Электроды для сварки инвертором лучшие – Электроды для сварки инвертором – как выбрать и какие лучше
alexxlab | 20.01.2020 | 0 | Вопросы и ответы
Какие электроды лучше для сварки инвертором?
Использование инверторных сварочных аппаратов особенно популярно у новичков и гаражных умельцев, поскольку такие аппараты просты в использовании и позволяют качественно выполнить множество видов сварочных работ. Но, не смотря на простоту эксплуатации, применение инверторного сварочного аппарата требует использовать для работы определенные типы электродов. Качественные электроды помогают выполнить надежный и прочный шов, а эта тема особенно актуальна для сварщиков, выполняющих работу на заказ, когда долговечность и качество выходят на первый план.

Современный рынок предлагает десятки типов электродов для сварочного аппарата, и порой непросто понять, какие лучше. Какие стержни для резки металла инвертором или для сварки инвертором можно использовать, как правильно выбрать хорошие электроды, их диаметр и назначение? На эти, и многие другие вопросы мы ответим в этой статье. С помощью нашей статьи вы сможете сделать правильный выбор электродов для сварки инвертором и узнаете, какие электроды нужны новичку в первую очередь.
Содержание статьи
Как выбрать электроды для инверторной сварки
Выбирая лучшие электроды для сваривания важно учитывать, что от выбранных комплектующих во многом зависит качество и долговечность сварного шва. Не стоит гнаться за самой доступной ценой при выборе электродов, поскольку это может стать причиной некачественной работы. Конечно, профессиональный сварщик сможет сделать идеальный шов, используя любые электроды, но это лишь результат многолетней практики. Если вы не имеете большого опыта, лучше переплатить, но получить достойный результат.

Существует несколько наиболее распространенных марок электродов, пользующихся популярностью у начинающих и практикующих мастеров:
- Марка АНО: стержни этой марки отлично воспламеняются, не нуждаются в прокаливании. Марка популярна как у новичков, так и у профессионалов своего дела.
- Марка МР-3: универсальные, наиболее распространенные. Их можно использовать даже для соединения деталей, которые были подвержены слабой коррозии.
- Марка МР-3С: электроды этой марки лучше использовать, если требуется сделать особо прочный и аккуратный шов.
- Марка УОНИ 13/55: позволяет выполнить шов высочайшего качества. Эту марку предпочитают сварщики с высокой квалификацией, поскольку опыт позволяет им без труда выполнять работу быстро и качественно. Начинающим мастерам будет сложно работать с электродами этой марки. Если вам нужен эстетичный шов, но не хватает опыта, выберите марку МР-3С.
Помимо марки существует ряд других важных характеристик, о которых мы поговорим далее.
Диаметр
Выбирая сварочные электроды для инверторов важно также учесть их диаметр. Конечно, если вы используете инверторный сварочный аппарат, то нет смысла предъявлять к нему повышенные требования, поэтому можно использовать стержни до 2 мм. Об этом говорят многие сварщики с десятилетним опытом, но они не учитывают, что такие работы можно выполнить лишь с ограниченным количеством деталей. Если вы желаете выполнять различные работы, то диаметр электрода нужно выбирать тщательнее.
Например, какими электродами лучше варить инвертором, если металл большой толщины? Ведь такая деталь требует длительного прокаливания. Можно потратить уйму сил и времени, используя привычный электрод малого диаметра, но мы рекомендуем просто выбрать больший диаметр. Чем толще металл, тем больше диаметр электрода. На то, какие электроды лучше для инвертора, оказывает влияние и специфика вашей работы. Если вам предстоят трассовые работы, то мы рекомендуем выбрать больший диаметр электрода, чтобы облегчить труд и сократить время. В то же время, для сварки профилей вполне достаточно электродов диаметром до 2 мм. С таким диаметром вы сможете сварить даже секционные ворота для автомобиля, не говоря о более простых конструкциях.
Назначение
Помимо марки и диаметра они разделяются по своему назначению. От этого тоже зависит, какие электроды лучше для инвертора. Условно они делятся на следующие электроды:
- Для сварки углеродистых или низколегированных металлов.
- Для сварки деталей, изготовленных из прочных теплоустойчивых металлов.
- Для работы с нержавеющей сталью.
- Для работы с алюминиевыми и медными сплавами или непосредственно алюминием и медью.
- Для сварки чугунных деталей.
- Для мелких ремонтов и наплавки.
- Электроды универсального назначения, применяемые для сварки деталей из неизвестного металла.
Покрытия
Производители часто наносят на электроды специальные покрытия, улучшающие их характеристики. Среди наиболее распространенных покрытий можно выделить основное и рутиловое. Основное покрытие самое популярное, используется большим количеством производителей. Благодаря ему удается получить шов высокого качества. Ну а в сочетании с правильно подобранным диаметром электрода и большим опытом сварщик способен сделать шов максимально качественным и слабо подверженным механическим нагрузкам.

Рутиловое покрытие популярно у мастеров, работающих с низкоуглеродистой сталью. Благодаря такому покрытию исключено образование пор в сварных швах, такие электроды можно использовать с переменным и постоянным током, и можно использовать повторно. Также электродами с рутиловым покрытием просто удобнее пользоваться, выполняя работу в труднодоступных местах, при плавлении такое покрытие не выделяет опасных веществ (в отличие от других покрытий), что позволяет сохранить здоровье.
Как качественно выполнить сварку инвертором
Используя инвертор можно получить достаточно качественный шов, но для этого нужно учесть три важных параметра:
- Правильно установленная сила тока для сварки;
- Оптимальный диаметр выбранного сварочного стержня;
- Учет толщины металла.
Как было сказано выше, толщина электрода является одним из главных факторов качества сварного шва. Добавим, что от диаметра также зависит плотность тока. Если превысить значение плотности, дуга потеряет свою устойчивость, будет хуже проваривать металл и значительно увеличится ширина шва. Это не критично, если эстетическая сторона работы не так важна. Сварку тонких металлов лучше доверить полуавтоматичеким сварным автоматам. В противном случае, шов может получиться непрочным и слишком широким. Это особенно критично при использовании электродов большого диаметра: в сварном шве образуются поры, существенно снижающие его прочностные характеристики.
Обратите внимание на установленный параметр силы тока. Самый удобный способ узнать рекомендуемую силу тока — просто взглянуть на упаковку. Большинство производителей указывают на ней всю необходимую информацию.
Зарубежные производители
Отвечая на вопрос «Какие электроды выбрать для сварки инвертором?» стоит упомянуть зарубежных производителей. На нашем рынке представлено множество брендов, но мы остановимся на европейских. По нашему мнению, именно компании Abicor Binzel, ESAB, Böhler Welding и ELGA являются лучшими.

Какого бы производителя вы не выбрали, их продукцией можно проводить все типы сварочных работ: варить углеродистую сталь, стыки труб, выполнять особо сложные работы с трудносвариваемым металлом, варить чугун, медь и алюминий. Если вы варите на заказ или выполняете работу с повышенной степенью ответственности, то выбирайте зарубежных производителей. Их качество в разы превосходит продукцию российских производителей, поскольку на производстве действует строгий контроль.
Какие электроды для инвертора лучше при сварке аппаратом Ресанта
Сварочные электроды для Ресанты нужно выбирать так же, как и для других аппаратов, а именно обращая внимание на саму деталь. Отвечая на вопрос, какие электроды лучше для инверторной сварки Ресантой, мы советуем увеличивать диаметр электрода и силу тока в зависимости от толщины детали.

