Диаметр отверстия под резьбу гост – ГОСТ 19257-73 Отверстия под нарезание метрической резьбы. Диаметры
alexxlab | 29.03.2018 | 0 | Вопросы и ответы
В сфере машиностроения и металлообработки применяются внутренние метрические резьбы. Для молодых специалистов важно знать диаметры отверстий под резьбу, а так же допуски. При выполнении точных отверстий под резьбу молодые специалисты не только могут нарезать точную резьбу, но и возможно сократить брак. Таблица диаметров отверстий под нарезание внутренней метрической резьбы с допусками регламентированы ГОСТ 16093-81 (ГОСТ 19257-73). Таблица диаметров отверстий под нарезание внутренней метрической резьбы
Скрытый брак не допускается! | ||||||
www.tokar-work.ru
Диаметр отверстия под резьбу в соответствии с ГОСТ
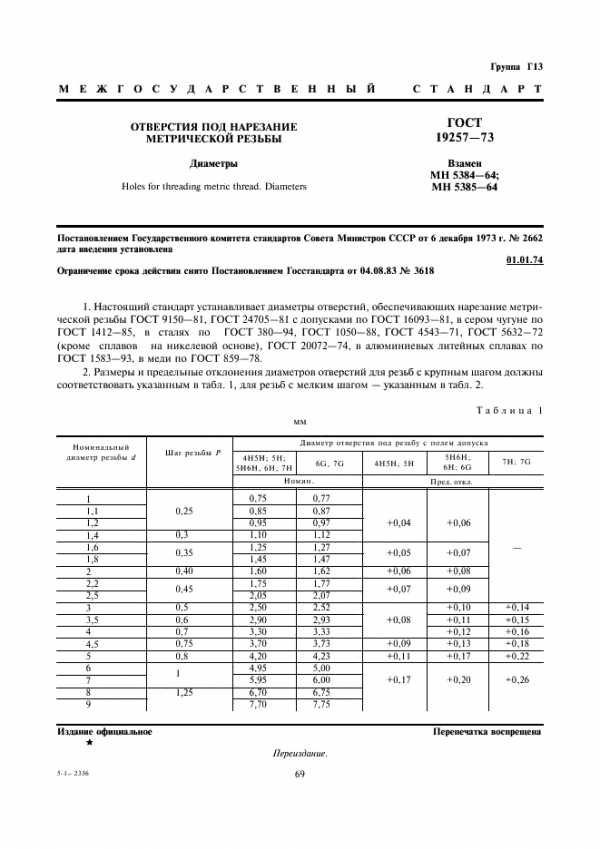
 Чтобы правильно нарезать резьб, надо правильно просверлить отверстие. В статье приведены выдержки из стандарта, определяющего диаметр отверстий для разных резьб.
Чтобы правильно нарезать резьб, надо правильно просверлить отверстие. В статье приведены выдержки из стандарта, определяющего диаметр отверстий для разных резьб.
В общем можно применять простое правило – чтобы узнать диаметр отверстия под резьбу, надо из диаметра резьбы вычесть её шаг, например стандартный болт М8 (шаг – 1,25) 8-1,25 = 6,75 мм
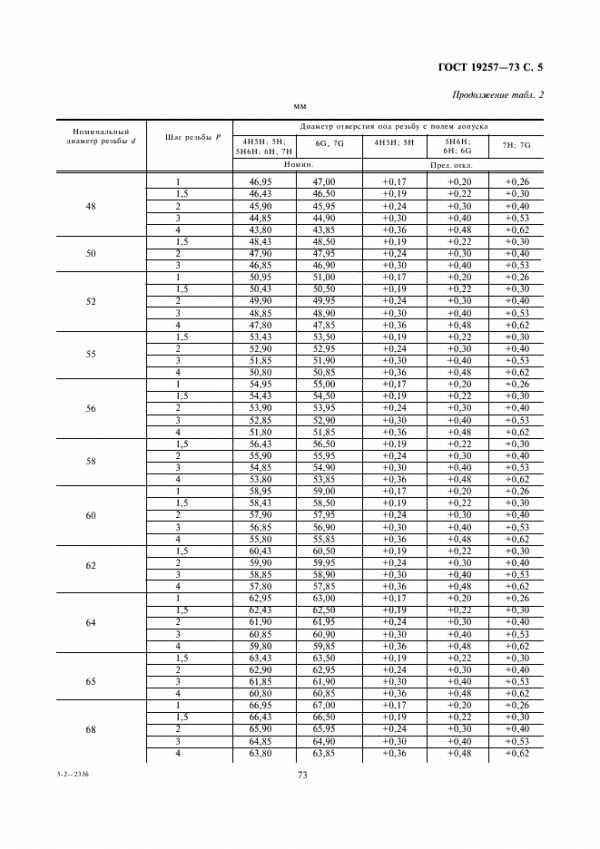
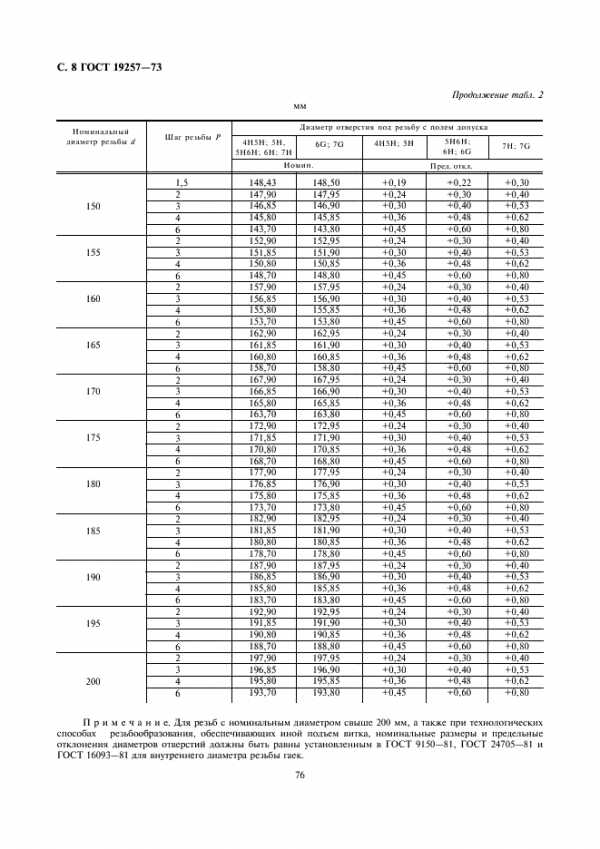
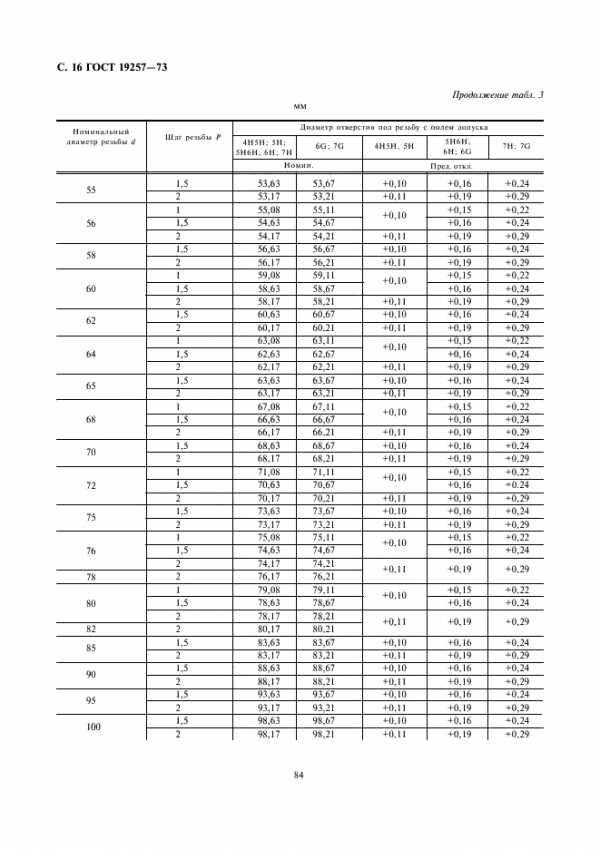
