полученных деталей от нежелательных выпоров и заливов, срезают литники.
— Для придания законченного вида проводят различные механические операции (фрезеруют, шлифуют, чеканят т.д.). А для того чтобы изделие сверкало и имело абсолютно гладкую поверхность, его полируют войлоком, кожей или тканью, заправленной специальным средством.
— На последнем этапе собираются все отливки в одну целостную композицию, в случае изготовления изделия по частям.
Художественное литье выполнено. После этого скульптура готова к установке, чтобы радовать взор целых поколений.
Конечно процесс представлен довольно просто и в общем, но если каждый этап разобрать до мелочей, то будет видно, сколько нюансов присутствует в каждом этапе, и на сколько они все важны. В данном деле каждый этап очень важен, любая мелочь может полностью перечеркнуть весь проделанный труд.
Коротко процесс создания литой фигуры состоит из следующих этапов. Это:
• изготовление формы;
• отливка;
• разрушение формы;
• зачистка отливок;
• шлифование;
• полирование;
• сбор отливок.


Литье по выплавляемым моделям известно еще с давних времен, его основным недостатком является множество ручной работы, высокая трудоемкость и сроки. И сегодня данный процесс продолжает совершенствоваться. Упрощаются процессы получения легкоплавких моделей, их выплавления, формования, создания опок и т.д.Новым совершенствованием стало создание легкоплавких моделей путем их печати на 3d-принтере. Это на порядок ускоряет процесс создания художественных отливок. В данном способе все зависит от точности 3d-печати.
Не смотря на недостатки, литье по выплавляемым моделям обладает множеством достоинств:
1. Неразъемная форма устраняет появление швов на отливке.
2. Возможность получения отливок со сложными формами.
3. Получение чистой поверхности, не требующей дальнейшей механической обработки.
4. Низкая стоимость опок.
5. Возможность расположения в одной опоке нескольких изделий в виде елочки прикрепленных к общему литнику.
6. Низкая стоимость получения изделий.
7. При отливке чугуна изделия получаются без отбела, что сокращает процесс термической обработки (отжига).
8. Возможность получения отливок достаточно больших форм.
9. Достаточно высокая точность, позволят оставлять минимальный припуск на точные поверхности изделия, или вовсе не оставлять для неточных художественных форм.


Процесс проектирования художественного изделия
Первоначально художники или дизайнеры, как примерно и в промышленном дизайне, рисуют множество рисунков и набросков, которые в последующем конкретизируют и получают полноценные эскизы будущего изделия – произведение искусства. Возможно вырезание изделия из воска и других легкоплавких материалов вручную.
А также по данным эскизам проектировщик с помощью различных 3D CAD-систем может создать трехмерную модель данного художественного изделия.
Так проектировщик становится связующим звеном между художником и производством художественных изделий, между творчеством и технологией, между искусством и наукой.
От него на самом деле много зависит, так как именно его 3d-модель влияет на все последующие этапы художественного литья. Проектировщик должен хорошо знать и представлять все эти этапы получения отливки, чтобы моделировать с учетом нюансов литейного производства, заложить уклоны, необходимые припуски, предусмотреть усадку и т.д.
Кроме того, создание 3d-моделей художественных изделий, имеющих сложные поверхности и более гладкие их сопряжения G3, требует глубоких знаний самой CAD-системы, умения работать с поверхностным моделированием, созданием полигональных моделей и многих других возможностей CAD-систем.
Несмотря на то, что создание художественного изделия это дело больше творческое и больше ручной процесс, например, создание эскизов нового изделия и вырезания скульптур, компьютерные технологии и различные CAD/CAM-системы стремительно развиваются и всё больше и больше внедряются в процесс воплощения задумки художника в жизнь, делая его более быстрее, проще и экономичнее.

