Электроды для нержавейки маркировка – Электроды по нержавейке: маркировка, марки, особенности применения
alexxlab | 28.01.2020 | 0 | Вопросы и ответы
Электроды по нержавейке: маркировка, марки, особенности применения
Сварка деталей, изготовленных из нержавеющих сталей, представляет собой непростой процесс, требующий от его исполнителя наличия соответствующих знаний и навыков. Для выполнения такой процедуры, кроме всего прочего, необходимы специальные электроды по нержавейке, которые могут иметь диаметр 3,4 или 5 мм.
Электроды AS P-309L турецкого производства применяются при сварке нержавеющих и жаропрочных сталей
Почему важно использовать специальные электроды для сварки нержавейки
Нержавеющая сталь с момента ее появления на рынке активно используется для изготовления отдельных изделий и конструкций различного назначения. Высокая популярность стальных сплавов данной категории объясняется не только их исключительной коррозионной устойчивостью, но также целым перечнем других достоинств – твердостью, прочностью, долговечностью, привлекательным внешним видом изделий из нержавейки и др. Между тем одним из наиболее значимых недостатков нержавеющих сталей является плохая свариваемость, что несколько затрудняет выполнение монтажных работ с этим материалом.

Сварка этих листов из коррозионностойкой нержавеющей сталей была выполнена электродом ЦТ-15
Причины того, что нержавеющие стали обладают плохой свариваемостью (под которой понимают возможность создания надежных неразъемных соединений при помощи сварки), заключаются в следующем.
- Стали, относящиеся к категории нержавеющих, обладают меньшей (в два раза) теплопроводностью, чем обычные углеродистые стальные сплавы. Нержавейка в процессе выполнения сварки хуже отводит тепло и сильно перегревается, поэтому выполнять такой технологический процесс следует на меньших значениях сварочного тока (на 15–20%), чем при соединении деталей из обычных стальных сплавов.
- При сварке массивных изделий, изготовленных из нержавеющих сталей, между ними следует оставлять достаточно широкий зазор. Если пренебречь этим требованием, то в структуре основного металла, прилегающей к зоне сварного шва, могут образоваться микротрещины, значительно снижающие качество и надежность полученного соединения.
- Из-за сильного электрического сопротивления, создаваемого в зоне сварки, электроды, при помощи которых она выполняется, сильно нагреваются. Именно поэтому выполнять сварочные работы со сталями данной категории следует, используя специальные электроды для нержавейки. Выбрать такие электроды можно по маркировке.
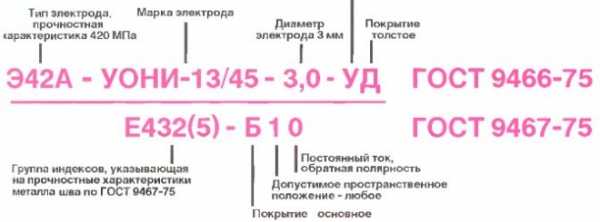
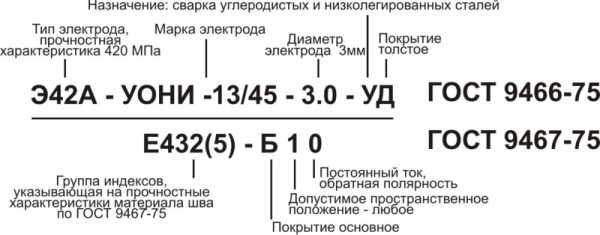
Пример расшифровки маркировки электродов
Неправильный выбор электродов, режимов выполнения сварки изделий, изготовленных из нержавеющих сталей, а также непрофессиональное использование сварочного оборудования может привести к межкристаллитной коррозии. Это явление значительно ухудшает коррозионную устойчивость металла шва и основного металла в прилегающей к сварному соединению зоне и выражается в том, что в структуре металла при нагреве свыше 5000° формируются карбиды железа и хрома. Такие карбидные включения, появляясь на границах кристаллической решетки металла, делают его очень хрупким и уязвимым к коррозии, что и становится причиной значительного снижения надежности сварного соединения.
Для того чтобы избежать такого негативного явления, как межкристаллитная коррозия, следует правильно подбирать режимы сварки и электроды для ее выполнения, а также обеспечивать быстрое охлаждение зоны сформированного сварного соединения.
Основные технологии сварки
На качество сварки, используемой для соединения деталей из нержавеющих сталей, оказывает влияние множество факторов. К наиболее значимым из них следует отнести квалификацию сварщика, выполняющего работы, правильность выбора режима сварки и электродов для ее осуществления. Любому, кто соберется варить нержавейку, важно также знать, в чем заключаются отличия этого металла от обычных углеродистых сталей.
Варить нержавейку, в зависимости от особенностей соединяемых деталей, можно по различным технологиям. Одной из наиболее распространенных технологий, при помощи которых выполняют соединение изделий из нержавейки с толщиной от 1,5 мм, является сварка в среде защитных газов.

Сварка нержавеющей стали вольфрамовым электродом
Такая сварка, выполняемая неплавящимся вольфрамовым электродом, используется преимущественно для соединения:
- корпусных деталей оборудования и приборов различного назначения;
- других изделий, для изготовления которых используется листовая нержавейка;
- трубопроводов из нержавейки, предназначенных для транспортировки различных сред.
В зависимости от используемого сварочного оборудования и требуемой производительности процесса выполняться такая сварка может ручным, полуавтоматическим и автоматическим способами.
При сварке изделий, изготовленных из нержавейки, можно использовать и плавящиеся электроды – металлические стержни с нанесенным на них покрытием либо специальную проволоку, отличающуюся высоким уровнем легирования. К таким методам сварки относятся:
- импульсно-дуговая, используемая для соединения деталей толщиной до восьми десятых миллиметра;
- короткодуговая, выполняемая в среде инертных газов, – для нержавейки толщиной от восьми десятых до трех миллиметров;
- дуговая струйная, применяемая для соединения листового материала толщиной свыше трех миллиметров;
- дуговая, выполняемая под слоем флюса, – для изделий, толщина которых превышает десять миллиметров;
- плазменная, которая является универсальным способом соединения деталей из нержавейки любой толщины.

Технологию плазменной сварки используют для соединения любых металлов и сплавов
При использовании для выполнения сварочных работ такого оборудования, как инвертор, процесс можно выполнять и постоянным, и переменным током.
Чтобы варить изделия из нержавейки и получать при этом качественные и надежные соединения, важно учитывать несколько важных нюансов.
- При использовании электрода из вольфрама им не следует совершать резких колебательных движений, как это делается при формировании сварного шва на обычных сталях. Такие движения могут привести к тому, что электрическая дуга, сформированная электродом, разрушит защитную пленку на основном металле, а это станет причиной значительного ухудшения его антикоррозионных свойств.
- Чтобы избежать попадания в область формируемого сварного шва вольфрама, из которого изготовлен неплавящийся электрод, зажигать сварочную дугу следует не на самих соединяемых изделиях, а на специальной графитовой пластине (или использовать для этого опцию бесконтактного розжига дуги).
- На обратную сторону сварного шва также желательно подавать струю аргона, который защитит сильно разогретый основной металл и формируемый сварной шов от окисления.
Популярные марки электродов для сварки нержавейки
Достаточно часто сварку нержавейки выполняют при помощи плавящихся штучных электродов, поэтому вопрос правильного выбора таких расходных материалов является очень актуальным. Металл, из которого изготовлены стержни таких электродов, должен:
- обладать высокой устойчивостью к такому явлению, как термическая ползучесть;
- отличаться небольшим показателем теплового расширения;
- иметь повышенную упругость;
- отличаться высокой износоустойчивостью и теплопроводностью.