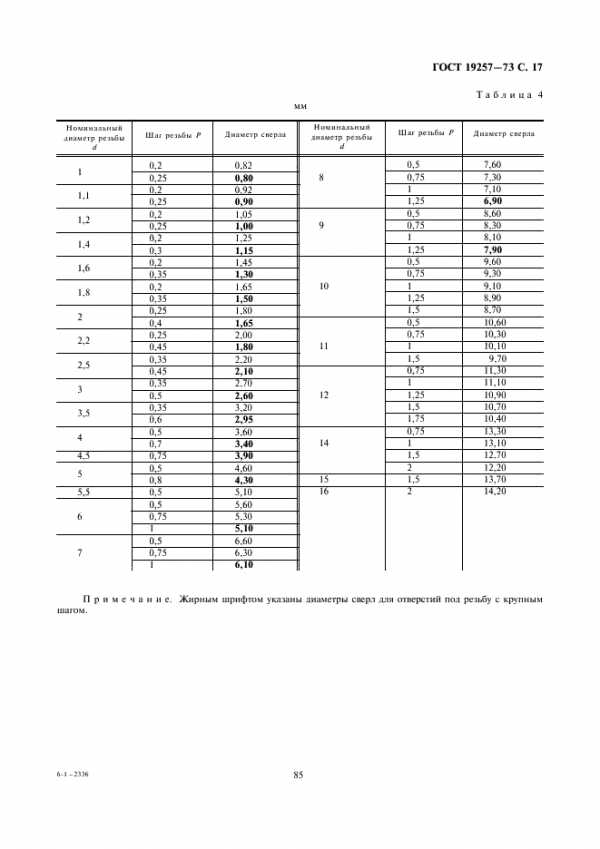
Но для тех кто любит точность – таблица из ГОСТ 19257-73
Таблица №1 для мелкой резьбы
Номинальный диаметр резьбы | Шаг резьбы | Диаметр отверстия под резьбу с полем допуска | ||
|
| Номинал | Предельные отклонения | |
4 | 0,7 | 3,30 | 3,33 |
|
4,5 | 0,75 | 3,70 | 3,73 | +0,09 |
5 | 0,8 | 4,20 | 4,23 | +0,11 |
6 | 1 | 4,95 | 5,00 | +0,17 |
7 |
| 5,95 | 6,00 |
|
8 | 1,25 | 6,70 | 6,75 |
|
9 |
| 7,70 | 7,75 |
|
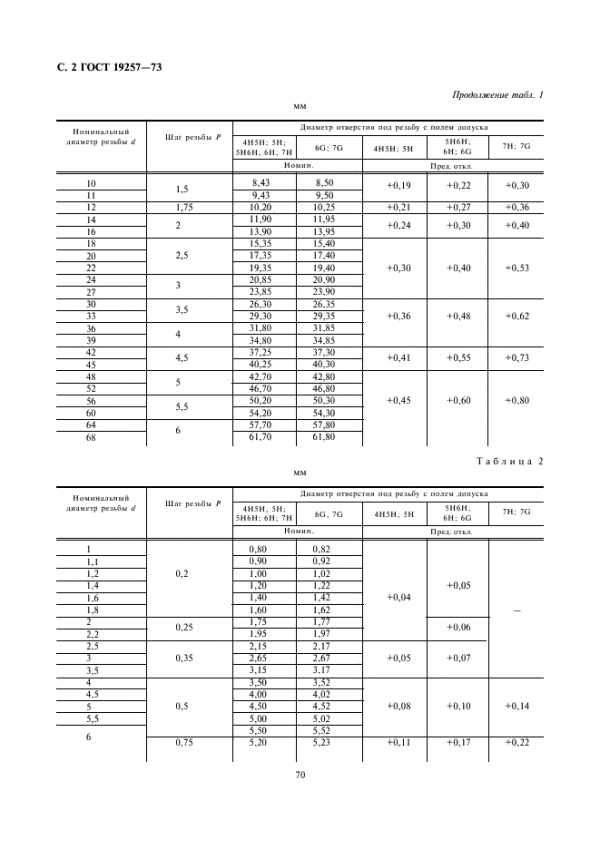
10 | 1,5 | 8,43 | 8,50 | +0,19 |
11 |
| 9,43 | 9,50 |
|
12 | 1,75 | 10,20 | 10,25 | +0,21 |
14 | 2 | 11,90 | 11,95 | +0,24 |
16 |
| 13,90 | 13,95 |
|
18 | 2,5 | 15,35 | 15,40 | +0,30 |
20 |
| 17,35 | 17,40 |
|
22 |
| 19,35 | 19,40 |
|
24 | 3 | 20,85 | 20,90 |
|
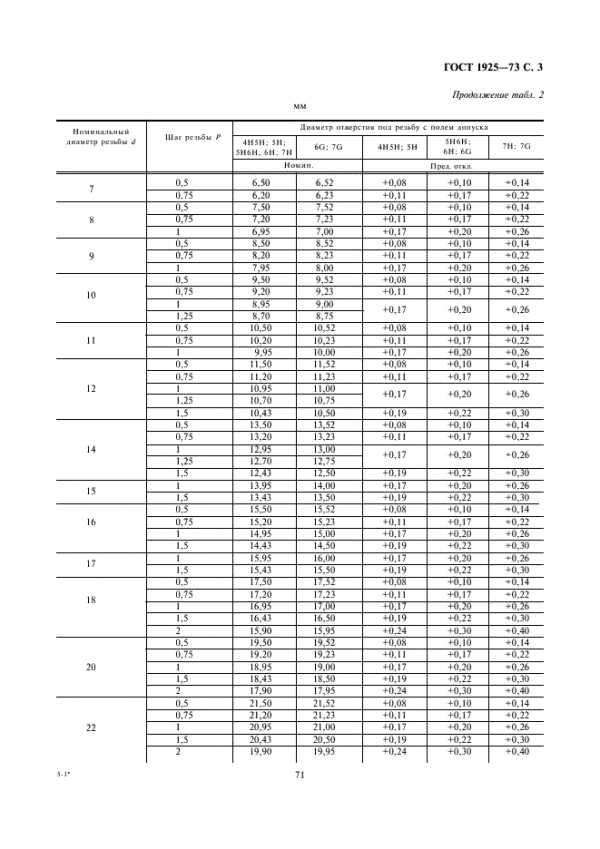
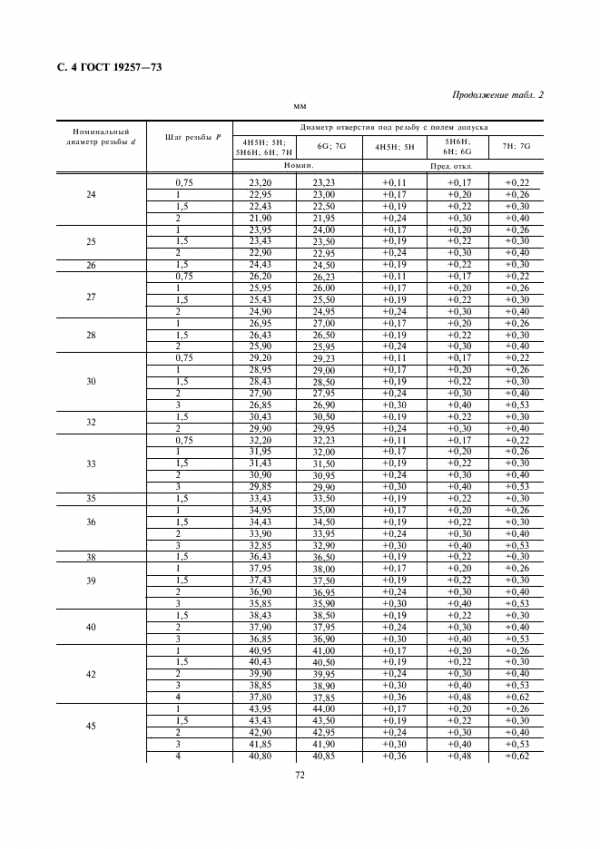
Таблица №2 для мелкой резьбы
Диметр резьбы | Шаг резьбы | Диаметр отверстия с допуском | ||
|
| Номинал | Предельные отклонения | |
4 | 0,5 | 3,50 | 3,52 | +0,08 |
4,5 |
| 4,00 | 4,02 |
|
5 |
| 4,50 | 4,52 |
|
5,5 |
| 5,00 | 5,02 |
|
6 |
| 5,50 | 5,52 |
|
| 0,75 | 5,20 | 5,23 | +0,11 |
7 | 0,5 | 6,50 | 6,52 | +0,08 |
| 0,75 | 6,20 | 6,23 | +0,11 |
8 | 0,5 | 7,50 | 7,52 | +0,08 |
| 0,75 | 7,20 | 7,23 | +0,11 |
| 1 | 6,95 | 7,00 | +0,17 |
9 | 0,5 | 8,50 | 8,52 | +0,08 |
| 0,75 | 8,20 | 8,23 | +0,11 |
| 1 | 7,95 | 8,00 | +0,17 |
10 | 0,5 | 9,50 | 9,52 | +0,08 |
| 0,75 | 9,20 | 9,23 | +0,11 |
| 1 | 8,95 | 9,00 | +0,17 |
