Черновая и чистовая обработка – Черновая обработка изделий на токарном станке
alexxlab | 29.03.2020 | 0 | Вопросы и ответы
Черновая обработка изделий на токарном станке
Чтобы получить точно обработанное изделие, необходимо снять, по крайней мере, две стружки. Первый проход называется черновым, второй — чистовым или отделочным. Если требуется, например, обточить, заготовку диаметром 40 мм до 36 мм, то – есть снять 4 мм по диаметру, то глубина резания чернового прохода должна быть меньше 2 мм. При этом можно дать резцу довольно крупную подачу, не рискуя подвергнуть резец или изделие действию слишком больших усилий.
Для черновой обточки сдвигают верхние салазки суппорта как можно дальше влево и закрепляют резец в резцедержателе так, чтобы он выступал вперед лишь, на сколько, сколько требуется и притом был перпендикулярен к линии центров или повернут слегка вправо, а носок его был выше линии центров на 0,4—0,8 мм. На один конец изделия надевают хомутик, в центровое отверстие дру¬гого торца пускают масла и ставят изделие на центра, так, чтобы оно не хлябало, но и не было слишком туго зажато. На чистовую обработку оставляют в среднем 0,7—0,8 мм по диаметру изделия, то – есть глубина резания чистового прохода должна составлять 0,35 — 0,4 мм. Пускают станок и подают резец вручную на длине 3—5 мм, следя за тем, чтобы не «запороть» изделие, при этом метал, слишком глубоко не снимается. Останавливают затем станок и измеряют диаметр в обточенном месте.
Если он больше окончательного на величину чистовой обработки 0,7-0,8 мм, выключают продольный самоход и обтачивают изделие, примерно, до половины длины. Затем снимают изделие со станка и, не трогая поперечной установки резца, отводят суппорт обратно к заднему центру, закрепляют хомутик на другом конце изделия ставят его на центра и обтачивают вторую половину до обработанной части. После чернового прохода диаметры обеих половин должны быть одинаковы, и граница обеих обработанных половин должна быть незаметна.
ostankah.ru
Черновой и чистовой обработки резанием — Мегаобучалка
Обработку резанием условно разделяют на черновую и чистовую.
Черновая обработка производится с целью удаления излишнего припуска или дефектного поверхностного слоя материала, образующегося при получении заготовки методами литья, давления, сварки или после термообработки.
К чистовой обработке обычно относят лезвийную обработку, определяющую окончательные геометрические размеры, форму и качество обработанной поверхности (поверхностного слоя). При этом достижение желаемого результата зависит от припуска на обработку и его колебаний, жесткости и точности станка, технологических приспособлений, марки и геометрических параметров режущего инструмента, режима резания, а также применения смазочно-охлаждающих жидкостей (технологических сред).
Выбор инструментального материала. Учитывая, что при черновой обработке имеют место значительные колебания припуска и сил резания, а при наличии литейной корки – и твердые включения в виде песка, в качестве инструментального материала для черновых (обдирочных) инструментов применяют наиболее прочные, но несколько менее износостойкие твердые сплавы. При черновой обработке сталей на ферритной основе чаще всего используют титано-вольфрамокобальтовый твердый сплав Т5К10 (Р30– Р40). Альтернативой сплаву Т5К10 могут быть более износостойкие, но менее прочные сплавы ТТ20К9 (Р25), Т14К8 (Р20) и при спокойных условиях работы – Т15К6 (Р10). Для тяжелых условий работы с ударами вместо сплава Т5К10 может быть применен менее износостойкий, но более прочный сплав ТТ7К12 (Р50). При точении никелевых, титановых сплавов, аустенитных сталей применяют вольфрамокобальтовый сплав ВК8 или ВК8М (К30).
Для чистовой обработки применяют более износостойкие, но менее прочные инструментальные материалы.
Для точения сталей на ферритной основе, не прошедших термообработку, применяются твердые сплавы Р01–Р10 (Т30К4, Т15К6). Сплав Р10 применяют для получистовых режимов и несколько более толстых срезов. Для чистовой обработки закаленных сталей применяют сплав Т15К6, оксидную минералокерамику (ВОК60 и др.), сверхтвердые материалы на основе кубического нитрида бора. При обработке жаропрочных сплавов на никелевой основе лучшие результаты показали мелкозернистые сплавы (ВК10–ОМ, ВК10–ХОМ).
Все более широко применяются также инструменты с износостойкими покрытиями [1]. Для более износостойких и хрупких инструментальных материалов, а также для режущих пластин с износостойкими покрытиями характерно применение более высокой скорости резания и меньших толщин срезаемого слоя.
Определение глубины резания. При черновой обработке минимальная глубина резания определяется глубиной дефектного слоя и погрешностями, характерными для метода получения заготовки. Для штамповки сюда следует отнести смещение поверхностей штампа и радиальное биение цилиндрических поверхностей для поковок указанных размеров нормальной точности. Кроме того, минимальный односторонний припуск поковок или отливок включает шероховатость обработанной поверхности, глубину дефектного слоя, а также погрешности установки и закрепления.
Максимальная глубина резания зависит от рекомендуемого или назначенного допуска на обрабатываемую поверхность наличия напусков, штамповочных или литейных уклонов, а также от принятой последовательности обработки, выбранных баз, способов настройки на размер.
При чистовой обработке глубина дефектного слоя, высота микронеровностей (шероховатостей поверхности), погрешности установки, колебания обрабатываемой поверхности также имеют место, однако они, как правило, значительно меньше по величине. Поэтому глубина резания при чистовой обработке назначается минимально возможной, но не менее суммы перечисленных погрешностей.
Определение подачи, угла в плане и допуска на обработанную поверхность.
На выбор подачи оказывают влияние требования к шероховатости и точности обработанной поверхности, к износостойкости режущего инструмента и др.
Шероховатость поверхности при черновой токарной обработке зависит в основном от геометрических факторов и определяется формулой Чебышева [1]:(2.94)
В частности, при s=0,6 мм и r=1,2 мм .
