Чеканка на металле – медная чеканка своими руками по металлу
alexxlab | 22.10.2020 | 0 | Вопросы и ответы
Чеканка по металлу. Художественная обработка металла. Рисунки для чеканки
Чеканка по металлу – это технологический процесс, применяемый для изготовления рельефных изображений, надписей, различной сувенирной продукции. Является одним из видов изобразительного декоративно-прикладного искусства. Каждое изделие ручной работы эксклюзивно.

Ремесло или искусство
Художественная обработка металла методом чеканки известна с древних времен. Мастера Средневековья в совершенстве владели искусством “выколачивания” изображений на тонком листе мягкого металла, а свое умение создавать рисунки с помощью молотка и специального ударника, который называется “чекан”, передавали из поколения в поколение.
В настоящее время рельефные художественные изображения, как и раньше, изготавливаются вручную, поэтому каждая работа уникальна и неповторима. Материал используется разный, но он должен обязательно быть пластичным и поддаваться растяжке. Лучше всего для чеканки подходят листовые металлы: латунь, алюминий и медь.
Технические условия
Чеканка по металлу делается на так называемой подложке, которая укладывается под заготовку. Подложка должна быть податливой и не амортизировать под ударами молотка. Мастера обычно используют поперечный срез дерева твердых пород – это может быть березовая чурка, дубовый комель или липовый кряж. Для чеканки на особо тонких металлических листах употребляется войлок, толстая резиновая пластина или мешок из плотного брезента, набитый речным песком. Последний метод применяется, если площадь исходного материала больше квадратного полуметра. Для более мелких изделий профессиональные чеканщики предпочитают свинцовую плиту, которая позволяет добиться наиболее тонких штрихов и линий на изображении.

Виды
Чеканка (фото представлены в статье) бывает в двух вариантах: объемная, с достаточно высоким рельефом, и плоская, у которой рельефные показатели незначительные. У каждого вида есть свои преимущества. Рельефное изображение более эффектно с точки зрения сюжетной эстетики, поскольку происходит сближение с форматом 3D, а это считается положительным фактором. Но зато плоская чеканка по металлу может быть выполнена в ажурном варианте, что является бесспорным признаком художественного стиля.
Просечка
Кружевной орнамент в металле требует высокого мастерства и делается методом сквозной пробивки. Просекается заготовка в два этапа. Сначала остро заточенными чеканами намечаются контуры и линии, по которым пойдет пробивка рисунка, затем следует непосредственно просечка материала насквозь.
После того как будут сделаны зачистка изделия и снятие заусенцев, проводится обжиг с целью выравнивания материала. Эта технологическая операция требует особой осторожности, поскольку тонкие ажурные перегородки могут расплавиться.
Подвидом плоскостной чеканки является контурный метод, который напоминает гравировку с невысоким рельефом. Контурная чеканка может быть выпуклой или вогнутой, в зависимости от сюжета рисунка. Как правило такие предметы используются для украшения интерьеров, но они также интересны как самостоятельные декоративные.

Рельефная чеканка
Объемные изделия являются более сложными с точки зрения технологии и, кроме того, несут в себе постоянную угрозу деформации. Тем не менее рельефная чеканка по металлу считается самой эстетичной и художественной. При раскопках в южных европейских регионах археологи не раз находили тончайшие изделия из золота и серебра, выполненные методом рельефной чеканки. И хотя древние мастера владели технологиями отливки, они предпочитали более изящные способы создания украшений.
Чеканка по металлу своими руками
Для начала можно попробовать выполнить чеканку на кухонной посуде. Это может быть жестяная банка из-под кофе или чая. Как сделать чеканку в домашних условиях? Начать лучше с вогнутой разновидности, то есть рисунок будет направлен внутрь. Для этого необходимо прочно закрепить материал, в данном случае кофейную металлическую банку, и карандашом наметить рисунок. Тема может быть любой.

Затем нужно изготовить инструмент для чеканки. В домашних условиях для работы подойдет обычный строительный гвоздь длиной 100-150 миллиметров, у которого следует сточить острый конец. Когда кончик гвоздя примет округлую форму, его уже можно будет назвать канфарником – это основной инструмент чеканщика. Остается найти молоток весом двести граммов, и можно приступать к работе. Легкими ударами нужно нанести контуры рисунка, а затем выбивать точки. Чеканка по металлу своими руками в домашних условиях – это творческий процесс, который может стать началом долговременного увлечения. В этом случае нужно быть готовым к тому, что потребуется набор инструментов и специальный материал.
Рисунки для чеканки
Начальным этапом в процессе создания изделия является нанесение рисунка на заготовку. Художественная обработка металла связана с наличием таких исходных материалов, как металлические пластины из жести или листовой меди, латуни и алюминия. На каждую их них необходимо нанести рисунок, по которому будет сделана чеканка. Тематика изображений выбирается заранее, и далее по ним готовятся специальные наброски. Затем рисунки методом прямого копирования переносятся на поверхность металлической заготовки. После этого поверхность покрывается тонким слоем лака, предохраняющим контуры от истирания.

Формы
Технологии чеканки по металлу используются при изготовлении монет. Этот автоматический процесс находится под контролем государства и призван обеспечить потребности страны в денежных единицах. Сложнейшие механизмы безостановочно штампуют металлические монеты разного достоинства. Для каждого номинала существует своя форма для чеканки, которая представляет собой взаимозаменяемую, универсальную конструкцию. Техники по мере необходимости за считанные минуты меняют эти формы, и процесс изготовления монет продолжается.
Инструменты
Для работы мастеру-чеканщику необходим набор специальных инструментов и приспособлений. Профессионалы с многолетним опытом обладают целой инструментальной базой, насчитывающей десятки и сотни различных устройств. Начинающие чеканщики обходятся несколькими инструментами.

Для изготовления несложного изделия требуется набор четырех- или восьмигранных кованых чеканов:
- канфарник – чекан в форме толстой иглы с закругленным концом;
- расходник – прямой, плоской или радиусной формы в виде отвертки инструмент;
- сечка – острозаточенный чекан в виде зубила, предназначенный для глухой или сквозной просечки материала;
- лощатники – разнообразные инструменты плоской формы для лощения – выравнивания основы.
Для полноценной работы также требуются приспособления слесарного назначения, различные фиксаторы, прижимы, тиски и грузы. Не обойтись и без деревянных молотков (киянок).
Материалы
- Красная медь – наиболее предпочтительный металл для чеканки, обладающий пластичностью. Легко принимает заданную форму, способна выдержать высокий рельеф изделия. После полировки долго не темнеет.
- Латунь – сплав меди с цинком. Менее пластична в сравнении с медью, но обладает хорошими данными для механической обработки, сопутствующей чеканке: штамповки, резки, прокатки и других операций. Хорошо полируется, долго сохраняет блеск. При окислении приобретает красивый зеленоватый цвет.

- Алюминий – металл достаточно жесткий, но легко чеканится. В виде фольги допускает вытяжку. Не нуждается в обжиге, так как не деформируется в процессе обработки. Легко полируется, долго сохраняет благородный матовый оттенок.
- Нержавеющая сталь – используется для особо крупных изделий, чеканится только на специальных станках. Ручная обработка невозможна, поскольку сталь обладает высокой прочностью и вязкостью.
- Никель – в чистом виде для чеканки непригоден, однако в сплаве с медью является удобным и надежным материалом для изготовления изделий с высоким уровнем эстетичности. Наиболее востребованные сплавы – мельхиор и нейзильбер. Они отлично полируются и не требуют чистки.
- Кровельное железо – материал используется только для изготовления простейшей продукции. Консистенция металла непрочная, склонная к растрескиванию.
Художественные изделия, изготовленные методом чеканки, востребованы во многих областях общественной жизни. Они украшают холлы и офисы. Особо ценные экземпляры находятся в музеях и арт-галереях.
fb.ru
Художественная чеканка, тиснение металла и гравирование по металлу – техники декора ювелирных изделий
В отдельных статье мы описывали химические методы художественной обработки металла – такие как травление ювелирных изделий, покрытие золотом (золочение) и другими металлами, а также чернение серебра. А сейчас поговорим о механических способах декорирования.
Чеканка по металлу
Художественная чеканка (англ. — hammering) была известна практически повсеместно с древнейших времён. В этой технике создавались как масштабные, так и миниатюрные изделия (культового или бытового назначения).
Техника чеканки
 Художественную чеканку выполняют из листового металла, или по «литью» — то есть на поверхности отлитого изделия. Это два технологически разных способа. При первом из листовой заготовки чеканят новое изделие. При втором способе — только оттачивают исходную художественную форму. Мастер действует чеканом (специальным стержнем, который ставят вертикально, ударяя по нему сверху молотком). Нижний, рабочий конец (бой) чекана и оставляет отпечаток на материале.
Художественную чеканку выполняют из листового металла, или по «литью» — то есть на поверхности отлитого изделия. Это два технологически разных способа. При первом из листовой заготовки чеканят новое изделие. При втором способе — только оттачивают исходную художественную форму. Мастер действует чеканом (специальным стержнем, который ставят вертикально, ударяя по нему сверху молотком). Нижний, рабочий конец (бой) чекана и оставляет отпечаток на материале.
Чеканщик берёт металл с определённой пластичностью и вязкостью, способный менять форму под действием силы. Пригодны большинство металлов и их сплавов (исключая особо колкие, например чугун). Работают с листами металла толщиной от 0,4 до 1 мм подходящей пластичности.
Инструменты для художественной чеканки
Ученикам Хогвардса полагалось по одной палочке, но у чеканщиков всё не просто. Чувство координации при ведении чекана и точном ударе молотка — результат упорной практики. В помощь дан целый арсенал вспомогательных средств для чеканов — расходники, лощатники, пурошники, бобошники и трубочки длиной 120—170 мм, восьмигранного (реже круглого) сечения. Не забудем про пуансоны — чеканы, на рабочей стороне которых установлены фрагменты орнамента (завитки, листы, цветы, розетки) или буквы и цифры. Древнерусские чеканщики применяли и пуансоны с изображением рук, глаз и тому подобного. Это оптимизировало чеканку лицевых, культовых изображений.
Как наносят рисунок для чеканки? Приём канфарения по металлу
 Отрезанной от листа металлической бляшке нужен припуск вокруг рисунка 30—40 мм для закрепления бляшки на смоле при чеканке.
Отрезанной от листа металлической бляшке нужен припуск вокруг рисунка 30—40 мм для закрепления бляшки на смоле при чеканке.
Для нанесения рисунка на металл, заготовку грунтуют белой акварелью. Затем на нее переводят (через копирку) рисунок, — контурный, в натуральную величину. Полученный контур закрепляют нитролаком, чтобы он не стирался при работе. Но в серьёзных случаях (больших многофигурных композиций, портретов и тому подобное) лучше применять канфарение. Суть этой техники в следующем. Закреплённый на металле рисунок «перфорируют» специальным инструментом — канфарником, пробивая по контурам рядами точек, образующих пунктирные линии.
Чеканка по металлу: что идет за нанесением орнамента?
 Дальнейшие этапы в работе чеканщика включают: расходку
Дальнейшие этапы в работе чеканщика включают: расходку
В ходе расходки канфарный рисунок чеканом-расходником соединяют в сплошную линию. Затем лощатниками «опускают» фон вокруг рисунка. Выколотку рельефа (если это в планах) проводят с обратной стороны, на резине или мешке с песком. Далее финальная доводка.
Легко ли найти настоящие чеканные изделия?
Ручной труд дело непростое, ценник рядом с изящной вещицей тому подтверждение. «От и до» вручную отчеканенное украшение — это редкий гость в современном ювелирном ассортименте. Заводы и фабрики давно перешли на литьё и штамповку с последующим «доведением» — в том числе и чеканкой. Тем не менее, сохранились промысловые предприятия, практикующие создание украшений в традиционном стиле. Яркий представитель подобных ювелирных бизнесов — дагестанские Кубачи, широко применяющие техники чеканки, гравирования, чернения и зернения.
Примеры работ Кубачинских мастеров с применением чеканки:

