Для чего электроды вольфрамовые – Вольфрамовые электроды | Сфера применения, принцип использования, требования ГОСТ и маркировка – на промышленном портале Myfta.Ru
alexxlab | 26.03.2018 | 0 | Вопросы и ответы
Вольфрамовые электроды | Сфера применения, принцип использования, требования ГОСТ и маркировка – на промышленном портале Myfta.Ru
 Различают плавящиеся и неплавящиеся электроды. К плавящимся электродам относятся те, которые во время сварки, расплавляясь, смешиваются с расплавленным металлом свариваемой детали. При этом образуется целостная сварочная система. Эти электроды изготовлены из меди и стали. Неплавящиеся электроды, как это видно из названия, не плавятся. К разряду таких электродов и относятся вольфрамовые. Применяя вольфрамовые электроды необходимо учитывать наличие присадочного материала, благодаря которому и образуется сварочная ванна.
Различают плавящиеся и неплавящиеся электроды. К плавящимся электродам относятся те, которые во время сварки, расплавляясь, смешиваются с расплавленным металлом свариваемой детали. При этом образуется целостная сварочная система. Эти электроды изготовлены из меди и стали. Неплавящиеся электроды, как это видно из названия, не плавятся. К разряду таких электродов и относятся вольфрамовые. Применяя вольфрамовые электроды необходимо учитывать наличие присадочного материала, благодаря которому и образуется сварочная ванна.
Вольфрамовые электроды – это незаменимый элемент, участвующий в сварке. Большее применение эти электроды нашли в дуговой сварке. Дуговая сварка вольфрамовыми электродами подразумевает под собой плавку металла с помощью термической энергии. За счет вольтовой дуги образуется тепловая энергия. Сама дуга – это мощнейший электрозаряд в ионизированной среде среди газов и паров. Через вольфрамовый электрод к месту сварки поступает электрический ток.
Вольфрамовые электроды, используемые вместе с присадочным материалом, характерны для процесса сварки цветного металла, а также сплавов и сварки элементов, изготовленных из легированной стали. В этом случае электрод образует шов. В производстве вольфрамовых электродов применяется только чистый вольфрам и ряд специальных присадок, улучшающих качество швов. Однако есть ряд недостатков в такой сварке.
 Поджиг сварочной дуги проходит три фазы:
Поджиг сварочной дуги проходит три фазы:- Сначала происходит короткое замыкание на деталь.
- Затем, удаляется электрод на небольшом расстоянии.
- Наконец, появляется стабильный дуговой разряд.
Как правило, в целях повышения качества зажигания сварочный дуги в электроды с содержанием вольфрама добавляют цирконий. В этом случае, получает распространение аргонодуговая сварка. Данный тип сварки особенно важен в сварке цветных металлов. При сварке аргон защищает электрод, саму дугу сварки и сварочную ванну от газа.
Как известно, электроды из чистого вольфрама используются и в сварке на постоянном токе. Правда, нагрузка при этом снижается, если сравнивать торированные и лантанированные электроды. Данные виды электродов чаще используются для сварки на постоянном токе при прямой полярности. Для этого проводят острую заточку электрода на конус на уровне, равном 2-3 диаметрам самого электрода. Заточка вольфрамовых электродов осуществляется посредством твердых дисков с мелким зерном с целью избежать образование заусенцев на торце.
Чтобы рабочий конец изнашивался как можно меньше, взамен ториевого электрода используют универсальные вольфрамовые электроды WL-20 или лантановые электроды. Они характеризуются легким запуском дуги, пониженной степенью к поджогам, устойчивостью дуги, а также хорошим повторным зажиганием дуги. Кроме того, при добавлении 2% оксида лантана повышается максимальные присутствие тока. При этом способность электрода возрастает примерно на 50% больше, чем при чистом вольфраме. Сварной шов не настолько сильно загрязняется, да и лантановые электроды сослужат долгую службу. Оксид лантана аккуратно размещается по всей длине электрода, благодаря чему сохраняется начальная заточка электрода.
 Все вольфрамовые электроды в обязательном порядке должны выполнять требования ГОСТа 23949-80. В сварке в среде инертных газов используются исключительно электроды, диаметр которых равен 0,5-10 мм. Каждый электрод подвергается маркировке. Так, электроды с диаметром 3 мм маркируют снятием рисок или фасок 1 мм на 45°. Маркировку вольфрамовых электродов наносят на 1 конец электрода. Ее наносят на торец полосой или точкой на поверхность торца на уровне 5-10 мм.
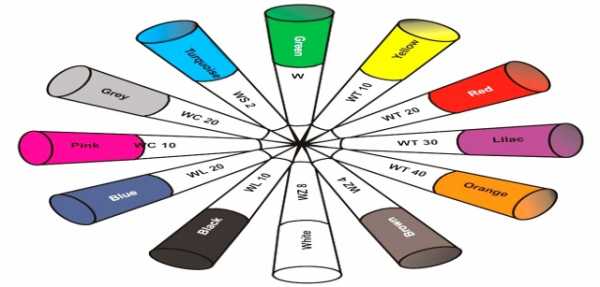
Иностранные вольфрамовые электроды имеют маркировку, которая непосредственно указывает на присутствие легирующих элементов, а также на их количество. В этом случае наносят цветовую маркировку, которая немногим облегчает задачу сварщика. Маркировка предполагает наличие таких марок как WL — лантанированные, WT –торированные, WC – церированные, WY – иттрированные, WZ – цирконированные, W – чистый вольфрам, WS – содержит легирующие элементы. Как правило, они принимают активное участие в сварке среди инертных газов. Это касается сварки по алюминию. Используя вольфрамовые электроды, применяемые для сварки алюминия, инертная среда представлена аргоном, гелием повышенной степени чистоты, а также смесью аргона и гелия.
Все вольфрамовые электроды в обязательном порядке должны выполнять требования ГОСТа 23949-80. В сварке в среде инертных газов используются исключительно электроды, диаметр которых равен 0,5-10 мм. Каждый электрод подвергается маркировке. Так, электроды с диаметром 3 мм маркируют снятием рисок или фасок 1 мм на 45°. Маркировку вольфрамовых электродов наносят на 1 конец электрода. Ее наносят на торец полосой или точкой на поверхность торца на уровне 5-10 мм.
