Электроды для инвертора по нержавейке – Cварка нержавейки при помощи инвертора: особенности метода, правила выбора
alexxlab | 24.01.2021 | 0 | Вопросы и ответы
Cварка нержавейки при помощи инвертора: особенности метода, правила выбора
 Нержавеющая сталь относится к числу наиболее популярных материалов, ведь вот уже на протяжении более века человек использует ее для изготовления различных конструкций, активно применяемых в различных сферах. На основе ее создаются такие элементы, как болты, крепежи, баки, арматура, консервные банки и пр.
Нержавеющая сталь относится к числу наиболее популярных материалов, ведь вот уже на протяжении более века человек использует ее для изготовления различных конструкций, активно применяемых в различных сферах. На основе ее создаются такие элементы, как болты, крепежи, баки, арматура, консервные банки и пр.
Когда же приходится производить либо ремонтировать те или иные изделия, то обычно прибегают к помощи ручной дуговой сварки нержавейки электродом, для которой применяется такой аппарат, как инвертор.
Далее речь пойдет о нюансах этого метода, положительных и отрицательных аспектах, а также трудностях, с которыми могут столкнуться новички при проведении ММА сварки.
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом представляет собой процесс, характеризующийся тем, что во время плавления стержня возникает газошлаковая защита благодаря наличию у используемого электрода покрытия. Она имеет вид шлаковой корки, которая разделяет зону дуги и сварочную ванну от окружающего воздуха.
Образованию сварного соединения способствует расплавленный металл элемента, а также металл электродного стержня. В международной практике эта технология получила специальное название — сварка ММА (Manual Metal Arc).
Где чаще всего применяется метод?
Особенности сварки нержавеющей стали при помощи инвертора является то, что она может использоваться в любой ситуации вне зависимости от пространственного положения. При этом нужно помнить о том, что даже наличие опыта не гарантирует создания качественных вертикальных швов. Прибегать к помощи ручной дуговой сварки покрытыми электродами имеет смысл тогда, когда необходимо создать короткие швы, что наиболее востребовано в мелкосерийном производстве деталей.
Подобный метод соединения изделий может применяться и при установке металлоконструкций лишь в том случае, если запланирован небольшой объем работ.
В большинстве случаев РДС нержавейки покрытыми электродами используют в тех случаях, когда выполняются прихватки во время монтажа конструкций под сварку. Также этот вариант может рассматриваться в случае, когда требуется устранить дефекты, имеющиеся на небольших участках шва.Этот метод может применяться и для наплавки.
В свете этого можно сделать вывод о том, что его можно использовать в тех ситуациях, когда приходится иметь дело с небольшим объемом работ. Он подходит и для сварки в личных и бытовых целях. В качестве соединяемых элементов могут выступать трубы, металлоконструкции, емкости, баки из нержавеющей стали и пр.
Плюсы и минусы метода
На фоне прочих методов сварки, например, сварки ТИГ, сварки в защитных газах плавящимся электродом МИГ/МАГ, сварки под флюсом, использование метода соединения нержавейки ММА обеспечивает ряд значимых плюсов:
-

- РДС ориентирован на соединение многих видов чёрных и цветных металлов, а помимо этого и разных сплавов, вне зависимости от их толщины;
- отсутствие необходимости в применении дополнительной флюсовой или газовой защиты;
- подобная технология применима в тех случаях, когда трудно добраться до обрабатываемого участка по причине малых размеров конкретного сварочного аппарата.
Вместе с тем у этого метода имеются и определенные недостатки:
- приходится регулярно удалять шлак, образующийся после создания шва;
- учитывая, что сварочный ток проходит в непрерывном режиме по всей длине электрода, приходится выставлять для него ограничение, поскольку в противном случае может возникнуть перегрев электрода, а это может закончиться разрушением покрытия;
- сварка подобным методом требует больше времени.
Как варят нержавейку инвертором в бытовых условиях?
 Люди, которые впервые услышали об использовании для сварки инвертора, часто задаются вопросом, может ли применяться этот метод для соединения нержавеющей стали в домашних условиях. Также их интересует и то, каким моментам следует уделить особое внимание.
Люди, которые впервые услышали об использовании для сварки инвертора, часто задаются вопросом, может ли применяться этот метод для соединения нержавеющей стали в домашних условиях. Также их интересует и то, каким моментам следует уделить особое внимание.
Еще до начала сварочных работ важно провести основательную обработку и подготовку поверхности к соединению.
В технологическом плане подобная обработка ничем не отличается от той, которую проводят с низкоуглеродистыми сталями:
- с поверхности заготовки необходимо удалить загрязнения;
- обязательной процедурой является обработка кромок и поверхностей, для чего используют растворители. За счет этой операции можно убрать жир, негативное воздействие которого заключается в ухудшении стабильность дуги;
- в обязательном порядке на обрабатываемую поверхность необходимо нанести препарат от налипания брызг.
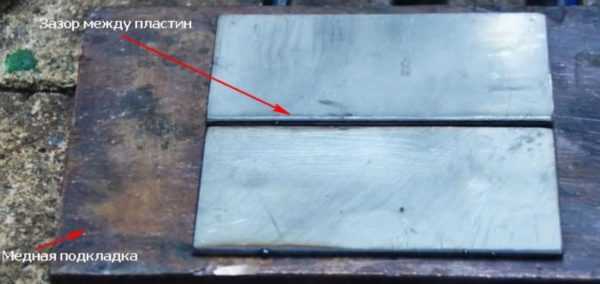
Следует отметить, что сварной стык должен иметь зазор, благодаря которому удастся создать благоприятные условия для оптимальной усадки.
Для соединения нержавеющих сталей используют ток обратной полярности. Во время выполнения сварки важно следить за тем, чтобы шов проплавлялся как можно меньше.
для этих работ обычно не используют электроды, имеющие большой диаметр. Ими можно работать тогда, когда возникает задача по сварке толстых поверхностей.
При выборе электрода для металла определенной толщины рекомендуется использовать специальные таблицы, где приведены все необходимые данные. Если допустить ошибку с выбором электрода, то это приведет к нарушению герметичности шва, создаст риск возникновения микротрещин, раковин и пор. Причиной их появления является вскипание металла.
Чтобы качественно сварить нержавеющие стали следует применять ток со значением ниже на 20% от того, который применяют для сварки низколегированных сталей. Если планируется работать инвертором, предназначенным для эксплуатации в бытовых условиях и частном строительстве, то можно ограничиться выставлением диапазона 60-160 А. Благодаря наличию плавной регулировки можно с максимальной точностью установить ток сварки, что положительным образом скажется на качестве шва. Специальные таблицы позволяют легко определить рекомендуемые значения для сварочного тока, которые определяются таким параметром, как толщина соединяемого материала.
Закончив работу с созданием шва, необходимо дать ему остыть, что позволит высоколегированной стали успешно противостоять воздействию коррозионных процессов.
Проблему охлаждения решают посредством медных прокладок. Если приходится иметь дело с аустенитной сталью, в качестве подобного решения может выступать обычная вода.
Как сваривать нержавейку инвертором?

- сварочный инвертор;
- электроды;
- растворитель;
- стальная щетка;
- средства для защиты тела: маска, перчатки и костюм.