Художественное гравирование по металлу
Так называемое плоскостное гравирование (англ. engraving) – это нанесение линейного рисунка или рельефа на металл с помощью резца. При плоскостном гравировании (двухмерном) обрабатывается только поверхность металла.  Это широко распространенный приём в художественной обработке металла. Его назначение — декорировать поверхность изделия нанесением простого узора или сложных портретных, многофигурных или ландшафтных композиций, надписей и шрифтовых работ. Графика резцом на металле — еще более тонкая и совершенная, чем карандашом или даже пером, так как штрихи резца значительно тоньше и четче линий, проведенных пером.
Это широко распространенный приём в художественной обработке металла. Его назначение — декорировать поверхность изделия нанесением простого узора или сложных портретных, многофигурных или ландшафтных композиций, надписей и шрифтовых работ. Графика резцом на металле — еще более тонкая и совершенная, чем карандашом или даже пером, так как штрихи резца значительно тоньше и четче линий, проведенных пером.
Техника гравирования
Отлично подходят для гравировки латунь, серебро, некоторые стали. Неплохо гравируются бронза, цинк, никелевые сплавы. Хуже — золото, платина, алюминий. Поверхность металла, который планируется подвергнуть гравированию, должна быть матовой (шлифованной), а не блестящей (полированной) — излишний блеск слепит.
Перенос рисунка на металл проводят так же, как при чеканке. Мелкие ювелирные изделия и медали перед работой крепят к доске, по размерам большей, чем заготовка или изделие. Небольшие заготовки крепят сургучом или канифолью. Основное орудие гравировщика — штихель (резец). Общая длина штихеля колеблется от 100 до 130 мм; его изготовляют из лучших марок инструментальных сталей, способных держать заточку. Ювелиры Кубачинского промысла (как и вообще мастера Кавказа) блестяще гравируют эффектные украшения — примеры их работ с чернёным гравированием можно увидеть выше, в разделе чеканки..
Художественное тиснение на металле
Техника тиснения по металлу зародилась еще в домонгольский период (X—XI вв.). Её преимущество по сравнению с чеканкой — в быстроте производства изделий, а также в значительной экономии золота и серебра (тиснение проводят на материале значительно меньшей толщины по сравнению с чеканкой). 
Как и в случае чеканки, при тиснении не обязательно добиваться определенного рисунка или орнамента. Вместо этого ювелир может создать изделие с игрой света путём тиснения «неровностей» на поверхности. То же самое может служить цели обеспечения «эффекта древнего украшения». Однако, довольно часто тиснят именно определённый орнамент.
Басма («отпечаток» на тюркском) — это тиснение рельефных рисунков с помощью специальных матриц — басманных досок. Матрицы — это шаг в развитии тиснения, заменяющего чеканку. Они представляют собой невысокий монолитный металлический рельеф с мягкими, плавными формами без острых краев и углов и резких выступов (иначе рвётся тонкий металл при тиснении).
Техника тиснения по металлу
 Суть процесса тиснения: на матрицу кладут лист подготовленного металла толщиной 0,2—0,3 мм. Сверху кладут прокладку из листового свинца. По ней работают деревянным молотком или прессуют винтовыми ручными прессами мощностью от 5 до 10 (15)т. Под действием силы свинец (в силу пластичности) вдавливается во все углубления матрицы, копируя ее рельеф. После тиснения свинец удаляют и с матрицы снимают басму — тонкий рельеф, повторяющий детали матрицы, включая и фактуру. Иногда контур узора канфарят, подчёркивая рисунок.
Суть процесса тиснения: на матрицу кладут лист подготовленного металла толщиной 0,2—0,3 мм. Сверху кладут прокладку из листового свинца. По ней работают деревянным молотком или прессуют винтовыми ручными прессами мощностью от 5 до 10 (15)т. Под действием силы свинец (в силу пластичности) вдавливается во все углубления матрицы, копируя ее рельеф. После тиснения свинец удаляют и с матрицы снимают басму — тонкий рельеф, повторяющий детали матрицы, включая и фактуру. Иногда контур узора канфарят, подчёркивая рисунок.
В древнерусском искусстве басмы применялись для оковки ларцов, икон, окладов и подобных изделий. Основу изделия делали из дерева и на нее при помощи мелких гвоздей набивалась басма, сплошь закрывающая столярную конструкцию и превращающая изделие как бы в чеканное. Для получения орнамента на матрице выполнялся только один рапорт — «шаг». Затем после каждого тиснения заготовка передвигалась на величину рапорта и вновь оттискивалась (на готовой басме такие стыки хорошо видны). По наличию стыков на басме легко отличить тиснение от чеканки.
Надеемся, теперь всеми понят смысл названия московской Басманной улицы).
ИЗГОТОВЛЕНИЕ ЮВЕЛИРНЫХ ИЗДЕЛИЙ | Виды ювелирных техник | Серебряная чернь — одна из техник химической обработки металлов | Травление серебряных изделий и других металлов. Родирование ювелирных изделий, и другие техники химического декора по металлу
Ювелирные изделия с эмалью | Техника горячей и холодной эмали | Перегородчатая эмаль | Традиции грузинской перегородчатой эмали | Украшения из ростовской финифти | Техника ювелирной филиграни
Поделитесь статьей с друзьями
Работы дизайнеров из каталога ЮВЕЛИРУМ
Как делают чеканку | Художественные техники
Художественная обработка металла пришла к нам из древности, когда человек научился плавить и обрабатывать металл. В отличие от штамповки из форм (матриц) или литья, чеканка на металле глубже передает мастерство человеческих рук и сохраняет своеобразную оригинальность почерка мастера. В чеканке на металле следует избегать мелочности и натурализма изображений.
Для работы лучше брать медные, латунные или алюминиевые листы толщиной 0,2-0,6 мм. Алюминиевые листы можно брать толщиной от 0,4 до 0,8 мм. Перед тем, как приступать к работе, следует отрезать пластину по размеру задуманной композиции, но с запасом 3-5 мм на бортики. Края листа тщательно обрабатывают по краям напильниками надфилями так, чтобы не было заусенцев.
Медную заготовку надо сначала раскалить, разогрев докрасна, а затем быстро погрузить в воду. Латунную пластинку после нагревания охлаждают, не погружая в воду. Алюминиевые листы не надо нагревать совсем.
Для работы нужны молоточки различных профилей, пуансоны, чеканы, гладилка. Все перечисленные инструменты следует обработать как можно усерднее, добиться правильной формы рабочей поверхности, отшлифовать и отполировать. Перед шлифовкой и полировкой инструменты следует раскалить, затем закалить и снова шлифовать и полировать чеканку, пока не исчезнут все вмятины и царапины.
Инструменты для чеканки
Для чеканки нужно иметь два слесарных молотка с квадратным и круглым концами, киянку для кровельных работ, пробойники разных размеров, 3-4 зуботехнических молоточка, один из которых следует оставить таким, как он есть, а остальные переделать, как показано на рисунке. Из пробойников можно сделать разные чеканы и пуансоны. Чеканы и пуансоны изготавливают из стальных прутьев диаметром 10-16 мм, длиной 100-120 мм. Раскаленные прутки обрабатывают различными напильниками, обтачивают на точиле и шлифуют наждачной бумагой, и, наконец, полируют полировочной пастой для стали. После обработки пуансоны и чеканы надо снова закалить. Для этого их разогревают до вишнево-красного цвета и погружают в воду или масло. Хорошо закаленные чеканы или пуансоны напильник не берет. Новичку-чеканщику надо иметь набор чеканов и пуансонов различных размеров и формы.
С металлом надо обращаться осторожно, чтобы не было разрывов. Когда изображение проработано с одной, внутренней стороны, лист металла переворачивают лицевой стороной и начинают работать над фоном, опуская металл вокруг фигуры, делая его рельефным. Так повторяют несколько раз, пока не получат законченной композиции.
Когда есть общий объем фигуры, фона и различных деталей, можно переходить к фактурной обработке изделия — передачи характера поверхности фигуры, фона, деталей. Она бывает гладкой, шероховатой, покрытой точками или вмятинами. Фактуру обрабатывают на свинцовой или деревянной подстилке. Большие вмятины делают на мягкой подстилке, мелкие — на твердой. Чеканка фона должна отличаться от характера чеканки фигуры. Когда работа над фигурой, фоном и деталями завершена, металлическую пластину надо отбортовать. Сгиб и отбортовка будут ровными в том случае, если линию загиба наметить гладилкой или карандашом под металлическую линейку. Загнув бортики под прямым углом к металлической плите или деревянному брусу, можно перейти к завершающей стадии обработки изделия: чернению, полировке и осветлению.
Чернение и осветление металла при чеканке
Чернение заключается в том, что медь или латунь быстро покрывают каким-либо окислителем. Латунь чернят азотной кислотой, подогревая пластинку на огне. Надо следить, чтобы кислота не попала на руки, из-за чего ее наносят на чеканную пластину ваткой, или кусочком ткани, привязанным к палочке. И обязательно это делать в вытяжном шкафу или на воздухе. Подогревают металл на газовой горелке или паяльной лампе, поднося к огню сторону, не покрытую кислотой. Изделие держат над огнем плоскогубцами. Сначала работа позеленеет, а при дальнейшем нагревании — почернеет. Можно несколько раз покрывать кислотой и подогревать.
Для чернения меди пользуются поташом и серой: две части поташа и одну часть серы пережигают над огнем и разводят в кипятке; в эту смесь обмакивают кисть или ватку и покрывают металл. Медь чернят без нагревания.
После чернения нужные места осветляют, натирая их войлоком или полировочной пастой. Законченную работу размещают на деревянной доске.
Чтобы перенести рисунок на металл, нужна гладилка, ее изготавливают из стальной полоски 1,5х15 мм или 2×20 мм. Рабочий конец гладилки обрабатывают, прикрепляют ручку и гладилка готова. Надо только во время обработки рабочей части следить, чтобы кончик был несколько закругленным, так, чтобы при продавливании линий изображения не прорезать металлическую пластинку.
Для чеканки требуется также стальная, свинцовая или деревянная плита, войлок, смола, смешанная с цементом или мелом. Эти материалы подкладывают под металлическую пластинку, когда наносят рисунок. Как подложкой можно пользоваться твердой замазкой или глиной. Для работы необходимы ножницы для металла, плоскогубцы, угольник, напильники и металлическая линейка. Чеканку начинают с переноса рисунка на металлическую пластинку, для этого композицию прикрепляют скрепками к пластинке так, чтобы она не скользила, и гладилкой продавливают контур изображения на металл. После того как перенесли контур, надо гладилкой, молоточками, чеканом и пуансонами извлечь металл так, чтобы на пластинке образовался рельефный рисунок.
Пластинку с нанесенным контуром рисунка кладут на смолу, глину, войлок или другую подстилку лицевой стороной вниз и с обратной стороны бьют молоточками, чеканами и пуансонами по внутреннему контуру, в результате чего образуется рельеф.
arttechnika.info
Чеканка, басма, насечки на металле » Полезные самоделки
Чеканка, басма, насечки на металле
Вместо золота и серебра сейчас мастера используют медь, латунь, алюминий, жесть, кровельное железо. Однако благодаря умелой обработке поверхности они воспринимаются то как древняя патинированная бронза, то как серебро или даже золото.
Рабочее место
В небольшом, но светлом помещении устанавливают небольших размеров стол-верстак, на котором можно выполнять работы, связанные с обработкой металла. Стол должен быть устойчивым. Ставить его нужно с таким расчетом, чтобы направление света в дневное время было слева. Для занятий в вечернее время кроме общего света надо оборудовать настенную или подвесную лампу на расстоянии 30-50 сантиметров от поверхности стола с таким расчетом, чтобы рабочее место было ровно и хорошо освещено, не возникали резкие тени, а глаза не испытывали напряжения.
Тиски, точило и другие специальные приспособления размещают в удобных для работы местах. Для хранения инструментов, материалов, графических листов, заготовок, моделей и образцов работ нужно устроить удобный шкафчик, полки или стеллаж. На рабочем месте инструменты и необходимые в данный момент материалы нужно располагать как можно удобнее, они должны быть под рукой. Народная поговорка гласит: “Что в порядке лежит, само под руку бежит”.
Наряду с правильным освещением места работы надо следить за тем, чтобы в помещении был всегда чистый воздух; помещение необходимо проветривать, убирать пыль и грязь и по возможности не загромождать. Чтобы не поранить себя, нужно соблюдать правила пользования инструментом. Особенно внимательным нужно быть со всякими режущими инструментами и механическим оборудованием.
Оснащение
Для выполнения художественных чеканных работ требуется необходимое оснащение: небольшой котел для варки смолы, два брезентовых мешка размером 50Х 50 сантиметров, наполненных хорошо просеянным и просушенным песком, ванночки с травильными растворами для отбеливания пластин, ящик с древесными опилками для сушки пластин, электроплита для разогрева смолы, паяльная лампа для прокаливания пластин, кузнечные щипцы для захвата обжигаемой металлической пластины, ножницы для резания металла, слесарный лобзик, необходимый при выполнении ажурных чеканных работ, резиновые перчатки и брезентовые рукавицы для работы с химическими реактивами и разогретой пластиной. Хорошо иметь шаберную плиту для правки чеканных пластин.
Материалы
Чеканку выполняют на прокатных металлических листах – пластинах толщиной 0,3-1,5 миллиметров. Чаще всего используют медные листы различных марок. Пластичность меди, податливость ее любой обработке, красный цвет с различными тональными оттенками всегда привлекали любителей этого искусства. Лучше использовать латунь марок Л96, Л90, Л80; алюминий пригоден многих марок, из сталей применимы мягкие низкоуглеродистые (декапир) и кровельное железо. Для первых учебных работ можно воспользоваться жестью.
Все эти металлы и сплавы при выколотке легко принимают нужную форму и позволяют создать любой задуманный рельеф. При выборе той или иной пластины надо следить, чтобы она была хорошего качества. Лист не должен расслаиваться, иметь пузыри, выбоины, пятна и царапины.
Чтобы выполнять чеканку на смоляных подложках-подушках, потребуется смола. Сейчас в чеканном деле широко применяют искусственную смолу (битум). Эта смола, полученная от перегонки нефти, обладает различными свойствами, в зависимости от вязкости ее различают по номерам. Для чеканных работ наиболее подходит смола № 4 и № 5.
Для химической обработки поверхности металлической пластины необходимо запастись реактивами: соляной, азотной и серной кислотами, поташем и сернокислой медью. Чтобы придать металлу приятный вид и сделать тон его несколько светлее, пользуются кварцевым песком и порошком пемзы. Для удаления смолы и протирки чеканной пластины после химической обработки понадобится керосин и машинное масло.
Инструменты
Основными специальными инструментами чеканщика являются различного вида чеканы, пуансоны и особые металлические и деревянные молотки.
Чеканы – металлические или деревянные стержни разного размера с особой обработкой нижней (боевой) части. Длина стержня колеблется от 120 до 180 миллиметров в зависимости от сечения. Обычно металлический стержень несколько утолщен в средней части и в сечении имеет четырехгранник со снятыми фасками. Такой формы чекан удобен при работе, его легче удержать в руке, он исключает неприятные вибрации инструмента при ударе.
Металлические чеканы в нижней части затачивают по-разному в зависимости от назначения инструмента. В основном чеканы можно разделить на восемь групп.
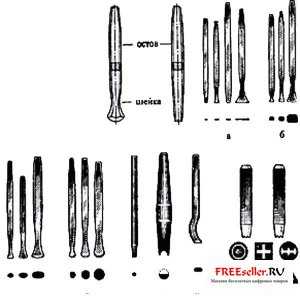
Рис.1. Инструменты для чеканки: Чеканы: а – расходники; б – лощатники; в – бабошники; г – пурошники; д – трубочка; е – канфарник; ж – сапожок; з – фигурные
Боевая часть расходника имеет расплющенную, несколько заостренную форму и служит для нанесения гравюрных линий и штрихов. Лощатник имеет квадратную или прямоугольную форму бойка; он выглаживает или вылащивает поверхность металла. Бабошник эллипсовидной формы служит для выбивания выпуклого рельефа. Пурошник – его рабочая часть имеет сферическую форму различного радиуса округления. При ударе получается сферическое углубление. Канфарник представляет собой вид иглы с притупленным концом; после удара по нему образуется небольшое углубление. Чекан-трубочка имеет в нижней части вогнутую полусферическую форму. При ударе оставляет шаровидную форму. Чекан-сапожок используют для чеканки выпуклых форм. Фигурные чеканы имеют различные по рисунку боевые части; с их помощью можно получить форму кружочка, крестика, звездочки и другие элементы геометрического орнамента. Их используют для обработки деталей и отделки фона в том случае, когда гладкий фон по тем или иным причинам не подходит.
Делают чеканы из прутка стали и закаляют при температуре до 800°С, затем охлаждают в воде комнатной температуры. После этого пробуют металл напильником с мелкой насечкой; если напильник скользит свободно, значит инструмент закален хорошо. Для того чтобы чеканы и пуансоны были менее хрупкими и имели достаточную твердость, их следует немного отпустить.
Для этого на одной из сторон чекана делают шлиф и нагревают инструмент до 220 °С, нагретый инструмент опускают в воду.
До закалки инструмента боек (рабочую часть) чекана необходимо тщательно обработать напильником, отшлифовать наждачной бумагой и отполировать, удалив шероховатости и царапины. Для того чтобы выполнить на пуансоне гравированный или резной рисунок, пуансон необходимо зажать в тисках бойком кверху, вырезать насечку нужного рисунка, а затем закалить.
Штихель, как и расходник, служит для нанесения линейного рисунка на металл. Гравируют штихелем прямо от руки, без молотка. Штихель можно изготовить из старой матрацной пружины. Отрезают кусок пружины длиной примерно 80 миллиметров, накаляют на огне и выпрямляют. После этого выпрямленный конец опять накаляют на огне и осторожно расплющивают легким молотком; этот конец пружины будет рабочей частью штихеля: ему придают вид двухгранной или трехгранной пирамидки. Для прочности штихель можно закалить, а затем на него насаживают деревянную ручку.

