Электроды lb 52u характеристика – основные характеристики и качества, преимущества и области применения
alexxlab | 22.03.2020 | 0 | Вопросы и ответы
Электроды LB-52U KOBE Steel (Япония)
Общее описание
Электроды LB 52U (ЛБ 52 У) предназначены для сварки труб из сталей прочностных классов до К54 включительно и от К55 до К60 включительно. Электроды LB-52U аттестованы НАКС (Национальной Ассоциацией Контроля Сварки) и рекомендованы ВНИИСТом для использования при строительстве и ремонте магистральных трубопроводов.
Характеристика
LB-52U (ЛБ 52У) – сварочный электрод с пониженным содержанием водорода, что позволяет значительно улучшить характеристики сварного шва. Использование данного электрода позволяет получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый валик без дефектов при сварке с одной стороны соединения. Электрод LB 52U обеспечивает высокую ударную вязкость и его часто используют для сварки труб, морских конструкций и сооружений типа резервуаров, которые необходимо сваривать только с одной стороны. Обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие низководородные электроды.
Применение
Электрод с покрытием основного типа для односторонней ручной дуговой сварки труб и ответственных конструкций из углеродистых сталей прочностью до 588 МПа.
|
Рекомендации по использованию |
||||||||||||
|
Использование электродов LB-52 позволяет получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый валик без дефектов при сварке с одной стороны соединения. LB 52U обеспечивает высокую ударную вязкость, и его часто используют для сварки труб, морских конструкций и сооружений типа резервуаров, которые необходимо сваривать только с одной стороны.
Режим прокалки :300 – 350оС в течение 0.5-1 часа.
Химический состав (%)
* Эти элементы специально не добавлялись.
|
|
Механические свойства |
||||
|
|
Диаметр, мм |
Предел текучести, Н/мм2 |
Предел прочности, Н/мм2 |
Удлинение, % |
RA, % |
|
|
441 |
546 |
31 |
75 |
|
3.2 |
446 |
540 |
34 |
77 |
|
4.0 |
455 |
530 |
35 |
75 |
|
Стандарты и одобрения |
|||||||||||||||||||||
|
|||||||||||||||||||||
|
Размеры электродов и сила тока при сварке |
||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||
www.domsvarki.ru
Электроды LB 52U – обзор характеристик, преимуществ и недостатков
Электроды с пониженным содержанием водорода марки LB-52U относятся к типу плавящихся. Выпускаются японской компанией Kobelco. Предназначены для одностороннего соединения заготовок и деталей конструкций и изделий ответственного назначения, изготовленных из сталей с низким содержанием углерода и легированных элементов. Полученные при соединении способом дуговой сварки швы выдерживают высокое давление и повышенную температуру рабочей среды. Электроды LB обеспечивают прочность и герметичность шва. Используют их и при выполнении ремонтных работ – заделке трещин и пор мостовых, судовых и резервуарных конструкций.
Применяются при изготовлении:
- несущих конструкций по месту установки в строительстве;
- готовых конструкций разного назначения, транспортируемых к месту установки, выполненных на площадях промышленных предприятий;
- водо- и газопроводных магистралей и сопутствующих изделий в ЖКХ;
- поделок в домашних условиях.
Кроме того, с их помощью выполняют разноплановые работы, связанные с ремонтом изделий в многочисленных мастерских.
Конструкция, преимущества и недостатки
Электроды разного диаметра и длины поставляются в фирменных картонных пачках весом 5 кг с логотипом и рекомендациями производителя. LB-52U – это электропроводный стержень с покрытием основного типа, куда входят элементы, указанные в таблице:
| Наименование элемента | Процентное содержание, не более |
|---|---|
| Углерод | 0,06 |
| Марганец | 1,02 |
| Кремний | 0,52 |
| Никель | 0,10 |
| Хром | 0,03 |
| Молибден | 0,01 |
| Ванадий | следы |
| Сера | 0,06 |
| Фосфор | 0,013 |
Низкое содержание всех компонентов в покрытии обеспечивает хороший провар корня шва с небольшим усилием, что важно при сварке трубных конструкций неповоротного типа.