Также следует позаботиться о наличии зажимов типа «крокодил» для заземления. Также в арсенале мастера должны присутствовать электрододержатели, силовой кабель для заземления. В некоторых случаях они изначально входят в комплектацию инвертора. Однако в большинстве случаев владельцу приходится нести дополнительные расходы по их приобретению. Лучше всего, чтобы кабели достигали в длину не менее 2 метров.
Актуальным для большинства владельцев является вопрос, какие электроды лучше использовать для сварки нержавейки. В значительной степени на успех при проведении этих работ влияет правильный расчет соотношения толщины металла и применяемого электрода.
Какие типы металлов можно сваривать нержавейку инвертором и особенности сварки таких металлов?
Под ручной дуговой сваркой нержавейки с применением инвертора принято понимать универсальный технологический процесс, к которому прибегают для соединения цветных и черных металлов, а помимо этого любых сплавов вне зависимости от их толщины, однако чаще всего этот параметр имеет значение от 3 до 20 мм.
В ряде случаев сварка может проводиться с различными классами нержавеющей стали, однако это возможно лишь в том случае, если конструкция будет эксплуатироваться в определенных условиях, а сам процесс сварки будет осуществляться при помощи электродов определенных марок.
К числу таковых вариантов нержавейки можно отнести следующие:
- жаропрочные;
- коррозионностойкие;
- жаростойкие.
Электроды для сварки нержавейки
 Если варить нержавейку планируется при помощи ручной дуговой сварки, что чаще всего выбор следует устанавливать на каких типах электродов:
Если варить нержавейку планируется при помощи ручной дуговой сварки, что чаще всего выбор следует устанавливать на каких типах электродов:
Имеющие основное покрытие (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2). Они подходят для сварки на постоянном токе обратной полярности. Причем роль покрытия здесь выполняют карбонаты кальция и магния.
Имеющие рутиловое покрытие (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46.00 d3,0). В большинстве своем их изготавливают на основе двуокиси титана. Востребованы для соединения изделий при помощи переменного тока и постоянного тока обратной полярности. С их помощью можно поддерживать стабильное горение дуги и добиться сокращения количества брызг.
Чтобы понять, какие электроды для соединения нержавеющей стали будут наиболее подходящими, необходимо исходить из видов стали, которую требуется сварить.
Модели аппаратов для сварки нержавейки
Чтобы принять верное решение в пользу необходимого инвертор для РДС, при выборе следует обращать внимание на ряд моментов:
-
 рабочий диапазон температур. Этот параметр имеет важность по той причине, что отдельные модели не рассчитаны на выполнение своих функций в условиях низких температур в процессе проведения сварочных работ на улице.
рабочий диапазон температур. Этот параметр имеет важность по той причине, что отдельные модели не рассчитаны на выполнение своих функций в условиях низких температур в процессе проведения сварочных работ на улице. - мощность и сила сварочного тока аппарата. Если планируется варить нержавейку в бытовых условиях, то выбор можно остановить на оборудовании для сварки, обеспечивающим выходной ток с показателем 180 А. Значение в 200 А и выше смогут обеспечить более профессиональные модели сварочных аппаратов.
- отклонение от номинального напряжения сети не должно превышать 20%, что не скажется на качестве сварки.
- следует обращать внимание на присутствие дополнительных функций, среди которых наибольший интерес представляют Hotstart, Arcforce, Antistick.
Заключение
Выбор инверторного аппарата для сварки нержавеющих сталей относится к числу наиболее важных параметров, который должен учитываться в обязательном порядке. Дело в том, что это непосредственным образом повлияет на качество соединения изделий. Причем этот параметр не является единственным, на который необходимо обращать внимание.
Не меньшее значение приобретает и тип используемых электродов, поскольку только применение наиболее подходящего для конкретной работы электрода может обеспечить создание надежного и прочного шва. Выбирая электроды для инверторной сварки, следует учесть, что важно иметь навыки работы с этим расходным материалом, как и с самим сварочным аппаратом. Все это тоже может повлиять на то, насколько долго будет держаться созданное соединение.
Оцените статью: Поделитесь с друзьями!stanok.guru
Сварка нержавейки инвертором – что нужно знать
Наличие у домашнего мастера сварочного инвертора (компактного и дружественного в применении аппарата) позволяет в бытовых условиях выполнять достаточно сложные в техническом отношении операции. К их числу относится и сварка нержавейки инвертором. Разберемся в нюансах подобного вида сварки.
Особенности инверторного аппарата
Обычные установки для сварки генерируют повышенные значения сварочного тока за счет высокой потребляемой мощности. В бытовых условиях это не только невыгодно экономически, но и опасно для обычных электрических сетей, пусковые автоматы которых, как правило, рассчитываются на токи не более 20-30 А.
Любой сварочный инвертор для сварки нержавейки предусматривает увеличение тока до требуемых значений вследствие поступательного инвертирования (преобразования) исходной вольтамперной характеристики энергоносителя. Вначале в первичную цепь инвертора поступает исходный переменный ток напряжением 220 В, который далее преобразуется в постоянный. Затем во вторичной цепи выполняется обратное преобразование, в ходе которого частота тока существенно увеличивается, а напряжение, наоборот, уменьшается. Такое преобразование происходит автоматически, по критерию стабильности горения сварочной дуги. При этом сила тока увеличивается до 150-200 А (конкретные значения определяются мощностью инвертора).
Технической особенностью инвертирования является нагрев рабочих плат, что неизбежно вследствие естественных потерь мощности. Поэтому фактический КПД любого сварочного инвертора не превышает 85-90%, а сам агрегат в процессе работы существенно нагревается. Поэтому продолжительная сварка инвертором невозможна, а каждая модель характеризуется определенным значением параметра ПВ (продолжительности включения). Для большинства моделей значение ПВ колеблется в диапазоне 35-60%, а в паспортных характеристиках всегда указывается допустимое время непрерывной работы аппарата. По тем же соображениям в конструкциях сварочных инверторов всегда предусматривается эффективная вентиляция рабочих контуров.
Таким образом, инвертор для сварки нержавеющей стали должен отличаться следующим набором опций:
- Наличием режима «Форсаж», который позволяет кратковременно снижать рабочее напряжение на дуге при одновременном увеличении силы сварочного тока.
- Значением ПВ, которое не должно быть менее 40%.
- Длиной соединительного кабеля — не более 5-6 м, поскольку в противном случае непроизводительные потери мощности резко увеличиваются, а сам кабель перегревается.
- Максимально большим диапазоном рабочих значений входного напряжений, как минимального, так и максимального: от этого будет зависеть стабильность инверторной сварки нержавейки.
Рекомендуется перед использованием/приобретением сварочного инвертора изучить инструкцию к аппарату. В частности, некоторые модели, имеющие лишь одну комбинированную электронную плату, качественно работать с нержавейкой не смогут.
Способы сварки деталей из нержавеющей стали
Если не брать во внимание промышленные полуавтоматические установки, то инверторная сварка нержавейки возможна двумя способами — сваркой с применением неплавящегося вольфрамового электрода (так называемый TIG-процесс) и обычной сваркой (ММА-процесс).  При этом следует вспомнить, что от обычных сталей нержавейка отличается пониженной теплопроводностью, высоким показателем теплового расширения, а также более низкой температурой своего плавления. Из этого следует, что успешная сварка нержавеющей стали любой марки возможна лишь при предварительном ее подогреве. Это правило не касается малоуглеродистых нержавеющих сталей, а также деталей с толщиной менее 25-30 мм.