Рис.2. Штихель для чеканки
При выколотке крупных глубоких рельефов удобнее применять деревянные чеканы. Они незаменимы при выравнивании фонов. Деревянные чеканы изготовляют из твердых пород дерева – граба, бука или дуба. Деревянные чеканы представляют собой четырехгранные брусочки с обработанной рабочей частью, по форме близкой к форме металлических чеканов – лощатнику, пурошнику, бабошнику. Их размеры значительно больше, чем металлических. Боевую часть деревянного чекана тщательно выравнивают напильником с мелкой насечкой, а затем шлифуют наждачной бумагой. Поверхность граней чекана зачищают и покрывают лаком.
Деревянные чеканы. Металлические молотки
Металлические молотки служат для выколачивания различных форм в металле и для удара по чекану, поэтому головка молотка часто имеет с одной стороны сферическую форму, с другой – плоскую квадратного или округлого очертания. Для молотков применяют углеродистую и инструментальную стали У7, У8. Масса головки не должна превышать 200 граммов. Ручку молотка изготовляют из крепкой неслоистой древесины, лучше из прикомлевой части дерева. Форма и длина ручки должны быть удобными для работы.
Рис.3. Деревянные чеканы и металлические молотки
Деревянные молотки изготовляют из тех же пород дерева, что и деревянные чеканы.
Деревянные молотки
Для резания тонких листов металла нужны ножницы; разрез ими можно сделать гораздо быстрее и чище, чем зубилом. Ножницы для разрезания металла отличаются от обыкновенных своей большой прочностью. Для небольших листов толщиной 0,2-0,4 миллиметра можно использовать медицинские ножницы с прочными губками. Для распиловки металла служит слесарная ножовка. Очень важным инструментом для изготовления и отделки пластин является напильник. Напильники различают по величине насечки. Напильники с очень крупной насечкойв виде отдельных зубцов пирамидальной формы, расположенных в шахматном порядке, называют рашпилями; они служат только для опиловки очень мягких металлов (свинца, алюминия, цинка). Очень маленькие напильники – надфили служат для опиловки тонких отверстий и прорезей. Далее следуют напильники с более мелкой насечкой: личные, бархатные или шлифные. Для закрепления пластины на деревянной подложке (в виде фона для готовой чеканки) потребуется пробойник – небольшой стальной стержень с закаленным концом. Из измерительного и разметочного инструмента понадобятся стальная линейка, складной метр, рейсмус, стальной циркуль, кронциркуль, металлический или деревянный угольник.

