Электроды э 42 – описание и технические характеристики, особенности их использования и область применения
alexxlab | 14.11.2017 | 0 | Вопросы и ответы
Электроды Э42: технические характеристики и аналоги
Сварка считается одним из наиболее надежных способов соединения стальных деталей. Существует несколько методик выполнения данной работы с использованием различных марок электродов.

Домашние мастера предпочитают применять технологию ручной дуговой сварки и электроды Э42. Судя по многочисленным отзывам потребителей, данный тип пользуется очень большим спросом. Информация о технических характеристиках электродов Э42 содержится в статье.
Знакомство
Электроды Э42 (ГОСТ №№ 9466, 9467) представляют собой металлические стержни, оснащенные специальным покрытием. Во время сварочных работ они используются в качестве вспомогательных присадочных материалов.

На современном рынке ассортимент данных изделий достаточно широк. Потребитель может приобрести электроды Э42 диаметром: 1,6 мм, 2-3 мм и 4-6 мм. Стандартные размеры вспомогательных изделий варьируются в пределах 250-400 мм. Длина электродов Э42 диаметром 4 мм может достигать 450 мм.
Аббревиатура
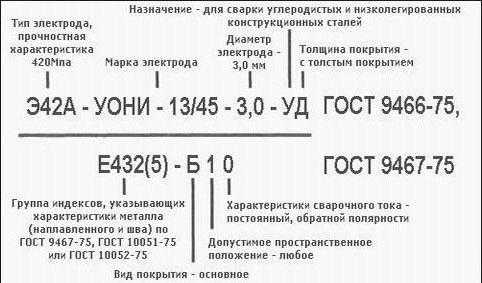
Необходимая информация о присадочном материале может быть почерпнута из его маркировки:
- Буква «Э» указывает на то, что данные электроды предназначены только для электродуговой сварки. Присадочный материал можно использовать как для ручного, так и для автоматического режимов.
- Обозначение «42» свидетельствует о том, что наплавленный материал обладает прочностью 420 МПа.
Предназначение
Электроды Э42 используются для работы с деталями, изготовленными из углеродистой стали. Изделия применяются как домашними умельцами в быту, так и профессиональными сварщиками в ремонтных мастерских и во многих сферах промышленности для создания соединений пониженной ответственности. Сварочные работы можно осуществлять практически в любом пространственном положении. Исключение составляет вертикальная сварка «сверху вниз». Обусловлено это тем, что созданные данными электродами наплавления не способны выдерживать больших нагрузок. Поэтому для соединения тех стальных деталей, на которые оказывается постоянное давление большого веса, применять электроды Э42 нежелательно.
Химический состав
В производстве электродов Э42 используются следующие химические элементы:
- Углерод. Его содержание в присадочном материале не превышает 0,12%.
- Марганец – 0,7%.
- Кремний – 0,3%.
- Сера – 0,03%.
- Фосфор – 0,03 %.
Технические характеристики
Электроды Э42 обладают следующими свойствами:
- Показатель временного сопротивления к разрыву составляет 420 МПа.
- «Наплавка» – 10 г/Ач.
- Размер стержня не превышает 400 мм. Электроды Э42 диаметром 4 мм и 6 мм могут иметь длину 450 мм.
- Сварка выполняется при температуре от – 20 до +20 градусов.
- Расход: 1 кг вспомогательного материала на 1,6 кг наплава.
- Шов обладает ударной вязкостью в 150 Дж/см. кв. при температуре +20 градусов. Вязкость при –40 градусов составляет 35 Дж./см. кв.
- Удлинение шва не превышает 22 %.
Особенности изделий
- Электроды данного типа, несмотря на их габаритные размеры, обладают неизменными химическим составом, физическими свойствами и механическими характеристиками. Осуществляя сварочные работы с одним и тем же материалом, мастер может воспользоваться присадочным веществом различной длины. На качестве соединения это никак не отразится.
- Судя по отзывам потребителей, шлаковую корку, образовавшуюся в результате кристаллизации шва, легко удалить.
- Если соблюдаются все правила технологии сварочных работ, то для шва характерна однородность: микропоры и пустоты в нем отсутствуют.
- Шов обладает прочностью и пластичностью.
- Процесс сварки с использованием данных электродов достаточно прост. В ходе работы отсутствует растекание горячего наплавляемого материала по поверхности и сильное разбрызгивание горячего металла. Поэтому применять электроды данного типа сможет даже непрофессиональный сварщик.
- При использовании Э42 многими потребителями отмечено быстрое зажигание дуги, которая характеризуется стабильностью.
- При помощи электродов Э42 можно соединять ржавые и мокрые металлы.
- Качество сварочных работ не зависит от длины дуги и перепадов напряжения. Источником может быть как переменный, так и постоянный ток. В последнем случае сварщиками используется обратная полярность.
Некоторых потребителей интересует вопрос о том, можно ли использовать электроды типа Э42 для соединения деталей из нержавейки? Как утверждают опытные сварщики, для качественной проварки изделий из нержавеющей стали необходимо использовать только те присадочные материалы, для которых характерно пропорциональное содержание хрома и никеля. Электроды типа Э42 в этом случае не подойдут. Образовавшийся шов будет обладать сниженными механическими свойствами и подвергаться коррозийным процессам. В результате такая сварка окажется бессмысленной.