Области применения электродов
На выбор электрода, при помощи которого можно варить изделие из нержавейки, решающее влияние оказывает марка свариваемой стали. Так, в зависимости от данного параметра современные специалисты применяют электроды следующих популярных марок:
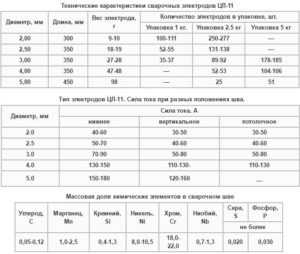
- ОЗЛ-8 и ЦЛ-11 – для нержавейки, используемой в пищевой промышленности;
- ЭА400/10У, НЖ-13, ЦТ-15 (редко) – для нержавеющих сталей, отличающихся повышенной устойчивостью к коррозии;
- ОЗЛ-6 – для жаропрочных сплавов, в химический состав которых входит нержавеющая сталь;
- КТИ-7А, ЦТ-28 – для нержавейки, из которой изготавливаются различные инструменты;
- АНЖР-1, АНЖР-2, ЭА395/9 – для нержавейки другого назначения.
Электроды АНЖР-1 и АНЖР-2 применяются для сварки без предварительного подогрева и без последующей термообработки
При использовании штучных электродов, специально предназначенных для сварки нержавейки, следует соблюдать осторожность, так как слой остывающего шлака, сформированный в процессе выполнения сварки, отскакивает с поверхности шва самопроизвольно. Еще не до конца остывшие кусочки такого шлака, если не соблюдать осторожность, могут послужить причиной ожога.
К наиболее популярным электродам, используемым для соединения изделий из нержавейки, относятся изделия с маркировкой ЦЛ-11. На поверхность таких электродов нанесено покрытие, выполненное на основе карбонатов и соединений фтора. Они применяются при сварке сталей хромоникелевой группы (12Х118Н10Т и 9Т, 08Х18Н12Б и Т). Использование электродов данной марки позволяет минимизировать риск развития межкристаллитной коррозии у данных сплавов. За счет особенностей химического состава своего покрытия электроды ЦЛ-11 хорошо демонстрируют себя при температурах, не превышающих 450°.
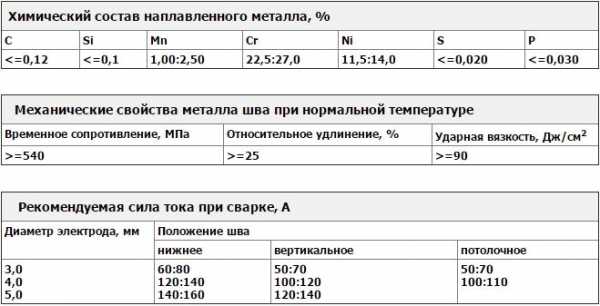
Технические параметры электродов ЦЛ-11
К наиболее значимым достоинствам электродов данной марки следует отнести:
- минимальное разбрызгивание расплавленного металла;
- хорошую ударную вязкость формируемого сварного шва;
- возможность выполнять качественный сварной шов в любых пространственных положениях;
- хорошую пластичность готового соединения;
- минимальный риск образования трещин в сварном шве, что обеспечивает высокое качество и надежность формируемого соединения.
Технические характеристики электродов ОЗЛ-6
Среди достоинств электродов марки ОЗЛ-6 следует выделить:
- минимальное разбрызгивание расплавленного металла;
- высокую жаростойкость сформированного соединения;
- высокую устойчивость металла сварного шва к образованию межкристаллитной коррозии.
В отличие от изделий марки ЦЛ-11, электроды ОЗЛ-6 нельзя применять для формирования сварных швов, расположенных вертикально.
Кроме электродов известных отечественных марок, у специалистов-сварщиков большой популярностью пользуются изделия для сварки нержавейки, выпускаемые под брендом ESAB.

Электроды ESAB выпускаются и на российских предприятиях в том числе, соответствуют требованиям ГОСТа и международных стандартов
Наиболее популярными марками электродов от данного производителя являются:
- ОК 61.30;
- ОК 61.35;
- ОК 63.30;
- ОК 67.45.
Так же, как и изделия других производителей, электроды ESAB в зависимости от их марки могут быть использованы для выполнения качественной сварки нержавейки различных категорий.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Сварочные электроды по нержавейке виды и маркировка
Нержавеющая сталь всегда была востребованным материалом. И основным ее популярным качеством является полное отсутствие взаимодействия с влагой, то есть, нулевая коррозия металла. Плюс прекрасные внешние данные, конструкция из нержавейки смотрится эстетично без всякого декоративного покрытия. Но этот металл обладает плохой свариваемостью, поэтому рекомендуется использовать для сварки только электроды по нержавейке.

К тому же необходимо учитывать и некоторые особенности материала, которые проявляются в процессе соединения частей конструкции между собой.
- Нержавеющая сталь характеризуется меньшей теплопроводностью, чем другие виды сталей. Поэтому прогревать зону сварки надо дольше, или использовать для этого ток большей величины.
- При соединении толстых заготовок из нержавейки, необходимо между ними оставлять больший зазор, чем при сварке остальных видов сталей. Только так можно сократить количество микротрещин, которые могут появиться.
- В процессе сварки сварочные стержни подвергаются сильному нагреву. Это обусловлено высоким сопротивлением нержавейки сварочным процессам. Поэтому рекомендуется использовать только сварочные электроды для нержавеющей стали.
Вкратце о технологии сварки нержавейки
Есть три основных момента, которые нужно учитывать при сварке заготовок из нержавеющей стали.
- Сварка заготовок толщиною до 1,5 мм производится по технологии в защитных инертных газах с использованием вольфрамовых неплавящихся электродов. Может использоваться ручной способ, автоматический или полуатоматический.
- Толщина от 1,5 до 3 мм требует короткодуговой сварки.
- Сварка деталей с толщиной свыше 3 мм производится электродуговой сваркой, где перенос металла с электрода производится струйно.
Особое внимание необходимо уделить аргонной сварке. Очень важно, чтобы вольфрам не попал в сварочную ванну. Это резко снижает качественные характеристики сварного шва. Поэтому рекомендуется розжиг производить бесконтактным способом или зажигать дугу на угольной или графитовой пластине отдельно, после чего переносить сварочный процесс на детали из нержавеющей стали.
Электроды для нержавейки – марки и виды
Электроды для сварки нержавейки – это огромный список марок. Наибольшее распространение среди сварщиков получили три марки это ЦЛ-11, ОЗЛ-6 и НЖ-13
ЦЛ-11
Эта марка электродов используется для соединения сталей, в которых большое содержание хрома и никеля. К примеру, стали марки 08Х18Н12Т или последняя буква «Б». Именно содержание этих двух металлов создают такое свойство стали, как высокая антикоррозийная стойкость. Поэтому к сварочному шву стальных заготовок этой марки предъявляются достаточно жесткие требования.
Для этого используется ручная сварка при температуре +450С с применением постоянного тока. Обмазка электрода состоит из фтористых компонентов и карбоната. Сварку можно проводить в любом положении кроме вертикального. Преимуществ у шва, сделанного этим электродом по нержавеющей стали много.
- Прочность шва.
- Его пластичность.
- Немалая ударная вязкость.
- Внутри шва не образуются процессы по кристаллизации коррозии.
- Шов получается аккуратным и ровным.
- В процессе проведения сварочных работ не присутствует разбрызгивание металла сварочного стержня.
ОЗЛ-6

Этот электрод для сварки нержавеющей стали используется в тех случаях, если соединяемая конструкция будет эксплуатироваться в условиях с высокой температурой – до 1000С. При этом все достоинства этой марки в точности совпадают с предыдущим видом. Сварку проводят только постоянным током.
НЖ-13

Электроды по нержавейке этой марки используются для соединения деталей из пищевой стали. Практика так же показала, что расходники данного типа прекрасно варят заготовки не только сплавов, где присутствуют хром и никель, но и с участием в сплаве молибдена.
И еще несколько популярных марок.
- ЗИО-8 используется для соединения жаростойких нержавеющих сталей. Обмазка – основная, варить можно постоянным током, полярность – обратная. Способ сварки – любой (нижний, верхний, вертикальный).
- ЭФ400/10У используется, когда надо сварить заготовки из нержавейки аустенитного класса. Обычно детали из такого металла используют в агрессивных средах жидкого типа, в которых температура поднимается до +350С.
- НИИ-48Г. Это универсальный электрод, который применяется для сваривания ответственных конструкций из специальных и низколегированных сталей. Имеет основной вид покрытия. Режим сварки: ток – постоянный, полярность – обратная. Положение электрода – любое.
- ОЛЗ-17У. Применяются для ручной электродуговой сварки нержавеющих сталей, которые работают в средах, где используется фосфорная или серная кислота. Варить можно в любых положениях, кроме вертикального сверху вниз. Ток – постоянный, полярность – обратная. Сварочный процесс этим электродом требователен к чистоте сварных кромок. Особое внимание свариванию деталей большой толщины, где необходимо проводить двустороннюю разделку сварных кромок.
- ЭА. У этой марки достаточно широкий модельный ряд. Но практически все они рекомендованы для проведения сварки ответственных конструкций, которые собираются из легированных сталей высокой прочности. После использования электродов по нержавейке этой маркировки обработка шва не требуется. Сваривание необходимо проводить короткой дугой.
Большой популярностью среди профессионалов пользуются электроды для сварки нержавеющей стали от шведской компании ESAB.
- ОК 61.30 – универсальная модель, в которой углерод содержится в небольших количествах. Легкий поджиг (даже повторный), шов получается ровным, шлак отделяется от металла легко. Обмазка – рудно-кислая. Можно варить переменным током или постоянным (полярность – прямая). Пространственное положение электрода – любое, кроме сверху вниз.
- ОК 61.35 используется для сваривания ответственных конструкций, которые будут эксплуатироваться при перепаде температур от -196С до +400С. Часто его применяют для сварки трубопроводов разного назначения. Обмазка – основная. Ток – постоянный, полярность – прямая.
- ОК 67.45. Электрод двойного назначения. То есть, может использоваться для соединения нержавеющих сталей и применяться в процессе наплавки металлов с ограниченной свариваемостью. Проходит в качестве первого слоя, далее на полученный шов наплавляются металлы износостойкого типа. Шов из такого электрода прекрасно переносит трение и высокие температуры, легко поддается обработке.
- ОК 63.30 – это электрод общетехнического назначения, то есть универсальный. Используется для сварки почти всех марок нержавеющих сталей.
Внимание! Все вышеописанные электроды перед сварочным процессом должны пройти прокалку. Правда, у каждой марки свой температурный режим.
Полезные советы
Несколько рекомендаций от профессионалов.
- Если температурный режим сварочного процесса повышается более +500С, то высока вероятность, что на участке сварного шва появятся трещины кристаллизационного типа. А это сильно ослабит прочность и надежность конструкции.
- В диапазоне температурного режима сварки от +350С до +500С показатель пластичности сплава снижается, что обязательно приведет к хрупкости металла.
- Чтобы качество сварного соединения было высоким, нужно предварительно нагреть заготовки из нержавейки до +1200С, после чего охладить их естественным способом. Длительность охлаждения – 3 часа.
- Оптимально, если сам сварочный процесс проводить быстро. Нельзя подвергать нержавейку длительному нагреву. Если сварка проводится послойно, то рекомендуется каждый нанесенный слой охлаждать до +100С до нанесения последующего слоя.
- Если до нанесения основного слоя свариваемого металла необходимо провести прихватку двух заготовок, то расстояние между ними лучше сократить. Идеальный вариант, если прихватки будут длинными.
При правильной сварке нержавейки выбору электрода нужно уделять не меньше внимания чем подбору режима сваривания и выбору самого аппарата.
Поделись с друзьями
1
0
2
0
svarkalegko.com
Электроды по нержавейке, для сварки нержавеющих сталей: маркировки, марки, какими варить
Нержавеющая сталь является неотъемлемой частью многих, самых разнообразных отраслей. Данный материал активно применяется в производстве товаров широкого потребления и в различных сферах промышленности. Обусловлено это несколькими важными достоинствами сплавов данной категории. Они отличаются твердостью, прочностью, долговечностью и привлекательным внешним видом. Поэтому электроды для сварки нержавеющих сталей особенно востребованы среди расходных материалов. Здесь мы рассмотрим какими электродами варить нержавейку.
Электроды по нержавейке — в чем особенности
Осуществление сварки деталей из нержавеющей стали является достаточно сложным процессом. Выполнение работ требует от исполнителя наличия соответствующих опыта, знаний и навыков. Для предупреждения наполнения сварочной ванны азотом следует придерживаться минимальной длины дуги. Кроме этого, коррозионностойкие стали обладают плохой свариваемостью, которая в значительной степени затрудняет соединение. Причины этого кроются в следующем:
- теплопроводимость нержавейки в два раза меньше, чем у обычных углеродистых стальных сплавов. Это приводит к перегреву изделий, поэтому проводить данный технологический процесс необходимо на меньшем сварочном напряжении.
- при сваривании массивных элементов, между ними нужно оставлять достаточно широкий зазор. Невыполнение этого требования может привести к образованию микротрещин, снижающих качество и надежность шва.
- в рабочей зоне присутствует сильное электрическое сопротивление, которое приводит к нагреву стержня электрода.
Именно поэтому, а также из-за вышеперечисленных особенностей сварки, необходимо использовать специальные сварочные электроды по нержавейке. Неверный выбор сварочных материалов может привести к межкристаллитной коррозии — опасному виду разрушения. Такое явление является причиной значительного снижения надежности сварного шва.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.

Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:
ЦЛ-11 является одной из самых популярных марок среди сварщиков; используется для работы со сталями с высоким содержанием хрома и никеля. Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур — до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов — образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.

Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
Маркировка электродов по нержавейке
 На упаковке всех, без исключения, сварочных материалов присутствуют основные идентификационные сведения. Маркировка электродов для нержавейки также оснащена данной информацией, включающей следующие обозначения:
На упаковке всех, без исключения, сварочных материалов присутствуют основные идентификационные сведения. Маркировка электродов для нержавейки также оснащена данной информацией, включающей следующие обозначения:
- тип, марка, диаметр и назначение электрода;
- толщина обмазки;
- полярность;
- настройка напряжения;
- переменный или постоянный ток.
Электроды для нержавеющих сталей и черного металла
Безусловно сваривание данных материалов возможно. Однако, сварка черного и нержавеющего металла имеет свои сложности. Основная проблема — разнородность этих металлов. Для получения качественного шва применяют сваривание трех типов:
- сварка электродами с покрытием;
- соединение вольфрамовыми неплавящимися расходниками;
- в среде защитного газа, чаще всего используется аргон.
Для проведения сварки первого типа используют следующие электроды для сварки нержавейки с черной сталью:

Электроды ОЗЛ-312.
ЭА-395/9 предназначены для работы с ответственными конструкциями.
ОЗЛ-312 подходят для соединения сталей с неизвестным составом и при необходимости высокой прочности шва.
Также существует возможность использования марок АНЖР-1 и АНЖР-2 для сваривания разнородных сталей.
Однако, лучше всего соединять нержавейку и черный металл методом аргоновой сварки. Аргон в подобных случаях выполняет важную функцию — обеспечение защиты рабочей зоны от чрезмерного насыщения азотом, а, соответственно, и от окисления. Чтобы сварной шов получился надежным пруток следует держать перпендикулярно к поверхности.
Исходя из вышеперечисленной информации можно сделать вывод, что для сварки нержавейки с черным металлом используется распространенные сварочные материалы. Расходники данных марок можно приобрести у многих поставщиков и производителей.
Электроды для сварки нержавеющей стали 12Х18Н10Т
12Х18Н10Т является нержавеющей сталью аустенитного класса. Данная разновидность нержавейки наиболее распространена, применяется во многих отраслях промышленности: пищевая, химическая и фармацевтическая. Довольно часто из такого вида стали производят сварные аппараты и сосуды, трубы для трубопроводов.