Рис.4. Деревянные молотки
Выполнение чеканки
По виду чеканка, как и резьба по дереву, может быть плоско-рельефной, когда чеканное изображение находится в одной плоскости с фоном металлической пластины, рельефной, когда изображение выступает над фоном пластины, и объемной, когда чеканное изображение не связано с фоном и существует само по себе, т.е. представляет собой объемное скульптурное изображение.
По приемам выполнения чеканку можно поделить на контурную, плоскорельефную, заоваленную с подобранным фоном, рельефную с прорезью, или ажурную, и чеканку накладную.
Выколачиванием плоской пластины металлу придают разнообразную выпуклую форму. Удобнее всего выколачивать рельеф на оправке – матрице или на мягких подложках (подушках) – смоляных, резиновых, на мешках с песком, когда подложкой служит свинцовая плита.
Матрицей может служить толстая доска средней твердости, в которой круглой стамеской выбирают углубления необходимой формы (обратное изображение). На тщательно зачищенную доску – матрицу помещают металлическую пластину, закрепляют ее на доске, а затем круглым молотком или киянкой выколачивают самое большое углубление, постепенно переходя к меньшей глубине. Выколачивание на матрице производят до тех пор, пока не получится правильно оправленная поверхность углублений без морщин.
При выколачивании на мягких подложках благодаря пластичности материала чеканку можно осуществить сравнительно быстро и чисто. В частности, смоляная подушка, растекаясь под ранее выколоченные формы, при дальнейшей работе хорошо предохраняет их от деформации. Кроме того, такая подложка значительно смягчает звук от удара молотка о металл.
Технология и технические приемы изготовления чеканного изображения во многом зависят от тех задач, которые ставит перед собой исполнитель, но во всех случаях необходимо придерживаться определенного технологического режима, строгой последовательности намеченных операций. Мы предлагаем один из технологических процессов чеканки плоскорельефного и невысокого рельефа изображений на мягких подложках, наиболее часто встречающихся в практической работе чеканщиков.
Подготовка рисунка и лепной модели. Особенностью плоскорельефной и рельефной чеканки является выразительность формы. Подборка (опускание) фона на большую глубину способствует лучшему выявлению формы орнамента, обогащает игру светотени, повышает декоративные качества материала.
Чеканка рельефа требует от исполнителя не только твердой руки и верного глаза, но и большого художественного понимания выражаемой формы, высокой техники владения инструментом.
Лучшему исполнению чеканки поможет тщательная подготовка к выполнению композиции рисунка и модели орнамента. Работу над композицией начинают с натурных зарисовок, составления эскизов, с поиска наиболее выразительных и оригинальных решений. Зарисовки ведут карандашом, фломастером или углем. Размеры эскизов могут быть небольшие, но они должны быть обязательно связаны масштабом с размерами будущей чеканной пластины. Наиболее удачный вариант, отвечающий замыслам композиции, увеличивают до размеров пластины, уточняют детали и доводят рисунок до полной законченности.
Но как бы хорошо не был решен рисунок, он не сможет заменить модели, изготовленной из глины или пластилина. Лепка рельефа для будущей чеканной работы поможет лучше прочувствовать форму, понять художественный смысл создаваемой вещи в металле. Для изготовления модели потребуются скульптурная глина или одноцветный пластилин, деревянные лопаточки (стеки) и доска или многослойная фанера, на которой будет выполнена модель. Глину лучше применять для лепки крупных, а пластилин – для лепки мелких моделей.
Глина должна быть сырой, хорошо промятой, очищенной от различных примесей и не должна липнуть к рукам. Очистить обычную глину от примесей (камешков и песка) очень легко. В прочной посуде глину разводят до густоты сливок, ? массы сливают в другую посуду. Через 10-12 часов глина оседает на дно, а вода поднимается наверх. Воду сливают, а глину вынимают и просушивают до тех пор, пока она не станет густой, как тесто. Приготовленную глину для предохранения ее от высыхания кладут в ящик или бочку и накрывают мокрой мешковиной.
Из полученной таким образом глины можно приготовить пластилин. Дав глине несколько просохнуть, в глиняное тесто начинают лить глицерин и тщательно перемешивают его с глиной до однородной массы. Глицерин льют до тех пор, пока глиняная масса почти перестает прилипать к рукам.
Для придания лепной скульптуре необходимой формы, кроме собственных пальцев, пользуются деревянными лопаточками (стеками), они могут иметь заостренный, закругленный или зазубренный вид. Обычный размер стека 25-30 сантиметров. Стеки легко можно сделать самому из любого дерева, только оно должно быть без сучков.
Приступая к выполнению модели, поудобнее располагают рисунок-оригинал, глину или пластилин, стеки. Берут в левую руку кусок материала, правой небольшими кусочками начинают постепенно наращивать высоту рельефа. Сначала ищут объем общих форм и характер модели, стараясь вести лепку широко, касаясь всех частей модели. Найдя соотношение всех частей композиции, переходят к лепке деталей, стремясь подчеркнуть декоративные особенности модели. Закончив лепную модель, готовят пластину к чеканке.
Подготовка пластины к чеканке
Начинают с разметки и раскроя пластины (медной, латунной, алюминиевой). Эта работа требует особой внимательности и аккуратности. Пластину обрезают с некоторым запасом по сравнению с величиной рисунка, а затем выкраивают простую открытую коробку. При раскрое учитывают площадь дна и высоту стенок. Рейсмусом прочерчивают линию сгибов. Перевернув лист пластины на доску, носком молотка отсекают углы по биссектрисе примерно до границы будущих стенок. Снова перевернув пластину, на ребре куска железа загибают киянкой бока. Образованные стенки коробки будут прочно держать пластину на смоле. Далее на поверхности пластины карандашом намечают осевые линии, которые в дальнейшем будут служить ориентиром при переводе рисунка на металл. На этом подготовка пластины заканчивается.
Насмолка пластины
Для насмолки пластины потребуется ящик с невысокими сторонами; он может быть деревянным или металлическим. Смолу (битум с наполнителем) варят в обычном котле на небольшом огне, тщательно перемешивая лопаткой состав. После того как смола закипит, варку прекращают и разливают смолу по ящикам. Не дав смоле остынуть, берут подготовленную пластину и бортами вниз постепенно погружают в смолу. Насмоленной подложке пластины дают остынуть и приступают к переводу рисунка.
Рис.5. Насмолка пластины
Разметка и гравировка рисунка. На пластину кладут копировальную бумагу, а сверху – рисунок композиции. Располагают рисунок так, чтобы его осевые линии совпали с линиями, ранее намеченными на пластине; тупым концом заточенной палочки или твердым карандашом рисунок переводят на пластину. Оставшиеся от копирки следы рисунка осторожно закрепляют нитролаком.
Затем штихелем гравируют нанесенный на пластину рисунок. Штихель берут так, чтобы большой палец правой руки опирался на торец ручки, а четыре остальных пальца обхватывали ручку. При этом указательным пальцем левой руки нажимают приблизительно на середину штихеля с вогнутой его стороны. Инструмент продвигают равномерно; указательной палец позволяет управлять движением и не дает сдвинуться в сторону от намеченной линии. Нужно стараться намечать линии с одного прохода, не останавливая инструмента, добиваясь одной глубины во всех частях рисунка.
Иногда разметку рисунка делают канфарником, а гравируют чеканом-расходником. Легким ударом молотка по канфарнику оставляют на металле неглубокую канавку. Постепенно перемещая чекан по линии, проходят все контуры композиции, оставляя пунктирный след на металле, после чего расходником превращают пунктирную линию в тонкую сплошную канавку. При этом чекан держат с небольшим наклоном от себя, чуть приподняв переднюю часть бойка. Для удобства разметки рисунка следует поворачивать весь ящик на необходимый угол.
Подбор (опускание) фона. Закончив разметку и гравировку рисунка композиции на пластине, приступают к подбору фона, т.е. тех мест пластины, где по замыслу исполнителя должны быть углубленные планы. Для этого используют чекан-лощатник. Чекан держат с некоторым наклоном и, ударяя молотком, ведут чекан вдоль внешней стороны контуров с таким расчетом, чтобы он подбирал (уплотнял) металл лишь одной своей стороной; с другого края он должен выходить на плоскую поверхность. Постепенно уплотняя металл, доводят чеканку фона до необходимой глубины.
Прокаливание чеканной пластины. Надо помнить, что при холодной обработке металлической пластины (разметка рисунка и подборка фона) происходит изменение ее структуры, пластина становится хрупкой, и для восстановления пластичности необходимо время от времени пластину прокаливать и давать медленно остывать на воздухе.
Для прокаливания пластину снимают со смолы. Зубилом и молотком отбивают смолу в тех местах, где стороны пластины утопают в смоле, а затем зубило подводят под край пластины, слегка ударяют молотком, и она свободно отлипает от смолы. Если пластина сидит прочно и не снимается, следует сверху немного прогреть ее и снять кузнечными щипцами.
Снятую со смолы пластину паяльной лампой или газовой горелкой равномерно нагревают до темно-красного цвета, а затем охлаждают. Если пластина после прокаливания потеряет блеск и на металле появятся темные грязные пятна, ее поверхность следует отбелить. Если пластина медная или латунная, для этого используют соляную или серную кислоту. Алюминиевую пластину опускают в теплый раствор едкого натра или двууглекислой соды, после чего отбеленную пластину промывают теплой водой и просушивают в древесных опилках.
Чеканка рельефа. Закончив прокаливание, выколотку ведут на оборотной стороне пластины на мешках с песком или на резиновой подложке. Имея в виду, что пластину трудно закрепить на подушке и она подскакивает при ударах, чеканят лишь общие места с приблизительным выколачиванием формы и высоты рельефа.
После вытяжки общих форм чеканного рельефа выколотку вновь ведут на смоляной подушке; здесь вычеканивают и уточняют найденные элементы, углубляют и выравнивают фон, намечают отдельные детали композиции. Во время работы нельзя надеяться только на глазомер, надо стараться чаще пользоваться лепной моделью, используя линейку, циркуль, кронциркуль, измерять выпуклые части и углубления, сравнивая элементы лепной модели с частями чеканной пластины.
Когда поднятие рельефа будет закончено, детали уточнены и проверены по модели, чеканную пластину следует вновь снять со смолы, прокалить на огне, если необходимо, отбелить, промыть и просушить. После этого ее следует вновь насмолить, но уже кверху выпуклой (лицевой) стороной, поэтому до насмолки боковые стороны пластины загибают в противоположную сторону.
В последней стадии чеканки окончательно доводят до нужных размеров объемы больших и средних деталей, чрезмерно высокие осаживают чеканами-лощатниками, а если нарушен характер формы, то ее исправляют расходником. Моделируют мелкие детали и наносят на них штриховые линии штихелем или расходником. Завершают работу чеканкой фона, придавая канфарником его поверхности различную фактуру в виде рассеянных точек или завивающихся линий, пуансонами с узорным бойком – геометрические рисунки. Фактура фона пластины в сочетании с тонко прочеканенными гладкими объемами узора усиливает художественное впечатление, создает декоративное богатство орнаментальной композиции. Готовую чеканную пластину снимают со смолы, прокаливают и просушивают.
Чеканка с прорезью, в отличие от других чеканных украшений, не имеет фона, эта особенность требует и иных условий при ее применении. Прорезную чеканку делают в тех местах, где она приобретает особую легкость и ажурность, например, когда видима на просвет или когда фоном для нее служит яркая ткань. Составляя композицию мотива на бумаге, следует помнить одно необходимое условие чеканной композиции с прорезью: орнамент в отдельных местах должен обязательно соприкасаться между собой и с внутренней частью рамки, окаймляющей украшение. Фон прорезают после выполнения чеканного рельефа. Для просечки используют зубила, при резании – ножницы для металла, при выпиливании кривых форм – слесарный лобзик.
Накладные чеканные детали одной композиции выколачивают порознь и крепят на металлическую основу (фон) с помощью пайки или склепыванием. При склепывании металлических пластин в просверленное отверстие вкладывают заклепку или стержень с головкой и прижимают их тяжелым молотком, чтобы заклепка не выскакивала. Выходящий конец заклепки слесарным молотком расплющивают и формуют ее головку; таким образом заклепка стянет соединяемые пластины.
Лицевая отделка чеканной пластины. После того как чеканка пластины будет закончена, переходят к отделке ее поверхности. Цель всякой отделки – придать пластине более приятный вид и предохранить ее от окисления. Для этого поверхность металлического листа тщательно шлифуют и полируют. Шлифуют мелкой шкуркой, стараясь не заваливать прямых и острых выступов изображения и не менять формы поверхностей. Для этого куски шкурки наклеивают на деревянный брусочек или пробку. Назначение материалов для шлифования зависит от размеров зерен, из которых они состоят. Чем мельче зерно, тем чище, ровнее получится обрабатываемая поверхность. Кроме шкурки можно применять различные шлифующие порошки, пемзу, крокус (окись железа), мел, известь. Некоторые из них продаются в готовом виде.
Полируют шлифпорошками с маслом, натирая поверхность до блеска суконным или войлочным тампоном. Хорошей полировочной смесью может быть состав: венской извести 50 весовых частей, крокуса 25 весовых частей и окиси хрома 25 весовых частей.
Иногда, обрабатывая шкуркой или порошками, металлическим поверхностям придают чешуйчатый вид. Шкурку или тампон с порошком придавливают к поверхности большим пальцем и несколько раз поворачивают на месте. Получается кружок, рядом делают другой.
Шлифованную и полированную поверхность металла можно покрывать стойкими химическими соединениями, образующими на металле пленки, окрашенные в различные цвета. Сюда относятся способы воронения, патинирование. При воронении медную или латунную пластину раствором каустической соды очищают от жира и опускают в горячий раствор из 50 граммов гипосульфита, 50 граммов медного купороса на один литр воды. Посуду при этом надо брать глиняную или фарфоровую. Получают прочный коричневый цвет. При патинировании чеканный лист протравливают соляной кислотой и протирают нашатырным спиртом, затем промывают в воде и протирают твердым войлоком; на выпуклостях она заблестит, а в углублениях останется темной с зеленью.
Чтобы металлическая пластина стала похожа на старую бронзу, ее покрывают масляной краской (умброй жженой или хромом зеленым). После того как краска немного просохнет, пластину слегка протирают и снимают краску с поверхности, в углублениях же она остается. Затем пластину покрывают спиртовым лаком.
Медная чеканная пластина приобретает серебряный блеск, если ее натереть смесью, состоящей из 4 граммов нашатыря, 4 граммов винного камня и 1 грамма ляписа. Смесь разбавляют водой до густоты кашицы.
Облагораживающим металл средством служит лак, состоящий из 4 граммов каустической соды и 4 граммов молочного сахара, растворенных в 100 миллилитрах воды. Эту смесь кипятят в течение 15 минут. Затем добавляют в смесь, непрерывно помешивая, 4 миллилитра насыщенного раствора медного купороса. Тщательно очищенную пластину погружают в горячий раствор. В зависимости от продолжительности его действия пластина приобретает золотистую или зеленоватую окраску различных оттенков (до полной черноты).
Поверхность металлических пластин надолго сохраняет блеск, если их покрыть целлулоидным лаком. Если в целлулоидный лак прибавить немного анилиновой краски, то он станет цветным. Лаки на поверхность чеканных пластин наносят кистью ровным слоем.
Изображение на металле хорошо сочетается с деревянной подложкой, которая служит как бы фоном для чеканного панно. Поверхность деревянной подложки (доски) можно обработать подкуриванием (обжигом на огне или в горячем песке) или обжигом кислотами, например, смачиванием поверхности крепкой серной кислотой, используя травяную щетку, после чего доска принимает приятный коричневый вид.
Рассмотренный нами технологический процесс выполнения чеканки по листовому металлу является одним из многих встречающихся в практике чеканного дела. Например, если приходится выколачивать плоский рельеф, можно обойтись без пересмолки, ограничившись лишь подбором (опусканием) фона, или пропускается выколотка на мешках с песком, а поднимается рельеф прямо на смоле, но можно и увеличить число технологических стадий.
Занимаясь всерьез чеканными работами и ставя перед собой различные художественные задачи, Вы сами будете находить наиболее рациональные способы и приемы выполнения чеканки, дающие наибольший художественный эффект.
www.freeseller.ru
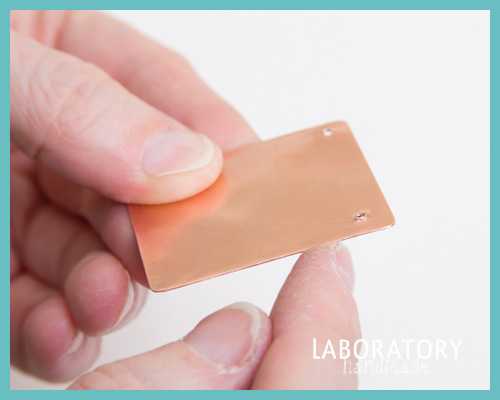
Чеканка: делаем брелок-книжечку своими руками
Чеканка по металлу – один из древнейших видов декорирования металлических изделий. Это способ нанесения определенных узоров методом их выбивания на металлической поверхности. При этом на поверзности металла появляется определенный рельеф, который и создает полную картину узора.
Теперь у вас появилась возможность делать различные браслеты, медальоны, брелоки в такой технике. Сегодня мы с вами создадим брелок-книжечку с надписью “Family”.
Материалы и инструменты, которые понадобятся нам для работы в технике чеканка для изделия брелока-книжечки