| 1,25 | 8,70 | 8,75 |
|
11 | 0,5 | 10,50 | 10,52 | +0,08 |
| 0,75 | 10,20 | 10,23 | +0,11 |
| 1 | 9,95 | 10,00 | +0,17 |
12 | 0,5 | 11,50 | 11,52 | +0,08 |
| 0,75 | 11,20 | 11,23 | +0,11 |
| 1 | 10,95 | 11,00 | +0,17 |
| 1,25 | 10,70 | 10,75 |
|
| 1,5 | 10,43 | 10,50 | +0,19 |
14 | 0,5 | 13,50 | 13,52 | +0,08 |
| 0,75 | 13,20 | 13,23 | +0,11 |
| 1 | 12,95 | 13,00 | +0,17 |
| 1,25 | 12,70 | 12,75 |
|
| 1,5 | 12,43 | 12,50 | +0,19 |
15 | 1 | 13,95 | 14,00 | +0,17 |
| 1,5 | 13,43 | 13,50 | +0,19 |
16 | 0,5 | 15,50 | 15,52 | +0,08 |
| 0,75 | 15,20 | 15,23 | +0,11 |
| 1 | 14,95 | 15,00 | +0,17 |
| 1,5 | 14,43 | 14,50 | +0,19 |
17 | 1 | 15,95 | 16,00 | +0,17 |
| 1,5 | 15,43 | 15,50 | +0,19 |
18 | 0,5 | 17,50 | 17,52 | +0,08 |
| 0,75 | 17,20 | 17,23 | +0,11 |
| 1 | 16,95 | 17,00 | +0,17 |
| 1,5 | 16,43 | 16,50 | +0,19 |
| 2 | 15,90 | 15,95 | +0,24 |
20 | 0,5 | 19,50 | 19,52 | +0,08 |
| 0,75 | 19,20 | 19,23 | +0,11 |
| 1 | 18,95 | 19,00 | +0,17 |
| 1,5 | 18,43 | 18,50 | +0,19 |
| 2 | 17,90 | 17,95 | +0,24 |
22 | 0,5 | 21,50 | 21,52 | +0,08 |
| 0,75 | 21,20 | 21,23 | +0,11 |
| 1 | 20,95 | 21,00 | +0,17 |
| 1,5 | 20,43 | 20,50 | +0,19 |
| 2 | 19,90 | 19,95 | +0,24 |
24 | 0,75 | 23,20 | 23,23 | +0,11 |
| 1 | 22,95 | 23,00 | +0,17 |
| 1,5 | 22,43 | 22,50 | +0,19 |
| 2 | 21,90 | 21,95 | +0,24 |
edvan.by
ГОСТ 21350-75 Отверстия под нарезание трубной конической резьбы. Диаметры, ГОСТ от 12 декабря 1975 года №21350-75
ГОСТ 21350-75