Кроме того, для обеспечения равномерности износа при вершине должно выполняться соотношение [1]:
. (2.95)
Коэффициент неравномерности износа вершины может быть оценен по формуле [1]:
.
Выбор рациональных форм и геометрических параметров режущих лезвий инструмента. Для устранения неравномерности износа могут быть введены зачищающая и переходная режущие кромки. Такая форма вершины в плане особенно рациональна при больших подачах.
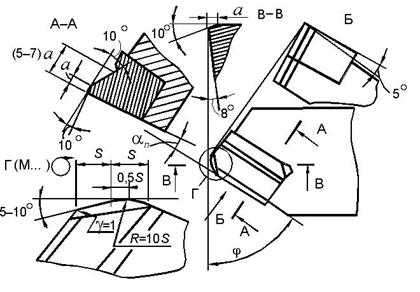
Рис. 2.41. Форма режущего лезвия резца для черновой обработки сталей
Длина зачищающей кромки должна быть не менее подачи: ls»(1,1-1,2)
Угол наклона режущей кромки. При крупных сечениях срезаемого слоя твердосплавную пластину располагают под углом наклона главной режущей кромки (l » 5°). Положительные углы наклона режущей кромки способствуют возникновению в режущей пластине благоприятных сжимающих напряжений, что необходимо для увеличения хрупкой прочности режущей пластины. При этом образующаяся стружка упирается в обработанную поверхность детали, что способствует стружколоманию. Однако на обработанной поверхности остаются характерные следы, существенно увеличивающие ее шероховатость. Однако при черновой обработке (при обдирке) это может быть вполне приемлемым. Кроме того, при положительном угле l возникает задний угол на вспомогательной и зачищающей режущих кромках.
Задние углы. При черновой обработке задние углы инструмента задают в пределах 6–8о. При толстых срезах, увеличенных передних углах инструмента и уменьшенных скоростях резания положительное влияние на прочность режущего лезвия и износостойкость инструмента оказывают округление режущих кромок или заточка небольшой фаски с нулевым задним углом (до 0,2–0,3 мм). Наличие фаски предварительного притупления позволяет предотвратить пластические деформации режущего лезвия.
При применении увеличенных подач более совершенной следует считать форму режущего лезвия с ограниченной криволинейной переходно-зачищающей кромкой. Во избежание возникновения вибраций длину переходно-зачищающей кромки целесообразно ограничивать. Рациональное расстояние от главной режущей кромки до вершины приблизительно равно 1,5
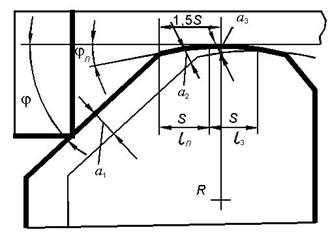
Рис. 2.42. Схема изменения толщины срезаемого слоя
на участках главной, переходной и зачищающей кромок
Она характеризуется сочетанием больших радиусов на переходно-зачищающей кромке и рациональных углов в плане на участке главной режущей кромки.
Увеличение радиуса R благоприятно влияет не только на шероховатость обработанной поверхности, но и на интенсивность изнашивания инструмента в окрестности вершины резца.
Уменьшению интенсивности изнашивания на участке зачищающей кромки способствует также создание рациональных углов наклона главной и зачищающей кромок.
Зачищающая кромка должна быть расположена в основной плоскости, т. е. под углом l=0°. Это необходимо для обеспечения наименьшей шероховатости обработанной поверхности.
Переходную и главную режущие кромки целесообразно наклонить под углом l= 15° (рис. 2.43).
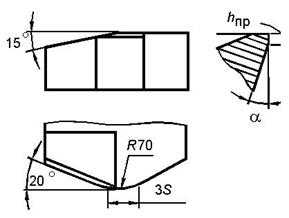
Рис. 2.43. Форма режущего лезвия с криволинейной
переходно-зачищающей кромкой, различными углами наклона
зачищающей и главной кромок и предварительным
притуплением задней поверхности
Другим назначением указанных различных углов наклона главной и зачищающей кромок является отвод стружки от обработанной поверхности и ее завивание.
Увеличение подачи при обработке конкретной поверхности с заданной площадью уменьшает путь резания и, соответственно, не требует малых интенсивностей изнашивания. Поэтому во многих случаях чистовая обработка с увеличенными подачами является не только более эффективным, но и единственно возможным способом удовлетворения требований к точности и качеству обработанной поверхности.
Влияние нароста и застойной зоны на качество обработанной поверхности. При обработке сталей выбор рациональной температуры может быть связан не только с изнашиванием инструмента, но и с требованиями к шероховатости обработанной поверхности. Среди факторов, влияющих на шероховатость обработанной поверхности, важное место занимают нарост или застойная зона на передней поверхности инструмента.
Высота застойной зоны уменьшается с уменьшением толщины срезаемого слоя и увеличением температур qп передней поверхности и q3(0) задней поверхности вблизи режущей кромки. При этом уменьшается и шероховатость обработанной поверхности .
В ряде случаев (например, при точении сталей невысокой твердости) увеличение температуры передней поверхности и уменьшение шероховатости обработанной поверхности могут быть достигнуты путем уменьшения переднего угла.
Таким образом, если повышение износостойкости инструмента требует уменьшения температуры и скорости резания, то уменьшение влияния застойной зоны на расчетную шероховатость требует увеличения температуры. Таким образом, оптимальными для чистового точения следует считать минимальные скорости резания и температуры, обеспечивающие требуемую шероховатость обработанной поверхности.
Для уменьшения влияния застойной зоны на шероховатость обработанной поверхности при чистовой обработке не следует применять упрочняющих фасок на передней поверхности, увеличивающих высоту застойной зоны, но можно применять стабилизирующие фаски или полную переднюю поверхность.
Назначение рациональной скорости резания. На практике обычно пользуются рекомендациями, полученными эмпирически. Они могут быть представлены в виде таблиц. Проиллюстрируем сказанное практическими рекомендациями «Сандвик Коромант» (табл. 2.1 и 2.2).