Иностранные вольфрамовые электроды имеют маркировку, которая непосредственно указывает на присутствие легирующих элементов, а также на их количество. В этом случае наносят цветовую маркировку, которая немногим облегчает задачу сварщика. Маркировка предполагает наличие таких марок как WL — лантанированные, WT –торированные, WC – церированные, WY – иттрированные, WZ – цирконированные, W – чистый вольфрам, WS – содержит легирующие элементы. Как правило, они принимают активное участие в сварке среди инертных газов. Это касается сварки по алюминию. Используя вольфрамовые электроды, применяемые для сварки алюминия, инертная среда представлена аргоном, гелием повышенной степени чистоты, а также смесью аргона и гелия.Режим сварки вольфрамовым электродом
Сварка вольфрамовыми электродами алюминия, толщина листа которого достигает 3 мм, может быть выполнена за 1 проход в прокладке. Если сваривать металл, толщина которого равна 6 мм и больше, то сваривают за 2 прохода с обеих сторон, при этом, не скашивая кромки. В этом случае нужно увеличить количество проходов до 4 с толщиной каждого в пределах 8-15 мм. Это будет обрезка по форме V. X-образная обрезка также вполне возможна.Классификация вольфрамовых электродов по цветам
-
20.06.2017
 Вольфрамовые электроды применяют при аргонодуговой сварке (TIG).
Вольфрамовые электроды применяют при аргонодуговой сварке (TIG).
Ими сваривают изделия из металлов и их сплавов: углеродистых и легированных сталей, меди, титана и специальных жаропрочных составов.
Так же их используют для наплавки твердых сплавов. Они подходят для работ как на постоянном, так и на переменном токе.
Маркировка вольфрамовых электродов по цветам
В данной статье мы перечислили все основные маркировки, по которым ведется классификация вольфрамовых электродов.
- WZ-8 (белый) – содержат 0,8% оксида циркония.
Их лучше использовать для сварки переменным током, при этом рабочий торец обрабатывается для придания ему сферической формы. Также нельзя допускать даже минимального загрязнения сварочной ванны. Циркониевые электроды создают очень сильную и стабильную сварочную дугу. Поэтому нагрузка по току на них может быть намного больше, чем на электроды с цериевым, лантановым и ториевым покрытием.
Основные свариваемые металлы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.
- WP (зеленый) – содержат 99,5% вольфрама.
Применяются при сварке переменным синусоидальным током (с осциллятором). Такие электроды создают и поддерживают устойчивую дугу в любой инертной среде (лучше всего с аргоном или гелием). Из-за ограниченной тепловой нагрузки рабочий конец WP формируют в виде шарика.
Основные свариваемые металлы: алюминий, магний и их сплавы.
- WC-20 (серый) – содержат 2 % оксида церия.
Этот редкоземельный металл повышает эмиссию с улучшением первоначального запуска сварочной дуги и поддерживают ее устойчивость даже при небольшом значении тока. Это универсальные электроды, которые применяются для сварки переменным током и током положительной прямой полярности.
Цериевые электроды используется при сварке трубопроводов, а так же тонколистовых стальных изделий и при сварке неповоротных стыков орбитальными автоматами.
Основные свариваемые металлы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
- WL-15 (золотистый), WL-20 (синий) – содержат оксид лантана (1,5% и 2% соответственно).
Обладают легким первоначальным запуском сварочной дуги и маленькой склонностью к прожигу. Устойчивая первичная дуга и отличный повторный розжиг дуги выдвигают их на первые места в промышленном применении. Оксид лантана значительно увеличивает рабочий ток, меньше загрязняют сварной шов и уменьшают износ на 50% по сравнению с обычными вольфрамовыми электродами.
Слой оксида лантана распределяется равномерно по всей поверхности, поэтому заточка сохраняется очень долго. Это является большим преимуществом при сварке черной и нержавеющей стали постоянным током прямой полярности или переменным током при запитывании от современных сварочных источников питания. Сварка переменным синусоидальным током требует шарообразной формы рабочего конца электрода.
Основные свариваемые металлы: высоколегированные стали, алюминий, медь, бронза. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
- WY-20 (темно-синий) – содержат иттрий (1,8-2,2%).
Применяются при сварке ответственных узлов и конструкций на постоянном токе прямой полярности (DC). И считаются самыми устойчивыми из всех неплавящихся электродов, известных на сегодняшний день. Иттрированые электроды делают катодное пятно на конце более стабильным, поэтому устойчивость дуги значительно повышается.
Основные свариваемые металлы: углеродистые, низколегированные и нержавеющие стали, титан, медь и их сплавы.

- WT-20 (красный) – содержат оксид тория.
Это наиболее распространенные электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе.
Однако торий – радиоактивный элемент низкого уровня, поэтому пыль, которая неизбежна при заточке, может быть вредной для здоровья сварщика и небезопасной для окружающей среды. Если их применять не так часто, то незначительные выделения не нанесут никакого ущерба здоровью. Но если планируется постоянная работа такими электродами, то необходимо оборудовать место хорошей системой вентиляции.
Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Они отлично сохраняют свою форму даже на больших токах, в отличие от чисто вольфрамовых электродов, которые начинают плавиться.
В отличие от предыдущих электродов этому типу не нужно придавать сферическую форму при сварке переменным током концу – достаточно сделать совсем небольшую выпуклость. Однако следует обратить внимание на то, что в данном случае сварочная дуга будет скакать по выступающим поверхностям, вызывая так называемое “брожение”. Поэтому WT-20 не рекомендуется использовать для сварки на переменном токе.
Основные свариваемые металлы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы.
Читайте также:
www.born-spb.ru
Применение вольфрамовых электродов. Маркировка по цветам
Вольфрамовые неплавящиеся электроды
представляют собой шлифованные прутки из чистого вольфрама, либо из вольфрама с добавлением легирующих добавок (присадок). Существует несколько марок. Вольфрамовые электроды маркируются краской с одного конца электрода, цвет зависит от марки. Ввиду того, что вольфрам является самым тугоплавким металлом, вольфрамовые электроды выдерживают практические любые тепловые нагрузки при сварке и обладают превосходной износостойкостью.