Группа Г13
1. РАЗРАБОТАН И ВНЕСЕН Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12.12.75 N 3877
3. ВЗАМЕН ГОСТ 5389-64
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по Постановлению Госстандарта от 29.06.84 N 2403
6. ПЕРЕИЗДАНИЕ
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной конической резьбы по ГОСТ 6211 в изделиях из сталей по ГОСТ 380, ГОСТ 4543, ГОСТ 1050, ГОСТ 19281 и ГОСТ 5632 (кроме сплавов на никелевой основе), ГОСТ 20072 и меди по ГОСТ 859.
2. Диаметры отверстий с развертыванием на конус и их предельные отклонения должны соответствовать указанным на черт.1 и в табл.1.
Черт.1
Таблица 1
Номинальный размер резьбы, дюймы | Число ниток на 1″ | Шаг , мм | Диаметр отверстия | Глубина сверления , мм | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
28 | 0,907 | 8,10 | +0,20 | 8,57 | +0,10 | 15 | |
19 | 1,337 | 10,80 | +0,24 | 11,45 | 20 | ||
14,30 | 14,95 | 24 | |||||
14 | 1,814 | 17,90 | 18,63 | 29 | |||
23,25 | +0,28 | 24,12 | 31 | ||||
1 | 11 | 2,309 | 29,35 | 30,29 | 37 | ||
1 | 37,80 | +0,34 | 38,95 | 40 | |||
1 | 43,70 | 44,85 | 42 | ||||
2 | 55,25 | +0,40 | 56,66 | 44 | |||
Примечание. Для резьб с номинальным размером свыше 2″ номинальные диаметры отверстий и их предельные отклонения должны быть равны установленным ГОСТ 6211 для внутреннего диаметра резьбы.
3. Диаметры отверстий без развертывания на конус и их предельные отклонения должны соответствовать указанным на черт.2 и в табл.2.
