Электроды для меди – Как выбрать и использовать электроды для сварки меди?
alexxlab | 24.04.2018 | 0 | Вопросы и ответы
Марка электрода | Покрытие | Род, полярность тока | Коэффициент наплавки, г/А×ч | Положение в пространстве |
“Комсомолец-100” | П | = ( + ) | 14,0 | |
Для сварки и наплавки изделий из технически чистой меди М1, М2, М3. Возможна сварка меди со сталью. Сварка с предварительным местным подогревом до 300-700°С | ||||
АНЦ/ОЗМ-2 | П | = ( + ) | 17,5 | |
Для сварки и наплавки изделий из технически чистой меди с содержанием кислорода не более 0,01%. Сварка при толщине более 10 мм с предварительным подогревом до 150-350°С | ||||
АНЦ/ОЗМ-3 | П | = ( + ) | 16,5 | |
Для сварки и наплавки технически чистой меди (кислорода не более 0,01%). Возможна сварка со сталью. Сварка при толщине до 10 мм короткой дугой без подогрева и без разделки кромок одно или двусторонним швом с небольшими колебаниями электрода | ||||
ОЗБ-2М | Б | = ( + ) | 14,0 | |
Для сварки и наплавки бронз, заварки дефектов бронзового и чугунного литья. Возможна сварка и наплавка латуней | ||||
ОЗБ-3 | П | = ( + ) | 12,5 | |
Для наплавки при изготовлении и восстановлении электродов машин контактной точечной сварки, в том числе для сварки стержневой арматуры | ||||
weldering.com
Электроды для сварки меди и ее сплавов
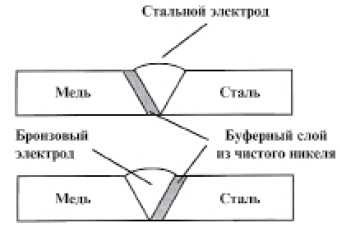
Когда сваривают медные сплавы со сталями (в том числе и с коррозионностойкими), следует применять буферную технологию. Жидкая медь и, в несколько меньшей степени бронза, перераспределяются в зоне термического влияния стали и располагаются по границам зерен.
Эти фазы имеют температуру плавления на несколько сотен градусов ниже, чем сталь. Проникновение происходит быстро и может достигать глубины более 1 мм, вызывая в этой зоне образование горячих трещин. Этот феномен усугубляется наличием растягивающих напряжений, которые всегда присутствуют при сварке. Это может также наблюдаться при сварке сплавов на никелевой основе, за исключением чистого никеля и медноникелевых сплавов. По этой причине чистый никель и медноникелевые сплавы могут использоваться как буферные слои, позволяющие избежать растворения меди.
Растворение меди может и не оказывать влияния на свариваемость, однако, если сварка проводится при высоких температурах, то растворения меди следует избегать, т.к. охрупчивание будет происходить по границам зерен. В этих случаях должен использоваться никелевый или медноникелевый буферный слой.
Буферный слой может накладываться либо со стороны меди, либо со стороны стали. После наплавки буферного слоя отсутствует контакт между наплавленным металлом и металлом, находящимся под буферным слоем.
В обоих случаях для наплавки буферных слоев следует использовать электроды из чистого никеля ОК 92.05. Для окончательного заполнения разделки используют электроды из коррозионностойкой стали или из бронзы (в зависимости от того, на какой стороне находится буферный слой). Рисунки на странице показывают, как накладываются буферные слои и заполняется разделка.
Когда буферные слои наносят со стороны меди или бронзы, следует применять предварительный подогрев до 300-500°С. При сварке тонколистового металла может быть подогрет только металл, находящийся в зоне разделки.
При наложении буферного слоя со стороны стали, температура предварительного подогрева определяется температурой подогрева этой стали.
При наложении буферного слоя со стороны стали и при использовании электродов на медной основе, медная деталь должна быть подогрета до 150-200°С (если это алюминиевая или оловянистая бронза) и др 100°С (если это кремниевая бронза).