Вольфрамовые электроды марки WP
Электроды без содержания легирующих добавок (присадок). Главная область применения данной марки вольфрамовых электродов – сварка на переменном токе (AC) алюминиевых сплавов с превосходной стабильностью дуги. Электроды марки WP не подходят для сварки на постоянном токе (DC). Цвет маркировки – зеленый.
Вольфрамовые электроды марки WL
Вольфрамовые лантанированные электроды являются универсальными и могут применяться практически для любой сварки на постоянном и переменном токе (AC/DC). Содержат от 1% до 2% оксида лантана (La2O3) в качестве легирующего элемента. Главными областями применения вольфрамовых электродов WL является сварка нелегированных и высоколегированных сталей, алюминия, титана, никеля, меди и магниевых сплавов. Другое применение вольфрамовых лантанированных электродов – это микроплазменная сварка. Оксид лантана улучшает воспламеняемость дуги. Это дает электродам WL неоспоримое преимущество при автоматической сварке. Существует три основных марки электродов WL: WL-10 (цвет маркировки — черный), WL-15 (цвет маркировки- золотистый) и WL-20 (цвет маркировки – синий).
Вольфрамовые электроды марки WС-20
Вольфрамовые электроды WC-20 являются универсальными электродами для сварки легированных сталей и цветных металлов на переменном и постоянном токе (AC/DC). Содержат оксид церия CeO2. Данные электроды обладают хорошей устойчивостью дуги при малых значениях тока, хорошей износостойкостью. Цвет маркировки – серый.
Вольфрамовые электроды марки WY-20
Вольфрамовые электроды WY-20 применяются для сварки углеродистых сталей, а также легированных марок стали и цветных металлов на постоянном токе (DC). Электроды WY-20 обладают превосходной износостойкостью. Цвет маркировки – темно-синий.
У нас Вы можете купить вольфрамовые электроды по отечественным и международным стандартам. Для того, чтобы сделать заявку, позвоните по телефону +7 (495) 287-30-58 или отправьте нам письмо по адресу [email protected]. Контактная информация доступна также в разделе Контакты.
ergarda.com
как их различить по цвету и маркировке
 Электроды для сварки могут иметь разное качество в зависимости от сферы применения и модели сварочного аппарата . Большой популярностью пользуются электроды вольфрамовые, которые не плавятся и отличаются отменным качеством. Но при выборе электродов из вольфрама нужно обязательно обращать внимание на цвет их маркировки и прочие параметры. Как это сделать, мы и расскажем ниже.
Электроды для сварки могут иметь разное качество в зависимости от сферы применения и модели сварочного аппарата . Большой популярностью пользуются электроды вольфрамовые, которые не плавятся и отличаются отменным качеством. Но при выборе электродов из вольфрама нужно обязательно обращать внимание на цвет их маркировки и прочие параметры. Как это сделать, мы и расскажем ниже.
Электроды вольфрамовые: классификация, описание
Вольфрам – это такой металл, который встретить в чистом виде практически нельзя, часто его применяют при аргонодуговой сварке, поскольку он отличается тугоплавкостью и способен при длительном сварочном процессе удерживать свою прочность. Кроме того, для сварки вольфрамовых элементов нужно очень в небольшом количестве.
При покупке вольфрамовых электродов обращайте внимание не только на их цвет, но и на страну производителя. Крайне желательно, чтобы это был Китай, ведь именно эта страна является крупнейшим поставщиком металла в мире.
Вольфрамовые электроды подразделяются на три ключевые категории:
-
 изделия переменного тока. При воздействии тока свариваются в основном магний, алюминий и сплавы этих металлов. Часто такой вид сварки применяется, чтобы защитить процесс от загрязнений;
изделия переменного тока. При воздействии тока свариваются в основном магний, алюминий и сплавы этих металлов. Часто такой вид сварки применяется, чтобы защитить процесс от загрязнений; - электроды постоянного тока. В таком случае в электрод добавляют иттрий или торий , который может представлять опасность для человека. Такие электроды лучше всего использовать для сварки на открытых площадках или там, где работает хорошая вентиляция. С помощью их можно сварить такие металлы, как бронза, сталь, никель, медь, тантал, углеродистые сплавы. Также при сварке не забывайте и о средствах индивидуальной защиты;
- универсальные электроды вольфрамовые применяются при сварке медных, танталовых, никелевых, бронзовых, титановых и стальных изделий. Они хорошо работают при переменном и постоянном токе, часто их используют при сварке трубопроводов , поскольку они отлично соединяют тонкие металлические листы и маскируют швы.
Прежде чем приобретать электроды из вольфрама того или иного типа, обязательно ознакомьтесь со свойствами материала, который будет использован при сварке, чтобы выбрать элемент того или иного типа .
Электроды из вольфрама, их маркировка
 Вольфрамовые электроды используются в среде инертного газа при сварке с аргоном. Они качественные и безопасные, поэтому их можно использовать для работы даже новичкам сварочного дела.
Вольфрамовые электроды используются в среде инертного газа при сварке с аргоном. Они качественные и безопасные, поэтому их можно использовать для работы даже новичкам сварочного дела.
Символы и цвет маркировки, нанесенные на каждый электрод, указывают на его тип и состав. Так, о присутствии вольфрама говорит буква W . Вторая, следующая за ней буква, означает оксид того элемента, который выступает в роли легирующей добавки.
В качестве легирующих оксидов в составе электрода могут присутствовать:
- С – оксид церия;
- Z – оксид циркония;
- L – оксид лантана;
- T – оксид тория ;
- Р – чистый вольфам без легирующих добавок.
Следом за второй буквой, обозначающей легирующее вещество, идет цифра, которая обозначает процент такого вещества. Например, если стоит цифра 20, то это говорит о присутствии легирующего вещества в составе 2 процентов. Далее через дефис идет следующее число – это длина в миллиметрах, чаще всего это 175 мм, но есть и 50, и 75 и 150 мм соответственно. А диаметр электродов из вольфрама может составлять от 1 до 6,4 мм.
Например, такая маркировка, как WL 15 — 175, говорит о следующих характеристиках электрода:
- он включает вольфрам;
- содержит в себе легирующие добавки из лантана в размере 1,5 процента ;
- длина элемента составляет 175 мм.