Использование 3d-принтеров
Созданная 3d-модель может быть распечатана на 3d-принтере и в последующем выплавлена при создании формы.
Преимуществами такого метода по сравнению с ручным изготовлением легкоплавкой модели являются:
• высокое качество и точность;
• возможность изменения модели, ее корректировка, доработка и т.д.;
• автоматизация процесса проектирования;
• снижение сроков изготовления опок и технологической подготовки производства;
• Повторное неоднократное использование модели.
Но этот процесс ограничен возможностями 3d-принтера, т.е. небольшими размерами отливок, и точностью 3d-печати. Хотя и сегодня они обладают вполне достойными характеристиками, 3d принтеры постоянно развиваются, так что эти ограничения возможно существуют временно, понаблюдаем за этим вместе.
Станки с ЧПУ
По математической модели изделия возможно легко спроектировать и саму форму, разработать управляющие программы для станков с ЧПУ, и соответственно произвести форму на данных станках.
Также возможно написать управляющие программы для обработки самой модели на станке с ЧПУ, например, из дерева или других легкоплавких материалов. И по данной модели создать уже форму для дальнейшего литья.
Современные CAD/CAM-системы позволяют как проектировать изделия, так и разрабатывать управляющие программы для любых станков с ЧПУ, в том числе и 5-ти координатных, наиболее подходящих для фрезерования художественных изделий.
Использование станков с ЧПУ ускоряет и удешевляет процесс создания художественных изделий.
Заключение
На сегодняшний день художественное литейное производство все больше требует сокращения времени производства, снижения трудоемкости и себестоимости зачастую путем автоматизации и совершенствования технологии литья. А также выявления новых способов изготовления легкоплавких моделей и самих форм, так как именно создание формы является самым трудоемким процессом.
Сегодня используются технологии 3d-печати, 3d-сканирования, высокоскоростные станки с ЧПУ, более совершенные CAD-системы и многие другие технологии и инструменты. Таким образом все более важным становится разработка качественных 3d-моделей.
Роль проектировщика 3d-моделей является одной из самых важных, так как ему необходимо максимально точно воспроизвести эскизную задумку художника в математическую 3d модель. Его деятельность находится на стыке дизайна и инженерии.
Похожие записи:
vys-tech.ru
Изготовление сувениров на заказ – Художественное литье из бронзы.
История художественное литье из бронзы и латуни насчитывает более пяти тысячелетий. В Древней Руси художественное литье было основной отраслью металлообрабатывающей промышленности. В современной промышленности, при отливке художественном литье, широко применяется литье в разовые формы, литье по выплавляемой модели.
Подготовительные работы по литье из латуни и бронзы.
Изготовление макета -эскиза в 3D.
Изготовление модели для литья.
Изготовление формовку для литья.
Художественное литье из латуни и бронзы в отличие от ковки, даёт возможность изготавливать множество совершенно одинаковых деталей.


Сувенир антенна и медведь. Материалы: бронза патинированная, змеевик. Высота композиции – 200 мм. Отливается из нескольких элементов, с последующей спайкой.
Общие размеры 200х200х120мм.
Сувениры из художественного литья из бронзы преподносятся в качестве дорогих подарков. Методом художественного литья из бронзы можно притворить в жизнь любую вашу идею. При помощи художественного литья из бронзы – это прекрасная возможность увековечить себя или близкого человека, украсить интерьер, придать офису и дому оттенок благородной старины, хорошего вкуса и достатка.

Значительное развитие художественного литья из бронзы получило в России, Германии и Франции. Россия в течение двух столетий была художественным центром, по художественному литью из бронзы. Во все концы страны расходились готовые изделия из бронзы. А с образованием самостоятельных мастеров и возникновением ремесленных мастерских перенимались лучшие технические достижения и заимствовались формы и приемы художественного литья из бронзы. Художественное литье из бронзы по изготовлению эксклюзивной сувенирной и наградной продукции используются широкий круг материалов, комбинированных изделий с элементами из стекла, камня, дерева, пластика.
Бронза это сплав олова с красной медью. Она была известна человеку с давних времен, когда наши предки изготавливали из этого гибкого, красивого и прочного металла: оружие, орудия труда, сувениры, посуду и украшения. В Бронзовый век этот металл ценился не ниже, чем серебро и золото. Современные бронзовые сплавы являются высокотехнологичными материалами, которые легируют с никелем, цинком, бериллием, алюминием, кремнием и фосфором. В итоге получают металл, с различными химическими и физическими свойствами и это позволяет широко использовать бронзу, как эффективный материал для художественного литья из бронзы.
Художественного литья из бронзы можно увидеть и сейчас. Бронза обладает удивительными свойствами прочности и пластичности, что позволяет создавать изделия из бронзы разного уровня сложности, прорабатывая при этом мельчайшие фрагменты. Техника обработки бронзы не претерпела сильных изменений благодаря мастерам, которые продолжают хранить лучшие вековые традиции. Сувениры и подарки из бронзы идеально подходят практически к любому празднику, высокое качество и оригинальность сувениров и подарков приятно удивляют. Индивидуальный подход к каждому клиенту, мы выпускаем высокохудожественные изделия из бронзы небольшими партиями. Бронза, используемая при создании произведений прикладного искусства и скульптуры вот уже более 3000 лет. Художественные изделия из бронзы, украшавшие храмы, дворцы правителей и аристократии, были как бы наглядным воплощением идеи силы и мощи государства, подчеркивая неординарность и значимость своих владельцев в общественной иерархии.

Для расчета стоимости принимаются во внимания основные этапы изготовления, художественное литье из бронзы.
1. Эскиз изделия – рисует художник, если не предоставлен заказчиком, также по согласованию, используется компьютерная графика.
2. Изготовление модели физического прототипа изделия – скульптурная лепка, ручная резка или компьютерное моделирование с последующим изготовлением на системах быстрого прототипирования фрезеровка на станках ЧПУ, выращивание на 3D принтерах.
3. Снятие резиновой формы с модели прототипа для изготовления восковок.
4. Изготовление выплавляемых восковок – принимается в расчет трудоемкость.
5. Литье изделия – принимается в расчет габаритные размеры изделия, количество в тираже. Точная стоимость будить, после изготовления компьютерного макета.
Самая большая стоимость изготовления сувенира из металла – это подготовительные работы. Это изготовления модели для литья размножению. Чем больше тираж, тем меньше стоимость подготовительных работ.