Рисунок 1 — Электроды LB 52U
К преимуществам японских расходных материалов относят:
- высокое качество шва;
- экономичный расход;
- устойчивость к механическим воздействиям;
- стойкость к трещинообразованию;
- низкую степень разбрызгивания в процессе ведения сварки;
- стабильность горения дуги в процессе соединения деталей и заготовок;
- легкую отделимость корки шлака;
- получение шва с высокой ударной вязкостью, выполненного в любом положении;
- выполнение швов разного назначения: корневых, заполняющих, а также подварочных и облицовочных слоев;
- отсутствие дефектов в самом шве, что обеспечивает герметичность.
Основной недостаток электродов Kobelco марки LB-52U заключается в поджиге, который затруднен, если неправильно подготовить кромки изделия или заготовок, а также сам электрод к ведению процесса соединения. Поэтому их не используют при выполнении прихваток и точечной сварке.
Размеры электродов, режимы, особенности сварки и хранения
Сварка электродами LB-52U ведется с применением аппаратов, работающих на переменном и постоянном токе. В таблице указаны данные о габаритах изделий и силе сварочного тока, который колеблется в широких пределах в зависимости от положения, в котором выполняется соединение заготовок:
| Диаметр, мм | Длина, мм | Сила сварочного тока, А |
|---|---|---|
| 2,6 | 350 | 30÷90 |
| 3,2 | 350; 400 | 60÷130 |
| 4,0 | 400 | 90÷180 |
| 5,0 | 130÷240 |
При ведении сварочного процесса необходимо придерживаться следующих рекомендаций:
- зачищать кромки деталей;
- готовить электроды к сварке; для этого их необходимо прокалить при температуре не выше 350 °C в течение 1 часа;
- готовить соединяемые части: при толщине металла более 5 мм необходимо разделывать кромки в соответствии с технологическим процессом;
- сварку необходимо начинать на токе малой величины, соответствующей Ø электрода, постепенно увеличивая до необходимого предела, при котором дуга будет гореть стабильно;
- при сварке с зазором необходимо следить за тем, чтобы он был одинаковым по всей длине;
- при смене электрода необходимо зажигание выполнять чуть выше, затем вернуться к месту окончания шва, заполнить сварочную ванну и продолжать процесс соединения;
- при повторном зажигании необходимо конец электрода очистить от обмазки. Если этого не сделать, то невозможно будет повторно зажечь дугу.
Как варить электродом LB, можно посмотреть в видеоролике:
Качество шва зависит и от условий хранения, Так как покрытие жадно поглощает влагу из окружающего пространства, необходимо хранение расходного материала в сухом и теплом месте. Температура там не должна опускаться ниже 15 °C. Если условия нарушены, это значительно понизит качество шва, а в некоторых случаях вызовет блуждание дуги.
Внимание! Аналогами японских электродов на отечественном рынке служат расходные материалы марки МТГ-01К и УОНИ-13/55А, а также зарубежные марки Nittetsu S-16W (Япония).
Своим опытом работы с японскими электродами Kobelco марки LB-52U просим поделиться с читателями.
wikimetall.ru
Сварочные электроды LB 52U 4.0 мм Kobelco| “Всё для сварки”
Электроды LB 52U 4мм пользуются заслуженной популярностью среди профессиональных сварщиков. Они обеспечивают надежное соединение свариваемых элементов.
Электроды применяются для сваривания углеродистых сталей, сплавов с повышенным долей легирующих элементов, труб с прочностью до К60. Односторонний шов, получаемый в процессе использования, отличается плотной структурой, обеспечивающей повышенную герметичность соединения, и минимальным количеством микродефектов.
Преимущества:
- высокий коэффициент ударной вязкости
- минимальный процент разбрызгивания
- повышенный коэффициент стойкости к растрескиванию
- проведение работ ведется в нижнем, горизонтальном, вертикальном и поточном направление
- шлаковая корка легко поддается удалению