Таблица 2.1
Номинальные значения скоростей резания v15 для точения
сталей резцами с твердосплавными пластинами S6 (Р40, Т5К10)
| Сталь | Твердость HB, Мпа | Подача S, мм/об | ||
| 0.3 | 0,6 | 1,2 | ||
| Легированная | ||||
| Закаленная с отпуском |
Таблица 2.2
Значения поправочного коэффициента КТ на скорость резания
в зависимости от стойкости инструмента
| Период стойкости Т, мин | |||||||
| Коэффициент КТ | 1,1 | 1,0 | 0,95 | 0,90 | 0,87 | 0,80 | 0,75 |
Табличное значение скорости резания, рекомендуемое «Сандвик», равно 70 м/мин. Однако необходимо учесть поправки на изменение твердости и периода стойкости:
. (2.96)
Если принять в качестве рациональной стойкости не 15 мин, как рекомендует Сандвик, а 60 мин, то поправочный коэффициент KT=0,75.
Таким образом, рекомендуемое рациональное значение скорости резания
. (2.97)
Другой метод назначения рациональной скорости резания связан с анализом температур и интенсивностей изнашивания инструмента.
Воспользовавшись программой для расчета температуры, построим графики зависимости температуры от скорости резания, соответствующие рациональному диапазону изменения температуры передней поверхности 800–900 °С (рис. 2.44).
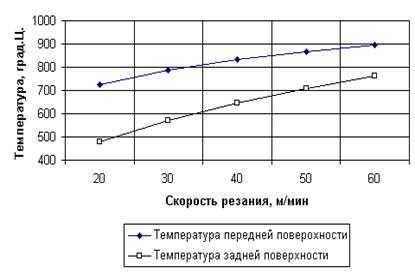
Рис. 2.44. Влияние скорости резания на температуры передней, задней поверхностей и на среднюю температуру (температуру
резания) при точении стали 45 (НВ=2290 МПа) твердосплавным резцом Р30 (Т5К10), j=60°, r=1,2 мм, g=10°, z=2, при подаче
s= 0,6 мм/об, глубине резания t=5 мм, hз=1 мм
Рациональная скорость резания, рекомендованная «Сандвик», соответствует температуре передней поверхности – около 800–820 °С. Таким образом, эту температуру можно считать рациональной для черновой обработки стальных деталей и по ней назначать скорости резания.
Таблица 2.3
Пример назначения режима резания и параметров
режущего инструмента при черновой обработке
| Режим резания | Параметры инструмента | ||||||||||
| Обозначение перехода | t, мм | S, мм/об | n, об/мин | v, м/мин | j о | r, мм | g о | aо | lо | hз*, мм | f, мм |
| Операция 10 10.3 | 4,9 | 0,6 | Резец проходной левый Р30 (Т5К10) | ||||||||
| 1,2 | 0,5 | ||||||||||
| Операция 20 20.4 | 5,5 | 0,6 | 1,5 | 0,5 |
При чистовой обработке скорость резания также можно назначать, ориентируясь по температуре (рис. 2.45).
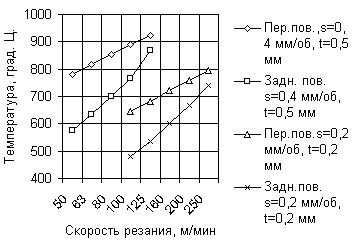
Рис. 2.45. Влияние скорости резания на температуру при точении стали НВ=2290 МПа
Меньшим температурам соответствует более высокая стойкость инструмента, но и большая шероховатость обработанной поверхности в связи с влиянием застойных зон и наростов. При увеличении температуры шероховатость поверхности уменьшается, но наряду с этим уменьшается и стойкость инструмента.
Таблица. 2.4
Пример назначения режимов резания и параметров
режущего инструмента при чистовой токарной обработке
| Режим резания | Параметры инструмента | ||||||||||
| Обозначение перехода | t, мм | S, мм/об | n, об/мин | v, м/мин | j о | r, мм | g о | aо | lо | hз*, мм | f, мм |
| Операция 30 30.6.2. | 0,55 | 0,4 | Резец проходной левый Р30 (Т5К10) | ||||||||
| 1,2 | 0,6 | 0,25 | |||||||||
| Операция 40 40.1.1. | 0,2 | 0,2 | –15 | 0,4 |
Технологические и физические ограничения, учитываемые при оптимизации технологической операции.
В качестве целевой функции принято использовать технологическую себестоимость обработки [1]. Однако на практике иногда применяют более простые критерии. К ним относятся производительность обработки
П = vst = max (илиП = vs = max), (2.98)
а также площадь обработанной поверхности (или путь резания)
F=vsT (илиL=vT), (2.99)
качественно характеризующие расход режущего инструмента.
С математической точки зрения обеспечение максимальной производительности или минимальной себестоимости черновой лезвийной обработки представляет собой задачу поиска условного экстремума: найти максимум (минимум) некоторой целевой функции при условиях (ограничениях), имеющих вид неравенств (или равенств), связывающих независимые переменные (факторы).
При этом скорость резания v и подача s и стойкость инструмента T связаны с другими переменными и постоянными величинами, характеризующими условия резания.
Условия резания описываются двумя группами характеристик.
К первой группе относятся постоянные (или условно-постоянные) характеристики, которые называют параметрами. К параметрам относят прочностные и теплофизические характеристики обрабатываемого материала, наличие и свойства литейной корки, жесткость технологической системы, прочность ее элементов, размеры обрабатываемых поверхностей заготовок и деталей, требования к шероховатости и качеству обработанных поверхностей, характеристики металлорежущего оборудования, размеры режущих пластин, характеристики износостойкости инструмента.
Ко второй группе относятся регулируемые и изменяемые характеристики условий резания, которые будем называть факторами. К факторам следует отнести геометрические параметры режущего лезвия (передний угол g, углы в плане j, jп, j1 главной, переходной и зачищающей кромок и радиус закругления вершины R, размеры упрочняющей и стабилизирующей фасок f1, f2 на передней поверхности, задние углы a и a1, углы наклона l, l1 главной и зачищающей режущих кромок, а также марки инструментального материала, износостойких покрытий и смазочно-охлаждающих жидкостей. К числу факторов могут относиться также глубина резания t, подача s и скорость резания v.