Черт.2
Таблица 2
Номинальный размер резьбы, дюймы | Число ниток на 1″ | Шаг , мм | Диаметр отверстия | Глубина сверления , мм | |
Номин. | Пред. откл. | ||||
28 | 0,907 | 8,25 | +0,20 | 15 | |
19 | 1,337 | 11,05 | +0,24 | 20 | |
14,50 | 24 | ||||
14 | 1,814 | 18,10 | +0,28 | 29 | |
23,60 | 31 | ||||
1 | 11 | 2,309 | 29,65 | 37 | |
1 | 38,30 | +0,34 | 40 | ||
1 | 44,20 | 42 | |||
2 | 56,00 | +0,40 | 44 | ||
4. Допускается под нарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
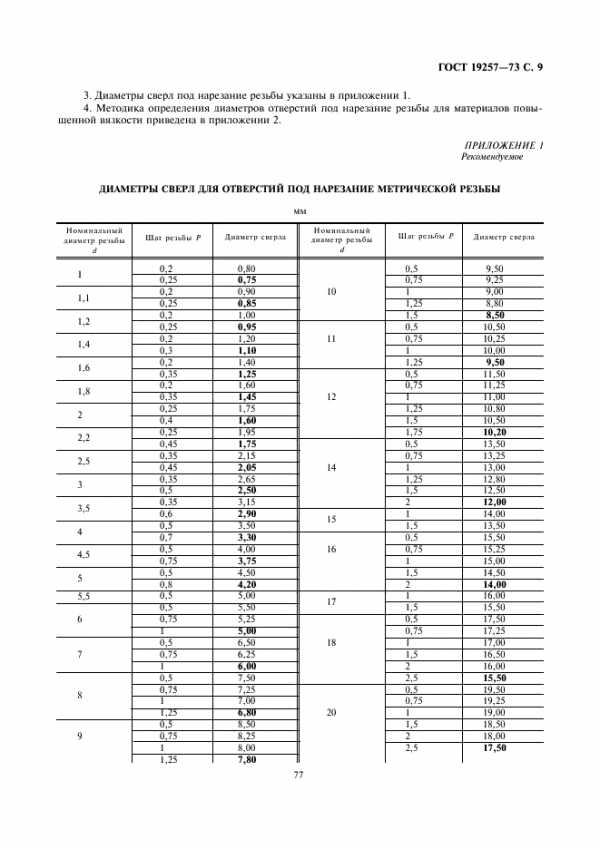
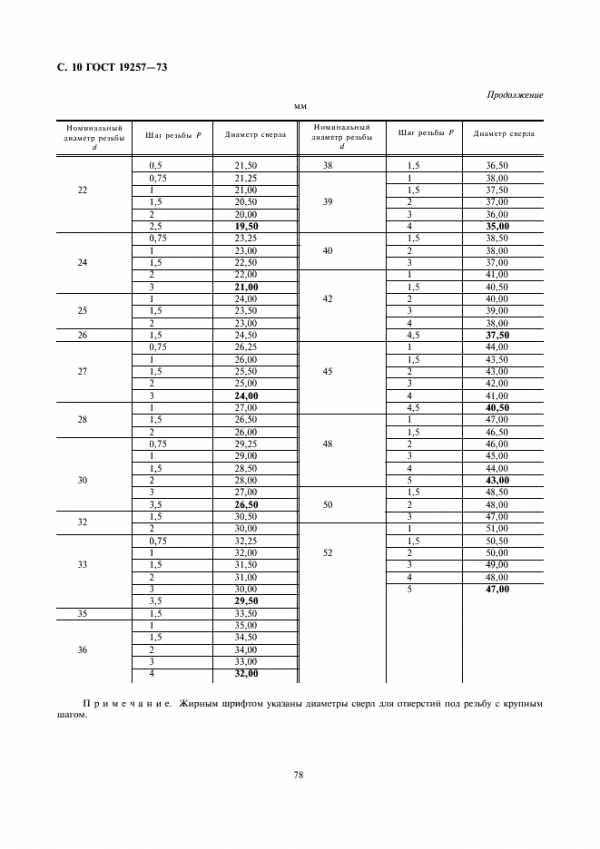
5. Диаметры сверл для отверстий под нарезание резьбы указаны в приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
Номинальный размер резьбы, дюймы | Число ниток на 1″ | Шаг , мм | Диаметр сверла для отверстия, мм | |
с развертыванием на конус | без развертывания на конус | |||
28 | 0,907 | 8,1 | 8,3 | |
19 | 1,337 | 10,8 | 11,1 | |
14,25 | 14,5 | |||
14 | 1,814 | – | – | |
23,25 | ||||
1 | 11 | 2,309 | – | |
1 | 38,25 | |||
1 | – | |||
2 | 56,00 | |||
Электронный текст документа
подготовлен АО “Кодекс” и сверен по:
официальное издание
Дюймовые и специальные резьбы: Сб. ГОСТов. –
М.: ИПК Издательство стандартов, 2003
docs.cntd.ru
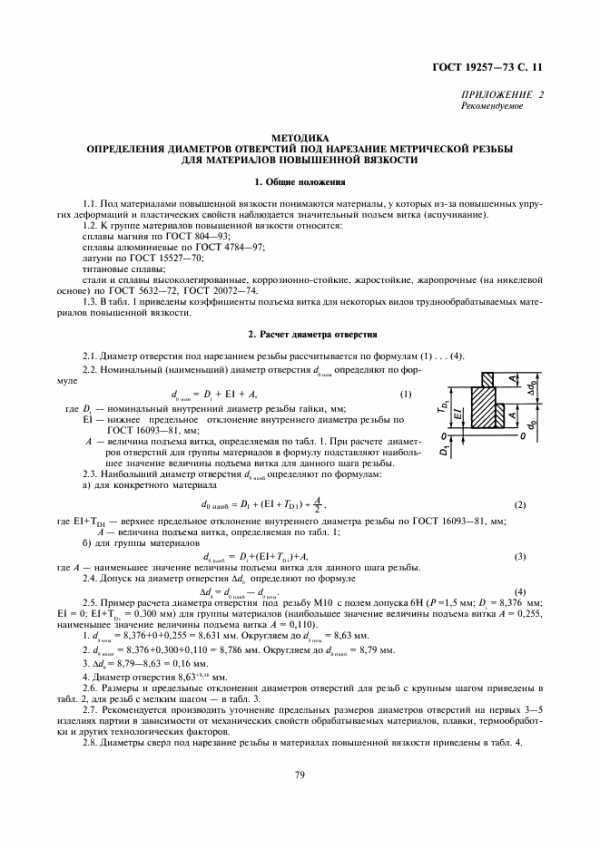
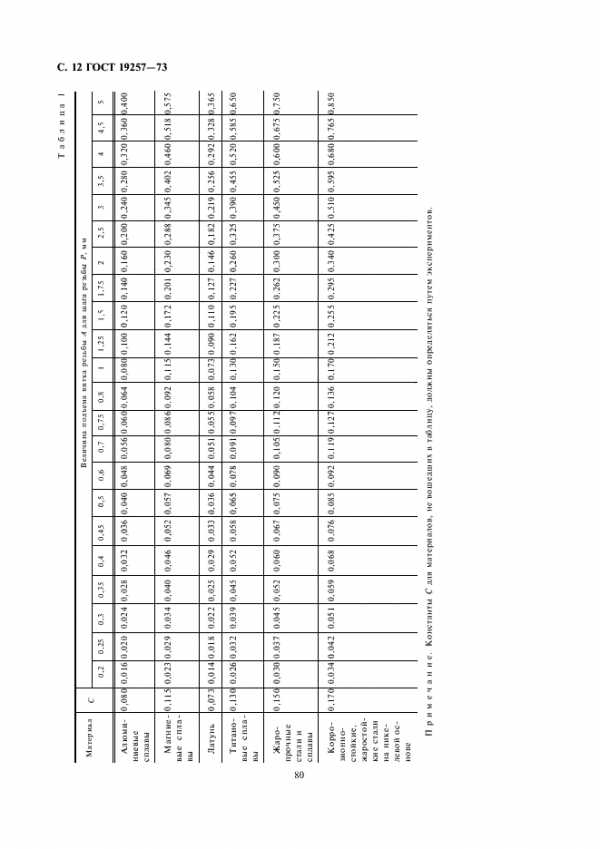
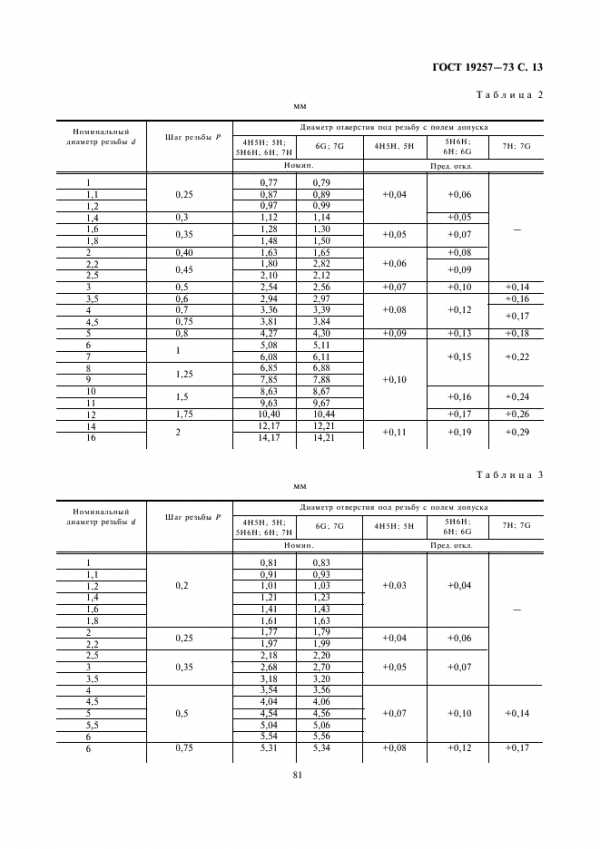
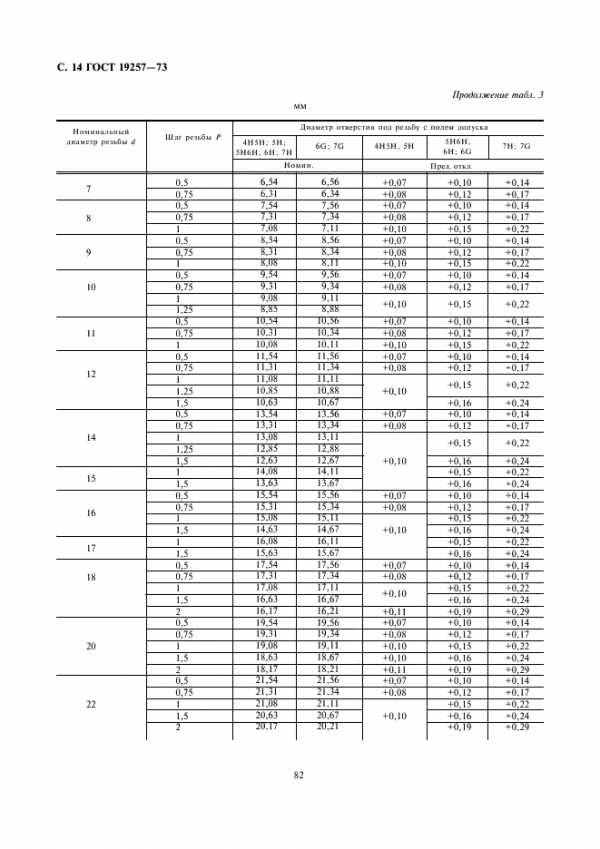
ГОСТ 19257-73 Отверстия под нарезание метрической резьбы. Диаметры
Название англ.: Holes for threading metric thread. DiametersСодержание госта: Настоящий стандарт устанавливает диаметры отверстий, обеспечивающих нарезание метрической резьбы с допусками, в сером чугуне, в сталях, в алюминиевых литейных сплавах, в меди