При этом следует вспомнить, что от обычных сталей нержавейка отличается пониженной теплопроводностью, высоким показателем теплового расширения, а также более низкой температурой своего плавления. Из этого следует, что успешная сварка нержавеющей стали любой марки возможна лишь при предварительном ее подогреве. Это правило не касается малоуглеродистых нержавеющих сталей, а также деталей с толщиной менее 25-30 мм.
Разделка кромок, а также их зачистка от жировых и масляных пятен, выполняется так же, как и для всех остальных марок сталей. Более существенно — подобрать верный режим сварки, для чего придерживаются следующих правил:
- Из-за опасности поверхностного перегрева нержавеющей стали сварочный ток должен быть минимально допустимым, а скорость движения электрода по свариваемой поверхности — наибольшей. Лучше пройти то же место повторно, чем замедлять скорость перемещения электрода
- Для устранения перегрева свариваемых деталей из нержавейки с противоположной стороны шва подкладывают толстую алюминиевую или медную пластину. Перед повторным проходом поверхность этой пластины следует хорошо очистить.
- Используется только обратная полярность сварочного тока.
- Поскольку место сварного шва не защищено от активного окисления кислородом воздуха, то его сразу после сварки, удалив грат и шлаки, обрабатывают противокоррозионными пастами. Пасту выдерживают на поверхности не менее 30 мин, после чего смывают водой.
- Учитывая высокую теплопроводность нержавейки, зазор между свариваемыми деталями увеличивают до 1-2 мм.
- Выбор технологического режима инверторной сварки нержавейки устанавливают в зависимости от толщины сварочного электрода. Для наиболее распространенного электрода диаметром 33 мм ток устанавливают в пределах 75-90 В, при этом важно, чтобы напряжение на дуге не превышало 30 В.
Короткая дуга при сварке нержавейки в домашних условиях определяется расстоянием между электродами: оно должно составлять примерно половину диаметра электрода. Именно в этом случае может быть достигнута максимальная глубина проплавления материала при минимальной ширине шва. Одновременно достигается и улучшенная защита сварочной ванны от кислорода воздуха.
Практическая зависимость между основными составляющими вольтамперной характеристики сварочной дуги приведена в таблице.
Следует отметить, что таким образом удобно варить лишь горизонтальные стыки. Для угловых соединений сварка инвертором на короткой дуге практически возможна, если корневые швы будут располагаться внизу.
Как варить нержавейку инвертором в домашних условиях? Лучше всего предварительно попрактиковаться на тонком листе: так легче всего научиться быстрому перемещению электрода по свариваемым поверхностям и добиться нужной прямолинейности шва.
Выбираем сварочные электроды
Электроды с традиционным покрытием для сварки нержавеющей стали не подходят: ими можно варить, используя дугу только постоянного тока. Рутиловые электроды, помимо своей повышенной универсальности, еще и предотвращают разбрызгивание жидкого металла вне зоны сварного шва. Это улучшает его качество и обеспечивает необходимую безопасность сварщику. Электроды по нержавейке для инвертора должны в полной мере обеспечивать следующие преимущества:
- При импульсной сварке с малыми ПВ уменьшается теплоотдача в поверхность детали;
- Снижается мощность, затрачиваемая на сварку;
- Экономно расходуется материал и снижается трудоемкость зачистки поверхности сварного шва;
- Уменьшается протяженность и глубина термически измененной зоны, что особенно важно для сварки толстолистовых изделий.
При отсутствии каких-либо особых требований к качеству сварного шва, при инверторной сварке по нержавейке подойдут электроды марок ОЗЛ-8 или ЦП-11.  Более удобно, однако, работать с электродами марок ОК-45 или МР-3. Благодаря малому сродству с металлом нержавеющих сталей, такие электроды после использования оставляют на поверхности шлак, который после остывания охрупчивается, а затем легко отделяется от поверхности.
Более удобно, однако, работать с электродами марок ОК-45 или МР-3. Благодаря малому сродству с металлом нержавеющих сталей, такие электроды после использования оставляют на поверхности шлак, который после остывания охрупчивается, а затем легко отделяется от поверхности.
Как варить нержавейку инвертором? Начинающие сварщики считают, что с увеличением диаметра сварочного электрода производительность процесса увеличится. Но это верно лишь для работ с толстолистовыми заготовками. В остальных случаях рекомендуется принимать для работ электроды минимально возможного диаметра. Как показано в вышеприведенной таблице, при этом на дуге возникает наибольшее напряжение, что способствует стабильности ее горения.
При использовании инвертора также важно научиться правильно выставлять сварочный электрод по отношению к поверхности соединяемых изделий. Наилучшие условия для перемещения электрода создаются при угле наклона к дуге в пределах 75±50.
Таким образом, для успешной сварки нержавейки с применением инвертора необходимо правильно выбрать марку электродов. В случае, если сварка должна быть выполнена с наилучшим качеством, лучше ориентироваться на специализированные марки. Для этого нужно (хотя бы примерно) установить марку материала соединяемых изделий. Например, для сварки жаропрочных сталей подойдут электроды ЭА-981-15 или ОЗЛ-9-1, а для сварки коррозионно стойких сталей — электроды Л38М, НЖ-11 или СЛ-28.
wikimetall.ru
Сварка нержавейки инвертором в домашних условиях: электроды для сварки стали
Нержавеющая сталь отличается от обычной углеродистой наличием легирующих элементов — металлов хрома, никеля, молибдена, марганца, титана в различном процентном соотношении. Чаще всего используется хром (Cr), его в составе нержавейки может быть до 20%, хром и никель в пропорции, соответственно, 3 – 5% хрома и столько же никеля.
Хромоникелевые стали одни из самых распространенных и лучше всего поддающиеся обработке. Марки стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т широко применяются в машиностроении, пищевой и химической промышленности, чаще всего они встречаются и в домашних мастерских.
Для начинающих сварщиков нержавеющая сталь — материал довольно сложный. Проще всего варить нержавейку инвертором – полуавтоматом в аргоновой атмосфере. Шов в таких случаях получается чистым и ровным, при достаточной тренировке, естественно, а само соединение прочным и герметичным. Но успешно сваривать сталь можно и покрытыми электродами, если знать особенности настройки инвертора и правила работы с нержавейкой.
Особенности нержавеющей стали при сварке

У высоколегированных сталей теплопроводность значительно ниже, чем у обычных углеродистых. При работе электрической дуги тепло хуже отводится из зоны сваривания, что у неопытных сварщиков приводит к сквозному прожиганию металла. Для сваривания нержавейки ток инвертора уменьшается на 20 – 25 %. Уменьшить риск перегрева можно и установив детали для сваривания, особенно небольшой толщины, на медную пластину, обладающую высокой теплопроводностью. Часть тепловой энергии уходит по ней, и область сварного шва находится в безопасном для металла тепловом режиме.
Второй особенностью нержавеющих сталей является значительный коэффициент теплового расширения, превосходящий этот показатель обычной стали и большинства металлов, пригодных для сварного способа соединения. Между свариваемыми деталями необходимо оставлять небольшой зазор, чтобы при остывании шов не разрушался. Ширина зазора тем больше, чем массивнее деталь. Внутренние напряжения могут достигать предела прочности, и деталь будет деформироваться — изгибаться, коробиться и т.д.