Эти факторы связаны между собой и с параметрами условий резания. Формулирование и математическая запись этих связей (ограничений) представляет собой главную проблему, определяющую успех оптимизации режимов резания и геометрических параметров режущих инструментов.
Некоторые из этих ограничений (или условий) отражают технологические требования. Например, обеспечить шероховатость и точность обработанной поверхности не выше заданных, выдержать условие, чтобы мощность резания не превышала допускаемого значения, чтобы силы резания не были выше допускаемых прочностью инструмента и механизмов станка, чтобы фактические характеристики износостойкости инструмента были не ниже, заданных и т. д.
Для записи этих ограничений, как правило, могут быть использованы физические характеристики процесса резания (силы и температуры резания, интенсивности изнашивания поверхностей инструмента), зависящие как от независимых переменных (факторов), так и от условий резания.
Эти зависимости могут быть представлены в виде упрощенных (иногда эмпирических) формул или более сложных алгоритмов вычисления характеристик процессов стружкообразования и изнашивания инструмента. Основная проблема заключается в том, чтобы сформулированные и записанные ограничения оставались справедливыми при изменении условий резания. Эмпирические уравнения, как правило, не удовлетворяют этим требованиям.
Большое число параметров, характеризующих условия резания и подлежащих определению факторов, а также исключительно сложные связи между физическими характеристиками процесса резания и факторами затрудняют решение поставленной задачи.
Кроме того, одни факторы имеют количественные измерения и изменяются непрерывно в некоторой области, другие – характеризуются только качественно и изменяются дискретно. Из большого числа подлежащих определению факторов могут быть выделены выбор рационального инструментального материала, рациональной формы режущего лезвия и определение глубины резания t, подачи s, угла в плане j и скорости резания v.
Принимая во внимание влияние этих факторов на температуру и силы резания, можно принять следующую последовательность их определения: в первую очередь выбираются инструментальный материал и форма режущего лезвия, затем определяется глубина резания, после нее – подача и угол в плане, в последнюю очередь – скорость резания. Все остальные факторы определяются либо в зависимости от основных, либо с помощью дополнительного анализа их влияния на целевую функцию (производительность или себестоимость обработки).
Учитывая большое число технологических и физических ограничений, сложность взаимосвязей между различными факторами и характеристиками процесса резания, оптимизация режима резания и геометрических параметров режущих инструментов практически сводится к выявлению области допускаемых ограничениями рациональных значений этих факторов.
Учет других ограничений по силам. На черновых переходах должна быть произведена проверка по допускаемой силе РZ*:
Pz<РZ*. (2.100)
Допускаемая сила РZ* может быть определена, например, по крутящему моменту, допускаемому прочностью коробки скоростей станка.
Аналогично проверяется ограничение по силе Рx*, допускаемой прочностью механизма подачи.
Px<Px* (2.101)
Если условия (2.100–2.101) не выполняются, то возможно одно из двух решений. Первое заключается в уменьшении толщины срезаемого слоя и повторении расчета, второе – во введении дополнительного прохода, обеспечивающего требуемое колебание припуска при принятой подаче.
При необходимости выполняется проверка по мощности резания:
(2.102)
megaobuchalka.ru
Особенности черновой и чистовой обработки — КиберПедия
Черновую обработку следует выполнять на многоцелевых станках нормальной точности, а чистовую – в зависимости от предъявляемых требований на многоцелевых станках повышенной или высокой точности.
Качественно выполненная черновая обработка обеспечивает равномерное распределение припуска и необходимую точность базирования на завершающих операциях. В ряде случаев выделение черновой обработки в отдельную операцию, выполняемую на многоцелевом станке, неэффективно. В этом случае черновая обработка выполняется на универсальном оборудовании, либо ее объединяют с чистовой обработкой на соответствующем многоцелевом станке. При этом экономится время на переустановках детали, однако условия эксплуатации многоцелевого станка ухудшаются: для снижения износа узлов и механизмов станка часто вводят дополнительные промежуточные переходы.
Первая черновая обработка выполняется на станках с ручным управлением в случае затрудненности базирования заготовки из-за литейных приливов и малой площади опорных поверхностей. Помимо черновой обработки на такой операции выполняется обработка базовой плоскости, если она имеет значительные размеры и не требует большого числа инструментов (не более двух фрез). Предварительные операции на универсальном оборудовании требуют дополнительных транспортных операций, поэтому такое универсальное оборудование следует размещать на участке многоцелевых станков.
При невозможности обработки с одной установки выполняют две черновые операции. Вначале ведут обработку с двух-трех сторон при базировании заготовки на плоскость, являющуюся конструкторской базой. При выполнении черновых операций стремятся обрабатывать плоскости и отверстия, связанные допусками и техническими требованиями. Если имеется возможность обработать заготовку с трех или четырех сторон с одной установки за счет поворота стола, то черновая обработка выполняется за одну операцию. Так как литейные припуски обычно имеют большой разброс, часто предусматривают дополнительный проход. Требования по шероховатости Rz, достигаемые при черновой обработке, составляют 40 мкм.
В ряде случаев перед чистовыми операциями основные базовые поверхности доводят до более высокой точности. Обычно чистовые операции требуют большого числа инструментов.
Если число инструментов превышает емкость инструментального магазина, рекомендуется разбивать чистовую обработку на два этапа, так что вначале обрабатывают сверление и нарезание резьб, а затем окончательную обработку.
При обработке точных отливок из цветных сплавов черновые и чистовые операции можно совмещать. Однако при этом принимают во внимание влияние на точность обработки жесткости заготовки, деформаций заготовки при закреплении, а также ее тепловые деформации.
Поэтому при обработке деталей с глубокими отверстиями и значительными по площади плоскостями черновые и чистовые операции выделяют в отдельные.
1.2.3. Минимизация времени обработки
и обеспечение точности
При проектировании маршрута обработки следует учитывать необходимость:
1) минимизации времени обработки;
2) обеспечения точности обработки.
