Электроды ано и уони отличие – Выбираем электроды: АНО или УОНИ?
alexxlab | 01.02.2019 | 0 | Вопросы и ответы
Выбираем электроды: АНО или УОНИ?
Производя сварку нужно всегда помнить о том, что характеристики используемого оборудования напрямую влияют как на сам процесс выполнения работ, так и на конечный результат. Наиболее востребованными и известными считаются электроды УОНИ и АНО. Так почему же они так востребованы на рынке и в чем заключаются их принципиальные различия, чему стоит отдать предпочтение для работы? Тут можно полагаться как на собственные впечатления, таки на опыт профессионалов.
Профессионалы в один голос твердят, что УОНИ как нельзя лучше подходит для постоянного использования. Второй же вид оборудования они несколько недолюбливают, несмотря на то, что АНО сводит разбрызгивание металлов в процессе осуществления сварки к минимуму, а швы после них получаются отменного качества. Именно благодаря этому своему качеству ими производят сварочные работы там, где на них возложена максимальная ответственность и малейший брак может привести к непоправимым последствиям. Однако, если вы используете электроды АНО, то вы должны быть готовы к тому. Что рабочий процесс в некоторой степени замедлится. Это связано с большим количеством шлака, который они оставляют после себя. Вы будете вынуждены постоянно очищать от него поверхности, а, следовательно, прерывать рабочий процесс.
Если же вам дорого рабочее время, то процесс сварки пойдет значительно быстрее с электродами маркировки УОНИ. Их главная отличительная особенность – это своего рода чистота шва. Вы не будете вынуждены прерывать работу для очистки металла от образовавшихся шлаков, а потому, если фронт работы особенно велик – это на порядок ускорит его выполнение. Однако стоит помнить, что работать такие электроды могут исключительно на постоянном ток – это делает их менее универсальными, чем АНО. Последние одинаково справляются со своей задачей как с использованием постоянного тока, так и переменного.
Что же выбрать?
Вы уже можете заметить, что обе наиболее популярные на рынке маркировки сварочных электродов имеют как свои недостатки, так и преимущества. Ориентироваться стоит только на свои собственные ощущения и профессиональные навыки. Кроме того, стоит обращать внимание на характер работ, для которых приобретается оборудование. Профессионалы своего дела, которые уверены в том, что швы, сделанные ими в любом случае имеют высочайшее качество, как правило отдают свое предпочтение УОНИ – это экономит их рабочее время. Если же выполняете очень ответственную работу. Но не до конца уверены в своих силах, то не стоит выбирать эту марку. Лучше выполнить свою работу медленнее, но качественнее.
Ваша реклама под каждым постом этого сайта. ПОДРОБНЕЕ
ukrmet.dp.ua
Сварочные электроды АНО: марки – WeldElec.com
Главная страница » АНО
На данной странице подобраны марки электродов, начинающиеся с “АНО”. Имейте, пожалуйста, в виду, что данное разделение на разделы сделано лишь для удобства поиска и классификации. Каждая отдельная марка, начинающаяся с символов “АНО”, может иметь свои, отличающиеся от других марок, характеристики. Ссылки на страницы марок смотрите ниже.
Сварочные электроды для ручной дуговой сварки изготавливаются в виде стержней длиной до 450 мм из специальной сварочной проволоки с нанесенным слоем покрытия, состоящего из смеси определенных веществ. Основное предназначение этих веществ заключается в усилении ионизации, защите от вредных воздействий воздуха, а также для металлургической обработки сварочной ванны.
Сварочные электроды АНО выпускаются в широком ассортименте марок и предназначаются для сваривания стыковых, нахлесточных, угловых, соединений и конструкций из низкоуглеродистых и углеродистых марок сталей толщиной 1-5мм по ГОСТ 1050 и ГОСТ380, а также для сварки корневых швов металла большой толщины. Марки электродов АНО, МП относятся к разряду электродов переменного напряжения, а УОНИ – постоянного.
Электроды рекомендуют использовать при сваривании и ремонте стальных конструкций при толщине металла до 20 мм. Ими можно выполнить соединение стыковых соединений с увеличенным зазором, и даже при наличии поверхностных загрязнений, окалины или ржавчины на свариваемых кромках. На сегодняшний день применяется более двухсот марок электродов, и все они гарантируют 100 процентное качество, хорошие условия работы и перечень возможностей.
Электроды АНО являются самой распространенной маркой, которые относятся к наиболее широкой группе – это сварочные электроды для переменного тока с использованием всех видов трансформаторов для сварки, сварочных выпрямителей и инверторных источников питания, поэтому они именуются универсальными. В свою очередь они делятся на такие марки (наиболее распространенные): АНО-21, АНО-36, АНО-4, АНО-6 Monolith.
На рынке присутствуют и новые марки электродов, такие например как Монолит РЦ или модернизированные электроды АНО-36, в которых уменьшено выделение вредных веществ (в 1,5-2 раза) в сварочном аэрозоле во время работы.
Отличительные особенности некоторых марок электродов АНО
- АНО-21 наиболее популярны благодаря легкому поджигу, мягкости и стабильности горения дуги, эстетичности получаемого сварного шва, мелкочешуйчатой структуре, незначительному количеству брызг и легкости отделения шлака.
- АНО-4 обладают точностью, надежностью и ровным швом, а также отсутствием трещин.
- АНО-6 обеспечивают точное нанесение шва и легкость при сварке.
- АНО-36 – это мягкое и стабильное горение дуги, легкое начальное и повторное зажигание, малые потери металла, равномерное плавление покрытия, легкая отделимость шлаковой корки. Они малочувствительны к загрязнениям и ржавчине.
Где купить
Выбирайте производителей и продавцов на этой странице.
weldelec.com
Электроды АНО-21: характеристики, достоинства и недостатки
 Электроды марки АНО-21 достаточно популярны в нашей стране. Их обычно применяют для создания небольших по размерам металлических конструкций на основе низкоуглеродистой стали. Для масштабных заготовок не следует применять АНО-21, характеристики которых не подходят для таких конструкций. Оптимального результата с использованием указанного расходного материала добиваются для заготовок толщиной до 4 мм.