Электроды ЦЛ-9 в упаковке.
Далее представлена информация, с помощью которой можно определить какими электродами варить нержавейку 12х18н10т.
Маркой, пользующейся наибольшим спросом, является ЦЛ-9. Сварка может проводится во всех пространственных положениях.
Электроды ОК 61.30 обладают несколькими достоинствами: хорошее формирование шва; легкое зажигание; самоотделение шлака.
Сварочные материалы НЖ-13 применяются в тех случаях, когда к наплавленному металлу предъявляются высокие требования стойкости против МКК.
ОЗЛ-14 — расходники, использующиеся, когда к металлу шва не предъявляются жесткие требования против МКК.
Можно ли электродами по нержавейке варить сталь
Марки электродов для нержавейки используются не только для обработки соответствующих сталей. Данные сварочные материалы возможно применять для сваривания обычной черной стали. Однако, такое сочетание не подходит для выполнения ответственных работ. Возможно образование коррозии как в рабочей, так и в околошовной зоне. К тому внешний вид соединения будет не на высшем уровне. Если же мастер все-таки решил прибегнуть к такому решению, рекомендуется производит сваривание точно и быстро.
Какими электродами варить нержавейку 1 мм.
 Сварка тонкого металла является сложным процессом не только для начинающих специалистов, но и для опытных сварщиков. Данный процесс имеет несколько сложностей:
Сварка тонкого металла является сложным процессом не только для начинающих специалистов, но и для опытных сварщиков. Данный процесс имеет несколько сложностей:
- сильный нагрев изделия может привести к прогоранию и образованию отверстия;
- высокая температура прогрева также может привести к изменению геометрии тонких листов;
- короткая дуга, с помощью которых производится соединение, при незначительном отрыве гаснет.
Данные проблемы могут значительно затруднить сварочные работы. Поэтому, чтобы избежать таких трудностей, очень важно знать какие электроды нужны для сварки нержавейки тонкой толщины.
ОК 63.34 предназначены для сваривания тонкого металла. Также марка отлично подойдет и для толстостенных изделий. Электроды характеризуются улучшенным шлакоотделением.
ОК 63.20 (на картинке) особенно востребованы для соединения труб и тонкого металла. Сварочный процесс происходит при кратковременном поджиге и гашении дуги.
Популярные электроды для сварки нержавейки
Наиболее востребованными и ходовыми сварочными материалами являются марки нержавеющих электродов, произведенных ведущими заводами. Проверенные изготовители тщательно следят за качеством продукции, гарантированно выполняются обязательства и предлагают выгодные условия для сотрудничества. Кроме этого, постоянно высоким спросом пользуются марки электродов для сварки нержавеющей стали известных брендов.
ESAB
Шведский концерн ESAB предоставляет широкий выбор расходных материалов. Большой популярностью среди профессиональных сварщиков пользуются марки электродов по нержавейке.
ОК 61.35 предназначены для ответственных конструкций, часто применяются для сваривания трубопроводов различного назначения.
ОК 67.72 — синтетические электроды, использующиеся для соединения нержавеющих и разнородных сталей.
ОК 67.45 — сварочные материалы двойного назначения: соединение нержавеющих сталей и наплавка металлов с ограниченным уровнем свариваемости. Шов отлично переносит высокие температуры и трение.
Также следует упомянуть ОК 63.30; ОК 61.30; ОК 63.20; ОК 61.35.
Видео с разъяснениями по выбору от производителя.
ЦЛ-11
Как уже упоминалось ранее данная марка сварочных материалов является одной из самых популярных. Сварной шов, наплавленный расходниками ЦЛ-11, отличается аккуратностью, пластичностью, прочностью и высокой ударной вязкостью.
Монолит
 Оригинальные сварочные материалы данного бренда с положительной стороны характеризуют многие мастера. По нержавке у них марка ЦЛ-11. Основные достоинства:
Оригинальные сварочные материалы данного бренда с положительной стороны характеризуют многие мастера. По нержавке у них марка ЦЛ-11. Основные достоинства:
- привлекательный вид шва;
- легкий поджиг как начальный, так и повторный;
- стабильность дуги;
- самоотделяемость шлаковой корки;
- малое разбрызгивание;
- возможность проведение сварки по окисленным, окрашенным и масляным поверхностям;
- также можно осуществлять сваривание от бытовых источников питания;
- сварочные материалы Монолит подходят для выполнение соединений в труднодоступных местах.
УОНИ
В случае отсутствия под рукой специальных электродов для нержавейки, можно провести сваривание и другими марками. Чаще всего, специалисты задаются вопросом: можно ли уони варить нержавейку? Рассматривая данный вопрос с технической точки зрения, ответ будет положительным. УОНИ подойдет для работы с коррозионностойкими сталями. С практической точки зрения следует знать какой нужен электрод для сварки нержавейки.
УОНИ-13/НЖ обладают несколькими преимуществами: проведение сварки возможно практически во всех положениях; небольшое количество брызг.
УОНИ-13/НЖ-2 предназначены для коррозионностойких кислотостойких сталей.
УОНИ-13/ЭП-56 используются для сваривания нержавеющих сталей, работающих в агрессивных сталей, а также для сваривания трубопроводов.
Следует отметить, что лучше варить нержавейку специально разработанными для этого сварочными электродами.
Какие электроды для нержавейки лучше
Ответить на поставленный вопрос очень сложно. Каждый сварщик отдает предпочтение своему расходнику и самостоятельно определяет какими электродами можно варить нержавеющую сталь. Некоторые бренды выделяются из всего многообразия представленных торговых марок. НЕРО, Монолит, УОНИ являются одними из лидеров рынка. Потребители характеризуют их продукцию следующим образом — «хорошие и качественные электроды».
Популярные производители
Практически все изготовители предлагают клиентам широкий выбор электродов для коррозионностойких сталей. Востребованность нержавейки, а, соответственно, и сварочных материалов для нее, требует этого от заводов. Среди ведущих производителей следует отметить следующие концерны: «Лосиноостровский электродный завод», «Спецэлектрод» (Москва), «Зеленоградский электродный завод», «Кировский завод», ESAB, «Lincoln Electric», «Quattro Elementi».
Данная статья дает полный и четкий ответ на многие вопросы, возникающие у сварщиков во время работы с изделиями и конструкциями из нержавейки. Ознакомившись с представленной информацией каждый исполнитель сможет решить какими электродами варят нержавеющую сталь.
Где купить
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.
Выбрать компанию
weldelec.com
какими варить, можно ли варить вообще
Среди множества сталей, по некоторым данным их общее количество насчитывает около 600 наименований, особняком стоят нержавеющие (коррозионностойкие). Состав этих сталей позволяет их использовать в различных условиях эксплуатации, например, на морском воздухе или в химически агрессивных средах.
Из нержавейки производят трубопроводную арматуру, емкости, в том числе, работающие под давлением и многие другие детали и агрегаты. Для соединения между собой частей трубопровода устанавливают разъемное или неразъемное соединение. Для первого типа востребованы фланцы, муфты и пр. Для создания неразъемных соединений (стыков) используют сварку.
Надо понимать, что наличие в составе нержавеющих сталей различных элементов, предъявляет особые требования к способу соединения и материалов для этого используемых.
 Электроды по нержавейке
Электроды по нержавейкеПочему важно использовать специальные электроды для сварки нержавейки
Нержавейка, с момента ее появления на рынке металлов широко используется для производства деталей и сборочных единиц, которые применяют в различных отраслях. Популярность нержавейки обусловлена не только ее стойкостью к воздействию коррозии, но и рядом других свойств. К ним можно отнести, высокие прочностные параметры, внешний вид, длительность эксплуатации. Но сплавы этого класс обладают одним существенным недостатком – плохая свариваемость. Надо сказать, что такой недостаток существенно осложняет работу с нержавейкой. Она обусловлена рядом причин, в частности:
- Нержавеющие сплавы имеют низкую теплопроводность. Этот показатель в два раза меньше, чем у традиционных углеродистых сталей. Именно поэтому, во время выполнения сварочных работ этот материал хуже отводит излишнее тепло, возникающее в процессе работы. Такое явление привело к тому, что для уменьшения тепла, используют сварочный ток на 15-20% меньший, чем тот, который необходим для сварки черных сплавов.
- Во время соединения изделий из нержавеющей стали с большой массой между заготовками необходимо оставлять довольно большой зазор. Если это требование проигнорировать, то в металле, который расположен рядом со швом будут появляться трещины микроскопического размера. Их наличие приведет к тому, что будет снижено качество соединения, в том числе и его надежность.
- При сварке нержавеющей стали, в зоне шва образуется зона высокого электрического соединения. Соответственно это приводит к сильному нагреву инструмента. Именно это и определило то, что для выполнения сварочных работ необходимо использовать специальные расходные материалы по нержавейке, предназначенные для работы с такими сталями. Их выбирают на основании маркировки нанесенной на коробку или на сами расходники.
Электроды по нержавейке, в чем особенности
При выполнении работ с заготовками, произведенными из нержавеющих сталей необходимо не только правильно выбрать электроды, но и квалифицированно использовать сварочное оборудование, в частности, подобрать рабочий ток, определить расход газа и пр.

Электроды для сварки нержавейки
Нарушение некоторых технологических правил приводит к такому явлению как межкристаллическая коррозия. Она снижает стойкость к коррозии шва и расположенного рядом металла. Кроме того, по достижении определенной температуры в структуре начинают образовываться карбиды хрома и железа. Они придают металлу излишнюю хрупкость и снижают его антикоррозионные характеристики.
Электроды для нержавейки помогают избежать этого явления, и при их правильном использовании качество шва будет отвечать всем техническим требованиям.
Переменным или постоянным током
Для создания неразъемных соединений из нержавеющих сталей допустимо использовать постоянный и переменный ток. У каждой технологии сварки существуют определенные плюсы и минусы.
Так, использование постоянного тока приводит к снижению расхода электродов, за счет того, что при использовании этого тока, материал, практически не разбрызгивается. Кроме того, постоянный ток позволяет обеспечить высокую скорость сварки, качество сварного шва. Но, оборудование, используемое для работы, отличается высокой стоимостью, а это, в результате приводит к росту себестоимости работ.
Применение переменного напряжения позволяет использовать оборудование, которое стоит значительно меньше что то, которое применяют для выработки постоянного тока. Сварщик, использующий переменный ток, получает в результате качественный шов. Но, вместе с тем, использование переменного тока приводит к получению большего количества капель металла, а это приводит к повышенному расходу нержавейки.
Электроды постоянного тока по нержавейке
Перед началом сварочных работ сварщик должен сделать правильный выбор электродов. Следует понимать, то, что стержни с обмазкой в состоянии гарантировать высокое качество шва. Ручную сварку выполняют с использованием постоянного тока обратной полярности. Для получения качественного результата сварщики применяют следующие марки расходных материалов, предназначенные для нержавейки:
- ЦЛ11 – это одна из самых широко распространенных марок среди сварщиков. Его применяют для обработки сталей с довольно высоким содержанием хрома и никеля. Сварной шов, получаемый с помощью этого материала, обладает высокой прочностью, ударной вязкостью. При работе практически не наблюдается разбрызгивание металла.
- ОЗЛ8 — подходят для сборки конструкций, подлежащие эксплуатации в температурах до 1000 ⁰C. Остальные ее параметры близки к марке ЦЛ11.
- НЖ13 – эта марка востребована при обработке изделий из пищевой нержавейки. Кроме того, этот расходный материал предназначен для стыковки изделий с высоким содержанием хрома, никеля, молибдена. Недостаток, присущий этой марке – это формирование шлака, который самопроизвольно отслаивается и таким образом может нанести повреждения рабочему или окружающим его людям.
ОЗЛ-8
На самом деле в практической работе применяют несколько марок электродов, которые предназначены для сварки с нержавейкой. Среди них есть такие, как:
- ЗИО-8, которые применяют для изделий из жаростойких нержавеющих сталей.
- НИИ-48Г востребован при изготовлении ответственных конструкций.
- ОЗЛ-17У подходят для деталей, которые будут эксплуатироваться в атмосфере с повышенным содержанием паров серной или фосфорной кислот.
Электроды для переменного тока для нержавейки
Не все организации могут себе позволить технологическое оборудование, которое работает с применением постоянного тока. Но можно использовать и аппаратуру, которая применяет переменное напряжение. для эффективной работы с ним применяют следующие марки — ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
Кроме того, использование вольфрамовых стержней для сварки деталей из нержавейки под облаком защитных газов, позволяет использовать переменный ток с прямой полярностью. Такую технологию используют при:
- соединении деталей с тонкой стенкой;
- наличии повышенных требований к качеству сварного шва.