- Молоток для чеканки “ELVAS” MSH-01
- Ножницы по металлу “ELVAS” MKH-01
- Набор штампов для чеканки по металлу “ELVAS” NMH-02
- Металлический блок “ELVAS” MBH-02
- Тиски-пробойник “ELVAS” TMH-01
- Пробойник для разметки “ELVAS” PHM-01
- Металлический лист для чеканки цвет медь “ELVAS” MLH
- Набор фигурных штампов для чеканки “ELVAS” NFH-01
- Проволока для плетения “GAMMA”AW-1 d 1 мм №01 под серебро
- Линейка с резиновой основой
- Линейка с геометрическими фигурами
- Трубочка малая DC-050/10 №02 под медь
- Пинцет “GAMMA” TW-201
- Разметочный циркуль
- Резиновая киянка
- Чертилка
- Круглогубцы изогнутые “Micron” HTP-14
- Тонкогубцы “Micron” HTP-15
- Бокорезы “Micron” HTP-11
- Надфиль
- Металлическая вата
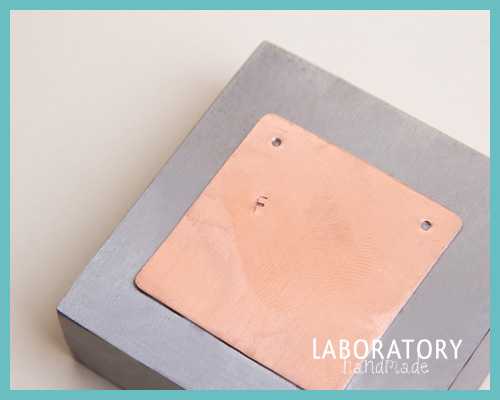
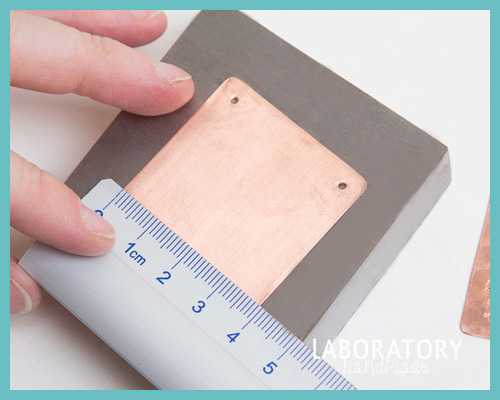
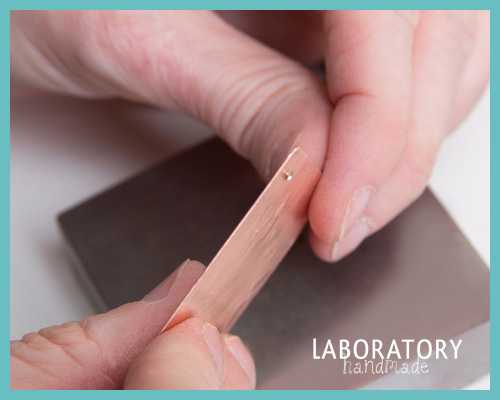
1. На металлическом листе меди “ELVAS” АРТ. MLH разметим странички будущего брелока-книжечки. Для изготовления квадратных страничек проще всего воспользоваться готовым трафаретом, в этом случае понадобится линейка с геометрическими фигурами.

