Диаметр отверстия под болт – 500 Internal Server Error
alexxlab | 21.06.2017 | 0 | Вопросы и ответы
ГОСТ 11284-75 Отверстия сквозные под крепежные детали. Размеры (с Изменением N 1), ГОСТ от 14 ноября 1975 года №11284-75
ГОСТ 11284-75
Группа Г30
Размеры
Through holes for fasteners.
Dimensions
МКС 21.060.01
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. N 3134 дата введения установлена 01.01.77
Ограничение срока действия снято по протоколу N 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
ВЗАМЕН ГОСТ 11284-65
ИЗДАНИЕ с Изменением N 1, утвержденным в декабре 1981 г. (ИУС 2-82)
1. Настоящий стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами.
2. Размеры сквозных отверстий должны соответствовать указанным на чертеже и в таблице.
Чертеж. Размеры сквозных отверстий
мм
Диаметры стержня крепежных деталей | Диаметр сквозного отверстия | ||
1-й ряд | 2-й ряд | 3-й ряд | |
1,0 | 1,1 | 1,2 | 1,3 |
1,2 | 1,3 | 1,4 | 1,5 |
1,4 | 1,5 | 1,6 | 1,8 |
1,6 | 1,7 | 1,8 | 2,0 |
1,8 | 2,0 | 2,1 | 2,2 |
2,0 | 2,2 | 2,4 | 2,6 |
2,5 | 2,7 | 2,9 | 3,1 |
3,0 | 3,2 | 3,4 | 3,6 |
3,5 | 3,7 | 3,9 | 4,2 |
4,0 | 4,3 | 4,5 | 4,8 |
4,5 | 4,8 | 5,0 | 5,3 |
5,0 | 5,3 | 5,5 | 5,8 |
6,0 | 6,4 | 6,6 | 7,0 |
7,0 | 7,4 | 7,6 | 8,0 |
8,0 | 8,4 | 9,0 | 10,0 |
10,0 | 10,5 | 11,0 | 12,0 |
12,0 | 13,0 | 14,0 (13,5) | 15,0 (14,5) |
14,0 | 15,0 | 16,0 (15,5) | 17,0 (16,5) |
16,0 | 17,0 | 18,0 (17,5) | 19,0 (18,5) |
18,0 | 19,0 | 20,0 | 21,0 |
20,0 | 21,0 | 22,0 | 24,0 |
22,0 | 23,0 | 24,0 | 26,0 |
24,0 | 25,0 | 26,0 | 28,0 |
27,0 | 28,0 | 30,0 | 32,0 |
30,0 | 31,0 | 33,0 | 35,0 |
33,0 | 34,0 | 36,0 | 38,0 |
36,0 | 37,0 | 39,0 | 42,0 |
39,0 | 40,0 | 42,0 | 45,0 |
42,0 | 43,0 | 45,0 | 48,0 |
45,0 | 46,0 | 48,0 | 52,0 |
48,0 | 50,0 | 52,0 | 56,0 |
52,0 | 54,0 | 56,0 | 62,0 |
56 | 58 | 62 | 66 |
60 | 62 | 66 | 70 |
64 | 66 | 70 | 74 |
68 | 70 | 74 | 78 |
72 | 74 | 78 | 82 |
76 | 78 | 82 | 86 |
80 | 82 | 86 | 91 |
85 | 87 | 91 | 96 |
90 | 93 | 96 | 101 |
95 | 98 | 101 | 107 |
100 | 104 | 107 | 112 |
105 | 109 | 112 | 117 |
110 | 114 | 117 | 122 |
115 | 119 | 122 | 127 |
120 | 124 | 127 | 132 |
125 | 129 | 132 | 137 |
130 | 134 | 137 | 144 |
140 | 144 | 147 | 155 |
150 | 155 | 158 | 165 |
160 | 165 | 168 | 175 |
Примечания:
1. 3-й ряд отверстий не допускается применять для заклепочных соединений.
2. Рекомендации по выбору рядов сквозных отверстий приведены в приложении.
3. Размеры в скобках применять не рекомендуется.
3. Предельные отклонения диаметров отверстий:
для 1-го ряда – Н12;
для 2-го ряда – Н13;
для 3-го ряда – Н14.
1-3. (Измененная редакция, Изм. N 1).
4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать.
(Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ (рекомендуемое). РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЯДОВ СКВОЗНЫХ ОТВЕРСТИЙ
ПРИЛОЖЕНИЕ
Рекомендуемое
1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм, для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по приводимой ниже таблице.