Аналоги электродов Э42

При необходимости данные изделия можно заменить аналогичными. Главное, чтобы у новых электродов химический состав сварной проволоки был приближен к Э42. Для сварочных проволок данных электродов предусмотрены марки Св-08 и Св-08А. При помощи Э42 можно соединять углеродистые и низкоуглеродистые стали. Для образовавшихся швов характерны высокие показатели вязкости и пластичности. Данные электроды применяются преимущественно в случае, когда необходимо образовать сварной шов с временным показателем сопротивления на разрыв до 50 кг/мм. кв.
Если же требуются более высокие показатели металла шва, то сварщику следует использовать электроды другого типа. Широкое применение получил присадочный материал АНО-6. Данные электроды оснащены рутиловым покрытием. Их рабочие диаметры варьируются в пределах 4-6 мм. Используя данную марку, кромки соединяемых стальных изделий можно не зачищать. Для работы предусмотрена короткая или средняя дуга. Сваривая угловые швы, мастер должен держать электрод под углом 50 градусов. Применение АНО-6 обеспечивает отсутствие в швах мини-пор и трещин. Также для Э42 можно подобрать и другие аналоги. Одним из них считаются электроды Э42А. Предел прочности на разрыв у этих изделий составляет 412 МПа.
Также, в зависимости от выполняемых задач, сварщик может воспользоваться следующими марками электродов типа Э42:
- «Огонек». При помощи данных электродов соединяются стальные изделия, толщина которых составляет от 1 до 3 мм. Кроме того, электроды «Огонек» можно использовать для сварки «сверху вниз».
- «АНО-6М». Сварочные работы осуществляются за счет короткой или средней дуги. Разбрызгивание минимизировано.
- «АНО-17». Данные электроды предназначаются для соединения толстых металлов. Их применение характеризуется образованием длинных сварных швов.
- «ВСЦ-4». Данная марка применяется для сварочных работ с трубопроводом.
- «ВСЦ-4М». При помощи этих изделий обрабатываются стыки трубопроводов.
- «ОЗС-23». С их помощью можно выполнять сварочные работы в стальных конструкциях, имеющих малую толщину. Электроды обладают низкой токсичностью.
- «ОМА-2». Сварщик применяет удлиненную дугу. Используя данные электроды, можно сваривать отвесные металлоконструкции, толщина которых варьируется в пределах 0,8-3 мм. Для этого присадочного материала характерна низкая проплавляющая способность. Сварочные работы с «ОМА-2» осуществляются на окисленной поверхности.
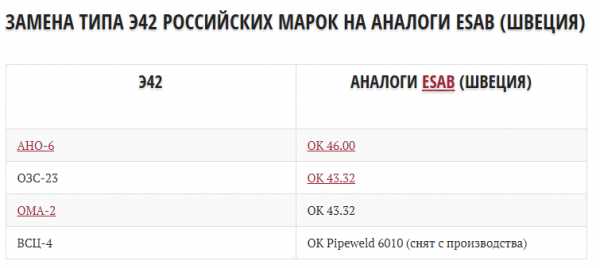
Очень качественными аналогами электродов типа Э42 считаются шведские присадочные материалы OK-4600, OK-4332, OK Pipeweld-6010.
Производители
В России данные электроды изготавливают на предприятии «СпецЭлектрод» в Москве и Уральском электронном заводе. Электроды также импортируются из Швеции, США и Японии.

В заключение
Присадочные материалы типа Э42 обладают универсальными техническими характеристиками. Данные электроды пользуются большой популярностью у новичков и специалистов, выполняющих сварочные работы любой степени сложности.
fb.ru
что это такое и как использовать?
Время чтения: ≈5 минут
Электродуговая сварка немыслима без электрода. От него зависит, с каким металлом вы можете работать, какую силу тока можете использовать, и каков будет конечный результат. Существует несколько десятков типов электродов, к которым относятся свои марки.

Электрод типа Э 42 широко применяется как в профессиональной, так и в домашней сварке. Поэтому мы решили рассказать вам все об этом типе электродов. В этой статье вы узнаете, какие марки относятся к Э42, в каких случаях применение таких электродов нежелательно, как выбирать и правильно хранить стержни для сварки.
Содержание статьи
Общая информация
Электроды марки э42 предназначены для электродуговой сварки. Данный тип электродов — один из самых часто применяемых. Им варят или ремонтируют металлические конструкции и изделия из стали. Электроды такого типа нередко можно встретить как в арсенале профессионального сварщика на заводе, так и у домашнего умельца в гараже.
Читайте также: Технология и особенности сварки стали
К типу Э42 относятся марки электродов АНО-6, АНО-6М, АНО-17, ВСЦ-4, ВСЦ-4М, ОЗС-23, ОМА-2. Это отечественная маркировка. У зарубежных производителей (например, ESAB или Kobelco) своя маркировка. Если вы не знаете, что марка электрода и как правильно выполняется расшифровка, то прочтите эту статью.
У каждой марки электродов, относящейся к типу Э42, свои технические характеристики. Поэтому их нужно изучать отдельно для каждой марки. Нельзя сказать, что все электроды типа Э42 имеют одно покрытие или один сценарий применения. Это ошибочное утверждение.
Применение
Но, несмотря на различия в марках, электроды типа Э42 все же имеют что-то общее. Все они предназначены для сварки углеродистых и низколегированных сталей. Не стоит применять их при сварке особо ответственных конструкций и вести вертикальный шов сверху вниз. Еще одна общая черта всех электродов типа Э42 — возможность применения как постоянного, так и переменного тока. Но при работе с постоянным током рекомендуется установить обратную полярность.