Композиция Грейдер изготовлен методом художественного литья из бронзы. Материал: Бронза патинированная, змеевик, фианиты, доломит. Сам грейдер состоит из 59 деталей. Общий размер: 600х300х190мм. Отдельно отливались: моторный отсек, кабина с рамой, гидроцилиндры – 2 шт., труба, воздухозаборник, крыша кабины, центральный ковш, передний ковш, три моста, рама с шестерню, вилка для переднего ковша, колеса – 6 шт., крылья – 4 шт., зеркала заднего вида – 2 шт., передние фары – 2 шт., скоба для гидроцилиндров, лестница. Изготавливались из прокатного металла: тяги – 3 шт., поршня для гидроцилиндров – 2 шт., держатели для зеркал – 2 шт. Передняя часть рамы, для крепления вилки переднего ковша, фары на раме и на кабине – 6 шт. Переходник между центральным ковшом и рамой с шестернею – 2 шт. Во все фары инкрустированы фианиты – 10шт. Рабочий и начальник – художественное литьё. Модель изготавливалась на 3D фрезерном станке из воска, затем отливалась в одном экземпляре.







Сначала изготавливаем мастер модель, на 3D фрезерном станке, либо на 3D принтере. Модель, делается из модельного воска или полимера. Каждая стена здания, элементы крыши, входная группа, фонтан, делаются отдельно. С каждого элемента снимается форма из ювелирной резины. В эти резиновые формы, заливается воск, и мы получаем серийные восковки. Далее восковки формуются в специальные жидкие (застывающие) смеси. Воск из них вытапливается. В образованные пустоты заливается металл (бронза, либо медь). Далее каждый элемент здания, в ручную, прорабатывается, шлифуется и отдается на сборку. Сборка, включает в себя сварочные и слесарные работы: пайка серебром, подгонка каждого элемента в металле. После подгонки и сварки, все элементы проходят финишную полировку и патинировку (патинировка – это метод покрытия металла в специальном горячем растворе, который придаёт металлу благородный декоративный оттенок и защищает его от окисления). Подставка камень – мрамор Rosso Levante. Фонтан отливается цельным элементом. В центре фонтана, предусмотрен элемент под ручку. Каждая стена здания отливается отдельно; Крыша отливается отдельно; Трубы на крыше, будут выполнены методом художественного литья, как отдельные элементы, и в дальнейшем припаяны к крыше. Водосточные трубы отливаются отдельно; Балясины на балконах отливаются отдельно; Колонны, входной группы, точатся на токарном станке. Далее все эти элементы, спаиваются серебряным припоем, здание в сборе, шлифуется, полируется и патинируется. Фонтан и камень с надписью, отливаются отдельно, шлифуются, полируются и патинируются. Размеры изделия, при высоте здания – 150мм., ширина составит – 360мм., глубина 280мм. Диаметр фонтана 140мм., центральная часть фонтана, под ручки и карандаши – 40мм. Размер камня 450х450х30мм. Общие размеры изделия 450х450х180мм.
Сувенир изготовлен для Государственного университета по землеустройству. Сувенир изготовлен в технологии художественного литья по выплавляемым моделям. Статуэтка “Землеустроитель” металл бронза патинированная. Табличка землеустроитель и герб России, сделал из металла бронза. Подставка камень змеевик. Упаковка из массива дерева дуб.
Приз из металла, Bel международная музыкальная премия. Материал изготовления приза латунь. Никель 999, золото 999, для гальванического покрытия. Лак, краска для печати логотипа. Отливка глобуса и стелы методом художественного литья. Технология изготовления. Для получения идеально ровных кубиков, из листа латуни, толщиной 1 мм. нарезаются квадраты и прямоугольники, нужного размера. Далее, латунные прямоугольники и квадраты, собираются, методом пайки серебряным припоем, в параллелепипеды (верхняя часть конструкции) и кубы (нижняя часть конструкции). Готовые элементы, зачищаются от сварных швов и шлифуются до матовой поверхности. Далее элементы покрываются слоем никеля 999, придавая серебристый цвет. Диаметр глобуса – 80мм., глобус изготавливается методом художественного литья, из латуни. Шлифуется и полируется. Покрывается слоем никеля 999. Далее, на него наносится векторная сетка (трафарет), которая повторяет силуэты земного шара. Участки, которые не будут покрываться золотом, закрашиваются специальным лаком. Оставшаяся, не покрытая лаком площадь, покрывается золотом 999. Лак снимается. Получаем глобус, мировой океан, покрыт слоем никеля 999, континенты слоем золота 999. Скрипичный ключ и пластина вырезаются из листовой латуни, шлифуются, полируются и покрываются слоем золота 999. Логотип, наносится методом термопечати. Ноты, наносятся полупрозрачным лаком. На куб 50х50х50мм., крепится пластина 46х46х3мм, из патинированной латуни. На пластину устанавливается параллелепипед 100х50х50 мм. Сверху крепится глобус, на куб крепится скрипичный ключ и пластина.


suvenir-gifts.ru