Тип соединения
Количество и расположение отверстий | Способ образования отверстий | Тип соеди- нения | Рекомендуемый ряд сквозных отверстий |
Любое количество отверстий и любое их расположение | Обработка отверстий по кондукторам | I и II | 1-й ряд |
– отверстия расположены в один ряд и координированы относительно оси отверстия или базовой плоскости | Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности | I | |
II | 2-й ряд | ||
б – отверстия (с числом до четырех) расположены в два ряда и координированы относительно их осей | Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности | I | 2-й ряд |
II | 3-й ряд | ||
– отверстия расположены в два и более ряда и координированы относительно осей отверстий или базовых плоскостей | Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности | I и II | 2-й ряд |
б – отверстия расположены по окружности | Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности | I | 3-й ряд |
2. Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу между головкой и стержнем.
Электронный текст документа
подготовлен ЗАО “Кодекс” и сверен по:
официальное издание
Изделия крепежные.
Основные требования: Сб. стандартов. –
М.: Стандартинформ, 2006
docs.cntd.ru
| Стандарты →
ГОСТ 11284-75: Отверстия сквозные под крепёжные детали. Размеры. ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ 11284-75 Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. № 3134 срок действия установлен с 01.01.77 до 01.01.87 1. Настоящий стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами. Стандарт полностью соответствует рекомендации СЭВ по стандартизации PC 107-72 и рекомендации ИСО Р-273. 2. Размеры сквозных отверстий должны соответствовать указанным в таблице.
Примечания: 1. 3-й ряд отверстий не допускается применять для заклепочных соединении 2. Рекомендации по выбору рядов сквозных отверстий приведены в приложении. 3. Предельные отклонения диаметров отверстий: а) для 1-го ряда — по h22; ПРИЛОЖЕНИЕ РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЯДОВ СКВОЗНЫХ ОТВЕРСТИЙ 1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм, для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по приводимой ниже таблице. Тип соединения
2. Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий. 3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу между головкой и стержнем. Изменение №1 ГОСТ 11284-75. Отверстия сквозные под крепежные детали. Размеры.Постановлением Государственного комитета СССР по стандартам от 81 12 03 № 5218 срок введения установлен с 82 01 01 На обложке и первой странице обозначение стандарта дополнить обозначением: (СТ СЭВ 2515—80). Пункт 1. Второй абзац изложить в новой редакции: «Стандарт полностью соответствует СТ СЭВ 2515—80>. Пункт 2 изложить в новой редакции (кроме таблицы и примечания): «2. Размеры сквозных отверстий должны соответствовать указанным на чертеже и а таблице.
Таблица. Заменить обозначение размера: d1 на dh;
таблицу дополнить примечанием — 3: «3. Размеры в скобках применять не рекомендуется». Пункт 3 изложить в новой редакции: «3. Предельные отклонения диаметров отверстий: для 1-го ряда — Н12; Стандарт дополнить ПУНКТОМ — 4: «4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать». МЕЖДУНАРОДНАЯ СИСТЕМА ЕДИНИЦ (СИ)
МНОЖИТЕЛИ И ПРИСТАВКИ ДЛЯ ОБРАЗОВАНИЯ ДЕСЯТИЧНЫХ КРАТНЫХ Н ДОЛЬНЫХ ЕДИНИЦ И ИХ НАИМЕНОВАНИЙ
| |||||||
www.finaros.ru
|
ГОСТ 11284-75 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОТВЕРСТИЯ СКВОЗНЫЕ РАЗМЕРЫ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Издание с Изменением № 1, утвержденным в декабре 1981 г. (ИУС 2-82) Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. № 3134 дата введения установлена 01.01.77 Ограничение срока действия снято по протоколу № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95) 1. Настоящий стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами. 2. Размеры сквозных отверстий должны соответствовать указанным на чертеже и в таблице. мм
Примечания: 1. 3-й ряд отверстий не допускается применять для заклепочных соединений. 2. Рекомендации по выбору рядов сквозных отверстий приведены в приложении. 3. Размеры в скобках применять не рекомендуется. 3. Предельные отклонения диаметров отверстий: для 1-го ряда – Н12; для 2-го ряда – Н13; для 3-го ряда – Н14. 1-3. (Измененная редакция, Изм. № 1). 4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать». (Введен дополнительно, Изм. № 1). Рекомендуемое 1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм, для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по приводимой ниже таблице. Тип соединения
2. Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий. 3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу между головкой и стержнем.
|
|||||||
files.stroyinf.ru
6.5. Таблица 4. Pазмеры диаметров отверстий резъб с мелким шагом.