При наложении буферного слоя со стороны медного сплава и при использовании электродов на никелевой основе, нет необходимости в предварительном подогреве, т.к. изолирующий никелевый слой эффективно снижает высокую теплопроводность меди.
Условное обозначение положения сварки
| Марка, тип покрытия, описание | классификация | Тип. хим.состав наплавленного металла | Типичные механические свойства металла шва |
| ОК 94.25 Тип покрытия — основной. Электрод оловянисто-бронзового типа для сварки оловяннистых бронз, красной латуни. Используется также для сварки меди или бронзы со сталью, чугуном. Применяется также для наплавки на сталь для защиты от коррозии. Рекомендации по сварке: При сварке меди и бронз предварительный подогрев до 300°С позволяет получить лучшее сплавление. При сварке крупногабаритных объектов предварительный подогрев обязателен. Рекомендуются кромки с широкой разделкой. Угол между электродом и направлением сварки должен быть 90°, дуга — короткой. Ток = + . Положение 1, 2, 3, 4. Выпускается в упаковке VacPac. |
ЕL-Cu Sn 7 / DIN 1733 Российский аналог: АНЦ/ОЗМ3; Комсомолец 100; ОЗБ-2М |
Mn Sn 7,0 Р 0,10 Fe Сu основа |
Предел текучести 235 МПА Предел прочности 330-390 МПа Удлинение 25% KV +20°C 25 Дж 0°С 20 Дж Твердость 95 НВ |
| ОК 94.35 Тип покрытия — основной. Медно-никелевый электрод для сварки меди со сталями и никелевыми сплавами, а также для наплавки буферных слоев. Применяется в химическом машиностроении, а также при изготовлении установок опреснения морской воды. Положение 1, 2, 3, 4, 6 Выпускается в упаковке VacPac |
EL-CuNi30Mn / DIN 1733 E Cu Ni/ AWS A5 6 |
C max 0,05 Si max 0,05 Мп 1,5 Ni 30 Сu основа Fe 0,6 |
Предел прочности 400 МПа Удлинение 35% Твердость 120 НВ |
www.deltasvar.ru
Для чего нужны медные электроды?

Медь – это металл, который очень важен практически для любого строительства. Часто для того чтобы сделать хорошее отопление или же какие-нибудь другие удобства в доме Вам нужно использовать медь.
Температура плавления меди составляет 1080 – 1083 градуса по Цельсию. Если медь разогреть до температуры 300 – 500 градусов, то Вы увидите, что при такой температуре медь обладает горячеломкостью. Если же медь находится в жидком состоянии, то она способна растворять газы.
Как видите, медь имеет много прекрасных свойств, которые как раз на руку многим людям. Например, ее способность плавиться при невысокой температуре позволяет Вам производить сваривание с меньшими усилиями и подогревом дуги.
Также для сваривания есть огромное количество электродов, которые позволяют производить сваривание медных конструкций с наименьшими усилиями, поэтому многие сварщики используют именно специальные электроды для сваривания меди.
Также для того чтобы производить сваривание меди Вам нужно использовать дуговую сварку с использованием повышенной величины сварочного тока. Еще при сваривании меди Вам нужно учитывать, что ее жидкотекучесть намного больше, чем у стали, поэтому для сваривания медных конструкций Вам нужно соединять части свариваемой детали очень плотно. Угол кромок для сваривания должен составлять 90 градусов.
Зачастую для того чтобы производить сваривание медных конструкций многие сварщики используют угольные электроды. Однако при использовании угольных электродов для сваривания Вам нужно помнить, что сваривание нужно производить без перерыва, чтобы сварочный шов был более прочным. Также у сваривания угольными электродами есть свои особенности, поэтому большинство сварщиков используют обычные медные электроды для сваривания медных конструкций.