Однако при приобретении электрода для сварки следует обращать внимание не только на буквы и цифры, но и на цвет изделий. Маркировка целиком включает в себя все необходимые характеристики изделия, согласно которым можно сделать правильный выбор.
Ниже приводим таблицу маркировки вольфрамовых электродов:
-
 WP зеленого цвета – в таких электродах вольфрам является ключевым элементом, его содержится здесь более 99 процентов. Их используют при сварке алюминия и магния, сам процесс совершается с применением синусоидального тока. Защитными газами являются гелий и аргон;
WP зеленого цвета – в таких электродах вольфрам является ключевым элементом, его содержится здесь более 99 процентов. Их используют при сварке алюминия и магния, сам процесс совершается с применением синусоидального тока. Защитными газами являются гелий и аргон; - WC-20 серого оттенка включает в себя оксид церий в составе 2 процентов от состава электрода. Он относится к универсальным элементам, его применяют при сварке с использованием переменного тока с положительной полярности. Также их можно задействовать при соединении трубопроводов в неповоротных стыках;
- WL-15 и WL-20 синего оттенка на 1,5 и 2 процента соответственно состоят из лантана, что позволяет сделать устойчивую дугу и повторный розжиг. Часто такие электроды применяются в промышленных целях, также лантан увеличивает рабочий ток и наполовину снижает износ. Сделанные с их помощью швы долговечны и менее подвержены загрязнениям, чем другие. Для работы электрода нужно придать его концу сферичную форму;
- WT-20 красного цвета. В состав такого элемента входит торий , пыль которого может представлять некоторую опасность для здоровья. Но даже несмотря на этот факт, подобный электрод многие применяют гораздо чаще, чем сделанные целиком из вольфрама. Все это за счет свойств тория, который может мгновенно соединить даже самые трудно соединяемые металлы. Для сварки желательно использовать постоянный ток, поскольку синусоидальный может спровоцировать «прыжки» дуги по поверхности свариваемых материалов, а это приведет к их порче;
- WZ-8 белого оттенка. В таком электроде присутствует оксид циркония в количестве чуть меньше процента. При сварке обязательно следите за чистотой поверхности, также используйте переменный ток. Концу прибора лучше всего придавать сферическую форму. Такой элемент лучше всего подходит для сварки деталей из алюминия;
- WY-20 темно-синего цвета. Такие вольфрамовые электроды имеют тонкое покрытие на основе итрия . Они отличаются своей устойчивостью, поэтому часто они используются при сварке очень важных и ответственных конструкций;
- WL 30 фиолетовый – на три процента состоит из оксида тория ;
- WL 40 оранжевого оттенка включает в себя 4 процента оксида тория .
Перед тем как выбирать электрод для сварки, выберите ее метод, а также уточните все свойства материала, с которым планируете работать. Иногда, чтобы соединить одну конструкцию, потребуются вольфрамовые электроды разных видов и с разными маркировками.
Прочие критерии выбора вольфрамовых электродов
Элементы на основе вольфрама, имеющие маркировку WP, используют при сварке посредством переменного тока алюминиевых сплавов с четом хорошей устойчивости дуги. Сварка, проходящая в среде инертного газа, гарантирует качественную работу и аккуратный прочный шов. При выборе неплавящихся термостойких элементов из вольфрама обращайте внимание на следующее:
- тип электрода;
- его состав;
- легирующие добавки;
- параметры изделия;
- качество заточки;
- плотность;
- геометрию острия.
Ну, и, конечно же, как было сказано выше, обращайте внимание на маркировку, состоящую из латинских букв, цифр и цвета.
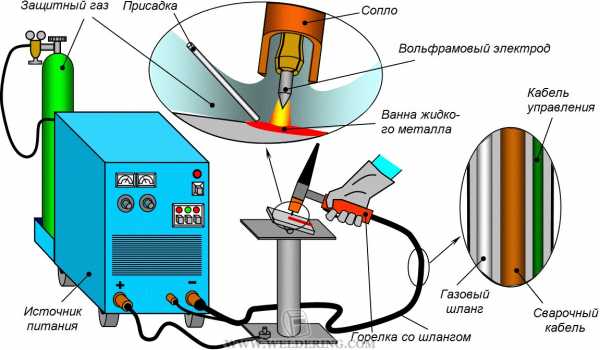
Особенности аргонодуговой сварки и ее технология
Сварка аргонодуговым методом предусматривает соединение металлов под аргоновой защитой. Существует два способа такой сварки, ручной и автоматический , давайте рассмотрим их ниже.
Сварка ручным способом при применении вольфрамового электрода под аргоновой защитой состоит из следующих этапов:
- подведение аргона и тока к горелке. Затем вторая фаза приводится к сварочной поверхности. Между присоединенным к горелке электродом и поверхностью появляется дуга, к которой подается присадочная проволока;
- зажигается дуга посредством угольной пластины. Это не испортит свариваемые поверхности, и защитит шов от возможных загрязнений;
- дуга возбуждается посредством осциллятора;
- следим за движением электрода, чтобы он продвигался строго по шву. В противном случае работа прерывается, чтобы он не расплавился.
При таком способе допускается использование переменного тока при сварке.
Автоматическую аргонодуговую сварку с элементами на основе вольфрама в основном применяют с целью соединения трубопроводов в местах неповоротных стыков. Для этой цели применяют разные приборы разных конструкций, которые отвечают за весь сварочный процесс. Сварочная дуга появляется между концом проволоки и металлической поверхностью. При этом в качестве проволочного конца тут выступает электрод. Но при этом аппараты для данного вида работ нельзя применять в ряде работ, в частности, по причине того, что короткий шов таким способом не выполняется.
Приборы на основе вольфрама для аргонодуговой сварки можно применять, если они оснащены такими маркировками, как:
Они надежны и универсальны в применение, а некоторые из них можно применять для соединения даже тонких металлических листов.
Правила сварочного процесса
Правила сварки аргонодуговым способом следующие:
- если вы соединяете тонкие листы металла, то используйте при работе только специальные приспособления сборочно-сварочного назначения. Это позволит вам точно соединить кромку, и шов в итоге выйдет тонким и прочным;
- вольфрамовые электроды должны иметь идеально чистые концы, это обеспечит высокое качество шва;
- перед работой не забудьте определиться с тем, какой будет сила тока. Таким образом, вы грамотно просчитаете расход материалов и время заточки;
- старайтесь не впускать в сварочную зону воздух, это может ухудшить качество швов.