ОЗЛ-14А
Практика сварки изделий из нержавейки говорит о том, что использование переменного тока менее популярно, соответственно стержни этого типа менее востребованы.
Маркировка электродов по нержавейке
Все сварочные материалы для нержавейки должны быть отмаркированы. То есть, на упаковку должны быть нанесены идентификационные сведения, в которые должны быть включены следующие данные:
- марка, размеры и предназначение изделий;
- размер обмазки;
- полярность;
- напряжения.
Кроме перечисленных данных на упаковку может быть нанесена информация о компании производителя. Дата изготовления и срок годности.
Электроды для нержавеющих сталей и черного металла
Соединение нержавейки и черного металла вполне возможно. Но, этот процесс сопряжён с определенными сложностями. Все дело в том, что у этих металлов разная структура. Для выполнения этой операции можно использовать три метода:
- сваривание с применением расходных материалов с покрытием;
- сваривание неплавящимися стержнями из вольфрама;
- сваривание под защитным газом, как правило, для этого применяют аргон или газовые смеси на его основе.
Для сваривания разнородных металлов используют марку ОЗЛ-312. Для выполнения сборки ответственных конструкций применяют ЭА-395/9. Стержни для сварки нержавеющей стали марки ОЗЛ-312 подходят для сварки сталей с неопознанным составом.
Но, как показывает практика, оптимального качества шва лучше, чем соединение заготовок под защитой газов не придумали. Газ, в этом процессе исполняет роль защиты сварной ванны от воздействия атмосферы, в частности от азота и кислорода. При выполнении сварки аргоном, существует одна тонкость. Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
На основании вышеизложенного можно сделать следующее заключение – для выполнения сварки разнородных металлов используют материалы широкого применения.
Электроды для сварки нержавеющей стали 12×18н10т
Сталь 12×18Н10Т относят к материалам аустенитного типа. Эту сталь широко применяют для изготовления оборудования пищевой и фармацевтической промышленности.

Сварка электродами
Для соединения заготовок из этой стали применяют следующие типы изделий:
- ЦЛ-9, сварку с его применением можно выполнять во всех пространственных положениях.
- ОК 61.30, обеспечивают качество шва, самоотслаивание шлака.
Какими электродами варить нержавейку 1 мм
Один из самых сложных процессов в сварочных процессах – это обработка деталей с тонкими стенками. Это обусловлено тем, что:
- Излишнее тепло, выделяемое при сварке, может привести к образованию отверстия.
- Высокая температура может привести к деформации поверхности.
- Электрическая дуга, которая используется при обработке тонкостенных деталей, имеет небольшой размер. Даже небольшой отрыв ее от поверхности обрабатываемых заготовок может привести к ее отключения.

Сварка стали 1мм
Все вышеназванные сложности существенно осложняют работу сварщика. Помочь в устранении этих проблем может оказать правильный выбор сварочного материала. Например:
- ОК 63.34 – можно отнести к универсальным электродам, их можно использовать для работы с заготовками разной толщины.
- ОК 63.20 – их применяют для обработки труб и тонкостенного материала.
Популярные электроды для сварки нержавейки
К самым популярным электродам для нержавейки относят те, которые выпускают ведущие мировые производители. Использование брендовых изделий гарантирует получение качественного сварного шва.
ESAB
Эта шведская компания признанный лидер в разработке и изготовлении сварочного оборудования и расходных материалов, применяемого для работы с металлами разных типов.

ESAB OK 61.30
На ее предприятиях производят такие марки как:
- ОК 61.35 – их применяют для сварки особо ответственных конструкций, например, трубопроводов, работающих под давлением.
- ОК 67.72 — электроды, применяемые для сварки разнородных металлов.
ЦЛ 11
Электроды этой марки применяют для работы с такими сплавами как — 09×18Н12Т, 12×18Н10Т, ×14Г14Н3Т и их аналогами.
Ключевое достоинство этого расходного материала заключается в том, что шов, выполненный с этим электродом с успехом, противостоит межкристаллической коррозии.
МОНОЛИТ
Эта отечественная компания, которая выпускает электроды, применяемые для сварки углеродистых и нержавеющих сталей.
Электроды «Монолит»
УОНИ
Электроды, выпускаемые под этой маркой, применяют как для работы с углеродистой, так и с нержавеющей сталью.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Особенности электродов для сварки изделий из нержавеющей стали
Нержавеющая сталь – материал, который используется для изготовления различных деталей. Какие электроды по нержавейке использовать и как осуществить сварку этого материала знают опытные сварщики, которым приходилось с ним работать. В этой статье мы рассмотрим можно ли сварить нержавейку и какие электроды для сварки нержавеющей стали используются.
Содержание статьи

Особенности нержавейки
Методика работы с нержавеющей сталью не схожа с обычной. Это обусловлено тем, что нержавейка более устойчива к коррозийным процессам, именно поэтому практически все изделия, выполненные из нержавейки, находятся под давлением и с водой. Многие начинающие сварщики сталкиваются с тем, что после того, как шов застывает на нем образуются течи. Для того, чтобы понять, как заварить поврежденный участок в домашних условиях, необходимо знать физические свойства металла.
Главная характеристика нержавеющей стали — высокий коэффициент расширения, именно поэтому при нагреве дистанция между молекулами становится больше, чем у других металлов. Когда она остывает, изделие начинает стягиваться до своих исходных параметров. Посторонний материал, который входит в состав шва и имеет коэффициент расширения намного ниже, будет постоянно рваться, в итоге будут появляться микротрещины, из-за которых и будет происходить течь. Очень важно подобрать сварочные электроды для нержавеющей стали, благодаря которым будет налажен контакт между основным и присадочным металлом.
Многие пользователи постоянно задаются вопросом: можно ли заварить нержавейку, ведь характерной чертой этого материала считается низкий температурный режим плавления. Мощный нагрев от электрической дуги приводит к перегреву участка соединения и все легирующие элементы, обеспечивающие защиту от ржавления, тут же выгорают и лишаются своих свойств.
Совет! Чтобы не допустить такой ситуации необходимо максимально точно подобрать режимы работы сварки и вести шов в шахматном порядке, дабы не допустить местного перегрева.
Еще одна трудность, которая может возникнуть, в процессе сварки деталей из нержавеющей стали, — это реакция углерода на попадание кислорода в сварочную ванну. Если такое случится, то неизбежно начнет образовываться газ на поверхности кристаллизующегося шва и в итоге появятся крупные поры. В такой ситуации заварить нержавейку вы никак не сможете. Для того, чтобы не допустить такого негативного процесса, очень важно позаботиться о защите сварочной ванны от влияния внешней среды. Для этого применяется специальный защитный газ или обмазка электродов.
Оборудование
Для создания надежного и прочного соединения очень часто применяются инверторы. Работают такие аппараты от напряжения 220 В. Сами они — достаточно компактные и удобные.
За счет того, что электрический ток преобразуется в несколько ступеней, с выходом высокочастотного переменного напряжения, присадочный материал вплавляется намного лучше, что способствует формированию более ровных и качественных швов.
Благодаря своей невысокой цене они занимают лидирующие позиции среди сварочного оборудования.
Сварка нержавеющей стали может выполняться любой моделью выпускаемых сегодня инверторов. Для выполнения сварочной работы дома может использоваться самый простой аппарат инверторного типа.