Также если Вы делаете проводку, то можете воспользоваться возможностью производить сваривание медными электродами. Чаще всего проводку делают из меди, поэтому со свариванием проводов у Вас не должно возникнуть проблем. Сделав скрутку, Вы сможете ее хорошенько проварить, поэтому использование медных электродов – это ключ к высокому качеству проводки. Если же Вы сделаете проводку высокого качества, то Вам не нужно будет беспокоиться о качестве скруток, а также о возможности замыкания.
Да, действительно, использование медных электродов для сварки позволяет Вам производить сваривание практически любых деталей, которые сделаны из меди. Примечательно, то Вы можете производить сваривание медных проводов в электрической проводке, что позволяет Вам значительно сократить время строительства или ремонта. Также теперь Вам больше не нужно использовать паяльник, канифоль и олово для пайки электрической проводки, что значительно сократит Вам как расходы, так и время выполнения работы. Поэтому будьте уверены в том, что медные электроды широко используются при сваривании медных конструкций и несут большую пользу при работе с медью.
Электроды для сварки меди
В зависимости от применяемого для цветных металлов способа сварки могут использоваться различные электроды для сварки меди.
При этом стоит учитывать то, что такие сплавы имеют отличные от стали физические характеристики, поэтому технология сварки и ее режимы существенно отличаются.
Электроды для ручной дуговой сварки меди
Сварка меди и сплавов на ее основе выполняется аппаратами постоянного тока при обратной полярности. Для выполнения работ используют специальные электроды, выпуск которых осуществляется на основании технической документации, разработанной непосредственно на предприятии-производителе. Исключение составляют только электроды для работы со сплавами с большим содержанием никеля (ГОСТ 10052-75).
На практике чаще всего применяют электроды медные ЛЭЗ Комсомолец 100 различных типов (ЛЭЗ АНЦ/ОЗМ-3, ЛЭЗ ОЗБ-2М и другие).
Они имеют следующие особенности:
- Диаметр от 3 до 5 мм.
- Специальное покрытие, предназначенное для работы с различными типами медных сплавов.
- Возможность выполнять шов, как в нижнем и горизонтальном, так и в вертикальном положении.
- В состав электрода кроме меди входят примеси марганца, кремния, никеля и железа в различных концентрациях. При этом количество всех примесей не превышает 1%, все остальное приходится именно на медь.
Такими электродами можно выполнять ручную дуговую сварку по различным технологиям:
- Без предварительного подогрева.
- С малым подогревом (до 350 градусов). Оба этих типа электродов могут применяться для работы с технической медью с примесью О2 (до 0,01%).
- С подогревом до 700 градусов (работа с чистой медью).
Аргонно-дуговая сварка меди
Работы по данной технологии практически не отличаются от сварки других металлов. Используются стандартные вольфрамовые электроды по меди и сплавам различных марок. Работы можно выполнять при постоянном и переменном токе, правда во втором случае значительно сокращается скорость выполнения работ.
К особенностям стоит отнести то, что дугу следует разжигать на пластине из графита или угля, в противном случае (розжиг на заготовках) происходит быстрое загрязнение и выход электрода из строя.
В качестве защитного газа может применяться аргон или гелий, а так же другие смеси.
Сварка угольным электродом
Эта технология предполагает применение угольного или графитового электрода. В качестве присадочного материала применяется медный пруток (круглый или прямоугольный), при этом его сечение не может быть менее 20 кв. мм.
Сварка выполняется традиционно на постоянном токе (обратная полярность). Наиболее качественный шов получается при длине дуги в 30-40 мм. При выполнении работ не следует допускать перегрева, а так же окисления металла, это приводит к снижению качества шва.