Например, при толщине детали 10 мм предпочтительно использовать стержень диаметром 5 мм. Компания Ресанта сама производит электроды, они имеют диаметр от 2.5 до 5 мм. Но у них есть один недостаток — пониженная пластичность.
Как резать металл сварочным инвертором
Многие начинающие мастера спрашивают: «Какие сварочные электроды лучше для инвертора при резке?» Но в этом вопросе уже кроется ошибка.
Чтобы понять, какие выбрать электроды для резки металла инвертором, учтите важную особенность: сейчас существуют специальные электроды для резки и больше нет необходимости использовать для этого стандартные сварочные стержни.
Да, раньше мастера использовали для резки сварочные стержни, но они это делали лишь за неимением лучшего варианта. Специализированные электроды для резки обеспечивают стабильную дугу и легко окисляют жидкий металл, убирая его с места резки. Работа выполняется быстрее и качественнее. Диаметр таких электродов варьируется от 3 мм до 6 мм.
Вместо заключения
Так какие электроды лучше для сварки? Кратко резюмируя все выше сказанное, мы выделили несколько пунктов, на которые следует обратить внимание, чтобы понять, какие электроды выбрать для сварки инвертором:
- Если вам предстоит особо ответственная работа (например, вы изготавливаете изделие на заказ), то рекомендуется использовать комплектующие проверенных зарубежных производителей. Также выбирайте с основным покрытием. Но если вы просто любитель, и это не является для вас работой, то используйте бюджетные комплектующие отечественных производителей.
- Учитывайте состояние поверхности деталей. Выбирайте рутиловое покрытие, если детали были подвержены незначительной коррозии.
- От толщины металла напрямую зависит выбор диаметра электрода и сила постоянного тока. Чем толще деталь, тем больше диаметр электрода и параметр силы тока.
Теперь вы знаете, как выбрать электроды для инверторной сварки. Мы не составляли рейтинг, поскольку в конечном итоге каждый мастер сам выбирает, что для него лучше. Мы лишь постарались помочь правильно подобрать электроды для качественной работы. Желаем удачи!
[Всего голосов: 1 Средний: 2/5]svarkaed.ru
7 лучших сварочных электродов — Рейтинг (Топ 7)
Электроды для ручной сварки углеродистой и нержавеющей стали
Автор: Степан Кагнер
Критерии отбора
К сожалению, российские электроды проигрывают многим зарубежным аналогам по большинству параметров. Однако «прорывы» в этой области уже наметились. Российская электродная продукция, выпускаемая на немногочисленных пока совместных предприятиях, по стабильности качества уже не уступает многим маститым брендам. Начали «подтягиваться» к ним и некоторые заводы отечественной подчиненности. Однако в случаях, когда требуется уверенно обеспечить высокое качество шва, профессионалы по-прежнему предпочитают использовать более дорогие, но и более качественные электроды зарубежного производства. Для сварочных инверторов подходят электроды любого типа, для сварочных аппаратов переменного тока подходят не все типы.
При выборе лучших электродов для обзора мы руководствовались следующими критериями:
- объемы производства;
- качество продукции;
- попадание производителя в обзоры по электродной промышленности;
- отзывы профессионалов.
Для корректности сравнения цен мы включили в обзор только самый часто применяемые электроды диаметром 3 мм.
Основным параметром любого сварочного электрода, определяющим большинство его свойств – от легкости розжига до качества шва – является состав его обмазки. Наиболее распространенными сегодня являются следующие виды обмазок:
- Рутиловые электроды (и электроды со смешанной обмазкой на этой основе – рутилово-целлюлозные и так далее) стали одними из самых популярных благодаря легкости розжига, в том числе и повторного, сниженной (в разумных пределах) чувствительности к отсыреванию. Они могут использоваться и на переменном, и на постоянном токе во всех направлениях шва, но при выборе рутилового электрода нужно быть внимательным – можно купить как хороший электрод, так и загрязняющий шов огромным количеством шлаковых язв, пригодный разве что для прихваток.
- Электроды с основным покрытием чаще всего используются при сварке постоянным током в особо ответственных местах. При горении обмазки в большом количестве выделяется углекислый газ, надежно защищающий сварочную ванну от воздействия кислорода. Сам шов получается более пластичным, чем при сварке распространенными типами рутиловых электродов. Обратная сторона медали – это повышенная чувствительность к влажности и затрудненный розжиг: варить такими электродами заметно труднее.
Лучшие электроды с рутиловым покрытием
|
ESAB-SVEL ОК 46.00 160 (за кг) Рутилово-целлюлозные электроды, производящиеся в России под контролем шведского концерна ESAB. Электроды этой марки можно уверенно назвать одними из лучших в своей ценовой категории – они легко горят даже при частичном отсыревании, могут работать в любом направлении шва на постоянном и переменном токе, причем минимальный порог тока, необходимого для уверенного горения, у них заметно ниже в сравнении с другими распространенными типами рутиловых электродов. Благодаря этому использование OK 46.00 при сварке тонкостенных деталей значительно упрощает работу даже профессиональному сварщику, не говоря уже о начинающих. Эти электроды мало чувствительны к загрязнению поверхности и позволяют сваривать даже сильно пораженный коррозией металл без тщательной предварительной зачистки. Образующийся в сварочной ванне шлак легко отделяется, остывший шов имеет отличные прочностные характеристики и вязкость. Даже сильно отсыревший электрод не требует особых мер по его «реанимации» – прокалка может вестись при температуре всего 70-90 градусов. Основные плюсы:
Минусы:
|
 9.6 / 10 Рейтинг Отзывы Пожалуй, это лучшие из доступных электродов такого типа. Особо радует, что они производятся у нас в стране – по сравнению с поделками СЭЗ или ЛЭЗ разница огромная. |
|
Lincoln Electric Omnia 46 130 (за кг) Американская фирма Lincoln Electric специализируется на сварке уже более ста лет, а первый созданный ей электрод с обмазкой был выпущен на рынок еще в 1927 году. Опыт в разработках не прошел даром: сравнительно недавно выпущенные на рынок электроды с рутилово-целлюлозной обмазкой Omnia 46 заслужили и признание сварщиков, и достойное место в рейтинге лучших сварочных электродов от «Эксперта цен». Учитывая доступную цену, они станут прекрасным выборов для новичков, так как легко разгораются даже на бюджетных инверторах без функций облегчения розжига. Длина дуги не требует четкого контроля, так как электроды мало чувствительны к ее изменению в разумных пределах. При горении Omnia 46 образуется сравнительно малое количество разлетающихся искр – а это не только удобство в работе, но и пожарная безопасность. Легкое отделение шлака позволяет работать ими по ржавой и загрязненной поверхности. Образующийся шов отличает высокая прочность, сравнимая с многими электродами, имеющими основную обмазку, что позволяет применять Omnia 46 при сварке работающих под давлением трубопроводов. Основные плюсы:
Минусы:
|
 9.5 / 10 Рейтинг Отзывы Купив «для пробы», был сильно удивлен качеством недорогих, в общем-то, электродов: зажигаются как бенгальский огонь, горят ровно, не забивая шов шлаком. |
|
ОЗС-12 (СпецЭлектрод, Москва) 110 (за кг) Достаточно качественные электроды, имеющие сертификацию НАКС для применения при сварке низкоуглеродистых сталей на ответственных и опасных объектах. Шов при использовании этих электродов легко и ровно ведется, после остывания покрываясь легко отделяющейся корочкой шлака. Его прочность при этом не хуже, чем при использовании большинства типов распространенных рутиловых электродов, отсутствует склонность к растрескиванию или образованию крупных включений шлаков. Однако все эти качества требуют соблюдения двух правил. Во-первых, обмазка электродов ОЗС-12 – одна из наиболее чувствительных к отсыреванию, что для рутиловых электродов нетипично. Перед каждым применением электроды требуют тщательного прокаливания при температуре около 150 градусов в течение часа, что делает их не самым удобным вариантом для сварки: в конце концов, точно так же придется прокаливать и основные электроды, но они обеспечат более прочный шов. Во-вторых, зона сварки требует зачистки – крупные включения загрязнений из ванны удаляются плохо, снижая качество шва. Основные плюсы:
Минусы:
|
 9.0 / 10 Рейтинг Отзывы Лучше всего покупать их в маленьких пачках – так они меньше успевают отсыреть при хранении. Сухими дают приличный шов даже в руках «гаражных Кулибиных». |
|
Ресанта МР-3 160 (за кг) Рутиловые электроды типа МР-3 можно назвать одними из самых распространенных, но это одновременно является их главным минусом: продукция различных заводов значительно различается по качеству, и часто оно оказывается весьма посредственным – отсюда и определенное недоверие, которое испытывают сварщики к этой марке. Произведенные под брендом «Ресанта» электроды можно назвать удачными (особенно в сравнении с электродами ЛЭЗ того же типа). Сохранив все плюсы серии (легкость розжига и ведения дуги в любом направлении, возможность работы по ржавчине), они не имеют вместе с этим и распространенных дефектов – склонности к образованию шлаковых язв и пор, перекристаллизации при повышенном содержании углерода в свариваемых деталях (хотя для высокоуглеродистой стали по-прежнему подходят слабо). Чувствительность к отсыреванию у них выражена несколько больше, чем это привычно для МР-3, и режим прокалки также жестче: не менее часа при 150-170 градусах. Основные плюсы:
Минусы:
|
 8.7 / 10 Рейтинг Отзывы По-прежнему не могу назвать МР-3 лучшими из электродов для кого-то, кроме новичков, но в числе прочих «Ресанте» удалось выделиться и приятно удивить качеством. |
Лучшие электроды с основным покрытием
|
Kobelco LB-52U 350 (за кг) Эти электроды производятся в Японии дочерним предприятием одного из крупнейших металлургических концернов этой страны – Kobe Steel, Ltd. Их назначение – ответственная сварка узлов из низкоуглеродистых сталей, где конструктивно отсутствует возможность двухсторонней проварки, например, при сварке трубопроводов. Отсюда и высокие требования к пластичности шва и минимальному количеству остаточных шлаков, не выводимых из объема сварочной ванны. Можно сказать, что японцам это удалось: электроды LB-52U действительно способны создать ровный шов без раковин и неравномерного провара, отлично разгораются и держат дугу. Прочность шва – до 588 Н/мм2. Естественно, примененное основное покрытие обусловило и ряд специфичных особенностей использования электродов – перед применением обязательна прокалка при температуре до 300 градусов для удаления влаги, в противном случае и горение электрода, и качество шва ощутимо ухудшаются. Также будет ощутима и разница швов, сваренных на постоянном и переменном токе. Основные плюсы:
Минусы:
|
 9.5 / 10 Рейтинг Отзывы Одни из лучших электродов для использования на стационарном посту, но при работе на выезде они не так удобны, особенно при ремонте трубопроводов – слишком быстро набирают влагу. |
|
ОЗЛ-8 (ЛЭЗ) 500 (за кг) Электроды предназначены для сварки сталей с высоким содержанием хрома и никеля, в первую очередь – нержавеющих. Допускается использование только на постоянном токе обратной полярности, короткой дугой. При соблюдении этих условий сварщик может положить прочный шов с минимальной склонностью к коррозии и подкалке, что дает возможность применения электродов ОЗЛ-8 при сварке высоконагруженных узлов, в том числе и работающих в условиях знакопеременных нагрузок. После сварки образуется небольшое количество шлака, который легко отделяется. Шов не растрескивается при остывании, однако следует избегать его резкого охлаждения для исключения вероятности кристаллизации, значительно снижающей прочность. Перед применением обязательна прокалка обмазки при высокой температуре (до 300 градусов). Основные плюсы:
Минусы:
|
 9.1 / 10 Рейтинг Отзывы Хотя это и не самые дорогие электроды по нержавейке, но работать ими вполне можно – шов ровный и прочный, не покрывающийся коррозией. |
|
УОНИ 13/55 100 (за кг) Одни из самых часто используемых при сварке ответственных деталей из углеродистой сталей электроды с основным покрытием. Их отличает не только высокая прочность шва, но и его стойкость к знакопеременным нагрузкам – постоянное циклическое воздействие сжатия и растяжения не приводит к быстрому образованию усталостных трещин. Основная заслуга в этом – материала обмазки: его напоминающий смолу расплав эффективно выводит из зоны сварки все шлаки, исключая появление в остывшем шве шлаковых язв – основных концентраторов напряжения. После остывания шлак приобретает характерный вид застывшего стекла, легко скалывается со шва. Увы, именно эта обмазка одновременно является и минусом электродов УОНИ: их трудно разжечь (начинающему сварщику это зачастую удается только после длительных попыток), повторный розжиг даже после небольшого перерыва уже требует зачистки конца электрода: расплав обмазки моментально «схватывается» на кончике, изолируя металл. Однако, набравшись опыта, сварщик начинает понимать все достоинства электродов данного типа, получая прочные и одновременно эстетичные швы. Основные плюсы:
Минусы:
|
 8.9 / 10 Рейтинг Отзывы Это не электроды для любителя, а инструмент для профессионала, способного управиться с «характером» УОНИ. Но они того стоят. |
Правильный выбор электрода требует учитывать многие факторы. К примеру, при необходимости сварить сталь с высоким содержанием углерода многие сварщики посоветуют Вам электроды УОНИ – но не факт, что в неопытных руках из получится что-то хорошее. Вместе с тем более удобные в работе электроды наподобие ОЗС-12 позволят получить более качественный результат – но только до того момента, когда Вы не освоите сварку более сложными в работе типами электродов.
Нужно учитывать и условия хранения: держать в гараже большинство типов электродов с основным покрытием значит обречь себя на постоянный и длительный прожиг обмазки перед сваркой, которая сама может занимать буквально несколько минут, и рутиловые электроды в таком случае будут более предпочтительными, особенно типы с самой низкой температурой прокалки (ESAB OK 46.00, Omnia 46).
Обновлено: 05.09.2016
www.expertcen.ru
Сварочные электроды: какие лучше для инвертора?
Многие начинающие сварщики задаются вопросом о том, какие электроды для инвертора лучше выбрать. Ведь именно это оборудование наиболее часто используется домашними умельцами. Вообще, сварочные инверторы довольно давно вытеснили трансформаторные агрегаты, которые применялись раньше. Это обусловлено тем, что инвертор прост в эксплуатации, недорого стоит, кроме того, с его помощью можно довольно оперативно сварить металлические детали и конструкции.
Такое оборудование обычно используется при дуговой сварке методом плавления. Инверторы отличаются неизменной стабильностью и показателями сварочного тока, что обеспечивает сверхпрочное соединение за счёт высокого качества шва. В роли одного из главных составляющих описываемой сварки выступает электрод. Это металлические стержни, которые необходимы для подвода тока к сварочной зоне. В данном случае следует учитывать, что сварочные агрегаты представлены разными видами. Поэтому для них требуются разные электроды.
Какие электроды выбрать