Если вы примите во внимание эти правила и примените это на практике, шов будет качественным и долговечным, вам не придется чинить дыры, поскольку первоначальное состояние может сохраниться на несколько десятилетий.
Теперь вы имеете представление о том, что такое вольфрамовые электроды, как их различить по маркировке и правильно выбирать. Это поможет облегчить выбор материалов для сварки.
Оцените статью: Поделитесь с друзьями!stanok.guru
Вольфрамовый электрод – классификация, маркеировки, виды, характеристики, заточка
Сварка, выполняемая в среде защитного газа (гелия или аргона), требует наличия вольфрамовых электродов, которые относятся к категории неплавящихся. За счет своей тугоплавкости вольфрамовый электрод выдерживает большие температуры и длительный беспрерывный срок работы. В настоящее время этот сварочный материал имеет достаточно обширную классификацию, где присутствует довольно большое количество типов, разделенных по маркам.

Маркировка и характеристики вольфрамовых электродов
Маркировка вольфрамовых электродов оговорена международными стандартами. Поэтому их легко выбрать по необходимому назначению в любой стране, в какой бы вы не находились. Именно маркировка отражает и тип выбранного электрода, и его химический состав.
Маркировка начинается с буквы «W», которая обозначает сам вольфрам. В чистом виде металл в изделии присутствует, но характеристики такого электрода не очень высокие, потому что это слишком тугоплавкий элемент. Улучшить сварные качества ему помогают легирующие добавки.
- Пруток из чистого вольфрама обозначается «WP». Наконечник прутка зеленого цвета. Можно говорить, что относится он к категории вольфрамовых электродов для сварки алюминия и меди переменным током. Содержание вольфрама в сплаве – не менее 99,5%. Недостаток – ограничения в тепловой нагрузке. Поэтому заточка вольфрамового электрода (его окончания) «WP» производится в виде шарика.
- «C» – это оксид церия. Пруток с серым наконечником. Именно эта добавка позволяет использовать электрод при работе с любым видом тока (постоянным или переменным), поддерживает стабильную дугу даже при небольшом токе. Содержание – 2%. Кстати, церий единственный нерадиоактивный материал из серии редкоземельных металлов.
- «Т» – диоксид тория. Пруток с красным наконечником. Такие электроды используются для сварки цветных металлов, низколегированные и углеродистых сталей, нержавейки. Это часто используемый электрод при проведении сварочных работ аргоновой сваркой. У него есть один минус – радиоактивность тория, поэтому рекомендуется сварку проводить в открытых зонах и в хорошо вентилируемых помещениях. Сварщик должен соблюдать меры безопасности. Отметим, что торированные вольфрамовые электроды для аргонодуговой сварки хорошо держат свою форму при самых высоких токах. С такими нагрузками не справляется даже «WP» марка (чистый вольфрам). Содержание – 2%.
- «Y» – диоксид иттрия. Пруток с темно-синим наконечником. С его помощью обычно варят ответственные конструкции из разных металлов: титан, медь, нержавейка, углеродистые и низколегированные стали. Работа проводится только на постоянном токе (полярность прямая). Иттриевая добавка увеличивает такой показатель, как стабильность катодного пятна на конце самого электрода. Именно это является причиной того, что он может работать в достаточно широких пределах сварочного тока. Содержание – 2%.
- «Z» – оксид циркония. Пруток с белым наконечником. Используется для аргонной сварки алюминия и меди переменным током. Этот тип электродов обеспечивает очень стабильную дугу. При этом элемент достаточно требователен к чистоте сварочного стыка. Содержание – 0,8%.
- «L» – оксид лантана. Здесь две позиции: WL-15 и WL-20. Первый пруток с золотистым наконечником, второй с синим. Сварка вольфрамовым электродом с добавлением оксида лантана – это возможность использовать как переменный ток, так и постоянный. Приплюсуем сюда легкость запуска дуги (первоначальную и при повторном зажигании), у этого вида самый малый износ конца прутка, стабильная дуга при самых больших показателя тока, низкая склонность к прожогам, несущая способность в два раза выше, чем у чистого вольфрамового прутка. Содержание оксида лантана в WL-15 – 1,5% и в WL-20 – 2%.
Классификация по цифровой маркировке следующая. Первые после букв цифры обозначают содержание в сплаве легирующих добавок. Вторая группа цифр, отделенная от первых дефисом, это длина вольфрамового прутка. Самый распространенный размер – 175 мм. Но на рынке можно встретить и 50-миллимтровую длину, 75 и 150. К примеру, WL-15-75 – это электрод с оксидом лантана, в котором содержится 1,5% добавки. Длина прутка – 75 мм. Его наконечник – золотистый.
Способы заточки вольфрамовых электродов

Заточка вольфрамовых электродов – наиважнейшая составляющая правильно проведенного сварочного процесса. Поэтому все сварщики, занимающиеся сваркой в среде аргона, очень тщательно проводят эту операцию. Именно от формы наконечника зависит, как правильно будет распределяться энергия, передаваемая от электрода двум свариваемым металлам, каково будет давление дуги. А от этих двух параметров уже будет зависеть форма и размеры зоны проплавки шва, а соответственно его ширина и глубина.
Внимание! Параметры и форма заточки выбирается от вида используемого электрода и от параметров двух свариваемых металлических заготовок.
- Рабочий конец электродов марки WP, WL – это сфера (шарик).
- На WT также делают выпуклость, но небольшого радиуса. Скорее, просто обозначают скругленность электрода.
- Остальные виды затачиваются под конус.
Когда варится алюминиевый стык, на электроде сфера образуется сама. Поэтому, проводя сварку алюминия, нет необходимости проводить заточку электрода.
Какие ошибки заточки к чему могут привести.
- Ширина заточки сильно отличается от нормы, то есть, может быть очень широкой или очень узкой. В этом случае вероятность непроплавления шва сильно увеличивается.
- Если проведена несимметричная заточка, то это гарантия отклонения сварочной дуги в одну из сторон.
- Угол заточки слишком острый – снижается срок эксплуатации электрода.