Размеры, мм
Номинальный диаметр резьбы d | Шаг резьбы Р | |||
Диаметр отверстия | ||||
4 4,5 5 5,5 |
0,5
| 3,50 4,00 4,50 5,00 | 3,52 4,02 4,52 5,02 | |
6 | 0,5 0,75 | 5,50 5,20 | 5,52 5,23 | |
8
| 0,5 0,75 1 | 7,50 7,20 6,95 | 7,52 7,23 7,00 | |
10 | 0,5 0,75 1 1,25 | 9,50 9,20 8,95 8,70 | 9,53 9,23 9,00 8,75 | |
12 | 0,5 0,75 1 1,25 1,5 | 11,50 11,20 10,99 10,70 10,43 | 11,52 11,23 11,00 10,75 10,50 | |
14 | 0,5 0,75 1 1,25 1,5 | 13,50 13,20 12,95 12,70 12,43 | 13,52 13,23 13,00 12,75 12,50 | |
16 | 0,5 0,75 1 1,5 | 15,50 15,20 14,95 14,43 | 15,52 15,23 15,00 14,50 | |
18 | 0,5 0,75 1 1,5 2 | 17,50 17,20 16,95 16,43 15,90 | 17,52 17,23 17,00 16,50 15,95 | |
20 | 0,5 0,75 1 1,5 2 | 19,50 19,20 18,95 18,43 17,90 | 19,52 19,23 19,00 18,50 17,95 | |
22 | 0,5 0,75 1 1,5 2 | 21,50 21,20 20,95 20,43 19,90 | 21,52 21,23 21,00 20,50 19,95 | |
24 | 0,75 1 1,5 2 | 23,20 22,95 22,43 21,90 | 23,23 23,00 22,50 21,95 | |
27 | 0,75 1 1,5 2 | 26,20 25,95 25.43 24,90 | 26,23 26,00 25,50 24,95 | |
30 | 0,75 1 1,5 2 3 | 29,20 28,95 28,43 27,90 26,85 | 29,23 29,00 28,50 27,95 26,90 | |
36 | 1 1,5 2 3 | 34,95 34,43 33,90 32,85 | 35,00 34,50 33,95 32,90 | |
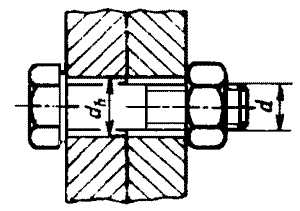
6.6. Соединения деталей с помощью болтов, винтов и шпилек.
При соединении деталей болтом, соединяемые детали имеют гладкие сквозные отверстия под болт (рис.1).
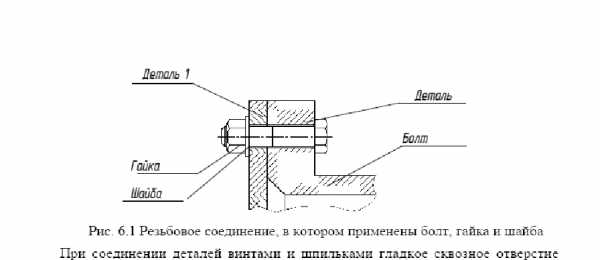
Рис.1. Резьбовое соединение болтом, гайкой и шайбой.
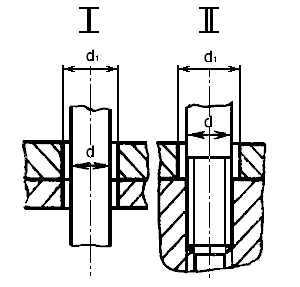
При соединении деталей винтами и шпильками гладкое сквозное отверстие выполняется в притягиваемой детали 1. В сопряженной с ней детали, участвующей в данном соединении, выполняется резьбовое отверстие (рис.2) с соответствующим конструктивным исполнением, например, с отверстием под головку винта. Эти конструктивные элементы называют опорными поверхностями.
а) б)
Рис.2. Резьбовое соединение с применением: а) винта;
б) шпильки, гайки и шайбы.
6.7. Расчет параметров шпилечного соединения.
 Начнем
работу с расчета шпилечного соединения,
так как от его параметров зависит
конструкция деталей поз.2 и 3. Шпилечное
соединение состоит из шпильки, гайки и
шайбы (рис.1).