Первое требование достигается за счет:
а) применения схем обработки, предусмотренных регламентами обработки корпусных деталей;
б) обработки одним и тем же инструментом всех одноименных поверхностей заготовки во всех позициях без замены инструмента.
Последнее обстоятельство связано с тем, что поворот стола (и, следовательно, смена позиции) происходят быстрее, чем цикл смены инструмента.
Точные отверстия с точными межосевыми расстояниями на многоцелевых станках обрабатываются каждым инструментом последовательно, после чего их меняют на очередной инструмент для последующей обработки указанных отверстий. Это связано с тем, что при смене ось инструмента смещается относительно координаты отверстия. В случае традиционной обработки всеми инструментами последовательно обрабатывается каждое отверстие.
Обработку базовых поверхностей выполняют с одного установа. Если в ходе операции выполняется обработка и других поверхностей, то для исключения влияния деформаций детали на точность обработки базовых поверхностей их обрабатывают в конце операции после остановки программы и перезакрепления детали.
Разрабатывая технологический маршрут, стремятся совместить различных поверхностей одним инструментом. Например, центрование отверстий следует совмещать с формированием фаски, концевую фрезу использовать как для обработки плоскостей и пазов, так и для обработки отверстий (контурное фрезерование). При точных межосевых расстояниях черновую обработку предпочтительнее выполнять растачиванием пластинами вместо зенкерования.
Растачивание обязательно при обеспечении межосевых расстояний ±0,1 мм и точнее. Обрабатывая группу одинаковых поверхностей, стремятся использовать стандартные программы для сокращения объема программирования и возможных ошибок.
Совмещенные на многоцелевом станке черновые и чистовые операции разделяют по времени для стабилизации температурного режима перед чистовой обработкой.
cyberpedia.su
описание, особенности выбора и технология
Для того чтобы обычную заготовку превратить в подходящую деталь для механизма, используют токарные, фрезерные, шлифовальные и прочие станки. Если фрезерные необходимы для изготовления более сложных деталей, например, зубчатых колес, нарезания шлицов, то токарные применяются для создания более простых деталей и придания им необходимой формы (конус, цилиндр, сфера). Режимы резания при токарной обработке очень важны, поскольку, например, для ломкого металла необходимо использовать меньшую скорость вращения шпинделя, чем для прочного.
Особенности токарной обработки
Для того чтобы выточить определённую деталь на токарном станке, как правило, используют резцы. Они бывают самых различных модификаций и классифицируются по виду обработки, направлению подачи и форме головки. Кроме того, резцы выполняются из различных материалов: легированная сталь, углеродистая, инструментальная, быстрорежущая, вольфрам, твердый сплав.
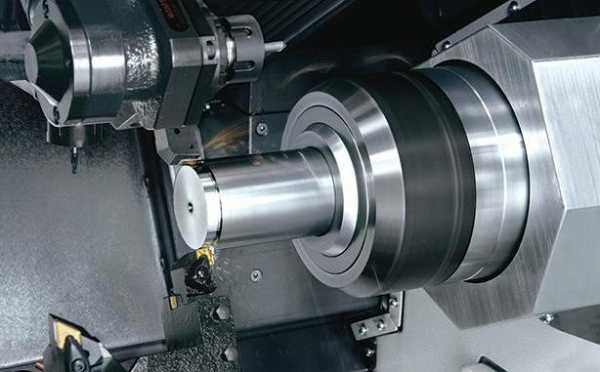
Выбор того или иного зависит от материала обрабатываемой детали, её формы и способа обтачивания. Режимы резания при токарной обработке обязательно учитывают эти все нюансы. При точении обрабатываемая деталь закрепляется в шпинделе, он выполняет главные вращательные движения. В суппорте устанавливается инструмент для обработки, и движения подачи совершаются непосредственно им. В зависимости от используемого станка можно обрабатывать как очень мелкие детали, так и крупные.
Основные элементы
Какие элементы режимов резания при токарной обработке могут быть использованы? Несмотря на то что точение – это не всегда очень легкая операция, основные его элементы – это скорость, подача, глубина, ширина и толщина. Все эти показатели зависят в первую очередь от материала обрабатываемой детали и размера. Для очень маленьких деталей, например, скорость резания выбирают наименьшую, поскольку даже 0,05 миллиметров, которые случайно срезали, могут привести к браку всей детали.
Кроме того, очень важными показателями, от которых зависит выбор режимов резания при токарной обработке, являются этапы, на которых она производится. Рассмотрим основные элементы и этапы металлорезания более детально.
Черновая, получистовая и чистовая обработка
Превращение заготовки в необходимую деталь – сложный и трудоемкий процесс. Он делится на определенные этапы: черновую, получистовую и чистовую обработку. Если деталь несложная, то промежуточный (получистовой) этап, как правило, не учитывается. На первом этапе (черновом) деталям придают необходимую форму и примерные размеры. При этом обязательно оставляют припуски на последующие этапы. Например, дана заготовка: D=70 мм и L= 115 мм. Из неё необходимо выточить деталь, первым размером которой будет D1 = 65 мм, L1 = 80 мм, а вторым – D2= 40 мм, L2= 20 мм.
Черновая обработка будет заключаться в следующем:
- Подрезать торец на 14 мм.
- Проточить диаметр по всей длине на 66 мм
- Проточить второй диаметр D2= 41 мм на длину 20 мм.
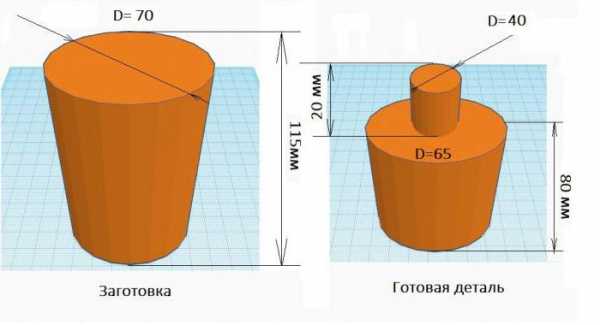
На этом этапе мы видим, что деталь была обработана не полностью, но максимально приближена к её форме и размеру. А припуск на общую длину и на каждый из диаметров составил по 1 мм.