- повышенная глубина проникновения в обрабатываемый металл
- высокий коэффициент пластичности готового соединения
- минимальная степень содержания водорода в сварочном шве
Сфера применения электродов ЛБ 52У 4.0 мм:
Электроды японского производства относятся к универсальной группе, они успешно применяются для получения неразрывных соединений в бытовых условиях и на производственных участках. Учитывая высокие показатели герметичности, их применяют для прокладки трубопроводов в нефтяной промышленности и судостроительной промышленности для проведения корабельного ремонта.
На производственных участках они применяются для соединения сплавов с высоким включением легирующих элементов, углеродистых сталей, используемых для производства оснастки и различных приспособлений. Благодаря глубокому проникновению, они используются для ремонта резервуаров и различных емкостей.
Особенности электродов
Среди особенностей данной модификации сварочных электродов выделяется стабильная дуга при работе с низким и высоким током, что гарантирует минимальную разбрызгиваемость. За счет своей структуры они обеспечивают глубокое проникновение, создавая герметичное и надежное соединение с обратной стороны.
Производители рекомендуют перед использованием проводить температурную обработку в режиме 300-350 оС. Продолжительность обработки может варьироваться от 30 до 60 минут.
У нас в магазине на электроды ЛБ 52 цена самая приемлемая. Вся продукция отличается высоким качеством, что подкрепляется соответствующей документацией.
Технические характеристики:
- Покрытие сварочных электродов LB-52U – основное
- Тип наплавляемого металла – Э50А
- Коэффициент наплавки – 9 г/А.ч
- Производительность наплавки (для диаметра 2,5 мм) – 0,9 кг/ч
- Расход сварочных электродов LB-52U на 1 кг наплавленного металла – 1,7 кг
- Ток – AC/DC
Сварка может вестись в следующих пространственных положениях: 1, 2, 3, 4, 5, 6
Сертификация:
| Классификация | Одобрения регистров | |||||
|---|---|---|---|---|---|---|
| JIS | AWS | LRS | ABS | DNV | NKK | BV |
| Z3211 D4316 | A5.1 E7016 | 3. 3Y(h25) | 3h20. 3Y | 3Y(h20) | KMW53HH | 3. 3YHH |
Механические свойства электродов LB-52U:
| Содержание диффузионного водорода, мл/100г | Ударная вязкость, Дж/см2 |
|---|---|
| 1.6 | 130 |
| Диаметр, мм | Предел текучести, Н/мм2 | Предел прочности, Н/мм2 | Удлинение, % | RA, % |
|---|---|---|---|---|
| 2.6 | 441 | 546 | 31 | 75 |
| 3.2 | 446 | 540 | 34 | 77 |
| 4.0 | 455 | 530 | 35 | 75 |
Химический состав, %:
| Ø, мм | C – углерод | Si – кремний | Mn – марганец | P – фосфор | S – сера |
|---|---|---|---|---|---|
| 2.6 | 0.06 | 0.52 | 1.00 | 0.011 | 0.005 |
| 3.2 | 0.06 | 0.51 | 1.02 | 0.011 | 0.006 |
| 4.0 | 0.06 | 0.49 | 1.01 | 0.013 | 0.004 |
Размеры электродов и сила тока при сварке:
| Диаметр, мм | Длина электродов, мм | Сила тока, А | Среднее количество электродов LB-52 в 1 кг, шт |
|---|---|---|---|
| 2,6 | 350 | 60-100 | 60 |
| 3,2 | 350 | 80-140 | 40 |
| 4,0 | 450 | 130-210 | 22 |
Менеджеры компании “Всё для сварки” проконсультируют Вас по наличию и цене для любого заказа. Звоните по телефону +7(812)309-28-29 или пишите на почту [email protected]. Наши сотрудники с удовольствием Вам помогут!
| Марка | LB 52U |
| Тип сварочного тока | AC/DC |
| Сила тока при сварке, А | 130-210 |
| AWS | E7016 |
| Предел прочности, МПа | 540 |
| Предел текучести, МПа | 420 |
| Относительное удлинение, % | 30 |
| Производительность наплавки | 0,9 кг/ч |
| Расход электродов на 1 кг наплавленного металла | 1,7 кг |
| Ударная вязкость, Дж/кв.см | 150 |
| Прокалка перед сваркой | 350-380°С 1-2 ч. |
| Тип покрытия | основное |
| Габариты, мм | 410x80x50 |
| Вес, кг | 5 |
www.svarcka.ru
Характеристики сварочных электродов LB-52U
Documents войти Загрузить ×- Математика
Related documents