Электроды марки АНО-21 достаточно популярны в нашей стране. Их обычно применяют для создания небольших по размерам металлических конструкций на основе низкоуглеродистой стали. Для масштабных заготовок не следует применять АНО-21, характеристики которых не подходят для таких конструкций. Оптимального результата с использованием указанного расходного материала добиваются для заготовок толщиной до 4 мм.
Технические характеристики
АНО-21 предназначены для сварки металлоконструкций небольшой толщины, труб небольших и средних размеров, работающих под невысоким давлением. Кроме того, такие электроды подходят для получения сварных швов небольших размеров. Технические характеристики электрода этой марки следующие:
- Толщина металла от 1 до 4 мм;
- Работа по окисленной поверхности;
- Рутиловое покрытие;
- Работает во всех пространственных направлениях;
- Постоянный или переменный ток на напряжение холостого хода 50 вольт;
- Диаметр находится в диапазоне от 2 до 4 мм.
Среди сварочно-технологических свойств электродов АНО-21 следует выделить такие, как легкое возбуждение, стабильный характер дуги, малое разбрызгивание материала и качественно получающийся шов. Остальные технические характеристики можно рассмотреть в таблицах на сайте изготовителей и продавцов данных устройств.
Достоинства и недостатки
Как и любой расходный материал, электроды для сварки АНО-21 имеют достоинства и недостатки. Начнем с преимуществ:
 Доступны на рынке и очень популярны;
Доступны на рынке и очень популярны;- Невысокая стоимость;
- Независимо от условий работы обеспечивается легкий розжиг дуги;
- Формируется легкий слой шлака, впоследствии без проблем отделяющийся от наплава при проведении процедуры контроля;
- Создается герметичный шов.
Эти достоинства выделяют данные электроды из линейки расходных материалов. Но не следует забывать и о недостатках, среди которых:
- Узкая сфера применения;
- Покрытие недостаточно надежное. Из-за этого требуется применять дополнительные флюсы и подготовку заготовок;
- Швы могут получиться недостаточно прочными, из-за чего они не выдерживают серьезного давления и нагрузок;
- Работа с заготовками значительной толщины невыгодна, поскольку получается плохой по качеству шов.
Мы разобрались с достоинствами и недостатками данного расходного материала. Но большинства минусов можно избежать, если применять электроды в конкретной сфере и не пробовать для конструкций значительной толщины. А дополнительные детали сравнительно недорогие, и их можно поставить для обеспечения прочности электродов.
Другие особенности
У электродов данной марки имеется обширный химический состав, сюда включаются сера, кремний, марганец и фосфор в десятых и сотых долях процента.
Для расплавки изделий толщиной 3 мм нужно увеличить сварной ток. Так как необходимо избежать тепловой деформации и регулярного залипания тока из-за его низких показателей, нужно соблюдать определенные режимы сварки. В зависимости от диаметра стержня предусмотрены следующие показатели тока:
- При 2 мм диапазон тока 50−90 ампер;
- 3 мм предусматривают ток от 60 до 110 ампер;
- При стержнях диаметром в 3,5 мм ток находится в пределах от 90 до 140 ампер.
Что касается маркировки изделия, то она оказывается достаточно простой. Расшифровка данной маркировки следующая: А — академия, Н — наук, О — обмазка, а 21 — номер изготавливаемой модели расходного материала. Производят электроды такие фирмы, как «Патон», «Плазматек», «Гранит», «Истек», «Френзе» и «MaxWeld».
Аналогами таких изделий являются АНО-4, ОЗС-6 и ОЗС-12, а также МР-3 и стандарт Р. Ц. Если электроды оказались увлажненными сверх меры, то их необходимо прокалить в течение 40 минут при температуре 120 градусов. Об остальных особенностях работы с данным расходным материалом можно узнать на официальном сайте изготовителя и соответствующих ресурсах, специализирующихся на сварочных работах и процессах, с ними связанных.
 Электроды АНО-21 являются очень популярными. Их применяют для сварки небольших по толщине металлических конструкций и изделий. Для сварки металлоконструкций большей толщины делать этого не следует, поскольку в результате получаются некачественные швы. Получившаяся конструкция не выдержит высокого давления и механических нагрузок.
Электроды АНО-21 являются очень популярными. Их применяют для сварки небольших по толщине металлических конструкций и изделий. Для сварки металлоконструкций большей толщины делать этого не следует, поскольку в результате получаются некачественные швы. Получившаяся конструкция не выдержит высокого давления и механических нагрузок.
Оптимально их применять в тех случаях, когда требуется сварка небольших и средних трубопроводов и простых изделий, где толщина не превышает 4 мм. Выбирайте электроды правильно, и у вас не возникнет проблем со сваркой. Удачной работы на промышленных предприятиях и в домашнем хозяйстве!
tokar.guru
уони Полная расшифровка электродов
Многие хотят узнать полную расшифровку марки электродов уони, узнать что означает аббревиатура уони, а также что значат буквы и чем отличается уони от уонии и по этому здесь раскроем все тайны этих букв и цифр.
Как расшифровывается аббревиатура уонии 13 и уони-13.
- У – Универсальная
- О – Обмазка
- Н – Научного
- И – Исследовательского
- И – Института
- 13 – №13
А вот как получилась аббревиатура уони 13.
Это уже выдержка из доклада который находится внизу данной страницы.
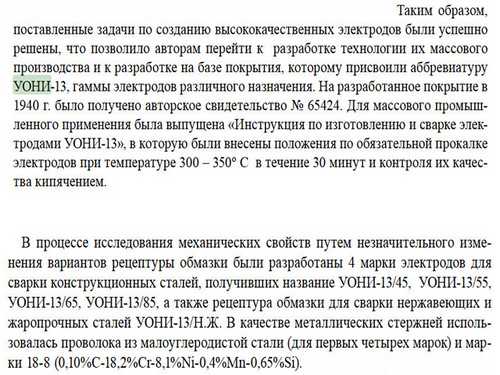
По всей видимости это означает
- У – Универсальная
- О – Обмазка
- Н – Научного
- И – Института
- 13 – №13
Давность аж 1940 годов.
Чем отличается УОНИ и УОНИИ.