Похожие документы
- ГОСТ Р 52628-2006 Гайки. Механические свойства и методы испытаний
- ГОСТ 6393-73 Гайки круглые с отверстиями на торце “под ключ” класса точности А. Конструкция и размеры
- ГОСТ 10610-72 Гайки шестигранные низкие с уменьшенным размером “под ключ” с диаметром резьбы свыше 48 мм (класс точности А). Конструкция и размеры
- ГОСТ 10608-72 Гайки шестигранные с уменьшенным размером “под ключ” с диаметром резьбы свыше 48 мм (класс точности А). Конструкция и размеры
- ГОСТ 10609-72 Гайки шестигранные корончатые с уменьшенным размером “под ключ” с диаметром резьбы свыше 48 мм (класс точности А). Конструкция и размеры
- ГОСТ Р 52645-2006 Гайки высокопрочные шестигранные с увеличенным размером под ключ для металлических конструкций. Технические условия
znaytovar.ru
Диаметры отверстий под метрическую резьбу
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные Клейма цифровые и буквенные Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные с коническим хвостовиком»» Фрезы шпоночные с цилиндрическим хвостовиком»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пилы ленточные» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1000»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg – трубопроводная резьба»» Rc – трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg – трубопроводная резьба»» R – трубная коническая резьба»» Vg – вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенкеры Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с к/х шлифованные HSS, NWKу, сверхдлинной серии» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC – инструменты для снятия заусенцев, фасок и шабрения поверхностей. Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESAB, ШвецияFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