Можно даже использовать самодельный агрегат, главное, чтобы его технические и эксплуатационные характеристики соответствовали магазинным аналогам.
Очень важно для инвертора задать верные и точные настройки, которые будут подходить для толщины конкретного изделия. Непосредственно перед началом работы свариваемое изделие должно быть хорошо очищено от загрязнений, масла и т.д.
Если вам необходимо сваривать инвертором тонкий металл (1-2мм), то делать зазор не нужно. Наоборот, необходимо вплотную свети концы соединения один к одному, и выполнить прихватки. Если толщина окончаний соединений превышает 4 мм, то нужно разделать кромки под углом 45 градусов. Так вы обеспечите хорошее проплавление и заполнение присадочным металлом зоны соприкосновения. Разделку можно осуществить посредством «болгарки» или напильника. Также необходимо сделать зазор в 1-2 мм между пластинами, только так раскаленный металл сможет стекать до самого основания шва.
Сварка нержавейки инвертором позволяет создать надежное и прочное соединение.
Учитывая физико-термические свойства металла наиболее пригодными будут следующие режимы и диаметры электродов.
| Толщина металла, мм | Диаметр электрода, мм | Напряжение, V | Сила тока, A |
| 1,5 | 2 | 13 | 40-60 |
| 3 | 3 | 15 | 75- 85 |
| 4 | 3 | 16 | 90-100 |
| 6 | 4 | 18 | 140-150 |
Применяемые электроды
Многие пользователи задаются вопросом: можно ли варить нержавейку простым электродом? Все дело в том, что такой способ сварки возможен, но при малейших недочетах работы возможен негативный исход. Это обусловлено разностью материалов, соединенных в участке сварки (нержавеющая сталь основного металла и стержень электрода из низкоуглеродистой нелегированной стали), которая приводит к внутреннему напряжению в зоне непосредственно возле шва. Когда поверхность будет остывать, вы можете слышать щелчки, которые являются знаком образования микротрещин. Именно поэтому сварка нержавейки обычным электродом чревата тем, что шов будет течь и не подойдет для отопительной системы, расширительных баков и емкостей под давлением. А также подобное соединение очень быстро поржавеет. Именно поэтому, отвечая на вопрос: можно ли варить нержавейку обычным электродом, специалисты дают говорят, что такой способ возможен, однако обязательно стоит учесть все вышеописанные моменты.
Для того, чтобы разобраться какие электроды для сварки нержавейки нужны, сколько их должно быть и какая марка является наиболее подходящей, надо не забывать о тепловом коэффициенте металла. Важно подобрать стержни электродов, состав которых будет таким же, что и у свариваемых изделий.
Таким образом вы сможете обеспечить хорошее взаимодействие основного и присадочного материалов без образования дефектов.
Очень часто для сварки нержавейки используются плавящиеся штучные электроды, именно поэтому материал изготовления должен обладать рядом свойств:
- в первую очередь, он должен быть устойчивым к термической ползучести,
- во-вторых температурное расширение должно быть невысоким,
- еще один немаловажный показатель – это повышенная упругость,
- и последняя характеристика – это высокая износоустойчивость и теплопроводность.
Выбор электродов для сварки нержавеющей стали зависит от ее маркировки.
Таким образом, исходя из этого критерия, многие специалисты используют электроды для сварки нержавейки следующих марок:
| Название | Сфера применения |
| ОЗЛ-8 и ЦЛ-11 | для нержавейки, которая применяется в пищевой промышленности; |
| ЭА400/10У, НЖ-13, ЦТ-15 | (редко) – подходят для нержавеющих сталей, характеризующихся повышенной устойчивостью к коррозии; |
| ОЗЛ-6 | для жаропрочных сплавов, в химический состав которых входит нержавеющая сталь; |
| КТИ-7А, ЦТ-28 | для нержавейки, из которой изготавливаются различные инструменты; |
| АНЖР-1, АНЖР-2, ЭА395/9Всегда хотели научиться рисовать? Видите, что у вашего ребенка есть способности к рисованию? Тогда курсы изобразительного искусства – это то, что вам нужно. Здесь помогут вам развить свои творческие способности и расскажут о существующих техниках рисования. | для нержавейки другого назначения. |
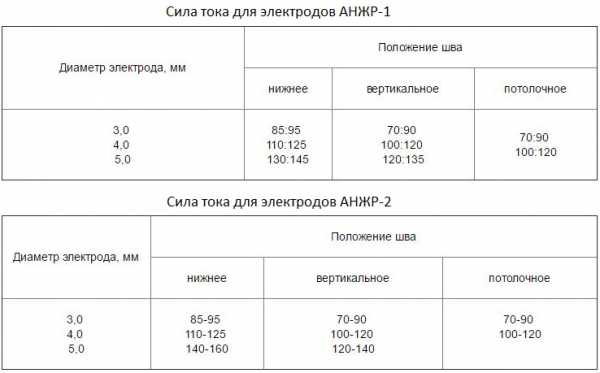
сила токов для электродовЭлектроды по нержавеющей стали АНЖР-1 и АНЖР-2 используются в том случае, когда непосредственно перед сваркой не нужно прогревать изделия, а также по окончании работы их не придется обрабатывать термическим составом.
Если вы используете штучные электроды, которые специально предназначены для сварки нержавеющей стали, то здесь стоит быть очень осторожным, поскольку слой остывающего шлака, который образуется в процессе сварки, может просто отскакивать с поверхности шва.
Попадание частиц горячего шлака на кожу может стать причиной ожога.
Самыми популярными электродами, которые применяются для соединения изделий из нержавейки, являются электроды с маркировкой ЦЛ-11. Внешняя сторона их покрыта составом, выполненным из карбонатов и соединений фтора. Они нашли активное применение и при сварке сталей хромоникелевой группы (12Х118Н10Т и 9Т, 08Х18Н12Б и Т). Применяя электроды данной марки вы значительно снизите риск образования межкристаллитной коррозии у таких сплавов.
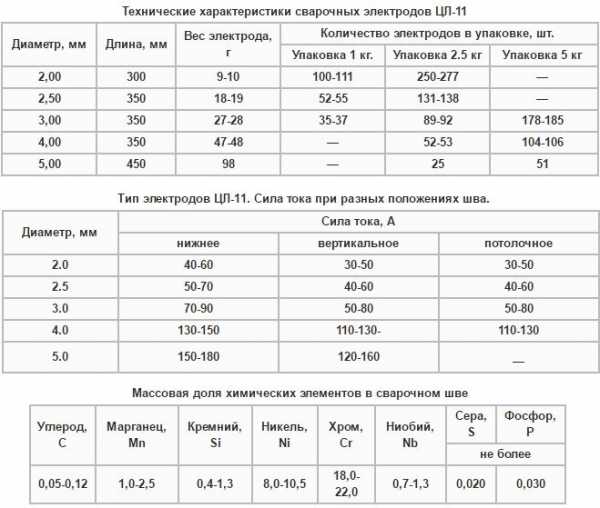
 технические характеристики электродов
технические характеристики электродовЭлектроды этой марки обладают рядом достоинств:
- расплавленный металл разбрызгивается в минимальных количествах,
- при соблюдении технологии, шов получается ровный, прочный и хорошо вязкий,
- готовое соединение очень пластичное,
- риск появления трещин в сварном шве сведен к минимуму.
Так же очень популярны электроды ОЗЛ-6 и НЖ-13. Первые наиболее пригодны в случае, когда сварка производится в окислительной среде и при высоких температурных режимах (до 1000 °С). Электроды с маркировкой НЖ-13 хорошо зарекомендовали себя при сварочных работах, связанных с изделиями пищевой нержавеющей стали и сплавов, относящихся к хромоникелевой и хромоникелемолибденовой категориям.
Преимущества электродов ОЗЛ-6:
- разбрызгивается очень маленькое количество расплавленного металла,
- образующееся соединение является жароустойчивым,
- шов не подвластен появлению коррозии.
В отличие от изделий марки ЦЛ-11, электроды ОЗЛ-6 запрещено использовать для формирования сварных швов, которые размещены в вертикальном положении.
Помимо электродов известных отечественных производителей, опытные сварщики применяют изделия для сварки нержавейки ESAB.
Самые популярные марки электродов эсаб, которыми можно варить нержавейку: ОК 61.30; ОК 61.35; ОК 63.30; ОК 67.45.
Также достаточно часто используются сварочные электроды по нержавейке ЦЛ-11 Монолит.
Для того, чтобы получилось надежное и качественное соединение, важно подобрать правильные электроды для нержавейки. Помните, что сварочные электроды по нержавейке должны обладать всеми необходимыми свойствами, а сама работа должна выполняться в полном соответствии с требованиями, иначе качество шва будет под сомнением.
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Маркировка электродов для сварки по нержавейке, чугуну
Работа с электродуговой сваркой сопряжена с постоянным подбором и заменой электродов, несмотря на всеобщее заблуждение, что выбор электрода – это наиболее простая часть всего процесса электросварки. Но на самом деле на сегодняшний день существует большое количество типов сварочных электродов, каждый из которых соответствует определенной марке. Маркировка электродов зависит от материала, из которого он произведен, и сферы его применения. На сегодняшний день можно подобрать изделия под абсолютно любые нужды, независимо от свариваемого металла, желаемых характеристик готового шва и других свойств.
 Маркировка электродов
Маркировка электродовКлассификация электродов по свариваемому материалу
На сегодняшний день существует множество типов, каждый из которых имеет определенную маркировку. Основные виды различают по типу свариваемого материала, и типу тока. В зависимости от типа тока выделяют условное обозначение электродов для постоянного тока и электродов для переменного тока.
В зависимости от типа свариваемого материала, можно выделить электроды для стали различного уровня легирования, чугуна и цветных металлов, таких как медь, алюминий и другие.
Электроды по чугуну имеют особую маркировку, так как чугун представляет собой сплав, который плохо поддается сварке, достаточно хрупок, тверд и непластичен.
При сварочных работах очень важно нанести правильный шов. Так как он, быстро остывая, создает на поверхности чугуна твердые, плохо обрабатываемые зоны, которые очень часто трескаются и крошатся из-за неправильной техники выполнения и неправильного подбора изделия.
Следует отметить, что чугун очень легко плавится и переходит в жидкое состояние. При выполнении сварочных работ важно соблюдать соответствующий температурный режим, позволяющий создать качественный шов без физических изменений чугуна.
Также важно соблюдать точность сварки, чтобы не оставалось проваров, образованных при выделении газообразных веществ из сварочной ванны. При соблюдении вышеуказанных рекомендаций и правильном подборе электродов, вполне можно проводить качественный ремонт чугунных изделий.
Классификация сварочных электродов
Наиболее распространенными и универсальными являются ванадийсодержащие электроды. Они маркируются таким образом – ЦЧ-4. Ванадий, который содержится в покрытии, обладает особыми свойствами, которые позволяют ему связывать углерод и препятствовать возникновению твердых, хрупких участков, так называемых цементитов.
Перед использованием ЦЧ-4 нужно тщательно подготовить рабочую поверхность. Чугун нужно очистить от загрязнений, пыли и окислений. Сварочные работы нужно проводить медленно, плавными движениям, так чтобы чугун не перенагревался. После остывания, шов нужно обработать, делать это лучше с помощью электроинструмента, потому что он получается достаточно прочным, и вручную обработать его не получится. Пожалуй, это можно назвать единственным недостатком этого типа.