Сперва было название просто уони, а позже согласно ГОСТ 9466—75 все изменилось.
Электроды УОНИ-13/45 должны обозначатся УОНИИ-13/45 и относятся к типу Э46А, а в дальнейшем различные варианты электродов уони будут именоваться уонии.
Можно посмотреть в книге (Сапиро Л С Справочник сварщика страница 53 в примечании. ) Открыть книгу.
Выдержка из ГОСТ 9466—75.
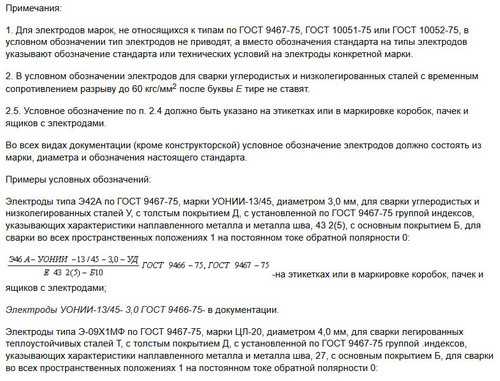
Вся суть в том что на на этикетках или в маркировке коробок, пачек и ящиков с электродами может быть прописано как уони так и уонии, а вот в документации должно быть обязательно прописано уонии.
Как определить качественные электроды уони
О том как отличается качество одних и тех же электродов зависимости от производителя который прошел проверку и который просто их делает по госту.
К одним и тем же электродам предъявляются разные требования при изготовлении и использование материалов при изготовлении.
ГОСТ и аттестованные НАКС (Национальное Агентство Контроля и Сварки).
Подробную разницу УОНИ-13/55 по ГОСТ 9466-75 и по требованиям РД 03-613-03 (НАКС) можно узнать по ссылке http://www.spetselectrode-ural.ru/stat/Electrodi-svarochnie-UONI1355-trebovaniya-NAKS-i-GOST.htm
Сравним электроды очень похожие друг на друга, но с разным качеством. (Качество отличается довольно сильно как и цена)

Для сравнения цены в Яндекс магазине и по уони и уонии. Как видите разница ощутима довольно сильно.
Ссылка на доклад http://cniim.com/files/doklad_2012_1.pdf
Ссылка на доклад в pdf (Открыть)
Вам поможет страница расшифровка электродов для полного уточнения до каждой буквы и цифры УОНИИ -13.
Если остались вопросы или желаете дополнить этот материал напишите нам через форму обратной связи расположенной на странице вопросов ответов.
Если у вас есть желание купить качественные сварочные электроды это можно сделать через страницу контакты
elektrod-3g.ru
Электроды УОНИ-13/55 и АНО-21
В строительстве дома не всегда можно обойтись без сварки метала. А для сварки нужны электроды. С помощью электродов АНО-21 проводят сварочные работы при создании стыковых, угловых и нахлесточных соединений. Толщина металла допускается в 1 — 5 мм, сварку можно проводить во всех пространственных положениях. Простое повторное зажигание дуги делает эти электроды очень удобными в эксплуатации. Они очень хорошо подходят для проведения сварочных работ малого объема. И по цене, и по наличию в магазинах такие сварочные материалы являются вполне доступными.
Сварочные электроды АНО-21 имеют рутил-целлюлозное покрытие. Их коэффициент наплавки составляет 8,0 г/А·ч. Изделия диаметром 3 мм имеют производительность наплавки в 1,4 кг/ч. Что касается расхода электродов на килограмм наплавленного металла, то это – 1,7 кг. Сварочные электроды АНО-21 отличаются от других тем, что имеют малую проплавляющую способность и низкий коэффициент разбрызгивания. С их помощью можно проводить работу по окисленной поверхности.
Перед началом работ электроды АНО-21 нужно прокаливать в течение часа при температуре + 120°С. Созданные с их помощью швы имеют временное сопротивление sв, МПа — 485. наплавленный металл в своем химическом составе имеет 0,09% С; 0,60 — М; 0,21 — Si;
0,025 — S и 0,03 -P. Электроды АНО-21 могут иметь длину в 300 и 350 мм, диаметр -2, 3 и 2,5мм. Самых тонких в килограмме может быть 124 штуки, самых толстых — 46.
Сварочные электроды УОНИ-13/55 предназначены для работы с особо ответственными конструкциями, изготовленными из углеродистых и низколегированных сталей. Эти расходные материалы выбирают в тех случаях, когда к металлу шва предъявляют более строгие требования относительно пластичности и ударной вязкости. Сварка ведется постоянным током обратной полярности во всех пространственных положениях.
Электроды УОНИ-13/55 имеют основное покрытие, их коэффициент наплавки равен 9,5 г/А· ч. Производительность изделий диаметром 4 мм — 1,4 кг/ч. На один килограмм наплавленного металла расходуется 1,7 кг электродов. Производители предлагают эти электроды диаметром не только 4, но и 3, 5 мм. Их длина — 350 и 450 мм. Временное сопротивление металла шва составляет 540 Мпа, предел текучести — 40 Мпа, ударная вязкость — 240 Дж/см.
Химический состав наплавленного электродами УОНИ-13/55 шва выглядит следующим образом: C — 0,09 %, Mn — 1,10%, Si — 0,4%, S — 0,024 %, P — 0,027%. Металл шва здесь будет обладать высокой стойкостью к образованию кристаллизационных трещин. Еще одна его характерная черта — низкое содержание водорода. Сварку электродами УОНИ-13/55 ведут по очищенным кромкам на короткой дуге. Прокаливать их нужно в течение часа при температуре + 350°С.
Электроды УОНИ-13/55 и АНО-21 используют при проведении ручной электродуговой сварки. Каждый вид этих тонких металлических стержней имеет слой специального покрытия, которое несет на себе функцию защиты и обеспечивает более высокий уровень проведения работ.
www.stroyimdom.ru
Технические характеристики и расшифровка электродов УОНИ 13/55
Электроды УОНИ 13/55 отлично подходят для дуговой сварки и некоторых деталей из углеродосодержащих и низколегированных металлов при низких температурах. Они прекрасно проявили себя при сварке сложных конструкций, которые требовалось соединить, дабы получить отличный по качеству сварной шов. Рассмотрим подробнее электроды УОНИ 13/55, их технические характеристики и другие параметры.