Maxeta 5

уэз уони-13/55 стандарт

Мифы и легенды сварочного дела 2

ВЛИЯНИЕ НАНОДИСПЕРСНЫХ ПОРОШКОВ НА СВОЙСТВА
Система автоматизированного ультразвукового контроля (АУЗК)

уэз уони-13/55 премиум
МаликовВН-с3
1 Приложение 16 к Требованиям промышленной безопасности
Техкарта РД пластина 300х150х10_УЧЕНИКИ
в форамте MS Word

Сварочные технологии Linde Gas

VX 200-4/H

portable power

Контроль неразрушающий. Метод магнитной памяти металла
дефекты сварных соединений и причины их возникновения
studydoc.ru
Сварочные электроды LB-52U и их «точные функциональные аналоги»
Сварочные электроды LB-52U и их «точные функциональные аналоги»
На сегодняшний день на рынке Республики Беларусь появились предложения сварочных электродов, которые, по заверению лиц их поставляющих, являются точным аналогом сварочных электродов KOBELCO LB-52U.
Лицам, принимающим решения о выборе электродов для сварки, важно знать, что электроды, которые заявляются как «функциональные аналоги» японских электродов LB-52U (KOBE STEELL), по факту, ими не являются, что подтверждается данными экспертной лаборатории.
Давайте проясним, насколько полно «новые ЛБ» удовлетворяют требованиям, предъявляемым материалам для сварки трубопроводов. Ниже в таблице 1 представлены механические характеристики японского электрода LB-52U и других электродов, в описаниях которых значится «полный аналог электрода LB-52U». Информация получена из открытых источников, а для электрода NITTETSU 16W (NSSW) представлены данные экспертной лаборатории.
За последнее десятилетие стала видна тенденция изменения эксплуатационных параметров магистральных газопроводов: увеличилось рабочее давление, выросли диаметры самих трубопроводов. Повысились требования к ударной вязкости KCV основного металла и металла сварного соединения. Например, технические требования на трубы к проекту газопровода «Бованенково-Ухта» являются на сегодня самыми жесткими и предусматривают определение ударной вязкости сварных соединений при температуре -40 °С. Уровень должен быть не менее 63 ДЖ/см ² для класса прочности К60 и 70 ДЖ/см ² для класса прочности К65.
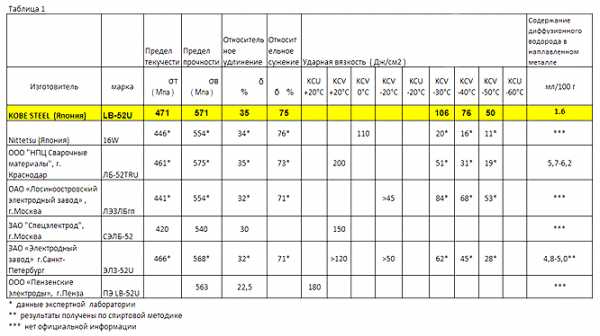
Таблица 1. Сравнительные характеристики LB-52U и их «аналогов».
Таблица 1 позволяет увидеть, что механические свойства «новых ЛБ» не идентичны эталонным японским электродам марки LB-52U. А именно: значения предела текучести, предела прочности и относительного удлинения некоторых электродов близки к ним, но все же по важным характеристикам, таким как ударная вязкость при низких температурах, не соответствуют характеристикам LB-52U.
Кроме превосходных характеристик наплавленного металла у электродов LB-52U существует важное технологическое свойство, которое производители «новых ЛБ» даже не пытаются воспроизвести: это способность получить обратное усиление сварного шва при односторонней сварке без применения подкладочных материалов и оборудования с обратной стороны шва.
Как известно специалистам, диффузионный водород является одним из главных факторов образования холодных трещин в сварных соединениях. Одной из основных мер, применяемых для снижения влияния диффузионного водорода на свойства сталей, является снижение количества источников водорода, в том числе – снижение содержания водорода в сварочных материалах. Для большинства электродов из таблицы 1 нет официальных данных о количестве диффузионного водорода в наплавленном металле.