Чистовая обработка данной детали будет заключаться в следующем:
- Выполнить чистовое подрезание торца с необходимой шероховатостью.
- Проточить по длине 80 мм в диаметр 65 мм.
- Выполнить чистовое точение по длине 20 мм в диаметр 40 мм.
Как мы видим, чистовая обработка требует максимальной точности, по этой причине и скорость резания в ней будет меньше.
С чего начать расчет
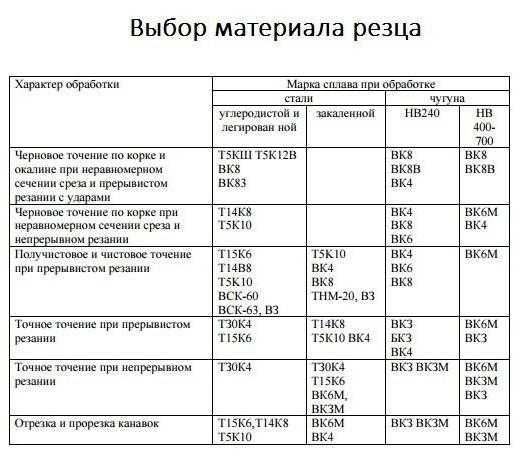
Для того чтобы рассчитать режим резания, в первую очередь необходимо выбрать материал резца. Он будет зависеть от материала обрабатываемой детали, вида и этапа обработки. Кроме того, более практичными считаются резцы, в которых режущая часть съёмная. Иными словами, необходимо подобрать лишь материал режущей кромки и закрепить её в режущий инструмент. Самым выгодным режимом считается тот, при котором затраты на изготавливаемую деталь будут наименьшими. Соответственно, если выбрать не тот режущий инструмент, он, скорее всего, сломается, а это принесет убытки. Так как же определить необходимый инструмент и режимы резания при токарной обработке? Таблица, представленная ниже, поможет выбрать оптимальный резец.
Толщина срезаемого слоя
Как уже говорилось ранее, каждый из этапов обработки требует той или иной точности. Очень важными эти показатели являются именно при вычислении толщины срезаемого слоя. Режимы резания при токарной обработке гарантируют подбор самых оптимальных значений для вытачивания деталей. Если же ними пренебречь и не выполнить расчет, то можно сломать как режущий инструмент, так и саму деталь.
Итак, в первую очередь необходимо выбрать толщину срезаемого слоя. Когда резец проходит по металлу, он срезает определенную его часть. Толщина или глубина резания (t) – это расстояние, которое будет снимать резец за один проход. Важно учитывать, что для каждой последующей обработки необходимо выполнять расчет режима резания. Например, следует выполнить наружное точение детали D= 33,5 мм на диаметр D1=30,2 мм и внутренне растачивание отверстия d = 3,2 мм на d2 = 2 мм.
Для каждой из операций расчет режимов резания при токарной обработке будет индивидуальным. Для того чтобы рассчитать глубину резания, необходимо из диаметра после обработки вычесть диаметр заготовки и разделить на два. На нашем примере получится:
t = (33,5 – 30,2) / 2 = 1,65 мм
Если диаметры имеют слишком большую разницу, например 40 мм, то, как правило, её необходимо разделить на 2, и полученное число будет количеством проходов, а глубина будет соответствовать двум миллиметрам. При черновом точении можно выбирать глубину резания от 1 до 3 мм, а при чистовом – от 0,5 до 1 мм. Если же выполняется подрезание торцевой поверхности, то толщина снимаемого материала и будет глубиной резания.
Назначение величины подачи
Расчет режимов резания при токарной обработке невозможно представить без величины перемещения режущего инструмента за один оборот детали – подачи (S). Её выбор зависит от требуемой шероховатости и степени точности обрабатываемой детали, если это чистовая обработка. При черновой допустимо использовать максимальную подачу, исходя из прочности материала и жесткости её установки. Выбрать необходимую подачу можно при помощи таблицы ниже.
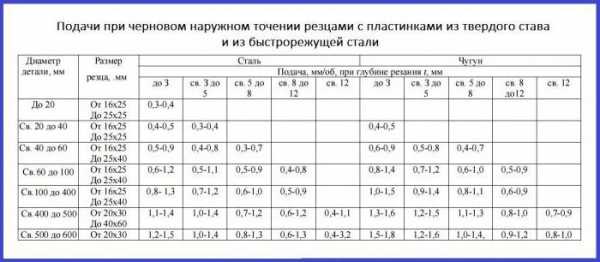
После того как S была выбрана, её необходимо уточнить в паспорте станка.
Скорость резания
Очень важными значениями, влияющими на режимы резания при токарной обработке, являются скорость резания (v) и частота вращения шпинделя (n). Для того чтобы вычислить первую величину используют формулу:
V = (π х D х n) / 1000,
где π – число Пи равное 3,12;
D – максимальный диаметр детали;
n – частота вращения шпинделя.

Если последняя величина остается неизменной, то скорость вращения будет тем больше, чем больше диаметр заготовки. Данная формула подходит, если известна скорость вращения шпинделя, в противном случае необходимо использовать формулу:
v = (Cv х Kv)/ (Tm х t х S),
где t и S – уже рассчитанная глубина резания и подача, а Cv, Kv, T – коэффициенты, зависящие от механических свойств и структуры материала. Их значения можно взять в таблицах режимов резания.
Калькулятор режимов резания
Кто же может помочь выполнить расчет режимов резания при токарной обработке? Онлайн-программы на многих интернет-ресурсах справляются с данной задачей не хуже человека.

Существует возможность использовать утилиты как на стационарном компьютере, так и на телефоне. Они очень удобные и не требуют особых навыков. В поля необходимо ввести требуемые значения: подачу, глубину резания, материал заготовки и режущего инструмента, а также все необходимые размеры. Это позволит получить комплексный и быстрый расчет всех необходимых данных.
fb.ru
Методы черновой, получистрвдй и чистовой обработки плоскостей. Схемы методовл их технологическая характеристика.