Если вы тоже оказались в числе тех, кто задался над вопросом о том, какие электроды лучше для инвертора, то вам следует ознакомиться с информацией, представленной ниже. Используемые при инверторной и в общем при дуговой сварке электроды плавящегося типа изготавливаются из сварочной проволоки, в процессе чего используются государственные стандарты 1970 года.
Согласно ГОСТ 2246, электроды для инверторной сварки классифицируются на:
- легированные;
- углеродистые;
- высоколегированные.
Первые выполняются из проволоки следующих типов:
- Св-08Х3Г2СМ.
- Св-08ХН2ГМТА.
- СВ-08ХГСМФА.
Решая вопрос о том, какие электроды лучше для инверторной сварки, вы должны ближе ознакомиться с углеродистыми стержнями, которые выполняются из проволоки Св-08 и Св-08АА и др. В основу высоколегированных электродов ложится проволока Св-30Х25Н16Г7 и Св-01Х23Н28М3Д3Т. Однако ни один из этих списков нельзя назвать полным. На стержень наносится покрытие способом прессовки. Оно предохраняет сварочную ванну от атмосферных влияний и позволяет дуге более устойчиво гореть.
Новичкам следует знать, что электроды можно классифицировать на две подгруппы. Первая предусматривает изделия, предназначенные для выполнения шва при соединении ответственных металлоконструкций. Вторая подгруппа предназначается для работ с обычными соединениями.
Для ответственных изделий лучше всего предпочесть электроды УОНИ или АНО. Если перед вами стоит вопрос о том, какие электроды лучше для инвертора, то следует обратить внимание еще и на изделия с маркировкой МР–3, которые предназначены для обычных сварных соединений. Марка электродов УОНИ является довольно капризной. Это обусловлено тем, что с такими стержнями работать получится не у каждого начинающего мастера. Если вы не имеете опыта в таких мероприятиях, то от подобных электродов лучше отказаться.
Популярные виды электродов