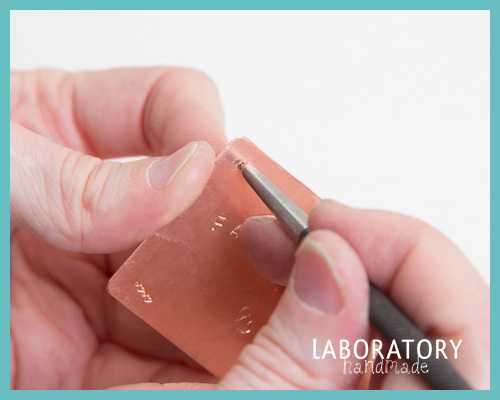
2. Для разметки воспользуемся чертилкой. В нашем случае квадратные странички позволят сэкономить место на листе, если мы совместим стороны квадратов.

3. Для вырезания размеченных страничек нужно воспользоваться ножницами по металлу ELVAS MKH-01.
Чтобы не оставлять отпечатки пальцев на листе меди, наденем трикотажные х/б перчатки.

4. Вырезать удобнее сначала вдоль общей линии до конца, затем разделить совмещенные стороны.

5. В результате вырезанные странички будут немного деформированы.

6. Выпрямим странички с помощью деревянной или резиновой киянки, также может подойти резиновый молоток. Лучше, если размер бойка будет больше размера странички – так можно почти полностью избежать следов от бойка на поверхности.

7. Ножницы оставляют острую кромку, которую, как и углы, необходимо обработать надфилем. Кроме того, немного скруглим углы тем же надфилем.
8. Разметку места под отверстия для соединительных колечек нужно сделать с помощью измерительного циркуля линейки с резиновой основой.

9. Затем сделаем более отчетливые отметки пробойником для разметки «ELVAS» PHM-01. Для этого необходимо совместить кончик пробойника с отмеченной точкой под углом 90°.
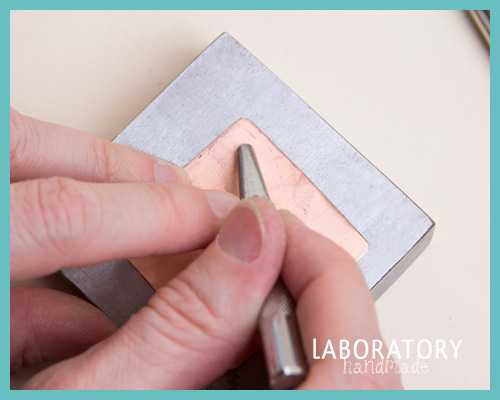
10. Далее перед ударом располагаем пробойник строго вертикально и с помощью молотка для чеканки “ELVAS” MSH-01 наносим удар по плоской части пробойника.

11. Место для второго отверстия отмечаем аналогичным образом.

12. В результате работы с пробойником и молотком получаем отчетливые отметки под отверстия.