Начнем
работу с расчета шпилечного соединения,
так как от его параметров зависит
конструкция деталей поз.2 и 3. Шпилечное
соединение состоит из шпильки, гайки и
шайбы (рис.1).
 Рис.3.
Шпилечное соединение
Рис.3.
Шпилечное соединение
а) б) в)
Рис.4. Конструктивное (а), упрощенное (б), с размерами (в) изображение
Ш пилька
представляет собой цилиндрический
стержень, имеющий с обоих концов резьбу
(рис.5).
пилька
представляет собой цилиндрический
стержень, имеющий с обоих концов резьбу
(рис.5).
Рис.5. Шпилька
Одним резьбовым концом (коротким) длиной b1 шпилька ввинчивается в резьбовое отверстие в одной из скрепляемых деталей. На второй конец с резьбой длиной b навинчивается гайка, соединяя детали. Размеры шпильки стандартизованы. По условию материал деталей поз.2 и 3 – сталь 45 ГОСТ 1050-88. Для ввинчивания в сталь предназначены шпильки, выполненные по ГОСТ 22032-76 (табл.5).
Таблица 5. Область применения шпилек.
ГОСТ | Класс точности | Шероховатость поверхности резьбы, Ra | Материал деталей, в резьбовые отверстия которых ввинчивается шпилька | Длина ввинчиваемого конца b1 |
ГОСТ 22032-76 | В | 6,3 | Сталь, бронза, латунь, титановые сплавы | b1 = d |
ГОСТ 22033-76 | А | 3,2 | ||
ГОСТ 22034-76 | В | 6,3 | Ковкий и серый чугун | b1 =1,25d |
ГОСТ 22035-76 | А | 3,2 | ||
ГОСТ 22036-76 | В | 6,3 | b1 =1,6 d | |
ГОСТ 22037-76 | А | 3,2 | ||
ГОСТ 22038-76 | В | 6,3 | Легкие сплавы | b1 =2 d |
ГОСТ 22039-76 | А | 3,2 | ||
ГОСТ 22040-76 | В | 6,3 | b1 =2,5 d |
По условию шпилька имеет резьбу М12. Из-за повышенной вибрации выбираем мелкий шаг. Для шпильки М12 значение мелкого шага 1.25 мм (табл. 6).
Таблица 6. Размеры шпилек в миллиметрах ГОСТ 22032-76.
Диаметр резьбы шпильки d | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 |
Шаг резьбы крупный | 0,4 | 0,45 | 0,5 | 0.7 | 0.8 | 1 | 1,25 | 1.5 | 1,75 | 2 | 2,5 |
Шаг резьбы мелкий | _ | _ | _ | _ | _ | _ | 1 | 1,25 | 1,25 | 1,5 | 1,5 |
b | Х | Х | Х | Х | Х | 18 | 22 | 26 | 30 | 38 | 46 |
l | 10-80 | 15-160 | 15-160 | 18-160 | 20-160 | 25-160 | 28-200 | 35-200 | 38-200 | 45-240 | 48-240 |
1. Размер(l) выбирается из ряда: 10; 12; 15; 18; 20; 25; 28; 30; 35; 38; 40; 45; 50; 55; 60; 65; 70; 75; 80; 85; 90; 100; 110; 120; 130…
2. Знаком «Х» отмечены шпильки с длиной гаечного конца b = l – 0,5d – 2P.
Конец шпильки длиной b1 называют ввинчиваемым резьбовым концом. Длину ввинчиваемого конца шпильки b1 выбирают, исходя из материала детали, в которую ввинчивают шпильку.
Как видно из Таблицы 5, для шпилек ГОСТ 22032-76
b1=d=12 мм, где d – диаметр резьбы.
Рассчитаем длину шпильки (под длиной шпильки понимается длина стержня без длины ввинчиваемого резьбового конца) по формуле:
l = H + m + sш + K,
где Н – толщина присоединяемой детали, m – высота гайки, sш – толщина шайбы, К – запас резьбы, выступающей над гайкой.
Применяем шестигранные гайки (рис.6) нормальной точности по ГОСТ 5915 – 70 (табл.7).