Если же при выполнении сварочных работ важно получить легко обрабатываемый шов, который можно без особых усилий очистить, разровнять и добиться желаемого вида, лучше использовать электроды, содержащие никель. Наиболее распространенными можно считать медно-никелевые, с маркировкой МНЧ-2. Получаемый с помощью них шов довольно прочный, при этом легко поддается обработке. На рынке существуют изделия от множества производителей, но лучше всего отдать предпочтение немецким.
Выполнение сварочных работ с МНЧ-2 следует проводить короткими движениями с одновременной проковкой с помощью молотка. Это позволит добиться повышенной прочности и препятствовать появлению трещин.
Следующий тип – железоникелевые электроды. Они применяются чаще всего для создания крупных швов при выполнении большого объема работ. При этом они сочетаются с МНЧ-2, с которыми можно выполнять совместную работу. Сначала наносят небольшое покрытие на кромки чугунных изделий с помощью медно-никелевых электродов, а затем проводят основную сварочную работу железно никелевыми.
Для упрощения работы был разработан особый тип, ОЗЧ-2, который отличается тем, что изделие выполнено на основе медного стержня. Их использование позволяет создать довольно качественный шов, но их применяют чаще в домашних условиях, так как для большого объема работ и получения высокой прочности соединений лучше использовать комбинацию двух типов электродов, указанных выше.
Никелевые электроды наиболее дорогостоящие, но они используются редко и обычно в промышленных условиях, там, где необходимо исправить дефекты ответственных изделий. Например, для ремонта двигателей или деталей, работающих при повышенных ударных нагрузках и износе, связанном с трением в процессе эксплуатации.
Особенности покрытий электродов
Маркировка электродов по нержавейке также зависит от типа используемых при их производстве материалов. Подбор необходимых электродов нужно выполнять строго исходя из типа свариваемой стали. При этом лучше проконсультироваться со специалистами, представляющими производителя изделий. Это важно, так как подбор марки напрямую влияет на качество сварочных работ и простоту их выполнения.
Покрытие сварочных электродов
Большинство электродов производится на железной основе, главное отличие заключается в покрытии. Среди покрытий можно выделить следующие:
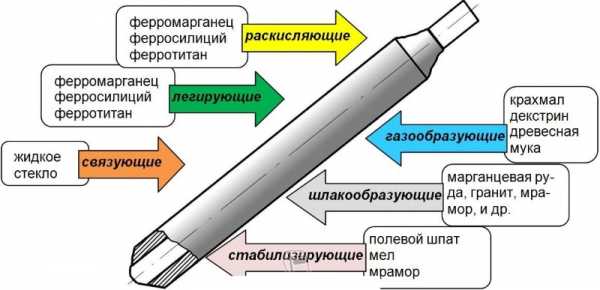
- Рудно-кислое покрытие. Покрытие содержит обычно окислы марганца. При этом в состав покрытия дополнительно вводиться органическое вещество, необходимое для защиты сварочной зоны. Чаще всего для этих целей используют целлюлозу, крахмал или древесную муку. Органика во время нагрева разлагается, испаряясь, создает защитное облако в виде газа.
- Рутиловое покрытие. Производство электродов в данном случае сопровождается созданием покрытия из минерала – рутила, основой которого является двуокись титана. Данный тип покрытия схож по свойствам с предыдущим, но он более стабилен, что уменьшает количество брызг во время работы и позволяет создать более ровный шов. Также следует отметить, что такое покрытие выделяет меньше вредных газов, что позволяет сварщику работать в более комфортных и менее вредных условиях.
- Фтористо-кальциевое покрытие. Его основу составляют карбонат кальция и магния. Защитное газовое облако при использовании образуется из углекислого газа. В отличие от предыдущих типов, работу которыми можно выполнять при различном типе тока, электроды с таким покрытием можно использовать только для сварки постоянным током. Также следует отметить, что их чаще всего используют в промышленных условиях для ремонта ответственных стальных изделий и деталей.
- Органическое покрытие. Основой для покрытия в данном случае выступает какие-либо органические вещества, чаще всего оксид целлюлозы. Также в покрытия добавляют шлакообразующие вещества на основе титана, марганца или силикатов. Такие изделия можно использовать при работе со сварочными аппаратами переменного или постоянного тока. Работать с ними довольно легко, можно применять для выполнения швов в различном пространственном положении и различных типов стальных изделий. Поэтому они отлично подходят для ремонтных работ в домашних условиях.
Виды покрытий электродов
Следует выделить особый тип электродов, применяющихся для работы с тугоплавкими сталями, предназначенными для эксплуатации при температуре до 600 градусов. При изготовлении электродов, предназначенных для сварки таких сталей, применяют специальные материалы для создания покрытия, способного качественно работать при высоких температурах. Чаще всего применяют рутиловое покрытие.
При работе с тугоплавкими сталями следует придерживаться нескольких рекомендаций, к которым можно отнести выбор электрода исходя из характеристик стали, а также предварительный подогрев рабочего места, и постобработка готового шва дополнительным нагревом.
Виды электродов по типу сварки
Маркировка сварочных электродов также зависит от типа сварки, для которой они предназначены. В первую очередь сварочные аппараты различаются в зависимости от типа используемого тока, будь он постоянным или переменным. Наиболее распространенным сварочным аппаратом является электродуговая сварка.
Среди электродов для ручной дуговой сварки выделяют металлические, основой которого является проволока, из какого-либо металла, со специальным покрытием, и неметаллические, которые являются неплавящимися электродами.
Другие разновидности электродов
Наиболее распространенными являются рутиловые электроды. Электроды с рутиловым покрытием предназначены для работы со стальными изделиями. Они наиболее распространенные и имеют ряд преимуществ, выделяющих их среди других типов. Главное преимущество – это выделение защитного газа, безвредного для здоровья сварщика. При этом газовое облако защищает рабочую область, позволяет сохранять мощное горение дуги, создавать качественный шов с отделением шлаков, а также минимизировать разбрызгивание во время работы.
Сварочные электроды классифицируются не только исходя из назначения или типа покрытия, но и толщины. На сегодняшний день выделяют тонкие, средние, толстые и особо толстые. Такая классификация зависит не от толщины электрода, а от коэффициента, который рассчитывается ка отношение толщины покрытия к толщине основы, то есть стержня.
Тонкие соответствуют коэффициенту 1,2, средние – до 1,45, толстые – до 1,8, а особо толстые – от 1,8 и больше.
Принципы маркировки
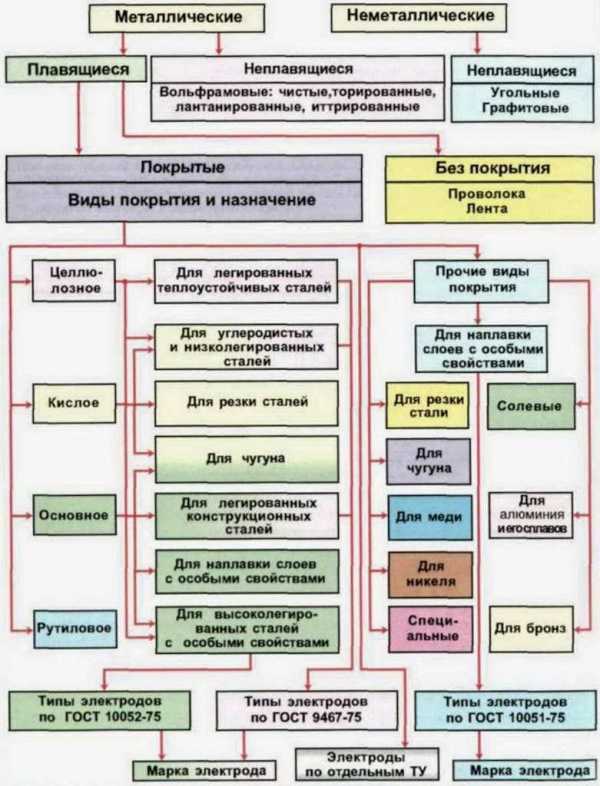
Для того чтобы подбор электродов не вызывал больших трудностей, была разработана специальная маркировка, расшифровка которой позволяет узнать назначение и тип изделия. Расшифровка маркировки электродов для сварки может вызвать небольшое замешательство у новичка, но изучив основные ее принципы, можно научиться быстро разбираться в примудростях выбора сварочных материалов.
Маркировка электродов в зависимости от типа покрытия
Маркировка состоит из определенных букв и цифр, каждая из которых указывает на определенные свойства. На сегодняшний день такую маркировку проводят исходя из установленных правил, утвержденных ГОСТом, в котором подробно описаны принципы и правила обозначения различных типов электродов.
Скачать ГОСТ 9466-75
Любое название состоит из нескольких блоков:
- Тип. Обозначается буквой «Э», которая указывает на название изделия, то есть электрод. Далее следует цифра, обозначающая степень временного сопротивления разрыва.
- Марка. Это блок указывает на производителя и собственно марку изделия
- Диаметр. Указывает на толщину электрода.
- Сфера применения. Обозначает с каким типом сварочного аппарата изделие можно использовать, для соединения какого металла электрод подходи и какие у него особенности.
Расшифровка маркировки электродов
Сфера применения обозначается большой буквой, указывающей на тип свариваемого металла (У-углеродистые стали, Л-легированные стали, Т-теплоустойчивые стали, В-высоколегированные марки стали, Н-для формирования наплавки).
- Толщина покрывающего слоя. Обозначение этой характеристики также производят с помощью больших букв (М-тонкий слой, С-средний, Д-толстый, Г-особо толстый слой).
- Индекс. Он указывает на особые свойства свариваемого металла. Для расшифровки этого индекса нужно воспользоваться ГОСТом, где подробно описано каждое значение.
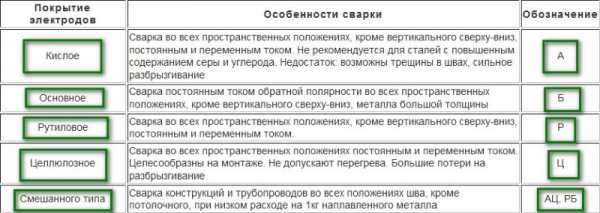
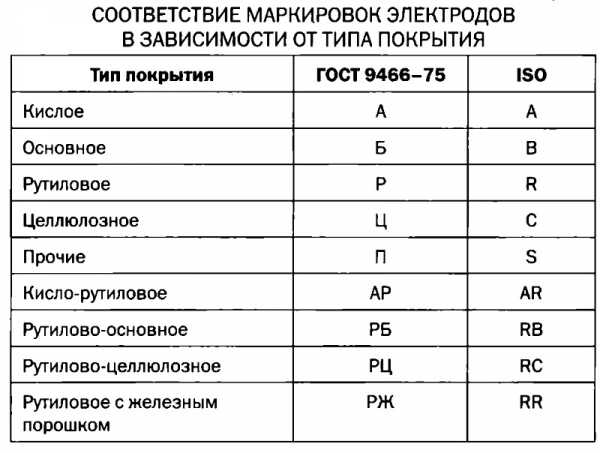
- Тип покрытия (А-кислое, Б-основное, Р-рутиловое, Ц-целлюлозное, П-прочие).
- Возможное положение выполнения сварочных работ в пространстве (1-любое положение, 2-любое, кроме вертикального, сверху вниз, 3-нельзя выполнять вертикальный и потолочный шов любого типа, 4 – только нижний шов).
- Показатель рекомендуемого типа тока, номинального значения и полярности.
- Указание ГОСТа, согласно которого проводилась маркировка.
- Указание сертификатов качества и нормативов, согласно которых изделия производилось.
Также маркировка может дополнительно дополняться другими значениями, указывающими на особые свойства электрода.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Электроды по нержавейке – рекомендации по выбору
Нержавеющие стали — это легированный металл, в основу которого добавляют хром, что способствует повышенной стойкости к коррозии. Но такой состав требует и особенных технологий при обработке, в частности сваривании. Именно для этого производители выпускают специальные электроды по нержавейке.
В этой статье мы разберем причины применения специальных материалов для варки нержавеющей стали и какими электродами варить нержавейку. А также рекомендации по их использованию в сварочном процессе.
Особенности сварки нержавеющих сталей
Главная проблема стальных изделий — это появление коррозии вследствие окисления. В дальнейшем этот процесс приводит к нарушению структуры и разрушению конструкций из такого материала.