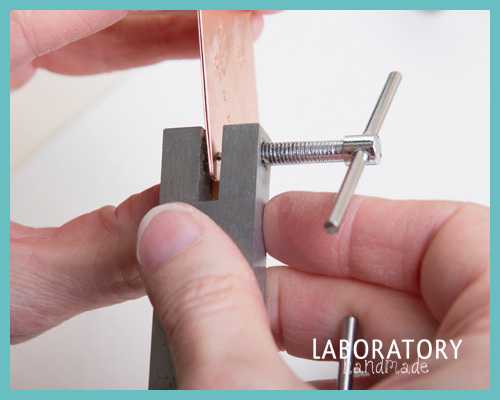
13.Отмеченные места пробиваем тисками-пробойником ”ELVAS” TMH-01. Используем в работе сторону тисков под диаметр отверстия 1,5 мм.
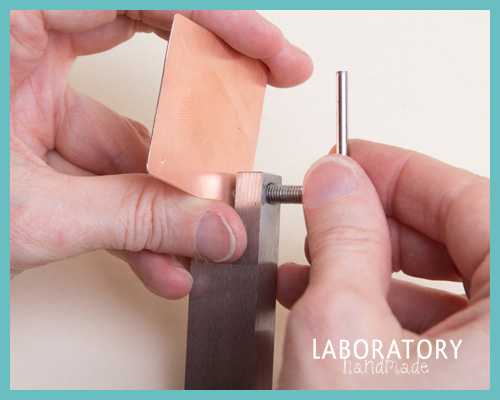
14. С помощью тисков-пробойника можно без всяких усилий сделать аккуратные отверстия в заготовке.
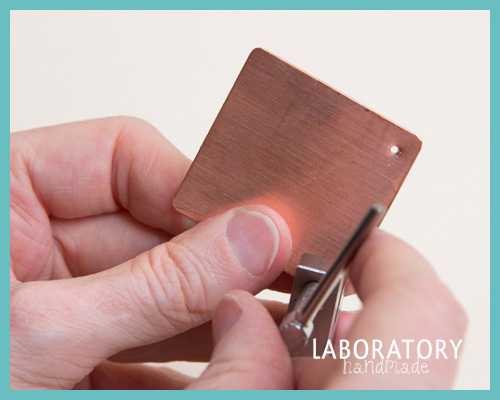
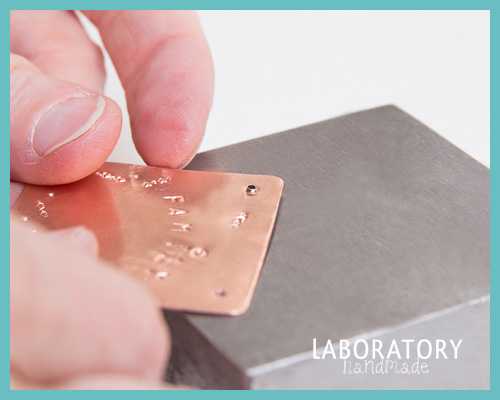
15. Тем не менее, металл вокруг отверстий может немного деформироваться. Эту деформацию можно убрать с помощью резиновой киянки (см.пункт 6)

16. Далее оформим наши странички. Сначала “отчеканим” нужный текст на обложке. Для этого нам понадобятся набор штампов для чеканки по металлу “ELVAS” NMH-02 (английский алфавит) и молоток для чеканки “ELVAS” MSH-01

17. Важно заранее определить, сколько места займет текст на страничке и какое расстояние нужно будет выдержать между буквами.
Отчеканим первую букву. Удар должен быть сильным. Если вы не уверены, что отпечаток будет отчетливым, сделайте повторный удар.
Внимание: ни в коем случае не убирайте чекан от металла между ударами, иначе можно испортить всю работу.

18. Первая буква готова.
19. Теперь с помощью разметочного циркуля определяем место следующей буквы согласно выбранному дизайну.

21. Далее до конца определяем расстояние для остальных букв и чеканим их.

22. Текст готов.
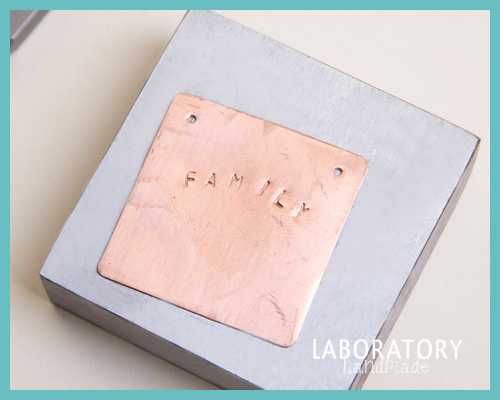
23. Добавим декоративные элементы к оформлению нашей обложки, для этого используем набор фигурных штампов для чеканки «ELVAS» NFH-01.

24. Отверстия под соединяющие колечки на следующих страничках будет удобнее сделать, воспользовавшись уже готовой обложкой как трафаретом.

25. Чертилкой сделаем предварительные отметки на второй страничке, совместив ее с готовой обложкой.
26. Затем, как и ранее на готовой обложке, обозначим отметки под отверстия с помощью пробойника для разметки «ELVAS» PHM-01.

27. Используйте тиски-пробойник “ELVAS” TMH-01 для изготовления отверстий на второй и следующих страничках, также воспользовавшись готовой обложкой, как трафаретом.
28. Как уже упоминалось, металл вокруг отверстий после пробивки дыроколом деформируется.
29. Эту деформацию убираем резиновой или деревянной киянкой, либо очень легко постукивая металлическим молотком для чеканки «ELVAS» MSH-01.

30. При выравнивании деформации на изделии отверстие уменьшается. Чтобы добиться нужного размера и увеличить отверстия, необходимо воспользоваться надфилем.

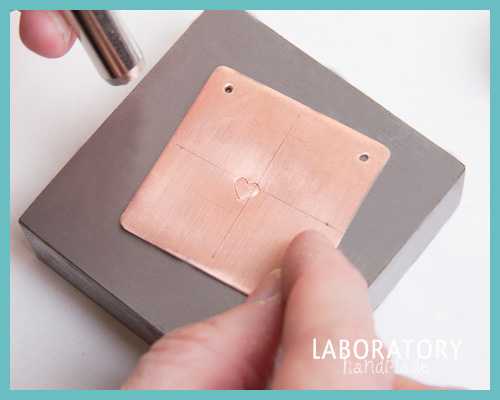
31. Оформим заднюю обложку нашей книжечки. Определим место для основного декоративного элемента – сердечка. Найдем центр обложки.
32. Обозначив обычным карандашом центр квадрата, с помощью фигурного штампа для чеканки «ELVAS» NFH-01 отчеканим сердечко, немного сместив его относительно центра, для придания «изюминки» нашему изделию.

33. Основной элемент на месте.
34. Оформляем отверстия контрастным по цвету металлом. Для этого возьмем подходящие под наши отверстия трубочки-кримпы «GAMMA» DC-061/10 ПОД МЕДЬ.
Такие трубочки используют, например, для сборки бижутерии. Вставим трубочку в отверстие с помощью тонкого пинцета «GAMMA» TW-201.
36. Располагаем обложку над блоком так, чтобы трубочка выступала с обеих сторон обложки на одинаковую длину.
37. Затем с помощью пробойника «Elvas» PHM-01 и молотка для чеканки “ELVAS” MSH-01 очень легким ударом развальцовываем сначала один конец трубочки(трубочки-кримпы изготовлены из очень мягкого металла).

38. В результате вместо цилиндрического конца получаем воронку. То же делаем с другой стороны обложки.
Завершаем обработку отверстий, плотно спрессовав получившиеся воронки ударом молотка с одной и с другой стороны
39. Отверстия под соединительные кольца готовы.