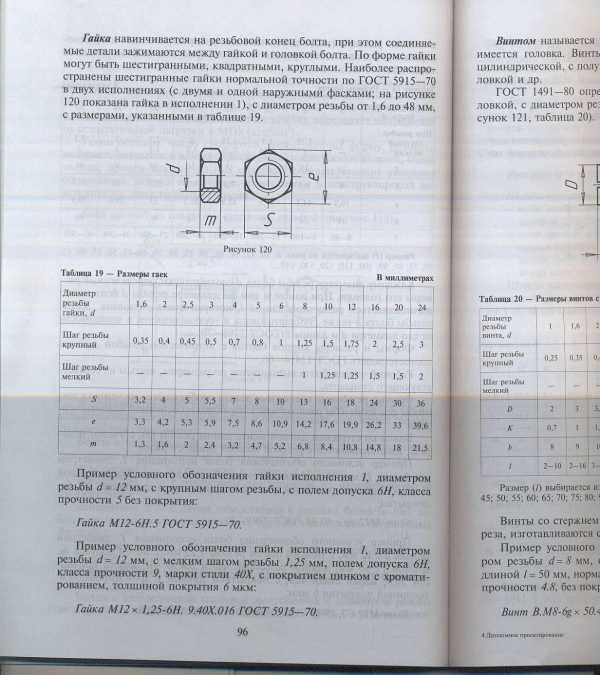
Рис. 6
Таблица 7. Размеры гаек в миллиметрах ГОСТ 5915-70.
Диаметр резьбы гайки d | 1,6 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
Шаг резьбы крупный | 0,35 | 0,4 | 0,45 | 0.5 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 |
Шаг резьбы мелкий | __ | __ | __ | __ | __ | __ | __ | 1 | 1,25 | 1,25 | 1,5 | 1,5 | 2 |
S | 3,2 | 4 | 5 | 5,5 | 7 | 8 | 10 | 13 | 16 | 18 | 24 | 30 | 36 |
e | 3,3 | 4,2 | 5,3 | 5,9 | 7.5 | 8,6 | 10,9 | 14,2 | 17,6 | 19,9 | 16.2 | 33 | 39,6 |
m | 1,3 | 1.6 | 2 | 2,4 | 3,2 | 4,7 | 5,2 | 6,8 | 8,4 | 10,8 | 14,8 | 18 | 21,5 |
Согласно ГОСТ 5915 – 70 высота гайки при d = 12 мм составляет m=10,8 мм.
Затем найдем толщину шайбы.
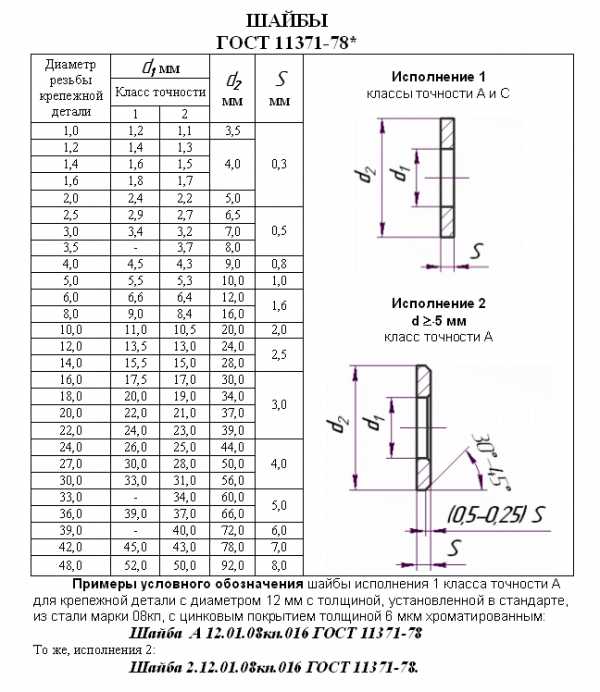
Согласно ГОСТ 11371 – 78 (табл.8) толщина шайбы при d =12 мм составит sш=2,5 мм.
Таблица 8. Размеры шайб в миллиметрах.
Запас резьбы, выступающей над гайкой, вычисляется по формуле
К = (2 … 2,5) Р,
где К – запас резьбы (выступающая часть шпильки над гайкой),
Р – шаг резьбы. К = (2 … 2,5) х 1,25 = (2,5 – 3,125)мм (рис.4).
Подставив в формулу значения, получим l= H + m + sш + K = 32 + 10,8 + 2,5 + 3,125 = 48,425 (мм). Округлив полученный результат до ближайшего стандартного значения (табл.6) в большую сторону и получаем искомую длину, т.е. l = 50 мм .
Таким образом, в результате расчета для соединения заданных деталей применяются следующие стандартные крепежные изделия:
Шпилька М12 х 1,25 х 50 ГОСТ 22032 – 76
Гайка М12 х 1,25 ГОСТ 5915 – 70
Шайба 12 ГОСТ 11371 – 78.