Стали с высоким содержанием хрома подвержены и другой опасности — потере антикоррозионных свойств в зоне шва. При нагревании до высокой температуры (около 13000 С) хром превращается в карбид (Cr23 C6), который слабо связан с соседними зернами. В зоне карбидообразования возникает нарушение технологической прочности металла. К тому же, карбид хрома постепенно растворяется в агрессивных средах, например, кислотах, щелочах, обычной воде. Со временем сварной шов может разрушиться.
Межкристаллитная коррозия — появление на границах зерен стали посторонних соединений — карбидов, как правило, легко растворимых. В результате значительно уменьшается прочность и пластичность локальных участков, особенно в зоне контакта перегретого металла с относительно холодным.
Итак, как правильно варить нержавейку? Избежать снижения прочности можно несколькими способами.
- Выбирать для сваривания сталь с низким содержанием углерода, кремния и никеля. Они усиливают межкристаллитную коррозию. Напротив, стали с легированием вольфрамом, молибденом, марганцем и ниобием значительно меньше подвержены риску образования очагов коррозии.
- Второй способ — охлаждение зоны сваривания. Если вы работаете со сталью довольно часто, то необходимо изучить температурные режимы для сваривания той или иной марки стали.
Техника сварки нержавеющей стали

Чем можно варить? Электроды для сварки конструкций из нержавеющей стали применяются особые, созданные для этого вида металла. Для ручной дуговой сварки ММА используются отечественные ЦЛ-11, НИИ-48Г или ОЗЛ-8. Помимо их неплохих качеств, эти электроды нетрудно купить по доступной цене. Их состав рассчитан на работу с хромоникелевыми сталями и обеспечивают условия сварки с минимальным образованием очагов межкристаллитной коррозии.
Шведские электроды от компании ESAB (ОК61.30.) намного лучше, как для профессионалов, так и для новичков, но цена их значительно выше.
Эти электроды предназначены для сварки на постоянном токе обратной полярности. Покрыты они фтористым кальцием или карбонатом кальция (основные покрытия). Выбирать электроды по толщине следует исходя из размеров свариваемых деталей. Для массивных деталей, которые в бытовых условиях свариваются довольно редко, можно использовать электроды диаметром 3 мм. Для тонких листов нержавейки нужны короткие электроды — до 35 мм, диаметром 1,6 – 2 мм.
Когда происходит сварка нержавейки инвертором, зону контакта необходимо тщательно зачистить металлической щеткой и промыть растворителем, для удаления масла или иных жиров. Как и все металлы, нержавеющая сталь при сварке очень чувствительна к чистоте поверхности. Ток выбирается согласно инструкции к сварочному инвертору определенной модели, но в любом случае, он должен быть ниже, чем для работы с углеродистыми сталями.
Зажигается дуга несколько в стороне от основного шва и медленно подводится к нему. Дугу следует держать по возможности короче. Формирование шва производится короткими движениями, стараясь не прерывать дуги. Варить можно в любом положении, зависимо от конфигурации детали.
Если вы не уверены в маркировке стали и никогда не работали с нержавейкой, то лучше потренироваться на коротких обрезках, чтобы подобрать оптимальные настройки инвертора и отработать технику сварки. Нержавеющая сталь различных марок сваривается по-разному, поэтому проверить ее особенности, как и возможности аппарата не помешает никогда.
вернуться к меню ↑Выбор инвертора
Особенных требований к инвертору для работы с нержавейкой нет — у него должен быть режим ММА/TIG, предусмотрена возможность работы, как с переменным, так и постоянным током (AC/DC) а диапазон тока находится в пределах 20 – 200 А. если вы не собираетесь работать с инертными газами, то достаточно режима ММА.
Для начинающих сварщиков, да и для бытового использования вообще, очень хорош инверторный аппарат дуговой сварки Ресанта САИ 220. Он может работать в сетях со значительными перепадами напряжения — 140 -260 В, диапазон регулировок сварочного тока 10 – 220А, ПВ= 70%. В наличии функции «Горячий старт» и «Антиприлипание». Удобные органы управления и небольшой вес аппарата повышают удобство его применения. Для сварки нержавейки аргоном подходят практически все современные инверторы бытового и профессионального типа.
вернуться к меню ↑Итог
Надеемся, после изучения данной статьи вам станет понятно как можно сварить нержавейку. Также мы выяснили различные нюансы работы с металлом, какие электроды нужны, особенности пайки нержавейки с медью.
electrod.biz
Чем варить нержавейку – выбираем лучший сварочник
Сварка нержавеющей стали отличается некоторой сложностью, которая вызвана особенностью химического состава. По сути, нержавеющая сталь — это сплав железа с хромом с добавлением углерода, марганца, магния, ванадия и прочих элементов в количестве от нескольких сотых до 1-2%. В то же время содержание хрома находится в диапазоне 13-30%.
Сварочный аппарат для сварки нержавейки может применяться любой конструкции — ММА, DC/AC TIG, MIG, но он должен иметь более широкий диапазон регулировок, чем установка для сваривания обычной низколегированной и углеродистой стали. Заслугой тому особые свойства нержавейки:
- низкая теплопроводность;
- высокая химическая активность в зоне расплава;
- значительный коэффициент термического расширения;
- низкая температура плавления.
Учитывая эти особенности, сварочный трансформаторный или инверторный аппарат для нержавеющей стали должен иметь возможность сварки при пониженном токе. В таком случае к зоне шва поступает намного меньше тепла — металл не прогорает и не нарушается его структура.
Также сварочный аппарат для нержавейки должен работать как в прямой, так и в обратной полярности, переключаться на переменный ток и обладать способностью вести сварочные работы в импульсном режиме. Не очень много моделей даже профессиональных аппаратов сочетают в себе все эти возможности, поэтому для работы исключительно с нержавейкой аппарат выбрать довольно сложно.
Кроме сварки электрической дугой, для нержавейки активно применяется и лазерная, но преимущественно в промышленных условиях. На бытовом уровне или в небольших мастерских встретить лазерный сварочный аппарат для нержавеющей стали довольно сложно. Это очень сложное и дорогое оборудование, но есть умельцы, которые в собственных гаражах строят вполне работоспособные установки для работы с лазером.
Особенности сварки ММА
Работать с нержавеющей сталью могут как трансформаторные, так и инверторные аппараты. Особенно такая сварка распространена на бытовом уровне и в небольших цехах, где налажено мелкосерийное производство не слишком ответственных изделий из нержавеющих сталей. Как уже упоминалось, сварочный аппарат для сварки нержавеющей стали может быть любой конструкции, даже любительский. В ММА-сварке важен правильный выбор электродов.
Электроды
Для работы с нержавеющей сталью подходят два вида электродов — основные ( типа СЭЗ ЗИО-8 d4,0) и рутиловые (Lincoln Electric Omnia 46 D3,0). Первые — это покрытые электроды с внешним слоем из карбоната магния или кальция. Они предназначены для постоянного тока обратной полярности. Это значит, что к электроду подключается «+» аппарата, а к свариваемой детали «—». Диаметр электрода выбирается по толщине свариваемой стали и ее марке.
Рутиловые электроды защищенные двуокисью титана (TiO2). Работать с ними можно как при постоянном токе с такой же полярностью, как и в первом случае, так и с переменным током. Они отлично держат дугу и практически не создают брызг металла, что характерно для основных электродов.