Выполняя сварку медных деталей, особое внимание стоит уделять подготовки их поверхностей, это станет залогом качества сварного соединения при работе с любыми электродами, предназначенными для этого металла и сплавов на его основе.
steelguide.ru
Медные электроды | Методы выработки, классификация, преимущества, виды сварки, характеристики – на промышленном портале Myfta.Ru
 Сварка чугуна, произведенная с помощью медножелезных электродов, представлена механической смесью меди с железоуглеродным сплавом. Такая комбинация в свою очередь соединяется с основным металлом с помощью кристаллов стали и диффузии меди о микроскопические поры чугунного изделия. Данный процесс объясняется нерастворимостью меди и железа.
Сварка чугуна, произведенная с помощью медножелезных электродов, представлена механической смесью меди с железоуглеродным сплавом. Такая комбинация в свою очередь соединяется с основным металлом с помощью кристаллов стали и диффузии меди о микроскопические поры чугунного изделия. Данный процесс объясняется нерастворимостью меди и железа.
Сама структура металла шва имеет двухфазовую систему, которая включает железоуглеродистый сплав с медью. Соотношение меди к углероду влияет на обработку шва.
По мере того, как увеличивается количество шва металла, увеличивается и количество углерода, выделенного из расплавленного чугунного изделия. В связи с этим, повышается твердость металла шва.
Исследования, в процессе которых нам медными электродами ставились опыты, показали, что лучшим соотношением меди и железа в сплаве является: железо — от 5 до 10%, медь — от 90 до 95%. Данный тип сплава очень прочен, а его обрабатываемость вполне удовлетворяет всем требованиям.
Медные электроды в промышленности для процесса сварки используются сравнительно давно.Различают ряд методов выработки электродов:
- Применение медного стержня с жестяной оплеткой, предварительно смазанной стабилизующей обмазкой.
- Использование медного стержня со стабилизирующей обмазкой в железной трубке
- Использование электрода из биметаллической проволоки.
- Применение пучка электродов во взаимодействии с медными и стальными стержнями.
- Использование медного стрежня с мраморной обмазкой.
- Наконец, введение плавикового шпата и его погружение в обмазку железного порошка.
Механический способ для всех выше указанных электродов является не подходящим. За исключением последнего электрода. Отличные показатели дает электрод маркировки 034 1. Дело в том, что порошок из железа, добавленный в покрытие, создает равномерную сетку железа на медной основе.
Полученный сплав вязок, его можно подвергать проковке и обрабатывать с легкостью Можно попробовать механический способ при разделке под сварку. Сварка осуществляется не полностью в один раз, а частями по 30-50 мм на каждый участок, при постоянном токе с обратной полярностью. Сварку проводят в несколько слоев, которые потом необходимо тщательно проверить.
Все медные электроды классифицируются по следующим типам:
Медно-сульфатный электрод сравнения направлен для того чтобы измерить разность потенциалов между землей и подземным металлическим сооружением, который защищен с помощью катодной поляризации. По маркировке различают электроды сравнения СМЭС-1, СМЭС-2. Электрод СМЭС необходим для того, чтобы провести измерения в режиме температуры 0-55 градусов рабочей среды.
Корпус медно-сульфатного электрода изготовлен с помощью пористой керамики, которая благоприятно сказывается на создании и поддержке электролитического контакта с грунтом. Заполняют корпус купоросом. В него помещаю медный спиральный электрод. Свободное пространство между корпусами заполняют влагоустойчивой засыпкой с примесью бетонита. Это способствует возникновению электролитического контакта между модулем и грунтом.
 Электрод медно-графитовый
Электрод медно-графитовыйМедно графитовые электроды используются в дуговых печах. Они нужны для выплавки легированных, малоуглеродистых сталей, специальных сплавов и сплавов, содержащих железо. Кроме того, графитовые электроды используют для того, чтобы выплавлять сталь, цветные металлы. Графитовые электроды находят свое применение при дуговой резке металлов на чугунолитейном производстве. Данный тип сварочного материала готовят из нефтяного кокса, а также из камнеугольного песка. Этот вид электродов отличает от других их термоустойчивость, низкая степень содержания золы.