Сварный шов
Нержавейка стала прорывом в производстве. А сегодня из нее изготавливают различные изделия как бытового плана, так и промышленных масштабов.
Основной легирующий элемент — хром, который противостоит окислительным процессам. Также в состав входят многие другие антикоррозионные добавки, в том числе титан, молибден, никель и многие другие. Это сделало нержавейку стойкой к разрушению, но усложнило ее обработку, в частности, сварку. В чем возникает проблема? Ведь эти металлы плавятся, как и другие, под воздействием высоких температур?
Часто можно увидеть некачественные сварные швы на изделиях из нержавеющей стали. В местах соединения появляются пятна ржавчины, которые приводят к дальнейшему разрушению.
Основные элементы нержавейки: железо и хром. Когда они поддаются воздействию высокой температуры (порядка 5000°), то в свариваемой детали образуются такие элементы как карбиды. Такие соединения железа и хрома довольно тугоплавкие, но они поддаются ржавчине. К тому же, они более хрупкие, чем сама нержавейка.
Впоследствии сварный шов начинает окисляться, появляется коррозия и трещины. Дальнейшее использование детали приведет к разрушению соединения. Именно поэтому сварочный процесс деталей из нержавейки требует использования специфических технологий.
Технология сварки нержавеющей стали

Аргоновая сварка
Для качественного сварного соединения частей из нержавеющей стали были разработаны свои способы. Их несколько:
Аргоновая среда при сварочном процессе защищает плавление от доступа кислорода и не позволяет образовываться окислам металла. Но такой способ более дорогостоящий из-за применения специальных расходных материалов.
Более простой способ — это инверторная сварка нержавейки с использованием электродов для нержавеющей стали.
Как варить нержавейку электродом
Чаще всего работы с такими сталями делают при постоянном токе, используя электроды для сварки нержавейки.
Для образования качественного шва не нужно, чтобы он перегревался, то есть нужно по минимуму его проплавлять. Мощность должна быть приблизительно на 20% меньше, чем при работе с обычными сталями.
Как варить нержавейку электродами? Технологически процесс похож на обычное сваривание металлов.
- Подготовка деталей к сварке (зачистка и очищение).
- Подключение массы к материалам.
- Зажигание дуги (если есть горячий старт, то лучше воспользоваться им).
- Образование сварочной ванны и ведение шва. При этом держатель располагают под углом к поверхности в 30-60 градусов.
- После окончания нужно обеспечить быстрое остывание шва. Это делают либо обдувом с помощью воздуха, либо, если нержавейка хромоникелевая, используют воду.
- Затем нужно удалить шлак.
В процессе ведения шва нужно контролировать расстояние электрода от поверхности (контроль дуги). При слишком близком размещении кончика электрода шов всплывет и не соединяет детали, а если расстояние большое, то металл попросту не прогреется и не расплавиться.
Если вы новичок, то стоит потренировать правильность ведения шва: угол наклона электрода и его расстояние. Сварка нержавейки требует опыта.
Электроды для нержавейки
Каким электродам варить нержавейку? Они состоят из двух частей: стержня и обмазки. Для нержавеющих сталей в составе электродов большой процент никеля и хрома — основных легирующих элементов.
Обмазка — рутиловая. Она в своем составе имеет более 50% двуокиси метана. Это повышает щелочность расплава и не позволяет образовываться трещинам при варке.
Именно рутиловое покрытие позволяет сваривать нержавеющую сталь при переменном токе (то есть обычным инвертором ММА). При этом образуется меньше брызг, а электрическая дуга более стабильна.
Для сварки на постоянном токе можно использовать расходники, которые имеют покрытие из магния и карбонатов кальция.
Вольфрамовым электродом пользуются для сварочных работ в аргоновой среде.
Электроды ЭСАБ
Шведский концерн ESAB — это крупнейший мировой производитель сварочных материалов и оборудования. Предлагаемые ими электроды наиболее популярны среди потребителей.
Расходные материалы от компании ESAB производиться для сварки различных металлов, в том числе и нержавеющей стали.
Какие электроды выбрать от этих производителей.
- OK 46.00 ESAB — эти расходники отечественного производства позволяют проводить сваривание как на переменном, так и на постоянном токе, часто их называют универсальными или электродами для стали.
- OK 61.30 ESAB — такие применимы только для сварки нержавеющей стали (хромоникелевых антикоррозионных типов).
- ОК 67.45 — для соединения деталей из стали с низкими показателями сваривания.
- ОК 63.30 — такие электроды имеют в составе стержня низкий процент углерода.
- ОК 67.62, ОК 67.60 — более универсальные, они подходят для варки как нержавейки, так и обычных сталей.
И еще часто предлагают электроды от шведских производителей с маркировкой OK 68.81 или OK 68.82. Они используются, если невозможно установить марку и состав материала.
Расходники от эсаб для нержавеющей стали имеют намного больше видов. Маркировка начинается от OK 61.20 и до OK 69.63. Разница между ними в составе обмазки и стержня, что позволяет подобрать тот электрод, который наиболее подходит для конкретной нержавеющей стали и различных режимов и технологий.
Чтобы получить качественный сварочный шов при работе с нержавеющими сталями, можно применять как специальное оборудование (аргоновую сварку), так и обычные инверторы в режиме ММА. Но при этом обязательно использование специально предназначенных для этого электродов.
Сварка нержавейки характеризуется значительными особенностями, в том числе и правильными настройками в подаче тока.
Если вы решили научиться варить нержавеющую сталь, то лучше всего обратиться к профессионалу с опытом такой работы. Ничто не заменит советы специалиста, знающего все нюансы и тонкости.
Для обсуждения данного материала рекомендуем Вам перейти к комментариям. При наличии опыта, поделитесь им. Каким образом вы проводили сварочные работы по нержавейке, что использовали при этом. Насколько сложно выполнить процесс сварки такой стали в бытовых условиях. Ваши советы будут важны, так как (как было сказано выше) ничто не заменит накопленный опыт.
wikimetall.ru