Таблица 1. Выбор электродов для нержавейки при сварке ММА
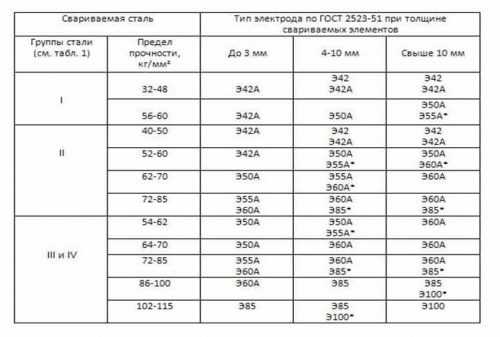
Выбирать электроды, зная марку свариваемой стали, лучше всего по ГОСТ 10052, где для каждого металла из марочника высоколегированных сталей указан точно подобранный электрод.
Почему так важен подбор электродов? Хром, находящийся в составе стали, очень активно взаимодействует с кислородом атмосферы и образует пленку толщиной в несколько атомов, которая, тем не менее, препятствует соединению расплава из разных частей соединяемых деталей. Покрытие электрода, сгорая, создает защитную атмосферу, которая не допускает в сварочную ванну кислород и азот. Но для нержавейки следует подбирать специальный состав защитной атмосферы, поэтому не все виды электродов подходят.
Аппараты для сварки нержавейки
Выбор, каким аппаратом варить нержавейку, зависит от уподобаний и квалификации сварщика. Но, по мнению подавляющего большинства профессионалов, лучше всего для РДС высоколегированных марок сталей подходят инверторные аппараты. При покупке обращайте внимание на такие основные параметры, которые очень сильно влияют на результат работы с нержавейкой:
- Рабочий диапазон температур. Некоторые инверторы не способны работать при отрицательных температурах. У качественного инвертора для нержавейки диапазон начинается от -10 0С и ниже.
- Сила сварочного тока достаточна в пределах 30-180А;
- Наличие Hot Start, Anti-Stick и Arc Force — обязательно;
- Мощность аппарата должна обеспечивать возможность применения электродов диаметром до 4 мм.
Если ориентироваться на конкретные модели, то для сваривания нержавейки в бытовых и полупрофессиональных условиях отличными характеристиками обладают однофазные аппараты Сварог PRO ARC, ПАТОН ВДИ-200P, Сварог TECH ARC. Они не являются самыми лучшими, но их характеристики можно использовать, как ориентиры при выборе среди моделей других производителей. Для профессиональной работы вполне подойдут WM Pico 162, Lincoln Electric, KEMPPI Minarc.
В семействе трехфазных лучшим выбором будут Сварог ARC 315 Lincoln Electric, EWM Pico, BRIMA ARC.
Аргоновая сварка AC/DC TIG
Не менее распространенным оборудованием для сварки нержавеющих сталей в полупрофессиональном и профессиональном сегменте являются аппараты AC/DC TIG, работающие в атмосфере аргона. Электродом в этом случае выступает вольфрамовый стержень, обязательно использование присадочной проволоки специальных марок, которые превосходят свариваемый металл по уровню легированности, например, ER 308.
При сварке тонкого металла, под нержавейку можно установить медную пластину для отвода тепла. После окончания сварки необходимо оставить подачу газа на несколько секунд, так называемый режим Post flow. Это позволяет металлу остыть в достаточной степени без окисления и предотвратить подгорание электрода из вольфрама.
Аппараты для AC/DC TIG способны работать со многими металлами, например, алюминием и его сплавами. В самых современных используется технология Soft Switch, позволяющая резко уменьшить уровень тепловых потерь, настройки баланса тока, изменение частотных характеристик при сварке на переменном токе, режим пульсации.
Особенно интересный режим MIX TIG, который используется в полупрофессиональных и профессиональных аппаратах и представляет собой комбинацию поочередного применения сварки при постоянном и переменном токах. При этом переменный разбивает оксидную пленку без перегрева металла, а постоянный производит расплав и сваривание. Практически все аппараты имеют режим Spot Arc — точечную сварку, позволяющую сделать прихватку металла, точно выполнять лицевые швы.
Лучшие сварочные аппараты — TRITON ALUTIG , Aurora PRO INTER, Сварог PRO TIG, Aurora IRONMAN, Fubag INTIG. Они находятся в разных ценовых категориях, но позволяют выполнять сварку нержавейки приблизительно на одном уровне качества, отличаясь только временем непрерывной работы и ограничениями по мощности.
Сварка нержавейки МИГ/МАГ
Полуавтоматическая сварка нержавейки доступна даже при не слишком больших профессиональных навыках и умениях. Но в руках профессиональных сварщиков аппараты MIG творят настоящие чудеса, справляясь как с тончайшими листами, так и с громоздкими рельефными деталями.
Аппарат МИГ/МАГ должен иметь возможность настроек для работы короткой дугой (для тонких листов), струйным переносом и в импульсном режиме. Газ используется вместе с монолитной нержавеющей проволокой, при сварке порошковой — газ не обязателен. Но порошковая проволока может применяться только при не слишком ответственных работах — со временем шов может покрываться налетом ржавчины. Идеальный случай — нержавеющая проволока по ГОСТ 2246-70 в атмосфере аргона или аргона и гелия.
Лучшие аппараты — Сварог EASY MIG, ФЕБ НОРМА, BRIMA, TRITON MIG 300, профессиональные — EWM Picomig, KEMPPI Minarc MIG EVO 170, Lincoln Electric.
Приглашаем читателей поделиться собственным опытом сварочных работ с нержавейкой. Практические навыки, собственные находки, нестандартные подходы к использованию оборудования — пишите нам обо всем.
wikimetall.ru
Сварка нержавейки инвертором в домашних условиях своими руками
Сварка нержавейки инвертором является достаточно сложным процессом, который далеко не у всех получается с первого раза. Маcтер должен обладать определенными навыками, чтобы получился качественный результат. Во многих случаях все может закончиться, даже без зажигания нормальной дуги. В домашних условиях, где имеется техническая ограниченность, все становится еще сложнее. Трудности возникают даже при использовании газовой сварки, в которой все процессы происходят в три раза медленнее, чем при использовании инвертора.

Сварка нержавейки инвертором
Основная проблема касается текучести материала, так как при образовании сварочной ванны консистенция металла больше похожа на воду, чем не тягучее вещество. Таким образом, очень сложно сделать чешуйчатую структуру шва, которая является лучшим вариантом для надежного соединения, и качество сцепления заметно снижается. При создании потолочных и вертикальных швов все становится еще более сложным, так как расплавленный металл просто стекает вниз.
Сварочный инвертор
Качественная электросварка нержавейки инвертором предполагает подбор соответствующего аппарата. Сварочный инвертор выступает в качестве источника электропитания для образования дуги. Аппарат должен стабильно работать, чтобы питание было постоянным и не меняло свои параметры во время процесса. Также должен быть удобный выбор настроек, который поможет подобрать правильное напряжение и силу тока для конкретного случая. От этого же зависит и электродами какого максимального диаметра можно будет пользоваться.

Инверторный сварочный аппарат
Не стоит забывать о легком поджиге, так как с этой операции начинается процесс и аппарат должен обеспечить необходимые условия. Чем мощнее техника, тем большие она имеет размеры, а также может работать с более толстыми металлами. В последнее время для частного использования очень популярными стали компактные инверторы. Они также обладают высоким коэффициентом полезного действия.