Не рекомендуется варить электродами э42 нержавеющую сталь, поскольку в составе таких электродов нет хрома и никеля в нужной пропорции. А без этих компонентов нержавейку варить нельзя. Вы можете провести эксперимент и попробовать сварить нержавеющую сталь электродами э42. В результате металл потеряет все свои антикоррозийные свойства и станет хрупким.
При работе с электродами типа Э42 мастера отмечают стабильное горение дуги и ее легкий поджиг, в том числе повторный. По этой причине данный тип настолько популярен у всех категорий сварщиков. Так что можете использовать данные электроды для работы с любым сварочным аппаратом и уровнем подготовки.
Аналоги
Выше мы уже писали, что электроды Э42 очень распространены. Данные стержни выпускает сразу несколько компаний, поэтому вы можете найти продукцию под свои задачи и кошелек. Логично, что в этой ситуации не приходится искать аналог э42. Но у вас все же возникла такая необходимость, то обратите внимание на электроды типа Э42А. У них кислое покрытие, поэтому швы не будут пористыми. Но нужно учитывать, что такой тип электродов способствует образованию горячих трещин.
Если и Э42А вам не подходит, то ориентируйтесь на проволоку, из которой изготовлены электроды-аналоги. Узнайте, какой состав у стали, которую вы будете варить, и убедитесь, что электрод-аналог схож с металлом по своему составу. У Э42 чаще всего используется рутиловое покрытие, так что можете найти аналог еще и по этому критерию.
Выбор
Начнем с диаметра. Здесь все просто: обычно диаметр электрода равен толщине металла, с которым вы собираетесь работать. Так электроды диаметром 4 мм или электроды диаметром 6 мм отлично подходят для толстых деталей, а 2мм и менее незаменимы при сварке тонких сталей.
Что касается марок, то ориентируйтесь на свои потребности. Если для вас важнее качество, то покупайте ОК 46.00. Если важнее цена — АНО-6. Проконсультируйтесь с продавцом в магазине и прочтите ГОСТы для каждой отдельной марки, чтобы лучше разбираться в этом вопросе.
Выбор производителя так же не должен быть проблемой. Если вы не готовы тратиться на электроды, то выбирайте продукцию российского производства. Если качество стоит на первом месте, а цена на последнем, то присмотритесь к зарубежным электродам. Например, к компании Kobelco.
Куда важнее сертификат качества, который вы можете запросить у продавца или производителя. Сертификат подтверждает, что купленные вами электроды соответствуют всем современным стандартам и являются подлинными. Есть одно «но»: на данный момент производитель не обязан проходить контроль качества. Это добровольное мероприятие. Но, с другой стороны, если компания все же снабдила свою продукцию сертификатами, значит она действительно ручается за их достойное качество.
Поэтому, если при покупке электродов у одного производителя есть сертификат, а другого нет, то конечно лучше предпочесть первого.
Хранение
Рекомендуем приобрести герметичный пенал для хранения ваших электродов. Так они сохранят все свои эксплуатационные характеристики, не будут крошиться или отсыревать. Необязательно покупать пенал, если вы не располагаете нужными средствами. Сделайте его из пластиковой трубы.
Вместо заключения
Электроды э42 — отличный выбор для всех сварщиков. От новичков, до мастеров своего дела. Главное — правильно подобрать марку и приобрести качественные стержни. Если у вас скромный бюджет, купите отечественные электроды. У них неплохие характеристики и возможности. Ну а если цена электрода играет далеко не первую роль, то обратите внимание на японских и европейских производителей. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Электроды Э42: ГОСТ, технические характеристики, аналоги
Электросварка на сегодня — самый популярный способ создания неразъемных соединений металлических деталей и конструкций. Существует много различных методов сварки и предназначенного для них оборудования. Наиболее простым в использовании и доступным по стоимости является метод ручной сварки плавящимся электродом. Их производители предлагают на рынке множество типов изделий, сотни различных марок и диаметров. Электроды типа Э42 популярны как среди начинающих сварщиков, так и среди профессионалов. Они отличаются отличным соотношением «цена/качество».
 Электроды Э42
Электроды Э42Технические характеристики
Электроды Э42 предназначены для сварки как постоянным, так и переменным током. Они могут иметь как кислое, так и рутиловое напыление. Флюсовая обмазка, сгорая в пламени электродуги, выделяет защитные газы, препятствующие доступу кислорода воздуха к сварочной ванне. Она также способствует повышению стабильности горения дуги и доставляет в рабочую зону легирующие присадки. При работе с кислым покрытием шовный материал бывает подвержен образованию трещин, особенно при несоблюдении режимов сварки. Рутиловое покрытие избавляет от такого риска, шовный материал по своей степени раскисления близок к спокойной или полуспокойной стали.

Сварка электродами
По своему химическому составу электроды Э42 относятся к группе обычных и содержат следующие элементы:
- С — 0,08%;
- Mn7%;
- Si1%;
- S035%;
- P035%.
Электроды обладают следующими физико-механическими и рабочими характеристиками:
- Сопротивление на разрыв — 420 мпа.
- Длина при диаметре 4 миллиметра — 45 см.
- Диапазон сварочных температур: -20 °С — +20 °С.
- Расход на 1 кг шва — 1,6 кг электрода.
- Ударная вязкость шовного материала -150 Дж/см2.
- Относительное удлинение шва — до 22%.
- Диапазон диаметров — от 4 до 12 мм.