amstool.ru
ГОСТ 21348-75. Отверстия под нарезание трубной…
Действующий
Дата введения 01.01.77
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной цилиндрической резьбы по ГОСТ 6357 в изделиях из сталей по ГОСТ 380, ГОСТ 4543, ГОСТ 1050, ГОСТ 19281 и ГОСТ 5632 (кроме сплавов на никелевой основе) и меди по ГОСТ 859.
2. Диаметры отверстий и предельные отклонения должны соответствовать указанным в таблице.
Номинальный размер резьбы, дюймы | Число ниток на 1² | Шаг Р, мм | Диаметр отверстия под резьбу, мм | ||
Номин. | Пред. откл. для классов точности | ||||
А | В | ||||
1/8 | 28 | 0,907 | 8,62 | + 0,10 | + 0,20 |
1/4 | 19 | 1,337 | 11,50 | + 0,12 | + 0,25 |
3/8 | 15,00 | ||||
1/2 | 14 | 1,814 | 18,68 | + 0,14 | + 0,28 |
5/8 | 20,64 | ||||
3/4 | 24,17 | ||||
7/8 | 27,93 | ||||
1 | 11 | 2,309 | 30,34 | + 0,18 | + 0,36 |
1 1/8 | 35,00 | ||||
1 1/4 | 39,00 | ||||
1 3/8 | 41,41 | ||||
1 1/2 | 44,90 | ||||
1 3/4 | 50,84 | ||||
2 | 56,70 | ||||
2 1/4 | 62,80 | +0, 22 | + 0,43 | ||
2 1/2 | 72,27 | ||||
2 3/4 | 78,62 | ||||
3 | 84,97 | ||||
3 1/4 | 91,07 | ||||
3 1/2 | 97,42 | ||||
3 3/4 | 103,77 | ||||
4 | 110,12 | ||||
4 1/2 | 122,82 | ||||
5 | 135,52 | ||||
5 1/2 | 148,22 | ||||
6 | 160,92 | ||||
3. Допускается под нарезание трубной цилиндрической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
4. Диаметры сверл для отверстий под нарезание резьбы указаны в приложении.
Приложение (рекомендуемое). Диаметры сверл для отверстий под нарезание трубной цилиндрической резьбы.