Для сваривания чугуна применяют электроды с никелевой и медной основой. Молекулярные свойства этих двух материалов позволяют сделать сварочный метал шва более пластичным и защищает его от трещин. Определяют электроды два сварки чугуна по химическому составу.
- Электроды для сварки медных проводов
- Холодная сварка выполняется при помощи следующих типов электродов
- Чугунных электродов с толстым покрытием
- Стальными низкоуглеродистыми со стабилизирующими покрытиями
- Электродами из никеле-медного сплава
- Медными электродами
Сварка чугунными электродами
Различают два основных вида чугуна: белый, серый. Белый чугун добывается с помощью большой скорости остужения отливок. Они характеризуются повышенной твердостью и в то же время хрупкостью. Именно поэтому они редко используются в производстве производственных деталей механизма, а также поступают для переделки в стальной материал.
Серый чугун в своем составе имеет высокое количество такого химического элемента, как кремний. Кремний, в свою очередь, идет на графитизацию углерода. Эти чугуны добываются с помощью замедленного охлаждения отливок. По своим свойствам они мягче и хрупкие. Из серого чугуна производят детали машин.
Сварка используется в основном для ремонта чугунных изделий, а также для исправления некоторых дефектов, которые добываются в процессе литья, заварки трещин, в процессе эксплуатации изделий.
 Сварка чугуна намного сложнее, чем сварка стали. Для того, чтобы получить хорошее сварочное соединение процессе сварки чугуна, нужно применить наиболее сложную технологию сварки, намного сложнее, чем если бы это была сварка легированной стали
Сварка чугуна намного сложнее, чем сварка стали. Для того, чтобы получить хорошее сварочное соединение процессе сварки чугуна, нужно применить наиболее сложную технологию сварки, намного сложнее, чем если бы это была сварка легированной сталиХолодная сварки с применением чугунных электродов не особо цениться, так как приносит далеко не самые хорошие результата. Дело в том, что наплавленный металл эти электродом имеет при себе отбеленную структуру и очень много мелких трещин. Что касается примкнутых друг к другу швов, то их вовсе невозможно подвергать механической обработке простым инструментом.
Некоторые производства стали создавать специальные покрытия для этих электродов. За счет использования таких покрытий в сварке, шов и переходная зона получают структуру серого чугуна, не содержащую каких-то шлаковых и газовых включений. Эти покрытия и особая технология сварки направлены на понижения скорости охлаждения швов. Кроме того, важно, что в шов были введены элементы, направленные на графитизацию углеродов, то есть на добычу структуры серого углерода.
Электроды для сварки медных проводов представлены угольными стержнями. Отличным решением становятся омедненные графитовые электроды. Их можно купить в специальных магазинах сварочного оборудования. Кроме того, вместо них можно применить графитовый стержень старой батарейки или щетки коллекторного двигателя.
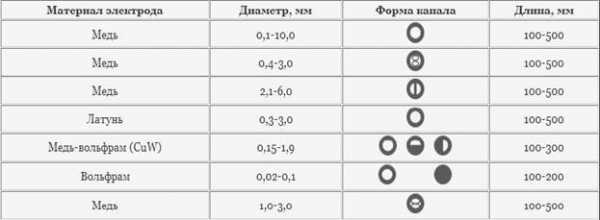
 Трубчатые медные электроды предназначены для электроэрозионной скоростной прошивки отверстий, диаметр которых составляет 0,3-2 мм.
Трубчатые медные электроды предназначены для электроэрозионной скоростной прошивки отверстий, диаметр которых составляет 0,3-2 мм.Их преимущества заключаются в следующем:
- Во-первых, в максимальной глубине обработки.
- Во-вторых, в низком удельном электрическом сопротивлении материала электрода.
- В-третьих, в жесткой конструкции электрода.