Диаметр сквозных отверстий в детали поз. 2 определяется по ГОСТ 11284-75 (табл.8):
dотв. =14 мм
Таблица 8. Сквозные отверстия под крепежные детали по ГОСТ 11284-75.
Диаметр стержня d | Диаметр сквозного отверстия d1 |
| Диаметр стержня d | Диаметр сквозного отверстия d1 | ||||
Ряд 1 | Ряд 2 | Ряд 3 | Ряд 1 | Ряд 2 | Ряд 3 | |||
Е4 | 4,3 | 4,5 | 4,8 | 16 | 17 | 18 | 19 | |
5 | 5,3 | 5,5 | 5,8 | 18 | 19 | 20 | 21 | |
6 | 6,4 | 6,6 | 7,0 | 20 | 21 | 22 | 24 | |
8 | 8,4 | 9,0 | 10,0 | 22 | 23 | 24 | 26 | |
10 | 10,5 | 11,0 | 12,0 | 24 | 25 | 26 | 28 | |
12 | 13,0 | 14,0 | 15,0 | 27 | 28 | 30 | 32 | |
14 | 15,0 | 16,0 | 17,0 | 30Е | 31 | 33 | 35 | |
Параметрами положения являются межцентровые расстояния: 78 мм х 48 мм
В детали поз.3 необходимо просверлить отверстия под ввинчиваемый конец шпилек b1 (рис.5). Выбираем глубину резьбовой части, глубину отверстия и его диаметр.
-длина резьбы полного профиля определяется как
h=b1 + (2-3)хP=12 +(2-3)х 1.25=(14.5 – 15,75)мм
Пусть h будет 15 мм.
По табл.4 определяем требуемый диаметр отверстия d0 под резьбу – 10,75 мм.
По табл. 2 установим нормальный недорез h2 внутренней метрической резьбы с шагом 1,25 мм – 4 мм и затем вычислим глубину глухого отверстия
H=h+h1=15+4=19 мм
Для нарезания внутренней метрической резьбы с шагом 1,25 мм необходимая высота фаски «с», составляет 1,6 мм (табл.2). Определим диаметр зенковки отверстия (зенкование – обработка входной или выходной части отверстия с целью снятия фасок, а также образование углублений под головки болтов, винтов и заклепок).
D=d0 + 2c=10,75 +2х1,6=13.95 мм
Таким образом, в Основании необходимо спроектировать четыре глухих резьбовых отверстия под шпилечное соединение со следующими параметрами:
d0 (диаметр отверстия) – 10,75 мм;
D (диаметр зенковки) – 14 мм;
H (глубина отверстия) – 19 мм;
h (длина резьбы полного профиля) – 15 мм.
studfiles.net
ГОСТ 11284-75 – Отверстия сквозные под крепежные детали. Размеры.
ГОСТ 11284-75
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОТВЕРСТИЯ СКВОЗНЫЕ
ПОД КРЕПЕЖНЫЕ ДЕТАЛИ
РАЗМЕРЫ
Москва
Стандартинформ
2006
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ОТВЕРСТИЯ СКВОЗНЫЕ ПОД КРЕПЕЖНЫЕ Размеры Through holes for fasteners. |
ГОСТ Взамен ГОСТ 11284-65 |
Издание с Изменением № 1, утвержденным в декабре 1981 г. (ИУС 2-82)
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. № 3134 дата введения установлена
01.01.77
Ограничение срока действия снято по протоколу № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
1. Настоящий стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами.
2. Размеры сквозных отверстий должны соответствовать указанным на чертеже и в таблице.