Если вы не можете определиться с выбором, то следует обратить внимание на наиболее востребованные марки, они выглядят следующим образом:
- УОНИ–13/55.
- МР–3С; МР–3.
- АНО.
Первые популярны среди опытных мастеров. Эти стержни позволяют добиться качественного шва, что верно при низких температурах внешнего воздуха. При этом показатели плотности остаются оптимальными.
Решая вопрос о том, какие электроды лучше для инвертора, стоит обратить особое внимание на стержни МР–3С, которые применяются при необходимости выполнения шва с высокими требованиями по качеству. Эти электроды применяются для соединения элементов постоянным и переменным током обратной полярности.
Наиболее универсальной маркой является МР–3, с ее помощью можно соединить металлические заготовки с загрязнённой поверхностью, ржавые и влажные конструкции. Наиболее покупаемыми среди россиян являются АНО. Они не требуют предварительной прокалки, а зажечь их можно без особых усилий. В конечном итоге вы гарантированно получите отличный результат, даже тогда, когда сварка выполняется неопытным мастером.
Выбор электродов для разных материалов

Перед тем как начинать работы, необходимо вспомнить о том, что изделия из разных материалов требуют определенных электродов. Если вы планируете работать с высоколегированной или нержавеющей сталью, то лучше всего воспользоваться стержнями ЦЛ–11, которые изготовлены по государственным стандартам 9466–75. А вот если вы планируете сваривать заготовки из углеродистых сталей, то лучше всего подойдут электроды ОЗС–4.
Если вы всё ещё решаете вопрос о том, какие сварочные электроды лучше для инвертора выбрать, то следует обратить внимание на АНО–6. Они предназначены для изделий из малоуглеродистых сталей. В данном случае речь идет о стержнях с ильменитовым покрытием.
Малоуглеродистые стали свариваются ещё и АНО–4, которые имеют рутиловое покрытие. Разные марки чугуна можно соединить с помощью ОЗЧ–2. Приобретая электроды, вы должны поинтересоваться, имеют ли они эпидемиологические сертификаты, которые гарантируют качественную сварку. Использование материала, изготовленного по государственным стандартам, говорит ещё и о безопасности работ.
Для справки

Инвертор – это современное оборудование, с помощью которого можно сваривать разные поверхности с помощью почти всех существующих видов электродов. В этом и состоит популярность устройства. Однако выбирая лучшие сварочные электроды, вы должны помнить о том, что далеко не все стержни обеспечивают качественный результат и отличный товарный вид шва.
Кроме того, вопросы безопасности при использовании стержней, которые не рекомендованы для такого типа сварки, будут «хромать». Это говорит о том, что при выборе стержней необходимо руководствоваться рекомендациями специалистов.
Выбор электродов для аппарата «Ресанта»

Независимо от того, какая марка аппарата будет использоваться для сварки, электроды выбираются по вышеописанной схеме. Если перед вами встал вопрос о том, какие электроды лучше для инвертора «Ресанта 190» выбрать, то вы должны руководствоваться настройками силы тока и диаметром стержней. Последний параметр выбирается в зависимости от толщины заготовки. Если она составляет 1,5 мм и меньше, то лучше применять аргонодуговую или полуавтоматическую сварку.
Какие электроды лучше для инвертора «Ресанта», интересует многих. Отвечая на этот вопрос, можно утверждать, что диаметр электрода подбирается, как было упомянуто выше, по толщине стали. Если она составляет 2 мм, то диаметр стержня может изменяться в пределах от 2 до 2,5 мм. При толщине стали в 12 мм лучше всего предпочесть электрод, диаметр которого составляет 5 мм.
Дополнительные рекомендации

Выбирая самые лучшие электроды для сварки, вы можете столкнуться с необходимостью приобретения стержня для 13-миллиметровой заготовки. В данном случае диаметр электрода составит 5 мм. Именно такой параметр будет актуален и для заготовок более внушительной толщины. А вот что касается тока, то его выставляют в зависимости от диаметра электрода. Таким образом, из расчёта на 1 мм диаметра необходимо выставить 30 А. Для 3-миллиметрового стержня ток может составить предел 80-110 А. Конечное значение будет зависеть от пространственного положения, количества проходов и толщины металла.
В заключение
Если вы уже решили для себя, какие электроды лучше для инвертора «Ресанта 220ПН», учитывая вышеприведенные рекомендации, то должны помнить, что одинаковых и точных настроек на сегодняшний день не существует. Мастер методом ошибок и проб выставляет параметры тока самостоятельно. При больших токах вы должны быть готовы к тому, что сварочная ванна получается менее управляемой и более жидкой.
fb.ru
их виды, характеристики, какой инвертор лучше выбрать новичку
Сварочные работы пользуются спросом не только на производстве и в строительстве, но и в частных условиях. Бывают случаи ремонта или нового строительства, где без них просто не обойтись. Конечно, существуют специалисты в этой области и просто компании, которые занимаются этой деятельностью. Обучиться самостоятельной сварке на базовом уровне обычно не составляет труда, а вот подбирать сварочный инструмент и электроды для сварки умеет далеко не каждый любитель.
Содержание материала
Принцип работы
Электрод для электросварки — это главная составляющая всего процесса. Именно из-за расплавки электрода получается процесс сварки и крепления. Обычно он состоит из обмазки и различного вида проволоки, где проволока, как и обмазка, может быть различных видов. Виды подбираются в зависимости от того, что будет свариваться.