Указанные параметры достигаются при условии соблюдения технологии сварочных работ и режимов сварки.
Аналоги электродов Э42
Область применения
Электроды типа Э42 различных диаметров широко применяются для сварки конструкционных низко углеродистых сталей. Кроме того, ими можно варить и легированные сплавы 14Г2 и 09Г2.
Они популярны как среди домашних мастеров, так и при монтаже индустриальных металлических конструкций.
Кроме того, ГОСТ допускает их применение для сварки тонкостенных труб и резервуаров низкого давления.

Сварка нержавейки
Существуют следующие ограничения по применению:
- Не подходят, если дуговая сварка выполняется в вертикальном положении (сверху вниз).
- Не подходят для применения по нержавейке, по меди и другим цветным металлам.
- Несовместимы с высоколегированными сталями.
- Не подойдут для чугуна.
Скачать ГОСТ 9467-75
Кроме того, недопустимо пытаться варить отсыревшими электродами.
Отличительные особенности и специфика применения
Тип Э42 представляет собой универсальное изделие массового применения. Однако для него можно отметить некоторые особенности электродов Э42:
- Получаемое в результате применения сварное соединение выходит прочным и пластичным, обладает высокой стойкостью к нагрузкам на излом.
- Образующаяся корка шлака легко отделяется от шовного материала.
- Соединение отличается высокой однородностью структуры, низкой пористостью и отсутствием каверн.
- Изделие не требует высокой квалификации и наработки опыта для успешного применения, достаточно точно соблюдать режимы сварки и технологию выполнения шва.
- Легкий розжиг дуги.
- Низкий расход материала на килограмм шва.
- Широкий ассортимент флюсовых обмазок.
- Широкий выбор диаметров – до 12 мм.
- Отличное соотношение цена/качество и цена/функциональность.
Электроды небольших диаметров успешно применяют для сварки конструкций в домашних условиях, как инверторным сварочным аппаратом, так и устаревшими громоздкими сварочными трансформаторами и выпрямителями. При соблюдении заданного расстояния от кончика стержня до детали броски напряжения в сети оказывают незначительное влияние на стабильность дуги.

Электроды Э42 диаметр 5,0 мм
Диаметры 6-12 мм применяются в основном в промышленных условиях, вместе с профессиональными высокопроизводительными сварочными постами, развивающими рабочий ток до 600-800 ампер. Электроды Э42 диаметром 8 мм позволяют сваривать детали толщиной свыше 8 мм за один проход, что делает их конкурентоспособными по производительности с полуавтоматическими аппаратами, использующими сварочную проволоку.
Э42 не рекомендованы для работы по высоколегированным сплавам, по нержавейке, по цветным сплавам, по чугуну.
Ограничения по применению
Существуют и ограничения по применению. Главное из них — непригодность электрода для выполнения вертикальных соединений в направлении «сверху вниз», особенно больших диаметров. На это указывает цифра «2» в обозначении типа. При вертикальном перемещении сварочной ванны часть расплавленного металла будет затекать в пространство не проваренного шва. Чем больше диаметр электрода, тем больше будет масса сварной ванны и тем проще расплаву преодолеть силы поверхностного натяжения и стечь вниз.
Также электроды данного типа непригодны для сваривания нержавеющих и высоколегированных сталей, чугунов и сплавов цветных металлов.
Важно также правильно подбирать электрод по диаметру, исходя из толщины свариваемых заготовок.
Кроме того, недопустимо пытаться варить отсыревшими электродами. Покрытие в таких условиях становится проводником, разжечь дугу будет очень сложно. Шовный материал будет впитывать водород, и образовывать нежелательные поры. Поддержание стабильной дуги также будет затруднено частыми залипаниями электрода.
Металл шва или наплавка
Наплавка — это сварочная операция, в ходе которой наносят слой металлического расплава (его называют присадочным материалом) на внутреннюю или внешнюю поверхность детали. Наплавку выполняют с целью:
- восстановить первоначальные размеры изношенной детали;
- довести размеры до проектных при изготовлении детали обнаружении устранимого брака;
- создать покрытие одного металла слоем другого, в целях повышения коррозионной стойкости или придания специальных физических или химических свойств;
- упрочнить поверхностный слой.

Наплавка
Электрод ведут по поверхности детали в заданном месте. Верхний слой металла детали плавится, и вместе с металлом электрода образует слой наплавки. При необходимости наплавляют несколько слоев. Несмотря на то, что существуют специальные наплавочные электроды, Э42 также можно применять для наплавки относительно небольших объемов металла.
Варианты покрытия
Рабочие качества электрода и особенности его использования во многом определяются материалом флюсового покрытия. Существует несколько вариантов:
- Кислое. Основано на окислах кремния и железа, в качестве добавки применяется окисел марганца. Соединение, сделанное с помощью такого покрытия, склонен к образованию горячих микротрещин.
- Рутиловое. Основано на диоксиде титана. По сравнению с предыдущим вариантом существенно снижена вероятность образования горячих микротрещин. Позволяет получить более стабильную и мощную электрическую дугу. Снижает разбрызгивание расплава и связанные с ним потери металла. Улучшает формирование и однородность шва, формирует легко отделяемую корку из шлаков, что снижает трудоемкость последующих операций по зачистке.
- Основное. Базируется на основаниях — соединениях фтора в смеси с карбонатами. По степени раскисления соответствует сталям спокойного типа. Шовный материал приобретает высокую пластичность и ударную вязкость, причем как при комнатной, так и при пониженной температуре. Также снижена вероятность появления горячих микротрещин.