Расшифровка наименования
Для начала нам нужна расшифровка УОНИ 13/55. Это позволит в дальнейшем рассмотреть особенности работы таких электродов и что они могут дать. Расшифровывается такая аббревиатура следующим образом:
- У — универсальная;
- О — обмазка;
- Н — научного;
- И — института;
Это разработка отечественного института сварки, чье название и номер закрепились в обозначении. Иногда к аббревиатуре дополняется еще одна буква И, что обозначает исследовательский институт. Кстати, именно УОНИИ является правильным наименованием согласно ГОСТу, а вот на пачке может быть и УОНИ 13/55.
Технические параметры
Сварочные электроды УОНИ 13/55, характеристики которых рассматриваются в данном разделе, имеют следующие важные параметры:
- Покрытие — основное;
- Наплавочный коэффициент — 9,5 г/а*ч;
- Производительность устройства — 1,4 кг в час;
- Расход на килограмм наплавленного металла составляет 1,7 кг;
- Временное сопротивление — 540 МПа;
- Предел текучести — 410 МПа;
- Относительное удлинение — 29%;
- Ударная вязкость УОНИ — 260 Дж/см2.
Эти параметры являются основными. Также следует сказать, что химический состав данных электродов достаточно сложный, среди них углерод 0,09%, кремний 0,42% и марганец 0,83%. На сайте производителя можно также узнать варианты диаметров и силы тока при различных пространственных положениях электрода.
Особенности использования
Имеются некоторые нюансы, связанные с применением подобных устройств при сварке. Рассмотрим некоторые из них:
- Для сваривания требуется применять ток обратной полярности;
- Покрытие особое, состоит из карбонатов и фтористых образований, благодаря чему швы не имеют газов и прочих вредных примесей;
- Низкоуглеродистая сталь способствует значительной долговечности шва;
- Отсутствие органических соединений препятствует образованию влаги на устройствах;
- При изготовлении электродов полностью исключается образование различных неровностей, трещин и прочих дефектов.
В результате получается крепкий шов, не подвергающийся старению и потере свойств при изменении температурных режимов. Необходимо контролировать чистоту соединений, ибо появление ржавчины или масел ведет к образованию пор, и соединение в итоге получится плохим.
Условия хранения и производители
 Чтобы изделия смогли сохранить основные свойства, необходимо хранить их в соответствующих помещениях. Относительная влажность на складе постоянно должна находиться на уровне 50%, температура же не выше 14 градусов, что достигается применением кондиционеров. Если условия соблюдаются, то срок годности не имеет ограничения.
Чтобы изделия смогли сохранить основные свойства, необходимо хранить их в соответствующих помещениях. Относительная влажность на складе постоянно должна находиться на уровне 50%, температура же не выше 14 градусов, что достигается применением кондиционеров. Если условия соблюдаются, то срок годности не имеет ограничения.
Производством сварочных устройств занимаются такие компании, как ЛЭЗ, Спецэлектрод, СЗСМ, Monolit. При покупке необходимо наличие сертификата на соответствие их нормативам. Они выдаются соответствующим органом.
Прокалка электродов
В каждой упаковке должен быть сертификат качества и инструкция, подробно расписывающая процедуру прокалки. Если не соблюдать предписания, то ухудшится как качество сварных изделий, так и качественные характеристики получившегося шва. Процедуру прокаливания нужно проводить перед применением таких устройств. Если же их не использовали в течение 8 часов, то прокалку повторяют снова. Один и тот же электрод необходимо обрабатывать не более 3 раз, а количество времени суммарно не должно быть выше 4 часов.
Для высокого качества прокалки необходимо такие устройства сначала помещать в специальные коробки и только затем — в печи. Диапазон рабочей температуры печей для прокалки составляет от 200 до 300 градусов. Только соблюдение указанных условий позволит сделать работу сварочных изделий долгой и не допускать образования разнообразных дефектов при прокалке.
Мы рассмотрели электроды УОНИ 13/55. Важной особенностью их применения является прокалка. Она позволит сварочному электроду проработать достаточно долгое время и избежать проблем с различными дефектами. При покупке таких устройств необходимо наличие сертификатов, указывающих на соответствие нормативам стандартов и технических условий. Внимательно относитесь к электродам — и они прослужат длительное время. Удачи при приобретении сварочных устройств!
tokar.guru
Сварочные Электроды по Маркам и назначению
Электроды для сварки углеродистых и низколегированных сталей.
- Сварочные Электроды мр-3т
- Электроды марки ЛЭЗ МР-ЗТ предназначены для РДС (ручной дуговой сварки) и сварки из углеродистых сталей (например чугун) с содержанием углерода до 0.25% Хотя можно признать что это низко углеродистая сталь так как их можно разделить на средне углеродистую и высоко углеродистую
- Сварочные Электроды мр-3а
- Электроды марки МР-3А предназначены для сварки углеродистых сталей с содержанием углерода 0.25% . Отличия марки мр-3т и мр-3а заключаются в том что “а” – это улучшенный вариант электродов. Хотя имеет тоже самое предназначение что и мр-3т.
- Сварочные Электроды мр-3
- Данные электроды разработаны компанией СпецЭлектрод. Мр-3 обрели популярность благодаря своим универсальным качествам, а так же отличному качеству электродов. Много положительных отзывов. Сварку можно производить в любом положении в пространстве, а так же использовать любой ток любой полярности.
- Сварочные Электроды озс-12
- С помощью данных электродов можно производить сваривание ответственных конструкций, которые изготовлены из углеродистых сталей и которые имеют временное сопротивление около 450 МПа.При сваривании электродами ОЗС-12 обеспечивается легкость ведения электрода и всего сварочного процесса.
- Сварочные электроды мр-3с
- Электроды МР-3C – вот идеальное решение Вашей проблемы.Покрытие электродов МР-3C рутил-целлюлозное о чем нас информирует буква “C-целюлозное”. Производительность наплавки составляет 1,4 килограмма в час.Расход электродов на 1 килограмм наплавленного металла нужно использовать 1,7 килограмма электродов МР-3C.