Принцип действия инвертора
Чтобы сварка инвертором нержавеющей стали прошла максимально качественно, нужно разобраться в принципе действия аппарата. К счастью, здесь он достаточно простой. Инвертор подключается в электрическую сеть, откуда ток подается на его выпрямитель. Из сети, как правило, поступает переменный ток, но после прохода через выпрямитель получается постоянный, но большой частоты. Это влияет на работу сварочной дуги, которая при постоянном токе становится более удобной для сварки, так как повышается ее стабильность. При работе с нержавейкой даже относительно небольшие аппараты оказываются эффективными, так как она обладает меньшей температурой плавления.
Выбор инвертора
Сварка нержавейки инвертором в домашних условиях требует правильного подбора аппарата. Одним из главных факторов является максимальная мощность, так как от нее зависит диапазон выполняемых работ. Чем больше мощность, тем на большую толщину заготовки можно проварить металл. Для домашних условий может оказаться важным и компактность, что также будет полезно и для высотных работ.
При работе с нержавейкой важна тонкая регулировка каждого параметра, чтобы подобрать действительно правильный режим работы без каких-либо погрешностей.
«Обратите внимание! Желательно, чтобы на инверторе была хорошая дополнительная вентиляция, так как даже при работе на открытых пространствах естественной далеко не всегда хватает.»
При этом стоит выбрать модель с автоматическим выключением, когда аппарата начнет перегреваться. Это существенно увеличит срок эксплуатации и убережет от преждевременных поломок. Наличие дополнительных режимов также будет не лишним.
Свойства нержавейки
Сварка нержавеющей стали инвертором предполагает учет всех свойств данного металла. Они достаточно капризны и среди них можно выделить основные:
- Коэффициент линейного расширения – данный параметр значительно превышает аналогичные показатели у других металлов. Чтобы сварка была качественной, следует обеспечить достаточно хороший зазор при соединении толстых деталей. Это поможет избежать деформации, так как расширение происходит сильно неравномерно.
- Теплопроводность – она примерно в два раза ниже, чем у сталей с низким содержанием углерода. По этой причине для сварки нужно использовать более низкие параметры тока, что составляет на 20% меньше от нормы.
- Устойчивость состава при температурной обработке – при высоком содержании хрома металл может терять антикоррозийные свойства. Чтоб избежать этого, места сварки стараются сразу охладить, чтобы не произошло изменений.
Все это регламентируется по ГОСТ 5632-72.
Свариваемость нержавейки
Сварка нержавейки инвертором не зря относится к сложным процессам, так как сам материал достаточно плохо сваривается. Здесь обязательно должен использоваться электрод из такой же по составу стали. Для обеспечения максимально качественного результата необходимо использование дополнительного флюса и следует контролировать, чтобы покрытие электрода было в нормальном состоянии.

Процесс сварки нержавейки инвертором
Особенно сложно металл ведет себя при потолочной сварке, так как он быстро растекается и велика вероятность, что все просто слетит вниз. Даже после окончания сварки могут возникнуть проблемы, которые касаются деформации и потери свойств стойкости к коррозии.
Какие электроды использовать?
Когда совершается сварка нержавейки ГОСТ 16037 80, то следует правильно подобрать расходные материалы. Среди отечественных марок электродов особой популярностью пользуются ОЗЛ-8 и ОЗЛ-6. Это распространенные и доступные всем модели.

Сварочные электроды марки ОЗЛ
Также используются и электроды ОК-46 и МР-3, которые делают процесс сваривания более удобным, что повышает его качество. Данные модели могут работать как на прямом, так и на обратном токе. Две последние модели лучше выбирать, если требуется варить не только в горизонтальном положении, но и в вертикальном.

Сварочные электроды марки ОК
Электроды для нержавейки имеют свои особенности, к примеру, при остывании шва, который был сделан с их помощью, начинает отскакивать шлак. Так может происходить до полного остывания, так что следует предпринимать меры безопасности или скорее остужать данное место, если это позволяет технология. Сами электроды должны соответствовать ГОСТ 10052-75.
Пошаговая инструкция
Перед тем как начнется сварка нержавейки инвертором, следует заняться предварительной обработкой поверхностей. Следует очистить места, которые будут свариваться от налета, обезжирить их и убрать все лишнее. Это можно сделать с помощью металлической щетки и различных растворителей. При работе с нержавейкой не стоит забывать о зазоре.
Далее следует обработать места флюсом, если таковой имеется, что должно увеличить качества свариваемости. После этого нужно выставить ток на аппарате по заданным параметрам режима. Он должен иметь обратную полярность. В лучшем случае на аппарате должен быть специальный режим для сваривания нержавейки. Сам процесс, как правило, происходят достаточно быстро.
Нужно зажечь дугу и образовать сварочную ванную. Требуется делать шов достаточно глубоко и широко, чтобы он смог связать большую площадь металла. Это обеспечит более высокую надежность. Когда шов будет сделан до конца, то можно принудительно охладить его, чтобы материал сохранил свой антикоррозийные свойства.
Предотвращаем дефекты
Одним из самых главных дефектов, который образуется по незнанию, является деформация заготовки. Когда происходит сварка нержавейки инвертором своими руками, то многие люди выставляют детали также, как и при работе с обыкновенной сталью. Но из-за неравномерного расширения на ней получается слишком большая вероятность образования дефекта. Чтобы этого не случилось, нужно делать небольшой зазор.
Распространенным дефектом может стать утрата антикоррозийных свойств. Это получается из-за структурных изменений под действием температуры. Металл теряет важные легирующие элементы, которые и позволяют сопротивляться коррозии. Чтобы этого не случилось, следует быстро охлаждать металл после сварки.
При неопытности сварщика шов может получиться неправильной формы. Фактически он соединяет детали, но проникновение оказывается не столь глубоким, что снижает его надежность. Здесь поможет только опыт работы с нержавейкой.
Финишная обработка сварных швов
Сварка нержавейки инвертором на окончательной стадии требует дополнительной обработки. Это нужно не только для внешнего вида, так как многие детали требуют хорошей обработки для эстетики, но и для проверки качества. В первую очередь нужно оббить шлак, который остался после обработки. Затем можно отполировать шов, так как зачастую он получается не столь красивым, как при работе с другими металлами.

Финальная обработка швов после сварки нержавейки
Снятие нескольких десятых долей миллиметра с детали сделает все более гладким, а также поможет выявить наличие раковин внутри сделанного шва, что может привести к проведению повторного процесса.
svarkaipayka.ru
Сварка нержавейки инвертором – электроды для тонкого металла

Все мы пользуемся в обиходе изделиями из нержавеющей стали.
Бытовая техника, посуда, ведра, приспособления для сада и технических надобностей – все это сделано из нержавейки.
Так же из этого материала изготавливают трубы для нужд внешнего водопровода. К сожалению, со временем, вещи имеют свойство ломаться, в них образуются дефекты. А для того чтобы их устранить понадобится сварочный аппарат.
Применение нержавеющего металла не ограничивается только кухонной утварью, он активно используется для нужд промышленности.
Нержавеющая сталь уже на протяжении ста лет считается самым популярным материалом.
Из нее изготавливают различные конструкции, например, тепловой насос «воздух-вода» для отопления дома.
В случае необходимости произвести ремонт изделий из данного металла, как правило, используют ручную дуговую сварку электродами с помощью специального аппарата, который называется – инвертор.