Электроды «Тянь-Шань» тип Э42
Для любого вида покрытия сохраняется требование к использованию только в сухом виде. При попытке использования влажных электродов производители снимают с себя гарантийные обязательства по качеству шва. Продукция поставляется в герметично запечатанных целлофаном коробках, распечатывать их следует непосредственно перед началом работы. Если электроды все же подмокли, их необходимо просушить и прокалить в муфельной печи.
Также независимо от варианта покрытия необходимо тщательно соблюдать технологию и режимы сварочных работ.
Требования ГОСТ
Требования к электродам типа Э42 изложены в ГОСТ-9567-75-Э42. В нем определены такие параметры, как линейные размеры стержня и покрытия, ряд диаметров, вес, расход материала на 1 кг шва, ударная вязкость шва и относительное удлинение, перечисленные в начале статьи.
Кроме того, в ГОСТ 9467-75-Э42А выдвинуты повышенные требования к шовному материалу, прежде всего к ударной вязкости и относительному удлинению. К временному сопротивлению на разрыв повышенные требования не выдвигаются, ряд диаметров также остается без изменений. Таким образом, шов с применением типа Э42А получится столь же прочным, но более тягучим и гибким. Повышены также требования к процентной доле серы, фосфора и их соединений.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
характеристики типа, аналоги, расшифровка, для каких сталей
Эти электроды используются для сварки углеродистых и низколегированных сталей. Область применения: металлоконструкции особой надежности, которые должны работать при больших переменных нагрузках, в том числе, в условиях холодного климата или в холодильных установках, что делает их пригодными для судостроительных целей. Они подходят для сосудов повышенного давления, толстых листовых материалов и при ремонте литейных дефектов.

Аналоги, чем заменить
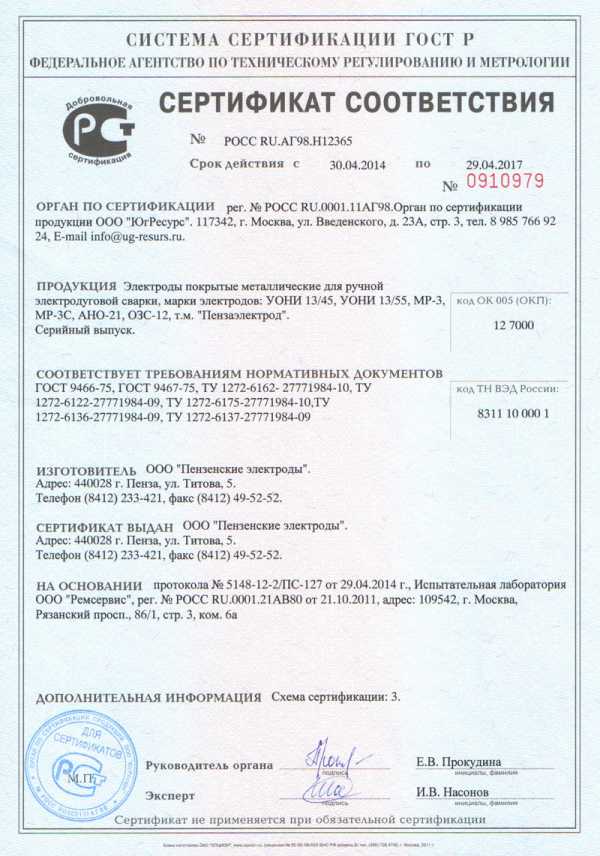
Сертификация качества
Сварочные электроды типа Э42А имеют сертификат ГОСТ Р, подтверждающий соответствие ГОСТ 9466-75; сертификат НАКС; Речной Регистры РФ: Свидетельство об одобрении, Свидетельство о признании №ВВФ030; Морской Регистр Судоходства РФ: Свидетельство об одобрении сварочных материалов; Санитарно-эпидемиологическое заключение на электроды.
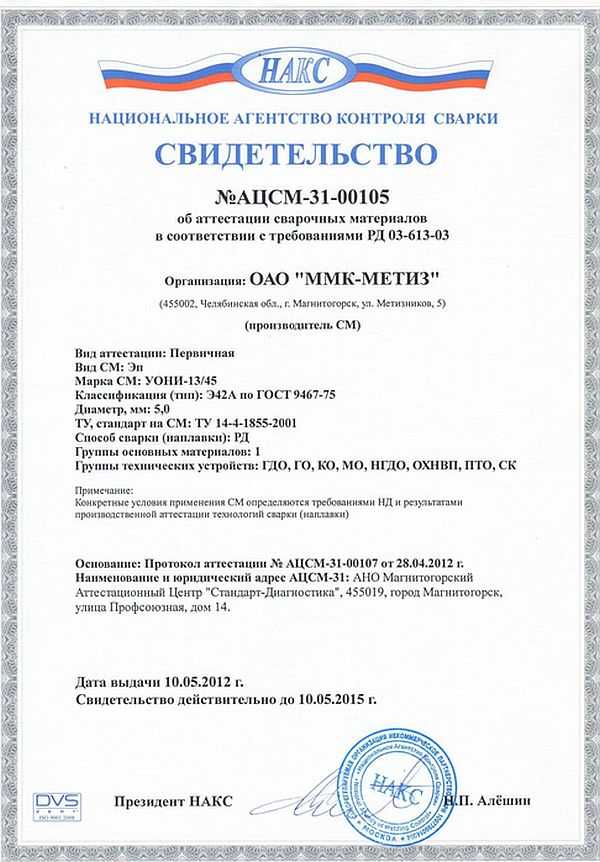
К сведению! Хотя сертификация электродов в РФ является добровольной, тем не менее, материал Э42А всегда имеет сертификат, поскольку применяется для работы в тех местах, где требуется повышенная ответственность.