- Сварочные электроды ано-4т
- Электродами ано-4т сварку можно вести во всех пространственных положениях кроме сверху вниз, а так же производить сварку углеродистых сталей с содержанием углерода до 0.25%. Производятся данные электроды диаметров от 2.5 до 6 миллиметров. Маркируются как Э46-ЛЭЗАНО-4Т-Ø-УД / Е 430(3)-Р26
- Сварочные электроды ано-4
- Сварку электродами ано-4 можно производить во всех пространственных положениях. Так же из их особенностей можно отметить то что можно производить сварку как постоянным так и переменным , а так же как прямой полярностью так и обратной. Перед сваркой обязательно нужно прокалить электроды АНО-4. Температура прокалки от 140 до 180 градусов по Цельсию на протяжении 30 – 40 минут.
- Сварочные электроды озс-4т
- С помощью электродов озс-4т можно производить сваривание углеродистых или низколегированных сталей практически во всех пространственных положениях.Коэффициент наплавки составляет 8,5 г/Ач.Расход электродов составляет 1,7 килограмма.Ударная вязкость около 137 Дж/см2.
- Сварочные электроды озс-4
- Электроды ОЗС-4 производят из проволоки СВ-08 и СВ-08А.Перед сваркой обязательно рекомендуется проветсти прокалку электродов.Для сварки электродами ОЗС-4 используется постоянный ток любой полярности.Можно отметить, что электроды ОЗС-4 отличаются легким зажиганием дуги.
- Сварочные электроды озс-6
- Производительность электродов диаметром четыре миллиметра составляет один и восемь килограмма в час. Расход данных электродов полтора килограмма на один килограмм наплавленного металла. То есть расход данных электродов (1.5 кг) ниже чем у других видов (от 1.7 кг).
- Сварочные электроды ано-21
- Торец электрода АНО-21 обработан ионизирующим покрытием, которое позволяет быстро разжечь дугу в первый раз.Электроды АНО-21 славятся низким разбрызгиванием металла.Покрытие электродов АНО-21 рутиловое и благодаря этому покрытию гарантируется высокое качество сварного соединения и шва.
- Сварочные электроды уони 13/55
- Электроды уони завоевали популярность как среди опытных сварщиков так и среди обычных любителей поварить что нибудь. Для сварки электродами уони 13\55 требуются постоянный ток обратной полярности. Сварку можно производить во всех пространственных положениях. Всю подробную информацию можно прочитать на упаковке с данными электродами.
- Сварочные электроды уони 13/55а
- Данные электроды отличаются от уони 13 55 тем что ими можно производить сварку в пониженных температурах.Довольно не плохие электроды судя по положительным отзывам пользователей и сварщиков.
- Сварочные электроды уони 13/55с
- Предназначение данных электродов заключается в том что их основное назначения для сварки углеродистых и низколегированных сталей. Сварку можно производить во всех положениях в пространстве на постоянном токе обратной полярности.
- Сварочные электроды цу-5
- Данные электроды предназначены для сварки толстостенных трубопроводов которые изготовлены из углеродистых и низколегированных сталей, а также для прохождения коренных швов. Не следует эксплуатировать сварные соединения свыше четырехсот градусов по Цельсию.
- Сварочные электроды тму-21у
- Данные электроды используются для сварки ответственных узлов трубопроводов например такие как нефтепроводы или при строительстве атомных электростанций. А так же эти электроды используют для сварки углеродистой низколегированной стали и при сварке конструкционных сталей которые предназначены для энергетической промышленности.
- Сварочные электроды ви-10-6
- Электроды данной категории относятся к типу Э60 , а это говорит о том что они предназначены для сварки особо ответственных конструкций состоящих из углеродистых и низколегированных материалов. Временное сопротивление разрыву 590 мега паскаль.
- Сварочные Электроды уони 13/45
- Электроды уони 13 45 разработаны для сварки ответственных конструкций, которые состоят из углеродистой и низкоуглеродистой стали. Сварку можно производить во всех положениях в пространстве шва постоянным током обратной полярности.
- Сварочные электроды уони 13/55У
- Данными электродами можно производить сварку рельсов и арматур которые состоят из углеродистых и низколегированных сталей. Сварку можно производить как постоянным так и переменным током любой полярности, а так же замечу что выполнять швы можно во всех положениях в пространстве.
- Сварочные электроды озс 18
- Предназначены для ответственных конструкций и сварки сталей марок 10/15ХСНД, 10ХНДП. Электроды типа Э50. Расход электродов полтора килограмма на один кг расплавленного металла электрода.
- Сварочные электроды озс 21
- К достоинствам можно смело относится то, что есть возможность варить по окисленным кромкам без потери качества сварочного шва,а так же допускается наложение швов с помощью удлиненной дуги. Шлак отделяется от легко.
- Электроды АНО 18 | АНО 19 | АНО 20
- Этот вид электродов используют для сварки низколегированных/углеродистых сталей. Сварка осуществляется на переменном или постоянном токе прямой либо обратной полярности. Особенностью АНО 19 является то, что они предназначаются только для сварки в горизонтальной позиции.
- Электроды АНО 9
- Хотя они и относятся к типу э50а в тоже время они предназначены для сварки углеродистых низколегированных сталей. Имеет довольно обширные положения при сварке.
Сварочные электроды типа Э50А и Э60 предназаченных для сварки магистральных нефтегазопроводов.
- Сварочные электроды ЛБгп
- Данные электроды предназначены для сварки нефтепроводов, газопроводов, труб которые предназначены для подобных целей. В основном назначение этих электродов является: для сварки углеродистых и низколегированных сталей. Электроды диаметром 2.5 и 3 миллиметра используют для сварки коренных швов. А троечка и четверочка для остальных швов.
- Сварочные электроды лб-60
- Электроды данного типа предназначены для сварки всех швов магистральных нефтегазопроводов кроме коренного. Коренной шов производится электродами ЛБгп. Сварка производится во всех положениях в пространстве кроме вертикального сверху вниз. Варить постоянным током обратной полярностью.