Обработка плоских поверхностей строганием и долблением
Строгание производится на продольно- и поперечно-строгальных станках При строгании на продольно-строгальных станках стол с деталью совершает возвратно-поступагельное движение; поперечная подача придается резцу путем перемещения резцового суппорта, осуществляется прерывисто после каждого рабочего хода. Стружка снимается во время рабочего хода, хотя холостой ход—совершается со скоростью, в 2—3 раза быстрее рабочего хода.
Рис.1
На поперечно-строгальных станках возвратно-поступательное движение имеет резец, который закреплен в суппорте ползуна. Обрабатываемая деталь, закрепляемая на столе станка, получает поперечную подачу благодаря прерывистому перемещению стола в поперечном направлении после каждого рабочего хода. Продольно- и поперечно-строгальные станки применяются в единичном, мелко- и среднесерийном производстве. На долбежных станках, долбяк с закрепленным резцом совершает вшвратно-гоступательное движение в вертикальной плоскости. Стол станка с обрабатываемой деталью, имеет движение подачи в горизонтальной плоскости в двух взаимно перпендикулярных направлениях. Долбежные станки применяются в единичном производстве для получения шпоночных канавок в отверстиях, обработки квадратных, прямоугольных форм отверстий. Для этих работ в серийном и массовом производстве применяют протяжные станки. Строгание, разделяется на черновое и чистовое. Чистовое производится с малой подачей или резцами с широким лезвием. При строгании крупных литых и сварных деталей необходимо избегать при закреплении деформации детали. Натичие внутренних напряжений в отливках сильно на точности.
Обработка плоских поверхностей фрезерованием
При фрезеровании поверхность обрабатывается многолезвийным вращающимся инструментом— сррезсй. Подача осуществляется перемещением детали, закрепленной на столе станка Фреза вращается от шпинделя станка Плоские поверхности фрезеруют торцовыми и цилиндрическими фрезами.
Фрезерование торцовыми фрезами прсюводигельнее. Это объясняется тем, что происходит одновременное резание металла несколькими зубьями Фрезерование цилиндрическими фрезами гдошводится двумя способами:
а) встречное-когда вращение фрезы натравлено против падачи,
б) попутное- когда вращение фрезы совпадаете направлением подачи.
Фрезерные станки разделяют на: 1) горизонтально-, 2) вертикально-, 3) универсально-, 4) продольно-, 5) кару-сельно-, 6) барабаннонфрезерные и 7) специальные. Станки первых трех видов являются станками общего назначения и применяются во всех видах производства; остальные относятся к высокопроизводительным и применяются в крупносеришюм и массовом производстве.
Универсальнэ-фрезерные станки имеют поворотный стол, которому можно придавать положение под утлом к оси шпинделя.
Продольнэ-фрезерные станки бывают с горизонтальными и вертикальньгми шпиндоямн Карусельно-фрезсрные станки имеют круглые вращающиеся столы большого диаметра и один или два вертикально расположенных шпинделя. Детали устанавливают для обработки и снимают во время вращения стола; таким образом, детали обрабатываются непрерывно. Если на станке два шпинделя, то одним производится черновая обработка, другим- чистовая. Применяют в крупнссерийнэм и массовом производстве. Барабанно-фрезерные станки служат для обработки параллельных плоскостей одновременно с двух сторон. Одна фреза с каждой стороны производит черновое фрезерование, другая – чистовое. Детали устанавливают и снимают на ходу станка, и, таким образом, фрезерова-ние идет непрерывно. Это станки применяются вкруп-нэносерийном и кассовом производстве.
Обработка плоских поверхностей
протягиванием
Протягивание плоских поверхностей применяется в крупносерийном и массовом производстве. При протягивании наружных предварительно не обработанных поверхностей, за один ход протяжки достигаются высокая точность и чистота поверхности. В процессе обработки каждый режущий зуб снимает слой металла, а калибрующие зубья зачищают поверхность.
При обработке поковок и отливок целесообразно применять не обычные плоские протяжки(рис.4, а), а прогрессивные (рис.4, б, в, г}. У обычных плоских протяжек каждый зуб снимает стружку по всей ширине обрабатываемой поверхности; поэтому при обработке черной поверхности, первые зубья быстро тупятся или выкрашиваются. У прогрессивных протяжек режущие зубья переменной ширины, металл срезается полосой, причем ширина полос с каждым зубом увеличивается, а калибрующие зубья зачищают поверхность по всей ее ширине.
Для обра6отки наружным протягиванием широких плос-костей устанавливают несколько протяжек рядом. Протягивание наружных гюверхностей производят на вертгаольно-протяжных станках—полуавтоматах и автоматах.
Обработка плоских поверхностей шлифованием
Шлифование применяется как для обдирочной, так и для черновой и чистовой обработки. Обдирочное шлифование плоскостей может быть предварительной или окончательной операцией Обдирочное шлифование плоскостей применяется, при наличии твердой корки на поверхности детали или материал большой твердости. Черновое и чистовое шлифование производится для получения большой точности и чистоты поверхности.
Чистовое шлифование шюскостей прошводится мелкозернистыми кругами, торцовой частью и периферией круга. При шлифовании торцевой частью применяют круги чашечной или тарельчатой формы. При такой форме изнашивается только та часть, которая находится в соприкосновении с заготовкой.
Шлифование торцом крута более производительно. 2 т. к. большая площадь круга находится в соприкосновении с обрабатываемой поверхностью, так же он обеспечивает высокую точность
.
Отделка плоских поверхностей абразивами и шабрением
: Окончательная чистсшая обработка шюских поверхностей- отделка Производится с применением 1 абразивов- доводкой, притиркой, полированием.
Притирка_(аоводка)
, – служит для окончательной отделки отшлифованных поверхностей. Притирка выполняется притиром, из чугуна, бронзы или меди, который предварительно шаржируется абразивным микропорошком с маслом или спец, пастой. Пасты состоят из абразивных порошков и химически активных веществ (пасты ГОИ с керосином и т.д.). Пасты ускоряют процесс притирки, т. к., окисляют обрабатываемую поверхность и образующаяся мягкая пленка удаляется абразивными зернами.