Популярные производители
Магнитогорский металлургический комбинат (ММК), Судиславский завод сварочных материалов (СЗСМ), СпецЭлектрод (Москва), Лосиноостровский Электродный Завод. Еще целый ряд предприятий выпускает электроды Э42А, но перечисленные заводы успешно продают свою продукцию по довольно высокой цене. Это может говорить о хорошем качестве.
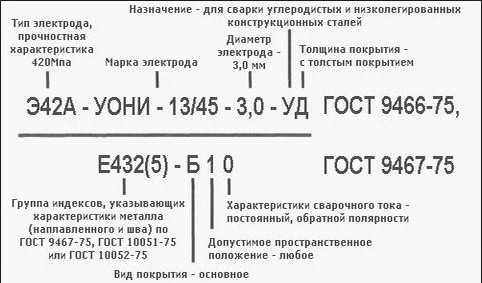
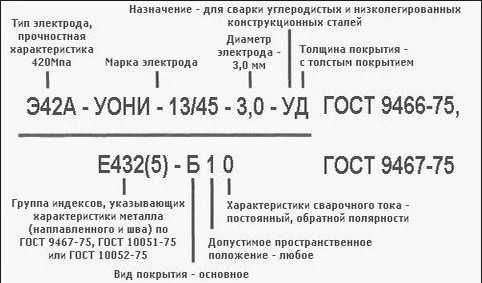
Расшифровка, что обозначает Э42А
 Это тип электрода, так как электроды классифицируются, прежде всего, по типу. На обозначения электродов имеется ГОСТ 9467-75.
Это тип электрода, так как электроды классифицируются, прежде всего, по типу. На обозначения электродов имеется ГОСТ 9467-75.
Вообще, из-за большой номенклатуры сплавов, применяемых в промышленности, и их пар, поддающихся сварке, число типов электродов трудно поддается перечислению. Некоторые электроды применяются чаще других. Э42А принадлежит к числу таких.
Э – в обозначении типа означает электрод.
42 – это предел прочности на разрыв в Мегапаскалях в расчете на 1квадратный мм сечения шва (соответствует силе приблизительно 40 кг). Это может означать, что проволока сечением в 1 кв.мм, изготовленная из металла шва выдержит груз массой до 40 кг. Конструкторы специалисты по сопромату могут рассчитать прочность швов, работающих на разрыв или изгиб по этим данным. То есть, сам тип электродов уже несет в себе полезную информацию для специалистов.
Буква А в обозначении имеет значение “улучшенный” (по сравнению с Э42), то есть с особыми свойствами, которые подходят для повышенных требований к качеству сварки: пластические свойства, вязкость, хим. состав.
Для каких сталей
Тип Э42А применяется для сварки углеродистых сталей 08, Ст3, 20, 20Л. Кроме этого они могут применяться для работы с легированными сталями 14Г2 и 09Г2. При сварке используется постоянный ток обратной полярности. Можно производить сварку в любом положении, за исключением только вертикальных швов сверху вниз. При сварке образуется шов с небольшим содержанием водорода и при этом отсутствуют трещины, которые могут образоваться при кристаллизации металла.
Имейте в виду! Тип Э42А обеспечивает отличное качество шва, если соблюдать технологию
, которая при работе с данным типом электрода состоит в том, что надо выдерживать режим сварочной дуги. Ее не допускается удлинять, сварщик должен выдерживать небольшое расстояние на всем протяжении шва.Дуга поджигается не слишком легко.
Ограничения по применению
Нельзя использовать сварку переменным током, а также варить вертикальные швы сверху вниз. Не подходят для сварки высоколегированных и нержавеющих сталей, чугуна и цветных сплавов.
Отсыревшие электроды Э42А вообще не дадут возможности работать. Обмазка начинает проводить ток и условия зажигания дуги сильно ухудшаются, кроме того, происходит насыщение шва водородом, что приводит к пористости. Электрод будет прилипать.
Отсыревшие электроды нельзя использовать и еще по одной причине. При горении дуги, благодаря сильному разогреву, влага будет закипать в обмазке и она начнет трескаться (лопаться) и осыпаться с электрода
Внимание! Потребители часто упускают из виду необходимость просушки электродов, что приводит к неудачам и браку.
Особенности
Сварка электродами Э42А проводится короткой дугой и требует от сварщика хорошего опыта. Дуга зажигается относительно трудно. Поверхность свариваемых деталей должна быть хорошо очищена от окалины, масла, красок и других загрязнений, так как в противном случае появится пористость шва.
ПРИМЕЧАНИЕ: Перед сваркой электроды требуют прокалки при температуре 350-380 градусов. Длительность прокалки 1 час.
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.
weldelec.com
Электроды марки Э42А: технические характеристики, отличительные особенности
 Перед началом проведения сварочного процесса необходимо выбрать нужные материалы, с помощью которых можно качественно выполнить работу. Основным материалом, без которого не может обойтись сварщик — электроды самые распространенные и доступные металлические и неметаллические стержни.