Также рекомендуем прочитать:
Виды электродов
Существует более 10 различных видов проволоки и обмазки. Однако чаще используют около 5 видов:
- МР-3.
- УОНИ.
- ОК 63.
- ОЗА-1.
- Комсомолец 100.
 МР-3 самый распространенный вид. Это лучшие электроды для инверторной сварки. Так как МР-3 имеет постоянную полярность, то инверторные аппараты идеально подходят для работы с этим видом электродов.
МР-3 самый распространенный вид. Это лучшие электроды для инверторной сварки. Так как МР-3 имеет постоянную полярность, то инверторные аппараты идеально подходят для работы с этим видом электродов.
УОНИ чаще используют на производствах и предприятиях. Там, где установленные сварочные аппараты переменного тока, УОНИ лучше справляются со своим предназначением.
ОК 63 имеет стержень из нержавеющей стали. Именно поэтому подходит для сварки нержавеющих деталей. С такой работой могут справиться и УОНИ, но после них на месте шва может появляться ржавчина. Однако по разрыву и изгибу прочность будет практически одинаковая.
ОЗА-1 имеет совершенно другую по структуре обмазку и проволоку. Такие стержни используют для сварки алюминия. Так как его температура плавления гораздо ниже, то лучше использовать инверторный аппарат на малом токе.
Комсомолец 100 используют для сварки меди. Так же, как и в случае с ОЗА, нужно обязательно уменьшать силу тока до минимального, иначе сварочный шов прогорит.
Выбор подходящих
Далеко не каждый знает, как выбрать сварочные электроды для инвертора. Однако в этом нет ничего сложного, если соблюдать все правила и нюансы:
 Для начала нужно уточнить, что именно будет подвергаться сварке. На любой детали нужно отличить, какой толщины металл. К примеру, если у вас тонкостенная труба, то нужно присмотреться к электродам меньшего диаметра.
Для начала нужно уточнить, что именно будет подвергаться сварке. На любой детали нужно отличить, какой толщины металл. К примеру, если у вас тонкостенная труба, то нужно присмотреться к электродам меньшего диаметра.- Если вы начинающий сварщик или новичок в сварочном деле, то нужно убедиться в качестве электродов. К примеру, у МР-3 гораздо лучше зажигается дуга. Однако УОНИ имеют более высокую прочность. Но при работе с УОНИ сварочная дуга зажигается гораздо тяжелее. Если иметь небольшой опыт, то УОНИ будут не только залипать, но и нагреваться.
- Залипание электрода не всегда зависит от его марки. Именно поэтому следует определить, каким аппаратом будет проводиться сварка. Если при работе с инверторным аппаратом использовать переменные электроды УОНИ, то они будут гораздо чаще липнуть. Однако если их использовать при переменном токе, то работа будет производиться легче.
Рейтинг расходных компонентов
Если вы не знаете, какие электроды выбрать для сварки инвертором, то обязательно следует уточнить их рейтинг и мнение профессиональных сварщиков. По некоторым отзывам сварщиков можно составить небольшой список рейтинга:
 УОНИ — капризный стержень, подходит для людей с большим опытом.
УОНИ — капризный стержень, подходит для людей с большим опытом.- МР-3 — более послушный стержень, однако имеет пониженную плотность.
- МР-3С — такой же вариант, то уже с повышенной прочностью и качеством шва.
- АНО — довольно редкие стержни для работы. Их быстро раскупают в магазинах, так как они идеально подходят для новичков. Их стержень без проблем держит дугу даже без прокалки.
- ЦУ-5 — профессиональные электроды для универсального шва. При сварке этим видом шов получается идеально ровный и плотный. Дуга зажигается идеально, однако они имеют повышенную способность к залипанию.
А также стержень может быть вольфрамовый. Однако такой стержень используется при аргоновой сварке, которой новичкам и любителям категорически запрещается пользоваться.
Выбор диаметра
Как известно, все виды стержней имеют различные диаметры. Это используется для того, чтобы более толстый металл сваривать электродом с большим диаметром. Конечно, можно сваривать и меньшим диаметром, но, так как через проволоку проходит сварочный ток, стержень быстро нагревается и обгорает обмазка. Чтобы правильно подобрать диаметр, можно просто взглянуть на таблицу, которая находится на упаковке.
Самые распространенные вопросы
Какой сварочный инвертор выбрать. Для начала нужно определить, какой объем работы должен выполнять ваш агрегат. Чем больше вы собираетесь делать работы, тем более должно быть ампер у сварочного аппарата. Для домашних условий идеально подходит серия ресант. Такие сварочные могут варить как тонкие металлы, так и толстые. К тому же они не так сильно зависят от напряжения.
Почему прилипает электрод при сварке инвертором. Случаи прилипания стержня могут быть самые различные. Одна из основных причин — это небольшой опыт работы сварщика. А также причина может быть в пониженном токе, из-за которого сварочная дуга попросту не может загореться.
Секреты электрогазосварщиков
Существует множество литературы по сварке. Однако есть отдельные методы, которые можно узнать только на практике:
 При сыром стержне можно на несколько секунд замкнуть электрододержатель. После такого процесса стержень станет более сухой и пригодный к сварке.
При сыром стержне можно на несколько секунд замкнуть электрододержатель. После такого процесса стержень станет более сухой и пригодный к сварке.- При сварке чугуна, когда нет подходящих электродов, можно обмотать обычный стержень медной проволокой. Именно в таком случае сварочный шов будет прочнее.
- Если тяжело подобраться к сварочному стыку, то можно распилить стержни пополам. Из-за того, что он станет короче, будет гораздо удобнее его использовать. Если же зона видимости ограничена, можно использовать зеркало.

Сварка — не такой сложный процесс, как может показаться новичку. Только практикуясь и повышая уровень профессионализма, можно стать квалифицированным специалистом.
pochini.guru
Электроды для сварки инвертором
Быстро и оперативно сварить любые, даже самые сложные конструкции из металла, можно при помощи инверторов. Эти агрегаты быстро вошли в современные операционные процессы, потому что просты в эксплуатации, при этом сварной шов получается высокого качества, ровным и аккуратным. Конечно, главной составляющей сварного процесса – это электроды для сварки инвертором. По сути, это металлический стержень, который покрыт специальным материалом, называемым обмазкой.