- Угол заточки слишком тупой – уменьшается глубина проплавки шва.
- Риски, оставленные от абразивного инструмента, расположены не вдоль оси прутка. Получите такой эффект, как блуждание дуги. То есть, нарушается стабильное и равномерное горение сварной дуги.
Кстати, существует простая формула, определяющая длину затачиваемого участка. Она равна диаметру прутка, умноженного на постоянный коэффициент – 2,5. Существует и таблица, в которой обозначается соотношение диаметра электродов с длиною затачиваемого конца.
Точить конец вольфрамового прутка надо поперек, как карандаш. Можно точить на электрическом наждаке или на болгарке. Чтобы добиться равномерного снятия металла по всей зоне заточки, можно закрепить пруток в патроне дрели. И вращать его на малых оборотах электроинструмента.
В настоящее время производители специального электрического оборудования предлагают станок для заточки неплавящихся вольфрамовых электродов. Удобный и точный вариант сделать заточку качественной. В состав станка входит:
- Алмазный диск.
- Фильтр для сбора пыли.
- Настройка оборотов рабочего вала.
- Настройка угла заточки. Этот параметр варьируется в пределах 15-180°.
Исследования, найти оптимальный угол заточки, проводятся постоянно. В одном НИИ был проведен тест, где электрод из вольфрама марки WL проверялся на качество сварного шва путем его заточки под разные углы. Были выбраны сразу несколько угловых размеров: от 17 до 60°.
Были определены точные параметры сварочного процесса:
- Сваривались два металлических листа из коррозионностойкой стали толщиною 4 мм.
- Ток сварки – 120 ампер.
- Скорость – 10 м/ч.
- Положение сварки – нижнее.
- Расход инертного газа – 6 л/мин.
Результаты эксперимента таковы. Идеальный шов получился, когда использовался пруток с углом заточки в 30°. При угле в 17° форма шва была конусной. При этом сам процесс сварки проходил нестабильно. Ресурс электрода резки уменьшался. При больших углах заточки менялась и картина сварного процесса. При 60° увеличивалась ширина шва, но уменьшалась его глубина. И хотя сам процесс сварки стабилизировался, назвать его высококачественным нельзя.
Как видите, угол заточки играет важную роль в сварочном процессе. И неважно, используются электроды по нержавейке, стали или меди. При любых вариантах нужно правильно заточить пруток, ведь последствия могут быть крайне отрицательными. Описание прутков по цветам и химическим характеристикам помогает правильно сделать выбор, а заодно и выбрать форму заточки.
Поделись с друзьями
0
0
1
0
svarkalegko.com
Маркировка вольфрамовых электродов по цвету
Вольфрамовые электроды — широко распространенное понятие среди сварщиков и прочих специалистов, связанных с работой по металлу. Представляют собой небольшие стержни, предназначенные для подвода тока к сваренным изделиям. Конечно же, как и любой предмет, они имеют свои разновидности и виды. Для удобства и условного обозначения применяется установленная маркировка, которая напрямую указывает на технические характеристики используемого сварочного материала.

Вольфрамовые электроды необходимы для передачи тока к свариваемым изделиям.
Типы вольфрамовых электродов и их предназначение
Вольфрам — металл, который практически невозможно встретить в чистом виде. Зачастую его применяют в процессе аргонодуговой сварки, поскольку этот металл довольно тугоплавкий, поэтому он способен удержать собственную прочность даже при длительной сварке. Металл вольфрам экономичный. Во время сварки его используемое количество ничтожно мало.
Самым крупным поставщиком представленного металла является Китай. Именно на их территории наблюдаются огромные запасы вольфрама. В связи с этим фактом, приобретая в магазине вольфрамовые электроды, обратите внимание на производителя. Если вы обнаружите европейскую страну, значит, можете быть уверены, что при покупке вы переплатите денежные средства. Европейские страны выпускают электроды только после приобретения металла в Китае.
Сварочный материал подразделяется на три типа, в число которых входят:
Формы заточки вольфрамового электрода.
- Электроды переменного тока. Основными материалами, которые свариваются при воздействии тока, являются магний, алюминий и их разновидности, сплавы. Представленная разновидность широко применяется в случаях, когда необходимо обезопасить сварку от попадания загрязнений.
- Электроды постоянного тока. Здесь в вольфрамовый электрод добавляют такие металлы, как иттрий или торий. В случае с последним следует помнить о его радиоактивности, которая может существенно навредить людям, находящимся в закрытом помещении. Поэтому электроды с применением тория используют для сварки на открытых местностях или в складских помещениях, где имеется надежная действующая вентиляция. Эти изделия применяются для сварки следующих металлов:
- медь;
- титан;
- никель;
- тантал;
- бронза;
- сталь, не подверженная ржавчине в процессе эксплуатации;
- углеродистые сплавы.
Здесь следует отметить технику безопасности при сварке.
Важно! Поскольку некоторые сплавы и металл могут в процессе горения выделять ядовитые вещества, сварщик должен надевать защитную амуницию, где будут закрыты органы дыхания и глаза.
Характеристики вольфрамовых электродов.
Также необходимо использовать защитный газ аргон.
Универсальные электроды. Универсальные вольфрамовые электроды применяются в случае, когда необходимо сварить изделия из меди, алюминия, бронзы, тантала, никеля, титана и практически всех типов стали. Эти электроды отлично работают на переменном и постоянном токах, что несколько упрощает задачу. Частое применение можно наблюдать в сварке трубопровода, поскольку с их помощью можно соединить тонкие листы металла и сделать шов незаметным.
Использование определенного типа для сварки требует правильного выбора при покупке. Поэтому, чтобы осуществить сварку, необходимо иметь базовые знания о поведении и свойствах свариваемого металла. Зачастую профессиональные сварщики имеют соответствующую специализацию и образование.
Вернуться к оглавлению
Маркировка вольфрамовых электродов
Важно! Маркировка вольфрамовых электродов необходима специалистам, поскольку содержит в себе весь перечень характеристик и используемых металлов как при изготовлении электрода, так и подходящих для сварки.
Установленная и принятая маркировка для удобства различается по обозначению и цвету.
К вольфрамовым электродам применяется следующая маркировка:
Цветная маркировка вольфрамовых электродов.