Перед началом проведения сварочного процесса необходимо выбрать нужные материалы, с помощью которых можно качественно выполнить работу. Основным материалом, без которого не может обойтись сварщик — электроды самые распространенные и доступные металлические и неметаллические стержни.
Для проведения конкретного вида работ необходимо иметь определенные электроды, они должны обладать необходимой электропроводностью.
Впервые электроды стали применяться в 1802 году и за это время они совершенствовались, их характеристики и виды покрытий улучшались, а значит, и качество работы становилось лучше. Применяемые для сварки электроды имеют свою классификацию и обозначения, делятся на конкретные марки.
Электроды марки Э42А
 Эта марка материала является одной из самых распространенных для выполнения сварочных работ. Она предназначена для дуговой сварки углеродистых (с содержанием 0,25% углерода) и низколегированных видов стали. С их помощью можно выполнять сварочные работы в различных пространственных положениях, что упрощает работу специалисту. Электроды функционируют от источника с постоянным или переменным током обратной полярности. Они имеют сертификат качества коэффициента наплавки, показали себя в работе очень положительно. Любой качественный электрод должен обеспечить во время сварки:
Эта марка материала является одной из самых распространенных для выполнения сварочных работ. Она предназначена для дуговой сварки углеродистых (с содержанием 0,25% углерода) и низколегированных видов стали. С их помощью можно выполнять сварочные работы в различных пространственных положениях, что упрощает работу специалисту. Электроды функционируют от источника с постоянным или переменным током обратной полярности. Они имеют сертификат качества коэффициента наплавки, показали себя в работе очень положительно. Любой качественный электрод должен обеспечить во время сварки:
- Сравнительно легкое зажигание дуги с устойчивым горением
- Расплавление на рабочем покрытии равномерное
- Ровное покрытие шва шлаком
- Шлак после сварочных работ должен легко удаляться
- Отсутствие на металлическом шве трещин, пор и непроваров.
Материал данной марки рекомендован для работ на высоте в монтажных условиях. Железный порошок, который содержится в поверхности катодов, значительно повышает уровень производительности сварочных процессов. В их составе содержится 60% массы покрытия, такие данные указаны в сертификатах. О высоком уровне качества электродов свидетельствуют отзывы специалистов-сварщиков, а также обычных потребителей, которым довелось с ними работать.
Технические характеристики марки Э42А
В обозначении электродов используется маркировка, буква «Э», что означает электрод. Указанные цифры указывают на минимальное временное сопротивление разрыву шва металла либо сварного соединения в кгс/мм2. Буква «А» — кислое покрытие, а это значит, что электроды с таким покрытием не склонны образовывать поры в процессе сварки металла, покрытого ржавчиной или окалиной, при удлинении дуги. Марка Э42А имеет свои технические характеристики:
- Коэффициент «наплавок» — 9 г/Ач
- Стержневая длина — до 45 см
- Диаметр — 4-6 мм
- Расход на 1 кг наплавленного металла — 1,6 кг
- Временное сопротивление разрыву — 420 МПа
- Относительное удлинение — 22%
- Вязкость ударная при температуре +20оС до -40оС — 150 Дж/см2
- Род тока электродов — постоянный обратной полярности
- Пространственное положение сварки — разные, кроме сверху вниз в вертикальной плоскости
- Почти не реагирует на изменение длины дуги, что в итоге дает высокое качество работы даже при нестабильном напряжении.
Наплавленный металл с химическим составом:
- Углерод — максимум 0,12%
- Марганец — 0,35-0,65%
- Кремний — 0,2- 0.3%
- Сера и фосфор — не более 0,03%.
Отличительные особенности и специфика применения
 Данная марка электродов имеет свои отличительные особенности и специфику применения. Сварной шов получается достаточно прочным и даже немного пластичным, что позволяет ему выдерживать большие нагрузки (на излом). После образования поверхностного слоя шлака его можно легко удалить. Сварочный шов получается однородным и если соблюдать все правила технологии сварочных процессов, то в швах не образуются «микропустоты» в наплавляемой структуре.
Данная марка электродов имеет свои отличительные особенности и специфику применения. Сварной шов получается достаточно прочным и даже немного пластичным, что позволяет ему выдерживать большие нагрузки (на излом). После образования поверхностного слоя шлака его можно легко удалить. Сварочный шов получается однородным и если соблюдать все правила технологии сварочных процессов, то в швах не образуются «микропустоты» в наплавляемой структуре.
С такими электродами легко работать, поэтому они часто применяются в выполнении сварочных работ в частных домах людьми, которые не владеют профессией сварщика и не имеют нужного опыта. Они обладают легким «зажиганием», во время работы наблюдается стабильность дуги и низкий расход материала. Такая марка имеет большой ассортимент, поскольку отличается материалом покрытия. Технические характеристики дают возможность проводить сварочные работы со ржавым и влажным металлом. Данный вид отлично сочетает хорошее качество с доступной ценой.
У данного вида материала есть свои ограничения в использовании, например, сварка сверху вниз в вертикальной плоскости не ведется. Также для работы необходим источник питания — ток переменного или постоянного тока, но с обратной полярностью. В некоторых случаях, когда предъявляются к качеству шва особые требования, применяются унифицированные электроды данной марки.
Заключение
Электроды Э42А могут использоваться при выполнении любых видов монтажных или ремонтных работ, причем как опытными специалистами, так и начинающими сварщиками. По своей стоимости они немного выше, чем другие марки, за 1 килограмм изделий придется заплатить примерно 43 рубля.