Сварочные электроды изготавливаются из разных стальных проволок, соответствующих ГОСТу 2246-70. Поэтому электроды для инверторной сварки делятся по сырьевому материалу на несколько групп.
- Изготовленные из легированной проволоки. К примеру, из Св-08Х3Г2СМ.
- Из высоколегированной – Св-30Х15Н35В3Б3Т.
- Из углеродистой – Св-10Г2.
Марки сварочной проволоки указаны по одной, но их список достаточно широкий.
Что касается защитного покрытия (обмазки), то его специально наносят на стержень, чтобы предохранить сварочную ванну от воздействия на расплавляемый металл кислорода. Именно этот химический элемент негативно сказывается на качестве материала, создавая на его поверхности оксидные пленки. Это перовое. Второе – это стабилизация дуги.
Защитное покрытие наносится на сварочный стержень методом прессования, поэтому связь двух материалов очень высокая. Сама же обмазка делится на четыре типа.
- Основная.
- Рутиловая.
- Кислая.
- Целлюлозная.
Первый и последний тип используются только при сварке постоянным током. Остальные и при постоянном токе, и при переменном.
Какими электродами лучше варить инвертором
Электроды для инвертора делятся на две группы.
- Обычные, которые используются повсеместно для любых конструкций. К ним относятся марки АНО и МР.
- Расходники для ответственных конструкций. К ним относится марка УОНИ.
Все сварщики считают, что марка УОНИ очень капризна. Не каждый может варить этими электродами, здесь нужен опыт и квалификация. Поэтому сварку инвертором для начинающих мастеров лучше проводить обычными видами.
Марки электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разобраться с марками, обозначенными выше.
УОНИ
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их используют для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Сварка может производиться при низких температурах. Обмазка – основная, ток – постоянный, полярность – обратная. Диаметр стержня: 2-5 мм. Сварочный шов – качественный, высокой плотности. Сваренные этими электродами конструкции прекрасно справляются с перепадами температуры, нагрузками на изгиб и ударами.
МР
В этой категории две позиции.
- МР-3. Используются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный или постоянный, полярность – любая. Варить электродом можно в любых положениях с оговоркой. Так при нижнем положении сварка проводится электродами диаметром до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.
- МР-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и постоянный, полярность – любая. Положение сварки – любое. Ими можно варить даже влажные металлы.
Марка расходников МР для начинающих можно назвать, как самые лучшие электроды. Не капризны, легко переносят сам процесс, небольшое разбрызгивание металла, плюс отличный шов.
АНО
Надо отдать должное этой марке, которую все специалисты считают универсальной. Именно АНО сегодня является самым популярным брендом. Если уж выбирать из всех видов, предложенных производителями, то именно этот.
С помощью этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в разных положениях, даже в вертикальном сверху вниз. При этом стыковка двух металлов может быть: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую используют для сваривания ответственных конструкций.
ОК 63.34
Если появляется необходимость сварить две заготовки из нержавеющей стали, то это можно сделать при помощи инвертора, используя электрод от шведского производителя ESAB. Кстати, этим электродом можно соединять изделия из конструкционной стали.
Шов от такого расходника получается равным с плавным переходом от основного металла. При этом шлак образуется в малых количествах, отбивать его легко. Можно варить любые положения стыков в металлах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Угольные и графитовые электроды
Графитовым и угольным электродом варят металлы дугой редко. Такой вид сварки производится в защитных газах с присадочной проволокой или прямым действием. При этом сам электрод не расплавляется, плавится металл, который сваривают. Угольным электродом сварку ведут постоянным током с прямой полярностью.
Важная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно сделать прихватками, точечной сваркой или механическими приспособлениями (струбцинами, зажимами, магнитами и так далее). Кстати, эта технология может быть использована только в нижнем положении.
Сварочный процесс
Работа сварщика зависит не только от правильно выбранной марки электродов. Придется правильно подбирать их диаметр, точно выставить параметры сварки на самом инверторе. В основном это касается силы тока. К тому же будет немаловажным знать, к какому выходу (плюсу или минусу) подключить выбранный вами расходник.
Диаметр сварочного стержня должен быть равен толщине заготовки, которые нужно приварить. К примеру, толщина свариваемых деталей равна 3 мм. Значит, их лучше варить электродом диаметром 3 мм. Если варится толстый металл, к примеру, 10 мм, то можно использовать любой из диаметров, потому что сварка в данном случае будет проводиться послойно. Но даже здесь лучше использовать толстый расходник.
Что касается полярности, то она зависит от того, к какому выходу подключается электрод: к минусу или к плюсу. Если к минусу, а плюс соответственно подсоединяется к свариваемой заготовке, то это прямая полярность. Если наоборот, то это обратная.
В чем отличия двух видов подключения. Всем известно, что поток электронов (он же и является электрическим током) движется от минуса к плюсу. И тот элемент сварочного процесса, который подключен к плюсу, нагревается сильнее. То есть, если менять расположение электрода относительно положения подключения, можно менять интенсивность его нагрева.
Внимание! Электродом диаметром 3 мм варить металл толщиною 2 мм лучше на обратной полярности. А тем же расходником варить металл толщиною 6 мм лучше на прямой полярности.
Теперь, что касается силы тока при сварке инвертором. Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
- Текучесть основного металла, его марка.
- Скорость движения руки сварщика.
- Положение электрода во время сваривания. К примеру, в потолочном положении ток уменьшают.
Оптимальный режим придет со временем с опытом. Поэтому сварщик должен обращать внимание на сварочную ванну. Именно она показатель качества выбранного режима. Правильный шов должен быть равномерным. Если в ванной образовалось много металла, значит, или дуга слишком короткая, или скорость сварки была недостаточной. Если в ванной получилось седло, то слишком быстро варился шов, или дуга отказалась длиной. Смещение металла в ванной в одну из сторон говорит о том, что не было выдержано ровное строго по оси движение электрода. К тому же при этом сила тока была большой.
Выбрать хороший вариант, который соответствует режиму и металлу, не всегда просто. Новичку это не под силу, поэтому производители на упаковке дают рекомендации. Более или менее они совпадают с фактическими. Но, как было сказано выше, все придет с опытом. Предлагаем ознакомиться с видео – какие электроды лучше выбрать для сварки инвертором.
Поделись с друзьями
3
0
3
2
svarkalegko.com
рейтинг лучших марок для нержавейки, алюминия и др.
В ходе выполнения ручной сварки с помощью инвертора используются специально изготовленные из металла или других материалов стержни, называемые сварочными электродами. По ним протекает постоянный или переменный ток, достаточный для доведения кромок свариваемых деталей до жидкого состояния. Они могут изготавливаться из тугоплавких материалов, вроде вольфрама, но абсолютное большинство рекомендуемых для инверторной сварки электродов имеют плавящийся сердечник. При необходимости их применяют для резки металла, но качество отверстий тогда остается невысоким.
Классификация сварочных электродов плавящегося типа
Перед началом работы электроды для сварки инвертором подбираются в соответствии с материалом свариваемых элементов. Поскольку металл, составляющий их основу, в процессе формирования шва заполняет пространство между деталями, для лучшего контакта с ними он должен иметь схожий компонентный состав и внутреннюю структуру. Поэтому существуют расходные материалы для сварки алюминия, меди, чугуна и прочих черных и цветных металлов.

Самое большое распространение в строительстве и промышленном производстве получили стальные электроды, разделяемые ГОСТ на несколько групп:
- для углеродистых и низколегированных сталей;
- для легированных сплавов;
- для термостойких легированных сталей;
- для высоколегированных сплавов;
- для наплавления добавочных наружных слоев со специальными свойствами.
Каждое изделие имеет в своей основе длинный цилиндрический сердечник, окруженный с боков наружной обмазкой. Она нужна для защиты зоны сварки от вредного контакта с кислородом воздуха. По соотношению диаметров наружной оболочки и металлической сердцевины различают изделия с тонким, средним, толстым и особо толстым покрытием. Выделяют покрытия четырех главных типов:
- основное;
- целлюлозное;
- рутиловое;
- кислое.
Иногда применяются обмазки смешанного состава. Рассмотрим подробнее каждый тип.
Особенности изделий с различным покрытием
Электроды с кислой оболочкой АНО-2, СМ-5 технологичны, удобны в применении и подойдут даже для начинающих сварщиков.