- А также в оптимальной длине электрода, которая определяется по характеристикам оборудования, а в данном случае, по станку.
myfta.ru
Электроды для сварки меди
Для обработки медных изделий подходит несколько вариантов электродов. При работе с электросваркой обязательно помните, что медь в несколько раз теплопроводнее, чем железо. Как говорилось в прошлой статье, при нагревании медного элемента выше 500 градусов Цельсия оно приобретает хрупкость, а на 700-800 градусах дополнительно понижается прочностные характеристики. Даже небольшой удар приводит к трещинкам.

Состав защитных покрытий электродов
Покрытые электроды часто требуются для электросварки. В табличке указаны основные марки и варианты их покрытий:
| Компоненты покрытия | № состава и марка электродов | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
К-100 | ЗТ | Комсо- молец | ММ3-2 | – | – | ОЗЧ-1 | ОЗМ-1 | ММ3-1 | ||
1-ый слой | 2-ой слой | |||||||||
| Плавиковый шпат | 10 | 32 | 10 | 30 | 82 | 12,5 | 7,5 | 12,5 | 30 | 32 |
| Полевой шпат | 12 | – | 12 | 14 | – | – | – | 15 | 20 | – |
| Железный порошок | – | – | – | – | – | – | 50 | – | – | – |
| Гранит | – | – | – | – | – | 15 | – | – | – | – |
| Кремнистая медь | 20 | – | – | – | – | – | – | 25 | – | – |
| Ферротитан | – | – | – | – | – | – | 6 | – | – | – |
| Диоксид титана | – | – | – | – | 8 | – | – | – | – | – |
| Ферромарганец | 38 | – | 50 | – | – | 47,5 | 2,5 | 47,5 | – | – |
| Марганцевая руда | – | 17,5 | – | – | – | – | – | – | 5 | 17,5 |
| Серебристый графит | – | 16 | – | 8 | – | – | – | – | – | 16 |
| Ферросилиций (Si=45%) | – | 32 | 8 | – | – | 25 | 2,4 | – | – | 32 |
| Алюминий (порошок) | – | 2,5 | – | – | – | – | – | – | – | 2,5 |
| Кварц | – | – | – | – | – | – | 4,5 | – | – | – |
| Мрамор | – | – | – | – | 10 | – | 27 | – | – | – |
| Поташ | – | – | – | 5 | – | – | – | – | – | – |
| Симанал* | – | – | – | 43 | – | – | – | – | 20 | – |
| Криолит | – | – | – | – | – | – | – | – | – | – |
| Сумма, % | 80 | 100 | 80 | 100 | 100 | 100 | 100 | 100 | 75 | 100 |
| Жидкое стекло, % | 20 | замес | 20 | замес | замес | замес | замес | замес | 25 | замес |
| Примечания. Состав покрытия №3 является модификацией
основного покрытия №1 для электрода К-100, применяемый в случаях, когда
отсутствует кремнистая бронза. *Симанал является раскислителем, он содержит 27-30%Al, 31-35%Si, до 0,2%C, до 0,5%Р | ||||||||||
Особенности использования различных марок электродов
Варианты с медным стержнем (номера 1-4, 6) понижают проводимость тепловой энергии и электричества в сварном шве примерно в 3-4 раза. Если для формирования шва наоборот необходимы большие показатели проводимости, то подобные варианты вам не подходят.
Номер 5 сначала был разработан для обработки стальных изделий. Но потом выяснилось, что они подходят и для меди. Довольно хорошего качества можно добиться с помощью медных стержней марок М1, М2 или М3.
Для обработки медных элементов с большой толщиной кромок применяется номер 6. Допустима работа с металлом от 20 мм в толщину.
Номер 7 подходит для сварки чугунных деталей. Также он может применяться и при работе с медью средней толщины. Соединение получается довольно прочным и плотным. Не подходят в случаях, если медному изделию нужны высокие показатели электро- и теплопроводности.
Номера 1 и 8 идентичны по химсоставу, разница лишь в количественном вхождении добавок.