Полирование
Полирование- процесс чистовой обработки мягким кругом из войлока, фетра, парусины или кожи с нанесённым на него мелкозернистым абразивным порошком со смазкой. Полированием не исправляют погрешности геометрической формы, а также местные дефекты, от предыдущих операций (вмятины, раковины и pp.). Полирование ведется при высокой скорости полировального крута (до 40 м/сек) Кроме этого, для окончательной чистовой обработки применяется шабрение. Шабрение плоских : поверхностей можно выполнять с помощью шабера ‘, вручную или механическим способом. i Первый способ требует большой затраты времени и высокой квалификации исполнения, но обеспечивает сравнительно высокую точность Второй способ-механический—осуществлягтся при ; помощи специальных станков, на которых шабер получает возвратно-постугигельное движение. Такой способ требует меньшей затраты времени, однако его нельзя использовать для шабрения сложных поверхностей.
I Вспомогательное время затрачивается на установку и снятие детали, покрытие краской и . контроль. Проверка плоскостности обрабатываемых поверхностей производится с помощью по-верочных плит и линеек на краску (по числу пятен). Поверочная плита покрывается краской и при соприкосновении с шабренной поверхностью детали оставляет на последней в местах соприкосновения пятна краски. Число пятен краски, приходящееся на квадрат обработанной поверхности размером 25X25 мм2 характеризует неровность поверхности.
cyberpedia.su
Черновая чистовая обработка – Большая Энциклопедия Нефти и Газа, статья, страница 1
Черновая чистовая обработка
Cтраница 1
Черновая и чистовая обработка производится с одной и той же установки одними и теми же резцами – подрезным и проходным отогнутым. Проходным резцом подрезают открытый торец, обтачивают ступень диаметром 112 мм и снимают фаски; подрезным резцом обрабатывают прямоугольные уступы и их торцы. [1]
Черновая и чистовая обработка выполняется за две операции на двух агрегатных станках последовательно. [2]
Черновая и чистовая обработка одной базовой или одновременно с ней нескольких основных плоскостей ( поверхностей) ( нов. [3]
Черновая и чистовая обработка выполняется за две операции на двух агрегатных станках последовательно. [4]
Черновая и чистовая обработка большого колеса при всех методах нарезания, а также черновая обработка малого колеса при простом и двойном двусторонних методах осуществляются при базовых установках. [5]
Черновая и чистовая обработка ступенчатых деталей производится на одношпиндельных многорезцовых и гидрокопировальных полуавтоматах, вертикальных многошпиндельных автоматах, на токарных станках, оборудованных гидрокопировальными суппортами, и на универсальных токарных станках обычного типа. [6]
Черновую и чистовую обработку одной впадины производят за один оборот круговой протяжки. [8]
Одновременно черновую и чистовую обработку можно допускать только в том случае, когда черновая обработка не влияет на чистоту и точность чистовой обработки. [9]
Часто черновую и чистовую обработку ведут на одних и тех же станках, иногда даже не прерывая процесса обработки. [11]
Чередование черновой и чистовой обработки в этих условиях не обеспечивает заданной точности. [12]
Совмещение черновой и чистовой обработки на одном и том же станке может привести к снижению точности обработанной поверхности вследствие влияния значительных сил резания и сил зажатия при черновой обработке и большего износа деталей станка. [13]
Для черновой и чистовой обработки с помощью одного суппорта на специальных станках предусмотрено размещение поворотной инструментальной головки. При необходимости устанавливаются поворотные револьверные блоки с четырьмя и более инструментами, что при многопроходной обработке расширяет технологические возможности оборудования. [14]
При черновой и чистовой обработке глубину резания при строгании назначают, руководствуясь теми же соображениями, что и при точении ( см. стр. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Черновая обработка
На предприятиях холдинга “Технодинамика” осуществляется полный цикл механической обработки: от черновой до суперфинишной.Основа качественного готового продукта – это кропотливая работа мастера и совершенство конструкции, которое достигается путем точной обработки каждой детали. А знание точных технологических методов обработки позволяет создавать более совершенные конструкции приборов, обеспечивая одновременно экономическую целесообразность их изготовления и надежность.
Черновая механическая обработка – первое знакомство с только что отлитой заготовкой. Различают несколько способов обработки, которые зависят от от нужного способа формообразования поверхности:
Точение
Точеная обработка – это обработка поверхностей заготовок, имеющих форму тел вращения. Точение характеризуется вращательным движением заготовки и поступательным движением инструмента – резца. На токарных станках выполняют черновую, получистовую и чистовую обработку поверхностей заготовок, нарезают различные виды наружной и внутренней резьбы.
Сверление
Это метод механической обработки внутренних цилиндрических поверхностей в сплошном материале заготовки с помощью сверл. На сверлильных станках также обрабатывают различными инструментами имеющиеся в заготовках (литых, штампованных и др.) отверстия для получения заданной формы, увеличения размера, повышения точности и снижения шероховатости поверхности.
Растачивание
Растачивание – метод обработки отверстий расточными резцами. На расточных станках обрабатывают отверстия чаще всего в корпусных деталях. Главным движением является вращение инструмента. Движение подачи может совершать заготовка или инструмент.
Фрезерование
Высокопроизводительный метод механической обработки поверхностей деталей многолезвийным инструментом – фрезами. Для фрезерования характерно непрерывное главное движение инструмента и поступательное движение подачи заготовки. В некоторых случаях заготовка совершает круговое или винтовое движение подачи.
Шлифование – чистовая и отделочная обработка деталей с высокой точностью. Обрабатывать можно заготовки из самых разнообразных материалов, а для заготовок из закаленных сталей шлифование является одним из наиболее распространенных методов механической обработки.
Располагая необходимым количеством металлорежущего оборудования, квалифицированными работниками наше предприятие выполняет все вышеперечисленные операции в процессе изготовления деталей и комплектующих.
www.technodinamika.ru