Важно! Входящие в их состав окислы железа и марганца неблагоприятно сказываются на здоровье человека, поэтому применять их следует на открытых площадках или в условиях эффективной принудительной вентиляции.
Стержни с основной обмазкой УОНИ-13/45, ОЗС-2, ДСК-50 имеют в своем составе мелкую крошку натуральных пород: мрамора, кварцевого песка, плавикового шпата. Смесь закрепляется с помощью жидкого стекла, поэтому она не оказывает вредного воздействия на персонал. Шов, полученный с использованием таких расходных материалов, обладает высокой пластичностью. Они широко применяются при монтаже самых серьезных конструкций и прокладке трубопроводов, работающих под повышенным давлением.

Рутиловые сварочные электроды для инвертора АНО-3, ОЗС-4, МР-4 в составе своей обмазки содержат безопасный рутил. Он дает небольшое количество шлака, который почти мгновенно застывает в виде тонкой пленки. Эти качества позволяют сваривать детали при любом положении стержня.

Изделия с целлюлозным покрытием ВСЦ-1, ОЗЦ-1 содержат органические соединения, ферросплавы и тальк. Они также дают качественный шов при самых разных направлениях сварки с любой стороны детали и дают хорошие результаты при соединении тонких листов. Единственный их недостаток – хрупкость шва.

Выбор электрода по диаметру сердечника
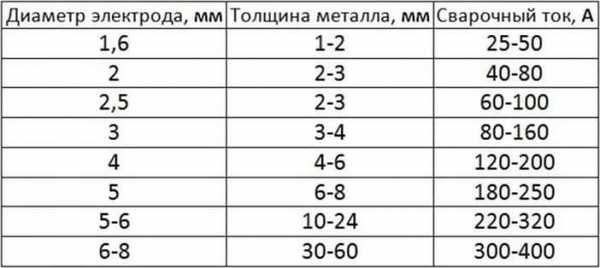
Важнейшей характеристикой электрода является диаметр — его следует подобрать в зависимости от толщины свариваемых листов. Он напрямую связан с требуемой величиной расходуемого инвертором тока. Чем толще глубина провара, тем более массивный нужен сердечник и выше устанавливается сила тока. В таблице ниже приведена взаимосвязь между диаметром электрода, толщиной металла и рекомендуемой силой тока для сваривания.
Самые ходовые размеры – это 3 и 4 мм. При прокладке толстостенных трубопроводов и монтаже крупных металлических сооружений применяют расходный материал 5 и более миллиметров. Для сварки тонкого металла лучше выбрать миниатюрную проволоку.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения. При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы. Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.

- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.

- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.

- возможность сварки чугуна – одного из самых капризных в обработке материалов.
- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Они высоко ценятся профессионалами за отличное качество шва, но требуют определенного времени на привыкание к работе ими. Провар ведут постоянным током обратной полярности почти во всех положениях. Исключением является лишь вертикальный шов в направлении сверху вниз.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.

- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.

Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Заключение
Собираясь купить электроды для выполнения определенного вида работ, желательно внимательно ознакомиться с их техническими характеристиками и областью применения. Опытные сварщики стараются использовать минимальный набор марок, отдавая предпочтение тем или иным производителям, что снижает риск приобретения бракованной партии.
tehnika.expert
Выбираем электроды, какие для инвертора лучше?
Сварочный инвертор прост в эксплуатации, имеет доступную стоимость. Освоить принцип его работы, не имея высокой квалификации, сможет и домашний мастер.
Инвертор превосходит по многим параметрам трансформаторные крупногабаритные стандартные агрегаты, сваривает любые виды металлических деталей и конструкций. Сложность осуществляемых работ, продолжительность срока службы инвертора, надежность и качество сварочных швов зависят от используемых электродов.
Выбор электродов осложняется широким ассортиментом. Существует свыше двухсот различных марок, отличных по диаметру, типу, материалу покрытия. Определить лучшие электроды для выполнения сварочных работ инвертором позволяет четкое представление о принципах работа агрегата (инвертора).
Сварка инверторным аппаратом
Характерной особенностью любого типа инвертора являются неизменные рабочие показатели и стабильность сварочного тока, гарантирующие качество получаемого шва, формирование переменного напряжения, образующего сварочную дугу. Соединение свариваемых поверхностей осуществляется методом плавления.
Качественные показатели надежности агрегата обусловлены его конструктивной особенностью. Каждый аппарат, независимо от типа, состоит из следующих элементов:
- преобразователя частот;
- системы (центра) управления;
- трансформатора;
- силового выпрямителя;
- сетевого фильтра.
Все они формируют общую схему инвертора, а главным инструментом для осуществления сварки служит электрод.
Электроды для инвертора
Представляют собой электропроводящие металлические стержни (сердечники) со специальным защитным покрытием — обмазкой. Температура дуги при осуществлении сварки приводит к плавлению сердечника. Этот процесс сопровождает горение и плавление обмазки. Сгораемая обмазка переходит в газовое облако, перекрывающее доступ кислорода. Плавящаяся часть покрытия становится жидкой, покрывает тонким слоем расплавленный металл, предохраняет его от взаимодействия с кислородом.
Наличие сколов на защитном покрытии недопустимо. Нарушение обмазки не позволяет добиться однородного прогрева и качественного выполнения шва. Чтобы дуга находилась по центру, выбирать нужно электроды, на кончиках которых толщина обмазки равномерна со всех сторон. Покрытие должно быть сухим. Электроды с влажной обмазкой плохо зажигаются. Высушить их можно, но эксплуатационные характеристики это снизит.
Защитное покрытие
Электроды различаются по типу используемой обмазки. Существует четыре разновидности покрытий:
- основное или УОНИ;
- целлюлозное;
- рутиловое;
- кислое.
Стержни с целлюлозной и основной обмазкой создают эластичные, надежные, ударопрочные швы при проведении сварочных работ с постоянным током. Рутиловая с кислой обмазкой универсальны. Покрытия применяют для выполнения сварки как с постоянным, так с и переменным током.
Покрытые кислой обмазкой электроды токсичны. Работы с ними проводят в закрытых пространствах только тогда, когда помещения оборудованы хорошей принудительной вытяжкой. Стержни с рутиловым покрытием, имеющим синеватый или зеленоватый оттенок, отличает легкость розжига. Этот параметр неизменен и при работе с инвертором на низком напряжении холостого хода.
Сердечник
Плавящегося типа металлические стержни, применяемые при работе с инвертором, подбирают в соответствии с типом металла свариваемых деталей и конструкций. Сварочная проволока, из которой выполнен сердечник электрода, должна соответствовать государственным стандартам.
Различают три типа электродов для инверторных аппаратов: легированные, высоколегированные и углеродистые. Каждый из них производят из соответствующего вида сварочной проволоки. При работе с высоколегированной и нержавеющей сталью специалисты рекомендуют использовать стержни ЦЛ-11, углеродистой сталью —АНО-21, УОНИ-13/45, МР-3С, чугуном — ОЗЧ-2, малоуглеродистой сталью — АНО-4 и АНО-6.
Какими бывают электроды?
Условно стержни для работы со сварочным аппаратом инверторного типа делятся на две категории. Первые предназначены для сложных и ответственных работ, а вторые могут быть использованы при проведении сварки на менее требовательных и простых участках. Первую группу составляют электроды плавильного типа УОНИ, а вторую — АНО, MP-3.
Электроды марки АНО выбирают для выполнения несложной сварки в бытовых нуждах. Они подходят для работы практически со всеми видами инверторных сварочных аппаратов. Получили наибольшее распространение среди домашних и начинающих мастеров. Неприхотливыми и универсальными считаются электроды марки МР-3. Ими можно сваривать влажные, ржавые, плохо очищенные от загрязнений металлические поверхности.
Марка УОНИ более «капризна», требует определенных навыков, но позволяет сваривать между собой поверхности любых сложностей, получать максимально плотные швы. Электроды этой категории чаще выбирают профессионалы. Начинающему сварщику, не имеющему фактического опыта, работать с ними будет затруднительно.
Какие электроды считаются лучшими?
Специалисты выделяют следующие марки предназначенных для сварки инверторными аппаратами электродов:
Обеспечивают неизменно высокое качество шва с оптимальным показателем плотности. Они могут эксплуатироваться в условиях и высоких, и низких температур. На результате работы это не отражается.
- 2. АНО (в частности АНО-21)
Не требуют предварительной прокалки, усилий для розжига, показывают стабильно высокий результат сварки, выполняемых как мастером с опытом, так и человеком, впервые пользующимся сварочным аппаратом.
Универсальные стержни плавильного типа для работы с металлическими конструкциями практически в любом состоянии: влажном, покрытом ржавчиной и загрязнениями.
Применяют для сварки ответственных участков, где требования к швам самые высокие. Соединение конструкций и деталей с этим видом электродов осуществляется и на постоянном, и на переменном токе.
Предназначены для сварки нержавейки и конструкционной стали. Образуют швы с мелкой волной и плавным переходом к основной поверхности соединяемых конструкций, элементов и деталей.
Характеристики и применение
УОНИ-13/55
Стержни с основным покрытием рекомендованы при работе с низколегированной и углеродистой сталью, предназначены для сварочных аппаратов постоянного тока и инверторов. Преимущества электродов этой марки заключается в получении пластичных швов, которые с легкостью переносят ударные нагрузки и низкие температуры.
Есть у этих электродов и недостатки. Необходимое минимальное напряжение для разжигания стержня на холостом ходу должно составлять 65-70 В. Если на кромке свариваемых конструкций и деталей присутствует ржавчина, масляные и другие загрязнения, швы получаются пористыми и некачественными.
АНО-21
Покрытые рутиловой обмазкой электроды применяют для сваривания углеродистой стали небольшой толщины. Легко разжигаются и при первом, и при повторном использовании. Образуют мелкочешуйчатый шов из небольших волн. Работают с переменным и постоянным током любой полярности. Перед применением нуждаются в прогреве. Стержни прокаливают примерно 40 минут при температуре 120 градусов. Их использование допустимо для сварки труб водо- и газоснабжения.
МР-3
Разжигаются при работе даже с аппаратами, имеющими не очень высокую ВАХ (вольт-амперную характеристику). Обеспечивают хорошую защиту и позволяют контролировать положение сварной ванны. Могут возникать некоторые трудности с разжиганием. Если это происходит, электрод прокаливают при температуре в 150-180 градусов в течение 40 минут. Применяются для любых типов швов, за исключением вертикальных сверху-вниз.
Быстро и легко разжигаются. За это качество их еще называют «бенгальскими огнями». Профессиональные сварщики не используют их в тех случаях, когда необходимы мелкие движения для хорошего прогрева. Мягкая сварка и полное отсутствие необходимости зачищать соединяемые поверхности сделало их идеальным выбором для новичков, осваивающих азы сварки.
ОК 63.34
Применяют при сварке вертикальных швов, осуществления нахлестных и стыковых соединений, многопроходной сварке. Минимальный показатель напряжения холостого хода для работы со стержнями этой марки должен равняться 60 В. Образование шлака при сварке минимально и легко отбивается.
Требования к электродам для инверторной сварки
Лучшими для работы с инверторными сварочными аппаратами являются металлические стержни плавильного типа, которые обладают следующими характеристиками:
- 1. Обеспечивают легкость проводимых сварочных работ
Если электрод подобран неправильно, то есть не соответствует составу металла, процесс сварки значительно затрудняется.
- 2. Показывают качественный результат шва
Важный фактор при выполнении герметичных и наружных работ. Качественные электроды должны позволять получать как вогнутые, так и плоские швы.
- 3. Образуют отделяемый шлак
Качество применяемого электрода легко проверить по шлаку. Плохие швы отлетают вместе с отбиваемым шлаком. Если такое происходит, причина заключается именно в электродах, а не в умениях сварщика.
- 4. Отвечают санитарным нормам
Используемые электроды должны быть выполнены в полном соответствии с существующими государственными нормами и стандартами.
- 5. Позволяют проводить сварку по коррозийным металлам
Допустимость проведения подобных работ является исключением, а не повсеместной практикой. Если такая необходимость возникает, марки УОНИ, АНО и МР-3 обеспечат качество работы и в этом случае.
Диаметр электрода
С увеличением толщины стенок металлической поверхности возрастает требуемое время осуществляемых сварочных работ. Чем толще поверхность, тем большего диаметра используют электроды. Стержни с тонким диаметром сгорают очень быстро и применяются чаще всего на прихватках. Работа с ними требует наличия определенного навыка в сварочном деле.
«Тройка» (стержни с диаметром в 3 мм) подходит для сварки конструкций и элементов, имеющих толщину 3-4 мм, «четверка» — для элементов толщиной от 4 до 9 мм, «пятерка» — для элементов толщиной 9-10 мм. Для участков, где капитальная герметизация не требуется, могут применяться стержни с диаметром 0,5-2 мм. Профильные конструкции для поддержания и сборки допустимо сваривать с использованием электродов до 2 мм.
Общие рекомендации по выбору электродов
Приобретать стержни нужно только в специализированных магазинах, гарантирующих качество предлагаемой продукции. Это обусловлено не только характеристиками предлагаемых электродов, но и соблюдением правил их транспортировки и хранения, наличием всех необходимых документов и сертификатов. Отсыревшие элементы можно высушить, поврежденные использовать нельзя.
Вся необходимая информация об электродах указана на упаковке. Выбирать рекомендуется сварочные стержни с наименьшим показателем ошлакования. Не меньшее значение имеет расход электрода. Показатель параметра тоже прописывается в маркировке. Следует учитывать, что значение может изменяться в большую сторону. Это зависит от назначения и качества свариваемых поверхностей.
Сварочные стержни приобретают согласно их назначению. Если применяемые электроды предназначены для другого типа сварки, результат проделанной работы будет некачественным, а его показатели безопасности резко снизятся. Учитывать необходимо и область применения сварочного аппарата.
Если инвертором пользуются в бытовых нуждах, электроды к ним подбирают диаметром от 2 до 4 мм. Чтобы «прихватить» металлические конструкции, подойдут электроды марок МР и АНО. Качество не будет вызывать никаких нареканий. Для сварки коммунальных развилок, к примеру, труб водоснабжения или отопления, необходимо использовать обеспечивающие надежность получаемого шва стержни УОНИ.
Инстаграм
superarch.ru