Метод сваривания нержавейки инвертором РСД
Ручная дуговая сварка (РСД) — это своеобразная процедура, характерной чертой которой является следующее:
- благодаря имеющемуся у электрода покрытию, в период плавления сердцевины образуется газошлаковая защита.
Она представляет собой тоненькую корку, разделяющую часть сварного шва и зону дуги от находящего вблизи воздуха.
Сварное соединение образуется благодаря расплавленному металлу и ингредиентам электродного штифта. В мировой практике эту технологию принято называть – сварка ММА.
При каких обстоятельствах применяют
Сваривание нержавейки при помощи инвертора имеет свои особенности. В чем они заключаются?
А знаете ли вы, как делаются соединение металлических труб без сварки и резьбы? Технологии и способы стыковки отдельных составляющих водопроводной сети описаны в полезной статье.
Как установить столешницу из гипсокартона в ванной, своими руками, написано на этой странице.
Самая главная отличительная черта процедуры – возможность ее использования в различной ситуации, независимо от того, что создается. Это может быть ливневая система водоотведения с крыши здания или прокладка канализации к септику.
При этом, следует знать, что даже опытные сварщики не застрахованы от ошибок. Многим специалистам (не говоря о новичках) не всегда удается сделать качественный вертикальный рубец.
Выполнять РДС составными электродами присадочного металла имеет смысл только в том случае, когда нужно сделать короткий шов, а это необходимо при производстве мелких деталей.
Даная методика сопряжения изделий используется при установке металлических конструкций при запланированном небольшом объеме работ.
Чаще всего, ручная дуговая сварка нержавеющей стали покрытыми электродами применяется в случае необходимости выполнить прихватку в процессе монтажа детали под сварку.
Кроме всего прочего данный вариант может быть использован для устранения дефектов на незначительных участках сварного рубца и для наплавки.
Исходя из всего вышесказанного, следует, что эта тактика (как показывает практика), наиболее успешна в тех случаях, когда предстоит иметь дело с незначительным объемом работ.
Такая техника сварки применяется, в бытовых целях. В этом случае соединяемыми элементами, как правило, выступают различные емкости, резервуары из нержавейки, трубы и другие изделия из металла.
Достоинства и недостатки
 Если сравнивать с другими тактиками сварочных работ, эта, имеет целый ряд значимых «плюсов»:
Если сравнивать с другими тактиками сварочных работ, эта, имеет целый ряд значимых «плюсов»:
Отрицательные моменты.
- При создании шва (как сделать тепловой насос своими руками из старого холодильника) образуется много шлака и его нужно регулярно удалять.
- Принимая во внимание то, что сварной поток электричества подается в непрерывном режиме по всей поверхности электрода, необходимо устанавливать для него предельные показатели.
Если этого не сделать, электрод перегреется и в конечном итоге все закончится тем, что покрытие полностью разрушится.
- Сварка подобной техникой требует много времени.
Можно ли варить домашних условиях
А известно ли вам, как установить акриловую ванну на кирпичи? Пошаговая инструкция размешена на странице под ссылкой.
Про отвод воды от дома дедовским способом написано здесь.
На странице: http://ru-canalizator.com/septiki/otstojnik/avtonomnyj.html прочитайте, как выбрать и купить автономную канализацию для частного дома.
Обыватели, которые раньше никогда не слышали и не сталкивались с таким подходом к сварочным работам, интересуются вопросом:
- насколько этот метод применим для соединения нержавейки в быту.
Так же многих интересует, на какие моменты нужно обращать особенно пристальное внимание.
Важно знать! Перед началом выполнения работ, необходимо основательно обработать и подготовить поверхности к соединению.
Подобное очищение в технологическом плане мало чем отличается от обработки низкоуглеродистых сталей.
Для того, чтобы создать, максимально, благоприятную обстановку для усадки, необходимо все сделать так, чтобы сварной стык имел небольшой зазор.
Нержавеющую сталь соединяют с помощью тока обратной полярности. Во время сварочных работ очень важно контролировать состояние шва – он должен проплавляться по минимуму.
Для этих целей, как правило, не пользуются электродами большого диаметра. С ними работают только в случае сваривания толстостенных поверхностей.
Выбирать электроды нужно со знанием дела. Если вы сами не разбираетесь во всех тонкостях вопроса, то лучше это доверить специалисту.
Неправильно подобранное изделие – это гарантия нарушения герметичности шва, что приведет к образованию микротрещин, пор и раковин. Подоплекой появления дефектов считается вскипание металла.
Для достижения качественной сварки нержавеющей стали, значения показателей тока должны быть, как минимум, на 20 % меньше того, которые используются для сваривания низколегированных сталей.
Если вы собираетесь пользоваться инвертором, который предназначен для работы в индивидуальном строительстве или в бытовых условиях, то диапазон может быть выставлен в пределах – 60 – 160А.
 На аппарате имеется регулятор, с его помощью, максимально, точно устанавливают необходимый ток сварки.
На аппарате имеется регулятор, с его помощью, максимально, точно устанавливают необходимый ток сварки.
Это положительно сказывается на качестве сварочного рубца (устройство септика Топас описано на этой странице).
После того, как шов будет создан, нужно предоставить ему время для остывания, что даст возможность металлу впоследствии не поддаваться коррозионным процессам.
Быстрее охладить шов помогут медные прокладки (про соединение стальной трубы с полипропиленовой написано здесь).
А если речь идет об аустенитной стали, решить проблему можно с помощью обычной воды.
Пошаговая инструкция
Хотите варить детали из нержавеющей стали с помощью инвертора собственноручно?
Для этого вам нужно иметь под рукой такие материалы и инструментарий:
- сварочный агрегат инверторного типа,
- электроды (для сварки чугуна),
- стальную щетку,
- растворитель,
- защитные средства: перчатки, маску и рабочий костюм;
- зажимы и силовой кабель для заземления (он обычно входит в комплектацию сварочного аппарата).
 Если производитель не предусмотрел сетевой шнур, придется потратиться на его приобретение.
Если производитель не предусмотрел сетевой шнур, придется потратиться на его приобретение.Его нужно купить около 2-х – 2,5 метров,
- электрододержатели.
Качество сварки, например, трубы и сгона (размеры), во многом, зависит от правильно подобранных электродов.
РДС нержавейки с помощью инвертора – это многофункциональный производственный метод, посредством которого соединяют не только цветные и черные металлы, но и их сплавы разной толщины, обычно эта величина достигает значений – 3 – 20 мм.
В большинстве случаев, сварочные работы могут быть произведены с разными типами нержавеющей стали.
Но это возможно только при соблюдении следующих условий:
- сварка должна осуществляться электродами определенной марки и конструкция будет эксплуатироваться при конкретных обстоятельствах.
Какой аппарат купить
Во время выбора инвертора надо обратить внимание на:
Для того, чтобы справиться с работой по свариванию изделий из нержавеющей стали, необходимо иметь некоторый опыт и навыки.
Если их нет, то не стоит надеяться на хороший результат. Но потренировавшись какое-то время, вы сумеете добиться соединения высокого качества.
Сварной шов нержавейки должен обладать хорошей герметичностью – это его главная характеристика.
Так как изделия из данного металла имеют широкую сферу применения (в том числе их используют в пищевой и фармацевтической промышленности), особое внимание уделяют финишной обработке сварного рубца.
Для того, чтобы придать ему привлекательный внешний вид, выполняют зачистку и полировку абразивными средствами.