- WP (цвет зеленый) — здесь электрод практически полностью состоит из вольфрама. Его содержание составляет 99,5%. Применяют для сварки магния и алюминия. Возможное использование электрода представленной маркировки заключается в сварке синусоидальным током. Для защиты используют два вида газа: аргон и гелий.
- WC-20 (серый) — на 2% состоит из оксида церия. Относятся к универсальным электродам, поскольку используются в сварке с переменным током и с применением положительной полярности. Задействуются в соединении трубопроводов в неповоротных стыках.
- WL-15, WL-20 (синий) — здесь имеется примесь лантана, которая позволяет добиться устойчивой дуги, и повторный розжиг, что делает электрод этой марки часто используемым в промышленности. Кроме того, применение в электроде лантана способно увеличить рабочий ток и уменьшить износ вполовину. Швы, произведенные с помощью представленного вида электрода, долговечны и менее загрязнены. Для работы электроду необходимо придать сферичную форму конца.
- WT-20 (красный) — здесь в состав входит торий. Как уже было описано выше, его пыль при работе несколько опасна для здоровья человека. Несмотря на этот факт, представленную маркировку иногда используют чаще, чем электроды, практически полностью состоящие из вольфрама. Эта особенность объясняется отличными свойствами тория, способного за считаные секунды соединить самые «привередливые» металлы. При работе рекомендуется использовать постоянный ток, поскольку при синусоидальном использовании тока полученная дуга может прыгать по свариваемой поверхности. Такие неприятности допускать нельзя.
- WZ-8 (белый) — здесь имеется менее процента оксида циркония. При работе необходимо внимательно следить за чистотой. Рекомендуется использовать переменный ток. Перед использованием следует придать электроду сферическую форму конца. Лучше применять для сварки алюминия.
- WY-20 (темно-синий) — вольфрамовые электроды с тонким покрытием иттрия. Их принято считать самыми устойчивыми электродами, поэтому применяют их зачастую для сварки ответственных и важных конструкций.
При выборе электродов необходимо определиться с методом сварки и свойствами свариваемого металла, потому как для соединения одной конструкции могут потребоваться несколько типов и маркировок вольфрамовых электродов.
Вернуться к оглавлению
Аргонодуговая сварка: ее особенности и технология
Процесс аргонодуговой сварки.
Аргонодуговая сварка представляет собой соединение металлов под защитой аргона. Осуществляется представленный процесс двумя способами, каждый из которых следует рассмотреть детально.
Сварка ручным способом вольфрамовым электродом под защитой аргона. Этот метод включает в себя несколько этапов:
- К горелке подводят аргон и необходимый ток. Вторую фазу тока приводят к поверхности, где и будет сварка. Между электродом, прикрепленным к горелке, и поверхностью возникает дуга. К ней подается проволока для присадки.
- Далее необходимо зажечь дугу. Для этого лучше использовать угольную пластину, чтобы не испортить свариваемую поверхность, поскольку подобная оплошность может привести к загрязнению шва.
- Затем дугу возбуждают. Здесь часто используют осциллятор.
- Следим за движением электрода, поскольку его траектория должна прокладываться ровно по шву, в любом другом случае следует прекратить работу, потому как эта неприятность может сигнализировать о начале плавления электрода.
Здесь допускается применение переменного тока, потому как во время сварочных работ будет образовываться составляющая постоянного тока.
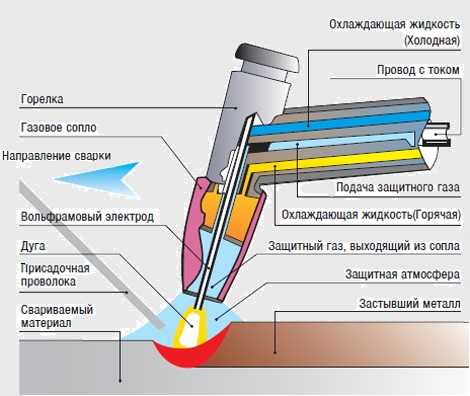
Схема аппарата TIG для аргонодуговой сварки.
Автоматическая сварка вольфрамовым электродом. Этот метод часто используется для сварки трубопроводов в неповоротных стыках.
Автоматическая сварка осуществляется специальными агрегатами, имеющими разные конструкции, которые самостоятельно проводят весь процесс сварки.
Здесь сварочная дуга возникает между поверхностью металла и концом проволоки, в качестве которой выступает электрод.
Зачастую представленные аппараты невозможно применить в некоторых сферах. В особенности это связано с невозможностью сделать короткий шов.
Вольфрамовые электроды для аргонодуговой сварки содержат следующую маркировку: WP, WZ, WT, WY. Это связано с их надежностью и универсальностью в использовании. Многие из представленных типов электродов применяют для сварки тонких листов металла. В этом случае часто требуется тонкая конусная заточка электрода.
Вернуться к оглавлению
Правила аргонодуговой сварки
Для осуществления правильной сварки необходимо соблюдать следующие правила:
- Используйте в работе с тонкими металлическими листами специальные сборочно-сварочные приспособления. Они помогут в точности соединить кромку, и вы получите тонкий и прочный сварочный шов.
- Электроды должны быть идеально чистыми на концах, чтобы получить качественный шов.
- Перед сваркой необходимо по всем правилам и соблюдая все требования определиться с силой тока. Это обеспечит небольшой расход материала и продолжительность формы заточки.
- Постарайтесь не впускать в зону сварки воздух, в противном случае вы рискуете получить некачественный шов.
Соблюдая все правила и имея необходимые знания для осуществления сварочных работ, вы сможете сделать качественный шов и обеспечить себя десятилетиями спокойной жизни. Вам не предстоит латать дыры, потому как безукоризненно выполненная работа способна сохранять свои первоначальные качества на протяжении долгих лет.
expertsvarki.ru
Сварка вольфрамовым электродом: особенности и преимущества.

Неплавящиеся электроды получили такое название из-за того, что будучи токопроводящими материалами, имеют очень высокую температуру плавления и в сварочном процессе не плавятся, а только незначительно обгорают. Бывают угольные, графитовые, вольфрамовые, они выпускаются в виде прутков. Здесь мы рассмотрим электроды из вольфрама.