Номинальный размер резьбы, дюймы | Шаг Р, мм | Диаметр сверла для классов точности резьбы | |
А | В | ||
1/8 | 0,907 | – | 8,7 |
1/4 | 1,337 | 11,5 | 11,5 |
3/8 | 15,0 | 15 | |
1/2 | 1,814 | – | 18,75 |
5/8 | 20,75 | ||
3/4 | 24,25 | ||
7/8 | 28 | ||
1 | 2,309 | – | 30,5 |
1 1/8 | 35,0 | 35 | |
1 1/4 | 39,0 | 39 | |
1 3/8 | – | 41,5 | |
1 1/2 | 45 | ||
1 3/4 | 51 | ||
Информационные данные
1. РАЗРАБОТАН И ВНЕСЕН Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12.12.75 № 3875
3. ВЗАМЕН МН 5388-64
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 380-94ГОСТ 859-2001ГОСТ 1050-88ГОСТ 4543-71ГОСТ 5632-72ГОСТ 6357-73ГОСТ 19281-89 | 1 1 1 1 1 1 1 |
5. Ограничение срока действия снято по Постановлению Госстандарта от 29.06.84 № 2403
6. ПЕРЕИЗДАНИЕ
dokipedia.ru
ГОСТ 21350-75 Отверстия под нарезание трубной конической резьбы. Диаметры
Текст ГОСТ 21350-75 Отверстия под нарезание трубной конической резьбы. Диаметры
государственный стандарт
СОЮЗА ССР
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
ДИАМЕТРЫ
ГОСТ 21350—75
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ СОВЕТА МИНИСТРОВ СССР Москва
РАЗРАБОТАН, ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
И. о. директора Герасимов Н. Н.
Руководитель темы и исполнитель Зарослова М. П.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3877
УДК 62—472.D0U4:62f.Se2.&82.22—434.5(083.74) Группа Г13
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
Диаметры
ГОСТ
21350-75
Holes for threading pipe taper screw thread. Diameters
Взамен MH 5389—64
Постановлением Государственного комитета стандартов Совета Министров СССР от 13 декабря 1975 т. Nf 3877 срок действия установлен
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной конической резьбы ло ГОСТ 6211—69 в изделиях из сталей по ГОСТ 380—71, ГОСТ 4543—71, ГОСТ 1050—74, ГОСТ 5058—75 и ГОСТ 5632—72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859—66.
2. Диаметры отверстий с развертыванием на конус и их предельные отклонения должны соответствовать указанным на черт. 1 и в табл. 1.
с 01.01.77 до 01.01.87
[0споВиая плоскость
Черт. 1
Издание официальное ★
Перепечатка воспрещена
© Издательство стандартов, 1976
Таблица I
Размеры в мм
|
Номинальный размер ре шбы в дюймах |
Число ниток на 1* |
Шаг Р |
Диаметр отверстия |
Глубина сверлениш 1 | |||
|
dо | |||||||
|
Номин |
Пред откл |
Номин |
Пред откл | ||||
|
1/8 |
28 |
0,907 |
8,10 |
4-0 20 |
8,57 |
+0,10 |
15 |
|
1/4 |
19 |
1,337 |
10,80 |
+0,24 |
11,45 |
20 | |
|
3/8 |
14,30 |
14,95 |
24 | ||||
|
1/2 |
14 |
1,814 |
17 90 |
18,63 |
29 | ||
|
3/4 |
23 25 |
+0,28 |
24,12 |
31 | |||
|
1 |
11 |
2,309 |
29,35 |
30,29 |
37 | ||
|
I 1/4 |
37,80 |
+0,34 |
38,95 |
40 | |||
|
1 1/2 |
43,70 |
44,85 |
42 | ||||
|
2 |
55,25 |
+0,40 |
56,66 |
44 | |||
Примечание Для резьб с номинальным размером свыше 2″ номинальные диаметры отверстий do и их предельные отклонения должны быть, равны установленным ГОСТ 6211—69 для внутреннего диаметра резьбы
3 Диаметры отверстий без развертывания на конус и их предельные отклонения должны соответствовать указанным на черт 2 и в табл 2
Основная плоскость
4 Допускается под нарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных
5 Диаметры сверл для отверстий под нарезание оезьбы указаны в рекомендуемом приложении
Таблица 2*
Размеры в мм
|
Номинальный размер резьбы в дюймах |
Число ниток на 1″ |
Шаг Р |
Диаметр отверстия |
Глубина сверления | |
|
Номин |
Пред, откл | ||||
|
*/« |
28 |
0,907 |
8,25 |
+0,20 |
15 |
|
Ч* |
19 |
1,337 |
11,05 |
+0,24 |
20 |
|
3/к |
14,50 |
24 | |||
|
Ча |
14 |
1,814 |
18,10 |
+0,28 |
29 |
|
зи |
23,60 |
31 | |||
|
1 |
11 |
2,309 |
29,65 |
37 | |
|
1 Ч* |
38,30 |
+0,34 |
40 | ||
|
1 V» |
44,20 |
42 | |||
|
2 |
56,00 |
+0,40 |
44 | ||
ПРИЛОЖЕНИЕ
Рекомендуемое
Диаметры сверл для отверстий под нарезание трубной конической резьбы
Размеры в мм
|
Номинальный размер резьбы в дюймах |
Число |
Шаг |
Диаметр сверла для отверстия | |
|
ниток на 1″ |
Р |
с развертыванием на конус |
без развертывания на конус | |
|
V* |
28 |
0,907 |
8,1 |
8,3 |
|
ч* |
19 |
1,337 |
10,8 |
ил |
|
3/в |
14,25 |
14,5 | ||
|
а/з |
14 1 |
1,814 |
— |
— |
|
эи |
23,25 |
— | ||
|
1 |
— |
— | ||
|
1 >/« |
11 |
2,309 |
— |
38,25 |
|
1 */г |
— |
— | ||
|
2 |
— |
56,00 | ||
Сдано
Редактор Я. Б. Заря Технический редактор Л. Б. Семенову-Корректор Af. Я. Гринвальд
набор 24.12.75 Подп. в печ. 11.02.76 0,5 п. л. Тир. 12000 Цена 3 кон.
Ордена «Знак Почета» Издательство стандартов. Москва, Д-22, Новоиресненский пер., Э Калужская типография стандартов, ул. Московская, 256, Зак. 16
allgosts.ru