Электроды для сварки высоколегированных жаропрочных сталей
- Сварочные электроды озл-5
- Данными электродами варят дефекты литья у которых устойчивость к температуре при эксплуатации не более тысячи пятидесяти градусов по Цельсию. В основном электроды этой марки предназначены для сталей марок 20Х25Н20С2 (Х25Н20С2-ЭИ283), 20Х20Н14С2 (Х20Н14С2-ЭИ211), а так же подобных видов.
- Сварочные электроды озл-9а
- Данные электроды предназначены для сварки жаростойких сталей. Предназначены эти электроды для определенных марок сталей, но и подобные этим маркам тоже можно производить сварку. Марки сталей для сварки данными электродами: 12Х25Н16Г7АР, 45Х25Н20С2, Х18Н35С2. После сварки данными электродами можно эксплуатировать сталь в окислительных средах с высоким содержанием углерода при высокой температуре, но не выше чем тысяча сто пятьдесят градусов по Цельсию.
Электроды для сварки высоколегированных нержавеющих (коррозионностойких) сталей.
- Сварочные электроды озл-7
- Если вы не знаете какими электродами произвести сварки нержавейки то данные электроды помогут вам так как они специально были разработаны для этого. Предназначены для сталей марок 08Х18Н10, 08Х18Н10Т, 08Х18Н12Б и похожих.Сварку можно производить во всех положениях в пространстве постоянным током обратной обратной полярности.
- Сварочные электроды цл-11
- Данные электроды предназначены для сварки нержавеющих сталей. Другими словами цл-11 предназначены для хромоникелевой стали. В основном разработаны для сталей таких марок как 12Х18Н9Т, 12Х18Н10Т, 08Х18Н12Б, 08Х18Н12Т.
- Сварочные электроды лэз 11
- Электроды лэз-11 предназначены для сварки нержавеющей сталей еще говорят как коррозионностойкая сталь. Купить данные электроды вы можете на официальном сайте ЛЭЗ либо в торговом доме лэз. Из плюсов можно отметить что сварку можно производить во всех пространственных положениях кроме вертикального сверху вниз.
- Сварочные электроды озл-8
- Сварка электродами ОЗЛ-8 можно производить во всех пространственных кроме вертикального сверху вниз. Для сварки электродом ОЗЛ-8 нужно использовать ток постоянный и он должен быть обратной полярности. Электроды ОЗЛ-8 отличаются от других видов тем, что они имеют высокие гигиенические показатели.
- Сварочные электроды лэз-8
- Данные электроды специально разработаны для сварки нержавейки и для сталей таких как 08X18Н10, 12X18Н9 ,08Х18Н10Т. Из особенностей можно отметить то что сварку можно производить как постоянным так и переменным током. Сварку можно производить во всех положениях в пространстве кроме вертикального сверху вниз.
- Сварочные электроды цт-15
- Электродами цт-15 варят хромоникелевые стали таких марок как 12Х18Н9Т, Х20Н12Т-Л, Х16Н13Б и 12Х18Н12Т. Сварку данным электродом нужно производить постоянным током обратной полярности.
- Сварочные электроды цл-9
- Что производит впечатление в электродах цл-9 так это его расход. Для диаметра четыре миллиметра он составляет всего один и семь килограмма на один килограмм наплавленного металла. Предназначены для сварки нержавеющих сталей марок 12Х18Н10Т, 08Х13, 12Х18Н9Т.
- Сварочные электроды нж-13
- Для сварки нержавеющей стали можно использовать электроды марки нж-13. Они предназначены для сварки каррозийностойких сталей. Как обычно мы спрашиваем какими электродами варить нержавейку ответ очевиден конечно же нж-13.
- Сварочные электроды кти-5
- Предназначены для паровых и газовых турбин, а так же для конструкций из литья. Используются при строительстве крупных заводов или создании какой-нибудь техники больших размеров.
- Сварочные электроды уони-13
- Электроды уони выпускаются нескольких марок. Например уони 13\45 и уони 13\55 или вот электроды уони 13\нж для сварки конструкций из хромистых сталей типов 08Х13 и 12Х1. Сварка во всех положениях в пространстве, а так же для сварки данными электродами нужно использовать постоянный ток обратной полярности.
- Сварочные электроды ниат-1
- Покрытие данных электродов рутиловое основное. Расход электродов один и шесть килограмма электродов на килограмм наплавленного металла если диаметр электрода четверка. Временное сопротивление разрыву 640 мега паскаль учитывая что у многих электродов он является несколько меньшим.
- Сварочные электроды озл-20
- Покрытие электродов ОЗЛ-20 позволяет вам вести сварку во всех положениях в пространстве. Сварочный шов наложенный данными электродами имеет в своем составе химические элементы как – сульфур, карбон, никель, хром, магний, молибден, силиций и фосфор.
- Сварочные электроды озл-36
- Основное назначение данных электродов сварка ответственных изделий из коррозионно стойких хромоникелевых сталей. Сварку нужно производить постоянным током обратной полярности. Расход данных электродов один килограмм наплавленного металла на полтора килограмма электродов.
- Сварочные электроды лэз-99
- Данный электрод предназначен для сварки оцинковки, а так же для сварки углеродистых и низколегированных сталей с высоколегированными сталями аустенитного класса. Электроды ЛЭЗ-99 производятся диаметром 3, 4 и 5 миллиметров.
- Сварочные электроды зио-8
- Электрод зио-8 предназначен для ответственных конструкций из двухслойной стали. Сварку можно производить всех положениях в пространстве кроме вертикального сверху вниз. Выполнять сварку нужно при постоянном токе обратной полярности.
- Сварочные электроды озл-6
- Предназначены данные электроды для жаропрочных сталей и деталей литья. Расход электродов 1.6 килограмма на килограмм наплавленного металла. Из особенностей можно отметить то что с помощью данных электродов возможно произвести сварку хромистых сталей типа 15Х25Т.
- Сварочные электроды эа-400
- Сварку данными электродами нужно производить постоянным током обратной полярности. Предназначены для сварки металлов устойчивых к коррозии. Нельзя после сварки производить термообработку и выдержит данный шов только 350 градусов и не больше при работе а агрессивных средах.