Вольфрам как сварочный материал
Этот элемент относится к металлам. Он самый тугоплавкий, очень твердый и хрупкий, температура его плавления составляет почти 35000 С. Электрод в составе своем имеет непосредственно самого вольфрама от 95% до 99,5%. Остальное приходится на прочие добавки- оксиды тория, церия, лантана, циркония, иттрия. Перечисленные оксиды вводят в пруток исходя из назначения конкретной марки.

Назначение
Главное назначение этого электрода – сварка спецсталей, алюминия, магния и различных легких сплавов, тугоплавких металлов и металлов малых толщин, для работы, где предъявляются очень строгие требования.
Типы
Электроды из вольфрама делятся на три типа:
1.Для переменного тока. Используются для работы с магнием, алюминием,их разновидностями и сплавами, в случае необходимости защиты ванны от грязи.
2. Для постоянного тока. В эти прутки для сварки вводят иттрий или торий. Последний элемент радиоактивный. Не рекомендуется увлекаться работой в закрытых пространствах. Применяют для сварки меди, титана, никеля, тантала, бронзы, сталей аустенитного типа(нержавейки), углеродистых сплавов.
3. Универсальные электроды. Замечательно проявляют себя в работе как на переменном, так и на постоянном токе. Применение «универсалов» распространено в работе на трубопроводах. Хорошо и незаметно соединяют тонколистовой металл.
Марки и маркировка
Электроды так же разбиваются по маркам, имеют буквенную маркировку, а концы прутков обозначаются определенны цветом.
1. WP(зеленый). Выполнен из вольфрама. Содержание в пределах 99,5%. Работают с магнием и алюминием.
2. WC-20 (серый). Содержит 2% оксида церия. Этот стержень универсальный. Применяют для сварки трубопроводов на неповоротных стыках.
3. WL-15, WL-20 (синий). С добавлением лантана, отличается устойчивой дугой. Самый используемый в промышленности. Швы из-под этого электрода долговечные и чистые. Работает на постоянном токе.
4. WT-20 (красный). В составе присутствует торий. Несмотря на радиоактивность, этот электрод очень «ходовой» благодаря отличным сварочным свойствам тория, который запросто соединяет самые «капризные» сплавы. Работает на постоянном токе.
5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию.
6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций.
Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла. Иногда для одного изделия нужны разные марки.
Область применения в сварочном производстве
Работать вольфрамовым электродом хорошо при работе с металлом толщиной от 0,1 до 6 мм. Допускается работать без присадки, при толщине стенки не пболее 2мм.Шов формируется за счет расплавленных кромок. Для более толстого металла требуется присадочный материал в виде присадочной проволоки или пластин, которые подаются в зону дуги или уложены в разделку. Стыковые и угловые швы в любом положении в пространстве выполняют автоматически, полуавтоматически или вручную.
Важнейшим условием для работы является ограждение сварочной ванны от воздействия воздуха. Поэтому сварочный процесс вольфрамом ведется в защите от инертных газов (чаще всего аргона), а сварку такой назвали аргонно-дуговой. Аргон — газ инертный. Это значит, что он не вступает в реакцию с расплавленным металлом, и поскольку аргон тяжелее воздуха, он его вытесняет и надежно защищает ванну. Необходимо, чтобы в защите аргона была вся сварочная ванна, конец присадки и сам электрод.
Подготовка и сборка кромок
Чтобы качество сварки обеспечивалось надежно, особенно когда конструкция тонколистовая, необходима правильная и точная подготовка, предварительную сборку и прихватку кромок выполнять в сборочно-сварочных приспособлениях.
Чистота соединения
Следует особое внимание обращать на чистоту свариваемого соединения и самой рабочей части стержня. Если конец электрода будет загрязненным или обгоревшим, кромки соединения не зачищены, есть опасность попадания кусочка вольфрама в ванну и образования в структуре шва вредного включения. Во избежание лишнего соприкосновения электрода с поверхностью металла, используют осциллятор – устройство для бесконтактного возбуждения дуги.
Режим сварки
Обязательно нужно строго соблюдать сварочный режим, то есть подобрать силу тока, следить за расходом газа, соблюдать скорость подачи электрода вдоль шва — это залог качества соединения.
Особенности сварки электродами из вольфрама
Главная особенность вольфрама — это его высокая температура плавления. А в совокупности с инертной аргоновой защитой эти электроды творят просто сварочные чудеса! Достаточно сказать, что диапазон толщин имеет размах от десятых долей миллиметра до десятков миллиметров, сила тока может быть от нескольких ампер до сотен ампер. Нет в природе такого металла, стали или сплава, который не мог бы быть сварен аргонно-дуговой сваркой. В последние годы, наряду с художественной ковкой, с художниками-кузнецами все больше приобретают популярность художественная аргоновая сварка и художники-сварщики.
Некоторые обязательные технологические требования:
При ручной сварке, следует соблюдать следующие требования
• движение ведется справа налево;
• при работе с изделиями толщиной до 2-2,5мм горелку необходио держать под углом 60 градусов к поверхности изделия, а когда толщина деталей больше 2-2,5мм, то угол настраивать примерно в 90 градусов .Поперечные колебания не рекомендуются.
Если процесс проходит в автоматическом или полуавтоматическом режиме, то пруток направляется так, чтобы он двигался впереди дуги.
Сварка алюминия
Ведется на переменном токе. Перед началом сварки нужно обязательно зачистить и подвергнуть травлению (смачиванию кислотой) кромок.
Недостатки аргонно-дуговой сварки вольфрамом
Как и у всякого способа сварки, этот метод так же имеет и минусы. Это проблемы при работе на улице, на сквозняке, процесс становится труднее при работе на большом токе (работа с алюминием), так как требуется принудительное охлаждение.
Некоторые обязательные правила аргонодуговой сварки
Чтобы правильно провести сварку, нужно следовать простым правилам:
1. В работе с тонколистовым металлом, для получения точности нужно использовать сборочно-сварочную оснастку.
2. Стержни должны иметь идеальную чистоту на конце.
3. Рекомендуется подобрать правильный режим сварки.
4. Надежно защищать и держать ванну под струей аргона.
Придерживаясь всех правил и пользуясь нужными знаниями для проведения сварочных работ, вы добьетесь качественного шва и наградите себя долгими годами спокойствия.
svarkagid.com