40. Если в процессе обработки странички оказались поцарапаны
labradosti.ru
Чеканка своими руками | babarub.ru
Что такое чеканка? Это один из видов декоративно – прикладного искусства — рельефные, эксклюзивные картины, выполненные на металле в определенной технике.
Чеканка в художественном исполнении будет очень хорошим украшением вашего интерьера притом, если она будет сделана своими руками. При большом желании, терпении и усидчивости сама работа доставит вам большое удовольствие, а изделие будет красоваться на стене долгие годы.
Чеканка своими руками, если вы решили сделать картину в подарок, то она тоже будет иметь немалую ценность, как ручная работа. Но для начала все же следует начать с простой, несложной картины, чтобы освоить технику выполнения и набить руку.
Какой использовать металл
Немного о металле, на котором будет выполняться картина. Дело в том, что одна и та же картина на разном металле будет получаться по-разному, происходит это оттого, что разное железо тянется по-разному.
Для картины лучше всего подойдет латунный, алюминиевый или медный лист, но следует отметить, что медь вытягивается лучше, отчего картины получаются более объемные, что лучше всего подходит для художественной чеканки.
Оцинкованное железо вытягивается хуже, соответственно рисунок получится менее объемный, поэтому таким способом лучше оформлять фасады – карнизы, водосточные трубы и фрагменты кровли.
Выполнение художественной чеканки
Чеканка своими руками — выполнить художественную чеканку в домашних условиях не сложно, но для этого потребуется материалы, инструменты, а также желание, терпение и усидчивость.
Для работы вам понадобятся:
- Лист алюминия толщиной 1 мм.
- Резиновый лист и фанера — размером 500 х 500 толщиной 1 см.
- Два чекана – контурный и объемный, которые можно сделать самостоятельно.
- Молоток.
- Пластилин.
- Копировальная бумага.
- Эскиз.
Процесс работы
Чеканка своими руками, перед тем как приступите к работе, следует подготовить металл, чтобы он стал мягким и податливым, накалите лист до красноты, но не переусердствуйте, иначе он может просто расплавиться. После нагрева металл опускается и становиться более эластичным, что способствует лучшему вытягиванию рельефа.
Когда металл готов, положите его на резину, перенесите четкий рисунок с помощью копировальной бумаги, если нежно усильте контур с помощью карандаша или фломастера. Затем прокатайте пластилином, это нужно для создания жирной поверхности, что способствует лучшему скольжению инструмента.
Теперь определите, какие контуры вы будете тянуть с лицевой стороны, а какие с изнаночной. Начните чеканить с лицевой стороны картины, а затем переверните лист и, ориентируясь по проведенным линиям, начинайте вытягивать изнаночный контур, если ориентировки недостаточно, то нанесите дополнительные линии изнаночных фрагментов.
Чеканка своими руками, когда проведете все контурные линии с обеих сторон, можно приступать к вытягиванию основного объема. Тут вы уже ориентируйтесь, визуально определяя, где и сколько надо вытянуть и дополнить объем и насколько это позволит пластичность металла.
Когда работа закончена, и общий вид рисунка вас устраивает, уложите картину лицевой стороной на лист фанеры и придавите ого по всей плоскости. Посмотрите на результат, при необходимости доделайте, что считаете нужным и повторите процедуру. Если вас все устраивает, то можно приступать к тонировке.
Тонировка картины
Есть несколько способов тонировки алюминия.
- Возьмите кусок бересты, подожгите его и закоптите поверхность картины. Затем натрите керосином и покройте лаком.
- Нанесите тонкий слой олифы с лицевой стороны картины и начинайте прогревать лист с изнаночной стороны, держа его над огнем. Здесь следите, насколько следует затемнять тон, держите недолго – светлое затемнение, если нужно темнее, то соответственно держите над огнем дольше. После того как нужные тона достигнуты, покройте поверхность лаком.
Картина готова.
Видео Чеканка своими рукамиТут тоже много интересного 🙂
babarub.ru
Виды чеканки и материалы для чеканки
Виды чеканки и материалы для чеканки
С незапамятных времен, как только люди научились выплавлять металл, используется чеканка по металлу. Этот способ декорирования металла заключается в нанесении орнамента на поверхность металла методом выбивания. Изделие приобретает рельефность, создавая неповторимый орнамент.
Чеканкой с древних времен украшали самые разнообразные предметы домашнего обихода, посуду, оружие, воинское обмундирование, щиты, шлемы и многое другое. Также чеканились монеты, роскошные ювелирные украшения.
Изделия, украшенные чеканкой бывают орнаментальными или же с более сложным двух- и трехмерным объемным изображением, представляя из себя высокохудожественные экземпляры. Для интерьерного декорирования применялась художественная в различных стилях. Однако более всего этот прием декорирования используется на востоке, создавая этнический дизайн. По сей день мастера увлекаются этим видом декоративно-прикладного искусства в домашних условиях и в специализированных мастерских. Сейчас купить металлическую чеканку стремятся люди, обладающие превосходным вкусом, а стремящиеся к экслюзиву предпочитают изделия, выполненные на заказ. Поэтому промысел процветает и работа мастеров пользуется широким спросом.
Сейчас известно много направлений в художественной чеканке. Однако самым сложным видом можно назвать именно чеканку по металлу. Именно здесь можно создать более глубокий рельеф, оригинальный рисунок, а работа невероятно сложна и кропотлива, требует не только творческого подхода, но и высочайшего уровня профессионализма. Орнаментальный или многомерный рельеф создается в процессе работы с металлом, что намного сложней, чем по литью.
Чеканку по металлу подразделяют на 2 вида: объемный и плоский. При этом каждый из них подразделяется на различные подвиды, в зависимости от технологии и фактурности. Особый интерес представляет ажурная чеканка, напоминающая тонкое нежное кружево из орнаментов. Технологический процесс представляет собой просечку фона и последующую высечку орнамента по заготовке. В работе используется специальные инструменты – чеканы (сечки). Затем изделие подвергается обжигу по специальной технологии, при определенном температурном режиме.
Плоскостная чеканка, являющаяся одним из подвидов плоской чеканки, производится на металлическом листе. При этом рельеф не выдавливается. Этот вид чеканки называют контурным. Он чем-то схож с гравировкой, но отличается более контурным рельефом, вогнутым или же наоборот выпуклым. Такой прием декорирования металлических изделий применяется для разных элементов, используемых в интерьерном декоре или же как самостоятельное художественное изделие.
Более сложной является объемная чеканка по металлу. Этот способ требует аккуратного и бережного подхода, высокого уровня профессионализма.
Для работы подойдет далеко не каждый металл. Материал, пригодный для работы должен обладать многими качествами, чтобы мастер смог создать поистине роскошное изделие, воплощая в жизнь свои творческие фантазии. Также необходимы специальные инструменты.
Инструменты для чеканки
Незаменимым помощником при работе чеканщика с металлическими поверхностями является чекана или сечка. Это кованные многогранные или круглые стержни, с заостренными краями, длина которых обычно составляет 15 сантиметров.
Разновидности чеканов
Канфарник — это чекан, с острым в виде тупоконечной иголки краем.
Обводные чеканы, часто называемые расходниками — бывают прямые, или закругленные.
Сечки — чеканы с острым краями, похожие на зубило, могут быть с плоскими или полукруглыми.
Лощатники — плоского вида чеканы, используемые для лощения, с гладким или шершавым боем.
Существует много различных чеканов, перечислить их все будет достаточно сложно. Поэтому мы рассказали о самых востребованных.
Какие инструменты для чеканки также понадобятся?
Также требуется запастись молотками, подложками, разным слесарным инструментом, приспособлениями для насмолки, и многим другим подручным инструментом. Чтобы узнать более подробно обо всех тонкостях этого декоративно-прикладного искусства можно прочесть специализированную литературу. Благо, что в сети Интернет сейчас можно найти много интересных книг о чеканке по металлу. Так что, если Вы решите заняться этим увлекательным и интересным промыслом, то сможете вполне отыскать все необходимое.
Материалы
Медь – является лучшим материалом для проведения работ.
Более всего используется красная медь. Она является более подходящей для чеканных работ, поскольку обладает для этого всеми необходимыми свойствами: может легко принимать желаемую форму и обеспечивает рельефность узору.
Мягкость и эластичность при прокате позволяет создавать очень тонкие медные листы.
Латунь – еще один превосходный материал для работы. Представляя собой сплав меди и цинка этот металл обладает их лучшим свойствами. Стоит отметить великолепный внешний вид с золотистым благородным отливом. Легкость при полировке, роскошный вид готовых изделий и длительный эксплуатационный срок делают изделия из латуни с чеканкой особо популярными.
Алюминий хоть и уступает по своим свойствам и внешнему вид двум предыдущим материалам, однако так же является весьма популярным. Он пластичен и не нуждается в дополнительной термообработке. Более всего используется алюминиевая фольга, способная к глубокой вытяжке. Если Вы новичок в этом ремесле, то следует начать работу именно с этим материалом, она легко поддается обработке, а допущенные в работе огрехи можно исправить. Однако следует помнить, что алюминий имеет низкую т-ру плавления при отжиге.
Листовое железо – превосходный материал для работы в домашних мастерских. Этот материал используется для создания орнаментов и узоров без глубокой вытяжки. Простые изделия могут обладать высоким художественным уровнем, в зависимости от уровня мастерства и таланта мастера.
Нержавеющая сталь – редко используемый для чеканныхработ материал, поскольку он обладает высокой прочностью и вязкостью.
Сплавы никеля – имеют высокое % содержание меди и очень часто используются для чеканки. Особенно популярными являются мельхиор и нейзильбер. Эти сплавы обладают хорошей пластичностью, благодаря чему с легкостью принимают нужную форму. Также эти материалы хорошо полируются, что позволяет быстро придать изделиям более эстетичный и привлекательный вид.
Технология изготовления
Изначально создается четкий эскиз в бумажном варианте. Рисунок должен быть выполнен в натуральную величину, без погрешностей. Затем делается металлическая заготовка. Важно оставить припуски в 3-4 см на каждой стороне. Следующим этапом будет рихтование. При этом подгибаются края, чтобы облегчить технологический процесс насмолки. После этого на заготовку накладывается бумажный эскиз и производится точечный рисунок. Для этого используется канфарник.
Следует точно рассчитывать силу ударов при нанесении точечного узора на заготовку, чтобы не испортить изделие. Затем при помощи расходников создается необходимая конфигурация линий. После нанесения орнамента производится опускание фона и его выравнивание по краям рисунка. Этот технологический процесс называется лощением и производится лощатниками. Он позволяет сделать рисунок более выразительным и четким. Чеканка становится прочней.
Затем используется отжиг. Изделие прогревается на газовой горелке и снимается со смолы. Также может быть использована бензиновая горелка. Далее производят “красное каление”, разогревая металл докрасна и затем чеканка охлаждается. Затем проводится выколотка, то есть подъем. Чеканится рельеф с изнанки с применением мягкой подложки. В качестве подложек могут использоваться мешочки с песком, резиновые или войлочные коврики. Сразу же производится выравнивание фона. После этого заготовку еще раз обжигают и дорабатывают на смоле.
Технологический процесс отжига чеканки и ее охлаждения зависит от вида металла и может быть различным.
Для таких металлов, как медь, никель, и сплавов из них используется резкое охлаждение, что повышает пластичность. Алюминий же, а также различные его сплавы отжигаются при т-ре, не выше 350 градусов Цельсия, и охлаждают постепенно, не доставая из печи.
На завершающем этапе готовое изделие очищается от смолы, протравливается и обрабатывается удобным способом.
vostochniy-magazin.ru