Оцените статью: Поделитесь с друзьями!stanok.guru
Электроды Э42

Электроды это самый доступный и распространенный сварочный материал в том числе Э42 . Каждая марка обладает различными свойствами и сочетанием, которые обеспечивают необходимые требования. Выбор марки электродов зависит от типа работы, которую надо выполнить.
Марки стали, ее толщины, условий работы и тому подобное. Современные типы электродов делятся исходя из технологических показателей и физических характеристик, которые и определяют материалы, с которыми они работают и допустимые условия сварки.
При этом сварочные электроды одной группы могут быть различных марок. Электроды Э42 имеют различные покрытия, а значит и определенные технологические отличия. Особенно распространенными электродами данного вида являются сварочные электроды типа Э42 АНО 6, которые применяются для работы с углеродистой сталью, которая состоит из углерода не выше чем на 0,25%.
Эти электроды работают от источника непрерывного тока либо переменного тока с обратной полярностью. В совокупности электроды Э42 имеют показатель наплавки вблизи 10 г/Ач. Сварочные электроды Э42 имеют, также различный диаметр от 4 до 6 миллиметров, и их составляет 1,6 кг электродов на 1 кг наплавленного металла. Шов имеет в своем составе такие элементы как фосфор, сера, марганец и кремний.
Электроды АНО 6 имеют рутиловое покрытие. Основу покрытия этих электродов составляет природный диоксид титана. Стойкость металла шва, вопреки образованию трещин, высокая. Эти электроды владеют целым рядом превосходств по сопоставлению с другими видами, а именно: обеспечивают сильное и стабильное горение дуги, небольшие потери металла, легкую отделимость корки шлака, и чудесное образование шва.
Электроды Э42 малочувствительны к образованию при сварке влажного или ржавого металла, или при изменении длины дуги. Поры в швах возникают при использовании повышенных режимов тока при работе с тавровыми швами, или при сварке электродом большого диаметра тонкого металла. Сварочные электроды АНО 6 дозволяют производить сварочные работы по грунтовочным покрытиям с толщиной около 20-25 мкм без снижения механических свойств и образования пор.
Рекомендовано:
Значимым превосходством этих электродов является легкость зажигания дуги наименьшей плотностью тока, при котором вожможен дуговой разряд. Они гораздо превосходят электроды с основным покрытием по образованию шва и плавного перехода от него к основном металлу.
elektrod-3g.ru
Электроды Э42 – технические характеристики и особенности применения
Существует несколько методик проведения сварочных работ, но ручной способ остается все-таки основным, особенно в частном секторе. Вряд ли кто станет тратить деньги на «полуавтомат», если аппарат будет эксплуатироваться только от случая к случаю (о правилах его выбора читайте здесь). Дуговая сварка ведется с помощью металлических стержней с поверхностным напылением, которые различаются своими характеристиками, а, следовательно, и спецификой применения.
Технические условия на изготовление и особенности использования катодов марки «э42» регламентируются ГОСТ №№ 9466, 9467 от 1975 года. Ими целесообразно работать при сварке низколегированных и углеродистых сталей, причем в случае, если к получаемому шву предъявляются особые требования в плане вязкости (ударной) и пластичности.
Кроме того, учитывается и такой показатель, как сопротивление разрыву (временное) материала – до 50 кг/мм2. При более высоких значениях этого параметра электроды «Э42» заменяются другими. Чаще всего (особенно в быту) для ручной сварки используются марки серии «АНО 6» 3 – 6 мм (с рутиловым покрытием).

Особенности электродов «Э42»
- Сварной шов имеет достаточную прочность и некоторую пластичность, следовательно, способен выдерживать значительные нагрузки (на излом).
- Удаление поверхностного образования (шлака) сложностей не представляет.
- Однородность шва. При соблюдении технологии сварочных операций не происходит образование «микропустот» в структуре «наплавки».
- Данными электродами сможет работать даже человек, не имеющий достаточного опыта.
- Легкое «зажигание».
- Стабильность дуги «э42».
- Низкий расход материала.
- Большой ассортимент электродов данной марки (отличаются материалом покрытия).
- Возможность работы с ржавыми или влажными металлами.
- Оптимальное сочетание качества получаемого шва и стоимости электродов.
Технические характеристики
- Коэффициент «наплавки» – порядка 10 г/Ач.
- Длина стержня – до 45 см.
- Примерный расход материала – на 1 кг шва (наплавленного металла) примерно 1,6 кг.
- Практически не «реагирует» на изменение такого параметра, как длина дуги, что позволяет обеспечить высокое качество работ при нестабильности напряжения (в определенных пределах).
Специфика применения
- Данные электроды имеют некоторое ограничение в использовании, так как с ними сварка в вертикальной плоскости, сверху вниз, не ведется.
- Источник питания – или постоянного тока, или переменного, но с обратной полярностью.
- В отдельных случаях, когда к качеству предъявляются особые требования, используются унифицированные электроды «э42а».
Цена
Так как чаще всего при дуговой сварке применяются катоды серии «АНО 6», то целесообразно привести ориентировочные данные лишь по этой разновидности продукции. Стоимость 1 кг – 43 рубля. Цена на другие электроды этой марки начинается с 39 руб/кг (например, «МР 3»).
Вывод
- Электроды э42 могут использоваться практически при любых видах ремонтных или монтажных работ как профессиональными, так и начинающими сварщиками.
- При использовании в частном секторе наиболее подходящими являются катоды «э42 АНО 6».
ismith.ru