Также, при анализе стоимости предлагаемых к поставке, сварочных материалов, специалисты управления закупки пренебрегают данными, что большинство сварщиков аттестовано на проведение работ электродами KOBELCO LB 52U и ESAB OK 74.70, как наиболее распространённые на объектах строительства и при ремонте трубопроводов.
В случае применения электродов других производителей, в подразделениях, производящих работы, возникает необходимость дополнительных затрат на проведение аттестаций сварщиков.
На складе компании ООО «МДФ-КЛ» электроды KOBELCO LB 52U и ESAB OK 74.70 всегда есть в наличии в любых объемах, что позволяет производить оперативные поставки по всей территории Республики Беларусь в кратчайшие сроки.
Поделиться в социальных сетях:Похожие материалы
mdfkl.by
Электроды LB 52U (KOBE STEEL Япония) по низким ценам
Применяется для сварки корневого слоя шва неповоротных стыков стальных труб с пределом прочности по номиналу 588 Н/мм2. При сварке заполняющего и облицовочного слоев достаточно прочности 530 Н/мм2. Так же применим для усиления обратно стороны сварного шва.
Электроды лб 52у: состав и свойства
Химический состав электродов LB 52U:
- C 0,10
- Mn 0,65
- Si 0,15
- S 0,020
- P 0,026
Механические свойства металла шва:
- Предел текучести – 450 МПа
- Предел прочности – 540 МПа
- Удлинение – 34%
- Ударная вязкость, при -20°C, Дж/см2 140
Электроды LB52U – это сварочный инструмент с пониженным содержанием водорода. Это значительно улучшает характеристики сварочного шва. При температуре 20 градусов по Цельсию и влажности 60% содержание диффундирующего водорода может составлять от 1,5 до 1,9 мл/100 г. Средним показателем считается 1,7 мл/100г. Если температура 30 градусов, а влажность 80%, то эта величина возрастает и колеблется в пределах 2,9 – 3,7 мл/100г. Средний показатель – 3,3 мл/100г.
Сила тока зависит от диаметра и длины стержня. При диаметре 2,6 мм и длине 350 мм его величина будет составлять 60-90 А. Если диаметр стержня 3,2 мм, а длина 400 мм, то сила тока равна 90-130 А. При использовании инструмента диаметром 4,0 мм и длинной 400 мм величина тока – 130-180 А, а при такой же длине, но с диаметром 5.0 – 180-240 А.
Существуют определенные рекомендации по использованию таких сварочных материалов. Инструменты диаметром 2,6 предназначены для корневого, заполняющего и облицовочного слоев сварочного шва. При диаметре 3,2 и 4,0 к этому списку присоединяется подарочный слой сварочного шва.
Перед использованием желательно высушить материал в течение 30-50 минут при температуре 300 градусов. Чтобы валик с обратной стороны имел хороший внешний вид, рекомендуется подбирать подходящий ток и оптимальный зазор между свариваемыми кромками. Чтобы не прожечь отверстие при включении дуги, зажгите ее на маленькой стальной пластине или боковой стенке канавки. При сварке старайтесь делать так, чтобы дуга была как можно короче.
Преимущество электродов LB52U – очень хорошая стабилизация дуги, лучшее проплавление, по сравнению с другими низководородными аналогами. Поэтому они получили достаточно широкое распространение. Стандарты классификации электрода ЛБ : JIS – Z3211, D4316, AWS – A5.1 E7016.
С 2016 года официально предлагаем аналог электродов от японского концерна Nippon Steel & Sumkin Welding Nittetsu S-16W, цена на который существенно ниже.
Другие аналоги LB 52U:
1. УОНИ 13/45 2. МТГ-01к 4. МТГ-02tehmet.su