Номер 9 имеет защиту в два слоя. Однако на практике выяснилось, что каких-либо преимуществ такое покрытие не прибавляет. Гораздо выгоднее взять электрод 4. Он может работать с переменными токами и обеспечивает более качественный шов.
Электроды из угля (графита) нужны при сварке деталей, которым требуется хорошо проводить тепло и электричество.
Материал электродной проволоки
Медь
При сварке медных деталей электродами из меди, латуни или бронзы требуется выполнить обязательную обработку кромок, аналогичную угольной сварке. Сварной шов обрабатывается аналогично.
Медные электроды выполнены из марок М1-М3. Иногда их дополнительно легируют фосфором. Оптимальное покрытие для этого вида электродов имеет в своем составе:
- ферросплав марганца и железа – 50%,
- ферросплав железа и кремния (75-ти %) – 8%,
- шпат полевой – 12%,
- флюорит – 10%,
- расплавленное стекло – (20%).
Именно на последнем элементе замешаны все остальные. Толщина такого покрытия составляет 0,4 мм. Это не единственный вариант покрытия, другие можете посмотреть в табличке сверху.
Бронза
Для сварки медных деталей допустимо использование бронзовых стержней марки БрКМц-3-1. Их покрытие имеет состав:
- руда марганца – 17.5%,
- ферросплав железа и кремния (75-ти %) – 32%,
- флюорит – 32%,
- кристаллический литейный графит – 16%,
- алюминий – 2.5%.
Эти компоненты также замешиваются в стекле в жидком состоянии. Марка БР.ФО 4-03 тоже довольно популярна. Бронзовые стержни помогают сформировать хороший шов. Однако они хуже раскисляют медь, чем все остальные варианты. Также снижается прочность шва при использовании прута Бр.КМц 3-1.
Технологические особенности ручной сварки электродами
При толщине листа не более 4 миллиметров можно проводить работы с отбортовкой без материалов для присадки. Если медь толще 4 миллиметров, то следует сваривать её под углом 35-45 градусов со скосом с двух сторон.
Кромки следует положить с небольшим зазором, но не более полмиллиметра. Это исключит протечки расплавленной меди. Рекомендовано использование асбестовых, графитовых или керамических прокладок. На концах сварного шва нужно сделать формовку.
Вид тока для этого вида сварки – постоянный, прямой полярности. Средние показатели длины дуги – 10-13 миллиметров, а напряжения – 46-60 Вольт. Оптимальная скорость сварочных работ – 20-30 сантиметров в минуту. Если есть возможность, то вся сварка выполняется за один прогон.
При работе бронзовыми электродами длина дуги берется самая короткая из возможных. Ток также должен быть обратной полярности и постоянный. Силу же определяют из расчета 50-60 Ампер на 1 миллиметр диаметра электрода.
Выбор диаметра электрода
Это значение зависит от толщины свариваемой меди, материала самого стержня, вида кромок и т.д. Прутки из бронзы БФ.Оф 4-0.3 или меди выбираются сечением, равным толщине свариваемого металла, но не превышающим 6 миллиметров. При стержнях прочих марок сечение берется на 1 мм больше, чем стенки медных элементов.
Для сварки в несколько слоев или при наличии среднего или толстого медного изделия диаметр сечения вычисляется по формуле:
d= от (s/2 – 2) до s/2, где s – толщина для сварки, а d – диаметр самого электрода.
При этом медные листы не сваривают электродами с диаметров свыше 8 миллиметров. В основном сейчас используют средние величины в 5-6 миллиметров. При диаметре менее 3 миллиметров стержень становится довольно хрупким. Проволоке от 2 миллиметров и ниже требуется нагартовка.
Графитовые электроды
При их использовании присадочным материалом являются прутки из бронзы Бр.ОФ6.5-0.15 или из меди М и МСР1. Последние содержат до 1% серебра. Также можно использовать и латунные прутья.