Во избежание появления дефектов при выполнении сварочных работ, нужно принимать во внимание особенности материала, с которым приходится иметь дело.
Предотвратить образование разломов от перегрева, поможет проволока, используемая в качестве присадки.
Полезный совет
Важно уделить особое внимание выбору инверторного аппарата, предназначенного для сварки нержавеющей стали.
Если вы воспользуетесь плохим агрегатом, это существенным образом снизит качество стыковочного шва.
Данный параметр не единственный, который следует учитывать. Большое значение имеет и тип применяемых электродов.
При их выборе нужно принять к сведению наличие или отсутствие навыков работы с конкретным расходным материалом. Все это в целом будет влиять на износостойкость созданного соединения.
Если вы не обладаете определенными навыками работы в области сваривания нержавеющей стали с помощью инвертора, возможно, есть смысл отточить свое мастерство на более простых материалах.
Как происходит сварка нержавеющей стали инвертором, посмотрите в видеосюжете.
Понравилась статья? Подписывайтесь на обновления сайта по RSS, или следите за обновлениями В Контакте, Одноклассниках, Facebook, Google Plus или Twitter.
Подписывайтесь на обновления по E-Mail:
Расскажите друзьям!
ru-canalizator.com
Инверторная сварка нержавейки возможна в домашних условиях
Сварка нержавеющей стали – процесс, требующий определенных навыков. Особенности материала могут поставить в тупик даже опытного сварщика, привыкшего работать с традиционными материалами.
Чтобы сварка по нержавейке получилась с хорошим результатом, необходимо знание материала.
Особенности нержавеющей стали, влияющие на процессы сварки
Для придания стали антикоррозийных свойств, материал легируется. В качестве добавочных присадок применяется проверенный материал, имеющий 100% устойчивость к ржавчине – хром.
Массовая доля этого материала в сплаве может достигать 1/5 части.
Кроме того, в состав качественной нержавейки добавляется никель, молибден и другие материалы, осложняющие образование классической сварочной дуги.
Примеры сварки тонкой нержавейки простым инвертором ММА
Какие факторы осложняют сварочный процесс:
- Нержавеющая сталь имеет слабую теплопроводность. В сравнении с обычным составом, этот показатель ниже на 50%. Поэтому следует уменьшить ток на 15%-25%. Это непривычно для сварщика.
- При нагреве железо и хром вступают в химическую реакцию, в результате чего выделяется большое количество карбида. Если не охлаждать зону сварки, железная часть сплава полностью теряет стойкость к коррозии. Причем это не сплошная поверхность, покрытая ржавчиной, а межкристаллическое окисление. Коррозия проникает внутрь, полностью разрушая изделие.
- Избыточное расширение при нагреве. При сварке тонкой нержавейки, изделие покрывается волнами, которые невозможно устранить. Заготовки большой толщины могут расшириться настолько, что конструкция деформируется. Поэтому требуется обеспечить зазор между деталями.
- Рекомендуется присадочная проволока для сварки, выполненная из нержавейки. Если зазор слишком велик – могут образоваться пустоты внутри шва.
- При высоком содержании титана (в качестве легирующего материала), нержавейку лучше варить рутиловыми электродами. В состав обмазки входит двуокись титана, снижающая разбрызгивание металла.

Сварка нержавейки в домашних условиях с помощью инвертора
Поскольку тонкие листы нержавейки представляют наибольшую сложность для сварки, разработаны особые технологии, учитывающие особенности материала. Оба способа работают в среде инертного газа, причем расход аргона при сварке нержавейки не выше, чем при сварке алюминия.
- Сварка короткой дугой. Наиболее щадящий режим для листовой нержавейки, однако, требует большого опыта
- Импульсная сварка полуавтоматом. Каждый импульс тока сопровождается дискретной подачей проволоки. За один импульс образуется одна капля. Края листа не успевают покоробиться от температуры, а шов получается ровным, и практически не требует после сварочной обработки.
Еще большее качество шва дает сварка полуавтоматом нержавейки в среде углекислого газа.
Вы можете обойтись без различных ухищрений, единственное условие – скорость проведения работ. Подачу проволоки следует ускорить, а шов вести быстро и энергично.
Принцип тот же – зона вокруг сварки не успевает нагреться и покоробиться.
Вообще, полуавтомат предоставляет более широкие возможности при работе с таким сложным материалом.
Потренировавшись на ненужных обрезках нержавейки, вы быстро приобретете необходимый опыт.
Еще один хороший способ варить нержавейку это сварка полуавтоматом в среде углекислого газа, смотрите подробное виде
Сварка нержавейки электродом в домашних условиях
Полуавтомат – достаточно дорогое удовольствие для домашнего применения. Чаще всего дома применяют обычный недорогой инвертор.
Делимся секретами или сварка нержавейки штатным инвертором — видео
Технология позволяет варить с высоким качеством, используя специальные электроды. Однако инверторная сварка по нержавейке требует определенных условий:
- Ни в коем случае не перегревать место шва и всю заготовку. Надо стараться не выходить за температуру 200°С
- Можно использовать толстые медные пластины для теплоотвода
- Сварка производится малыми токами, короткой дугой и без колебательных движений
- Если вы работаете с материалом большой толщины, с разделкой шва – необходимо варить в несколько непродолжительных проходов
- Тщательная зачистка заготовок стальной щеткой перед началом работ
- Электроды обязательно прокаливаются, в соответствии с инструкцией
- Сразу после зачистки шва, его необходимо обработать травильной пастой. Иначе межкристальная коррозия неизбежна.
Если вы работаете с инвертором, обязательно потренируйтесь перед началом ответственных работ. Освойте толстые заготовки из нержавейки со средними токами сварки.
Когда вы прочувствуете темп прохождения шва короткой дугой, постепенно переходите на более тонкие листы, уменьшая значение тока.
Электродами 3 мм и малыми токами работать по нержавейке достаточно сложно. Не начинайте варить «в чистовую», пока не поймете, что освоили технологию.
Шлифовка после сварки
Если вы изготавливаете утилитарное изделие (бак для воды, канистру, трубопровод) придание «товарного вида» после сварки необязательно.
Достаточно удалить черные шлаки и провести элементарную шлифовку.
Шлаки удаляются с помощью травильной пасты или кислоты. Чтобы кислота не стекала по поверхности, не нуждающейся в обработке – ее необходимо загустить.
Например – деревянными опилками. Затем растворенный шлак обильно промывается проточной водой, а место сварки насухо вытирается.
Шлифовка производится стандартными средствами – абразивными кругами. Никакой технологии нет, просто зачищаете поверхность до ровного слоя.
Особое внимание уделяете отсутствию мелких раковин на поверхности шва.
Полировка нержавейки после сварки
Другое дело, если вы варите декоративную деталь, где требуется эстетичный внешний вид. Место сварки шлифуется несколькими кругами от крупнозернистого до «бархатного», для выведения шва.
Все неровности удаляются шарошками маленьких размеров. Затем происходит классическая полировка обычным войлочным кругом. Можно использовать пасту ГОИ, или иные современные средства.
Сварка нержавейки инверторами различных типов — видео
Вывод:
Сварка нержавеющей стали относится к трудоемким операциям. Однако при наличии опыта и правильных расходных материалов, варить нержавейку можно даже в домашних условиях и самым обычным инвертором.
obinstrumente.ru