мм
|
Диаметры стержней крепежных деталей d |
Диаметры сквозных отверстий dh |
Диаметры стержней крепежных деталей d |
Диаметры сквозных отверстий dh |
||||
|
1-й ряд |
2-й ряд |
3-й ряд |
1-й ряд |
2-й ряд |
3-й ряд |
||
|
1,0 |
1,1 |
1,2 |
1,3 |
36,0 |
37,0 |
39,0 |
42,0 |
|
1,2 |
1,3 |
1,4 |
1,5 |
39,0 |
40,0 |
42,0 |
45,0 |
|
1,4 |
1,5 |
1,6 |
1,8 |
42,0 |
43,0 |
45,0 |
48,0 |
|
1,6 |
1,7 |
1,8 |
2,0 |
45,0 |
46,0 |
48,0 |
52,0 |
|
1,8 |
2,0 |
2,1 |
2,2 |
48,0 |
50,0 |
52,0 |
56,0 |
|
2,0 |
2,2 |
2,4 |
2,6 |
52,0 |
54,0 |
56,0 |
62,0 |
|
2,5 |
2,7 |
2,9 |
3,1 |
56 |
58 |
62 |
66 |
|
3,0 |
3,2 |
3,4 |
3,6 |
60 |
62 |
66 |
70 |
|
4,0 |
4,3 |
4,5 |
4,8 |
64 |
66 |
70 |
74 |
|
3,5 |
3,7 |
3,9 |
4,2 |
68 |
70 |
74 |
78 |
|
4,5 |
4,8 |
5,0 |
5,3 |
72 |
74 |
78 |
82 |
|
5,0 |
5,3 |
5,5 |
5,8 |
76 |
78 |
82 |
86 |
|
6,0 |
6,4 |
6,6 |
7,0 |
80 |
82 |
86 |
91 |
|
7,0 |
7,4 |
7,6 |
8,0 |
85 |
87 |
91 |
96 |
|
8,0 |
8,4 |
9,0 |
10,0 |
90 |
93 |
96 |
101 |
|
10,0 |
10,5 |
11,0 |
12,0 |
95 |
98 |
101 |
107 |
|
12,0 |
13,0 |
14,0 (13,5) |
15,0 (14,5) |
100 |
104 |
107 |
112 |
|
14,0 |
15,0 |
16,0 (15,5) |
17,0 (16,5) |
105 |
109 |
112 |
117 |
|
16,0 |
17,0 |
18,0 (17,5) |
19,0 (18,5) |
110 |
114 |
117 |
122 |
|
18,0 |
19,0 |
20,0 |
21,0 |
115 |
119 |
122 |
127 |
|
20,0 |
21,0 |
22,0 |
24,0 |
120 |
124 |
127 |
132 |
|
22,0 |
23,0 |
24,0 |
26,0 |
125 |
129 |
132 |
137 |
|
24,0 |
25,0 |
26,0 |
28,0 |
130 |
134 |
137 |
144 |
|
27,0 |
28,0 |
30,0 |
32,0 |
140 |
144 |
147 |
155 |
|
30,0 |
31,0 |
33,0 |
35,0 |
150 |
155 |
158 |
165 |
|
33,0 |
34,0 |
36,0 |
38,0 |
160 |
165 |
168 |
175 |
Примечания:
1. 3-й ряд отверстий не допускается применять для заклепочных соединений.
2. Рекомендации по выбору рядов сквозных отверстий приведены в приложении.
3. Размеры в скобках применять не рекомендуется.
3. Предельные отклонения диаметров отверстий:
для 1-го ряда – Н12;
для 2-го ряда – Н13;
для 3-го ряда – Н14.
1-3. (Измененная редакция, Изм. № 1).
4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать».
(Введен дополнительно, Изм. № 1).
Рекомендуемое
1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм, для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по приводимой ниже таблице.
Тип соединения
|
Количество и расположение отверстий |
Способ образования отверстий |
Тип соединения |
Рекомендуемый ряд сквозных отверстий |
|
Любое количество отверстий и любое их расположение |
Обработка отверстий по кондукторам |
I и II |
1-й ряд |
|
а – отверстия расположены в один ряд и координированы относительно оси отверстия или базовой плоскости |
Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности |
I |
|
|
II |
2-й ряд |
||
|
б – отверстия (с числом до четырех) расположены в два ряда и координированы относительно их осей |
Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности |
I |
2-й ряд |
|
II |
3-й ряд |
||
|
а – отверстия расположены в два и более ряда и координированы относительно осей отверстий или базовых плоскостей б – отверстия расположены по окружности |
Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности |
I и II |
2-й ряд |
|
Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности |
I |
3-й ряд |
2. Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу между головкой и стержнем.
snipov.net
5 Требования к отверстиям под болтовые соединения
Версия для печати
5.1 Номинальные диаметры отверстий под болтовые соединения различных видов и классов точности А, В и С по ГОСТ 1759.0, а также высокопрочных болтов по ГОСТ Р 52643 и ГОСТ Р 52644 принимают в соответствии с действующими нормативными документами1 и рабочей документацией.
1 На территории Российской Федерации действует СП 16.13330.2011 “СНиП II-23-81* Стальные конструкции”
5.2 Образование отверстий проводят на предприятии-изготовителе сверлением или продавливанием. Продавливание отверстий не допускается в расчетных соединениях, а также оговоренных в рабочей документации.