- Сварочные электроды к-04
- Этими электродами можно варить высоколегированные жаростойкие стали, ну в общем они для этого и предназначены. Расход данных электродов довольно не большой всего один пятьдесят пять килограмма электрода на один килограмм наплавленного металла.
Электроды для сплавов на никелевой основе.
- Сварочные электроды цт-28
- Данными электродами можно произвести сварку оборудования жаростойких и жаропрочных сплавов которые имеют в своей основе такой химический элемент как никель. Марки стали для которых разработаны электроды именуются как ХН78Т ХН70ВМЮТ, а так же можно производить сварку подобных сталей в которых имеется в основе никель.
- Сварочные электроды озл-25б
- Электроды данного вида разработаны для сварки изделий которые изготовлены из коррозионно стойких жаростойких и жаропрочных сплавов марки типа ХН78Т, а так же можно производить сварку хладостойких и разнородных сталей и чугуна.
- Сварочные электроды озл-17у
- Предназначены для сварки изделий из нержавеющих сплавов типов 06ХН28МДТ 03ХН28МДТ, а так же для сварки стали марки 03Х21Н21М4ГБ.Основное предназначение для сварки сталей сплавов которые работают в средах с серной и фосфорных кислот с примесями фтористых соединений.
Электроды для сварки разнородных и высоколегированных сталей.
- Сварочные электроды нии-48г
- Электроды предназначены для сварки металлов с высоким содержанием марганца. расход электродов один и семь килограмма на один килограмм наплавленного металла. Жаростойкость швов данных электродов достигает восьмисот градусов по Цельсию.
- Сварочные электроды ниат-5
- Данные электроды предназначены для сварки разнородных и высоколегированных сталей. Перед сваркой желательно прокалить электроды в специально печи для прокалки. Расход электродов при диаметре в четыре миллиметра 1.6 килограмма на один килограмм наплавленного металла.
- Сварочные электроды анжр-1
- Если вы искали электроды для сварки разнородных сталей то вы их нашли. Данные электроды могут варить жаропрочные стали и при этом не требуют перед сваркой предварительного подогрева. Предназначены для ответственных конструкций у которых рабочая температура не превышает 550 – 600 градусов по Цельсию. Сварку производят во всех положениях в пространстве постоянным током обратной полярности.
- Сварочные электроды анжр-2
- Эти электроды предназначены для сварки теплоустойчивых и закаленных сталей без предварительного подогрева и последующей обработки после сварки. Данные электроды похожи на анжр-1 и отличаются лишь несколькими параметрами и свойствами.
- Сварочные электроды эа 981/15
- Если у вас есть желание сварить какую то ответственную конструкцию то данные электроды это то что вам нужно. В основном их назначение заключается в том что они предназначены для сталей которые являются высоколегированными с повышенной прочностью.Хочу заметить что сварку производят во всех положениях в пространстве постоянным током обратной полярности.
- Сварочные электроды ЭА-395/9
- Данными электродами варят ответственные конструкции. Основное предназначение: Для сварки таких сталей которые относятся к аустенитному классу. Марки сталей для сварки 08Х18Н10Т, 10Х17Н13М2Т и похожих на эти марки. сварку производят постоянным током обратной полярностью.
- Сварочные электроды озл 19
- Эти электроды предназначены для сварки дефектов литья и конструкций которые состоят из высокомарганцовистой стали марок типа 110Г13Л . А так же эту марку стали можно варить с другими сталями и даже легированными сталями типа 30ХГСА и углеродистыми типами например тип 35.
Электроды для сварки теплоустойчивых и легированных сталей.
- Сварочные электроды цл-39
- Данными электродами можно варить котлы и трубы которые подвержены воздействию температур до 585 градусов по Цельсию. Сварку можно производить во всех положениях в пространстве, а так же не нужно забывать что это нужно делать на постоянном токе обратной полярности.
- Сварочные электроды тмл-3у
- Сварка данными электродами производится на постоянном токе обратной полярности.основное предназначение данных электродов это сварка паропроводов и подобных сталей, но хочу заметить что они разработаны для особых марок сталей таких как 12Х1МФ 15Х1М1Ф 20ХМФЛ 15Х1М1ФЛ. При сварке нужно учитывать что рабочая температура свариваемого металла не должна превышать 570 градусов по Цельсию.
- Сварочные электроды тмл-1у
- Так же как и с электроды тмл-3у предназначены для трубопроводов , но отличаются данный вид электродов предназначением к металлу и рабочей температурой. И так давайте рассмотрим основные параметры. Сварка паропроводов которые состоят из сталей таких марок как 12МХ 15МХ 12Х1МФ 15Х1М1Ф 20ХМФЛ. а так же нужно помнить что рабочая температура 570 градусов по Цельсию.
- Сварочные электроды цл-17
- Данными электродами производят сварку конструкций из хромомолибденовых сталей. Стоит заметить что у данных электродов есть предназначение для особых марок сталей таких как 15Х5М 12Х5МА 15Х5МФА . Замечу что можно варить эти стали которые так же работают в агрессивных средах и рабочая температура не превышает четыреста пятьдесят градусов по Цельсию.
- Сварочные электроды тмл-5
- У данных электродов специальное назначение. Они предназначены для сварки дефектов литья. Электродами данной марки варят не простое литье , а изделия энергооборудования которые состоят из сталей марок 20ХМЛ 20ХМФЛ 15Х1М1ФЛ и им подобных. После сварки не нужно выполнять термообработку. Сварка постоянным током обратной полярностью во всех положениях в пространстве кроме вертикального сверху вниз.
Электроды для наплавки.
- Сварочные электроды нр-70
- Данные электроды предназначены для наплавки таких металлов которые постоянно подвергаются нагрузкам трению ударам и прочим видам. В основном можно назвать несколько изделий для которых они предназначены это Рельсы из мартеновской стали и крестовины и прочие изделия. Проволока из которых изготавливают стержень маркируется как Св-08 Св-08А по ГОСТ 2246-70. Не предназначены для рельсов изготовленных из бессемеровской стали.