Режим сварки и диаметр электрода также выбирается исходя из толщины свариваемого изделия. Для 4 миллиметров подойдет электрод диаметром 4-6 миллиметров. При этом сила тока должна быть в диапазоне от 14 до 320 Ампер. Диаметр в 8-10 миллиметров нужен для обработки стенок меди толщиной более 4 миллиметров. Силу тока при этом нужно увеличить до 350-550 Ампер.
Готовый шов обязательно требуется проковать. Толстые листы следует предварительно нагреть до 20-350 градусов. Тонким нагревание не требуется.
Чтобы улучшить качество шва и избавиться от образования оксидной пленки применяются защитные флюсы. С электродами из графита используется два варианта флюсов по своему составу:
- Прокаленная бура (68%), кислота кремниевая (15%), натрий фосфорнокислый (15%), уголь древесный (2%).
- Прокаленная бура (50%), кислота кремниевая (15%), натрий фосфорнокислый (15%), уголь древесный (20%).
Подходит и чистая бура, то предпочтительнее в нее добавить 4-6% магния в виде металла.
atl-met.ru
Электроды для сварки Меди инвертором

Многие люди для сварки медный изделий часто не знают, какие электроды нужно использовать для сварки меди с помощью сварочного инвертора. Если Вы имеете у себя дома или на работе сварочный инвертор, то Вам наверняка приходилось сталкиваться со свариванием медных изделий.
Сварочный инвертор создает переменное напряжение, позволяющее сваривать большинством видов электродов. При сваривании инвертором получается, что Вы производите сваривание с помощью ручной дуговой сварки.
На данный момент одними из наилучших электродов для сварки меди являются электроды Комсомолец-100. Помимо того, что они прекрасно производят сваривание меди, они еще без проблем сваривают медь со сталью. Благодаря такой особенности они по праву могут называться лидером возможностей сваривания медных и полу- медных конструкций. Также электроды Комсомолец-100 позволяют производить сваривание в нижнем и наклонном положениях.
Как раз эти положения являются самыми частыми при сваривании на строительстве дома или где-то еще. Сваривание электродами Комсомолец-100 производится током обратной полярности. Основные диаметры популярных электродов для сварки меди от 3 до 5 миллиметров.
Коэффициент наплавки электродов Комсомолец-100 составляет 14,0 г/Ач. Производительность наплавки около 1,8 килограмм в час. Расход электродовКомсомолец-100 на 1 килограмм наплавленного металла составляет 1,6 килограмма.
А теперь немного коснемся строения самого электрода. Основа или стержень электрода сделаны из чистой меди, а защитное покрытие, позволяющее производить сваривание сделано из железа, сульфура и марганца. У электродов Комсомолец-100 существует всего три диаметра: 3, 4 и 5 миллиметров. Для каждого диаметра нужен определенный сварочный ток. 80, 130 и 170 Ампер соответственно для каждого диаметра электродов.
Также длина электродов зависит от их диаметра. Для электродов Комсомолец-100 длина электродов толщиной 3 и 4 миллиметра равна 350 миллиметрам, а длина электродов толщиной 5 миллиметров равна 450 миллиметрам.
Ручную дуговую сварку выполняют на постоянном токе обратной полярности. Соединение стыков металлических частей должно соответствовать углу 90 градусов. При сваривании угол наклона электрода должен составлять от 10 до 20 градусов вперед, чтобы сваривание получалось быстрым и высококачественным. Если же толщина свариваемого металла больше 15 миллиметров, то сваривание лучше всего производить с помощью предварительного подогрева. который будет способствовать более качественному свариванию.
Однако если Вы собираетесь сваривать стыковые швы, то нужно производить сваривание в один слой с одной стороны. Таким образом Вы избежите снижение механических свойств металла изделия. Купить электроды Комсомолец-100 Вы можете у одного из заводов-изготовителей электродов и сварочного оборудования, ссылки на сайты которых указаны на странице “Контакты“.
elektrod-3g.ru