5.3 Предельные отклонения диаметров отверстий от проектных в зависимости от способа образования и типа болтового соединения приведены в таблице 8.
Таблица 8 – Предельные отклонения диаметров отверстий
Таблица 8 – Предельные отклонения диаметров отверстий
| Наименование отклонения, способ образования отверстий | Диаметр отверстий, мм | Предельное отклонение диаметра отверстия | Допускаемое число отклонений в каждой группе отверстий для сталей | ||
|---|---|---|---|---|---|
| под болты классов точности В, С и высокопрочные | под болты класса точности А | С235-С285 | С345-С440 | ||
| Отклонения диаметра продавленных отверстий, а также их овальность | До 17 вкпюч. | 0; +0,6; | – | Не ограничивается | |
| Св.17 | 0; +1,0 | ||||
| Отклонения диаметра просверленных отверстий, а также их овальность | До 17 вкпюч. | 0; +0,6; | 0; +0,24; | ||
| Св.17 | 0; +1,0 | 0; +0,28 | |||
| Завалы размером более 1 мм и трещины в краях отверстий | – | – | – | Не допускается | |
| Косина (уклон оси) до 3% толщины пакета для болтов | – | – | – | Не ограничивается | |
| Косина больших значений | – | – | – | Не допускается | |
| Отклонение глубины зенковки/td> | До 48 вкпюч./td> | ±0,4/td> | Не ограничивается | ||
Примечание – Диаметр продавленных отверстий со стороны матрицы не должен превышать номинального диаметра отверстий более чем на 1,5 мм. Применение продавленных отверстий в расчетных соединениях не допускается.
5.4 Контрольная и общая сборка конструкций с монтажными болтовыми соединениями должна выполняться на предприятии-изготовителе, если это оговорено в рабочей документации.
/ в начало
/ вперед>>
23 Декабря 2015 г.
gazovik-teplo.ru
Какого диаметра нужна сверло, чтобы просверлить отверстие под винт или болт в металле, без нарезания резьбы?
попробуй по другому сформулировать вопрос, например допуск посадки под зенковку
сверли 6,5 мм если будут несовпадения отверстий – по месту проткнешь сверлом сразу 2 детали если головки впотай – то зенковка делается диаметром равным диаметру головки (чуть больше) угол заточки сверла – 90 градусов Удачи!
Все верно, точек крепления нужно больше двух.) Что бы болт не болтался, сверлить не более 6,5 мм. А “лунку” нужно делать зенковкой. Зенковку можно заменить сверлом. Но тогда сперва нужно делать саму “лунку”,а затем сверлить сверлом 6.5. . Сверло (зенковку) под шляпку винта, подберите в зависимости от её диаметра. В итоге будет, как на третьей картинке. <img data-hsrc=”//otvet.imgsmail.ru/download/u_f2522bb563b6822288cd300a896fe01e_800.jpg” src=”//otvet.imgsmail.ru/download/u_f2522bb563b6822288cd300a896fe01e_120x120.jpg”><img data-hsrc=”//otvet.imgsmail.ru/download/u_67b9055e6525f3b98fde5660ad26fe3b_800.jpg” src=”//otvet.imgsmail.ru/download/u_67b9055e6525f3b98fde5660ad26fe3b_120x120.jpg”><img data-hsrc=”//otvet.imgsmail.ru/download/u_a7e43da6e141a277a47ab6b741d442a3_800.jpg” src=”//otvet.imgsmail.ru/download/u_a7e43da6e141a277a47ab6b741d442a3_120x120.jpg”>
Под винт М6 диаметр отверстия 1-ряд согласно ГОСТ 6,4мм. А “лунка” по уму делается не сверлом по металлу, а предназначенной для того зенковкой. Угол головки винта 90, а угол заточки сверла по металлу 115-118. Соответственно головка винта будет опираться не всей поверхностью и соединение будет ослабевать, придется неоднократно протягивать. “Шляпка ” винта называется головкой и под головку стандартного М6 нужна зенковка 12мм. Ни что не мешает найти нестандартный – тогда подбирать по диаметру головки. Вот такие тонкости винтовых соединений или почему отечественная техника часто конструктор сделай сам
под болт М6 сверли диаметром 6,у них наружные диаметры равны и болтаться не будет. А потай делай сверлом заточенным под 90 градусов, тогда потай будет плотный
touch.otvet.mail.ru