- Сварочные электроды т-590
- Сварочные электроды Т-590 предназначены для наплавки металла на детали, которые работают при умеренных ударных нагрузках. Также их используют для наплавки металла, который в дальнейшем будет подвержен абразивному износу. Помимо этого сварочные электроды Т-590 применяют для наплавки металла на изделия, которые будут работать в песчаном грунте, камнях, шлаки, а также для наплавки металла на детали шлаковых дробилок. Как видите, сварочные электроды Т-590 широко используются для наплавки металла.
- Сварочные электроды Т-620
- Электроды Т-620 позволят производить наплавку металла на изношенных деталях которые работают в абразивной среде либо подвергается ударной нагрузки. Наплавку металла производят в нижнем положении сварочного шва и используют при этом переменный ток прямой полярности.
- Сварочные электроды озн-6
- Предназначены для наплавки быстроизнашивающихся деталей работающих в условиях абразивного изнашивания и ударных нагрузок. Наплавка производится в нижнем вертикальном и ограниченно потолочном положении. Сварка производят как переменным током и постоянным током обратной полярности.
- Сварочные электроды озм-3
- Предназначены для наплавки без предварительного подогрева или с малым подогревом в пределах от ста пятидесяти до трехсот пятидесяти градусов по Цельсию.Для наплавки меди марок по ГОСТу 859-78,которые содержат не более 0,01% кислорода.Сварка и наплавка производится в нижнем и наклонном положениях шва в пространстве постоянным током обратной полярности.
- Сварочные электроды цн-6л
- ЦН-6Л используют для наплавки металла уплотнительных поверхностей. Электродами ЦН-6Л можно производить наплавку на поверхностях различных деталей арматуры и котлов, которые работают при температуре не превышающую 570 градусов по Цельсию, а так же котлы которые работают под давлением до 7800 МПа.
- Сварочные электроды цн-12м
- Данные электроды предназначены для наплавки таких деталей либо агрегатов которые работают под высоким давлением либо при высокой температуре. Наплавка производится постоянным током обратной полярности. Стоит заметить что наплавка производится только нижним положении.
- Сварочные электроды лэз-4
- Электроды ЛЭЗ 4 предназначены для наплавки, а также для заварки дефектов литья в железнодорожных крестовинах. Еще данные электроды используются для наплавки металла высокомарганцовистых сталей. При наплавке 1 килограмма металла Вам нужно будет задействовать не менее 1.65 килограмма электродов ЛЭЗ-4.
- Сварочные электроды озн-300м
- Электроды ОЗН-З00М применяют для наплавки металла на детали которые состоят из углеродистой или либо низколегированной стали, а так же можно производить наплавку деталей которые находятся в постоянном трении или в условиях ударных нагрузок.
- Сварочные электроды озн-400м
- С помощью данных электродов осуществляется наплавка деталей и изделий которые работают в условиях трения и ударных нагрузок. Наплавочные электроды ОЗН-400М бывают только диаметром 4 и 5 миллиметров.
- Сварочные электроды анп-13
- Основное отличие электродов АНП-13 от других наплавочных электродов в том что они предназначены для наплавки изношенных в результате сухого трения.
- Сварочные электроды омг-н
- Электроды предназначены для наплавки железнодорожных изделий которые состоят восокомарганцовистой стали такой марки как 110Г13Л. Наплавку можно производить как в нижнем положении так и в наклонном положении, а так же нельзя забывать что производить наплавку нужно постоянным либо переменным током.
Электроды для сварки и наплавки чугуна.
- Сварочные электроды цч-4
- Хорошие электроды для наплавки ремонтных действий связанных с серым ковким и высокопрочным чугуном. Не требуют перед сваркой дополнительного подогрева чугуна что очень удобно.
- Сварочные электроды озч-2
- Сварку можно производить без предварительного подогрева в местах сварки. Предназначены данные электроды для наплавки и заварки дефектов литья из серого либо ковкого чугуна. Сварка производится в нижнем и вертикальном положении постоянным током обратной полярности.
- Сварочные электроды озч-6
- Данными электродами производят сварку чугуна. Перед использованием рекомендуется произвести прокалку при температуре двести десять градусов по Цельсию.
- Сварочные электроды нч-2
- Электродами НЧ-2 производится сварка и наплавка чугуна. С помощью данных электродов производят ремонт деталей из высокопрочного, ковкого и серого чугуна. Для сваривания НЧ-2 нужно использовать ток: 70 – 110 Ампер, 100 – 140 Ампер и 140 – 190 Ампер соответственно по возрастанию перечисления диаметров электродов.
- Сварочные электроды мнч-2
- Электроды МНЧ-2 можно варить без предварительного подогрева чугуна. Предназначены для заварки дефектов литья и наплавки чугуна. Сварка и наплавка с применением электродов МНЧ-2 производится в нижнем и вертикальном положении. Сварку нужно производить на постоянном токе обратной полярности.
Электроды для сварки и наплавки меди а так же цветных металлов.
- Сварочные электроды анц
- Сварочные электроды АНЦ предназначены для сварки и наплавки изделий, которые выполнены из технически чистой меди. Содержание кислорода в данном виде меди должно составлять не более 0,01%. Также с использованием электродов АНЦ Вы можете производить сваривание и наплавку металла низколегированных сплавов, в основе которых лежит медь.
- Сварочные электроды комсомолец-100
- При сваривании ответственных металлических конструкций большинство профессиональных сварщиков используют электроды Комсомолец-100. Как Вы понимаете, профессиональные сварщики не будут использовать непроверенный инструмент или же сварочное оборудование низкого качества, не соответствующего цене.
- Сварочные электроды озб-2м
- Электродами ОЗБ-2М производят сварку и наплавку бронз, а так же заварку разичных дефектов бронзового литья. Сварку нужно производить в нижнем, горизонтальном и вертикальном положении в пространстве. Сварку производят постоянным током обратной полярности.
Электроды для резки металлов.
- Сварочные электроды озр-1
-
Электроды для сварки алюминия и его сплавов.
- Сварочные электроды ОЗА-1
- Не редко бывает так что приходится сталкиваться с тем что нужно произвести сварку алюминия, а как правило для этого нужна профессиональная сварка, но выход есть это сварка ручной дуговой сваркой электродами по алюминию например такими как оза-1 и его аналогами.
elektrod-3g.ru